Как выполняется сварка термопар различными способами. Какое оборудование используется для сварки термопар. Где применяются сварные термопары в промышленности. Какие преимущества дает сварка термопар.
Принцип работы и характеристики термопар
Термопары являются одним из наиболее распространенных датчиков температуры, применяемых в промышленности. Их принцип действия основан на термоэлектрическом эффекте — возникновении электродвижущей силы в замкнутой цепи из двух разнородных проводников при наличии разности температур между спаями.
Основные преимущества термопар:
- Высокая точность измерения температуры
- Широкий диапазон измеряемых температур (от -270°C до +2800°C)
- Простая конструкция и удобство использования
- Небольшие размеры чувствительного элемента
- Быстрое время отклика на изменение температуры
Термопары состоят из двух проводников различных металлов или сплавов, соединенных на одном конце (горячий спай). Свободные концы (холодный спай) подключаются к измерительному прибору. При нагреве горячего спая возникает термоЭДС, пропорциональная разности температур горячего и холодного спаев.
Основные методы сварки термопар
Для изготовления горячего спая термопары применяются различные методы сварки. Выбор метода зависит от материалов термоэлектродов, их диаметра и условий эксплуатации термопары. Рассмотрим наиболее распространенные способы сварки термопар:
Дуговая сварка
Дуговая сварка подразделяется на сварку постоянным и переменным током. При сварке постоянным током термопара подключается к положительному полюсу источника питания, а углеродный электрод — к отрицательному. Образуется дуга, расплавляющая концы термоэлектродов в сферическую форму. Этот метод подходит для сварки термопар из драгоценных металлов.
Аргонодуговая сварка
При аргонодуговой сварке используется вольфрамовый электрод с добавкой церия. Сварка происходит в среде защитного газа аргона. Этот метод обеспечивает высокое качество сварного соединения без окисления. Подходит для сварки тонких термоэлектродов.
Газовая сварка
При газовой сварке концы термоэлектродов нагреваются в пламени ацетиленовой или кислородно-водородной горелки. Предварительно на концы наносится флюс. После расплавления в сферическую форму спай быстро охлаждается. Метод прост в реализации, но возможно загрязнение спая.

Сварка в графитовой ванне
Сварка в графитовой ванне осуществляется путем пропускания электрического тока через графитовый порошок. Концы термоэлектродов погружаются в графит и свариваются под действием джоулева тепла. Этот метод обеспечивает хорошее качество спая и широко применяется в лабораторной практике.
Оборудование для сварки термопар
Для сварки термопар используется специализированное оборудование, обеспечивающее точный контроль параметров сварки. Рассмотрим основные виды сварочных аппаратов для термопар:
Установка для сварки в графитовой ванне
Установка состоит из емкости с графитовым порошком, токоподводящих шин, понижающего трансформатора и зажимов для термоэлектродов. Обеспечивает стабильное качество сварки для термопар с диаметром электродов 0,2-1,0 мм.
Аппарат для импульсно-дуговой сварки
Использует технологию импульсной дуги для создания однородных сварных швов. Позволяет сваривать различные типы и размеры термопар, в том числе из тугоплавких металлов.
Аппарат для конденсаторной сварки
Применяется для приварки спая термопары к металлической поверхности. Обеспечивает надежное крепление термопары к объекту измерения.
Применение сварных термопар в промышленности
Сварные термопары находят широкое применение в различных отраслях промышленности для измерения и контроля температуры:
- Металлургия — контроль температуры расплавов, печей, прокатных станов
- Энергетика — измерение температуры пара, газов, охлаждающих жидкостей
- Химическая промышленность — контроль температуры в реакторах, трубопроводах
- Машиностроение — измерение температуры при термообработке, сварке, литье
- Пищевая промышленность — контроль температурных режимов при производстве продуктов
Сварные термопары обеспечивают высокую точность и надежность измерений в широком диапазоне температур и агрессивных средах.
Преимущества сварки термопар
Сварка термопар имеет ряд важных преимуществ по сравнению с другими методами соединения термоэлектродов:
- Высокая механическая прочность соединения
- Отсутствие промежуточных слоев, искажающих показания
- Малые размеры спая, обеспечивающие быстродействие
- Возможность работы при высоких температурах
- Хорошая воспроизводимость характеристик термопар
Это делает сварку предпочтительным методом изготовления горячего спая для большинства промышленных термопар.

Типы термопар и особенности их сварки
Существуют различные типы стандартных термопар, отличающиеся материалами термоэлектродов и диапазоном измеряемых температур. Рассмотрим особенности сварки наиболее распространенных типов термопар:
Термопары типа K (хромель-алюмель)
Диапазон измерений: -200…+1300°C. Термоэлектроды из никель-хромового и никель-алюминиевого сплавов. Сварка выполняется аргонодуговым методом или в графитовой ванне.
Термопары типа J (железо-константан)
Диапазон измерений: -40…+750°C. Термоэлектроды из железа и медно-никелевого сплава. Сварка осуществляется газовым или дуговым методом.
Термопары типа T (медь-константан)
Диапазон измерений: -250…+350°C. Термоэлектроды из меди и медно-никелевого сплава. Сварка выполняется точечной или дуговой сваркой.
Термопары типа S (платина-платинородий)
Диапазон измерений: 0…+1600°C. Термоэлектроды из платины и сплава платины с 10% родия. Сварка осуществляется в защитной атмосфере аргонодуговым методом.
При сварке необходимо учитывать свойства материалов термоэлектродов и выбирать оптимальные режимы для получения качественного соединения.

Принцип, характеристики и метод сварки термопары — Знания отрасли
Принцип, характеристики и метод сварки термопарыOct 23, 2018
Принцип, характеристики и метод сварки термопары
Термопары являются одним из компонентов, чувствительных к температуре, которые обычно используются в промышленности. Преимущества:
1 Точность измерения высокая. Поскольку термопара находится в непосредственном контакте с тестируемым объектом, на нее не влияет промежуточная среда.
2 Широкий диапазон измерения. Обычно используемые термопары могут непрерывно измеряться от -50 до +1600 ° C. Некоторые специальные термопары могут измерять -269 ° C (например, золото-железный никель-хром), а цуи могут достигать +2800 ° C (например, вольфрам-висмут).
3 простая структура, проста в использовании. Термопары обычно состоят из двух разных проводов и не ограничены размером и открытием. Они имеют защитный рукав и очень удобны в использовании.
1. Основной принцип измерения температуры термопары
Припаяйте проводники или полупроводники A и B двух разных материалов, чтобы сформировать замкнутый контур, как показано на рисунке 2-1-1.
Шоу. Когда есть разница температур между двумя точками крепления 1 и 2 проводников А и В, между ними создается электродвижущая сила, и, таким образом,
В петле образуется ток одного размера, явление термоэлектрического эффекта. Термоэлементы используют этот эффект для работы
Сделал.
2. Тип и структура термопары
(1) Тип термопары
Обычно используемые термопары можно разделить на две категории: стандартные термопары и нестандартные термопары. Стандартная термопара называется страной
В стандарте указаны отношения термопары и температуры, допуски и термопары с единой стандартной индексной таблицей.
Для этого есть инструменты для показа. Нестандартизированные термопары уступают стандартам с точки зрения использования или порядка величины
Обычно термопары не имеют равномерной таблицы индексирования, которая в основном используется для измерения в некоторых особых случаях.
Стандартизированные термопары С 1 января 1988 года термопары и терморезисторы были изготовлены в соответствии с международными стандартами IEC, а семь стандартных термопар S, B, E, K, R, J и T были обозначены как единый дизайн Китая , Термопара.
(2) Структура термопары Для обеспечения надежной и стабильной работы термопары его структурные требования заключаются в следующем:
1 Сварка двух горячих электродов, составляющих термопару, должна быть твердой;
2 Два горячих электрода должны быть хорошо изолированы друг от друга, чтобы предотвратить короткое замыкание;
3 Соединение между компенсационным проводом и свободным концом термопары должно быть удобным и надежным;
4 Защитная втулка должна обеспечить достаточную изоляцию горячего электрода от вредных сред.
3. Температурная компенсация холодного спая термопары
Поскольку материалы термопары обычно более дороги (особенно при использовании драгоценных металлов), а точка измерения температуры находится далеко от счетчика, чтобы сохранить материалы термопары и снизить затраты, компенсационный провод обычно используется для охлаждения холодного конца термопары (свободная). Конец простирается до относительно стабильной камеры контроля температуры и подключается к клеммам счетчика. Следует отметить, что функция компенсационного провода термопары только расширяет горячий электрод, так что холодный конец термопары перемещается в приборный терминал диспетчерской, который сам по себе не исключает влияния изменения температуры холодного конца на измерение температуры и не компенсирует. Поэтому необходимы другие методы коррекции, чтобы компенсировать влияние температуры холодного спая t0 ≠ 0 ° C при измерении температуры.
Конец простирается до относительно стабильной камеры контроля температуры и подключается к клеммам счетчика. Следует отметить, что функция компенсационного провода термопары только расширяет горячий электрод, так что холодный конец термопары перемещается в приборный терминал диспетчерской, который сам по себе не исключает влияния изменения температуры холодного конца на измерение температуры и не компенсирует. Поэтому необходимы другие методы коррекции, чтобы компенсировать влияние температуры холодного спая t0 ≠ 0 ° C при измерении температуры.
При использовании провода компенсации термопары следует отметить, что модель согласована, полярность не может быть подключена неправильно, а температура между компенсационным проводом и клеммой подключения термопары не может превышать 100 ° C.
Метод термопарной сварки
1, дуговая сварка
Дуговая сварка может быть разделена на два типа: сварочная сварка и сварка переменного тока.
При сварке постоянным током термопара подключается к положительному полюсу источника питания, а углеродный стержень (спектральный) подключается к отрицательному полюсу источника питания.
Сварка переменного тока подходит для сварки недорогих металлических термопар. Перед пайкой осторожно удалите оксид с измерительного конца 25-30 мм, затем выровняйте вершины двух электродов и скрутите их в закрутку. При сварке поток наносится на верхний слой горячего электрода и плавится в пламени дуги для плавления 3-5S. После того, как он сферический, его быстро вынимают, и остаток на паяном соединении можно четко удалить. Этот метод прост в оборудовании и прост в эксплуатации, но термопарные паяные соединения и соседние электроды науглероживаются и окрашиваются.
2, аргонодуговая сварка
Устройство аргоновой дуговой сварки состоит из источника сварочного тока постоянного тока, генератора высокой частоты, сварочной горелки, источника питания сварочной сварочной аппаратуры и приспособления.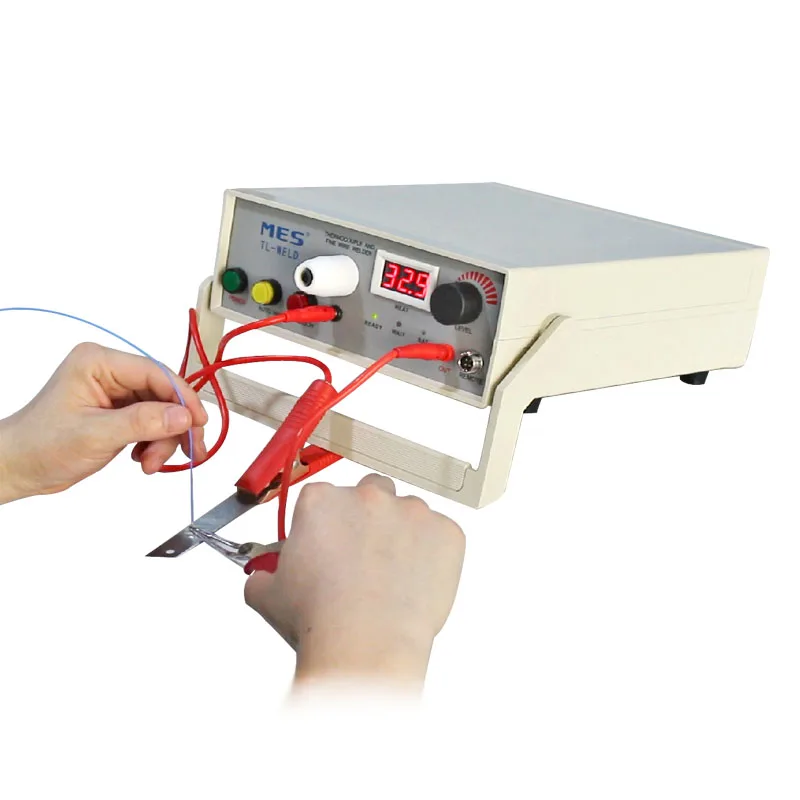 При сварке воронкообразная проволока тантала, выступающая из сопла сварочной горелки, используется в качестве отрицательного электрода, а сварная термопара закрепляется на зажимном элементе в качестве положительного электрода. Когда два полюса проходят высокочастотное и высокое давление, дуга зажигается, тиристор используется для регулирования силы дуги, а дуговой разряд создается между 铈-вольфрамом и сварной термопарой под защитой аргона и дуга создается. Высокая температура расплавляет торцевую поверхность провода термопары в сферическую форму. Чтобы облегчить выравнивание термопары с электродами, рабочая арматура и факел могут перемещаться горизонтально и вертикально в пространстве. Сварочный пистолет оснащен 铈-вольфрамовыми электродами диаметром 1 мм и 1,5 мм для сварки термопарой различного диаметра.
При сварке воронкообразная проволока тантала, выступающая из сопла сварочной горелки, используется в качестве отрицательного электрода, а сварная термопара закрепляется на зажимном элементе в качестве положительного электрода. Когда два полюса проходят высокочастотное и высокое давление, дуга зажигается, тиристор используется для регулирования силы дуги, а дуговой разряд создается между 铈-вольфрамом и сварной термопарой под защитой аргона и дуга создается. Высокая температура расплавляет торцевую поверхность провода термопары в сферическую форму. Чтобы облегчить выравнивание термопары с электродами, рабочая арматура и факел могут перемещаться горизонтально и вертикально в пространстве. Сварочный пистолет оснащен 铈-вольфрамовыми электродами диаметром 1 мм и 1,5 мм для сварки термопарой различного диаметра.
3, газовая сварка
При использовании газовой сварки верхнюю часть горячего электрода следует нагревать и сначала применять флюс (например, поток пары никель-хром-никель-кремний смешивается с половиной тетрабората и кварцевого песка), а затем горячий электрод помещают в ацетиленовое или оксидородное пламя. В середине он быстро удаляется после расплавления в сферическую форму и сразу же помещается в горячую воду для смывания остатка на паяном соединении. Этот метод прост в эксплуатации и широко используется. Подходит для сварки недорогих металлических термопар.
В середине он быстро удаляется после расплавления в сферическую форму и сразу же помещается в горячую воду для смывания остатка на паяном соединении. Этот метод прост в эксплуатации и широко используется. Подходит для сварки недорогих металлических термопар.
4, сварка углеродистым порошком
Углеродистое сварочное устройство аналогично дуговой сварке, за исключением того, что один полюс источника питания не подключен к углеродному стержню, но подключен к графитовому тиглю, содержащему угольный порошок, а другой конец подключен к сварной термопаре. При пайке вставьте горячий электрод в графитовый порошок и припаяйте его через несколько секунд. Этот способ сварки более удобен, чем дуговая сварка, но легко заставить горячий электрод хрупким. Этот метод подходит для сварки недорогих металлических термопар.
5, сварка соленой водой
Раствор хлорида натрия помещали в химический стакан, в водный раствор помещали платиновую проволоку в качестве электрода, а горячий электрод использовали в качестве другого электрода. При пайке верхняя часть термопары слегка контактирует с раствором, питание включается, а питание быстро отключается после запуска дуги. Этот метод сварки подходит для сварки термопар с тонким диаметром 0,03 мм-0,3 мм.
При пайке верхняя часть термопары слегка контактирует с раствором, питание включается, а питание быстро отключается после запуска дуги. Этот метод сварки подходит для сварки термопар с тонким диаметром 0,03 мм-0,3 мм.
Методические указания к лабораторной работе
Другие предметы \ Методы аналитического контроля, анализа и теплотехнических исследований
Министерство образования Российской Федерации
Государственное образовательное учреждение
высшего профессионального образования
«Сибирский государственный индустриальный университет»
Кафедра теплофизики и промышленной экологии
сварка ГОРЯЧЕГО СПАЯ термопарЫ в графитовой ванне. крепление ГОРЯЧЕГО СПАЯ термопарЫ к металлической поверхности конденсаторной сваркОЙ
Методические указания к лабораторному практикуму
по курсу: «Методы аналитического контроля, анализа
и теплотехнических исследований» для специальности
110300 (Теплофизика, автоматизация и экология
промышленных печей)
2004 г.
УДК 536.24
Рецензент:
кандидат технических наук, доцент кафедры теплогазоснабжения и вентиляции ГОУ ВПО «СибГИУ» М.Н. Башкова
Драничников Н.А., Михайленко Ю.Е. Сварка горячего спая термопары в графитовой ванне. Крепление горячего спая термопары к металлической поверхности конденсаторной сваркой: Метод. указания к лабораторной работе. – Новокузнецк: Издат. центр ГОУ ВПО
«СибГИУ», 2004. – с.
Даны схемы устройства и описание установки для сварки горячего спая термопар в графитовой ванне и прибора конденсаторной сварки для крепления горячего спая термопар к металлической поверхности, а также методика работы на них.
Методические указания предназначены для студентов специальности 110300, а также могут быть полезны для аспирантов и научных работников, применяющих в своих экспериментальных исследованиях измерения температуры с помощью термоэлектрических преобразователей.
ВВЕДЕНИЕ
В экспериментальных исследованиях, связанных с нагревом
и охлаждением, для измерения температуры широко применяют термоэлектрические
преобразователи (термопары). В зависимости от уровня измеряемых температур,
специфики измерений, материала термоэлектродов термопары и их толщины применяют
различные способы изготовления горячего спая термопар. На практике обычно
применяют такие способы, как пайка различными припоями, газовая сварка, сварка
в электрической дуге между угольными и другими электродами, сварка в
электролитической и графитовой ванне. В лабораторных исследованиях чаще всего
применяют термопары с толщиной термоэлектродов от 0,2 до 1,0 мм, которые при
достаточной прочности и небольшом теплоотводе от зоны измерения повышенных температур
позволяют получить достаточно миниатюрный чувствительный элемент — горячий
спай. Для его изготовления у таких термопар предпочтение отдается сварке в
графитовой ванне. Преимуществом этого метода является простота и надежность
установки для сварки, а также хорошее качество получаемого спая.
В зависимости от уровня измеряемых температур,
специфики измерений, материала термоэлектродов термопары и их толщины применяют
различные способы изготовления горячего спая термопар. На практике обычно
применяют такие способы, как пайка различными припоями, газовая сварка, сварка
в электрической дуге между угольными и другими электродами, сварка в
электролитической и графитовой ванне. В лабораторных исследованиях чаще всего
применяют термопары с толщиной термоэлектродов от 0,2 до 1,0 мм, которые при
достаточной прочности и небольшом теплоотводе от зоны измерения повышенных температур
позволяют получить достаточно миниатюрный чувствительный элемент — горячий
спай. Для его изготовления у таких термопар предпочтение отдается сварке в
графитовой ванне. Преимуществом этого метода является простота и надежность
установки для сварки, а также хорошее качество получаемого спая.
При измерениях температуры металлических поверхностей
с помощью термопар очень важно обеспечить хороший контакт между горячим спаем
термопары и поверхностью, температура которой измеряется.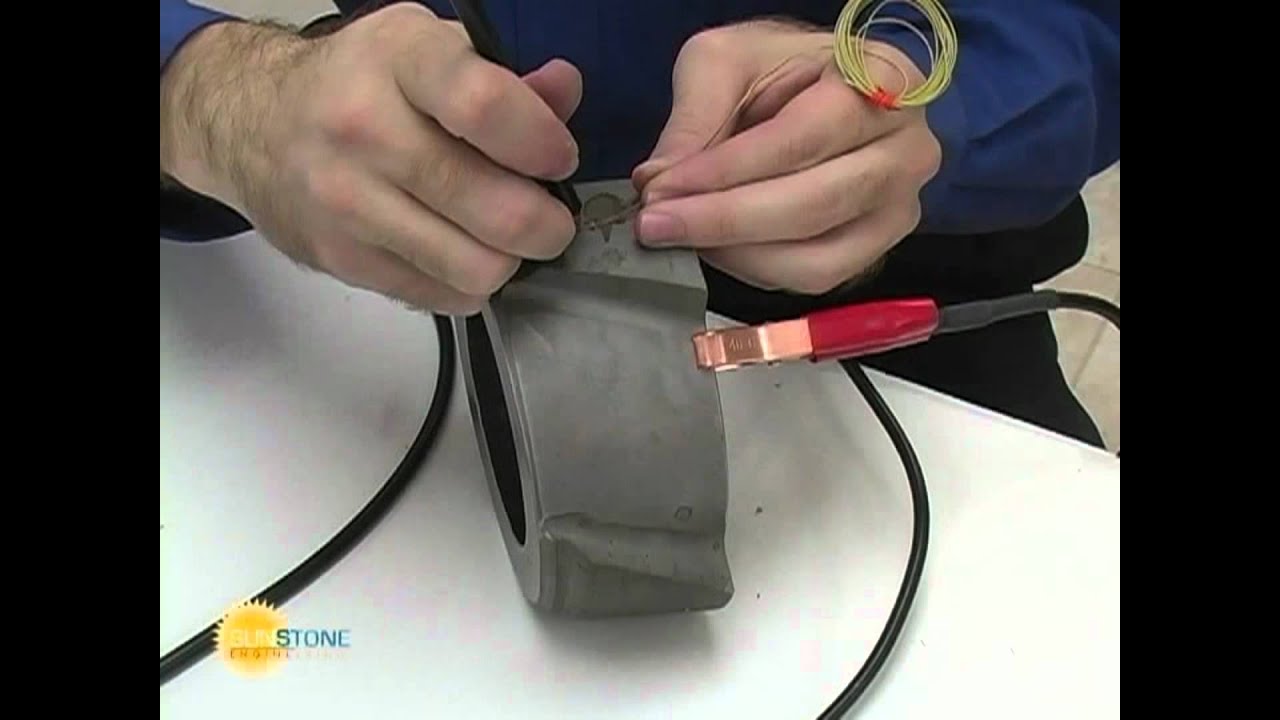 Такой контакт в
большинстве случаев можно обеспечить с помощью конденсаторной сварки, для
которой используется надежный в работе, простой по устройству и компактный прибор.
Такой контакт в
большинстве случаев можно обеспечить с помощью конденсаторной сварки, для
которой используется надежный в работе, простой по устройству и компактный прибор.
Целью данного лабораторного практикума является знакомство с устройством и приобретение навыков работы на установке для сварки термопар в графитовой ванне и приборе для крепления горячего спая термопар к металлической поверхности с помощью конденсаторной сварки.
Работа на установке и с прибором требует соблюдения особых правил техники безопасности, которые будут даны ниже при описании методики работы с каждым из них. Перед выполнением любых работ в лаборатории тепломассообмена каждому студенту необходимо прослушать общий инструктаж по технике безопасности в лаборатории, о чем делается отметка в специальном журнале, в котором расписывается каждый из прослушавших инструктаж.
1. СВАРКА ГОРЯЧЕГО СПАЯ ТЕРМОПАРЫ В ГРАФИТОВОЙ ВАННЕ
1.1. Описание установки
Схема установки для сварки термопар в графитовой ванне
показана на рис. 1.
1.
Установка для сварки термопар в графитовой ванне
1 — трансформатор; 2 — гибкие соединительные провода;
3 — медная шина; 4 — свариваемый конец термопары;
5 — емкость для графита; 6 — графитовая ванна; 7 — термопара в фарфоровой соломке; 8 — зажим-«крокодильчик»; 9 — пластинка для временного крепления зажима-«крокодильчика».
Рис. 1.
Установка состоит из емкости 5 для графита, выполненной
из диэлектрика в виде небольшого ящичка. У борта этой емкости расположена
медная токоподводящая шина 4, соединенная гибким проводом 2 с одной из выходных
клемм понижающего трансформатора 1. Вторая выходная клемма трансформатора
соединена гибким проводом с зажимом 8 типа «крокодильчик» с
электроизолированным держателем. Данный зажим служит для удержания свариваемого
конца термопары, выполненного в виде скрутки, а также для подведения к нему
тока. При отсутствии термопары зажим может упасть со стола. Во избежание этого
зажим без термопары крепится временно на специальной пластинке 9 на стенке
емкости 5. Эта емкость заполнена тонкодисперсным графитом, образующим графитовую
ванну.
При отсутствии термопары зажим может упасть со стола. Во избежание этого
зажим без термопары крепится временно на специальной пластинке 9 на стенке
емкости 5. Эта емкость заполнена тонкодисперсным графитом, образующим графитовую
ванну.
Sunstone Welders > Области применения > Сварка термопарой
Импульсно-дуговая сварка (Micro TIG) Термопары
Одними из самых распространенных датчиков в мире являются термопары. Они используются почти во всех потребительских товарах в мире. При производстве, строительстве или внутренней части каждого продукта мы используем его ежедневно. Sunstone стремится упростить сварку термопарами. Не нужно гадать, есть ли у вас хорошая связь или контакт с вашим произведением. Позвольте Sunstone помочь вам упростить ваши термопары.
Точность, которая вам нужна
Компания Sunstone Welders специализируется на микросварке и специально разработана для обеспечения высокого уровня точности. Когда вы работаете с тонкой проволокой, тонкими листами или точными датчиками, Sunstone может дать вам необходимую точность и четкость.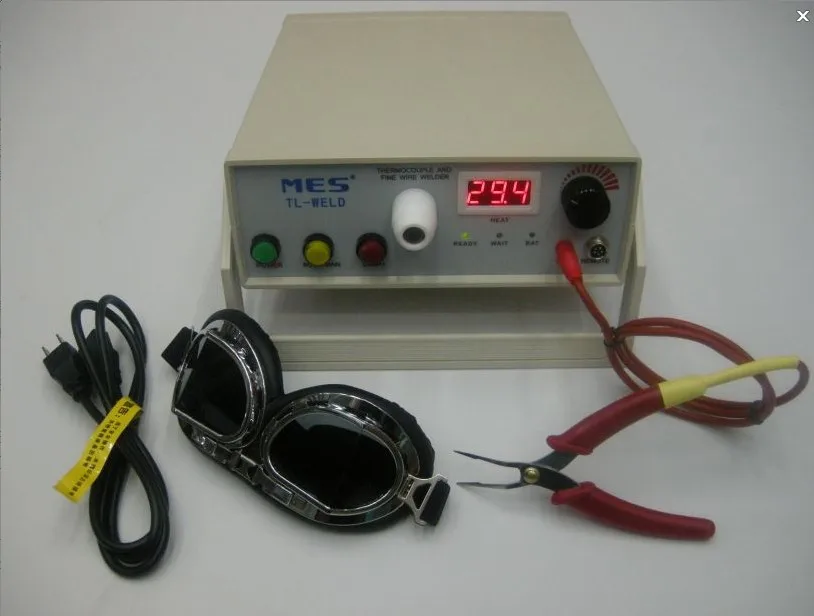
Мощность, которая вам нужна
Сварочные аппараты Sunstone обеспечивают мощность, позволяющую выполнять широкий спектр сварочных работ. От сварки тонкой проволокой, многожильных и сплошных проволок. Независимо от того, какой сварной шов вам нужен, у Sunstone есть решение для вас.
Компания Sunstone предлагает различные сварочные аппараты с термопарами. Аппараты для импульсно-дуговой сварки Orion хорошо подходят для создания однородных сварных швов за счет использования технологии импульсной дуги (или микро TIG) для сварки спаев термопар. Sunstone предлагает сварочные аппараты с емкостным разрядом, которые также можно использовать для сварки спаев термопар. Эти системы приваривают термопары непосредственно к металлической детали для измерения температуры.
Сварочные аппараты Sunstone Orion способны сваривать самые разнообразные материалы и размеры спаев термопар. Дополнительным преимуществом является универсальность Orion и способность сваривать даже металлы с высокой проводимостью.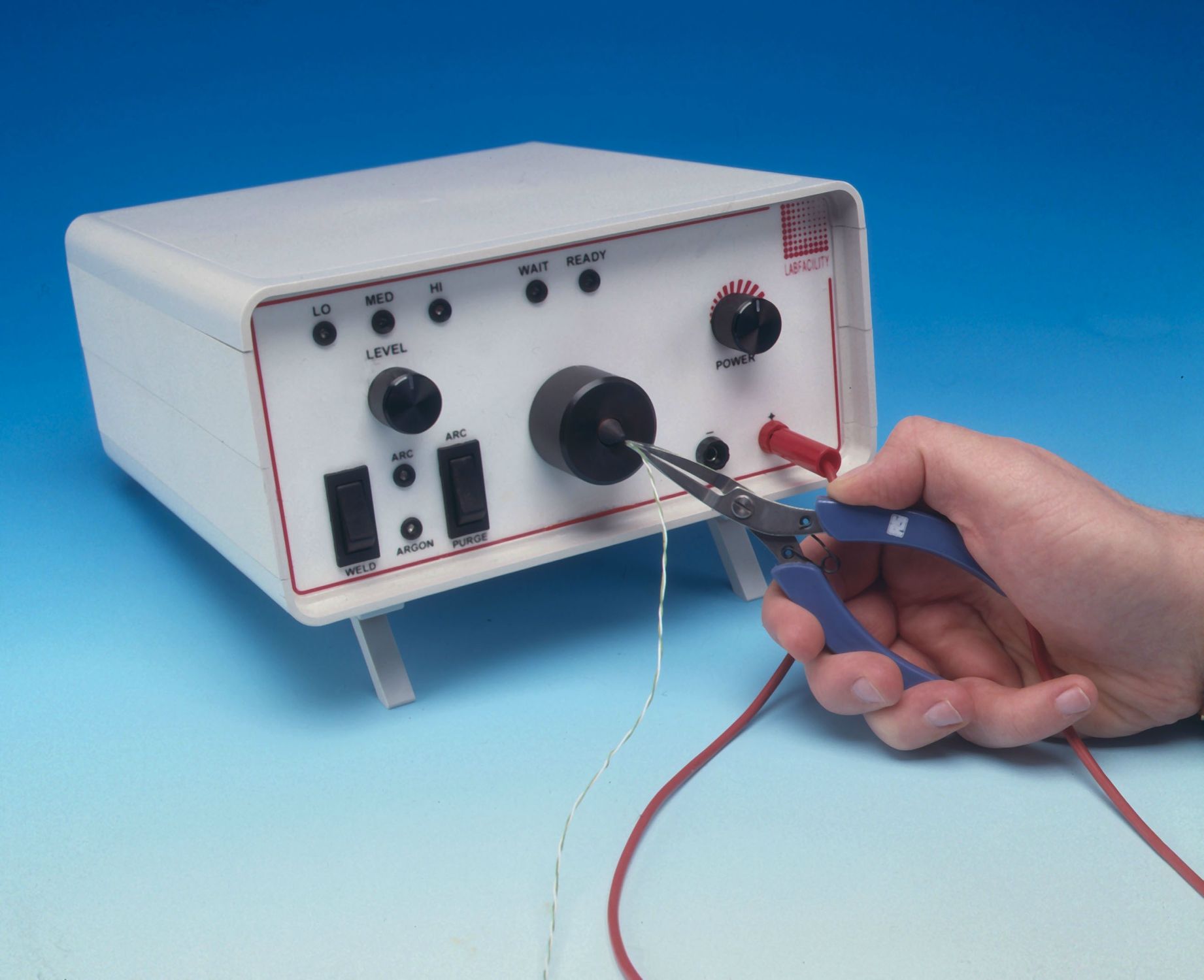
Сварка термопар
- Создание прочных и надежных соединений термопар
- Сварка термопар с образцом для измерения
- Дуговая импульсная сварка
- Сварка сопротивлением 900 25
Термопарная сварка различных типов:
- Тип K — Никель-хром / никель-алюмель
- Тип J — Железо/Константан
- Тип T — Медь/Константан
- Тип E — Никель-Хром/Константан
- Тип N — Nicrosil / Nisil
- Тип S — Платина Родий 10 % – Платина
- Тип R – Платина Родий –13 % / Платина
- Тип B – Платина Родий – 30 %/ Платина Родий-6 %
- MI Кабельная сварка
Тип J и тип K с импульсно-дуговой сваркой Orion (Micro TIG)
Есть вопросы? Обратная связь? на базе программного обеспечения для онлайн-чата Olark
Предметы: 1–2 из 2
Показать: 12
- 12
- 24
- 48
- 96
- 192
- 384
- 768
Сварочный аппарат для термопар TC-WELDER
- Питание от 110 В переменного тока, 220 В переменного тока или от встроенной батареи (аналогичные модели конкурентов рассчитаны только на 110/220 В переменного тока)
- Простота использования даже без опыта изготовления термопар
- Производство термопар коммерческого класса
- Экономичная цена с полным набором функций
- Может использоваться с аргоном или без него
- Включает все аксессуары
- Техническая поддержка в США
Не обманывайтесь низкой ценой: IOThrifty TC-WELDER — это полнофункциональный аппарат для точечной сварки, используемый для изготовления термопар. Мы видели сварочные аппараты, рекламируемые в три-четыре раза дороже, но с менее впечатляющим набором функций. С помощью термопарного сварочного аппарата TC-WELDER вы можете создавать профессиональные сварные швы даже без предварительного опыта. TC-WELDER прост в использовании; просто возьмитесь за провода термопары прилагающимися сварочными клещами и прикоснитесь выводами термопары к угольному электроду, чтобы выполнить профессиональную сварку термопары.
Мы видели сварочные аппараты, рекламируемые в три-четыре раза дороже, но с менее впечатляющим набором функций. С помощью термопарного сварочного аппарата TC-WELDER вы можете создавать профессиональные сварные швы даже без предварительного опыта. TC-WELDER прост в использовании; просто возьмитесь за провода термопары прилагающимися сварочными клещами и прикоснитесь выводами термопары к угольному электроду, чтобы выполнить профессиональную сварку термопары.
Сварка с аргоном или без него
В процессе сварки дополнительно используется аргон. Газ аргон действует как экран, изолирующий сварной шов от атмосферы. Сварочный аппарат можно использовать как с аргоном, так и без него. Чтобы использовать газ аргон, подсоедините газовую линию к задней части сварочного аппарата и вручную подайте газ с помощью прилагаемого ножного переключателя. Сварщик также имеет автоматический режим, который автоматически подает аргон при сварке.
Питание от сети переменного тока или батареи (большинство конкурирующих моделей работают только от сети переменного тока)
Сварочный аппарат поставляется с опциями питания. Он принимает 110 В переменного тока или 220 В переменного тока. В комплект поставки сварочного аппарата входит шнур питания на 110 В переменного тока, но можно использовать и стандартный шнур на 220 В переменного тока. Сварочный аппарат также содержит внутреннюю батарею, которая заряжается от сети переменного тока. При отключении от сети переменного тока питание батареи можно использовать для сварки за сваркой.
Он принимает 110 В переменного тока или 220 В переменного тока. В комплект поставки сварочного аппарата входит шнур питания на 110 В переменного тока, но можно использовать и стандартный шнур на 220 В переменного тока. Сварочный аппарат также содержит внутреннюю батарею, которая заряжается от сети переменного тока. При отключении от сети переменного тока питание батареи можно использовать для сварки за сваркой.
Светодиодный индикатор нагрева для воспроизводимых результатов
Светодиодный индикатор нагрева на передней панели TC-WELDER позволяет установить мощность, используемую для сварки. Этот визуальный индикатор позволяет легко регулировать мощность для различных размеров и типов проволоки, чтобы обеспечить стабильные и воспроизводимые сварные швы.
Включает в себя все необходимое для начала работы
В комплект TC-WELD входят все принадлежности, необходимые для начала сварки термопарами. Он включает в себя сварочные клещи, защитные очки, сварочный зажим, ножной переключатель, запасной угольный электрод и шнур питания 110 В переменного тока. Провод термопары и газ аргон не включены.
Провод термопары и газ аргон не включены.
Функции сварщика
|
1 |
Кнопка питания — когда переключатель включен, кнопка питания имеет два состояния: светится или не светится. Когда свет горит, это означает, что сварочный аппарат работает от сети переменного тока. Если индикатор не горит, сварочный аппарат работает от внутренней аккумуляторной батареи, |
|
2 |
Кнопка AUTO/MAN – автоматическое или ручное управление потоком аргона. Если установлено значение АВТО, подача аргона активируется автоматически при выполнении сварки. В режиме MAN (ручной) переключатель REMOTE используется для активации потока аргона аргона. Рекомендуется ручной режим. |
|
3 |
Кнопка DISCH – Кнопка сброса. Когда энергия сварки снижается, кнопка DISCH используется для разрядки внутреннего конденсатора и сброса избыточной энергии. |
|
4 |
Порт зажима электрода — к этому порту подключается прилагаемый зажим, который можно использовать вместо встроенного сварочного электрода. |
|
5 |
Индикатор ГОТОВНОСТИ — когда индикатор горит, сварочный аппарат готов к работе. |
|
6 |
Индикатор WAIT — когда этот индикатор горит, это указывает на то, что сварочный аппарат выполняет зарядку и не находится в состоянии сварки. |
|
7 |
Индикатор BAT — Когда индикатор горит, это означает, что заряд батареи недостаточен. Пожалуйста, зарядите или подключите внешний источник питания. |
|
8 |
Выходной порт OUT — этот порт используется для подключения входящих в комплект поставки сварочных клещей для проведения операции сварки. |
|
9 |
Порт REMOTE — используется для подключения прилагаемого ножного переключателя, который управляет потоком аргона, когда переключатель AUTO/MAN находится в состоянии MAN. |
|
10 |
Сварочный электрод – Электрод и защитный кожух, используемые для сварки. |
|
11 |
Индикатор мощности сварки – Отображает в режиме реального времени уровень мощности сварки. |
|
12 |
Ручка LEVEL – используется для регулировки тепловой энергии сварки. Поскольку провода термопары разного размера требуют разного уровня нагрева, можно регулировать количество тепловой энергии. |
 Удерживайте кнопку, пока не загорится индикатор WAIT. Счетчик HEAT также будет меняться в режиме реального времени. Пожалуйста, используйте эту кнопку с осторожностью. НЕ удерживайте кнопку после того, как загорится индикатор ожидания, так как это может привести к повреждению сварочного аппарата.
Удерживайте кнопку, пока не загорится индикатор WAIT. Счетчик HEAT также будет меняться в режиме реального времени. Пожалуйста, используйте эту кнопку с осторожностью. НЕ удерживайте кнопку после того, как загорится индикатор ожидания, так как это может привести к повреждению сварочного аппарата. 
| Загрузки |
|
Руководство пользователя TC-WELDER TC-WELDER Спец. Похожие записи
|
