Что такое рубильник и для чего он используется. Какие бывают виды рубильников. Как правильно выбрать и установить рубильник. Чем отличаются рубильники от разъединителей.
Назначение и устройство рубильников
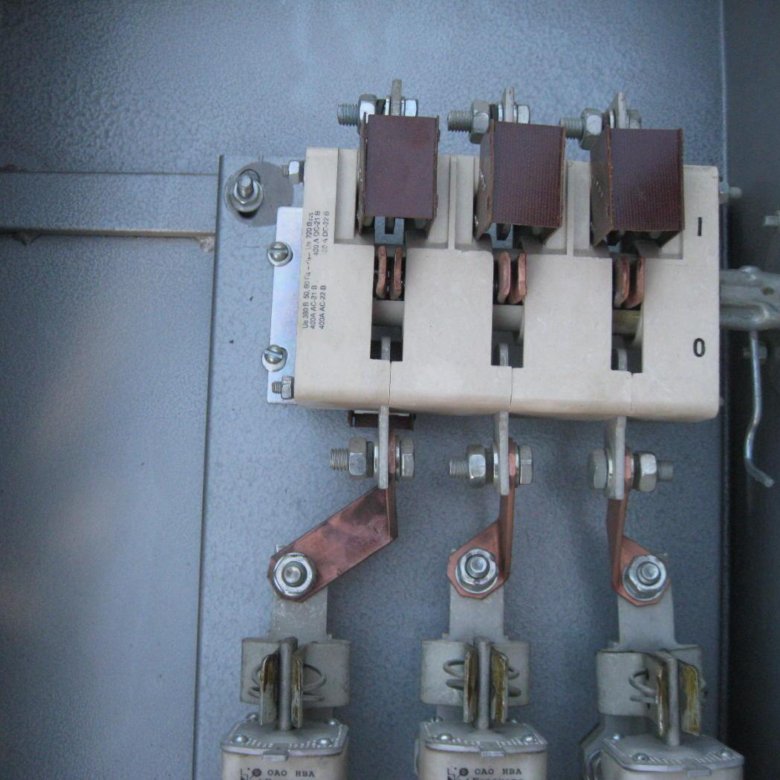
Рубильник представляет собой коммутационный аппарат, предназначенный для ручного включения и отключения электрических цепей под нагрузкой. Основное назначение рубильника — обеспечение видимого разрыва в электрической цепи.
Конструктивно рубильник состоит из следующих основных элементов:
- Неподвижные контакты
- Подвижные ножевые контакты
- Дугогасительная камера
- Привод (рукоятка)
- Основание
При включении рубильника подвижные ножевые контакты входят в неподвижные, замыкая электрическую цепь. При отключении происходит видимый разрыв цепи.
Виды рубильников по конструкции и назначению
По конструктивному исполнению различают следующие основные виды рубильников:
- Открытого исполнения — все токоведущие части открыты
- Защищенного исполнения — токоведущие части защищены кожухом
- Втычного исполнения — подвижная часть может выдвигаться из корпуса
- С передней/задней системой присоединения проводников
По количеству полюсов выделяют:
- Однополюсные
- Двухполюсные
- Трехполюсные
- Четырехполюсные
По назначению различают:
- Вводные — устанавливаются на вводе питающих линий
- Линейные — для отключения отдельных линий
- Аварийные — для экстренного обесточивания
Области применения рубильников
Основные сферы применения рубильников:
- Распределительные устройства низкого напряжения
- Главные распределительные щиты
- Вводно-распределительные устройства
- Щиты управления технологическим оборудованием
- Системы автоматического включения резерва (АВР)
Рубильники используются как вводные коммутационные аппараты на вводе питающих линий, а также для отключения отдельных участков электрической сети. Они обеспечивают видимый разрыв цепи, что важно при проведении ремонтных и профилактических работ.
Разъединители: отличия от рубильников
Разъединитель — это коммутационный аппарат, предназначенный для создания видимого разрыва в электрической цепи без нагрузки. В отличие от рубильника, разъединитель не предназначен для отключения токов нагрузки.

Основные отличия разъединителя от рубильника:
- Не имеет дугогасительной камеры
- Не рассчитан на отключение токов нагрузки
- Используется только после снятия напряжения
- Обеспечивает больший изоляционный промежуток
Разъединители применяются в высоковольтных распределительных устройствах для создания видимого разрыва при ремонтных работах. Также они используются в схемах АВР для переключения между основным и резервным источниками питания.
Выбор и установка рубильников
При выборе рубильника необходимо учитывать следующие основные параметры:
- Номинальное напряжение
- Номинальный ток
- Количество полюсов
- Конструктивное исполнение
- Способ установки
- Наличие дополнительных контактов
Номинальный ток рубильника должен соответствовать максимальному рабочему току в цепи. Напряжение не должно превышать номинальное значение для рубильника.
При установке рубильника необходимо обеспечить свободный доступ к рукоятке управления и возможность визуального контроля положения контактов. Рубильник должен надежно крепиться к монтажной панели или в шкафу.
Требования безопасности при работе с рубильниками
При эксплуатации рубильников необходимо соблюдать следующие правила безопасности:
- Запрещается производить коммутации под нагрузкой для разъединителей
- Не допускается эксплуатация рубильника с поврежденным корпусом или изоляцией
- Необходимо периодически проверять состояние контактных соединений
- Запрещается работа с рубильником без средств индивидуальной защиты
- Коммутационные операции должен выполнять только квалифицированный персонал
Соблюдение правил безопасности позволит избежать поражения электрическим током и выхода оборудования из строя.
Особенности эксплуатации рубильников
При эксплуатации рубильников следует учитывать ряд важных особенностей:
- Необходимо периодически проверять состояние контактных поверхностей
- Следует контролировать температуру нагрева контактных соединений
- Важно своевременно очищать рубильник от пыли и загрязнений
- Нужно периодически смазывать подвижные части механизма
- При обнаружении дефектов требуется немедленное устранение неисправностей
Правильная эксплуатация и своевременное обслуживание позволят обеспечить длительный срок службы рубильника и его надежную работу.
Современные тенденции в конструкции рубильников
В конструкции современных рубильников наблюдаются следующие тенденции:
- Применение новых изоляционных материалов с улучшенными характеристиками
- Использование серебросодержащих сплавов для контактных поверхностей
- Внедрение модульной конструкции для упрощения обслуживания
- Оснащение электронными блоками управления и защиты
- Интеграция в системы автоматизации и диспетчеризации
Это позволяет повысить надежность, увеличить срок службы и расширить функциональные возможности рубильников.
Рубильник ВНК-43-2 3П 1000А с выносной фронтальной ручкой управления и переходником 185 мм TDM SQ0744-0218
₽ 33023,95
Масса: 17,5 кг, объем: 0,042 м3 , кратность: 1 шт
Количество товара Рубильник ВНК-43-2 3П 1000А с выносной фронтальной ручкой управления и переходником 185 мм TDM SQ0744-0218
Артикул: SQ0744-0218 Категории: ВНК — Выключатели нагрузки в корпусе (ручка на корпусе), Выключатели нагрузки — рубильники в корпусе серии ВНК, Промышленная НВА
- Описание
Описание
Назначение
Выключатели-разъединители нагрузки (рубильники) в корпусе серии ВНК (далее — рубильники ВНК) предназначены для неавтоматической коммутации силовых электрических цепей номинальным напряжением до 660 В переменного тока и 440 В постоянного тока в устройствах распределения электрической энергии. Рубильники ВНК могут быть использованы в качестве главных и аварийных выключателей.

Применение
- Промышленные, коммерческие и бытовые объекты недвижимости.
- Инфраструктурные объекты.
- Жилые дома.
Структура условного обозначения
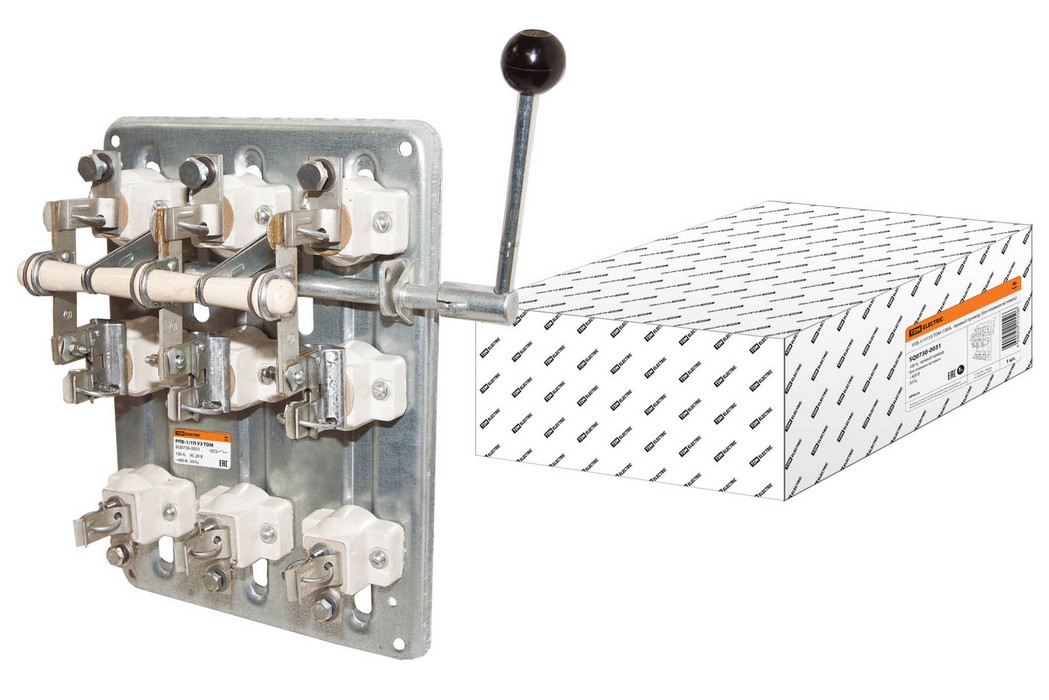
Конструкция
- Рубильник состоит из полюсных блоков и блока управления, стянутых винтами и сообщающихся между собой при помощи зубчатых шестерней.
- Основными узлами полюсного блока являются неподвижные контакты, дугогасительные камеры и блок подвижных контактов с зубчатой шестерней. В верхней и нижней части полюсного блока установлены неподвижные ножевые контакты и компактные дугогасительные камеры. В центральной части находится блок подвижных контактов, с одной стороны которого находится шестерня, а с другой – приемная часть для шестерни соседнего полюсного блока. Подвижные контакты расположены по центру блока.
- Включение и отключение аппарата производится с помощью фронтальной рукоятки, устанавливаемой либо непосредственно на аппарат, либо на дверцу шкафа при помощи переходника.
 Фронтальная рукоятка вращает вал управления, на котором закреплены пружины механизма мгновенного действия и зубчатая передача, перемещающая ось управления с шестернями.
Фронтальная рукоятка вращает вал управления, на котором закреплены пружины механизма мгновенного действия и зубчатая передача, перемещающая ось управления с шестернями.
Преимущества
- Скорость срабатывания механизма не зависит от скорости движения руки оператора (компенсируется пружинами механизма мгновенного действия). Этим обеспечивается мгновенное и одновременное замыкание контактов всех полюсов.
- На фронтальной части полюсного блока имеется прозрачная крышка, позволяющая наблюдать за положением контактов.
- Возможность блокировки рукоятки рубильника для предотвращений несанкционированных включений.
- Исполнения c выносной и установленной фронтальной рукояткой.
Комплектация
ВНКхх-1: рубильник с установленной ручкой управления, болты подключения к клеммам, паспорт, коробка.
ВНКхх-2: рубильник, болты подключения к клеммам, переходник 185 мм — 1 шт., ручка управления -1 шт., коробка, паспорт
Установка рубильника на вводах питающих линий
5 февраля 2022 k-igor
Хочу затронуть тему, на которую многие на обращают внимание.
Давайте представим, что мы проектируем какой-либо объект. Чаще всего на вводе у нас установлен автоматический выключатель. Но, это не совсем правильно. Перед автоматическим выключателем для безопасного ремонта должен устанавливаться отключающий аппарат — рубильник.
Об этом нам говорят следующие нормативные документы:
СН 4.04.01 (Системы электрооборудования жилых и общественных зданий) -РБ:
9.10 ВУ, ГРЩ, ВРУ на вводах питающих линий должны иметь коммутационные аппараты управления и аппараты защиты (в данном случае автоматический выключатель следует рассматривать как аппарат защиты), на отходящих линиях — аппараты защиты и, при необходимости, коммутационные аппараты управления.

ПУЭ:
4.1.12. Должна быть предусмотрена возможность снятия напряжения с каждого автоматического выключателя на время его ремонта или демонтажа. Для этой цели в необходимых местах должны быть установлены рубильники или другие отключающие аппараты. Отключающий аппарат перед выключателем каждой отходящей от РУ линии не требуется предусматривать в электроустановках:
с выдвижными выключателями;
со стационарными выключателями, в которых во время ремонта или демонтажа данного выключателя допустимо снятие напряжения общим аппаратом с группы выключателей или со всего распределительного устройства;
со стационарными выключателями, если обеспечена возможность безопасного демонтажа выключателей под напряжением с помощью изолированного инструмента.
При проектировании распределительных устройств я это требование соблюдаю. При проектировании небольших объектов, условно до 100 А, рубильник на вводе я не всегда ставлю. Делаю это я осознано.
Во-первых, экспертиза на это практически не обращает внимание =)
Во-вторых, не хочется усложнять схему, делать щит больших габаритов.
А сейчас хочу дать несколько советов по этой теме.
1 До 100 А на вводе можно предусматривать модульный выключатель нагрузки перед автоматическим выключателем. Это практически не повлияет на габаритные размеры вводного устройства, при этом следует обращать внимание на сечение питающего кабеля.
2 Если у вас вводное устройство на ток более 100 А, то установка дополнительного рубильника может повлечь увеличение габаритных размеров щита. Учитывайте это при выборе габаритных размеров щита.
3 Можно вместо рубильника предусмотреть выкатной (выдвижной) автоматический выключитль. Думаю, это решение будет дороже, нужно сравнивать стоимость аппаратов.
4 Если от вас требуют выполнить данные требования, то вы можете дооборудовать существующие автоматические выключатели без увеличения габаритных размеров щита. Например, у автоматов серии ВА88 имеются втычные и выдвижные панели.
Например, у автоматов серии ВА88 имеются втычные и выдвижные панели.
А вы всегда предусматриваете рубильник (выдвижной автомат) на вводе вводного устройства?
Советую почитать:
Вы можете пролистать до конца и оставить комментарий. Уведомления сейчас отключены.
Рубильники Filnor
РУЛЕВЫЕ ВЫКЛЮЧАТЕЛИ ДЛЯ СИЛЬНЫХ УСЛОВИЙ
Конструкция: Все токоведущие части рубильников типа D фрезерованы и покрыты коррозионно-стойким покрытием. Эти выключатели, предназначенные для обратного включения, поставляются без оснований для установки на изоляционных панелях распределительных щитов заказчика. Выключатели с номиналом 1200 ампер и выше стандартно поставляются на одноразовых подставках. Цены будут указаны по запросу на выключатели с номиналом 800 ампер и меньше, установленные на одноразовых основаниях.
Соединение осуществляется с выключателями типа D с помощью круглых шпилек из твердотянутой меди. Выключатели на 600 ампер и меньше снабжены шпильками, подходящими для плат толщиной от 1/2 до 2 дюймов. Шарнирные выключатели с предохранителями имеют стальные шпильки и гайки, которые подходят для любой платы толщиной от 1/2 до 2 дюймов. Стальные шпильки и винты предназначены только для монтажа. Электрические соединения с плавкими петлями не выполняются.
Выключатели на 600 ампер и меньше снабжены шпильками, подходящими для плат толщиной от 1/2 до 2 дюймов. Шарнирные выключатели с предохранителями имеют стальные шпильки и гайки, которые подходят для любой платы толщиной от 1/2 до 2 дюймов. Стальные шпильки и винты предназначены только для монтажа. Электрические соединения с плавкими петлями не выполняются.
Полевые разрядные выключатели используются для преодоления высокого индуктивного тока, вызванного внезапным открытием поля генератора. При размыкании цепи генератора переключатель полевого разряда замыкает поле на резисторе, позволяя постепенно затухать индуктивному разряду, что в противном случае могло бы привести к пробою изоляции возбуждения.
РУЛЕВЫЕ ВЫКЛЮЧАТЕЛИ С ОБРАТНЫМ ПОДСОЕДИНЕНИЕМ ТИПА D
Однопозиционные, неплавкие
Рубильники открытые используются в качестве разъединителей, устанавливаемых на распределительных щитах, распределительных щитах и щитах управления. Широкое использование рубильников в тяжелой промышленности и лабораториях, для контрольных и испытательных панелей, где требуются видимые разъединения.
Тип D, однонаправленные, неплавкие рубильники с коррозионностойким покрытием и низкими петлями и зажимами. Выключатели, предназначенные для обратного включения, поставляются без оснований для установки на изоляционных панелях распределительных щитов заказчика. Выключатели типа D также могут быть установлены на изолирующих панелях. Цены указываются после получения информации о конкурентах, включая размер панели.
РУЛЕВЫЕ ВЫКЛЮЧАТЕЛИ ТИПА D, ПОДСОЕДИНЕННЫЕ НАЗАД
Двухпозиционные, неплавкие
Тип D, двухпозиционные, неплавкие рубильники аналогичны по конструкции однопозиционным вариантам. Для приложений, где необходимо вручную переключаться между двумя источниками питания или двумя нагрузками, особенно хорошо подходят двухпозиционные выключатели.
РУЛЕВЫЕ ВЫКЛЮЧАТЕЛИ ТИПА D С ЗАДНИМ ПОДСОЕДИНЕНИЕМ
Однонаправленные, плавкие
Рубильники плавкие Тип D оснащены держателями предохранителей, которые подходят для классов «H» или «RK5». При монтаже на панели однопозиционный выключатель имеет плавкий предохранитель внизу.
При монтаже на панели однопозиционный выключатель имеет плавкий предохранитель внизу.
Рубильник Каталог Тип D
При размыкании этих двухполюсных переключателей разгрузочная пластина, являющаяся смещенным продолжением одной из основных пластин, контактирует с высоким зажимом. Высокий зажим, который соединен с резистором, расположен между шарнирами двух лопастей. Еще одной особенностью выключателя является то, что каждый полюс оснащен быстроразъемными контактами. Разгрузочные лопасти и быстроразъемные лопасти объединяются, чтобы обеспечить операцию сборки перед разборкой. При размыкании ключа цепь сопротивления замыкается до разрыва цепи фаза-поле, ограничивая напряжение полевого разряда. При замыкании переключателя разрядная пластина разрывает цепь сопротивления до того, как основные ножи соприкоснутся. Доступны от 60 до 200 ампер. Большие размеры доступны по специальному заказу.
Номинальные параметры: Номинальные амперные нагрузки типа D, неплавкие рубильники основаны на превышении температуры не более чем на 30 градусов C над температурой окружающей среды не более чем на 40 градусов C при установке на открытом воздухе. Номинальные параметры закрытых основаны на том, что коммутаторы установлены в корпусах с достаточной вентиляцией и с шиной или кабелем соответствующего размера. Плавкие выключатели не должны постоянно нагружаться более чем на 80 процентов от номинала предохранителя.
Номинальные параметры закрытых основаны на том, что коммутаторы установлены в корпусах с достаточной вентиляцией и с шиной или кабелем соответствующего размера. Плавкие выключатели не должны постоянно нагружаться более чем на 80 процентов от номинала предохранителя.
НОЖЕВЫЕ ПЕРЕКЛЮЧАТЕЛИ ТИПА D, ПОДСОЕДИНЕННЫЕ НАЗАД
Предохранитель на два оборота, плавкий
Предохранитель, на два оборота, рубильники типа D являются плавкими в обоих положениях. Чтобы обеспечить зазор между рукояткой и предохранителями, эти выключатели имеют низкие петли и высокие зажимы.
НОЖЕВЫЕ ВЫКЛЮЧАТЕЛИ ТИПА D, ПОДСОЕДИНЕННЫЕ ОБРАТНО
Одно- или двухпозиционные, неплавкие
Полевые разрядные выключатели используются для преодоления высокого индуктивного тока, вызванного внезапным открытием поля генератора. При размыкании цепи генератора переключатель полевого разряда замыкает поле на резисторе, позволяя постепенно затухать индуктивному разряду, что в противном случае могло бы привести к пробою изоляции возбуждения.
При размыкании этих двухполюсных выключателей разгрузочная пластина, являющаяся смещенным продолжением одной из основных пластин, соприкасается с высоким зажимом. Высокий зажим, который соединен с резистором, расположен между шарнирами двух лопастей. Еще одной особенностью выключателя является то, что каждый полюс оснащен быстроразъемными контактами. Разгрузочные лопасти и быстроразъемные лопасти объединяются, чтобы обеспечить операцию сборки перед разборкой. При размыкании ключа цепь сопротивления замыкается до разрыва цепи фаза-поле, ограничивая напряжение полевого разряда. При замыкании переключателя разрядная пластина разрывает цепь сопротивления до того, как основные ножи соприкоснутся.
Переключатели с изменением полярности: Другим вариантом рубильника типа D является переключатель с изменением полярности. Этот переключатель является двухполюсным, двухпозиционным и оснащен стандартными контактами. Перемычка, используемая для реверсивного действия, выполнена из медных шинных перемычек, установленных между полюсами передней части выключателя. Соединения с петлями выполняются спереди, а соединения с зажимами сзади переключателя.
Соединения с петлями выполняются спереди, а соединения с зажимами сзади переключателя.
D-8026 Ножевой переключатель P2GE
- 600 AMPERE
- Два полюса
- ОДИН-ШРЕЗОВЫЙ ПЕРЕКЛЮЧАТЕЛЬ с Функцией замок
D-9027 P2 Switch
- 800.
- .
D-8020 Нож-переключатель
- 30 Ampere
- 250 Вольт DC
- Два полюса
- ОДИН-ВЫКЛ.0068
- Two-Pole
- Single-Throw Fusible Switch
Dan Maragni Intro / 1095-1075 Switch – OntarioKnife
1075 and 1095 Comparison
INTRODUCTION
Меня зовут Дэн Мараньи, и я отвечаю за переход со стали 1095 на сталь 1075 в компании Ontario Knife Company, и вот история и причины этого решения.
Я работаю независимым подрядчиком в компании Ontario Knife Company с 2007 года и работаю техническим консультантом, специализирующимся на термообработке, дизайне ножей и обучении.
 Я отвечал за модернизацию их установки для термообработки с помощью соляных котлов с цифровым управлением, проектирование их закалочного бака с мешалкой и мониторинг процессов термообработки.
Я отвечал за модернизацию их установки для термообработки с помощью соляных котлов с цифровым управлением, проектирование их закалочного бака с мешалкой и мониторинг процессов термообработки.Всю свою жизнь я усердно изучал меч и начал свою карьеру в качестве кузнеца в середине 19-го века.70-х работал с чрезвычайно знающим и талантливым художником и кузнецом по имени Филипп Болдуин, с которым я познакомился в старшей школе. Филл познакомил меня с использованием W-1 для стали для лезвий, и все, что я когда-либо узнал о кузнечных лезвиях, я узнал от него (Филл сделал свой первый дамасский стальной клинок в 1969 году). Мы с Филлом начали работать вместе во время учебы в колледже во время летних и зимних каникул. У нас с Филлом были взаимодополняющие роли в нашей совместной работе: он был кузнецом и учителем кузнечного дела, а я исследователем, хотя в то время было мало материалов для исследований по кузнечному делу.
Я стал лезвией на полную ставку в 1980 году.
 Дону Фоггу и Джиму Шмидту. Мне невероятно повезло познакомиться с идеями и работой этих невероятных кузнецов, особенно в начале моей карьеры. В 1980 году Джимми пригласил меня выступить на первом «Ashokan Hammer-In» по термообработке, что закончилось длинной и скучной лекцией с моей стороны. Как кузнецы, производящие функциональные инструменты в то время, мы по понятным причинам были заинтересованы в том, как наши лезвия будут работать, и нам нужно было придумать способ определить, насколько функциональны наши лезвия. В конце концов, мы провели серию испытаний на резку и прочность с использованием манильской веревки (особенно жесткой на хрупких краях с крупными карбидами), твердой и мягкой древесины и гибких лезвий, часто с «читерскими стержнями». Это не только показало нам, как работают наши лезвия, но и улучшались ли они с течением времени. В течение первых нескольких лет мы все приносили лезвия на семинар Ашокана и часто испытывали их на пределе возможностей, и характеристики лезвий росли как на дрожжах (я помню груды фрагментов веревки и щепы, разбросанные повсюду).
Дону Фоггу и Джиму Шмидту. Мне невероятно повезло познакомиться с идеями и работой этих невероятных кузнецов, особенно в начале моей карьеры. В 1980 году Джимми пригласил меня выступить на первом «Ashokan Hammer-In» по термообработке, что закончилось длинной и скучной лекцией с моей стороны. Как кузнецы, производящие функциональные инструменты в то время, мы по понятным причинам были заинтересованы в том, как наши лезвия будут работать, и нам нужно было придумать способ определить, насколько функциональны наши лезвия. В конце концов, мы провели серию испытаний на резку и прочность с использованием манильской веревки (особенно жесткой на хрупких краях с крупными карбидами), твердой и мягкой древесины и гибких лезвий, часто с «читерскими стержнями». Это не только показало нам, как работают наши лезвия, но и улучшались ли они с течением времени. В течение первых нескольких лет мы все приносили лезвия на семинар Ашокана и часто испытывали их на пределе возможностей, и характеристики лезвий росли как на дрожжах (я помню груды фрагментов веревки и щепы, разбросанные повсюду).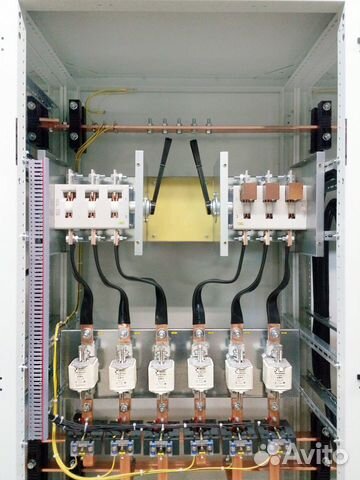 Хотя это может показаться очевидным, я всегда чувствовал, что вы узнаете больше о лезвии, когда режете им, чем не режете им. Я также начал искать другие стали, которые могли бы улучшить мои лезвия, и мои исследования в конечном итоге привели меня к W-2, слегка измененной версии W-1, которая имела преимущества при термообработке. Помните, в то время мы все подвергали термообработке наши лезвия в угольных горнах, оценивая температуру на глаз, и я чувствовал, что мне нужны все преимущества, которые я мог получить (Филл и я также придумали способ создать хамон на наших лезвиях, который показал, если наши края стали полностью твердыми, и это был отличный метод контроля качества).
Хотя это может показаться очевидным, я всегда чувствовал, что вы узнаете больше о лезвии, когда режете им, чем не режете им. Я также начал искать другие стали, которые могли бы улучшить мои лезвия, и мои исследования в конечном итоге привели меня к W-2, слегка измененной версии W-1, которая имела преимущества при термообработке. Помните, в то время мы все подвергали термообработке наши лезвия в угольных горнах, оценивая температуру на глаз, и я чувствовал, что мне нужны все преимущества, которые я мог получить (Филл и я также придумали способ создать хамон на наших лезвиях, который показал, если наши края стали полностью твердыми, и это был отличный метод контроля качества).CARBON V ™
В конце 1980-х я встретил Линна Томпсона на выставке ножей в Коста-Меса в Калифорнии, и он заметил, что я делаю ножи из «Дамасской стали». «Дамасская сталь» в то время имела в литературе репутацию стали с самыми высокими эксплуатационными характеристиками, хотя испытания на шахтах и других предприятиях показывали, что высокоуглеродистые стали выполняли их довольно стабильно.
 («Дамасская сталь» на самом деле не сталь, а скорее техника, и она сильно различалась от кузнеца к кузнецу в зависимости от выбора стали и способностей кузнеца). Линн была полна решимости сделать ножи с лучшими характеристиками, и я предложил сделать их из углеродистой стали, которая была бы более прочной и доступной. Он поддался этой идее и где-то в начале 19В 90-е годы я наблюдал за отечественным производством того, что в конечном итоге должно было стать Trailmaster. Первое, что я сделал, это отнес образцы некоторых лезвий металлургу, и он сделал несколько микрометров, а я провел некоторые физические испытания. Мы оба обнаружили, что характеристики лезвий можно улучшить, и я подправил термическую обработку (изменил температуру аустенизации, время выдержки и температуру отпуска). Затем я выбрал термообработку, которая создала микроструктуру, которая позволила получить наилучшие режущие свойства и самые прочные лезвия. Я продолжал работать в Cold Steel в качестве технического консультанта и руководителя внутреннего производства до 2006 года, когда компания Camillus Cutlery Company закрылась.
(«Дамасская сталь» на самом деле не сталь, а скорее техника, и она сильно различалась от кузнеца к кузнецу в зависимости от выбора стали и способностей кузнеца). Линн была полна решимости сделать ножи с лучшими характеристиками, и я предложил сделать их из углеродистой стали, которая была бы более прочной и доступной. Он поддался этой идее и где-то в начале 19В 90-е годы я наблюдал за отечественным производством того, что в конечном итоге должно было стать Trailmaster. Первое, что я сделал, это отнес образцы некоторых лезвий металлургу, и он сделал несколько микрометров, а я провел некоторые физические испытания. Мы оба обнаружили, что характеристики лезвий можно улучшить, и я подправил термическую обработку (изменил температуру аустенизации, время выдержки и температуру отпуска). Затем я выбрал термообработку, которая создала микроструктуру, которая позволила получить наилучшие режущие свойства и самые прочные лезвия. Я продолжал работать в Cold Steel в качестве технического консультанта и руководителя внутреннего производства до 2006 года, когда компания Camillus Cutlery Company закрылась.
1075 и 1095
. Я был заинтересован в изготовлении более длинных лезвий, и мои исследования в области металлургии и металлургии древних мечей показали, что мне следует искать другие стали, чтобы максимизировать прочность лезвий. Я начал экспериментировать со сталями, в которых образуется более прочный реечный мартенсит, чем в хрупком пластинчатом мартенсите (1060, 1075, 5160 и 6150), и с помощью тех же процедур, которые я разработал для углерода V, я использовал те же методы термической обработки этих сталей. Один из выводов, который меня больше всего удивил, заключался в том, что эти низкоуглеродистые и легированные стали режут так же или немного лучше, чем стали с содержанием углерода 0,9.5-1,00%. Я знал, что в литературе всегда говорилось, что избыток углерода в стали, составляющий более 0,6%, приводит к образованию большего количества карбидов, что увеличивает стойкость к истиранию и приводит к лучшему удержанию режущей кромки.
 Но литература не была сосредоточена на металлургии лезвий (в отличие от того, что доступно сегодня), и лезвия большинства инструментов имеют совсем другую конфигурацию и подвержены совсем другим напряжениям, чем лезвие ножа.
Но литература не была сосредоточена на металлургии лезвий (в отличие от того, что доступно сегодня), и лезвия большинства инструментов имеют совсем другую конфигурацию и подвержены совсем другим напряжениям, чем лезвие ножа.Для меня худшая из всех поломок лезвия — это его поломка. После того, как лезвие сломается, оно становится практически непригодным для использования. Мои исследования древних мечей подтвердили эту предвзятость древних кузнецов и прекрасным примером тому является японский меч (ламинирование, дифференциальная термообработка, создание сжимающих напряжений по лезвию). Ёсиндо Ёсихара, традиционный японский кузнец, использующий ламинат кобусэ для изготовления лезвия, предпочитает сталь с содержанием углерода 0,7% для наружной/лезвийной стали. Лезвия меча должны быть очень прочными, и выбор 0,7% C (его брат предпочитает 0,6% C) показателен.
ХИМИЯ
Реечный мартенсит образуется в углеродистой стали при содержании углерода 0,6 % и ниже, пластинчатый мартенсит образуется при содержании углерода 1,0 % и выше, а между этими содержаниями углерода образуется мартенсит.
 из двух типов. При закалке углеродистые стали практически достигают «полной» твердости при содержании углерода 0,6%, а оставшийся углерод образует карбиды. 1075 с меньшей вероятностью образует такое количество остаточного аустенита, как 109.5, так как Mf (предельная температура мартенсита) уменьшается с увеличением содержания углерода (Mf ниже комнатной температуры для сталей, содержащих более 0,8% углерода). Если сталь не достигает температуры Mf при закалке, аустенит не преобразуется в мартенсит и остается «мягким», и существует вероятность того, что аустенит в конечном итоге превратится в мартенсит без отпуска. 1095 также проявляет микротрещины при закалке из-за большего расширения при мартенситном превращении, что типично для сталей с более высоким содержанием углерода (при увеличении содержания углерода выше 0,75% увеличивается количество микротрещин). 1075 также имеет более высокое содержание марганца, чем 109.5, что приводит к более медленной критической скорости охлаждения и сводит к минимуму вероятность того, что вы срежете вершину кривой перлита при закалке и получите смесь мартенсита и перлита в готовом лезвии.
из двух типов. При закалке углеродистые стали практически достигают «полной» твердости при содержании углерода 0,6%, а оставшийся углерод образует карбиды. 1075 с меньшей вероятностью образует такое количество остаточного аустенита, как 109.5, так как Mf (предельная температура мартенсита) уменьшается с увеличением содержания углерода (Mf ниже комнатной температуры для сталей, содержащих более 0,8% углерода). Если сталь не достигает температуры Mf при закалке, аустенит не преобразуется в мартенсит и остается «мягким», и существует вероятность того, что аустенит в конечном итоге превратится в мартенсит без отпуска. 1095 также проявляет микротрещины при закалке из-за большего расширения при мартенситном превращении, что типично для сталей с более высоким содержанием углерода (при увеличении содержания углерода выше 0,75% увеличивается количество микротрещин). 1075 также имеет более высокое содержание марганца, чем 109.5, что приводит к более медленной критической скорости охлаждения и сводит к минимуму вероятность того, что вы срежете вершину кривой перлита при закалке и получите смесь мартенсита и перлита в готовом лезвии. Готовая структура лезвия должна быть отпущенной мартенситной, а смесь остаточного аустенита и перлита не является оптимальной структурой.
Готовая структура лезвия должна быть отпущенной мартенситной, а смесь остаточного аустенита и перлита не является оптимальной структурой.ТЕРМООБРАБОТКА
Как мы все знаем, даже самая лучшая сталь может быть скомпрометирована плохой термической обработкой, а термическая обработка может только позволить вам оптимизировать рабочие характеристики стали. 1075 намного менее чувствителен, чем 109.5 при термообработке (более медленная критическая скорость охлаждения), и полученная структура имеет меньше микротрещин и остаточного аустенита, чем 1095, что приводит к более прочному лезвию.
РЕЗЮМЕ
Заменив 1095 на 1075, компания Ontario выбрала сталь, которая менее подвержена растрескиванию, что приводит к меньшему количеству трещин в лезвии и лучше реагирует на термическую обработку. Физические испытания также показали, что лезвия модели 1075 прочнее и держат заточку так же или даже лучше, чем лезвия модели 109.

