Как правильно сверлить печатные платы. Какое оборудование используется для сверления PCB. Какие существуют виды отверстий в печатных платах. Какие проблемы могут возникнуть при сверлении PCB и как их избежать.
Что такое сверление печатных плат и зачем оно нужно
Сверление печатных плат (PCB drilling) — это процесс создания отверстий в заготовках печатных плат с помощью специального оборудования. Сверление является одним из ключевых этапов производства печатных плат и выполняет несколько важных функций:
- Создание монтажных отверстий для установки электронных компонентов
- Формирование переходных отверстий для соединения слоев многослойных печатных плат
- Изготовление крепежных и технологических отверстий
- Фрезерование контуров и пазов в плате
От качества и точности сверления напрямую зависит работоспособность и надежность готового электронного устройства. Поэтому данному процессу уделяется особое внимание при производстве печатных плат.

Виды отверстий в печатных платах
В зависимости от назначения в печатных платах формируются следующие основные типы отверстий:
Сквозные металлизированные отверстия
Это отверстия, проходящие через все слои платы и имеющие металлизацию на стенках. Они используются для монтажа выводных компонентов и соединения слоев. Диаметр обычно 0.6-1.2 мм.
Переходные отверстия
Отверстия небольшого диаметра (0.2-0.4 мм) для соединения внутренних слоев многослойных плат. Могут быть как сквозными, так и глухими.
Монтажные отверстия
Неметаллизированные отверстия для крепления платы в корпусе устройства. Диаметр обычно 3-3.5 мм.
Глухие отверстия
Отверстия, не проходящие через всю толщину платы. Используются для соединения поверхностного слоя с внутренним.
Микроотверстия
Отверстия сверхмалого диаметра (менее 0.15 мм) для высокоплотного монтажа. Изготавливаются лазерным сверлением.
Оборудование для сверления печатных плат
Для сверления отверстий в печатных платах применяется следующее основное оборудование:
Сверлильные станки с ЧПУ
Это специализированные станки с программным управлением, оснащенные сверлильными головками и системой позиционирования. Они обеспечивают высокую скорость и точность сверления. Популярные модели — Excellon, Posalux, Mania.
Лазерные сверлильные установки
Используют лазерный луч для прожигания отверстий малого диаметра. Применяются для изготовления микроотверстий в высокоплотных платах. Основные производители — Mitsubishi, ESI.
Фрезерные станки
Применяются для контурной обработки плат, фрезерования пазов и крупных отверстий. Могут быть совмещены со сверлильными станками.
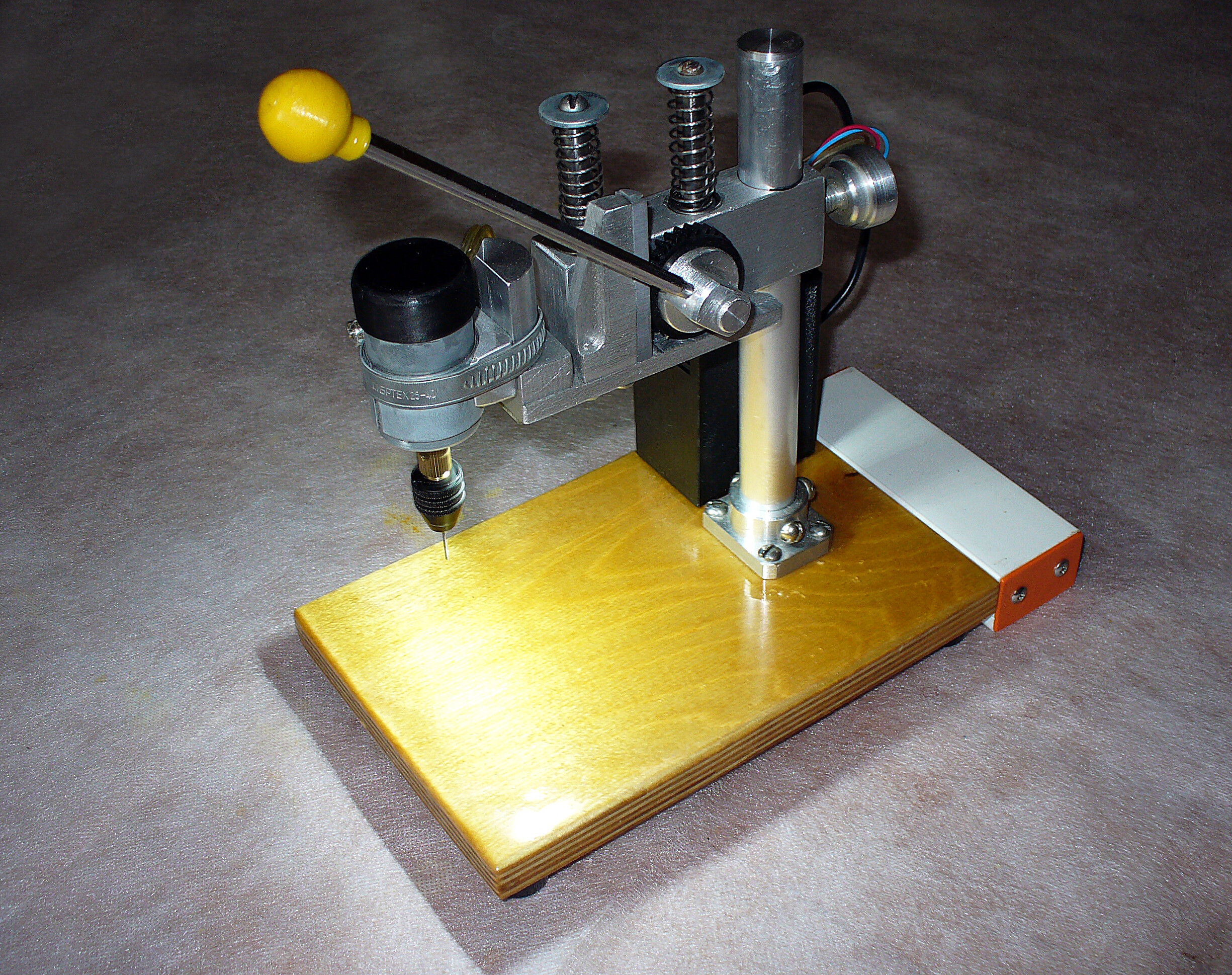
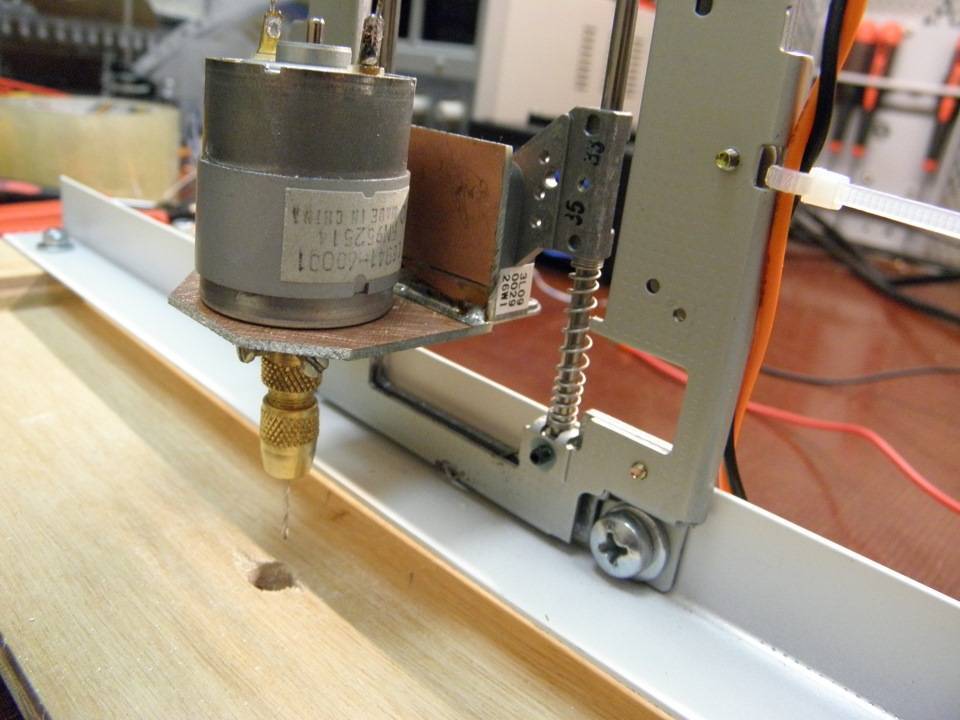
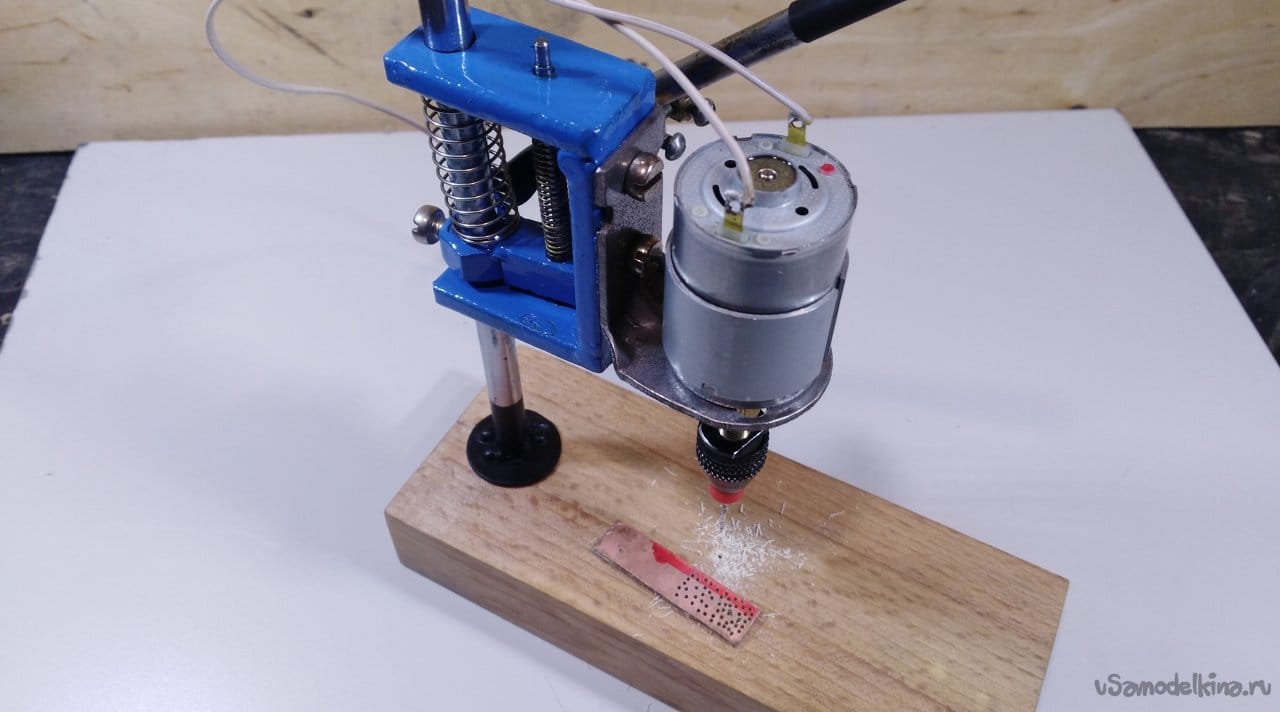
Ручной инструмент
Для единичного и мелкосерийного производства используются ручные микродрели, настольные сверлильные станки.
Технология сверления печатных плат
Процесс сверления печатных плат на производстве включает следующие основные этапы:
- Подготовка управляющей программы для станка с ЧПУ на основе конструкторских данных платы
- Установка и центрирование заготовок плат на рабочем столе станка
- Выбор и установка комплекта сверл нужных диаметров
- Запуск процесса автоматического сверления отверстий по программе
- Контроль качества сверления, при необходимости — дополнительная обработка
Важными параметрами при сверлении являются:
- Скорость вращения шпинделя (до 150 000 об/мин)
- Скорость подачи сверла (1-2 м/мин)
- Глубина сверления
- Время выхаживания
Эти параметры подбираются в зависимости от материала платы, диаметра отверстий и требуемого качества.
Проблемы при сверлении печатных плат
При сверлении печатных плат могут возникать различные дефекты, снижающие качество изделия:
Разлохмачивание отверстий
Образование заусенцев и расслоений вокруг отверстия из-за неправильно подобранных режимов сверления. Как избежать: использовать острые сверла, оптимизировать скорость подачи.Смещение отверстий
Отклонение фактического положения отверстия от заданного из-за погрешностей позиционирования. Решение: точная настройка станка, использование систем оптического позиционирования.
Конусность отверстий
Отверстие имеет форму конуса из-за увода сверла. Как исправить: использовать специальные подкладки, сверлить с двух сторон.
Наволакивание меди
Затягивание меди в отверстие, ухудшающее его металлизацию. Решение: применять специальные входные материалы, оптимизировать режимы сверления.

Рекомендации по сверлению печатных плат
Чтобы обеспечить высокое качество сверления печатных плат, следует придерживаться следующих рекомендаций:
- Использовать только качественные и острые сверла, вовремя производить их замену
- Тщательно подбирать режимы сверления под конкретный материал платы
- Применять технологические прокладки для защиты поверхности
- Обеспечивать хороший прижим пакета плат при сверлении
- Использовать системы аспирации для удаления стружки
- Регулярно проводить техобслуживание и настройку оборудования
- Осуществлять контроль качества сверления на всех этапах
Соблюдение этих правил позволит получать отверстия высокого качества и избежать брака при производстве печатных плат.
Современные тенденции в сверлении печатных плат
Технология сверления печатных плат постоянно совершенствуется. Основные современные тренды:
- Уменьшение диаметров отверстий до 50-100 мкм
- Повышение плотности расположения отверстий
- Применение лазерных технологий сверления
- Автоматизация процессов с использованием роботов
- Внедрение систем машинного зрения для контроля
- Использование новых материалов для сверл
Эти инновации позволяют создавать все более сложные и миниатюрные электронные устройства.
Заключение
Сверление является критически важным этапом в производстве печатных плат. От его качества во многом зависит надежность и функциональность конечного электронного устройства. Правильный выбор оборудования, технологии и соблюдение рекомендаций позволяет получать высококачественные отверстия даже в самых сложных многослойных платах. При грамотном подходе процесс сверления обеспечивает высокую точность, повторяемость и производительность изготовления печатных плат.
какие размеры нужны для сверления печатных плат
Диаметры сверл для сверления монтажных отверстий в печатных платах, представляют одно из важный значений при сборке электронных конструкций. Каковы же стандартные диаметры сверл для печатных плат? Можно ли найти индивидуальное решение, основанное на уникальных требованиях? Да, сейчас доступны как стандартные размеры сверл для сверления печатных плат, так и индивидуальные режущие инструменты.
Содержание
- Диаметры сверл для печатных плат — что нужно знать об этом?
- Диаметры сверл при сверлении печатной платы
- Стандартные размеры сверл для печатных плат
- Рекомендуемые диаметры сверл для печатных плат
- Определите диаметр выводов больших компонентов
- Узнайте минимальный диаметр отверстия
- Заключение
В настоящее время доступны печатные платы с 10 000 отверстиями или даже больше. Вы также можете приобрести для себя различные наборы сверл разных размеров. Современные автоматизированные устройства с ЧПУ используются для изготовления отверстий любого размера на печатных платах.
Однако если у вас нет особых требований, вы можете выбрать стандартный диаметр сверла для печатной платы. Но если вы хотите иметь универсальные комплекты такого режущего инструмента для использования в различных конструкциях, то тогда можете более подробно ознакомится с этим, в статье ниже:
Диаметры сверл при сверлении печатной платы
Существует множество компонентов, которые можно добавить в конструкцию печатной платы. Электронные элементы играют определяющую роль для обеспечения желаемой функциональности. Однако они требуют определенного пространства для их компоновки на печатной плате. Поверхность платы должна быть подготовлена для установки на нее деталей, вот здесь как раз и потребуются сверла для печатных плат.
Отверстие в плате создают установочное место для любого компонента. Но в тоже время это уменьшит площадь поверхности конструкции. Короче говоря, вам нужны отверстия в печатной плате, чтобы сделать ее более функциональной за счет установки новых компонентов. Но вы должны быть уверены, что новая дополненная деталь не повлияет на работу других приборов.
Но вы должны быть уверены, что новая дополненная деталь не повлияет на работу других приборов.
В большинстве случаев вы можете приобрести различные комплекты со стандартными диаметрами сверл. И у вас также будет сохраняться возможность добавить компоненты, которые соответствуют текущим отверстиям вашей печатной платы. У обоих этих методов есть свои достоинства и недостатки. Поэтому вам придется взвесить плюсы и минусы, чтобы найти наиболее подходящий вариант.
Например, если вы используете компоненты подходящие под диаметры сверл, вы можете сэкономить на оборудовании с ЧПУ. Да, вам может понадобится это оборудование, чтобы изготавливать печатные платы без особых усилий. Тем не менее, вам следует подбирать компоненты, выводы которых соответствуют просверленным отверстиям.
Если диаметр выводов прибора не совпадает, у вас не останется другого выбора, кроме как подбирать диаметры сверл, которые подойдут для отверстий под компоненты. Вы можете выбрать любой способ по своему усмотрению.
Стандартные размеры сверл для печатных плат
Когда речь идет о стандартных диаметрах сверл для печатных плат, и какие их них предпочтительно применять, то вариантов на самом деле множество. Производители PCB предлагают большой выбор режущего инструмента для разных размеров отверстий. Поэтому, проведя небольшое исследование, вы сможете найти наиболее подходящий вариант.
Кроме того, плата должна соответствовать требованиям по размерам, указанным в чертеже, то есть, толщине, периметру, отверстиям, пазам и прорезям. Погрешность ширины проводников должна отвечать точности ±5%, а соединение — с допуском ±0,01 мм. Вместе с тем, вырез не должен превышать 1/5 ширины дорожки. Допустимая погрешность зазора между дорожками находится в границах ±5%.
Помимо этого, ошибка между апертурой (отверстие в трафарете, идентичное контактной площадке элемента), детали и проектному значению должна быть 4102 в пределах ±0,05 мм, если aperture составляет ≤0,8 мм. Однако, когда апертура > 0,8 мм, погрешность требуется ±0,1 мм.
Учитывая выше сказанное, форма и размер обработки должны соответствовать требованиям чертежа. Расстояние между краями и отверстиями необходимо не менее 1,0 мм. Также, допуск размеров кромки и отверстия должен составлять ±0,1 мм. Допуск расположения отверстия необходимо в границах ±0,10 мм.
Во время процесса выполнения, обязательный стандарт отклонения отверстий, не менее ±0,05 мм, а допуск на сверление отверстий с отклонением -≤0,076 мм. Помимо всего прочего, открытые медные площадки и дорожки фольги должны находиться на расстоянии 1,0 мм от правой и левой сторон платы.
Также дорожки медной фольги должны находиться на расстоянии минимум 1,0 мм от соединительного отверстия печатной платы или V-образного паза разделительной платы.
Помимо всего перечисленного, производители придерживаются еще некоторых принципов. Внутренний диаметр отверстия (полный сквозной) должен составлять 0,2 мм или более. Что касается внешнего диаметра, то он должен иметь значение 0,4 мм или больше.
Как упоминалось ранее, при желании можно найти множество различного инструмента сверления, в частности стандартные диаметры сверл для печатных плат. Однако, чтобы подобрать оптимальный диаметр сверла для вашего проекта, необходимо следовать простому правилу.
Чтобы обеспечить наилучшую посадку, вам понадобятся отверстия на 0,3 мм больше, чем выводы компонента. Например, если деталь имеет Ø 0,5 мм, вам понадобятся отверстия 0,8 мм. Поэтому, если говорить о спецификации SSS, плата должна иметь не более 500 отверстий. Для спецификации DSS максимальное количество отверстий — 2000.
Рекомендуемые диаметры сверл для печатных плат
Прежде чем выбрать Ø сверла, необходимо учесть соотношение печатных плат. Да, соотношение между толщиной платы и рекомендуемым диаметром сверла поможет вам выбрать правильный размер. Кроме этого соотношения, вам придется учитывать конструкцию платы. Стоит отметить, что некоторые материалы могут подвергаться растрескиванию.
Платы из стекловолокна — лучший тому пример.
Да, для этого материала понадобятся сверла из карбида вольфрама. К тому же, платы их стекловолокна быстро ломают стандартные сверла из быстрорежущей стали.
Поэтому, вы можете для этого материала использовать такие сверла, как например, HSS-биты (быстрорежущая сталь), если вы не можете позволить себе твердосплавные. Вдобавок к этому, вам может понадобиться качественная вертикальная стойка для сверл диаметром менее 1 мм.
В дополнение к типу сверл необходимо учитывать форму биты. Твердосплавные сверла выпускаются с обжатым или прямым хвостовиком. Преимущество сверл с прямым хвостовиком в том, что они сохраняют размер вместе с валом. Но толстые или уменьшенные биты будут уменьшаться до стандартных размеров.
Для небольших отверстий диаметром менее 1 мм можно использовать биты с прямым хвостовиком. Эти биты не будут ломаться и уменьшаться в размерах. Кроме того, они не очень дорогие.
Стоит отметить, что размер отверстий для сверления будет зависеть от выводов электрических компонентов. Хотя большинство компонентов поставляются со стандартными диаметрами. Вот примеры некоторых из них.
Хотя большинство компонентов поставляются со стандартными диаметрами. Вот примеры некоторых из них.
- Клеммные колодки и подстроечные резисторы: 1,2-1,5 мм
- Микросхемы и резисторы: 0.8 мм
- Разъем D-sub, большие диоды и разъемы IDC: 1,2-1,5 мм.
Для некоторых проектов могут потребоваться меньшие диаметры сверл, менее 0,8 мм. Однако это редкость, и для вашей конструкции он может не понадобиться. Но если в вашей схеме необходим диаметр 0,8 мм, убедитесь, что у вас есть два. Дело в том, что маленькие сверла могут легко сломаться.
Также необходимо убедиться, что отверстия примерно на 0,007 мм больше, чем выводы электронных элементов. Для резисторов с выводами 0,53 мм потребуются отверстия 0,73 мм.
Теперь вы знаете стандартные и рекомендуемые диаметры сверл для печатных плат. Чтобы найти наиболее подходящий диаметр сверла для проекта печатной платы, можно выполнить следующие действия.
Определите диаметр выводов больших компонентов
Если у вас уже есть электронные компоненты подготовленные для вашего проекта, то вы можете проверить диаметр выводов. Начните с элементов, которые имеют самые толстые выводы. Вы можете посмотреть данные на упаковке или в технической характеристике, чтобы узнать максимальный диаметр выводов приборов.
Начните с элементов, которые имеют самые толстые выводы. Вы можете посмотреть данные на упаковке или в технической характеристике, чтобы узнать максимальный диаметр выводов приборов.
Узнайте минимальный диаметр отверстия
Узнав максимальный диаметр выводов, можно приступить к расчету минимального размера отверстия. Для его расчета необходимо следовать показанному ниже уравнению.
Уравнение: Минимальный размер отверстия = 0,25 мм + максимальный диаметр вывода
Заключение
Да, диаметры сверл играют важную роль в компоновке печатных плат. Он позволяет надежно прикрепить компонент к плате, не расходуя понапрасну пространство на поверхности. При правильных расчетах вы сможете подобрать оптимальные диаметры сверл для вашего проекта.
Набор твердосплавных свёрл 0.5-0.9 мм, маленький обзор на острую тему. Сверла для плат. Сверла для сверления печатных плат
$11.99
Перейти в магазин
В качестве лирического отступления скажу, что по большому счету сверлить печатные платы можно даже заточенным гвоздем или иглой, мало того, мне даже приходилось такое делать. Конечно не очень удобно, но вполне реально. После этого я быстро перешел на обычные тонкие сверла, хотя и делал попытки начать пользоваться твердосплавными, но об этом чуть позже, а пока перейдем к обзору.
Конечно не очень удобно, но вполне реально. После этого я быстро перешел на обычные тонкие сверла, хотя и делал попытки начать пользоваться твердосплавными, но об этом чуть позже, а пока перейдем к обзору.
Сверла в магазине предлагаются в виде наборов.
1. 0.5+0.6+0.7+0.8+0.9mm — ссылка
2. 0.25+0.3+0.35+0.4+0.45mm — ссылка
Я выбрал первый вариант, как наиболее часто используемый.
Продаются сверла в довольно удобной коробочке.
Крышка крепится чем-то похожим на петли, ходит довольно туго, по крайней мере пока новая.
Вообще я привык хранить сверла в менее удобных, но более компактных условиях, потому для меня такой вариант был немного непривычен, но понравился 🙂
Всего в набор входит 50 свёрл, по 10 каждого диаметра.
Каждое сверло имеет соответствующую маркировку в виде пластикового кольца-упора.
Фиолетовый — 0.9мм
Оранжевый — 0.8мм
Белый — 0.7мм
Голубой — 0.6мм
Коричневый — 0.5мм
Как я написал выше, свёрла имеют цветовую дифференциацию штанов маркировку, но кроме этого каждое сверло имеет и цифровую маркировку диаметра. Правда почему-то маркировка у разных свёрл немного отличается.
Правда почему-то маркировка у разных свёрл немного отличается.
Одно из преимуществ подобных свёрл, впрочем как и фрез, хвостовик стандартного диаметра, что позволяет использовать либо цангу, либо патрон одного диаметра.
В данном случае диаметр хвостовика заявлен как 3.175мм и является наверное одним из самых популярных в среде небольших CNC станочков.
У меня при измерении показало диаметр 3.17, но измерял я штангенциркулем и просто не хватает его разрешающей способности (и точности) чтобы проводить такие измерения.
А вот диаметры режущей части немного занижены, буквально на 3 сотых, причем у всех одинаково и в одну сторону, потому я не могу сказать, это ошибка измерения или так задумано, склонен считать что второе.
На самом деле это абсолютно не критично, так как эти 2-3 сотые все равно получатся при сверлении из-за биений.
А вот длина имеет заметные отличия. Здесь я показал два самых крайних варианта, остальные сверла «плавают» где-то между ними.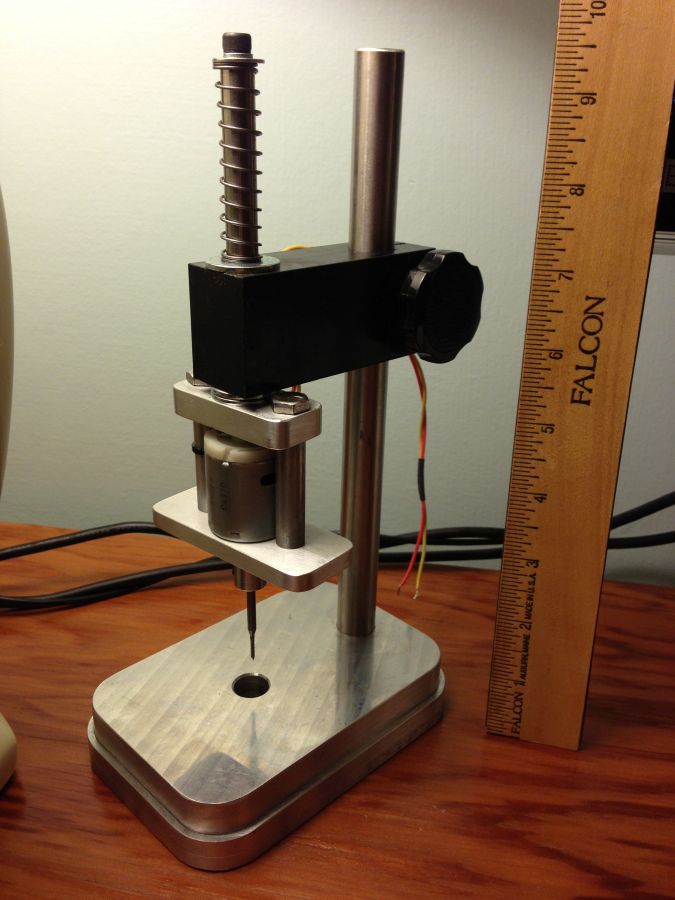
Я раньше не использовал сверла с пластмассовыми маркерами, но почему-то считал, что они необходимы и как упор чтобы сверло всегда выставлялось на фиксированную глубину сверления.
Несколько более детальных фото свёрл и их режущих частей.
Сначала сверло самого большого диаметра, 0.9мм
Заточка довольно хорошая, хотя и немного отличается от привычной мне.
Теперь самое тонкое, 0.5мм
Есть небольшая выщербинка на одной из режущих кромок, но в данном случае это особо не страшно. Я не стал выбирать отдельные сверла для фото, просто взял наугад первые попавшиеся с крайними диаметрами.
Заточка ровная, а если сказать корректнее, симметричная, что весьма важно, так как при неправильной заточке мало того что больше шанс поломать сверло (в данном случае), так если не поломается, то может получиться отверстие большего диаметра.
Я просмотрел все свёрла, у всех заточка симметрична и одинакова.
На фото сверло диаметра 0.5мм.
Я пользуюсь обычными сверлами, но еще очень давно купил для пробы десяток твердосплавных отечественного производства. Первое отличие это диаметр хвостовика, он меньше чем у обозреваемых.
Первое отличие это диаметр хвостовика, он меньше чем у обозреваемых.
Но все мои попытки пользоваться такими свёрлами привели к тому, что буквально после десятка отверстий они просто ломались. Если обычное сверло ломается только при больших нагрузках, то твердосплавное гораздо более хрупкое, это плата за повышенную твердость и больший ресурс работы.
Собственно потому такие сверла с ручными сверлилками противопоказаны, результат можно увидеть на этом фото 🙁
Как бы вы крепко не держали микродрель, биения и наклоны все равно неизбежны, потому в таком применении использовать надо простые свёрла.
А вот при более детальном рассмотрении обнаружилось еще одно довольно важное отличие. У отечественных свёрл есть такое понятие как «ленточка».
Увидеть ее можно на этом чертеже. Ленточка облегчает процесс резания и уменьшает нагрузку на сверло так как при этом сверло не трется всей плоскостью об обрабатываемый материал.
Эта же ленточка присутствует и на больших сверлах, потому обозреваемые сверла являются немного «упрощенными», отечественные же по сути уменьшенной копией большого сверла.
А вот заточка у отечественных проще чем у обозреваемых. Поперечная кромка (место схода режущих частей) шире чем у китайских, потому врезаться и центроваться такое сверло будет хуже чем китайское.
Фото поломанного отечественного сверла, добавил просто для «компании», раз уж смотрел в микроскоп 🙂
Так как ручной микродрелью пользоваться не получится, то все тесты проходили с небольшим CNC станочком.
Для подготовки программы сверления я использовал StepCam_v1.78. Сначала в Sprint layout сделал простенький пример, потом сделал экспорт в формат Exellon, затем открыл файл в StepCam, а после отправил уже в ПО управления гравером.
Изначально не стал рисковать и задал скорость подачи 50мм/мин, но когда проводил вторую часть теста, то там было уже 100мм/мин, хотя думаю что реально скорость можно поднимать еще больше.
Когда только готовился сверлить, то боялся что будут проблемы с центровкой сверла в патроне, а кроме того биения самого патрона или станка будут ломать свёрла.
Но был реально удивлен что ни одно из пяти свёрл не пришлось центровать, вообще. Т.е. вставил, затянул винты, проверил что центровка в порядке, включил программу. Так что могу сказать что в этом плане сверла отличные.
Результаты теста, использовался односторонний стеклотекстолит толщиной 1.5мм, сверление со стороны меди.
Сверху все довольно красиво, есть небольшое утолщение вокруг отверстия. Это обусловлено скорее всего отсутствием ленточки, думаю особо не критично.
Снизу картина немного хуже, выход сверла не совсем чистый, особенно у диаметра 0.9мм.
Но разгадка проблемы нашлась почти сразу, у меня стояло слишком маленькое заглубление, 1.9мм, а кроме того первый тест бы начат с довольно высоким подъемом сверла на старте.
На фото видно, что верхний ряд отверстий был сделан «на грани», когда надо было выгнать сверло хотя бы еще на 0. 2-0.3мм.
2-0.3мм.
Вторым этапом я запустил сверление 210 отверстий диаметра 0.7 мм как наиболее часто используемого.
В процессе сверления буквально через относительно короткое время уже было непонятно что сверлится в данный момент и сколько осталось. ПО чередует порядок сверления в зависимости от очередности добавления отверстий на печатную плату, а не по кратчайшему пути.
Весь процесс сверловки 210 отверстий занял около 11 минут.
Когда сверлил, то невольно вспомнил один срочный заказ, для которого пришлось не только страссировать плату, а еще и срочно изготовить дома 10 штук устройств.
Сверлил руками обычными свёрлами, скорость сверления доходила до 1 отверстия в секунду, для сравнения скорость сверления гравером вышла 1 отверстие за 3 секунды.
Вот так выглядела эта плата, отчасти скорость была высокой из-за большого количества микросхем.
Сверловка прошла абсолютно без проблем. Хотя конечно пара сотен отверстий для теста тведосплавного сверла это весьма мало, надо было зарядить раз в десять больше.
Здесь я делал заглубление чуть больше, но выход все равно не очень чистый.
Хотя при сверлении сверло доставало до подложки с запасом. При ручном сверлении и обычном, но новом сверле отверстия у меня получались красивее, что даже немного странно.
К сожалению я забыл сделать фото сверла до теста, потому могу сравнить сверло которым не работали и то, которым я сделал в сумме 236 (210+26) отверстий.
Подопытное
Новое.
Как по мне, то без особых отличий.
Ну и краткое резюме.
Преимущества
Отличная центровка
Хорошая заточка
Отсутствие биений
Наиболее распространенные диаметры в наборе
Удобная коробка для хранения.
Недостатки
Отсутствие «ленточки»
Отличие в длине.
Немного «грязный» выход
Мое мнение. Я не проводил анализ материала, но даже по звуку сверла могу сказать, что материал явно тверже чем у обычных свёрл. Приятно радует симметричность заточки и практически полное отсутствие биений, в обзоре я писал что менял сверла без какой либо подгонки. Немного расстроило не совсем чистое отверстие на выходе, чем это обусловлено, тяжело сказать, возможно кто-то более знающий подскажет.
Немного расстроило не совсем чистое отверстие на выходе, чем это обусловлено, тяжело сказать, возможно кто-то более знающий подскажет.
Ну и попутно решив одну проблему я поймал две других.
1. Как заставить ПО «понимать» когда надо менять сверло, а точнее как заставить его работать дальше, потому как ПО даже не выключает двигатель. Хотя должно поднять шпиндель для замены сверла и выключить двигатель.
2. Как лучше сверлить по готовой плате чтобы отверстия попадали в свои места. Я делаю платы ЛУТом, соответственно на больших платах имеет место небольшой сдвиг масштаба. Лучше корректировать «исходник» или калибровать станок?
Магазин для обзора предоставил купон HXFHG24 с которым цена набора выходит 9.59, купон действует на оба набора, ссылки на которые есть в начале. Насколько я понял, доставка бесплатна.
На этом все, как всегда жду вопросов, а в данном случае скорее советов :)
$11.99
Перейти в магазин
Что такое дрель для печатных плат и как они работают?
Что такое дрель для печатных плат и как она работает?
Сверла для печатных плат представляют собой сложные механизмы, которые используются для изготовления печатных плат (ПП).
При создании печатных плат точность превыше всего. По этой причине для обеспечения точности, качества и производительности используется специальное оборудование. Чтобы помочь вам лучше понять этот процесс, мы подробно рассмотрели, что включает в себя сверление печатных плат и как оно вписывается в производственный процесс. Мы также рассказали больше о сверле для печатных плат, которое мы используем здесь, в ABL Circuits, чтобы вы могли узнать, насколько точно это оборудование на самом деле.
Что такое сверление печатных плат?
Сверление печатных плат (также известное как сверление печатных плат) — это процесс создания отверстий, прорезей и других полостей в электронных платах.
В процессе сверления печатной платы сверлится несколько различных типов отверстий. К ним относятся сквозные отверстия (такие как сквозные отверстия, заглубленные отверстия, глухие отверстия и микроотверстия), отверстия компонентов и механические отверстия.
Из-за требуемой точности отверстия обычно вырезаются с помощью ручной или лазерной дрели для печатных плат. Доски также можно подавать в буровую установку вручную или автоматически. Здесь, в ABL Circuits, наша дрель имеет функцию обнаружения лазера. Это обеспечивает как концентричность, так и правильный диаметр долота (0,1–6,5 мм) даже в автоматическом режиме.
Доски также можно подавать в буровую установку вручную или автоматически. Здесь, в ABL Circuits, наша дрель имеет функцию обнаружения лазера. Это обеспечивает как концентричность, так и правильный диаметр долота (0,1–6,5 мм) даже в автоматическом режиме.
Какой этап производственного процесса?
Сверление — самая дорогая и трудоемкая часть процесса изготовления печатной платы. Это связано с тем, что процесс должен выполняться точно, чтобы обеспечить максимально возможный уровень качества.
Процесс изготовления печатной платы сложен и состоит из 20 основных этапов. Как правило, сверление проводится в начале этого процесса, после того как исходные материалы для подложки были нарезаны по размеру и установлена необходимая толщина печатной платы.
После того, как подложка подготовлена для сверления, вставляются инструментальные штифты, которые используются для удержания платы, пока она находится в предварительно запрограммированном станке с числовым программным управлением (ЧПУ). Затем в печатной плате просверливаются отверстия для монтажа компонентов, после чего платы разделяются и измеряются для точности. Наконец, конвейерный полировальный станок очищает поверхность меди от мелких заусенцев и шероховатостей.
Затем в печатной плате просверливаются отверстия для монтажа компонентов, после чего платы разделяются и измеряются для точности. Наконец, конвейерный полировальный станок очищает поверхность меди от мелких заусенцев и шероховатостей.
Когда печатная плата прошла контроль качества, процесс сверления завершается и начинается остальная часть производственного процесса.
Какое оборудование мы используем в ABL и насколько оно точное?
Здесь, в ABL Circuits, мы использовали станок для сверления печатных плат серии DRB 610 1+1. Когда дело доходит до сверления печатных плат, точность превыше всего. К счастью, станок для сверления печатных плат серии DRB 610 1+1 имеет точность до 0,0005 мм. Для сравнения, средний человеческий волос составляет примерно 0,0254 мм, что примерно в 50 раз больше!
Как это работает?
Сверлильный станок для печатных плат серии DRB 610 1+1 является частью переработанной и обновленной линейки продуктов Lenz. В результате он предлагает лучшую в своем классе точность и скорость.
Благодаря технологии прижимной лапки, телескопической системе загрузки и системе ПЗС-камер точность гарантируется. Кроме того, станок для сверления печатных плат серии DRB 610 1+1 также оснащен системой сверления и фрезерования с контролем глубины, лазерной системой измерения инструмента и современным контроллером Sieb & Meyer.
Одним из больших преимуществ этой машины является то, что она также позволяет нам выполнять пробные прогоны. Это означает, что мы можем устранить ошибки на ранней стадии. Кроме того, функция «выбор шаблона» машины позволяет выполнять повторы. Это означает, что затраты на производство и настройку могут быть сведены к минимуму.
Взгляните на нашу дрель для печатных плат в действии:
Как начать работу с ABL?
Компания ABL Circuits уже более 30 лет предлагает современные услуги по производству печатных плат. Мы усовершенствовали наши процессы, чтобы гарантировать, что мы можем предложить печатные платы высочайшего качества в кратчайшие сроки.
Благодаря нашему опыту мы можем предложить широкий спектр услуг по изготовлению печатных плат, отвечающих индивидуальным требованиям проектирования, производства и сборки. Если вы точно не знаете, что вам нужно, или хотите поговорить с членом команды, не стесняйтесь обращаться к нам. Помимо заполнения нашей контактной формы, вы можете позвонить нам по телефону 01462 417400 или написать по адресу [email protected].
Закажите бесплатную смету уже сегодня!
Готовы начать? Закажите бесплатную цитату сегодня. Если вы знаете подробную информацию о необходимых вам услугах по изготовлению печатных плат, заполните дополнительные поля, чтобы помочь нам лучше понять ваши требования.
Сверление печатных плат: что можно и чего нельзя делать
Сверление — самый дорогой и трудоемкий процесс в производстве плат. Процесс сверления печатной платы должен быть тщательно реализован, так как даже небольшая ошибка может привести к большим потерям. Процесс сверления считается наиболее важным и узким местом в производстве печатных плат. Инженер-конструктор печатных плат всегда должен изучать возможности производителя платы, прежде чем размещать заказ.
Инженер-конструктор печатных плат всегда должен изучать возможности производителя платы, прежде чем размещать заказ.
Процесс сверления является основой для переходных отверстий и связи между различными слоями. Уменьшение размеров электронных устройств, таких как телевизоры и телефоны, привело к превращению их из стационарных в портативные. Для уменьшения размера требуется высококачественная микрообработка. Бурение играет жизненно важную роль в том, чтобы сделать это возможным. Следовательно, применяемая технология бурения имеет значение.
The PCB Drill Tech
В основном существует два типа технологий сверления: механическое и лазерное сверление.
Сравнение механического и лазерного сверленияМеханическое сверление
Механические сверла менее точны, но просты в исполнении. Данная технология бурения реализуется буровыми долотами. Наименьший диаметр отверстия, которое можно просверлить этими сверлами, составляет около 6 мил (0,006 дюйма).
Ограничения по механической дрели
Механические дрели могут использоваться для 800 ударов при работе с более мягкими материалами, такими как FR4. Для более плотных материалов, таких как Rogers, срок службы сокращается до 200 отсчетов. Если производитель печатных плат проигнорирует это, это приведет к дефектным отверстиям, которые превратят плату в металлолом.
На трассах Sierra превосходные сверлильные станки Hitachi используются с допуском размещения отверстий в 1 мил.
Лазерное сверление
С другой стороны, лазерные сверла могут сверлить отверстия гораздо меньшего размера. Лазерное сверление — это бесконтактный процесс, при котором заготовка и инструмент не соприкасаются друг с другом. Лазерный луч используется для удаления материала доски и создания точных отверстий. Здесь можно легко контролировать глубину сверления.
Лазерная технология используется для легкого сверления отверстий контролируемой глубины. Здесь минимальный диаметр отверстия 2 мила (0,002 дюйма) может быть просверлен с высокой точностью.
Ограничения лазерного сверления
Печатная плата состоит из меди, стекловолокна и смолы. Эти материалы для печатных плат имеют разные оптические свойства. Это затрудняет эффективное прожигание лазерным лучом платы.
Стоимость процесса также сравнительно высока в случае лазерного бурения.
Лучше, если дизайнер разбирается в том, что происходит в цеху, чтобы получить лучшее представление о том, как проект воплощается в жизнь. Благодаря этому пониманию разработчик платы гарантирует, что конструкция может быть изготовлена. Это, в свою очередь, снижает стоимость и позволяет доставить товар в минимальные сроки.
Что происходит в цехе?
Блок-схема сверления печатных плат После процесса ламинирования ламинированная плата загружается на панель выходного материала на буровой станине. Выходной материал уменьшает образование заусенцев. Заусенец — это выступающая часть меди, образующаяся, когда сверлильный шпиндель проникает сквозь доску. Поверх этой панели загружаются и тщательно выравниваются дополнительные стопки. В конце на всю эту стопку накладывается лист алюминиевой фольги. Алюминиевая фольга предотвращает образование заусенцев на входе, а также рассеивает тепло, выделяемое быстро вращающимся сверлом. После того, как необходимое количество отверстий просверлено, доски отправляются на процесс снятия заусенцев и удаления пятен.
В конце на всю эту стопку накладывается лист алюминиевой фольги. Алюминиевая фольга предотвращает образование заусенцев на входе, а также рассеивает тепло, выделяемое быстро вращающимся сверлом. После того, как необходимое количество отверстий просверлено, доски отправляются на процесс снятия заусенцев и удаления пятен.
Поскольку качество просверленного отверстия является решающим аспектом, необходимо учитывать геометрию инструмента. Быстрорежущая сталь (HSS) и карбид вольфрама (WC) обычно используются для бурения композитных материалов. Твердосплавные инструменты обеспечивают более длительный срок службы инструмента при обработке полимера, армированного стекловолокном (GFRP). Сверла из цементированного карбида обычно используются при сверлении печатных плат.
Угол при вершине и угол подъёма
Сверла для печатных плат имеют угол при вершине 130° с углом подъёма от 30° до 35°. Угол при вершине расположен в верхней части сверла. Он измеряется между наиболее выступающими режущими кромками.
Угол винтовой линии — это угол между боковыми сторонами сверла в точках их пересечения.
Сравнение угла при вершине и угла спиралиСверлильный станок с ЧПУ
Сверлильный станок Hitachi для печатных платСверлильный станок представляет собой предварительно запрограммированный станок с числовым программным управлением (ЧПУ). Сверление происходит на основе координат XY, введенных в систему ЧПУ. Шпиндели вращаются с высокой скоростью и обеспечивают точное просверливание отверстия в доске. Когда шпиндель вращается с высокой скоростью, выделяется тепло из-за трения между стенкой отверстия и шпинделем. Это расплавляет содержимое смолы на стенках отверстия и приводит к мазку смолы. После того, как необходимые отверстия просверлены, выходная и входная панели выбрасываются. Это небольшая часть того, что происходит в цехе.
В отличие от процессов травления и металлизации, процесс сверления не имеет фиксированной продолжительности. Время сверления варьируется в зависимости от цеха в зависимости от количества отверстий, которые необходимо просверлить. Вот что происходит за кулисами цеха по производству печатных плат. Чтобы узнать больше о автоматизированном производстве применительно к печатным платам, прочитайте Что такое CAM или автоматизированное производство?
Вот что происходит за кулисами цеха по производству печатных плат. Чтобы узнать больше о автоматизированном производстве применительно к печатным платам, прочитайте Что такое CAM или автоматизированное производство?
В процессе бурения необходимо учитывать два важных аспекта:
- Соотношение сторон
- Сверление до медного зазора (Сверление до ближайшего медного элемента)
Соотношение сторон
Соотношение сторон — это способность эффективно покрывать медью отверстия (переходные отверстия). Меднение внутренней части отверстий — утомительное занятие при уменьшении диаметра и увеличении глубины. Для этого требуется гальваническая ванна с высокой мощностью выброса, чтобы жидкость могла хлынуть в крошечные отверстия.
Соотношение сторон (AR) = (глубина отверстия/диаметр просверленного отверстия)
Соотношение сторон 10:1 для сквозных отверстий и 0,75:1 для микроотверстий.
Как правило, для печатной платы толщиной 62 мил минимальный размер сверла может составлять 6 мил.
Сверление до меди
Сверление до медного зазораСверление до меди — это зазор между краем просверленного отверстия и ближайшим медным элементом. Ближайшим медным элементом может быть медная трасса или любая другая активная медная область. Это решающий фактор, так как даже небольшое отклонение приведет к нарушению цепи. Типичное значение сверла для меди составляет около 8 мил.
Минимальный зазор = ширина кольцевого кольца + зазор паяльной маски
Справочник по сборке
6 глав — 50 страниц — 70 минут чтения
Классификация отверстий
Просверленные отверстия подразделяются на p сквозные отверстия (PTH) и n сквозные отверстия (NPTH) .
Отверстия с покрытием (PTH) представляют собой проводящие переходные отверстия для передачи сигналов, которые устанавливают взаимосвязь между различными слоями печатной платы.
Отверстия без покрытия (NPTH) не проводят ток. Они используются для фиксации компонентов в процессе сборки печатной платы. Крепежные отверстия компонентов имеют резьбу NPTH. Для этих отверстий не существует допустимого уровня, поскольку компоненты не влезут, если размер отверстия слишком мал или велик.
Правило есть правило даже для лунки
Сверлить отверстия на печатной плате не так просто, как кажется. Это требует большой точности и должно придерживаться определенных правил проектирования. Давайте посмотрим на эти требования для NPTH и PTH.
Сквозное отверстие без покрытия (NPTH)
- Размер готового отверстия (минимум) = 0,006″
- Зазор от края до края (от любого другого элемента поверхности) (минимум) = 0,005″
Металлизированное сквозное отверстие (PTH)
- Размер готового отверстия (минимум) = 0,006″
- Размер кольцевого кольца (минимум) = 0,004 дюйма
- Зазор от края до края (от любого другого элемента поверхности) (минимум) = 0,009″
Катастрофы при бурении
После многократного использования буровые инструменты изнашиваются и ломаются. Это приводит к следующим проблемам:
Нарушается точность определения местоположения отверстия
Когда сверло не попадает в нужное место и смещается по той же оси, точность снижается. Сдвиги в просверленном отверстии приведут к касанию или прорыву кольцевых колец.
Шероховатость внутри просверленного отверстия
Шероховатость приводит к неравномерному покрытию медью. Это приводит к дырам и трещинам ствола. Это также может привести к снижению сопротивления изоляции из-за проникновения раствора меднения в стенку отверстия.
Мазок смолы
Смола в плите плавится из-за тепла, выделяемого во время сверления. Смола прилипает к стенкам отверстия и называется мазком смолы. Это снова приводит к плохому медному покрытию и нарушению проводимости между переходным отверстием и внутренними слоями схемы. Мазок смолы удаляется химическим раствором.
Наличие заусенцев на входе и выходе
Заусенец – нежелательная часть меди, выступающая из отверстия после сверления. Чаще всего они видны как на верхней, так и на нижней поверхности стопки печатных плат.
Шляпка гвоздя
Если шляпки гвоздя неправильные, существует вероятность изгиба меди во внутренних слоях при сверлении. Эти медные изгибы вызывают неравномерное покрытие и приводят к проблемам с проводимостью.
Отслоение
Частичное разделение слоев печатной платы считается расслоением. Неправильное сверление приводит к расслаиванию.
Все эти неровности нарушают целостность платы. Эти проблемы стали кошмаром для производителей. По этим причинам наши штатные инженеры-конструкторы причудливо определяют печатную плату как «проблемы возвращаются!»
Чтобы устранить эти недостатки, ученые исследовали процесс бурения и структуру конструкции и предложили следующие решения:
Средства правовой защиты
Процесс удаления слизи: Это химический процесс, при котором расплавленная смола, отложившаяся на стенках отверстия, удаляется. Этот процесс устраняет нежелательную смолу и повышает электропроводность через переходные отверстия.
Процесс удаления заусенцев: Это моторизованный процесс, который удаляет приподнятые концы (коронки) металла (меди), называемые заусенцами. Любой мусор, оставшийся в отверстиях, удаляется в процессе удаления заусенцев. Процесс удаления пятен повторяется после удаления заусенцев.
Расслоение: Этого можно избежать с помощью лазерных сверл. Как упоминалось ранее, при лазерном сверлении заготовка и инструмент не соприкасаются, что исключает расслоение.
Взгляните на приведенные ниже краткие рекомендации DFM, которые помогут вам сэкономить несколько долларов.
Справочник по проектированию для производства
10 глав — 40 страниц — 45 минут чтения
Советы по быстрому сверлению DFM для разработчиков печатных плат
- Соотношение сторон должно быть минимальным, чтобы избежать износа сверла
- Чем больше различных размеров сверл будет добавлено, тем больше сверл потребуется производителю.
 Вместо этого, если вы уменьшите размеры сверла, время сверления сократится.
Вместо этого, если вы уменьшите размеры сверла, время сверления сократится. - Чек
- Если сверла без покрытия имеют соединения
- Для количества/размера сверления между файлом сверла и распечаткой fab
- Если определен тип сверла (PTH / NPTH)
- Для закрытых отверстий менее 0,006″, если да, необходимо адресовать
- От укусов мышей
- Если сверла и другие элементы на медных слоях выходят за пределы профиля платы
- Если размеры переходных отверстий должны быть уменьшены, чтобы соответствовать требованию минимального соотношения сторон (A/R), следует учитывать допуск на сверление
- Для сверления с покрытием с допуском менее +/- 0,002″ и для NPTH, допуск сверления +/- 0,001
- Чертеж Fab для дуг, показывающий места сверления/паза или выреза NPTH, отсутствующие в файле сверла
- Для заполнения переходных отверстий по отношению к руководство по сборке
В последние годы процесс бурения был оптимизирован по сравнению с более ранними технологиями.
