Как работает программа для намоточного станка. Какие функции выполняет программное обеспечение намоточного оборудования. Для чего используются намоточные станки с ЧПУ. Какие преимущества дает автоматизация процесса намотки.
Назначение и принцип работы намоточных станков
Намоточные станки предназначены для автоматизированной намотки различных электротехнических изделий — катушек, трансформаторов, дросселей и других компонентов с обмотками. Основные элементы намоточного станка:
- Шпиндель с оправкой или каркасом для намотки
- Механизм подачи проволоки или ленты
- Система управления и программирования
- Привод вращения шпинделя
- Привод перемещения механизма подачи
Принцип работы заключается в согласованном вращении шпинделя и перемещении механизма подачи материала, что обеспечивает равномерную укладку витков обмотки на каркас изделия. Современные станки оснащаются системами числового программного управления (ЧПУ) для точного контроля всех параметров намотки.

Ключевые функции программного обеспечения намоточных станков
Программное обеспечение намоточного станка с ЧПУ выполняет следующие основные функции:
- Управление приводами шпинделя и механизма подачи
- Задание и контроль параметров намотки — скорости, шага, натяжения и др.
- Программирование циклов и режимов намотки
- Визуализация процесса и вывод информации на экран
- Диагностика оборудования
- Хранение программ намотки в памяти
Современное ПО позволяет реализовать сложные алгоритмы намотки, включая многослойную, секционную, спиральную и другие виды. Интерфейс обычно имеет интуитивно понятное меню для удобного программирования.
Преимущества автоматизации процесса намотки
Применение программируемых намоточных станков с ЧПУ дает следующие преимущества:
- Высокая точность и повторяемость намотки
- Возможность реализации сложных алгоритмов укладки проводов
- Повышение производительности труда
- Снижение брака и отходов материалов
- Гибкость при смене типов изделий
- Сохранение технологических программ
- Стабильное качество намотки
Автоматизация позволяет существенно повысить эффективность производства электротехнических изделий с обмотками. При этом сокращается время на переналадку оборудования при смене номенклатуры.
Особенности программирования намоточных станков
При программировании намоточных станков с ЧПУ необходимо учитывать следующие аспекты:
- Геометрические параметры изделия — размеры каркаса, число слоев и витков
- Характеристики наматываемого материала — диаметр, сечение, механические свойства
- Технологические режимы — скорость намотки, натяжение, шаг укладки
- Алгоритм намотки — последовательность слоев, чередование направлений и др.
- Особенности конкретной модели станка и системы ЧПУ
Программа составляется в виде последовательности команд, задающих перемещения механизмов станка и технологические параметры на каждом участке намотки. Современные системы позволяют использовать циклы, подпрограммы и макросы для упрощения программирования.
Типовые циклы намотки, реализуемые программно
Программное обеспечение намоточных станков обычно позволяет реализовать следующие типовые циклы намотки:
- Линейная (рядовая) намотка — для однослойных катушек
- Многослойная намотка — послойное заполнение каркаса
- Намотка с переходом между слоями — для многослойных катушек
- Секционная намотка — чередование слоев и изоляции
- Спиральная намотка — для тороидальных изделий
- Намотка «восьмеркой» — для бескаркасных катушек
- Намотка с переменным шагом — для конусных изделий
Для каждого типа намотки задаются свои алгоритмы перемещения механизмов и укладки витков. Программа позволяет комбинировать различные циклы для получения сложных обмоток.
Управление параметрами намотки через программу
Программное обеспечение намоточного станка позволяет управлять следующими ключевыми параметрами процесса:
- Скорость вращения шпинделя — об/мин
- Скорость подачи проволоки — м/мин
- Шаг намотки — мм/об
- Натяжение проволоки — Н
- Число витков в слое
- Число слоев
- Направление намотки — по/против часовой стрелки
- Параметры переходов между слоями
Оператор может задавать эти параметры в программе намотки для каждого участка. Система ЧПУ обеспечивает их точное поддержание в процессе работы станка. При необходимости параметры могут изменяться динамически по заданному алгоритму.
Визуализация и контроль процесса намотки
Современное ПО намоточных станков обеспечивает наглядную визуализацию процесса на экране панели управления. Как правило, отображается следующая информация:
- Текущие координаты механизмов станка
- Фактические значения параметров намотки
- Счетчик витков и слоев
- Графическое отображение укладки витков
- Индикация режима работы и состояния станка
- Сообщения об ошибках и неисправностях
Это позволяет оператору контролировать процесс в реальном времени и своевременно вносить коррективы при необходимости. Некоторые системы имеют функцию 3D-визуализации намотки для наглядности.

Намоточный станок с проводоукладчиком » Журнал практической электроники Датагор
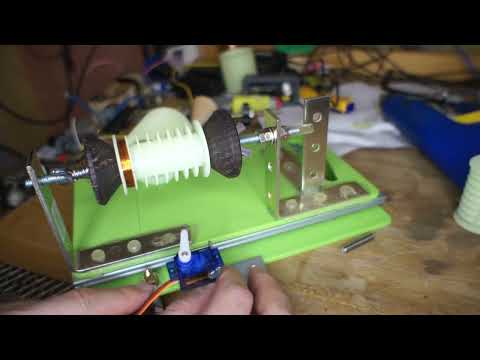
Давно была идея о создании намоточного станка с проводоукладчиком. На просторах Интернета много всего отыскать можно, но всегда встречался с какой-то трудностью по его реализации. И вот азарт достиг «точки кипения» и началась работа.
Достал старый принтер, сканер и все, что только под руку попалось…
Содержание / Contents
Сначала нужно продумать механическую часть. А что тут думать, вот каретка от принтера прекрасно двигается, почему её не использовать? Вырезав все не нужное и оставив только станину с осью и кареткой. Все прекрасно, но её двигает коллекторный двигатель, а управление через энкодерную ленту и ШИМ я не сделаю, нужно что-то придумать на шаговом двигателе.Смотрю на сканер и вот оно чудо, там лампу перемещает шаговый двигатель, да ещё и редуктор есть. Берём этот редуктор с мотором и крепим на станину от принтера. Пересчитав какое расстояние проделает каретка за 1 шаг двигателя задался константой А = 0,02 мм.

В качестве самого проводоукладчика использовал диск от старого винчестера, предварительно вырезав от него ј-сектора чтобы нормально стал на каретку. Провод будет проходить через систему роликов, которые были любезно откручены от сканера и припаяны на винчестерный диск.
Всё, проводоукладчик готов.
Что касается схемы управления, то были приняты самые простые меры для реализации поставленной задачи. Благо, драйвер для биполярного шагового двигателя это не проблема, в Сети много вариантов. Выбрал простой на микросхемах L297 и L298.Понял, что обойтись без микроконтроллера будет трудно и на некоторых форумах мне дали совет самому подучить программирование и написать программу, ибо никто не будет на энтузиазме мне её писать. Так и сделал. Прошу не пинать ногами, ибо это первая моя программа для МК.
Контроллер выбрал АТмега8, таких контроллеров полно и достать не проблема.
Опишу алгоритм работы программы, каким я для себя видел.
Включаем контроллер и на семисегментном индикаторе горят «0,00» нули. С помощью кнопок «+1» и «-1» выставляем значение диаметра провода (например 0,31) и жмём кнопку «СТАРТ».
Контроллер, исходя из выше изложенной константы «А = 0,02», делает пересчёт сколько импульсов ему нужно подавать на драйвер шагового двигателя для его перемещения на расстояние 0,31 мм. Т.е. 0,31/0,02 = 15,5 импульсов. Так как число импульсов должно быть целое число контроллер выдаёт 16 импульсов (или 15). Погрешность есть, куда без неё.
Жмём кнопку «СТАРТ», на самом первом индикаторе загорается маленький квадратик и программа переходит в следующий этап работы, где контроллер ждёт сигнала от датчика, который будет на оси с катушкой, для разрешения выдать пачку импульсов для шагового двигателя. Вот он получает импульс и МК выдаёт пачку импульсов. Каретка проводоукладчика перемещается и ждёт следующего разрешающего импульса.
Если в процессе работы нужно подкорректировать диаметр провода и вернутся в первую часть программы, нужно нажать «СТАРТ», квадратик исчезнет и можно изменять значение диаметра провода. Одно замечание: чтобы была возможность контроллеру отреагировать на кнопку «СТАРТ», диск датчика на основной оси должен быть на чёрном сегменте, т. е. на контроллер от датчика должен подаваться уровень «лог. 1».
С прерываниями работать ещё не научился и сделал, как умею. Диск датчика расчертил на 4 части и черным лаком закрасил сегменты напротив, в шахматном порядке. Поскольку на диске будет 2 черных сектора — контроллер будет реагировать на каждые 180 градусов оборота оси, и соответственно будет на каждые 180 градусов перемещать каретку на Ѕ диаметра провода. В таком случае минимальный шаг намотки (в моем случае) =0,04 мм. Программа работает под внутренним тактированием с частотой 1 МГц.
Надеюсь, моя статья поможет кому-то. С развитием автоматизации думаю о добавлении двигателя на основную ось и об обновлении программки для управлением вторым шаговым двигателем.
Автоматизация — двигатель лени!
▼ Всё остальное — исходники, файлы для Proteus и пр. 3.45 Mb ⇣ 26
Спасибо за внимание!
Камрад, рассмотри датагорские рекомендации
🌼 Полезные и проверенные железяки, можно брать
Опробовано в лаборатории редакции или читателями.
05.07.21 изменил Datagor. Дополнена статья по запросам камрадов. Опубликованы исходники и готовый hex.
Ремонт намоточного станка НЛ-3А. Замена ЧПУ и приводов
В 2009-2010 году для Казанского Вертолётного Завода была произведена модернизация (ремонт) электрооборудования намоточного станка.Объект: Станок намоточный НЛ-3A Савеловского Машиностроительного Завода. Год выпуска 1998.
Заказчик: ОАО «Казанский Вертолётный Завод».
Реализация: ноябрь 2009- февраль 2010.
Цель ремонта и модернизации: Оснащение намоточного станка современным электрооборудованием повышенной надежности.
Проведенные работы:
техническое обследование станка, дефектация
замена ЧПУ — произведена установка ЧПУ(CNC) PA-8000;
комплексная замена электропривода по трём осям, использовался комплектный привод Rexroth Bosch Group;
разработка ПМО, наладка и тестирование алгоритмов работы станка;
разработка комплектной технической документации: схемы электрической принципиальной, технического описания инструкции по эксплуатации, инструкции пользователя;
пусконаладочные работы;
инструктаж специалистов Заказчика.
Система управления станком исполнена в виде отдельно стоящего шкафа управления с ЧПУ и прочим электрооборудованием.
На правой стенке шкафа расположен монитор и клавиатура, а также USB-порт для подключения манипулятора или внешнего носителя информации.
Помимо клавиатуры в данном исполнении к ЧПУ прилагается универсальный пульт управления. На левой стенка шкафа расположен вводной автомат.
В дополнение к центральному пульту управления расположенному на шкафу, имеется дистанционный пульт ручного управления,
расположенный на каретке станка и позволяющий оператору осуществлять управление непосредственно со станка.
Дистанционный пульт позволяет запускать(останавливать) выполнение программы в автоматическом режиме, работать с осями в ручном режиме, а также с помощью штурвала.
Также дистанционный пульт имеет корректор скорости движения, что позволяет менять скорость выполнения намотки непосредственно в процессе работы по программе
не только с центрального пульта, но и со станка.
Пульт управления намоточным станком с ЧПУ. Замененный ЧПУ (CNC)
Намоточный станок
В результате модернизации станка помимо основной цели (повышение надежности) увеличена производительность и точность работы станка.
Установка современного электропривода и ЧПУ позволила обеспечить плавность движения осей и как следствие повысить качество получаемых изделий.
Намоточный станок до модернизации:
Намоточный станок до замены ЧПУ
Намоточный станок после ремонта и замены ЧПУ:
Шкаф управления намоточным станком. Замена ЧПУ
Станок приобрел новые технологические возможности для изготовления качественно новых изделий из композитных материалов:
Изделие из композитных материалов — результат работы намоточного станка
Выполнение работ по намотке изделий высокой сложности на станке с программным управлением | Уровень (подуровень) квалификации | ||||
Происхождение трудовой функции | Заимствовано из оригинала | ||||
Код оригинала | Регистрационный номер профессионального стандарта | ||||
Трудовые действия | Написание управляющих программ намотки опытных изделий | ||||
Выбор и загрузка управляющих программ намотки в память намоточного станка | |||||
Закрепление препрег-ленты/жгута на оснастке при помощи шпагата, клея | |||||
Установка датчиков, заправка шпулярника, заправка нитей и лент в пропиточном узле станка | |||||
Очистка поверхностей раздающих, греющих валов (валков, гребенок) от остатков связующего | |||||
Настройка начального натяжения армирующего материала | |||||
Изготовление изделий методом намотки разными видами материалов (полуфабрикатов) | |||||
Регулирование положения кромки препрег-ленты/жгута относительно раздающего вала, контроль и регулировка нахлестов смежных полотен препрег-ленты | |||||
Регулировка технологических параметров намотки | |||||
Измерение углов армирования | |||||
Расшифровка диаграмм технологических параметров намотки. | |||||
Устранение мелких неисправностей в работе обслуживаемого оборудования | |||||
Необходимые умения | Использовать специальное программное обеспечение станка | ||||
Производить расчет толщины намотанного изделия | |||||
Визуально определять качество намотанного изделия | |||||
Производить ручное позиционирование наматываемого материала в зоны согласно эскизу | |||||
Отслеживать необходимые геометрические параметры изделия в процессе намотки | |||||
Использовать ручной слесарный инструмент | |||||
Применять конструкторскую, технологическую и нормативную документацию | |||||
Использовать ручной и механизированный инструмент, необходимый для проведения работ, в соответствии с технологической документацией | |||||
Выполнять мелкий ремонт и профилактические работы в случае аварийной остановки станка с программным управлением (определение возможности запуска станка и выполнение работ по обеспечению этого запуска) | |||||
Необходимые знания | Конструкция и принцип работы узлов намоточного станка | ||||
Требования охраны труда, пожарной безопасности, производственной санитарии, электробезопасности | |||||
Кинематические и гидравлические схемы намоточного станка | |||||
Способы устранения неисправностей оборудования | |||||
Способы настройки обслуживаемых станков по заданным углам и скоростям намотки | |||||
Предупреждение появления и способы устранения дефектов | |||||
Требования к качеству изделия | |||||
Другие характеристики |
Намоточный станок
Нередко в производственной части по изготовлению электроники и других видов техники и оборудования необходимо использовать в рабочем процессе такое оборудование как трансформаторы, всевозможные дроссели, и здесь оказывается просто незаменим намоточный станок. Данное устройство производит свою работу посредством обмоток, таким образом, в данной сфере работ необходимо задействовать оборудование для намотки, а именно намоточные станки. Не обходится без их применения сфера радиоэлектроники и техники. Стало быть использование станков для намотки становится достаточно частым в наши дни, когда технический прогресс во всю шагает по планете. Намоточные станки, сами по себе конструкции не очень сложные в работе, хотя и такие необходимые во многих отраслях.
Применение и эксплуатация намоточного станка
Посредством работы намоточных станков происходит намотка электрических катушек. Конструкция данного устройства производит вращательные движения самого каркаса и оправки, что позволяет равномерно размещать провод по всей конструкции обмотки. Так же намоточный станок регистрирует число мотков, способен натягивать провода соответствующие пределам упругой деформации.
Станки осуществляют свою работу двумя способами, а именно могут быть механизированными либо работать от немеханического привода. Станок, который работает от немеханического привода, это довольно примитивный вид станочного оборудования, который практически осуществляет работу посредством ручного труда, либо управляется с помощью ножной педали. Как правило, данные станки не применяются на больших производствах, поскольку большого объема работ на таком оборудовании выполнить не получится.Намоточные станки, которые работают на механическом приводе, выполняют более сложные виды обмоток, нежели станки, работающие от ручного привода. Данные устройства способны выполнять намотку рядового, тороидального и перекрестного видов.
Работа станка для намотки катушек происходит посредством запуска электрического двигателя, который осуществляет вращение промежуточного вала путем запуска ременной передачи с двумя шкивами трехступенчатого вида. На ременном валу расположена муфта фрикционного действия, которая осуществляет сцепление. Муфта начинает свою работу после включения рычага в вилку. Такой способ запуска дает возможность начать работу и выключить станок, без толчков, таким образом, предотвращая обрывы провода. Далее посредством зубчатой пары начинает вращаться шпиндель с на котором закреплен каркас. Уже посредством шпинделя происходит запуск виткового счетчика, и провода укладываются в витки специальной деталью, которая называется водилом.
Намоточный станок — характеристики
Станок может быть настроен на любую допустимую ширину намоток. Достигается это посредством регулировки винта. На сегодняшний день, в эпоху современных технологий широко стали использоваться намоточные станки, которые оснащаются цифровым оборудованием для контроля качества намотки. А также устройствами, на которые крепятся изоляционные ленты. Такие станки работают автоматически, необходимо просто задать требуемую программу намотки. Намоточный станок весь процесс отработает сам, диспетчер просто будет отслеживать эффективность работы. Данные станки имеют функцию установки проводов по четырем позициям. Раскладчик производит намотку таким шагом, который задан программой.
У данных аппаратов имеется в арсенале запоминающее зарядное устройство, которое может сохранять все предыдущие заданные режимы и операции в блоке памяти, таким образом, не нужно каждый раз производит настройку и перепрограммирование намоточного станка, достаточно просто выбрать уже заданный режим. Выбор моделей и модификаций намоточных станков на сегодняшний день является достаточно обширным, каждое предприятие и любой пользователь найдет оптимальное для себя решение.
Настольные намоточные станки ряда ERN
Технические характеристики
Настольные намоточные станки TPC ряда ERN предназначены для намотки катушек, дросселей и других типов линейных намоток. Характерными чертами станков являются простота обслуживания, высокая точность, спокойный ход и высокая надежность. Цикл намотки управляется микропроцессором, все параметры намотки программируются. Намоточные станки поставляются с сенсорным дисплеем отличаются простым программированием и большой емкостью памяти (ограниченной памятью жесткого диска). Меню на русском языке. Серводвигатель с адаптивным управлением, используемый для привода шпинделя, обеспечивает отличные динамические параметры, постоянное значение крутящего момента для всего диапазона скорости намотки и точное позиционирование. Подаватель проволоки имеет самостоятельный шаговый двигатель. Простотой конструкции станка достигается простота ухода. Замена передачи осуществляется вручную. Широкий выбор отматывающих устройств, подаватели провода, задних бабок, педали управления, стойки и другого сопутствующего оборудования.
|
ERN 22
|
||
|
ERN 32, 32S
|
||
|
ERN 42, 42S
|
||
|
ERN 52, 52S
|
||
|
ERN 60
|
|
Особенности управления:
|
| СПЕЦИФИКАЦИЯ | ERN 22 | ERN 32 | ERN 32S | ERN 42 | ERN 42S | ERN 52 | ERN 52S | ERN 60 | |
| Диаметр проволоки | мм | 0,02 — 1,7 | 0,02 — 2,5 | 0,02 — 3 | 0,02 — 5 | 0,02 — 5 | 0,02 — 5 | 0,02 — 5 | 0,02-5 |
| Сдвиг подавателя проволоки | мм/об. | 0,008 — 40 | 0,008 — 40 | 0,008 — 40 | 0,008 — 40 | 0,008 — 40 | 0,008 — 40 | 0,008 — 40 | 0,008-40 |
| Ширина намотки | мм | 0,1 — 210 | 0,1 — 300 | 0,1 — 300 | 0,1 — 300 | 0,1 — 300 | 0,1 — 450 | 0,1 — 450 | 0,1-450 |
| Максимальный диаметр обмотки | мм | 180 | 250 | 250 | 450 | 450 | 450 | 450 | 450 |
| Разграничение витков | об. | 0,01 | 0,01 | 0,01 | 0,01 | 0,01 | 0,01 | 0,01 | 0,01 |
| Позиционирование шпинделя | об. | 0,01 | 0,01 | 0,01 | 0,01 | 0,01 | 0,01 | 0,01 | 0,01 |
| Обороты шпинделя | об./мин. |
12000/ 6000/ 3000 |
6000/ 1500/ 750 |
4000/ 1000/ 500 |
4000/ 1000/ 500 |
4000/ 1000 |
4000/ 1000/ 500 |
4000/ 1000 |
2000/ 500 |
| Крутящий момент | Nм |
0,7 / 1,5 / 3 |
1,5 / 6 / 12 |
3 / 12 / 24 |
3,5 / 15 / 30 |
7 / 30 |
3,5 / 15 / 30 |
7 / 30 |
60 / 20 |
| Расстояние между крепежными центрами | мм | 250 | 250 | 250 | 450 | 450 | 650 | 650 | 650 |
| Напряжение питания | V/Hz |
230V/ 50-60Hz |
230V/ 50-60Hz |
3x400V/ 50-60Hz |
3x400V/ 50-60Hz |
3x400V/ 50-60Hz |
3x400V/ 50-60Hz |
3x400V/ 50-60Hz |
230V/ 50-60Hz |
| Размеры | мм | 780 x 420 | 870 x 460 | 870 x 460 | 910 x 530 | 910 x 530 | 1235 x 530 | 1235 x 530 | 1235 x 530 |
| Масса | кг | 85 | 120 | 120 | 140 | 140 | 180 | 180 | 200 |
Ввод в эксплуатацию системы управления намоточным станком
Ввод в эксплуатацию системы управления намоточным станком
Шкаф автоматики предназначен для управления намоточным станком. Управление намоточным станком осуществляется с помощью кнопок, расположенных на двери шкафа управления, параметрирование и диагностика с помощью панели оператора с сенсорным экраном.
Шкаф автоматики предназначен для согласованного управления следующими исполнительными механизмами:
— привод оправки;
— привод каретки;
— привод вертлюга.
Системой автоматики предусмотрены ручной и автоматический режимы работы.
Ручной режим позволяет управлять каждым из приводов независимо от пространственного положения остальных механизмов и предназначен для проведения наладочных мероприятий. Направление вращения приводов задается кнопками, скорость вращения приводов с помощью панели оператора.
При работе системы в автоматическом режиме, контроллер согласно предустановленной программы, поддерживает заданные параметры цикла намотки по скорости схода ленты и перемещения каретки (учитывая заданные геометрические размеры оправки и текущее положение каретки). В системе предусмотрен цикл намотки с прямым (в сторону узкой части оправки) или реверсным (в сторону широкой части оправки) перемещением каретки. Так же, перемещение каретки в автоматическом цикле намотки может быть непрерывным или импульсным (шаг каретки на несколько оборотов оправки). При работе в автоматическом цикле с непрерывным режимом перемещения каретки, линейная скорость перемещения увеличивается пропорционально увеличению частоты вращения привода оправки, обеспечивая равномерную намотку на линейных участках заготовки, и по экспоненциальному закону на участках, где происходит нелинейная интерполяция позиции.
Перемещение каретки в ручном и автоматическом режимах ограничено рабочими и аварийными концевыми выключателями.
Примененное оборудование:
— преобразователи частоты Mitsubishi Electric, серии FR-A840;
— программируемый контроллер Omron Electronics, серии CP1L;
— панель оператора Omron Electronics, серии NQ5.
Источник: ess-sib.ru
Станок настольный намоточный для линейной (рядовой) намотки TPC ERN-22G
Настольные намоточные станки ряда ERN предназначены для намотки катушек, дросселей и других типов линейных намоток. Характерными чертами станков являются простота обслуживания, высокая точность, спокойный ход и высокая надежность. Цикл намотки управляется микропроцессором, все параметры намотки программируются. Намоточные станки G версии с электронным дисплеем отличаются простым программированием (6 основных кнопок для параметров намотки и 9 кнопок для корректировки настроек) и большой емкостью памяти (15000 шагов в 160 программах). Интегрированные языки – европейские языки и русский. Серводвигатель с адаптивным управлением, используемый для привода шпинделя, обеспечивает отличные динамические параметры, константное значение крутящего момента для всего диапазона скорости намотки и точное позиционирование. Подаватель проволоки имеет самостоятельный шаговый двигатель. Простотой конструкции станка достигается простота ухода. Замена передачи осуществляется вручную. Факультативные принадлежности (отматывающие устройства, бабки, подаватели, педали, стойки и т.д.) поставляются по требованию заказчика.
ERN 22G является самой небольшой, но самой быстродействующей моделью, благодаря максимальной скорости 12000 об/мин. Предназначен для намотки тонкой проволоки с диаметром до 1,7 мм.
ERN 32G является универсальной моделью для серийного производства с широким диапазоном возможностей применения для намотки простых или сложных катушек, многосекционных катушек, непараллельных или асимметрических обмоток проволокой с диаметром до 2,5 мм. Версия 32SG отличается увеличенным вдвое крутящим моментом и сниженной скоростью вращения шпинделя, что позволяет увеличить диаметр наматываемой проволоки до 3,0 мм. Питание этой версии производится от трехфазной сети.
Особенности управления:
• клавиши быстрого доступа
• легко читаемый графический дисплей
• собственное программное обеспечение, не требующее установки операционной системы, быстрый запуск после старта, не требуется антивирусная защита и файерволл
• загрузка ПО с USB-накопителя
• возможность подключения к ПК по интерфейсам RS232, LAN (Ethernet) или bluetooth
• объем памяти на 160 программ, в каждой программе максимум 350 шагов
• специальные функции намотки: стоп-слой, автоматическая корректировка позиции подавателя после старта, ручной режим, трапецеидальная намотка
• корректировка программы: ввод шага, стирание шага, копия шага, глобальное изменение одного параметра
• 4 выхода цифровых данных
• 4 ввода цифровых данных
• 1 аналоговый выход
• выбор языка (EN,DE,FR,SP,SK,PL,TR,RU,BG), имя программы
Основные технические характеристики
| СПЕЦИФИКАЦИЯ | ERN 22G | ERN 32G | ERN 32SG | |
| Диаметр проволоки | мм | 0,02 — 1,7 | 0,02 — 2,5 | 0,02 — 3 |
| Сдвиг подавателя проволоки | мм/об. | 0,008 — 40 | 0,008 — 40 | 0,008 — 40 |
| Ширина намотки | мм | 0,1 — 210 | 0,1 — 300 | 0,1 — 300 |
| Разграничение витков | об. | 0,01 | 0,01 | 0,01 |
| Позиционирование шпинделя | об. | 0,01 | 0,01 | 0,01 |
| Обороты шпинделя | об./мин. | 12000/6000/3000 | 6000/1500/750 | 4000/1000/500 |
| Крутящий момент | Нм | 0,7 / 1,5 / 3 | 1,5 / 6 / 12 | 3 / 12 / 24 |
| Максимальный диаметр намотки | мм | 180 | 250 | 250 |
| Расстояние между крепежными центрами | мм | 250 | 340 | 340 |
| Напряжение питания | В/Гц | 230В. /50-60 Гц. | 230В. /50-60 Гц. | 230В. /50-60 Гц. |
| Размеры | мм | 780 x 420 | 870 x 460 | 870 x 460 |
| Масса | кг | 85 | 120 | 120 |
| Потребляемая мощность | кВт | макс. 2 | макс. 3,5 | макс. 3,5 |
| ОСОБЕННОСТИ | ПОДРОБНАЯ ИНФОРМАЦИЯ | |
| AEH-01 | AEH-11 | |
| ДИАМЕТР ПРОВОДА |
3.5 мм (0,0039 — 0,138 дюйма) Размер 38-7 AWG |
5 мм (0,0078 — 0,196 дюйма) Размер 32-5 AWG |
| ШИРИНА ВЕТРА | 250 ММ (9,84 ДЮЙМА) | 500 ММ (19,68 ДЮЙМА) |
| ДИАМЕТР БОББИНЫ | 280 ММ (11.02 IN) | 500 ММ (19,68 ДЮЙМА) |
| РАЗМЕРЫ Ш X Г X В |
890 X 400 X 370 мм (35,25 X 15,75 X 14,5 дюймов) |
1300 х 600 х 450 мм (51,25 х 23,65 х 17,75 мм) |
| СКОРОСТЬ (МАКС.) | 750 | 500 |
| Прикрепленная ручка скорости позволяет изменять скорость.Специализированная технология позволяет изменять скорость во время намотки. | ||
| СИСТЕМА УПРАВЛЕНИЯ | 16-битный микроконтроллер | |
| ДИСПЛЕЙ | Подробная информация о выполняемой операции. Включает количество поворотов среди другой важной информации. | |
| ПРОГРАММИРОВАНИЕ | Меню установлено в верхней части машины для легкого доступа. | |
| ПАМЯТЬ | Можно сохранить до 95 программ. Каждая программа может состоять из 9 разделов. | |
| ОНЛАЙН-КОРРЕКЦИЯ | Ограничитель слоя, тормоз, ширина намотки, диаметр проволоки, скорость, блокировка шпинделя, положение направляющей | |
| ОБЪЯВЛЕНИЕ | Превышение скорости, останов слоев, тормоз | |
| СЧЕТ | Направляющую проволоки можно отслеживать по направлению намотки. | |
| ПРОИЗВОДСТВЕННЫЙ СЧЕТЧИК | Встроенный счетчик продукции. | |
| ИНДИКАЦИЯ СКОРОСТИ | Индикация скорости помогает добиться высокого качества намотки. Особенно полезен при намотке на высоких скоростях. | |
| СЕКЦИЯ ОБМОТКА | В общей сложности 855 секций, каждая из 95 программ намотки допускает девять секций каждая. | |
| НАПРАВЛЕНИЕ ОБМОТКА | CCW | |
| ТИП НАМОТКИ | Слой, разрез, бифиляр, нарезание | |
| НЕПРЕРЫВНЫЙ ДИСПЛЕЙ | Номер программы, раздел, общее количество поворотов, шаг, ширина, виток намотки | |
| КОНТРОЛЬ СКОРОСТИ | Ручка скорости и индикатор скорости на панели позволяют точно контролировать скорость. | |
| УСКОРЕНИЕ | Автоматический запуск и остановка. Мягкое ускорение и замедление. | |
| ПАРАМЕТРЫ ПРОГРАММЫ | Параметры, относящиеся к намотке, легко программируются. | |
| СТАНДАРТНЫЕ ПРИНАДЛЕЖНОСТИ | Задний приклад, Направляющая для выпрямителя проволоки | |
| ПРИЛОЖЕНИЯ | Силовые трансформаторы, ИБП, вариатора, катушки высокого напряжения, СТ и т. Д. | |
| ТОРМОЗ РУЧНОЙ | Также предусмотрена возможность вручную активировать тормоз. Это позволит лучше удерживать шпиндель. Эта опция обеспечивает высокий уровень контроля. | |
| НАРЕЗКА | Простое программирование нажатий — позволяет программировать до 9 нажатий в каждой программе. С 95 программами это всего 855 нажатий. | |
| ИСТОЧНИК ПИТАНИЯ | Машины имеют логические схемы и используют источник питания SMPS. Это позволяет им работать непрерывно в широком диапазоне напряжений. | |
| ОСТАНОВКА СЛОЯ | Легко программируется, что позволяет использовать несколько вариантов обмотки. | |
| ПРОВОДКА | Легко программируется.Автоматический мягкий старт. | |
| ФУНКЦИЯ ПУСКА | Запрограммирован на автоматический запуск. Плавный пуск не вызывает рывков на машине или другом оборудовании. | |
Загрузки | CNC Design Limited
Ниже вы найдете загрузки для всех наших продуктов.
Обратите внимание, что программное обеспечение будет работать в операционных системах Windows XP и до Windows 10.
Минимальное разрешение экрана для программного обеспечения 1024 x 768 или больше.
Текущие модели производственных машин:
Mini Coil Winder MK4, Quad Coil Winder MK1 и 200mm Coil Winder MK4 / MK5 (With ARM Controller MKII Board)
Корпус ARM Controller MKII должен выглядеть, как на картинках ниже, в противном случае у вас есть более старый корпус MKI, который находится ниже на этой странице.
С января 2018 года Mini Coil Winder MK4 / MK5 и с апреля 2018 года 200mm Coil Winder MK4 имеют новое программное обеспечение, которое не будет работать со старыми машинами, если они не были обновлены с помощью платы ARM Controller MKII..
У нас также есть страницы часто задаваемых вопросов по Mini Coil Winder и 200mm Coil Winder, которые можно просмотреть, щелкнув ссылки ниже:
Загрузка программного обеспечения
Загрузите последнюю версию программного обеспечения MKII для ЧПУ ARM Controller, версия 4-5
(требуется микропрограмма 2.3 или выше.) ВЫПУЩЕНО 16 июня 2021 года
Загрузите микропрограмму 2.3, которая устраняет проблему с двигателем отключения.
Для использования с программным обеспечением версии 4.3 и выше. ВЫПУЩЕНО 28 мая 2021 года
Также обновленное руководство можно скачать по ссылке ниже.
Загрузить Руководство по программному обеспечению ARM Controller MKII Версия 1.2 ВЫПУЩЕНО 21 марта 2021 г.
Всегда делайте резервную копию своих настроек в приложении перед установкой новой версии.
Кнопка «Резервное копирование» находится в программном обеспечении на вкладке «Настройки» / «Диагностика».
ВАЖНО Перед установкой версии 4 вам необходимо удалить предыдущую версию программного обеспечения.1. Версии выше 4.1 можно просто установить поверх.
Вот ссылка для Windows 10, в которой объясняется, как удалить приложение.
https://uk.pcmag.com/gallery/121777/6-easy-ways-to-uninstall-programs-in-windows-10
Если вы не удалите старую версию, имитатор 3D Coil Winder Simulator может работать некорректно.
После удаления предыдущей версии программного обеспечения убедитесь, что следующая папка была удалена. более новая версия.
Изменения версии программного обеспечения
Теперь мы переместили изменения в программное обеспечение на специальную страницу, которую можно просмотреть по ссылке ниже
http://www.ukcnc.net/index.php/softwarechanges/
При обновлении микропрограммы до версии 2.1 и выше необходимо также удалить две перемычки, показанные на рисунке ниже, с платы контроллера и оставить их выключенными.
Также руководство включено в ZIP-файл, но его также можно скачать по ссылке ниже.
Загрузить Руководство по программному обеспечению ARM Controller MKII Версия 1.2 ВЫПУЩЕНО 21 марта 2021 года
Изменения версии программного обеспечения
Теперь мы переместили изменения в программное обеспечение на специальную страницу, которую можно просмотреть по ссылке ниже
http://www.ukcnc.net/index.php/softwarechanges/
Гитарный звукосниматель QUAD Winder для загрузки документов
Загрузить CNC QUAD Winder MK1 Руководство по настройке станка V1.0
ВЫПУЩЕНО 4 декабря 2020 года
Загрузить CNC QUAD Winder MK1, инструкции по обновлению прошивки JTAG V1.0
ВЫПУЩЕНО 4 декабря 2020 г.
200-миллиметровая намоточная машина MK5, загрузка документов
Скачать 200-миллиметровую намоточную машину с ЧПУ MK5 Руководство по настройке V1.0 ВЫПУЩЕНО 29 ноября 2020 г.
Скачать 200-миллиметровую намоточную машину с ЧПУ MK5, обновленную прошивку JTAG-инструкции V1.0
ВЫПУЩЕНА 29 ноября 2020 г.
Гитарный звукосниматель Mini Coil Winder MK4 загрузка документов
Загрузить Мини-моталку с ЧПУ MK4 Руководство по настройке машины V1.0 ВЫПУЩЕНО 1 января 2018 г.
Загрузите прошивку для обновления прошивки мини-моталки с ЧПУ с инструкциями JTAG V1.2 ВЫПУЩЕНО 1 июля 2021 г.
200-миллиметровая намоточная машина MK4, загрузка документов
Скачать 200-миллиметровую намоточную машину с ЧПУ MK4 Руководство по настройке машины V3.0 ВЫПУЩЕНО 1 апреля 2018 г.
Загрузите прошивку для обновления прошивки 200-мм моталки MK4 с ЧПУ Инструкции JTAG V1.1 ВЫПУЩЕНО 7 июля 2020 г.
Загрузить Установка модуля намотки катушки 200 мм, версия 3.0
Загрузить 200-миллиметровое намоточное устройство с ЧПУ MK4 — Шарико-винтовая передача класса C5 и комплект низкопрофильных направляющих Инструкции по установке V1.0 ВЫПУЩЕНО 5 ноября 2018 г.
20 сентября 2018 г. — ПО BETA UWP Coil Winding Software теперь готово к тестированию.
Если у вас есть машина с контроллером ARM MKII, вы можете протестировать наше новое программное обеспечение на своем настольном компьютере / ноутбуке под управлением Windows 10 или компьютере Raspberry pi под управлением Windows 10 IOT.
У вас должна быть установлена прошивка версии 1.9 или ниже.
Перейти на страницу информации UWP
Мини-мотальная машина MK2 / MK3 и ЧПУ 200-миллиметровая намоточная машина MK2 / MK3 (с платой контроллера ARM MKI)
С июня 2015 года все машины для намотки катушек поставляются с новой платой контроллера ARM.
Загрузки программного обеспечения
- Загрузите последнюю версию программного обеспечения контроллера ARM с ЧПУ версии 3.2 (требуется микропрограмма 1.6 или выше) ВЫПУЩЕНО 16 октября 2016 г.
Для этого выпуска требуется обновление микропрограммы, которое можно найти по ссылке ниже: Загрузить версию микропрограммы 1.6 ВЫПУЩЕНО 5 апреля 2018
Изменения микропрограммы версии 1.6
Обновлены процедуры обработчика сценариев.
Увеличенный USB TTL для улучшения связи.
Документация для скачивания
- Скачать Руководство по программному обеспечению ARM Controller, версия 1.2 ВЫПУЩЕНО 14 июля 2016 г. (исправлены некоторые снимки экрана)
- Загрузить Руководство по настройке 200-миллиметрового намоточного станка с ЧПУ
- Загрузить инструкции по обновлению контроллера ARM для намоточного устройства 200 мм
- Установка дополнительного комплекта ограничителя / самонаведения ES Stop для намотки 200 мм, инструкции
- Загрузить Руководство по настройке мини-моталки с ЧПУ
- Загрузить инструкции по обновлению контроллера ARM для мини-моталки
Фрезерный станок с ЧПУ D500.
Следующие загрузки предназначены для фрезерного станка с ЧПУ D-500.
Необходим файл конфигурации для Mach4
http://www.ukcnc.net/Mach4-CNC-D-500-config-file.zip
Скомпилированная прошивка для Arduino ATMEGA- GRBL-Mega-5X
http://www.ukcnc.net/SD-500-GRBL-Mega-5X-Firmware.zip
Контрольный список механических деталей D-500
http://www.ukcnc.net/CNC Контрольный список механических частей D-500-V1.pdf
Контрольный список оборудования / электрических частей D-500
http: // www.ukcnc.net/CNC D-500 Electronics Wiring Checklist-V1.pdf
Инструкции по сборке рамы станка D-500
http://www.ukcnc.net/CNC-D-500-Build-Intructions-V1-0.pdf
Инструкции по сборке блока контроллера D-500
http://www.ukcnc.net/CNC-D-500-Wiring-Controller-Box-V1-0.pdf
Инструкции по электромонтажной машине D-500
http://www.ukcnc.net/CNC-D-500-Wiring-Machine-Instructions-V1-1.pdf
D-500
http: //CNC-D-500-Wiring-Diagram-V1-0.pdf
D-500 Кровать МДФ установ.
http: // www.ukcnc.net/CNC-D-500-MDF-Bed-Intructions-V1-0.pdf
Инструкции по установке пылесоса D-500.
http://www.ukcnc.net/CNC-D-500-Vac-Bed-Intructions-V1-1.pdf
Инструкции по загрузке шпинделя D-500.
http://www.ukcnc.net/CNC-D-500-Vac-Boot-Intructions-V1-0.pdf
D-500 2D / 3D CAD-файл для кровати и спойлборда 25 мм.
http://www.ukcnc.net/MDF-Standard-Base2D-3D.zip
Более подробную информацию можно найти по этой ссылке для конфигурации контроллера
http: // www.ukcnc.net/index.php/6-axis-cnc-controller/
Модели машин, снятые с производства
Мини-мотальная машина MK1 и ЧПУ 200-миллиметровая намоточная машина MK1 (с платой контроллера Pic)
Ниже приведены файлы для клиентов, у которых есть старая плата контроллера Pic.
Мы по-прежнему предлагаем новый Arm Controller в качестве обновления для замены плат, указанных ниже.
, пожалуйста, напишите нам для получения дополнительной информации.
Mini Coil Winder MK1 (с платой контроллера Pic)
- Загрузите последнюю стабильную версию программного обеспечения 1.4 (требуется прошивка 1.5)
- Загрузите последнюю версию бета-теста 1.7 (требуется микропрограмма 1.5)
ЧПУ 200 мм намотчик катушки MK1 (с платой контроллера Pic)
- Загрузите последнюю стабильную версию программного обеспечения 2.0 (требуется микропрограмма 1.0)
- Загрузите последнюю версию бета-теста 2.1 (требуется микропрограмма 1.1)
Мини-фрезерный станок для мышц с ЧПУ.
Мы рекомендуем использовать Mach4 с нашим настольным мини-мышечным тренажером, и его можно
загрузить / купить прямо в Newfangled Solutions. Мы поставляем файл конфигурации
, чтобы настроить тренажер со всеми необходимыми настройками.
- Скачать файл конфигурации Mach4
- Загрузить Руководство по настройке миниатюрного мышечного тренажера с ЧПУ
Катушкодержатель с ЧПУ MK1 / MK1.2
- Загрузите последнюю стабильную версию программного обеспечения 2.4 (требуется микропрограмма 3.7)
P4, контроллер, MP-4, индивидуальное программирование, управление, Broomfield, США, Катушка, машина для намотки катушек, машины для намотки проволоки, устройство для намотки катушек, оборудование для намотки трансформатора, намотчики фольги / ленты, машины для правки проволоки, пропитка струйкой, устройство для намотки, устройства для снятия натяжения, натяжные устройства, оправки и инструменты, расширитель катушек, разгибание катушек, сверхпроводящая обмотка, обработка проводов, энергия переменного тока, энергия постоянного тока, альтернативная энергия, возобновляемые источники энергии, солнечная энергия, инвертор, инверторы, струнный инвертор, струнные инверторы, центральный инвертор, центральные инверторы , интеллектуальный модуль, автономный инвертор, автономный инвертор, автономные инверторы, автономные инверторы, микро-инвертор, микро-инверторы, микро-инвертор, микро-инверторы, солнечный микро-инвертор, солнечный микро-инвертор, солнечный микро-инвертор, Солнечные микро-инверторы, инверторы на батарейках, инверторы на батарейках, зарядные устройства на батарейках, зарядные устройства на батарейках, инверторы для привязки к сетке, инверторы для привязки к сетке, инверторы для привязки к сетке, инверторы для привязки к сетке, солнечный инвертор для привязки к сетке, сетевые солнечные инверторы, сетевой солнечный инвертор, сетевые солнечные инверторы, трансформаторы, высокочастотные трансформаторы, низкочастотные трансформаторы, солнечные контроллеры заряда, солнечные контроллеры заряда, контроллеры заряда, контроллеры заряда, преобразователь постоянного / постоянного тока, преобразователи постоянного / постоянного тока, инверторы вне сети, инверторы вне сети, инверторы вне сети, инверторы вне сети
Описание
Опционально доступный контроллер Broomfield MP-4 позволяет создавать программы намотки, которые координируют движение шпинделя намоточного станка и сервоприводной направляющей для точного позиционирования проволоки.
Гибкое программирование дополняет базовые и сложные стили намотки и наслоения. Несколько интегральных команд макросов упрощают настройку программы для определенных стилей наложения проводов. Подпрограммы (операторы меток) исключают повторное программирование идентичных слоев.
Такие элементы, как шаг, площадь намотки, стиль наслоения и направление проводника, могут изменяться в рамках одной программы. Это позволяет одной программе наматывать несколько конструкций катушек, например, при намотке первичной и вторичной обмоток трансформатора или последовательных катушек.Можно запрограммировать сложные движения проводника.
Характеристики:
- Каждую запрограммированную катушку можно сохранить под уникальным именем по вашему выбору (до 8 символов). До 650 строк программирования на катушке. Встроенная память может хранить около 800 или более типичных программ.
- Дополнительное хранилище программ на борту или по сети с другим компьютером.
- Программы можно разрабатывать, редактировать, сохранять или удалять прямо с пульта управления MP-4 или на компьютере.
- Сообщения длиной до 30 символов могут отображаться по всей программе, чтобы предупредить оператора о процедурах, использовании материалов или в качестве учебного пособия по процессу обмотки змеевика.
- Минимизирует обучение операторов работе с катушками определенной конструкции и обеспечивает более согласованные обмотки.
- Время настройки сведено к минимуму, так как данные, такие как шаг направляющей для проволоки, точки замедления и остановки, направление намотки и тип наслоения (параллельный или спиральный) и т. Д., Сохраняются и вызываются в программах.
- Во время работы программы можно просматривать различные дисплеи. К ним относятся текущее количество витков, слой, время, прошедшее с момента запуска программы, шаг, положение направляющей для проволоки, частота вращения шпинделя и другие. По умолчанию отображается счетчик ходов.
- Broomfield MP-4 может продолжать работать с того же места после выключения или потери питания. После повторного включения, нажатие кнопки RESET вернет вас в то же место в программе, что и при отключении питания.С MP4 также можно начать с любого места, кроме начала программы, введя правильное количество оборотов, номер шага и другие данные, специфичные для того места, где вы хотите начать в программе.
- Дополнительные входы / выходы доступны как опция для управления удаленными устройствами для дальнейшей автоматизации.
Для получения дополнительной информации об оборудовании для намотки катушек или других машинах Broomfield, пожалуйста, свяжитесь с нами напрямую по телефону (978) 779-6600 или через нашу онлайн-форму.
IRJET-Запрошенная вами страница не найдена на нашем сайте
IRJET приглашает статьи из различных инженерных и технологических дисциплин для выпуска 10 тома 8 (октябрь 2021 г.)
Отправить сейчас
IRJET том-8 выпуск 10, Октябрь 2021 Публикация в процессе …
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своего Система контроля качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация в процессе …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
Машина для намотки катушек | Домой Модель двигателя Машинист Forum
Привет, Карл;Вы пробовали искать машины для намотки катушек (DIY)? Этот вопрос появился у меня довольно быстро: http://www.theprojectasylum.com/electronicsprojects/automaticcoilwinder/automaticcoilwinder.html. Я знаю, что есть и другие. Возможно, вам придется посетить форумы радиолюбителей, чтобы получить ссылки на статьи в Интернете.
Господа:Я действительно не могу сказать, хорошая это идея или нет, это не обычное решение для LinuxCNC. Я лишь немного знаком с LinuxCNC, настроив его на виртуальной машине, однако это кажется сложным подходом. Звезды еще не выровнялись, чтобы поддерживать настоящий станок с ЧПУ.Я собираюсь построить машину для намотки катушек.Я хочу использовать LinuxCNC в качестве управляющего программного обеспечения вместо дискретной электроники для управления шаговыми двигателями.
Я мог бы предложить подход с микроконтроллером, например Arduino. Существует приложение с ЧПУ для Arduino под названием GRBL (не я выбрал название), которое может быть более доступным, если вам нужно настроить его в какой-либо степени.Это решение по-прежнему требует, чтобы ПК передавал G-код в Arduino. Это не так плохо, как вы думаете, потому что вам, вероятно, понадобится второе приложение для расчета или генерации GCode на основе желаемых параметров катушки.
Кто-то выше предположил, что это может быть обработано как многопоточность, что, безусловно, возможно и может позволить упростить генерацию вашего G-кода. Вы также можете заглянуть на открытые форумы Electronic Leadscrew, возможно, будет проще начать с такого рода решений, чтобы настроить свой машинный код.Это также должно позволить вам широко настраивать код контроллеров в соответствии с вашими конкретными потребностями. Также обратите внимание, что Arduino и множество других популярных решений для микроконтроллеров имеют библиотеки шагового управления, которые помогают при разработке программ.
Если вы собираетесь добавить все это электронное оборудование, зачем вам беспокоиться о левом и правом переключателях? Машина должна уметь работать в нужной области на основе кода, который вы для нее пишете.Программное обеспечение должно запускать Stepper1 для вращения шпульки с переменной скоростью, а также запускать Stepper2 совместно для перемещения направляющей проволоки, изменяя направление движения Stepper2 на основе активации LeftSwitch и RightSwitch, которые сигнализируют о достижении сторон шпульки.
Ну, у вас уже есть несколько идей. Я не уверен, что использование LinuxCNC для решения этой проблемы имеет смысл.Это нетипичная работа фрезерного или токарного станка, и мне нужна помощь, идеи или предложения, как запрограммировать / настроить LinuxCNC для работы на этом станке.
Чем больше вы хотите добавить функций, тем больше времени уйдет на машину. Вы можете получить то, что хотите, написав генератор G-кода. Однако может быть проще сделать выделенный контроллер.Программа должна будет подсчитать обороты Stepper1 и переместить Stepper2 на соответствующее количество шагов в соответствии с размером проволоки, наматываемой на шпульку. Я бы хотел, чтобы в программе была таблица диаметров проводов в зависимости от размера, которую можно было бы ввести на страницу управления.
У меня LinuxCNC работает на старом Pentium с 3-осевой коммутационной платой и всеми шаговыми двигателями, готовыми к работе. Я искал информацию и придумываю ничего, кроме заявлений о том, что LinuxCNC можно заставить делать что угодно …Любая помощь или предложения будут оценены.
Карл
Я бы расширил ваш кругозор, ища больше примеров самодельных или самодельных намотчиков катушек. Всего несколько мгновений назад вспыхнуло много всего.Вы также можете проверить и посмотреть, есть ли у производителей удилищ и катушек аналогичные потребности, и, возможно, знаете людей, которые успешно использовали ЧПУ таким образом. Вот еще несколько ссылок:
1. http://groupdiy.com/index.php?topic=52241.0
2. https://code.google.com/p/ardwinder-bumblebee-lab/
Выше приведены только два примера с использованием поисковой строки: «Устройство для намотки катушек Arduino». Появилась связка «намотчика катушек LinuxCNC». Тоже. Там много чего.
GORMAN STAR НАМОТНАЯ МАШИНА
ВВЕДЕНИЕ
- Намоточная машина Gorman Star — наша последняя и самая универсальная шпулька. Winder от Gorman Machine Corp.Он построен на шасси проверенного Bobbineer Winder. Все внутренние механизмы изменены вместе с Электронный контроллер ЧПУ, в котором хранятся введенные программы до 1000 различные уровни и могут быть вызваны отдельно или в группах в любое время.
- Машина приводится в движение мощным двигателем постоянного тока мощностью 3/4 л.с. через четыре различных диапазон скоростей крутящего момента
- Траверса с электронным управлением и шаговым двигателем обмотка.
- Мы в Gorman Machine знаем, что вы по достоинству оцените долговечность и конструкцию. и экономичность этой прекрасной машины по доступной цене.
ОСОБЕННОСТИ
В мотальной машине Star Bobbin используется контроллер Taily с надписью WINDING MACHINE КОНТРОЛЛЕР на передней панели. Этот контроллер имеет 999 различных уровней или шагов. для ввода направлений намотки.
Простая программа намотки катушки может быть намотана с использованием всего одного уровня, состоящего сдвига в исходное положение в миллиметрах от исходного положения; ширина намотки; направление вращения шпинделя; количество ходов; Снизьте скорость перед финишем и вернитесь в исходное положение для другой шпульки.Если поставить вторую обмотку поверх первого вы перейдете на уровень 2 с той же шпулькой с различный шаг или диаметр проволоки в миллиметрах и разные количества витков и вернитесь на уровень 1 для следующей шпульки.
Для более сложной катушки, которая начинается на уровне 3, используйте столько уровней, сколько требуется для Завершенного уровня программы.
Чтобы вызвать программу позже, просто вызовите уровень Start, а затем уровень завершения и вся информация, которую вы ввели для этой программы, будут быть вызванным с уровня начала до уровня финиша.Если в программе используется только один уровень, Уровень начала и окончания будет одним и тем же номером. Как мало уровней требуется для большинства программ катушки шпульки, у вас будет место для сотен катушек программы, использующие 999 уровней в Taily Controller.
Так как здесь достаточно места для всех программ, которые вам нужно сохранить, он было бы неплохо пропустить один или два номера уровня между программами, чтобы оставить место для последующего исправления программы.
Журнал может потребоваться для различных программ, выдающих Start и Finish. уровни, имя клиента, дата и важная информация о шпульке, включая размер проволоки, крутящий момент приводного ремня диапазон и другая важная информация, которая не может быть запрограммирована в контроллер.
Все программы, хранящиеся в одном контроллере, можно перенести на новый контроллер. с помощью нескольких простых команд.
Программы можно удалять, а оставшееся место доступно для новых программ.
Контроллер Taily использует систему ПАМЯТИ FLASH ROM, которая дает программе Хранение бесконечной жизни.
См. Аналогичные указания для Productor M.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Сечения провода: (шаг) 12 AWG (2 мм) до тончайшего.
- Диапазон диаметров шпульки: До нормальных 4 дюймов. Фактический зазор составляет 10 дюймов диаметр.
- Максимальная длина траверсы: От нуля до 133 мм (5 3/8 дюйма).
- Расстояние от конца шпинделя до закрытой задней бабки: 12 дюймов со стандартным 31 дюймом бары, можно удлинить.
- Задняя бабка: Прочная задняя бабка на шарикоподшипниках с возможностью смены 2 или 3 дюйма закрытие движения.
- Скорости намотки: 4 комбинации приводных ремней со скоростью до 10 000 об / мин..
- Двигатель: Двигатель постоянного тока с постоянными магнитами 3/4 л.с.
- Счетчик: ЧПУ контроллер с несколькими предустановками.
- Точность остановки: 1/10 одного оборота.
- Торможение: Электрическое или динамическое торможение для точной остановки.
- Источник питания: Выбор 115 В переменного тока или 230 В переменного тока, 50-60 циклов.
- Размеры: 20 дюймов в глубину, 35 дюймов в ширину и 19 дюймов в высоту.
- Вес скамьи: 110 фунтов.
- Вес в упаковке: 160 фунтов.
Свежий взгляд на относительно низкую стоимость приобретения производственного оборудования
Если посмотреть на стоимость более качественного производственного оборудования, то почасовая стоимость такого оборудования составляет примерно одну десятую стоимости почасовой оплаты оператора.
Возьмем станок в ценовом диапазоне 10 000,00 долларов США, чтобы получить круглую цифру, которую легко разделить и приобрести в кредит на оборудование для бизнеса сроком на пять лет примерно по цене восемь процентов.
2000 рабочих часов в год при 40 часах в неделю. Стоимость заем будет составлять 14 000,00 долларов США на период в пять лет, разделенный на 10 000 часов. через пять лет, или около 1,40 доллара за час работы машины.
Каждый час работы машины составляет менее одной десятой стоимости оператора из 20 долларов США. в час.
Ваше производство может быть увеличено на пятьдесят процентов по сравнению с тем, что было раньше.
Улучшение может быть достигнуто только с помощью лучшего оборудования и техники.
Системы сбора данных для оборудования для намотки нити — Pultrex
Интегрированная производственная система (IMS)
Характеристики
- Сбор данных всех деталей обмотки
- Полная интеграция с намоточной машиной, пропиткой смолой, системами натяжения и вспомогательным оборудованием (печи и т. Д.)
- Большой отсек для хранения существующих программ намотки
- Хранение данных для интегрированных рабочих листов и деталей деталей
Введение:
Эта система представляет новую концепцию намотки нити, которая обеспечивает сопряжение ПК с высокими техническими характеристиками с:
- Намоточный станок с ЧПУ
- Система пропитки смолой
- Система шпулярников для натяжения волокна
- Вспомогательное оборудование в производственной ячейке
В системе 3 функции:
- Программирование
- В процессе мониторинга
- Производственная запись
Оборудование:
В системе:
- ПК с высокими техническими характеристиками, записывающим устройством для компакт-дисков, USB-подключением и подключением к локальной сети;
- 17-дюймовый монитор, клавиатура и мышь; Цветной струйный принтер формата А4; Интерфейсные подключения к оборудованию; Промышленный корпус по IP65
Программирование:
- Средства программирования включают:
- Программирование через меню
- Программирование с клавиатуры
- Монтаж
- Сохранение и передача программ
- Геодезическое программирование Cadfil (опция)
Программирование через меню
Эта система, управляемая с помощью меню, создаст необходимые программы для намотки цилиндрических деталей с многослойной намоткой и с разными углами намотки.Программы создаются в программном обеспечении, запрашивая соответствующие размеры и угол наклона волокна для наматываемой детали.
Также возможно полное редактирование этих программ, и они могут быть объединены как подпрограммы с другими.
Программирование с клавиатуры
Клавиатуру ПК можно использовать для прямого ввода программ на диск, которые затем могут быть переданы в ЧПУ.
Монтаж
Функция редактирования в основном используется во время программирования обучения и используется для добавления дополнительной информации к программам после фазы преобразования.
Редактор можно использовать для изменения любых программ, хранящихся на диске.
Хранение и передача программ
Программы хранятся на жестком диске ПК и могут быть переданы в ЧПУ через интерфейс RS232C. Программы можно архивировать / создавать резервные копии через записывающее устройство для компакт-дисков или подключение к локальной сети.
Программы в управляющей памяти ЧПУ также могут быть перенесены обратно на диск.
Кадфил
Когда этот дополнительный программный пакет приобретается, он становится резидентным на жестком диске и является частью опций настольного меню программирования.
Мониторинг в процессе
В процессе намотки экран ЧПУ можно использовать для просмотра состояния ряда элементов.
Счетчик проходов / слоев
Это можно запрограммировать для подсчета количества проходов во время программы намотки, а также может указывать тип применяемого рисунка намотки.
Настройка натяжения
С помощью интерфейса системы натяжения установленный уровень натяжения может отображаться на экране ЧПУ.
Использование волокна
Из интерфейса системы натяжения монитор покажет количество используемого волокна.Также он может показать количество волокна, оставшегося на шпулях натяжителя.
Пропитка смолой
Если система пропитки смолой оснащена I.M.S. система мониторинга отобразит текущую настройку ракельного ножа, высокий или низкий.
Обрыв волокна
В системе натяжения с дополнительным автоматическим определением обрыва волокна это будет отображаться на мониторе.
Производственная запись
Эта система предоставляет записи о производстве и контроле качества, которые можно распечатать или перенести на диск.
Типичная запись будет включать: —
- Номер вакансии
- Номер компонента
- Оператор
- Дата / время
- Волокна использованные
- Спецификация смолы
- Уровни напряжения
- Настройки смолы
- Pass & Ply Numbers
- Название программы
Следующие данные могут быть добавлены компьютером автоматически.
- Время намотки: — | — | — | — | — | — | — |..
- Количество использованного волокна: — | — | — | — |.
- Номер компонента: — | — | — | — | ..
- Разрыв волокна: — | — | — | — | — | — | — | — | ..
- Статус температуры смолы: — | — | — | — | — |
- В целом и по слоям, если требуется
- В целом и по слоям, если требуется
- Будет автоматически обновляться в начале каждой части
- Будет автоматически зарегистрирован
- Вне диапазона автоматически зарегистрирован
Точный формат производственной записи может быть изменен в соответствии с конкретными требованиями, поскольку программа написана на скомпилированном Visual Basic и предоставлены списки исходных текстов.
Печать этикеток (дополнительно)
Когда наматываемые компоненты требуют маркировки, принтер можно использовать для печати этикеток со всей необходимой информацией. Будет предоставлено программное обеспечение на основе меню, позволяющее печатать этикетки в нужное время. Могут быть включены автоматические функции, такие как последовательные серийные номера, дата / время.
.