Что такое сварочный осциллятор. Как работает осциллятор для сварки. Какие бывают виды осцилляторов. Где применяются сварочные осцилляторы. Можно ли сделать осциллятор своими руками.
Что такое сварочный осциллятор и для чего он нужен
Сварочный осциллятор — это устройство, предназначенное для облегчения зажигания и стабилизации горения сварочной дуги. Основные функции осциллятора:
- Обеспечение бесконтактного зажигания дуги
- Поддержание стабильного горения дуги при малых токах
- Стабилизация дуги при сварке на переменном токе
Осциллятор генерирует высокочастотные импульсы высокого напряжения, которые ионизируют воздушный промежуток между электродом и деталью, облегчая возникновение и горение дуги. Это особенно важно при сварке цветных металлов и тонколистовых материалов.
Принцип работы сварочного осциллятора
Принцип действия осциллятора основан на генерации высокочастотных импульсов высокого напряжения. Основные этапы работы:
- Трансформация входного напряжения в высокое (до 3-6 кВ)
- Формирование высокочастотных колебаний (150-500 кГц)
- Генерация коротких импульсов высокого напряжения
- Подача импульсов в сварочную цепь параллельно основному току
Высоковольтные высокочастотные импульсы ионизируют воздушный промежуток, создавая проводящий канал для основного сварочного тока. Это обеспечивает легкое зажигание и стабильное горение дуги.
Основные виды сварочных осцилляторов
Осцилляторы для сварки бывают следующих основных типов:
По принципу действия:
- Импульсного типа — генерируют короткие импульсы при зажигании дуги
- Непрерывного действия — работают постоянно в процессе сварки
По способу подключения:
- Параллельного включения — подключаются параллельно сварочной цепи
- Последовательного включения — включаются последовательно в сварочную цепь
По назначению:
- Для аргонодуговой сварки неплавящимся электродом
- Для сварки плавящимся электродом на переменном токе
- Универсальные
Выбор типа осциллятора зависит от вида сварки, свариваемых материалов и других факторов.

Применение сварочных осцилляторов
Основные области применения осцилляторов в сварке:
- Аргонодуговая сварка цветных металлов и нержавеющих сталей
- Сварка тонколистовых материалов на малых токах
- Сварка алюминия и его сплавов на переменном токе
- Плазменная резка металлов
- Повышение стабильности горения дуги в сложных условиях
Использование осциллятора позволяет значительно повысить качество сварки, особенно при работе с капризными материалами и на малых токах.
Можно ли сделать сварочный осциллятор своими руками
Изготовление самодельного осциллятора для сварки вполне возможно, но требует определенных знаний и навыков в электронике. Основные этапы изготовления:
- Разработка принципиальной схемы
- Подбор и приобретение необходимых компонентов
- Изготовление печатной платы
- Монтаж и пайка электронных компонентов
- Намотка высокочастотного трансформатора
- Сборка устройства в корпус
- Настройка и тестирование
При самостоятельном изготовлении важно соблюдать меры безопасности, так как осциллятор генерирует высокое напряжение. Для многих сварщиков проще и надежнее приобрести готовый заводской осциллятор.
Преимущества использования сварочного осциллятора
Применение осциллятора дает сварщику следующие преимущества:
- Легкое и стабильное зажигание дуги без касания электродом детали
- Возможность сварки на малых токах без обрывов дуги
- Повышение качества сварных соединений
- Снижение разбрызгивания металла при сварке
- Увеличение производительности сварочных работ
- Снижение износа вольфрамовых электродов
Все это делает осциллятор незаменимым устройством при сварке цветных металлов, нержавеющих сталей и тонколистовых материалов.
Техника безопасности при работе с осциллятором
При использовании сварочного осциллятора необходимо соблюдать следующие меры безопасности:
- Использовать средства индивидуальной защиты (перчатки, маска)
- Не касаться оголенных частей сварочной цепи при включенном осцилляторе
- Обеспечить надежное заземление сварочного оборудования
- Не работать с осциллятором в сырых помещениях
- Периодически проверять исправность изоляции проводов
- При обслуживании отключать осциллятор от сети
Соблюдение этих простых правил обеспечит безопасную и эффективную работу с осциллятором.
Осциллятор для сварки: принцип действия устройства, виды
В работе с электродуговой сваркой необходимо обладать определенным навыком. Он потребуется не только при формировании шва, но и уже на начальной стадии, когда происходит процесс розжига дуги. В классическом представлении дуга возникает в результате соприкосновения электрода с поверхностью металла. Чтобы 1 см воздуха стал проводником, необходимо приложить разность потенциалов примерно в 30 тысяч вольт. Естественно, такое напряжение слишком высоко даже для современных инверторов, поэтому единственной возможностью зажечь дугу является соприкосновение с постепенным удалением электрода.

Результат такой манипуляции напрямую зависит от мастерства сварщика, однако даже профессионалы не гарантируют того, что стабильная дуга образуется после первого соприкосновения.
Зачастую сварщик совершает колебательные движения держателем, выполняя при этом постукивания о поверхность детали с целью нарушения слоя окисла. Особенно явно такие сложности возникают при работе с цветными металлами. Если учесть то, что по регламенту сварка цветных металлов ведется малыми токами, то вероятность получить стабильную дугу резко снижается.

Избежать подобных проблем помогает устройство, более известное, как осциллятор для сварки. Он выступает в качестве дополнительного оборудования к источнику питания при ведении аргонодуговой сварки. Для его использования мастер обязан обладать достаточным объемом знаний, начиная от устройства и заканчивая способом подключения.
Принцип действия и назначение
Применение осциллятора позволяет обеспечить бесконтактный розжиг дуги, что существенно облегчает задачу сварщика, а также влияет на стабильность электрической дуги в процессе работы. Хотя мы отметили, что устройство является обособленным элементом, иногда оно интегрировано в сварочный инвертор, то есть, источник питания и осциллятор находятся в одном корпусе. При достаточном объеме знаний в области электроники и электричества возможно изготовление самодельного осциллятора. Именно на этом обычно концентрируют свое внимание читатели, так как экономия денежных средств всегда выглядит привлекательно.

Начнем с того, что сформулируем основную идею работы данного устройства. При работе сварочного инвертора на электроды подается напряжение 220 В. Если сварка ведется переменным током, то его частота составляет 50 Гц. «Поверх» этого напряжения в импульсном режиме подается высокая разность потенциалов и высокая частота. Количество таких импульсов, как правило, невелико. Добавочный высокочастотный ток должен лишь разжечь дугу. На это уходят доли секунды. Для качественно оценки следует подчеркнуть, что амплитуда колебаний напряжения достигает 6 кВ, а частота при этом составляет 500 кГц. Но за счет малой продолжительности импульса мощность электрического тока не превышает 300 Вт.
Среди пользователей возникает лаконичный вопрос: «Может ли осциллятор генерируемым током проводить сварку металлов?». Действительно, это было бы логично, однако низкая мощность не позволяет расплавить металл и присадку, поэтому импульс используется исключительно для пробоя воздушного зазора. В задачи сварщика входит лишь приближение электрода на расстояние примерно 5 мм и нажатие кнопки. В осцилляторах интегрированного типа кнопка локализуется прямо на держателе. Длительность импульса соответствует времени удержания кнопки. Далее сварка проводится в обычном режиме.

Высокочастотный ток протекает через диэлектрик (воздух) после активной ионизации. Практически моментально возникает дуговой разряд. Одновременно ионизированный воздух становится проводником, и основной ток сварочного аппарата течет, образуя электрическую дугу. Если процесс сварки автоматизирован и инвертор обладает микропроцессором, то осциллятор в процессе формирования шва автоматически включается при необходимости, когда возникает тенденция гашения дуги. Примером может служить ситуация с перепадом напряжения или случайного движения руки сварщика в сторону. В результате работы осциллятора можно получить качественный и равномерный шов.
Устройство и работа
Если с назначением осциллятора разобраться не так сложно, то для понимания его работы потребуются некоторые знания в области физики. Первым делом необходимо понимать, что с помощью этого прибора мы получаем дистанционный розжиг дуги и в процессе сварки стабильную дугу, которая статична по отношению к изменяющемуся зазору между электродом и поверхностью металла.

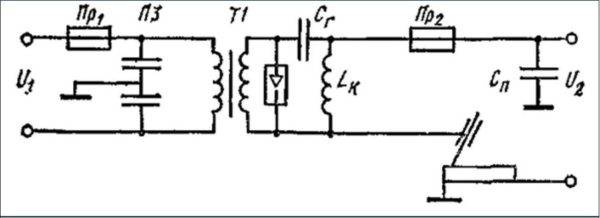
Осциллятор принципиально состоит из нескольких блоков:
- Повышающий трансформатор служит для преобразования амплитуды напряжения.
- Колебательный контур, имеющий классическое строение. Он состоит из конденсатора и катушки индуктивности. В этом контуре возникают высокочастотные колебания.
- Разрядник. Его основной элемент – воздушный зазор, в котором возникает искра.
Естественно, нами не учтены различные датчики, обеспечивающие автономность работы и систему контроля. При реализации интегрированной схемы, когда осциллятор является составной частью аргонодугового инвертора, устройство оснащено клапаном подачи газа. Последний управляется микропроцессором и подает аргон в нужный момент времени. Осциллятор оснащен системой безопасности, обеспечивающей бесперебойную работу электрической цепи, а также сохранность жизни и здоровья самого сварщика. От поражения электрическим током защищает конденсатор. В случае его пробоя в работу вступает плавкий предохранитель, размыкающий цепь при превышении силы тока.

Алгоритм работы осциллятора можно представить в виде последовательности процессов. Рабочее напряжение бытовой сети поступает на первичную обмотку повышающего трансформатора. После преобразования тока на вторичной обмотке индуцируется ЭДС заданной величины (5-6 тысяч вольт). На данный момент частота тока равна промышленной частоте, то есть, 50 Гц. К обмотке вторичной катушки подключен конденсатор колебательного контура. Он начинает заряжаться, но так как собственная частота колебательного контура превышает частоту тока на обмотке, то в контуре возникают колебания. Изначально контур разомкнут, но пробой в разряднике играет роль своеобразного ключа и замыкает цепь. Колебания тока в контуре поступают на электрод.
Одним из примечательных свойств конденсатора является пропускание переменного электрического тока. Емкостное сопротивление с повышением частоты уменьшается. Блокировочный конденсатор является препятствием для низкочастотного тока, которым питается сам инвертор, однако пропускает высокочастотный ток. Таким образом, обеспечивается защита осциллятора от короткого замыкания.
Виды, подключение
По принципу работы устройства делятся на два типа:
- Осцилляторы непрерывного действия.
- Осцилляторы импульсного действия.

При работе осциллятора первого типа сварочный ток суммируется с высокочастотным током высокого напряжения. Зажигание дуги происходит без непосредственного контакта электрода с поверхностью металла. При малом значении силы тока дуга остается стабильной. Исключается разбрызгивание металла и поражение сварщика электрическим разрядом. Такой осциллятор может быть включен в сеть последовательно или параллельно. При последовательном соединении устройство включается в разрыв кабеля электрода. Подобное подключение позволяет использовать осциллятор более эффективным образом. Нет потери энергии на обеспечение защиты от высокого напряжения.
Импульсный осциллятор подключается параллельно и используется преимущественно в тех случаях, когда требуется вести сварочные работы переменным током. Вся сложность заключается в том, что устройство должно реагировать на смену полярности, причем за минимальное время. Поддержать дугу, повысив ее стабильность, может только ток высокой частоты импульсного типа. Если применить при такой сварке аппараты непрерывного действия, то дуга будет получена без особых проблем, однако повторное ее зажигание уже невозможно, то есть осциллятор будет выполнять только одну свою функцию.
Наличие в схеме конденсаторов позволяет сделать более функциональное устройство. Накопленный электрический заряд позволяет производить повторные импульсы и поджигать дугу в процессе формирования шва, если сварщик случайно отклонил электрод на большое расстояние. В схеме устройства без обратной связи не обойтись. Именно управляющая система обеспечивает синхронизированный разряд конденсатора.
виды и характеристики, принцип работы, схема сборки своими руками
Без сварочных работ трудно представить современный мир. Даже в быту время от времени приходится выполнять некоторые сварочные работы. Для облегчения сварочного процесса нержавейки или цветных металлов необходим осциллятор.
Этот аппарат может зажигать электрическую дугу без контакта с поверхностью детали и поддерживать горение, необходимое для сварки. Для бытовых нужд необязательно приобретать промышленное изделие, поскольку вполне можно собрать осциллятор своими руками в условиях дома или небольшой мастерской.

Принцип работы осциллятора
При сварках где участвуют цветные металлы обычно применяют аргонодуговые аппараты, в которых вольфрамовые электроды подплавливают края и создают своеобразную ванну. Алюминиевый материал и нержавеющую сталь сшивают, когда источником напряжения и тока является инвертор.
В любых случаях наблюдается одна и та же проблема — первоначальное разжигание дуги. При работе с цветными металлами постукивают электродом по поверхности, в результате чего образуются трещины и следы, которые требуют дальнейшей обработки. Осциллятор — это то, что нужно для аргонной сварки.
Если лист металла тонкий, то при работе на небольших токах дуга постоянно тухнет. Неоднократное и постоянное её возбуждение забирает рабочее время. Для предотвращения подобных ситуаций тоже необходим осциллятор.
Сборка этих приборов может быть разная, но все они необходимы для возбуждения сварочной дуги между электродом и изделием на расстоянии около пяти миллиметров. Осциллятор размещают между источником тока и горелкой с электродом из вольфрама.
Принцип работы заключается в изменении входящего напряжения в высокочастотные короткие импульсы. Эти импульсы суммируются со сварочным током и принимают активное участие в розжиге. Можно собрать такой осциллятор для инвертора своими руками.
Эти устройства могут питаться от переменного или постоянного тока и повышают как значение напряжения, так и частоту электротока. Если на вход прибора подать напряжение 220В с частотой тока в 50 Герц, то на выходе получится напряжение от 2500 до 3000В при частоте от 150 000 до 300 000 Герц. Полученные импульсы имеют продолжительность десятков микросекунд.
Номинальная мощность таких устройств примерно 250–350 Ватт.
Функциональная схема
Технические характеристики каждого прибора зависят от его конструкции и свойств элементов на схеме. Принципиально агрегат состоит из таких элементов:
- Колебательный контур. Он собран из индуктивной катушки и конденсатора. Катушка представляет собой вторичную обмотку трансформатора высокой частоты. Сам контур генерирует необходимые искры.
- Разрядник.
- Катушки дроссельные. Их количество — две единицы.
- Высокочастотный повышающий трансформатор. Он преобразует входные параметры напряжения в высокочастотные колебания.

Прибор также содержит вспомогательные электрические детали, которые отвечают за безопасность использования агрегата. Это защитный конденсатор, предохраняющий работника от поражения электрическим током и предохранитель.
Предохранитель должен срабатывать при коротком замыкании и пробое конденсатора.
Входное напряжение, проходя через обмотки повышающего трансформатора, проходит через колебательный контур и начинает зарядку конденсатора. Затем, после зарядки последнего до необходимой ёмкости, происходит разряд и возникает пробой. Пробой вызывает короткое замыкание колебательного контура, вследствие которого возбуждаются резонансные колебания. Ток высокой частоты, создающий эти колебания, через защитный конденсатор и обмотки катушки доходит до сварочной дуги.
Защитный конденсатор свободно пропускает высокочастотный ток, который отличается также большой величиной напряжения. Но этот блокировочный конденсатор не способен пропускать ток низкой частоты, так как обладает большим сопротивлением. Это свойство мешает пройти низкочастотному току от сварочного прибора и является надежной защитой от короткого замыкания.
Последовательность процесса сварки
Невзирая на некоторые отличия в сборке, использование устройств этого класса проходит по одному сценарию. Можно так представить последовательность работы прибора:
- Сварщик на горелке нажимает кнопку «Пуск».
- Выпрямитель на входе получает напряжение из сети, выпрямляет и отправляет на накопитель.
- Накопительный узел заряжается.
- После срабатывания накопительного конденсатора, освобождается импульс.
- Импульс поступает на высокочастотный трансформатор и преобразовывается в высоковольтный импульс.
- Одновременно срабатывает клапан газа и выходит аргон из аргонно содержащей камеры.
- После короткого разряда тока, дуга зажигается в газовом облаке и начинается процесс сварки.
- Когда начинает работать сварочный ток с силой, превышающей пять ампер, то импульс затухает. Происходит процесс сварки с установленными на аппарате значениями. При потере контакта возникает следующий импульс для возрождения дуги.
- Когда сварка заканчивается, прибор завершает процесс.
При изготовлении аргоновой горелки своими руками, конструкция может быть упрощена и прибор становится полуавтоматом. В этом случае при случайном завершении процесса сварки надо вручную включать бесконтактный поджиг, нажимая кнопку «Пуск».
Виды осцилляторов
Устройства этого типа в зависимости от вида работ, могут быть кратковременного или постоянного действия. Таким образом, осцилляторы делятся на:
- Устройства непрерывной работы.
- Аппараты с импульсным питанием.
При сварке тонких листовых материалов лучше подходит прибор постоянного действия, так как розжиг будет производиться сразу при поднесении к заготовке. В процессе сварки горение будет ровное и все время поддерживаться. В результате получится чистый и аккуратный шов.
Для безопасности рекомендуется последовательное соединение устройства. Если предусмотрено параллельное подключение, то надо установить защиту от напряжения. При выполнении работ с алюминием, которые выполняются исключительно на переменном токе, применяют импульсные аппараты.
Сборка в бытовых условиях
Для сборки прибора аргонной сварки своими руками из инвертора чаще всего используют распространенную и несложную схему.

В этой схеме главным элементом является повышающий трансформатор. Именно он увеличивает величину стандартного напряжения до трёх тысяч вольт. Самым проблемным узлом при сборке этого устройства является разрядник, который вырабатывает сильную искру. Разрядник и катушка индуктивности обеспечивают главное — они генерируют затухающие высокочастотные импульсы, которые зажигают дугу и поддерживают равномерное горение. Катушка и разрядник совместно с блокировочным конденсатором образуют узел колебательного контура.
Самодельные аппараты тоже могут быть выполнены по двум различным схемам. Они могут быть импульсного или непрерывного действия. Приборы, использующие принцип непрерывного действия менее эффективны и в их конструкцию надо обязательно включать блок защиты от напряжения. Импульсные устройства считаются лучше, удобнее и производительнее.
Основной деталью узла управления является кнопка. Она выполняет две функции: включение разрядника и контролирование подачи защитного газа в область сварки. Первичными данными при самостоятельной сборке являются детальные ответы на следующие вопросы:
- Применение для алюминия или нержавейки.
- Вид электрического тока — переменный или постоянный.
- Какое напряжение предусматривается.
- На какую мощность будет рассчитан прибор.
- Какая величина вторичного напряжения.
Сборка деталей производится на прямоугольной плате. Слева обычно располагается трансформатор высокой частоты, блок управления и предохранительный узел. В центральной части логично расположить разрядник с конденсатором колебательного контура и блокировочный конденсатор. Последний становится преградой для низкочастотного тока на пути к сварке. Место справа остается для дросселя.
Трансформатор выбирают исходя из потребностей по величине тока во вторичной обмотке. При этом катушку индуктивности лучше сделать сдвоенной. Тогда напряжение и величина тока оказываются более стабильными, а защита аппарата надежнее. Контуры подобны друг другу и состоят из:
- Конденсатора, запас которого по напряжению в первой части должен быть не менее 500В и 5–6 кВ для второй. Емкость первого конденсатора должна составлять не менее 0.3 мФ, а второго до 1 мФ.
- Варистора с напряжением во вторичной обмотке около 90–100 В (для первого каскада) и до 140–150 В во второй линии.
- Катушки индуктивности. Обе катушки имеют ферритовый стержень с намотанной на него медной проволокой сечением около 20 миллиметров квадратных с зазором не менее 0.8 миллиметров. В первом каскаде количество витков от семи, а во втором — меньше. Катушка второго каскада является фильтром и защитой от колебаний тока. Ток различной амплитуды может привести к нестабильному горению.
Для разрядника находят плату с ребрами теплоотвода. Эта плата охлаждает при срабатывании разряда. Электроды из вольфрама иногда заменяют на обычные. Главное, чтобы их диаметр составлял не менее двух миллиметров. Кончики электродов должны быть строго параллельны. При помощи специального винта делают возможной регулировку расстояния между электродами.
Чтобы получить максимальную стабильность, ко второй обмотке второго каскада подключают катушку от любого электрошокера. Для этого в схему устройства приходится подключать аккумулятор напряжением в шесть вольт. Он обеспечивает питание этой катушки.
Наличие аккумулятора не дает забыть, что время от времени всё устройство нужно осматривать и проводить регламентные работы. Первый каскад подключается к инвертору, а второй предназначен для сварочной горелки и заготовки, которую надо сварить. Корпус прибора должен иметь вентиляционные отверстия и быть влагозащищенным.
Правила эксплуатации
Применение осцилляторов несложно, но требует выполнения ряда правил. Тогда работа с прибором становится безопасной, удобной и продуктивной. Правила использования следующие:
- Применение этих устройств разрешено как в помещениях, так и на воздухе.
- В случае обильного снегопада или дождя лучше воздержаться от включения прибора при работе на улице.
- Температурный режим окружающей среды должен быть от -10 до +40 градусов по Цельсию.
- Влажность воздуха не должна быть больше 98%.
- Крайне не рекомендуются работать со сварочным аппаратом в помещениях где сильно накопилась пыль или едкие газы способные повредить металл или изоляцию.
- Обязательно перед включением нужно убедиться в наличии заземления.
- Защитный кожух прибора можно снимать только в выключенном состоянии. Во время сварки кожух должен быть надет.
- На рабочей поверхности разрядника не должно быть следов нагара или грязи. В случае загрязнения нужно вычистить кончики разрядника тонкой наждачной шкуркой.
При сборке осциллятора для инвертора своими руками необходимо также соблюдать правила поведения с электрическими устройствами. Необходимо строго соблюдать основные правила сборки электрических схем и использовать только те детали, которые обладают нужными характеристиками.
Осциллятор для сварки: принцип работы и применение
При необходимости заварить швы с дефектами или сварить металлоконструкции из стали сварщики используют электроды с покрытием и инвертор, выдающий постоянный ток. Также в сварке нержавеющей стали часто применяются вольфрамовые электроды. Вне зависимости от выбранного электрода или модели сварочника часто возникает проблема правильного и быстрого розжига дуги. Чтобы решить эту проблему достаточно подключить в цепочку оборудования сварочный осциллятор.

В этой статье мы расскажем, что такое осциллятор в сочетании с остальным сварочным оборудованием, каков принцип действия и как применять его в своей работе.
Содержание статьи
Общая информация
Сварочный осциллятор для сварки алюминия или любого другого металла — это прибор, генерирующий ток высокой частоты. Благодаря этому току электрод лучше взаимодействует с поверхностью металла. Чтобы использовать осциллятор нужен сварочный аппарат и держатель электродов. В данном случае осциллятор устанавливается между ними. Наиболее известные модели осцилляторов: ОССД 300 и ОССД 400, ОП 240, ОП 400.

В целом, такие приборы работают по следующему принципу: осциллятор генерирует кратковременный электрический импульс, зажигая дугу. Импульс исчезает сразу после розжига дуги. При этом нет необходимости в физическом контакте электрода и поверхности металла. Со стороны этот импульс выглядит, как маленький разряд молнии между концом электрода и свариваемой поверхностью. Кстати, осциллятор можно сделать своими руками.
Устройство
Большинство осцилляторов, представленных в магазинах, имеют схожее строение и состоят из выпрямителя, конденсаторов (накапливающих заряд), источника питания, отдельного узла (отвечающего за генерирование электрического импульса) с колебательным контуром и разрядником, блока управления, датчика напряжения и повышающего трансформатора. В моделях для работы с аргоном также есть газовый клапан.
Принцип работы
Прибор не просто генерирует электрический импульс, он изменяет входящее напряжение, повышая его частоту и вольтаж. Весь этот процесс занимает секунду. Давайте подробнее остановимся на принципе работы осциллятора.

Сначала запускается электрическая цепь путем нажатия на кнопку горелки. Выпрямитель выравнивает поступающий ток, переводя его в однонаправленное состояние. Затем ток накапливается в конденсаторах. Впоследствии ток высвобождается и попадает в колебательный контур. Именно здесь повышается вольтаж. Если прибор предназначен для сварки аргоном, то одновременно открывается газовый клапан.
Образуется тот самый импульс, с виду напоминающий молнию. Он связывает конец электрода и поверхность свариваемого металла. К металлу предварительно подсоединяют кабель массы. Вот и все! Сварочный аппарат, включенный в эту цепь, позволяет сварить детали. А осциллятор сварочный (например, модель ОССД 300 или ОП 240, ОП 400) обеспечивает стабильное горение дуги.
Особенности
Существует несколько типов осцилляторов и все они применяются для конкретных задач. Но мы начнем с характеристик, которые объединяют все типы осцилляторов. Итак, все приборы способны преобразовывать ток до 5000В и повышать частоту до 500 кГц.
Теперь о различиях. Существует осциллятор для сварки алюминия или любого другого металла, который работает непрерывно. Благодаря непрерывному действию обеспечивается стабильное горение дуги. К этому типу относится большинство современных приборов, продающихся в магазине. Такой осциллятор следует подключать последовательно, чтобы избежать повышенного напряжения, из-за которого вы можете пострадать. Не забывайте соблюдать технику безопасности на рабочем месте. С помощью таких приборов можно вести сварку с использованием малого значения тока и легко разжигать дугу. Зачастую такой осциллятор устанавливают на сварочный инвертор или трансформатор, для работы с электродами с покрытием.

Также есть осцилляторы для бесконтактного возбуждения дуги при сварке с использованием аргоновых аппаратов. Они отличаются тем, что имеют газовый клапан. Обычно сварку аргоном производят с помощью вольфрамовых электродов, которые могут часто тупиться при поджиге методом постукивания. Из-за этого шов получается неаккуратным и неровным, а дуга горит нестабильно. Вы, конечно, можете постоянно затачивать электрод, но мы все же рекомендуем использовать осциллятор.
Применение
Начинающие сварщики часто пытаются зажечь сварочную дугу методом постукивания или чирканья, даже если это требует массу времени и сил. Упростите себе задачу, ведь осциллятор сварочный специально разработан, чтобы без труда возбудить дугу и сварить цветные металлы. Вы без труда сделаете качественный и прочный шов на деталях из нержавеющей стали или алюминия. Также осцилляторы устанавливают на сварочный аппарат, предназначенный для плазменной резки.
Также прибор можно применять при сварке тонких металлов. Достаточно установить минимальное значение тока в инверторе и включить в цепь осциллятор. Дуга не будет прерываться даже на крайне маленьких значениях тока, что особенно удобно при сварке непрерывных длинных швов.
Вместо заключения
Сварка с осциллятором (например, с моделью ОССД 300 или ОП 240) упрощает и ускоряет сварочные работы, экономя расходники. Не нужно беспокоиться о стабильности горения дуги и о том, как быстро зажечь ее. Особые умельцы могут сделать осциллятор своими руками. Испробуйте осциллятор сварочный и поделитесь своим опытом в комментариях к нашей статье. Желаем удачи!
[Всего: 2 Средний: 2/5]схема подключения и изготовление своими руками
На чтение 6 мин. Просмотров 4.9k. Опубликовано Обновлено
Цветные металлы и нержавейка – вот контрольные слова во время тяжелых раздумий типа «вот только осциллятора мне не хватало для полного счастья». С ответственностью заявляем: не будет вам полного счастья с дугой, если вы варите нержавейку, алюминий или цветные металлы. . Даже с правильными электродами и серьезным опытом в сварочном деле.
Дуга будет вас подводить: или трудный розжигом, или нестабильностью и способностью тухнуть в самое неподходящее время. А вольфрамовый электрод будет к тому же липнуть. Справится с этими бедами поможет только один аппарат – осциллятор. Так что никуда вам от него не деться. Придется купить или сделать своими руками.
Хороший осциллятор стоит немалых денег, поэтому, если вы занимаетесь сваркой время от времени, есть смысл разобраться в его устройстве, чтобы сделать его своими руками.
Принцип устройства и работы осциллятора
Схем таких аппаратов много. Но набор принципиальных блоков один и тот же.
 Как происходит аргонная сварка с осциллятором?
Как происходит аргонная сварка с осциллятором?Вот что он включает в себя:
- Трансформатор, повышающий напряжение: для преобразования входного сетевого напряжения 220 В и 60Гц в колебания более высокой частоты со значением до 250 кГц напряжения 5…6 кВ.
- Выходной трансформатор для передачи тока повышенных напряжения и частоты на выходные контакты сварочного аппарата.
- Генератор искрового типа с контактами в виде вольфрамовых электродов, который по своей сути является одноконтурным разрядником.
- Управляющий блок из газового клапана, стабилизатора, кнопки пуска и датчика тока.
- Специальный защитный блок для контроля превышения допустимой силы тока или напряжения.
Устройство и принципиальную схему устройства нужно выбирать в зависимости от интенсивности вашей работы с его помощью. Если в планах ваших сварочных работ преобладает алюминий, который нужно варить при постоянном токе обратной полярности, то выбираем схему последовательного подключения – это будет осциллятор для сварки алюминия.
Если вы работаете с нержавейкой, ваша схема должна быть с параллельным подключением.
[box type=”info”]Осцилляторы для сварки с последовательным и параллельным подключением принципиально различаются. В с последовательным подключением входит только один трансформатор с двумя обмотками: первичной с предохранителем и двумя конденсаторами и вторичной с разрядником и колебательным контуром из катушки индуктивности и конденсатора.[/box]Система осциллятора для сварки с параллельным подключением намного сложнее и требует наличия двух трансформаторов. В первом из них первичная обмотка состоит из двойного колебательного контура, а вторичная включает в себя разрядник и является первичной обмоткой второго трансформатора высокочастотного типа.
Именно от него подается электрического питание дуги. Такую схему не только сложно собрать и регулировать, она должна быть защищена от напряжения, превышающего предельные нормы.
Осциллятор своими руками
Несмотря на то, что на рынке предлагаются сварочные осцилляторы самых разных моделей, может возникнуть необходимость соорудить самостоятельно. Реализация такой идеи вполне реальна, сделать это устройство своими руками – задача не из самых простых, но и не бином Ньютона.
Для начала убедитесь в том, что сварочный осциллятор своими руками вам действительно нужен и рентабелен.
 Схема подключения осциллятора.
Схема подключения осциллятора.Вот какие факторы помогут вам в этом:
- Вы собираетесь варить нержавейку, алюминий или цветные металлы.
- Вы используете постоянный или переменный ток с напряжением.
- Мощность тока не превышает 250 Вт.
- Вторичное полученное напряжение должно быть равно или выше 2500 В.
Если у вас есть сварочный преобразователь, работа пойдет намного легче: ваш постоянно будет подключаться к сварочной сети последовательно, что значительно проще. Кроме того, дуга будет вести себя намного лучше.
Она будет устойчиво гореть, и ее можно будет поджигать без контакта со свариваемой поверхностью вне зависимости от силы тока.
[box type=”fact”]Осциллятор лучше собирать на прямоугольной плате. Высокочастотный трансформатор в компании с предохранителем и цепью управления размещаем слева, дроссель – справа. А в центре установим два конденсатора: колебательного контура и второй блокировочный для изоляции тока низкой частоты от всей сварочной цепи.[/box]Подобрать оптимальный трансформатор помогут характеристики тока, которые требуются во второй обмотке. Катушка индуктивности должна быть сдвоенной – так надежнее. Если у вас последовательно соединены два колебательных контура, ток и напряжение будут стабильными.
 Электрическая схема прибора.
Электрическая схема прибора.Колебательные контуры должны быть одинаковыми и должны состоять из следующих компонентов:
- конденсатора;
- варистора напряжения;
- катушки индуктивности из ферритового стержня.
Разрядник требует особой жесткой платы, так как при срабатывании температура должна понижаться. Вольфрамовые электроды должны быть не меньше 2-х мм в диаметре, их нужно разместить строго параллельно, для этого их торцуют. Ширина зазора между ними регулируется винтом.
Первый каскад подключаем к клеммам , а второй каскад – к сварочной горелке и свариваемой заготовке. Для высокой стабильности работы к вторичной обмотке второго каскада нужно подключить катушку с отдельным питанием от аккумулятора.
Обязательное требование – корпус должен быть устойчивым к влаге, и со специальными отверстиями для вентиляции.
Правила работы на самодельном осцилляторе
Понятно, что главные требования – это безопасность и надежность .
 Принципиальная схема осциллятора.
Принципиальная схема осциллятора.Для их соблюдения нужно:
- Проверять на постоянной основе работу блокировочного конденсатора. Если он будет не в порядке, вы можете получить травму от низкочастотного сварочного тока.
- Взять себе за правило заниматься регулировкой и настройкой устройства только при его отключении от сети.
- Счищать нагар с электродов, делать это постоянно.
- Частота импульсов от осциллятора не должна превышать 40 мкс: следить за этим.
Осциллятор для сварки своими руками – очень грамотное технологическое дополнение к вашему сварочному оборудованию, если вы занимаетесь сваркой специфических металлов: нержавейки и алюминия. Осциллятор можно купить, а можно сделать своими руками. Для этого нужны ясная голова, хорошие руки и наши советы.
Желаем надежных конденсаторов, параллельных электродов и качественных обмоток в ваших трансформаторах. И хороших заказов!
Как сделать осциллятор своими руками в домашних условиях
Многие начинающие сварщики сталкиваются с проблемой розжига дуги. Опытные мастера так же не прочь облегчить этот процесс. Чтобы сварка всегда начиналась ровно и стабильно, придуман осциллятор. Особенно он полезен при сварке нержавеющей стали или цветных металлов.
Осциллятор — что это такое и для чего нужен?
Назначение осциллятора – зажечь и стабилизировать сварочную дугу вне зависимости от условий сварки. Причем этот прибор одинаково эффективен на сварочных аппаратах как постоянного, так и переменного тока. Принцип действия основан на искровой генерации затухающих колебаний.
Схема осциллятора достаточно сложна с точки зрения техники настройки. Однако работает она по простым законам физики.
Основа прибора – повышающий трансформатор, работающий на стандартно низкой частоте. Со вторичной обмотки снимается напряжение порядка 2000-3000 вольт.
Далее вступает в работу колебательный контур, формирующий ток высокой частоты. Внутренние обмотки переходят в режим высокочастотного трансформатора. Частота преобразования 150-200 кГц, при этом напряжение поднимается до 6000 вольт.
Высоковольтный осциллятор, что это и как работает смотрите в этом видео
Вторичные характеристики говорят о безопасности осциллятора. Мощность составляет не более 250 Вт, а продолжительность эффективных импульсов – не более 10-30 микросекунд. При этом дуга возбуждается, а при контакте с человеком не протекает ток, опасный для жизни.
Важно! Зная эту особенность осцилляторов, многие сварщики легкомысленно подходят к соблюдению техники безопасности. Это недопустимо – преобразователь может дать сбой, и оператор получит электрическую травму.
По способу возбуждения дуги, есть два варианта работы осцилляторов
Непрерывного действия
Интегрированы в блок питания сварочного аппарата. Возбуждение дуги происходит за счет приложения тока высокой частоты непосредственно к силовым кабелям аппарата. После чего не важно, какой ток выдаст основной блок питания. Дуга все равно остается стабильной.
Импульсного действия
Подключаются последовательно к силовым кабелям. Система не такая сложная, нет необходимости в монтаже дросселей, шунтирующих высокое напряжение и защищающих сварочный аппарат. Эффективно работает со сварочниками переменного тока. Дуга стабильно горит при смене направления тока в каждом полупериоде.
Общий элемент – блокировочный конденсатор. Он подобран таким образом, что через него свободно протекает ток высокой частоты (формируемый осциллятором), а стандартный ток с блока питания блокируется. Эта схема гарантирует гальваническую развязку между осциллятором и трансформатором блока питания.
Сварочный осциллятор своими руками
Убедившись в полезности этого прибора, вы обязательно пожелаете его приобрести. Однако стоимость хорошего осциллятора может превысить цену вашего сварочного аппарата.
При постоянной занятости в роли сварщика, покупка целесообразна, поскольку устройство оптимизирует работу и ускоряет процесс сварки. А если вы расчехляете свой трансформатор несколько раз в году – имеет смысл изготовить самодельный осциллятор.
Подробно как сделать самодельный сварочный осциллятор — видео
Он будет не таким эффективным, как заводской, но качество дуги вырастает в разы. Особенно если у вас не очень качественные электроды.
Осциллятор для инвертора своими руками
Есть опробованная схема, для изготовления которой не придется разыскивать дефицитные детали. Несмотря на простоту исполнения – качество дугообразования ненамного хуже заводских аналогов.
Осциллятор подсоединяется к выходам силовых проводов (электрод и масса). Поскольку данная схема непрерывного действия – подключение параллельное. Можно установить плату внутри сварочного аппарата, соблюдая экранирование от импульсного блока питания. Если есть подходящий корпус – монтаж выполняется в виде отдельного блока.
Важно! Подключение к сети осуществляется только через трансформатор. Иначе, при отключении основного аппарата, осциллятор останется под напряжением. Это опасно.
После сборки схемы, ее необходимо настроить. Калибровка производится по состоянию и устойчивости дуги. Качество дугообразования настраивается подбором номинала тиристоров.
Еще один пример самодельного осциллятора для инвертора — видео.
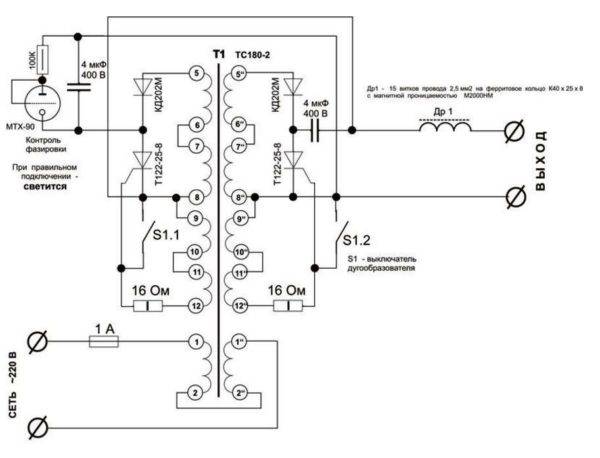
Дроссель Др 1 наматывается вручную. На кольцо R40 х 25 х 80 из феррита с магнитной проницаемостью М2000НМ, накручивается провод сечением 2,5 квадрата. Трансформатор Т 1 лучше использовать готовый. Отлично подходит строчный трансформатор от старых телевизоров с кинескопом. Например, ТС180-2.
Выключатель S1 размыкает высоковольтную дугу. Для безопасной смены электрода он должен быть разомкнут.
При подключении осциллятора невозможно угадать «полярность» (ноль-фаза). Для контроля правильности соединения используется индикатор МТХ-90. Он должен светиться.
Осциллятор для плазмореза делаем своими руками
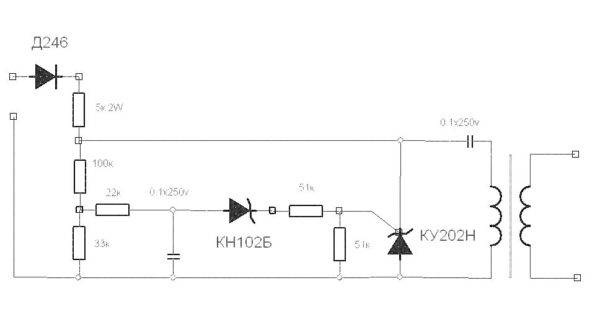
Для розжига плазмы в резаке достаточно напряжения 20000 вольт постоянного тока. Поэтому подойдет искровой осциллятор. Чтобы не создавать сложный повышающий трансформатор, проще использовать банальный умножитель напряжения. Сила тока не имеет значения. Схема компактная, и выполняется буквально из бросовых деталей времен СССР.

Осциллятор для плазмореза — видео рекомендации.
Важно! При намотке высоковольтного трансформатора обязательно обеспечьте изоляцию между обмотками. Несмотря на малую мощность, 20 к Вольт легко «прошьют» первичку, и выведут трансформатор из строя.
Чтобы витки обмотки не вибрировали под нагрузкой, трансформатор пропитывается эпоксидной смолой.
Накопительный конденсатор – капризная часть схемы. После перебора нескольких вариантов, лучше всего показал себя «кондер» от стартера для люминесцентных ламп.
Схема управления плазморезом и осциллятором
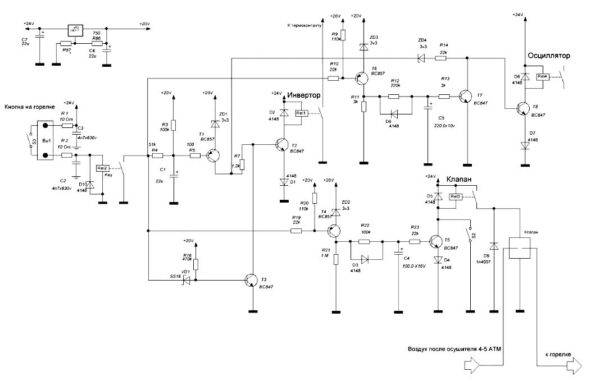
При замыкании стартовой кнопки S3 включается схема блока питания инвертора плазмореза. Одновременно подается питание на схему осциллятора.
Время его работы определено разрядом конденсатора С5. Затем закрываются транзисторы Т7 и Т8, питание осциллятора прекращается. Цикл длится 2-3 секунды, за это время дуга плазмореза становится устойчивой.
После размыкания кнопки S3 конденсатор С5 перезаряжается, и система готова к повторному циклу запуска плазмотрона.
Осциллятор из катушки зажигания
Наиболее доступная схема выполняется на автомобильной катушке зажигания.
Однако характеристики бобин не совсем подходят для такой цели. Поэтому требуется тщательный подбор остальных элементов схемы. Можно использовать несколько комбинаций из тиристоров, пока вы не убедитесь в уверенном возбуждении дуги. Несмотря на соблазн изготовить простой осциллятор – это не самая лучшая схема.
Схема осциллятора для сварки алюминия
Алюминий требует особых условий для сварки, особенно тяжело разжечь на нем качественную дугу. Снова требуется осциллятор, способный преобразовать переменный ток частотой 50Гц в приемлемые для сварки 1500 Гц.
Как и остальные приборы, осциллятор для сварки алюминия подключается параллельно инвертору
или работает с последовательной схемой
Вывод:
В зависимости от интенсивности использования вашего сварочника, вы можете приобрести осциллятор заводского исполнения, или выбрать одну из предложенных схем.
Насколько полезной была эта статья?
Нажмите на звезду, чтобы оценить!
Отправить рейтингСредний рейтинг / 5. Подсчет голосов:
принцип работы, применение, характеристики, как правильно выбрать
Когда у мастеров возникает потребность в том, чтобы сварить стыки которые не идеальны имеют коррозии наплывы или например большие стальные сооружения, при этом используют электроды, что имеют оболочку и аппарат с постоянным током.
Ещё в обиходе существуют вольфрамовые электроды, например для сварки стали, которая не подвержена процессу ржавления.
Но наибольшее количество вопросов возникает с тем, как сделать так, чтобы ваша дуга была стабильной, на это уже никак не влияет вид электрода.
Для решения этой извечной проблемы для сварщиков придуман осциллятор, вы просто должны подключить его ко всем остальным элементам цепочки, можно приступать к комфортной бесперебойной роботе.
Наша статья расскажет вам, как работает этот прибор подключенный в цепь сварочного аппарата, все его характеристики, краткие рекомендации по использованию.
Содержание статьиПоказать
Вводная часть
Как создать ток достаточной силы, когда мы свариваем такие виды металлов, как алюминий и другие- для этого предназначен осциллятор. Именно высокое напряжение тока позволяет электроду хорошо соединяться с видами металлов.
Но все начинается с типичного сварочного аппарата, и держателя электродов, тогда в эту цепочку можно прибавить осциллятор. Он должен быть расположен между держателем для электродов и самим аппаратом для сварки.
Самые популярные модели это ОССД300, ОСССД400 так же ОП400, ОП240.
Общей принцип роботы таких приспособлений в том, что прибор создает импульс электричества, который в свою очередь разжигает сварочную дугу. После того как дуга сформирована импульс прекращается.
В такие условиях совершенно не нужно что бы металл и сам электрод соприкасались. Такой импульс подобен к не большой молнии, что появилась между металлов и электродом. Что ещё очень приятно то, так это то что осциллятор можно соорудить самостоятельно.
Организация

Самый стандартный вид осциллятора, что представлен на полках магазинов, это такое себе приспособление из конденсаторов, что сохраняют энергию и выпрямителя.
Также в комплект входит блок питании, самостоятельного узла, который ответственный за образование импульса электричества с разрядником, и колебательным контуром, так же в это входит панель управления, и датчики, что показывают повышение падение в трансформаторе.
Главное про работу осциллятора

Задача такого аппарата не только в том что он образует импульс тока, но также он меняет напряжение, что входит, напряжение становится выше а за ним повышаться и вольты.
На это идут считаные микросекунды и получаете результат. Поговорим более углубленно о том как же, все таки он работает. Начинается все с того, что нужно пустить в роботу всю систему для этого есть кнопка сварочной горелки.
Тогда в силу входит выпрямитель, он делает ток равномерным, тогда весь ток меняет направление на общее для все. Далее конденсаторы собирают этот ток.
Далее ток освобождается в отправляется в колебательный контур. На этом этапе вольты поднимаются. Но возможно и такое развитие событий, когда открывается клапан газа, если вы выполняете сварку с помощью аргона.
Снова же появляется импульс, который так погож на маленькую молнию. Он объединяет электрод и металл далее происходит процес сварки. НО не забудьте перед тем прикрепить кабель массы к поверхности.
Настройка закончена. Ваш аппарат полностью подключен в цепь, готов к сварочной работе. А постоянную дугу вам гарантирует осциллятор моделей (ОССД300, ОП240 или же ОП400).
Особые характеристики
Среди осцилляторов для сварки также существует небольшой специализированный ассортимент, так что можно найти его для разнородных задач. Но конечно есть в них много общего, родовые особенности так сказать.
Начнем каждый осциллятор может перерабатывать ток до 5000 Ват и увеличивать частоту до 500 кГц.
Но все они различаются определёнными особенностями, есть специальные осцилляторы для роботы с алюминием или иными металлами, которым необходима непрерывная работа.
Именно эта его характеристика гарантирует стабильность. НА данный момент это самый популярный тип, его доля в магазинах наибольшая, он максимально универсален, практичен.
Но такой вид осциллятора может быть не безопасен для вас, если вы новичок и не правильно его подключите в общую систему, если подключить его без определенной последовательности, то возникнет скачет напряжения.
Помните, что ваша жизнь самое дорогое что вы имеет, так что лучше потратите лишние 2 минуты на правильное подключение.
Такой аппарат позволяет безпроблемно делать стабильную дугу даже при небольшом значении тока.
Чаще всего осцилляторы приспосабливают на сварочное оснащение или к трансформатору, если предстоит робота с покрытыми электродами.
Ещё существуют приборы для бесконтактного производства дуги, его применение распространено при работе с аргоновыми аппаратами. Их конструкция немного другая, у их присутствует газовый клапан.
Самый часто применяемый материал при таком виде сварки — это вольфрамовые электроды, их нельзя использовать не без контактно, потому что от легких ударов о метал они начинают тупиться.
Это значительно снижает качество шва, он может получиться не красивым, кривым, а дуга будет постоянно тухнуть.
Конечно всегда можно взять подточить электрод и он снова будет острым, но делать это рутинно не хочет никто, так что лучший выбор при таком виде сварки-это осциллятор.
Использование

Всем нам знакомо как ты безрезультатно стукаешь электродом по той злосчастной калитке, а результат мягко говоря не идеален, это типичное поведение новичков, которые пытаются разжечь дугу в такой насильнический метод, а это часто занимает много времени, сил.
Достаточно себя мучить, осциллятор специально придуман для того, чтобы сварочная дуга всегда была стабильной, хорошо сваривала цветные металлы.
У вас с легкостью получаться аккуратны прочные стыки, даже на поверхностях алюминиевых или же фрагментах из нержавейки.
Также осциллятор позволит вам комфортно заняться плазменной резкой. Он идеально подходит при сваривании сложных зон и истонченным металлом.
Просто не включайте очень сильный ток и подключите осциллятор, результат должен выйти не плохой. Дуга будет стабильна даже при маленькой мощности, а это очень полезно когда нужно сварить длинный участок, особенно на видном месте
Итог
Осциллятор моделей (ОССД300 или же ОП240) упростит процесс сварки в разы, сделает его дешевле, быстрее. Ваша сварочная дуга не будет прерываться, и гаснуть за секунды, когда вы ещё даже ничего толком не успели сделать.
Ведь это самая большая и неприятная проблема при роботе со сваркой, дуга постоянно тухнет и работа которую ты планировал сделать за пол часа растягивается на часы.
Также значительно принижается качество сварочного шва, возникают наплывы или просто не проваренные участки, которые не продержаться долгое время. Настоящие мастера даже научились делать такой прибор самостоятельно, но это точно не для новичков.
Попробуйте в эксплуатации осциллятор и поделитесь с нами своим опытом и особенностями работы. Пишите комментарии, делитесь статей. Всем успехов!
Осциллятор для сварки в аргоне, изготовленный своими руками по типовой схем
При работе с аппаратами электродуговой сварки возбуждение электрической дуги осуществляется соприкосновением электрода и заготовки. Не всегда зажечь дугу удается с первого касания.
Иногда для возбуждения дуги касание приходится заменять неоднократным постукиванием, чтобы пробить непроводящий слой окисла на поверхности заготовки.
Выполнение тонких сварочных работ с цветными металлами производится на малых токах, усугубляющих нестабильность зажигания дуги. Для решения проблем подобного рода используется так называемый осциллятор. Его используют при сварке в среде аргона, которая как раз и применяется к цветным металлам и сплавам.

Принцип работы
Осциллятор предназначен для бесконтактного розжига сварочной электрической дуги и поддержания ее стабильности в процессе дальнейшей работы. Прибор является дополнением к используемому аппарату электродуговой сварки, и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Основная идея применения осциллятора заключается в следующем. На электрод обычного сварочного аппарата поверх номинального напряжения сварки накладываются импульсы повышенного напряжения и частоты.
Амплитуда импульсов достигает 3000 – 6000 Вольт, частота – от 150 до 500 кГц. Эти высокочастотные импульсы имеют очень малую длительность, мощность сигнала составляет 200 – 300 Ватт.
Такая мощность импульсов слишком мала, чтобы они могли служить генератором сварочного тока, их роль заключается в кратковременном электрическом пробое воздушного промежутка.
 Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Нажимает кнопку, которая обычно располагается в удобном месте держателя электрода (или горелки, как называют держатель электрода в аргонодуговых аппаратах), запуская осциллятор.
Электрические импульсы высокой частоты напряжением несколько киловольт мгновенно ионизируют воздушный промежуток, который при этом пробивается тонким разрядом. Поскольку ионизированный воздух становится электропроводящим, по нему начинает протекать сварочный ток основного аппарата, то есть, загорается полноценная сварочная дуга.
Далее в процессе работы импульсы, генерируемые осциллятором, поддерживают горение основной сварочной дуги в моменты, когда возникают предпосылки для ее гашения.
Например, ошибочное движение руки сварщика, случайно увеличившее воздушный промежуток, не приводит к немедленному гашению дуги, и процесс может продолжаться.
Устройство
Таким образом, применение осциллятора для сварки позволяет повысить стабильность работы сварочного аппарата и качество выполняемой работы за счет обеспечения следующих возможностей:
- дистанционный розжиг электрической дуги;
- сохранение устойчивости дуги при случайном изменении величины воздушного зазора.
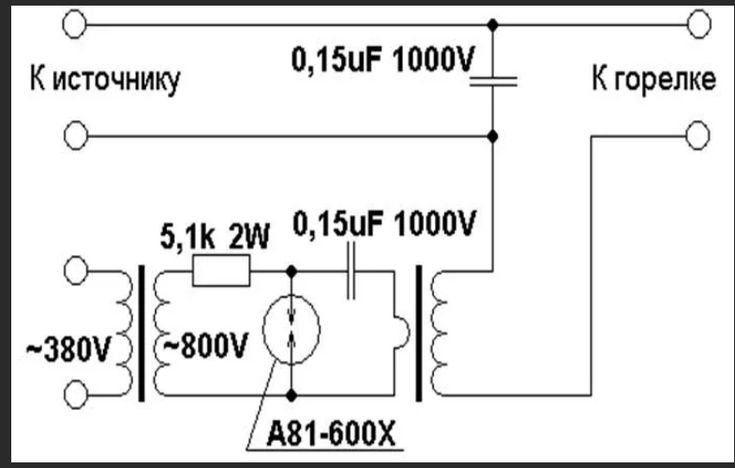
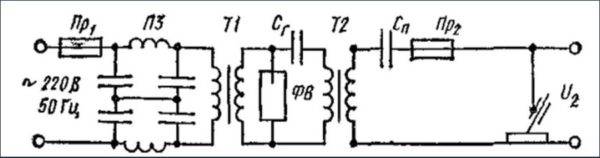
Основными элементами осциллятора являются: трансформатор, обеспечивающий повышение сетевого напряжения 220 Вольт до 3 – 6 кВ, колебательный контур, генерирующий колебания высокой частоты, а также искровой промежуток.
Очень часто осцилляторы используются совместно с аппаратами аргонодуговой сварки, поскольку именно такими аппаратами производятся работы с цветными металлами. В этом случае, включение прибора синхронизируется с клапаном, открывающим каналы подачи аргона.
Подключение
 Схема подключения осциллятора к основному сварочному аппарату зависит от конструкции прибора. Прежде всего, осциллятор должен быть подключен к питанию 220 Вольт.
Схема подключения осциллятора к основному сварочному аппарату зависит от конструкции прибора. Прежде всего, осциллятор должен быть подключен к питанию 220 Вольт.
Подключение к сварочному аппарату может быть двух типов: параллельное и последовательное. На рисунке ниже представлены варианты подключения осциллятора, а также пример компоновки прибора, выполненного в виде отдельного блока.
При параллельном подключении, выводы осциллятора присоединяются к сварочному электроду и заготовке. При последовательном варианте, осциллятор включается в разрез кабеля, питающего сварочный электрод.
Можно найти большое количество схем и описаний этого полезного прибора, пользуясь которыми, его несложно сделать своими руками. Устройство не содержит дорогих и дефицитных деталей и доступно для исполнения человеку с начальными познаниями в электротехнике.
Применение
Основное применение данного прибора, как уже было сказано выше, относится к сварке цветных металлов, хотя и не ограничивается этой сферой. Описываемое устройство с успехом может применяться в сочетании со сварочными аппаратами любого типа.
Использование осциллятора с трансформатором для сварки переменным током, позволяет устранить недостатки этого вида сварки, порождающие нестабильное горение дуги.
Более того, в этом варианте становится возможным кроме штатных электродов, использовать при сварке электроды, предназначенные для работы с постоянным током.
Это расширяет технические возможности сварочных трансформаторов переменного тока и позволяет с их помощью выполнять сварочные соединения, по качеству не уступающие тем, которые выполнены сваркой на постоянном токе.
Использование осциллятора для работы с инвертором дает возможность производить сварочные работы с меньшими значениями токов, следовательно, работать с более тонкими и деликатными заготовками.
Осциллятор, предназначенный для сварки алюминия, часто сочетается с аппаратом аргонодуговой сварки. Алюминий является одним из самых «капризных» цветных металлов, не прощающих сварщику малейшей ошибки.
Он склонен к разбрызгиванию и быстрому сквозному прогару благодаря низкой температуре плавления. По этой причине, именно для работы с этим металлом актуально применение технологий, позволяющих работать малыми токами с высокой стабильностью сварочной дуги.
Примеры схем
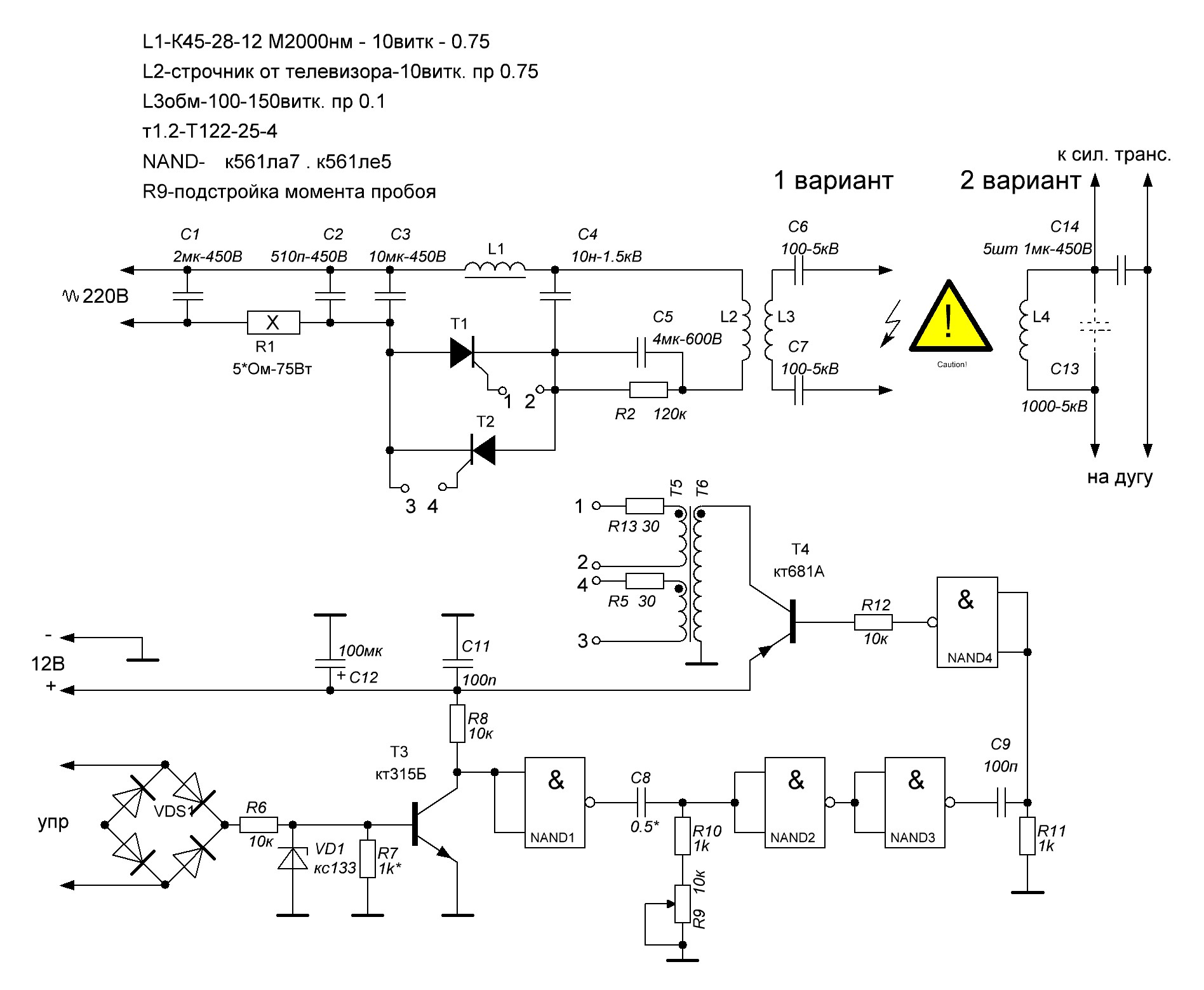
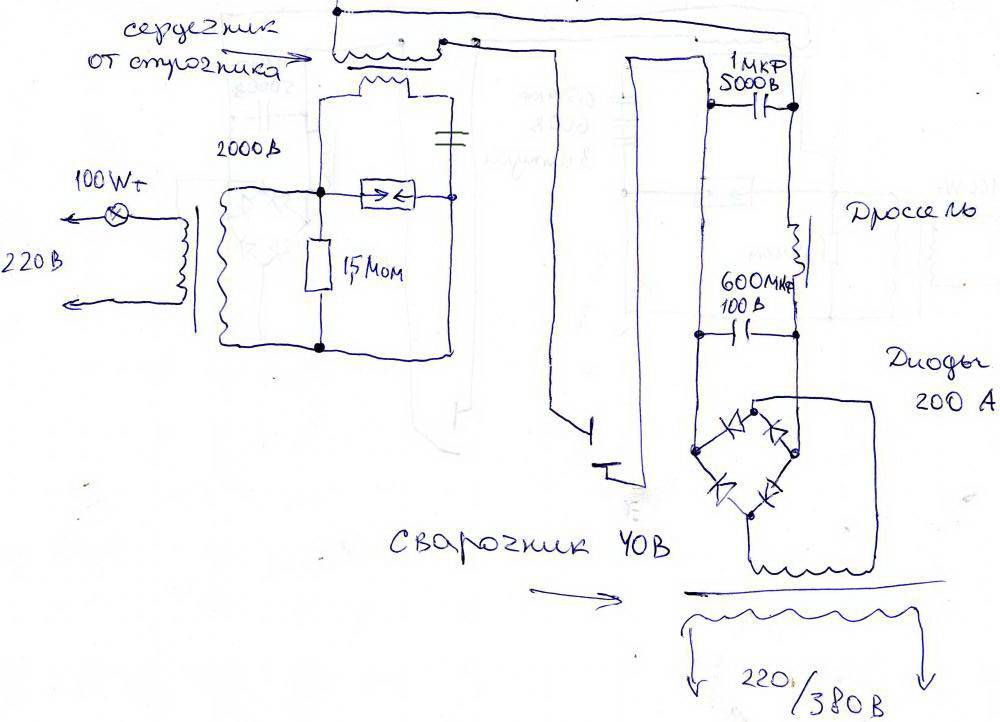
Если есть желание сделать осциллятор самостоятельно, то стоит обратить внимание на самые простые схемы.
На приведенной ниже схеме представлен аппарат непрерывного действия, поэтому подключение к сети осуществляется исключительно через трансформатор. Чтобы собрать данную схему, не придётся использовать дорогостоящие элементы.
Недостатком является выбор тиристоров. Их надо подбирать, что называется, методом «тыка», пробовать, при каких тиристорах сварочная дуга наиболее устойчива.

Вторая схема самодельного осциллятора для сварки так же достаточно проста и лишена недостатков предыдущей. Собрать по ней устройство можно с минимальными навыками в монтаже электросхем.

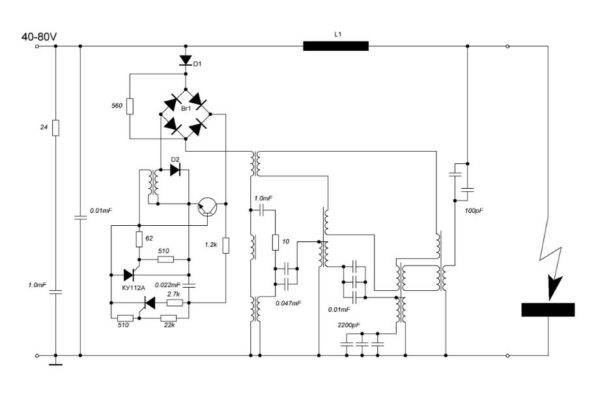
На третьей схеме более подробно представлены элементы сборки.

При сборке надо помнить о технике безопасности, поскольку устройство работает с большими токами.
Осциллятор автоматической заварки Акна увеличивать осциллятор
ширины заваркиПриложение:
Осциллирующая сварочная горелка для повышения скорости сварки и формовки, а также увеличения ширины сварного шва. Он широко используется в авиации, судостроении, крупных стальных конструкциях, трубах, сосудах высокого давления и других областях.
Компоненты:
Сварочный генератор HBQ-60-2 — это вспомогательное сварочное оборудование общего назначения.В основном он состоит из генератора и контроллера. Осциллятор состоит из шагового двигателя и скользящей пластины, в нем используется оригинальный импортный трехфазный шаговый двигатель, скользящая пластина состоит из направляющей качения и шарико-винтовой передачи, что позволяет сварочной горелке постоянно колебаться и быстро реагировать. Полный цифровой контроллер управляется одним чипом, ЖК-дисплей отображает параметр. Одиночный чип управляет импульсным выходом для привода шагового двигателя. 16 различных предварительно запрограммированных параметров колебаний управляют скоростью колебаний, диапазоном колебаний, центральным положением, временем задержки и т. Д.Ручное управление или автоматическое управление на ваш выбор.
Внимание: Контроллер питается от ИСТОЧНИКА ЭЛЕКТРИЧЕСКОГО ПОСТОЯННОГО ТОКА (28-36 В постоянного тока), при питании от источника переменного тока 220 В необходимо дополнительное устройство: блок питания (220 В переменного тока → 28-36 постоянного тока).
Сварочный процесс:
Обычно используется с MIG / MAG / TIG с соответствующей сварочной горелкой.
Технические параметры
| Сварочный осциллятор | HBQ-60 | ||
| Модель контроллера | HBQ-C 05 | 4 0.1 ~ 3,0 м / мин | |
| Диапазон колебаний | 0 ~ 30 мм | ||
| Диапазон центровки | 0 ~ 60 мм | ||
| Время пребывания слева | 0 ~ 5,0 с | ||
| Время пребывания справа | 0 ~ 5,0 с |
Посетите
На заводе пользователя:
.Перед продажей: техническое решение и предложение на месте.
2. послепродажное обслуживание: установка, ввод в эксплуатацию, обучение.
На нашем заводе:
Информация о компании
Chengdu Hanyan Technology Co., Ltd. — национальное высокотехнологичное предприятие, которое специализируется на проектировании, исследовании и разработке, производстве и обслуживании автоматической сварки. оборудование. полностью принадлежат трем дочерним компаниям, занимающимся контактной сваркой, роботизированной сваркой и источником сварочного тока.
С этого момента мы получили 5 патентов на изобретение и 13 патентов на полезную модель; наша продукция одобрена CCC и CE, кроме того, наша компания имеет систему управления ISO 9001: 2008, ERR и CRM.
Мы экспортировали в более чем 29 стран и регионов, в том числе General для сварки продольных швов, сварочных аппаратов для кольцевых швов, сварочных генераторов, сварочных устройств для подачи проволоки TIG, трекеров сварных швов, производственной линии для сварки водонагревателей, сварочных линий топливных баков, сварочных роботов, оборудования для сварки полос, Оборудование для контактной сварки, источники сварочного тока и другое сварочное оборудование по индивидуальному заказу.
.Сварочный осциллятор
— Купить сварочный осциллятор, осциллятор сварочной горелки на Alibaba.com
Сварочный осциллятор
Weld Arc Weaver, обычно известный как Welding Oscillator, — это механизм, имитирующий состояние WeldArc Weaving, выполняемый вручную опытным сварщиком. Моторизованный механизм перемещает сварочную дугу в левом / правом направлениях как колебательный Сильно регулируемое колебательное движение дуги обеспечивает контролируемое распространение тепла дуги по поверхности сварного шва, что приводит к равномерному течению сварочной ванны за счет плавного, равномерного, стабильного и точного движения сварочной горелки, удобство, особенно при использовании фильтра в сварочной ванне — основное предназначение осциллятора, которое обеспечивает равномерное распространение сварочных шариков.контролируемое и регулируемое распространение глобул дугового нагрева и сварки имеет очень отличительное преимущество в виде отличного проплавления при максимальной эффективности использования тепла. Это также обеспечивает сокращение зоны термического воздействия, высокую эффективность наплавки металла шва. Высокая однородность сварных швов. Подходит для процессов, удобных для использования. автоматизировать такие процессы, как TIG, MIG, SAW, FCAW, плазменная сварка или процессы плакирования, такие как PTA или порошковая плазменная сварка.
Ключевые преимущества:
- Значительное улучшение процесса сварки или плакирования.
- Повышенная производительность и простота эксплуатации для многопроходной сварки.
- Общее улучшение плавления боковин и поднутрения.
- Высокое качество, однородность и внешний вид сварки.
| СТАНДАРТНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ (В соответствии с контроллером) | |
| Ширина хода | 0-25 мм с шагом 0,2 мм. |
| Скорость хода | 0 — 3000 мм в минуту с шагом 5 мм. |
| Число ходов | 0-60 в минуту с шагом 0,1 хода. |
| Задержка слева | 0 — 9,9 секунды с шагом 0,1 секунды. |
| Правая задержка | 0 — 9,9 секунды с шагом 0,1 секунды. |
Стандартные характеристики Механизм
- Очень точный шарико-винтовой механизм.
- Полностью закрытый, чтобы избежать попадания мелких частиц, тепла и т. Д.
- Шаговый двигатель с приводом для облегчения управления.
- Ширина хода от 0 до 50 мм (Большая ширина доступна по запросу)
- Полное цифровое управление с простой возможностью программирования параметров.
HQD 1 сварочный осциллятор для сварочной горелки вращатель помощника сварщика Линейный тип 220 В | сварочный осциллятор | осциллятор сварочный вращатель
| Краткое изложение нашей политики продаж | |
| Оплата | Обратите внимание, что мы также принимаем банковский перевод, Western Union, Paypal и другие. |
| Доставка | США, от 7 до 13 рабочих дней |
| Канада, от 15 до 20 рабочих дней | |
| Австралия, Западная Европа от 20 до 45 рабочих дней | |
| Другая страна: 30- 60 рабочих дней ——————————————— ————————————————— —————————- | |
| Товар будет отправлен в течение 3-5 дней после получения оплаты в обычном режиме, если таковая имеется. особый случай, мы сообщим вам и получим подтверждение. | |
| По вопросам стоимости комбинированной доставки, пожалуйста, свяжитесь с нами для дальнейших переговоров. | |
| Если у вас не будет номера для отслеживания в течение 5 дней после оплаты, свяжитесь с нами. | |
| Пожалуйста, свяжитесь с нами, если у вас возникнут трудности с получением товара после обещанного рабочего дня. ———————————————- ————————————————— ————————— | |
| Ввозная пошлина | Ввозные пошлины, налоги и другие сборы не включены в цене товара или стоимости доставки. |
| Пожалуйста, свяжитесь с таможней вашей страны, чтобы определить, какие дополнительные расходы будут до покупки. | |
| Политика возврата | Возврат возможен только в течение 7 дней после получения товара. |
| В маловероятном случае запроса на возврат, пожалуйста, свяжитесь с нами ———————————————— ————————————————— ———————— | |
| Все возвраты должны включать все оригинальные товары, неповрежденные, в состоянии повторной продажи, всю оригинальную упаковку , включая руководства , гарантийные бланки и т. д. | |
| Стоимость доставки и обработки не возвращается. | |
| Покупатель несет ответственность за сохранность и стоимость доставки возвращенного продукта. ———————————————— ————————————————— ————————- | |
| Свяжитесь с нами | Мы поддерживаем высокие стандарты качества и стремимся к 100% удовлетворенности клиентов! Обратная связь очень важна для нас! Мы просим вас немедленно связаться с нами, прежде чем вы оставите нам нейтральный или отрицательный отзыв, прежде чем вы оставите нам нейтральный или отрицательный отзыв, чтобы мы могли удовлетворительно решить ваши проблемы. Невозможно решить проблемы, если мы о них не знаем! |
——————————————— ————————————————— ————————————————— ——-
Сварочный осциллятор HQD-1 для сварочной горелки, вращатель ассистента сварщика Линейный тип
Если вам нужен маятниковый тип, свяжитесь с нами.
Вот видео на YouTube:
https: // youtu.be / 7Q5EZ6Oh5kM
.
Hbq-60-2 линейный осциллятор Сварочный осциллятор
Введение сварочного генератора
Применение:
Осциллирующая сварочная горелка для повышения скорости сварки и формовки, а также увеличения ширины сварного шва. Он широко используется в авиации, судостроении, крупных стальных конструкциях, трубах, сосудах высокого давления и других областях.
Компоненты сварочного генератора:
Сварочный генератор HBQ-60-2 является разновидностью сварочного оборудования общего назначения.В основном он состоит из генератора и контроллера. Осциллятор состоит из шагового двигателя и скользящей пластины, в нем используется оригинальный импортный трехфазный шаговый двигатель, скользящая пластина опирается на направляющую качения и передачу шарикового винта, чтобы сварочная горелка постоянно колебалась и быстро реагировала. Полностью цифровой контроллер управляется одним чипом, ЖК-дисплей показывает параметр. Одиночный чип управляет импульсным выходом для привода шагового двигателя. 16 различных предварительно запрограммированных параметров колебаний управляют скоростью колебаний, диапазоном колебаний, центральным положением, временем задержки и т. Д.Ручное управление или автоматическое управление на ваш выбор.
Внимание: Контроллер питается от ИСТОЧНИКА ЭЛЕКТРИЧЕСКОГО ПОСТОЯННОГО ТОКА (28-36 В постоянного тока), при питании от источника переменного тока 220 В необходимо дополнительное устройство: блок питания (220 В переменного тока → 28-36 постоянного тока).
Процесс сварки:
Обычно используется в процессе сварки MIG / MAG / TIG.
Технические параметры сварочного генератора
| Сварочный генератор | HBQ-60-2 | ||||
| Модель контроллера |
| Модель контроллера |
| HBQ-C49 9000 Колебательная скорость | 0.1 ~ 3,0 м / мин |
| Диапазон колебаний | 0 ~ 30 мм | ||||
| Диапазон центровки | 0 ~ 60 мм | ||||
| Время задержки (слева) | 0 ~ 5,0 с | ||||
| Время задержки (справа) | 0 ~ 5,0 с | ||||
| Время задержки (центр) | 0 ~ 5,0 с | ||||
| Напряжение питания | 28 ~ 36 В постоянного тока | ||||
| Мощность | 150 ВА | ||||
| Размер генератора (Д * Ш * В) | 400 * 145 * 90 мм | ||||
| Размер контроллера (Д * Ш * В) | 210 * 110 * 250 мм | ||||
| Вес (осциллятор) | 5.5 кг | ||||
| Вес (контроллер) | 2,2 кг |



 ERS
ERS
ERS

Самое важное:
МЫ МОЖЕМ РАЗРАБОТАТЬ ЛЮБУЮ МОДЕЛЬ ДЛЯ АВТОМАТИЗАЦИИ ВАШЕГО ПОЛЬЗОВАТЕЛЬСКОГО ПРИЛОЖЕНИЯ И СПЕЦИАЛИЗИРОВАТЬСЯ НА ПРЕДОСТАВЛЕНИИ ИНДИВИДУАЛЬНЫХ РЕШЕНИЙ ДЛЯ ВАШИХ АВТОМАТИЧЕСКИХ ПОТРЕБНОСТЕЙ!
Информация о компании
Chengdu Hanyan Technology Co., ООО — высокотехнологичное предприятие, которое занимается исследованием и разработкой, проектированием, производством и обслуживанием сварочного оборудования.
Chengdu Hanyan Technology Co., Ltd. Как одна из самых профессиональных групп по исследованию и разработке и производству оборудования для автоматической сварки автозапчастей в Китае , накопивший полный опыт в области производства автозапчастей, мы предоставили множество автоматических сварочных линий и оборудования для сотен автозапчастей. производители в Китае или за рубежом.
Мы успешно разработали множество технологий и оборудования и получили множество наград национального и провинциального уровня, успешно применили несколько патентов.
Выставки
Настройка
МЫ МОЖЕМ РАЗРАБОТАТЬ ЛЮБУЮ МОДЕЛЬ ДЛЯ АВТОМАТИЗАЦИИ ВАШЕГО ПОЛЬЗОВАТЕЛЬСКОГО ПРИЛОЖЕНИЯ И СПЕЦИАЛИЗИРОВАТЬ ДЛЯ ПРЕДОСТАВЛЕНИЯ КЛИЕНТАЦИОННОГО РЕШЕНИЯ ДЛЯ ВАШЕГО ЖЕЛАНИЯ!
Наши услуги
Гарантия и послепродажное обслуживание
1.Годовая гарантия на всю машину
2. Круглосуточная техническая поддержка по электронной почте
3. Звонок или обслуживание от двери до двери
4. Инженеры, обслуживающие технику за рубежом
.
