Как производятся многослойные печатные платы. Какие особенности имеет технология изготовления гибких и гибко-жестких плат. В чем специфика производства плат на алюминиевом основании и СВЧ-плат. Какое оборудование применяется в современном производстве печатных плат.
Основные типы современных печатных плат
Технология производства печатных плат постоянно развивается, позволяя создавать все более сложные и функциональные изделия. Рассмотрим основные типы современных печатных плат:
- Многослойные печатные платы
- Гибкие печатные платы
- Гибко-жесткие печатные платы
- Печатные платы на алюминиевом основании
- СВЧ-печатные платы
Каждый из этих типов имеет свои особенности технологии производства, которые мы рассмотрим далее.
Технология производства многослойных печатных плат
Многослойные печатные платы (МПП) состоят из нескольких слоев проводящих рисунков, разделенных изоляционными слоями. Они позволяют значительно повысить плотность монтажа и функциональность электронных устройств.

Основные этапы производства МПП:
- Изготовление внутренних слоев
- Прессование пакета слоев
- Сверление сквозных отверстий
- Металлизация отверстий
- Формирование рисунка на внешних слоях
- Нанесение паяльной маски и финишных покрытий
Какое оборудование применяется при производстве МПП? Для изготовления внутренних слоев используются установки экспонирования, проявления и травления. Прессование осуществляется на многоэтажных прессах. Сверление выполняется на прецизионных сверлильных станках с ЧПУ. Металлизация отверстий производится в гальванических линиях.
Особенности технологии гибких печатных плат
Гибкие печатные платы изготавливаются на тонком полимерном основании, что позволяет им изгибаться без повреждений. Это дает возможность создавать компактные устройства со сложной 3D-компоновкой.
В чем заключаются основные отличия технологии гибких плат от жестких?
- Используются специальные гибкие материалы основания (полиимид, полиэстер)
- Применяется тонкая медная фольга (9-18 мкм)
- Требуется особо аккуратное обращение с тонкими заготовками
- Используются специальные финишные покрытия, выдерживающие изгибы
Производство гибких плат требует применения специализированного оборудования, адаптированного для работы с гибкими материалами. Это касается систем экспонирования, прессования, сверления и других этапов.
Технология изготовления гибко-жестких печатных плат
Гибко-жесткие печатные платы сочетают в себе участки жесткой и гибкой структуры. Это позволяет создавать сложные 3D-конструкции электронных устройств.
Какие особенности имеет производство гибко-жестких плат?
- Использование комбинации жестких и гибких материалов
- Сложная структура с переходами между жесткими и гибкими участками
- Применение специальных клеевых материалов для соединения слоев
- Прецизионное совмещение жестких и гибких частей
Изготовление гибко-жестких плат требует высокоточного оборудования и строгого контроля всех технологических параметров. Особое внимание уделяется процессам прессования и сверления переходных отверстий между жесткими и гибкими участками.
Специфика производства печатных плат на алюминиевом основании
Печатные платы на алюминиевом основании применяются в устройствах с высоким тепловыделением, обеспечивая эффективный отвод тепла. Чем отличается их производство от обычных плат?
- Использование алюминиевой подложки вместо стеклотекстолита
- Нанесение диэлектрического слоя на алюминий
- Применение специальных технологий металлизации и травления
- Особые требования к финишным покрытиям
При производстве требуется специальное оборудование для нанесения диэлектрика на алюминий и его отверждения. Также используются установки плазменной очистки поверхности алюминия перед нанесением диэлектрика.
Технологические особенности изготовления СВЧ-печатных плат
СВЧ-печатные платы применяются в высокочастотных устройствах и имеют ряд специфических требований к конструкции и технологии изготовления.
Какие особенности необходимо учитывать при производстве СВЧ-плат?
- Использование специальных СВЧ-материалов с низкими диэлектрическими потерями
- Высокие требования к точности изготовления проводящего рисунка
- Необходимость прецизионного контроля толщины диэлектрика
- Применение специальных финишных покрытий
Для производства СВЧ-плат применяется высокоточное оборудование фотолитографии, позволяющее формировать проводники с точностью до микрон. Также используются специальные измерительные системы для контроля электрических параметров плат на СВЧ.
Современное оборудование для производства печатных плат
Производство современных печатных плат требует применения высокотехнологичного автоматизированного оборудования. Какие основные виды оборудования используются?
- Автоматические линии подготовки поверхности
- Установки экспонирования с прецизионным совмещением
- Проявочные и травильные машины
- Многоэтажные гидравлические прессы для прессования МПП
- Высокоскоростные сверлильные станки с ЧПУ
- Автоматические гальванические линии
- Системы оптического и электрического контроля
Современные производственные линии оснащаются системами автоматизации, позволяющими минимизировать влияние человеческого фактора и обеспечить стабильно высокое качество продукции.

Контроль качества в производстве печатных плат
Обеспечение высокого качества печатных плат требует применения комплекса методов контроля на всех этапах производства. Какие основные виды контроля применяются?
- Входной контроль материалов
- Пооперационный контроль в процессе производства
- Оптический контроль топологии платы
- Рентгеновский контроль металлизации отверстий
- Электрическое тестирование готовых плат
- Испытания на надежность
Современные системы автоматического оптического контроля (АОИ) позволяют выявлять даже мельчайшие дефекты топологии. Электрическое тестирование на специальных установках обеспечивает проверку целостности цепей и отсутствия коротких замыканий.
Процесс изготовления печатных плат и оборудование
У нас нет такого понятия, как стандартная печатная плата. Каждая печатная плата имеет уникальные функции в конечном продукте. Поэтому изготовление печатной платы – это сложный процесс, состоящий из множества шагов. Этот обзор охватывает наиболее важные шаги при изготовлении многослойной печатной платы.
Когда Вы заказываете печатные платы на PCBWay, Вы покупаете качество, которое окупает себя с течением времени. Это гарантируется с помощью детализации продукта и контроля качества, гораздо более строгого, чем у других поставщиков, и гарантирует, что продукт будет полностью соответствовать требованиям. В процессе производства показанном ниже Вы можете увидеть, что процесс производства PCBWay уникален или даже выходит за рамки стандарта IPC.
Передовое оборудование делает нас мировыми лидерами в производстве прототипов печатных плат и мелкосерийном производстве печатных плат. Вы можете увидеть некоторые станки и оборудование. Мы постоянно обновляем наше оборудование чтобы гарантировать хорошее качество.
Материалы печатных плат
Медное основание и материалы основанияТравление печатных плат
Печать внутренних слоев и внешних слоев
AOI
Регистрация пробивки отверстий и автоматический оптический контроль
Травление
Химическое или электро-химическое удаление нежелательных областей проводящего или резистивного материала.
Коричневый оксид или черный оксид
Коричневый оксид или черный оксид, иммерсионный тонкий процесс для печатных плат / PWBs
Ламинирование
Продукт, получается путем соединения двух или более слоев материалов.
Предварительная очистка
Очищение и зачистка фоторезиста перед ламинированием.
Сверление печатной платы
Процесс механического сверления
Предварительная очистка
Очищение и зачистка фоторезиста перед ламинированием.
Визуальный контроль
Удаление нежелательной медной фольги с поверхности
Создание внешних слоев
Проверка, что на поверхности нет пыли, которая может стать причиной короткого замыкания или разомкнутой цепи на готовой печатной плате.
Электролизное осаждение меди
Первый шаг в процессе металлизации – это химическое осаждение очень тонкого слоя меди не стенки отверстий.
Металлизация
Далее мы делаем гальваническое покрытие платы медью.
Травление внешних слоев
Металлизация панели 25 микронами меди на отверстиях и дополнительными 25-30 микронами на дорожках и контактных площадках
Высокая температура
Печь с высокой температурой
Электролитическая металлизация
Химическое осаждение тонкого металлического покрытия над некоторыми основными металлами, которое достигается путем частичного смещения основного металла.
Скрайбирование
Надрезание платы примерно на 1/3 толщины материала, при этом оставляя тонкую полосу, удерживающую печатные платы вместе
Сверление печатной платы
Сверление отверстий для выводных компонентов и сквозных отверстий, которые соединяют медные слои друг с другом.
Нанесение паяльной маски
На большинстве плат имеется паяльная маска с эпоксидной краской, нанесенная с каждой стороны для защиты поверхности меди и предотвращения короткого замыкания припоя
Гальванопокрытие
Электроосаждение металлического покрытия на проводящем объекте.
Электрический тест
Узнайте, как тестируются Ваши печатные платы, чтобы гарантировать их качество.
Окончательная проверка
На последнем этапе процесса группа инспекторов с острым зрением осуществляет окончательную тщательную проверку каждой печатной платыr
Окончательная проверка
На последнем этапе процесса группа инспекторов с острым зрением осуществляет окончательную тщательную проверку каждой печатной платыr
Упаковка
Вакуумная упаковка
Производственное оборудование:
1.AOI Tестер
2.AOI Tестер
3.V-cut Машина
4. Медный тестер толщины
5. Летающий зонд тестер электричества
Производственное оборудование:
1. Металлографический анализатор
2.Химическая лаборатория
3. Импеданс тестер
4. Ионный тестер загрязнения
5. Спектрометр толщины металла
6.Hi-Pot Тестер
7.2D измерительный проектор
8.Peel Тестер прочности
Контрактное производство электроники — Контракт Электроника
Аркадий Медведев, президент Гильдии профессиональных технологов приборостроения, проф. МАИ
Печатные платы в электронике подобны цементу в строительстве, настолько значительное влияние, наряду с электронными компонентами, они оказывают на основополагающие характеристики электронного приборостроения. Казалось бы, если это так, то движение к совершенству печатных плат должно бы быть более динамичным и решительным. Однако капиталоемкость производства печатных плат столь велика, а рыночная цена плат столь мизерна, что окупаемость вложений в печатные платы — наиболее медленный процесс относительно других отраслей электроники. В течение всего долговременного процесса возврата инвестиций трудно обосновать новые дорогостоящие закупки для исправления ошибок, допущенных на этапе создания проекта. Поэтому выбор комплекта оборудования для производства печатных плат — процесс ответственный, требующий профессионального подхода и должного доверия руководства (инвесторов) к профессионализму своих технологов. Ошибка в выборе технологий и соответствующего ей оборудования тяжело сказывается на последующих результатах производства и поэтому нуждается в особой тщательности.
Версия в PDF (767Kb)
По каким принципам выбирать оборудование для производства печатных плат? Их несколько.
Первым вступает в процесс руководство предприятия. Ему придется принять решение — производить платы для внутреннего потребления или на рынок или на то и другое. Как правило, внутреннее потребление незначительно и небольшие объемы производства плат оправдывают себя только в стоимости функционально законченной продукции. Но и здесь среднегодовая выработка на одного работающего в радиоэлектронной отрасли — порядка 10 тыс. долларов [1]. Госпредприятиям трудно перешагнуть этот рубеж из-за жестко фиксированных норм рентабельности, не оставляющих средств ни на достойную оплату труда, ни на развитие производства.
Востребованность в небольших объемах такого производства удовлетворяется недорогим комплектом оборудования, которое принципиально по своей сути не может обеспечить требования рынка по качеству и классу точности плат. Единственное, чем они могут составить конкуренцию — оперативностью, краткосрочным исполнением простых заказов. Но емкость этого сектора рынка незначительна и может обеспечить достаток только небольшому коллективу из 2—3 человек. Этот путь бесперспективен для развития производства печатных плат.
Другой вариант — работа на рынок (контрактное производство) потребует значительных капитальных вложений для того лишь, чтобы положительно отличаться от других, от уже присутствующих на рынке. Возможно многое, чем отличаться и на российском рынке и на зарубежном. Но лучше всего использовать сильные стороны российских кадров технологов и производственников, они вынуждены работать за низкую зарплату и этим конкурируют с Европой, но способны создавать высокоинтеллектуальный продукт и в этом они имеют преимущества перед Юго-Восточным сектором рынка (Китай, Индия, Тайвань и т.п.). Российские технологи еще не растеряли свой профессионализм, чтобы освоить в производстве изделия и потеснить на российском рынке европейских производителей за счет своей относительной дешевизны и развернуть поток заказов в Россию из Юго-Восточных регионов за счет высокого технического уровня своих изделий.
Уже нет смысла создавать и развивать производство простых плат. Их достаточно много. Конкурентные преимущества здесь можно обеспечить только большими объемами и снижением себестоимости по всем статьям издержек производства. Нужно учитывать, что производственные мощности в этой области производства не загружены и периодически находятся в простое.
Если оценивать свои потенциальные возможности, глядя на зарубежное производство печатных плат (см. табл. 1 [2]), можно видеть, что нам есть куда развиваться. Весь вопрос в инвестициях и трезвой смелости руководителей предприятий в освоении этих инвестиций в развитие производства. Анализ российского контрактного производства электроники [3] показывает пеструю картину благополучия российских предприятий электроники: от 50—70 тыс. долларов выработки на одного работающего (LVS Electronics, ABRIS RCM group, PCB Technologies, «Арсенал» и др.) до 3—10 тыс. Большая часть российских предприятий контрактного производства находится в диапазоне 20—30 тыс. Но наличие в России успешных лидеров производства электроники вселяет большие надежды.
Таблица 1. Оценка мирового рынка печатных плат
|
Страна |
Число фабрик |
Годовой оборот, млрд. долл. |
Число работающих |
Оборот на одного работающего, тыс. долл. |
|
Китай |
1000 |
8,0 |
200 000 |
40 |
|
США |
530 |
8,8 |
48 000 |
183 |
|
Зап.Европа |
400 |
3,9 |
29 000 |
134 |
|
Япония |
300 |
10,3 |
46 000 |
218 |
|
Тайвань |
140 |
5,3 |
50 000 |
106 |
|
Корея |
120 |
3,7 |
35 000 |
105 |
|
Индия |
120 |
0,2 |
8 000 |
25 |
|
Остальные |
250 |
2,8 |
80 000 |
35 |
|
Мировое производство |
2 860 |
40,2 |
496 000 |
81 |
Работа на два фронта требует от руководства предприятий большого мужества, чтобы отпустить производство «на вольные хлеба». В этом случае производство в первую очередь удовлетворяет нужды своего предприятия, а оставшиеся свободные производственные мощности использует для работы на рынок через собственную коммерческую организацию. Работа по такой схеме обеспечивает не только хороший уровень оплаты труда, но и средства на обновление производства.
В планах Управления радиоэлектронной промышленности и систем управления Федерального агентства по промышленности довести к 2010 году выработку на одного работающего до 25—30 тыс. долларов. В докладе начальника управления Борисова Ю.И. показано, за счет каких преобразований планируется обеспечить этот успех. Одно из них: «Делать это следует путем организационно-структурных и институциональных преобразований обоих секторов производства: оборонно-ориентированного, требующего государственного управления, контроля и бюджетного финансирования, и рыночного, ориентированного в первую очередь на существенное развитие производства гражданской радиоэлектронной продукции с привлечением как отечественных, так и зарубежных инвестиций» [1]. Существуют положительные примеры таких сочетаний, обеспечивающих и достойную зарплату, и инвестиционные вложения в развитие производства.
Второй принцип развития понятен из первого — создать условия для конкуренции за счет становления или реконструкции производства с ориентировкой на производство ЬЫес-из-делий.
Третий принцип развития — высокий уровень автоматизации не столь-ко для уменьшения численности персонала, сколько для избавления от дурного влияния человеческого фактора на качество плат, и для обеспечения возможности автоматического управления режимами обработки и оперативного управления произ-вод ством: электронный документооборот, электронная диспетчеризация, логистика, автоматические склады и др.
Четвертый принцип связан с решением экологических проблем производства печатных плат, отличающегося особо агрессивными стоками, если не принять специальных мер. В первую очередь это относится к травильным растворам и промывным водам.
Пятый немаловажный принцип — создание забега на будущее, чтобы освоение новых технологий в перспективе не было сопряжено с дополнительными громадными затратами. Это можно обеспечить видением перспектив и модернизацией производства с учетом этих перспектив.
Конечно, нужно учитывать и региональные особенности развития производства: размер оплаты труда, профессиональную подготовленность персонала, состояние природной среды, стоимость зданий и сооружений, их реконструкции и др. Эти особенности существенно сказываются на распределении развивающихся производств печатных плат — в основном за пределами Москвы и Санкт-Петербурга.
После того как мы попытались обосновать характерное для России направление развития производства печатных плат в сторону ггЫес, давайте обозначим, в чем оно состоит и чем оно достигается.
Схемы процессов изготовления пп
Варианты схем выбирают, руководствуясь требуемым разрешением рисунка печатных плат [4]. Об этом приходится говорить в связи с появлением моды на определенные схемы, например, на тентинг-процесс. Действительно, тентинг-процесс содержит меньше операций и, соответственно, меньше оборудования. Но издержки от осаждения и травления больших объемов меди и риска большого брака из-за возможных несовмещений рисунка пленочного фоторезиста с отверстиями заставляет осторожно оценивать его преимущества.
Так же трезво нужно относиться к процессам прямой металлизации. Сегодня, когда мы повсеместно используем субтрактивные методы (травление фольги), этот процесс прогрессивный. Избавление от необходимости химического меднения и гальванической затяжки, значительно большая надежность внутренних межсоединений в МПП создает ему большие преимущества. Но если кто-то связывает себя с перспективой использования полуаддитивных методов для обеспечения лучшего разрешения рисунка, ему придется отказаться от процесса прямой металлизации и возвращаться к химическому меднению и к гальванической затяжке. В этом случае терять эти процессы на временном этапе использования субтрактивных методов не целесообразно, поскольку возврат к ним связан с дорогостоящей модернизацией химико-гальванической линии.
В последнее время началась техническая реализация лазерных методов формирования рисунка за счет испарения меди из зазоров. Этому процессу не свойственен эффект, связанный с боковым подтравливанием, величина зазора в рисунке определяется длиной волны и апертурой оптической системы, выделяющей из излучения область максимальной энергии. Поэтому считается, что лазерным методом можно воспроизводить толстые проводники шириной 20…30 мкм. Например, ультрафиолетовые лазеры позволяют воспроизвести в медном покрытии зазор шириной 20 мкм со скоростью 0,3 м/с [5]. Однако до конца (до основания) освободить зазор от меди не представляется возможным, поскольку по мере утонения фольги при ее испарении начинает нагреваться диэлектрик основания, что приводит к нежелательным эффектам — тепловому взрыву под фольгой. Поэтому процесс испарения меди в зазорах не доводят до конца, оставляя 3.5 мкм металла, который окончательно химически вытравливают за счет разницы в толщине меди на проводниках и в зазоре (дифференциальное травление).
Преимущества полуаддитивных методов в лучшем разрешении рисунка неоспоримы, но производители ПП долго еще постараются остаться на позициях субтрактивных методов, которые гарантируют большую устойчивость в обеспечении хорошей адгезии меди с подложкой. Тем более что намечается тенденция к использованию лазерного скрайбирования зазоров и пробельных мест лазерной сублимацией меди.
Существенное добавление к базовым процессам состоит в наращивании слоев с глухими металлизированными отверстиями (build-up), что позволяет многократно увеличить плотность межсоединений в МПП, как показано на рисунке 1. Еще одно добавление — встраивание пассивных компонентов: резисторов, конденсаторов, индуктивностей — дает значительную экономию в сборочно-монтажных процессах, гораздо большую, чем издержки в производстве печатных плат. Отклонение от базовых процессов — лазерное формирование рисунка проводников в сплошном слое металлизации за счет сублимации меди из зазоров. Лазерное скрайбирование позволяет обойтись без химического травления и получить разрешение по проводникам и зазорам, соизмеримое с толщиной металла.
Рис. 1. МПП с послойным наращиванием межслойных переходов, лазерным формированием прецизионного рисунка, с встроенными пассивными элементами схем
Двукратное увеличение плотности межсоединений достигается заполнением глухих отверстий металлом. Из рисунка 2 можно видеть, что меж-слойные соединения в этом случае можно строить друг над другом, а не со сдвигом в сторону на один шаг, как если бы глухие отверстия не были бы заполнены металлом.
Рис. 2. Межслойные переходы, выполненные металлонаполненными глухими отверстиями
Комплектование производства печатных плат
Централизованные поставки оборудования для химических и гальванических процессов, как правило, ориентированы на определенный набор химикатов, в первую очередь для процессов прямой металлизации, иммерсионных процессов, гальваники и других концентратов, применение которых избавляет производство от проведения всевозможных химических анализов, требующих профессиональных навыков химика (так называемые, АВС-процессы). В производстве не происходят глобальные изменения, которые не были бы известны российским технологам. Но все же, давайте зафиксируем сегодняшнее состояние технологий и немного заглянем в будущее, чтобы знать, к чему нам готовиться.
Фотошаблоны
Высокая производительность современных растровых лазерных фотоплоттеров позволяет обеспечить фотошаблонами трехсменную работу основного производства без репродукции, т.е. изготавливать на них рабочие фотошаблоны, минуя фотооригиналы. Это тем более удобно, что текущие изменения в проектах могут быстро отслеживаться производством без потери темпов.
На российском рынке сейчас присутствуют два принципа изготовления фотошаблонов: лазерное гравирование СО2-лазером полимерной пленки с масочным покрытием [6] и растровая засветка фотопленки лучом лазера или точечного источника света [7]. Оборудование, реализующее эти процессы, равноценно по разрешению и производительности. Если же смотреть с точки зрения разделения сфер использования, то они в большой мере субъективны. Обычно лазерные гравировщики (Laser-Graver) используют конструкторские подразделения, если они самостоятельно поставляют фотошаблоны в производство и считают их составной частью конструкторской документации. Разнородность темпе-ратурно-влажностных условий среды помещений в КБ и в производстве приводит к плаванию размеров фотошаблонов и неустойчивости на операциях совмещения элементов межсоединений. Технология Laser-Graver активно используется для изготовления фотоформ в полиграфическом производстве многоцветной продукции, где вопросы совмещения не менее важны, чем в производстве печатных плат. В связи с этим размерная стабильность основы «сухого» фотошаблона не должна вызывать сомнений.
Фотоплоттеры, как правило, используют цеховые подразделения. Тогда изготовление фотошаблонов находится в составе участка фотолитографии, где обязаны быть созданы однородные условия вакуумной гигиены: обеспыливание, термо- и вла-гостабилизация. Этим обеспечивается размерная стабильность полимерной основы фотопленки, особенно чувствительной к изменениям относительной и абсолютной влажности среды (0,001% на 1%).
Ламинирование фоторезиста
Альтернативные процессы нанесения фоторезиста: жидкого или пленочного — начинают сдвигаться в сторону жидких фоторезистов для воспроизведения линий шириной менее 100 мкм и щелочного вытравливания глухих отверстий в тонких полиимидных слоях МПП (вместо сверления). Равномерное нанесение тонких слоев жидкого фоторезиста обеспечивается валковым методом или медленным вытягиванием. Очевидно, что присутствие пыли в воздухе производственных помещений сводит на нет все преимущества хорошего воспроизведения рисунка жидким фоторезистом. Для традиционных процессов фотолитографии с разрешением до 0,07/0,07 мм целесообразнее использовать сухие пленочные фоторезисты. Предлагаемые на рынке ламинаторы отличаются различным уровнем автоматизации процесса и наличием систем предварительного подогрева, обеспыливания, обрезания пленки и т.д. Множество устройств, входящих в состав ламинатора: устройства предварительного центрирования, захвата, обрезки, вакуумная
пластина и др. — оснащены микропроцессорным управлением.
Экспонирование
Воспроизводство тонкого рисунка с нормами проводник/зазор до 0,05/0,05 мм связано не столько с процессами проявления и травления (они даже не рассматриваются в ряду общих проблем), сколько с оптическими системами и фоторезистами. В тонком рисунке уже сказываются незаметные раньше явления: абберации, дифракции, рассеивание света в толще фоторезиста, недостаточная планаризация поверхности фоторезиста, недостаточная параллельность лучей, нагрев зоны экспонирования, который приводит к изменению размеров фотошаблона во время экспозиции, и ряд других. Для устранения этих эффектов создано новое поколение автоматических установок экспонирования, в которых автоматизировано все, даже совмещение фотошаблонов по реперным знакам (без пробивки базовых отверстий) с использованием элементов технического зрения.
Современные установки экспонирования отличаются конструкциями оптических систем, создающих рассеянный или коллимированный свет, точечный источник света. В этой же последовательности нарастает цена установок и степень разрешения рисунка. Наиболее совершенны установки, в которых автоматизированы загрузка и выгрузка, совмещение фотошаблонов с двух сторон, вакуумный прижим, проверка совмещения после вакууми-рования, экспозиция. Такие установки обеспечивают точность совмещения ±5 мкм, разрешение ±2 мкм и полностью лишены влияния человеческого фактора [8]. Например, автоматические светокопировальные рамы EXPOMAT HAE, AEX, HEX (PRINTPROCESS) с лампами высокого давления 6 кВт с особым оптическим отражателем (рассеянный источник света) обеспечивают получение проводников и зазоров в 50 мкм на фоторезисте толщиной 38 мкм, и это является условием контракта при поставке оборудования [9].
Прямое лазерное формирование рисунка
на фоторезисте (Laser Direct Imaging — LDI) — начинающая распространяться альтернатива традиционной фотолитографии. Растровый рисунок экспонируется на фоторезисте непосредственно лучом лазера, минуя процессы изготовления фотошаблонов и экспонирования с фотошаблона. При двустороннем LDI-экспонировании автоматически совмещаются рисунки двух сторон. Производительность LDI-системы — 80 экспонирований в час для формата 457 х 609 мм, так что одна установка обеспечивает производство ДПП мощностью 25 м2/ч или МПП — 16 м2/ч. LDI-системы — дорогие установки, поэтому на меньших производительностях они не окупаются [10]. Если оценивать современное состояние LDI-процессов, то нужно отнести его к промежуточной стадии развития и подождать, когда этот процесс будет доведен до удаления масочного покрытия из пробельных мест, чтобы избавиться и от процесса проявления фоторезиста. Или дождаться, когда лазерные LDI-системы формирования рисунка непосредственно по меди станут более совершенными и дешевыми. Уже сейчас тонкий рисунок проводников и зазоров (30/40 мкм) на прецизионных печатных платах выполняют лазерным гравированием с последующим химическим вытравливанием остатков меди в зазорах по схеме дифференциального травления.
Использование планшетных струйных принтеров
Высокий уровень рентабельности в многономенклатурном производстве имеют системы Ink Jet Printer — ка-пелъно-струйные принтеры для нанесения маркировки, рисунка резиста для травления рисунка, паяльной маски с разрешением 720 dpi [11].Установки нанесения прямого изображения ре-зистами ультрафиолетового отверждения фирмы New System являются одной из последних разработок в производстве печатных плат. Применение этих принтеров позволяет значительно снизить сроки изготовления печатных плат, уменьшить количество основных операций, сократить производственные площади, уменьшить численность персонала и расход материалов, что в конечном итоге значительно уменьшает себестоимость продукции.
Струйная обработка
Проявление и удаление фоторезиста, проявление паяльной маски, травление рисунка — для всех этих процессов струйной обработки фирмы-поставщики предлагают собственные оригинальные решения, направленные на равномерное воспроизведение тонких линий. Фирма RESCO (Италия) предлагает систему TFS, устраняющую эффект накопления луж обрабатывающего раствора, попеременно меняя направления струй в противоположных направлениях. Фирма PILL (Германия) предлагала специальную систему отсоса отработанного раствора (фирма перестала существовать). Рабочие модули в линиях фирмы Schmid (Германия) обладают возможностью индивидуальной регулировки напора струй, так что можно настроить интенсивность травления с учетом неравномерности толщины вытравливаемого слоя. Трудно сказать, насколько эффективны эти методы в улучшении воспроизводимости тонкого рисунка. В реальном производстве больше ценится удобство эксплуатации: возможность обработки тонких слоев, хорошая химическая и термическая устойчивость конструкционных материалов и особенно швов и стыков, большая длина рабочих камер, полнота комплектации фильтрами, насосами, нагревателями, оптимальный уровень автоматизации, удобство обслуживания. Ценится также возможность сборки линии из модулей различного назначения, чтобы можно было организовать любую последовательность струйной обработки.
Производственников больше волнует не какие-то дополнительные возможности машин, рекламируемые поставщиками, а отсутствие ставших традиционными огрехов в их работе, таких как:
— несовершенство конвейерной системы, приводящее к развороту плат на конвейере;
— застревание заготовок в процессорных камерах;
— малый объем ванн или несовершенство системы обновления раствора;
— несовершенство системы распыления растворов;
— использование погружных насосов вместо выносных;
— отсутствие систем улавливания аэрозоля;
— отсутствие автономной системы перемешивания растворов в баках;
— некачественная сварка баков;
— сложность замены изнашиваемых деталей [12].
Нельзя пройти мимо заметного события. В России (г. Дмитров) организовано производство технологических линий струйной обработки WAT — «Передовые технологии». Там же выпускают химико-гальванические линии на любую производительность, HASL-установки, термошкафы. Линии WAT лишены отмеченных выше недостатков.
Системы совмещения
Совмещение элементов межсоединений в многослойных структурах — процесс многофакторный. Можно получить хорошие результаты позиционирования элементов рисунка на фотоплоттерах и сверлильных станках, но деформации пленочной основы фотошаблонов и слоев после травления и в процессе прессования могут свести на нет эти результаты, если используется непродуманная система совмещения. Системы базирования на штифтах с пробивкой базовых отверстий уже исчерпали свои возможности в обеспечении хорошей точности совмещения.
Прорыв в улучшении системы совмещения сделала швейцарская фирма PRINTPROCESS AG, обеспечив точность совмещения, соизмеримую с точностью сверления [13]. Эта принципиально новая бесштифтовая система совмещения в многослойных структурах позволяет изготавливать прецизионные многослойные печатные платы по высоким проектным нормам. В отличие от систем, использующих базирование на штырях — PIN-LAM, эта система без базовых отверстий названа MAS-LAM. На эту систему базирования перешло большинство заводов Европы и Азии, российские заводы в Рязани, Чебоксарах и др. Заводу ЭЛАРА этот процесс позволил не только увеличить точность совмещения, но и перейти с заготовки размером 300 х 400 мм на размер 530 х 610 мм.
Прессование
Требования к процессам прессования сегодня определяются высокой плотностью межсоединений, выполнением отверстий на внутренних слоях, необходимостью точного воспроизведения волнового сопротивления согласованных линий связи, более строгими требованиями к короблению применительно к требованиям поверхностного монтажа. Все эти требования могут быть удовлетворены только при условии использования систем вакуумного прессования с минимальными градиентами температур при нагреве и охлаждении, точности поддержания режимов давления и идеальной плоскостности плит. Расширяющиеся объемы использования полиимидных материалов нуждаются в более высоких температурах отверждения — порядка 400°С. Современные гидравлические прессы для прессования МПП отвечают всем этим требованиям: параллельность плит сохраняется в пределах ±30 мкм, температурная точность ±1°С, точность поддержания давления ±1 бар. Для уменьшения температурных градиентов во времени и пространстве используется, как правило, термомаслянный нагрев и охлаждение. Для предотвращения термодеструкции и испарения низкомолекулярных фракций масла для высоких температур прессования используется среда азота. Для эффективного выноса воздуха и летучих фракций из прессуемого пакета слоев применяется вакуумиро-вание рабочей зоны пресса с остаточным давлением 5 миллибар в течение всего времени прессования [14].
Чтобы сократить время использования горячих прессов и экономии энергии, участки прессования дополнительно оснащают установками холодного прессования в соотношении горячий пресс/холодный пресс = 2/1. Тогда продолжительность цикла уменьшается с 150 мин до 100 мин. Нагрев горячих плит не отключается, загрузка прессформ производится в горячие пресса.
Вместе с прессами, как правило, предлагаются опции, использование которых улучшают условия и производительность труда, устойчивость процессов: загрузочно-разгрузоч-ные тележки, стеллажи-накопители с подъемным устройством, станции сборки пакетов и для технологии PIN-LAM — расштифтовщики с устройством разборки прессформ.
Обязательным приложением к поставкам прессового оборудования является система визуализации параметров управления на базе персонального компьютера. Система обеспечивает выполнение трех отдельных функций: загрузку режимов прессования из архива и запись в архив новых отработанных режимов, диагностику оборудования для выявления неисправностей. Стабильность свойств материалов импортных поставок с рекомендованными режимами прессования позволяют быстро найти в архиве соответствующие режимы применительно к этим рекомендациям и быстро запустить процесс.
Сверление
Современные сверлильно-фрезер-ные станки для сверления печатных плат объединены общими признаками технического исполнения:
— стол-основание из натурального камня или гранита;
— стандартный привод Х-У на линейных двигателях;
— перемещение по Х-У рабочих органов на воздушных подшипниках;
— малая масса рабочего стола за счет использования новых композиционных материалов, в частности углепластика;
— высокоскоростной шпиндель: 150 тыс. об./мин, высокочастотный шпиндель для микросверления — 180 тыс. об./мин;
— автоматическая смена инструмента;
— система лазерного контроля состояния инструмента до и в процессе работы;
— управляемый скоростной сервопривод по оси Ъ;
— контроллер компьютерного управления.
Благодаря удачной сбалансированности этих элементов конструкции создается хорошее сочетание точности позиционирования (до ±5 мкм) и производительности (до 400 отв./мин), возможность механического сверления отверстий до диаметра 0,1 мм, точность глубины сверления до ±25 мкм (для станков КЮ — 7 мкм), высокая скорость перемещения: по осям Х-У с ускорением 10…15 м/с2, по оси Ъ — Автоматическая смена инструмента согласуется с производительностью станка — магазин сверл может загружаться сотнями/тысячами сверл десятка номенклатур [15, 16].
Химическое сверление
Использование полиимидных пленок для наращивания слоев МПП позволяет вытравливать в них глухие отверстия в крепких горячих щелочах. Для этого первоначально в соответствующих местах вытравливаются окна в фольге, которая в данном случае играет роль маски. Этот групповой метод оформления отверстий, естественно, обладает высокой производительностью. Но отсутствие соответствующих установок со струйной обработкой горячими щелочами вынуждает использовать погружное травление, что влечет за собой нежелательное подтравлива-ние диэлектрика под фольгой. Тем не менее, при отсутствии соответствующего оснащения травление отверстий остается единственным способом выполнения глухих отверстий.
Лазерное сверление
Предлагается ряд совершенно новых решений для микросверления, основанного на использовании мощных лазеров. Лазерные системы позволяют сверлить сотни отверстий в секунду диаметром от 0,05 до 0,2 мм. Активная среда Си-Вг-лазера, излучающего на длинах волн 511 и 578 нм, или КёУАО-лазера с длиной волны на третьей гармонике 355 нм, специально выбрана для хорошего поглощения энергии излучения медью в ультрафиолетовой области спектра. Необходимость использования таких систем обосновывается большим количеством микроотверстий в платах с высокой плотностью межсоединений (МЬВ-ИВ1). Плотность размещения таких отверстий в МЬВ-ИБ1-платах достигает 10 тыс./дм2.
Для сверления комбинации фольги и диэлектрика приходится варьировать мощностью лазера так, что сверление фольги производится при плотности энергии 4 Дж/см2, диэлектрической подложки — 0,1 Дж/см2 (см. рис. 3 и 4) [7]. Аппаратное воплощение такой смены режимов в ходе сверления встретило затруднения. Поэтому в новых разработках пока планируется использовать два разнородных лазера, совмещенных в одной головке: СО2-лазер для сверления диэлектрика и «зеленый» эксимерный лазер для сверления меди. Лучи обоих лазеров сводят в одну точку так, что они одновременно или попеременно обрабатывают отверстие.
Рис. 3. Последовательность операций лазерного сверления глухих отверстий
Рис. 4. Фотографии микрошлифов глухого отверстия: а) после лазерного сверления; б) после металлизации
Химико-гальванические процессы
Направленность современных процессов металлизации состоит в решении проблем равномерности покрытий тонких глубоких сквозных отверстий и глухих переходов со слоя на слой. Немаловажны вопросы экологического характера: процессы металлизации наряду с процессами травления создают основной объем загрязненных промышленных стоков. Новации в области химических процессов состоят в основном в использовании
процессов прямой металлизации вместо прежних процессов тонкой и среднетолщинной химической металлизации. В гальванических процессах начинают распространяться процессы импульсной металлизации.
Прямая металлизация
Существо процесса прямой металлизации состоит в получении электропроводящего слоя для возможности дальнейшего осаждения меди электрохимическим способом, минуя процесс химической металлизации и гальванической затяжки, отсюда и термин — «прямая металлизация» [18].
В Европе, где к охране окружающей среды относятся жестко, процесс прямой металлизации используется довольно давно.
Примерно 70% зарубежных компаний используют при производстве ПП процесс «прямой металлизации», в то время как в отечественной промышленности это значение не превышает 40% [19, 20].
Для обеспечения электрической проводимости используется одна из трех систем:
— коллоидная система, содержащая палладий;
— суспензии на основе угля и его модификаций;
— процессы, основанные на осаждении токопроводящих полимеров.
В том и другом варианте осаждение электропроводящего слоя осуществляется избирательно на диэлектрик. Это принципиально с точки зрения расхода палладия и образования разделительного слоя на стыках внутренних соединений в МПП.
Перечислим преимущества процессов прямой металлизации.
1. Получение равномерных покрытий.
2. Изъятие из процессов растворов формалина и сильных комплексооб-разователей.
3. Короткое время создания поверхностной проводимости диэлектрика — порядка 15 с.
4. Используемые в технологии растворы обладают высокой стабильностью.
5. Возможность создания поверхностной проводимости для широкого диапазона диэлектриков.
6. Отсутствие разделительного слоя на стыках металлизации отверстий с внутренними КП.
7. Хорошая рассеивающая способность при удовлетворительном обмене раствора в отверстиях.
8. Меньший объем химических анализов.
9. Отсутствие необходимости слива растворов, содержащих медь.
Коллоидные системы, содержащие палладий, позволяют получить самый лучший вариант прямой металлизации сквозных отверстий. От прежних процессов он отличается большей дисперсностью распределения палладия в тонкой покровной пленке и тем, что медь, вместо химического восстановления, восстанавливается контакт ным методом, образуя тонкий слой с устойчиво хорошей электропроводностью. С позиций стоимости химических компонентов процесс прямой металлизации на основе использования углеродных суспензий (Black Hole) дешевле, но техническая реализация процесса Black Hole сложнее и стоимость оборудования выше, чем для палладиевой системы, где можно использовать обычные погружные системы. Это обусловлено тем, что в линию Black Hole-процесса приходится вводить дополнительные устройства:
— для предотвращения расслаивания раствора — ультразвуковое эмульгирование графитовой суспензии;
— для предотвращения уноса суспензии — двойные отжимные ролики на входе и выходе из камеры обработки;
— для предотвращения неравномерности покрытия — специальная конструкция трубопроводов подачи раствора;
— для предотвращения засорения отверстий для подачи суспензии — специальные щелевые напорные трубопроводы;
— для обеспечения устойчивости покрытия отверстий — система мягких роликов, принудительно вдавливающих суспензию в отверстия;
— для повышения эффективности сушки — роликовая сушка с двумя воздушными ножами, один из которых продувает отверстия, другой отсасывает остатки раствора и воды, новая сушка для маленьких отверстий.
Российские предприятия, первоначально освоившие систему Black Hole, отказываются от нее в пользу палладиевых систем.
В оборудовании гальванической металлизации решаются главные зада-
чи — интенсификация процессов обмена электролита в глубоких и глухих отверстиях. Для этого, в дополнение к покачиванию и барботажу, используются вибраторы, располагающиеся по краю или по центру катодных штанг. Вибрация освобождает тонкие отверстия от пузырьков воздуха и способствует интенсивному обмену раствора в отверстиях. Для металлизации глубоких отверстий в электролитах с выравнивающими добавками вибрация позволяет увеличить плотность тока с 0,5 до 2,5 А/дм2, за счет чего увеличивается производительность процесса.
Чтобы улучшить обмен электролита в тонких отверстиях и избавиться от эффекта «парусности» используется покачивание с захватом заготовки не только сверху (как обычно), но и снизу. Для обеспечения равномерности покрытия по площади заготовки в состав линий вводятся экраны. Наиболее эффективное новшество — импульсная металлизация, позволяющая не просто выровнять толщину металлизации в отверстии и на поверхности, но и при определенных режимах получить обратный эффект: толщина осаждения на поверхности меньше чем в отверстии (см. рис. 5, 6) [17].
Рис. 5. Стадии процессов осаждения при реверсировании тока:
Рис. 6. Иллюстрация результатов металлизации при реверсировании тока:
Ряд фирм предлагает горизонтальные линии химической обработки: очистки отверстий от продуктов сверления, прямой и электрохимической металлизации. В линиях используется система принудительного продавли-вания рабочих растворов в отверстия малого диаметра, за счет которой успешно металлизируются сквозные и глухие отверстия диаметром до 0,1 мм. Предусмотрены системы автоматического дозирования технологических растворов.
Конструкции вертикальных (погружных) линий, которые представляет, например, фирма РАЬ-Оа1уаиг, по-другому решают задачу металлизации тонких отверстий. Они имеют лазерную систему позиционирования операторов, более 300 вариантов технологических маршрутов с возможностью программирования новых вариантов, импульсные источники тока для уменьшения толщины металлизации на поверхности платы, пластиковые защитные экраны для выравнивания толщины металлизации по площади заготовки, специальные захваты подвески снизу для устранения «парусности» тонких заготовок, русифици-
а) результат осаждения при прямом импульсе тока;
б) формирование барьерного слоя;
в) осаждение по барьерному слою;
г) осаждение на второй стадии прямого тока;
д) итоговое покрытие
рованное программное обеспечение. В сочетании с использованием химических концентратов фирмы 1-Кеш линии РАЬ-ва1уаиг позволяют металлизировать сквозные и глухие отверстия диаметром до 0,1 мм. В настоящее время в мире успешно работает более тысячи единиц химико-гальвани-
ческого оборудования РАЬ-ва1уаиг в производстве фирм «Эрикссон» (Швеция), «Нокиа» (Финляндия), «Вольво» (Швеция), «Сканиа» (Швеция) и др.
Финишные покрытия
Большое разнообразие финишных покрытий говорит об отсутствии
выбора в пользу какого-либо одного-двух, удовлетворяющих всем требованиям по стоимости, смачиваемости, долговременности и т.д. Перечень их широк: OSP (Organic Solderability Preservative), NiAu (ENIG — Electroless Ni & Immersion Gold — химический никель и иммерсионное золото), ImAg
а) заполненное металлом глухое отверстие;
б) сквозное металлизированное отверстие;
в) заполненное металлом сквозное отверстие
(Immersion Ag), ImBi (Immersion Bi), Pd (Electroplate or Electroless Pd — химический или гальванический палладий), NiPd (Electroless Ni & Immersion Pd), NiPdAu (Electroless NiPd & Immersion Au), ImSn (Immercion Sn), NiSn (Electroplate Ni&Sn), SnAg (Electroplate Sn&Ag) and HASL (HotAir Solder Leveling). В этом широком ряду лидирующими покрытиями печатных плат являются OSP, ENIG, ImAg, ImSn и HASL [21].
HASL-процесс горячего облужива-ния плат, состоит в погружении плат на ограниченное время в ванну с расплавленным припоем, во время быстрой выемки плат их обдувают струи горячего воздуха, которые сдувают излишки припоя и выравнивают покрытие. Но наплывы припоя неизбежно остаются, особенно много их на развитых металлических поверхностях. В последующей сборке наплывы мешают установке мелких компонентов, что ограничивает применение HASL. Но с точки зрения качества покрытия, его исключительной способности к пайке ему нет равных. Поэтому там, где изготовление плат и сборка происходят в одном производстве, находят компромиссы, чтобы использовать HASL.
Еще один существенный недостаток HASL — жесткий термоудар, который испытывают платы при погружении в расплавленный припой. И чем выше рабочая температура припоя, тем серьезнее проблема обеспечения надежности межсоединений. Ряд предприятий не используют HASL для многослойных плат, считая, что они уменьшают надежность внутренних межсоединений от таких термоударов.
OSP обеспечивает защиту медной поверхности от окисления в процессе хранения и пайки. В конце пайки этот слой, выполнив свою функцию, теряет способность обеспечить последующие процессы пайки. В Японии это дешевое покрытие используется больше 20 лет. Но чтобы процесс пайки проходил в одну стадию группового нагрева, конструкторы изделий учитывают эту их особенность в целях снижения их себестоимости. OSP — хорошая альтернатива HASL. Но OSP имеет короткий жизненный цикл, что негативно сказывается на технологической надежности, не обеспечивает многократную пайку, тем более при высоких температурах. Чтобы избежать этих затруднений, приходится использовать нейтральную среду (азот) пайки.
ЕЫЮ (~ 4 мкм N1 + ~ 0,1 мкм Аи) — другая альтернатива ИА8Е-процессам. Это покрытие свободно от ионных загрязнений, способно к многократной пайке при высоких температурах, так как тонкий слой золота защищает никель от окисления, а никель — барьер, предотвращающий взаимную диффузию золота и меди. Характерный для Е№в дефект — черные контактные площадки, случающиеся из-за выделения на поверхность никеля фосфора, присутствующего в химическом процессе его восстановления. Во время пайки золото растворяется в припое и обнажает плохо паяемый слой фосфора. Припой скатывается с поверхности фосфора, в чем и проявляется эффект черной контактной площадки. Черные контактные площадки могут возникать также при передержке процесса пайки, интенсифицирующей образование ин-терметаллидов олова с никелем и олова с фосфором, внедренным в никель. Выделение фосфора на поверхности никеля может вызвать также процесс золочения. Осаждение защитного покрытия золотом из нейтральных электролитов уменьшает вероятность этих явлений.
ЕШв капризен в выборе флюсов, его цена примерно на 25% выше, чем у 08Р. Преимущества Е№в: жизнеспособность более года, плоская контактная поверхность, хорошая смачиваемость припоем при правильном подборе флюса, неокисляемая поверхность для контактирования (нажимные и скользящие контакты).
Иммерсионное олово (1ш8п) — еще одна альтернатива ИА8Е-процессам. Популярность 1ш8п растет за счет хорошей смачиваемости, которую он обеспечивает, и простоте процесса осаждения. 1ш8п демонстрирует лучшую паяемость чем Е№С Но существуют два ограничения для его применения: самопроизвольные нитевидные кристаллические образования, которые могут приводить к КЗ, и образование интерметаллических соединений СиХ8пУ. Поскольку толщина иммерсионного олова не превышает 1 мкм и СиХ8пУ быстро поглощает этот тонкий слой, способность к пайке исчезает. В последнее время возможность этого явления устраняют введением барьерного подслоя различного содержания: металлоорганика и др. Перспектива использования 1ш8п состоит в низкой стоимости процесса осаждения, хорошей паяемости, плоской поверхности покрытия (в отличие от HASL), хорошие условия для обеспечения беспаянных соединений Press-Fit (впрессовывание штырей-хвостовиков разъемов в металлизированные отверстия плат).
Иммерсионное серебро. Толщина ImAg не превышает 200 нм, поэтому расходы на реализацию этого покрытия незначительны. Жизнеспособность ImAg гораздо длительнее, чем OSP, но несколько меньше, чем ENIG. Пожелтение покрытия в процессе хранения, сборки и пайки — результат загрязнения воздушной среды сульфатами, хлоридами. Пожелтение не сказывается на свойствах ImAg , но его декоративность страдает. Консервирующие покрытия антиокислителями тормозят процесс пожелтения и продлевают жизнеспособность покрытия. ImAg менее популярно в Европе, чем в США, где оно более доступно.
Тестирование печатных плат
Для современного состояния тестирующих систем характерно использование контактирования «летающими» щупами вместо контактного поля (матриц контактов). Малую производительность этих систем компенсируют специальными приемами быстрого опроса состояния межсоединений по емкости проводников и их групп [18]. Преимущества двух систем использует фирма New System (Италия): в ее тестерах применяются «летающие матрицы» контактов, за счет чего производительность тестера увеличивается на порядок. Добавление к этому специальных приемов быстрого опроса делает производительность тестеров New System соизмеримой с проверкой контактным полем и транзисторным перебором сочетаний точек контактирования [19].
Применение автоматических тестеров фирмы New System с патентованной технологией «летающих матриц» позволяет проводить 100%-ное электрическое тестирование жестких и гибких печатных плат с одной или одновременно с двух сторон. При тестировании используется стандартный резистивный и ускоренный емкостный метод испытаний. Для базирования тестируемой платы или мультиплицированной заготовки используется оптическая система, позволяющая компенсировать возможную усадку материала или рассов-мещение наружных слоев.
Испытания. Для испытаний на российском рынке вновь появились малоразмерные климатические камеры, представленные например фирмой Tabai, хорошо зарекомендовавшие себя еще с советских времен [7].
Набор всевозможных цифровых измерительных приборов, например фирмы Fluke, позволяет измерить любые электрические характеристики печатных плат и базовых материалов: электрические сопротивления изоляции и проводников, волновое сопротивление линий связи в платах, погонные емкости проводников и др. Отличительный признак цифровой измерительной техники — длительный срок работы без поверки.
Набор лабораторного оборудования для металлографии, представляемый индийской фирмой Metatech, позволяет получить качественный микрошлиф через 17 минут после поступления платы на анализ. Набор для экспресс-анализа содержит рычажный пресс для высечки образца, настольный горячий пресс для оп-рессовки образца быстро твердеющей пластмассой, дисковую пилу для реза вдоль осей отверстий, полировочную машинку для доводки поверхности образца до нужной чистоты, металлографический микроскоп с видеокамерой (опция), принтер для регистрации данных анализа [20].
Инвестирование производства
Создание современного производства требует значительных инвестиций: от 100 тыс. до миллионов долларов. Собственных средств для таких вложений у предприятий нет, долгосрочные кредиты недоступны, привлечение средств с фондового рынка за счет продажи акций мало реально. В таких условиях предприятия вынуждены искать инвесторов, готовых принять бизнес-планы развития производства и финансировать их реализацию. Любопытно, что посредниками по привлечению инвестиций в развитие производства успешно выступают фирмы, поставляющие соответствующее оборудование. Наиболее продвинутые фирмы-поставщики имеют в своем составе технологические подразделения, способные профессионально оценить реальное техническое состояние предприятий и на основе этих оценок разработать технические проекты создания новых и реконструкции существующих производств. Используя экспресс-методы расчета экономических показателей создаваемых производств, они владеют полной информацией для подготовки пакета документа, необходимого для переговоров с инвесторами. С другой стороны, будучи частными предприятиями, ориентированными на рыночные условия, такие фирмы-поставщики оборудования давно установили тесные отношения с частным капиталом и успели завоевать его доверие.
Сегодня в России создалась противоречивая ситуация, при которой есть спрос капитала, и есть предложение капитала, но нет эффективного рынка, где они могут встретиться. Разрешить эту ситуацию могут профессиональные фирмы, вызывающие доверие обеих сторон [21].
Заключение
Постоянное обновление элементной базы требует соответствующей модернизации существующих технологий и оборудования производства печатных плат. Для России после 90-х годов стала неизбежной интеграция с западным рынком и его довлеющее влияние на отечественное производство. Это привело к необходимости активного заимствования технических решений, состоявшихся в международной кооперации электронной продукции.
Наблюдается возросший интерес инвесторов к вложению капиталов в производство и дефицит реальных инвестиционных проектов. Появились российские фирмы, удовлетворяющие интересы обеих сторон.
Сложившаяся конъюнктура рынка капитала является уникальной в новейшей истории России и предоставляет реальный шанс для экономического возрождения отечественного производства электроники.
Литература1. Борисов Ю. Концепция развития радиоэлектронного комплекса//Электроника. НТБ, 7/2005.
2. Медведев А. Летняя конференция-2005 Европейского института печатных схем//Технологии в электронной промышленности, 4/2005.
3. Медведев А. Производство электроники в России (по состоянию на первое полугодие 2005 г.)//Производство электроники, 6/2005.
4. Трубкина В. Выбор технологических методов в производстве печатных плат// Компоненты и технологии, 2/2002.
5. Петров М. Лазерная обработка материалов в электронике// Компоненты и технологии, 8/2002.
6. Ласкин А. Технология Laser Graver — шаблоны печатных плат за один технологический этап//Компоненты и технологии, 1/2003.
7. http://www.estek.ru
8. Медведев А., Однодворцев М., Семенов П. Модернизация производства печатных плат//Электронные компоненты, 9/2003.
9. http://www.printprocess.com
10. http://www.new-system.com
11. ОднодворцевМ. Нанесение маркировки струйно-капелъным методом//Тех-нологии в электронной промышленности, 2/2005.
12. Семенов П.В. Интервъю журналу «Технологии в электронной промышленнос-ти»//Технологии в электронной промышленности, 1/2006.
13. СеменовП. Системы совмещения. Частъ II. «Тенъ на плетенъ», или о том, как нас ведут в 5-й класс//Технологии в электронной промышленности, 6/2005.
14. Новокрещенов С. Коробление многослойных печатных плат//Электронные компоненты, 2/2004.
15. Однодворцев М. Современное свер-лилъно-фрезерное оборудование и важная ролъ технолога в получении качественного конечного резулътата на операции сверле-ния//Технологии в электронной промышленности, 1/2004.
16. Новокрещенов С. Выбор режущего инструмента//Технологии в электронной промышленности, 1/2005.
17. Медведев А., Семенов П. Импулъ-сная металлизация печатных плат//Тех-нологии в электронной промышленности, 3/2005.
18. Городов В. Методы электрического контроля печатных плат. Технологии в электронной промышленности, 1/2004.
19. Однодворцев М. Дюжина причин исполъзования установок электрического контроля с «летающими щупами» в мелкосерийном и среднесерийном производстве// Компоненты и технологии, 2/2005.
20. Анчевский И., Медведев А. Металлографический анализ многослойных печатных плат//Технологии в электронной промышленности, 2/2005.
21. Локшин Ю., Семенов П. Рынок оборудования для производства печатных плат: взгляд изнутри//Технологии в электронной промышленност, 1/2004.
Технология производства печатных плат — презентация онлайн
Модуль 1. Технология производства как один из важнейшихэтапов создания РЭС
Лекция № 6.
Тема: Технология изготовления печатных плат
6.1 Основные определения. Классификация ПП
6.2 Материалы ПП
6.3 Этапы производственного процесса ПП
2. 6.1 Основные понятия
• Точные информационные системысоздаются методами физико-химической
технологии
• Современная технология микроэлектроники
основана на двух принципах:
— последовательном формировании тонких
слоёв или плёнок при определённых
режимах
— создании топологических рисунков с
помощью микролитографии.
3. Печатная плата (ПП)
• важнейший узел электронных средств,который обеспечивает закрепление
компонентов и их соединение в
электрическую цепь для передачи
сигналов по печатным проводникам.
• ПП стали доминирующим
монтажным элементам в электронных
приборах с 1952 г.
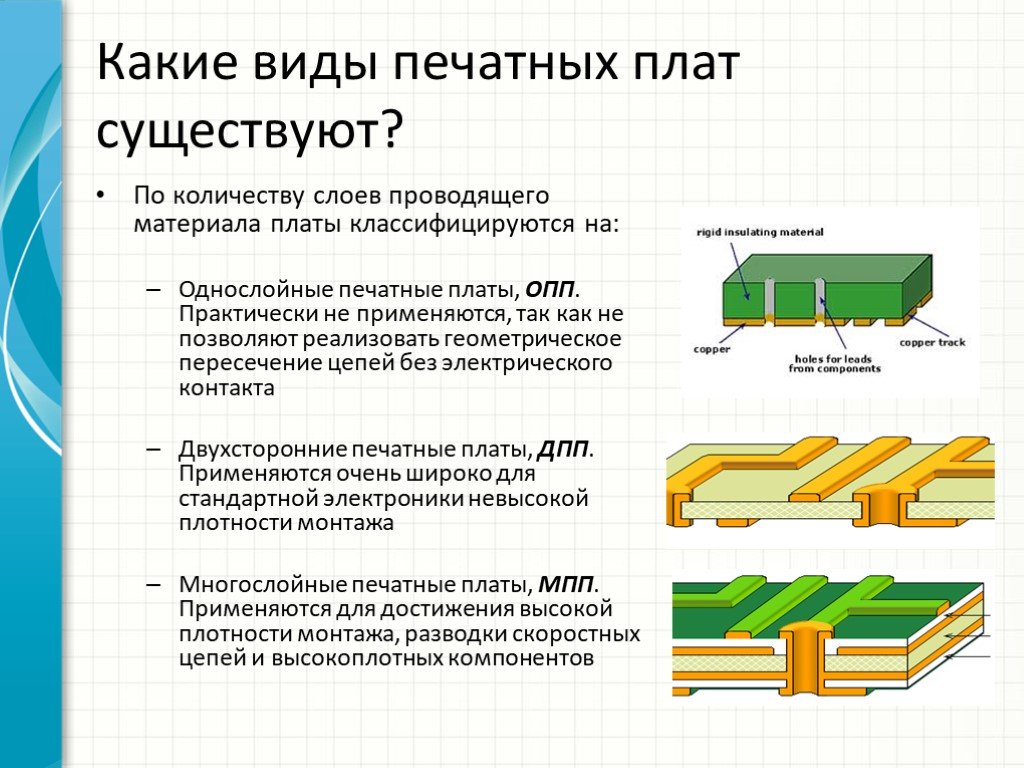
4. Печатные платы могут быть
• односторонними (ОПП),• двухсторонними (ДПП),
• многослойными (МПП).
5. ОПП и ДПП МПП
ОПП и ДПП• представляют собой
изоляционный
материал с
односторонним или
двусторонним
расположением
печатных проводников.
МПП
необходимы
соединительные
изоляционные
прокладки для
электрической
изоляции токоведущих
покрытий.
• Совмещение рисунков
проводников в МПП
достигается с
помощью отверстий в
слоях или штифтов
штампа
6. Применение ПП
МППОПП и ДПП
в бытовой электронике,
технике связи,
блоках питания,
в измерительной и
высокочастотной
технике,
• в вычислительной
технике.
• в технике управления
автоматического
регулирования,
• вычислительной,
• ракетной
• авиационной.
7. Печатные платы различаются по виду основания печатной платы.
• Металлические печатныеплаты имеют основания
из меди, титана, инвара,
покрытые изоляционным
слоем.
• Такие платы
используются для
теплонагруженных
модулей.
• Эта технология позволяет
располагать плату на
задней крышке прибора
или на корпусе
автомобиля.
• Керамические печатные платы
изготавливают вжиганием пасты в
керамические основания платы.
• Высокая теплопроводность основания,
малые диэлектрические потери
обеспечивают их для построения
мощных и высокочастотных
устройств.
9. Гибкие печатные платы
• формируются на полиэфирной или полиимиднойоснове и позволяют уменьшить массу и объем
электронной аппаратуры.
• На основе гибких плат создают уникальные
сложные гибко-жесткие конструкции с
повышенной надежностью.
• Гибкие печатные платы используются для
создания разнообразных пленочных клавиатур.
10. Важные достоинства полимерных плат:
• малые габариты, вес,• возможность одновременно
изготавливать платы и формировать
гибкий пленочный кабель.
11. Печатная плата с защитным покрытием
На поверхность печатной платынаносят защитные покрытия на
основе:
канифоли,
эпоксидных или
полиэфирных смол,
которые устраняют возможность
образования электрических
мостиков между слоями
проводников, возникающих
вследствие загрязнения и влаги.
12. 6.2 Материалы печатных плат
• Основа ПП – диэлектрик:— с высокой химической и термической стойкостью,
минимальной деформацией и водопоглащением
(до 0,5).
• Удельное сопротивление не менее 1010 Ом.
• В качестве диэлектрика ПП широко используются
стеклотекстолит (СТ), который получают
пропиткой бесщелочных стеклянных тканей
эпоксифенолформальдегидным лаком (ЭФФЛ) на
вертикальных пропиточных машинах с сушкой
(v = 0,8 – 1,2 м/мин) и намоткой на барабан
13. Стеклотекстолит фольгированный (СФ)
• получают склеиванием стеклотекстолита имедной фольги на гидравлических прессах,
• 3 слоя стеклотекстолита и подаваемая с
двух сторон медная фольга, пропускают
через нагретое прижимное устройство, при
этом диэлектрический материал
полимеризуется, а фольга плотно
прижимается с обеих сторон.
14. Гетинакс
• слоистый прессованный пластик наоснове бумаги, пропитанной
термореактивной смолой.
• Фольгированный гетинакс обозначают
ГФ.
• Содержание смолы СФ и ГФ 40 – 60%.
Медную фольгу толщиной 0,035 – 0,18 мм (35 – 180 мкм) изготавливают прокаткой либо электрохимическим осаждением. Несмотря на высокие
механические свойства катаной фольги, она имеет ряд недостатков: примеси
металлов, малая ширина (150 – 300 мм), местами выгорание меди из-за перегрева. Поэтому предпочтение отдаётся электрохимической фольге, которая
получается при вращении барабана – катода из нержавеющей стали в растворе соли меди, при определённой плотности тока и скорости вращения. Покрывающий катод осадок меди определённой толщины при выходе барабана
из электролита отдирается от поверхности, протягивается через промывное и
сушильное устройство и наматывается на приёмную гильзу.
Для повышения температурной стойкости и адгезии фольги к диэлектрику производится электрохимическое оксидирование фольги: фольга обрабатывается в растворе NaOH при определённой плотности тока. Образуется
на поверхности защитный слой Na2CuO2, который не препятствует пайке.
Чем точнее фольга, тем более тонкие проводники можно получить на
печатных платах: 25 – 75 мкм.
16. Новая керамика для изготовления печатных плат
недостатки фольгированныхдиэлектриков :
Эти недостатки
можно исключить,
применяя основания из:
• большой непроизводительный
расход меди,
• Длительность процесса;
• значительное количество
сточных вод, содержащих
кислые травильные растворы.
в ряде случаев применение
традиционных печатных плат
из гетинакса и текстолита
неприемлемо в силу их
низкой термостойкости и
вероятности возгорания.
алюмооксидной
керамики на базе
природного минерала
пирофиллита
• стеклокерамических
материалов
17. Печатные платы способствуют
• повышению плотности монтажа,• снижению длины проводников,
• уменьшению массы и габаритов
приборов,
• снижению паразитных связей за счет
использования экранирования и
низкоомных проводников.
18. При изготовлении ПП ПП обеспечивают
При изготовлении ПП• используются
групповые
автоматизированные
методы,
• снижаются ошибки при
монтаже.
ПП
обеспечивают
• простоту проверки
• хорошую
ремонтопригодность,
что повышает
надежность и
механическую
стабильность приборов
и устройств.
19. К недостаткам печатных плат
• можно отнести нежелательныеемкостные и индуктивные связи
• увеличенное время разработки
20. Технологический процесс изготовления Электронных изделий
Технологический процесс изготовленияЭлектронных изделий состоит из нескольких
последовательных этапов:
• На печатные платы устанавливаются
многочисленные компоненты: резисторы,
конденсаторы, интегральные схемы, выводы
которых соединены в Единую электрическую
схему.
• Отдельные печатные платы и другие компоненты
собираются в блоки, образуя законченную
конструкцию.
22. Производственный процесс изготовления электронных схем
На этапе настройкиС помощью специальных настроечных элементов
Выходные параметры элементов доводятся до заданных
значений.
На этапе герметизации
осуществляетcя защита узлов и блоков от влияния внешней
среды.
На этапе испытаний
Изготовленную аппаратуру испытывают при воздействии
вибраций, удара, высокой температуры, влаги.
На всех этапах изготовления осуществляется тщательный
контроль операций.
24. На первом этапе
• Нарезаются заготовки материала нужного размера.На заготовке сверлятся отверстия для установки
компонентов и создания электрических соединений между
слоями.
• На печатной плате могут располагаться до 1000 отверстий
диаметром около 100 мкм.
• Стеклянная крошка, образующаяся при сверлении
стеклотекстолита, является абразивным материалом,
поэтому используются специальные твердосплавные сверла,
вращающиеся со скоростью до 1500 оборотов в минуту.
Точность установки сверла до 5 мкм.
25. Линия гальванического осаждения меди
После промывкиповерхности на
диэлектрических
стенках отверстий
создается
электропроводящий
слой
Электропроводящий слой создается промывкой плат в
суспензии, содержащей электропроводящий графит, с
последующей сушкой.
• Электропроводящий слой, нанесенный на стенки отверстий,
позволяет выполнить электрохимическое осаждение меди
толщиной до 20 мкм. Этот слой меди обеспечивает хороший
электрический контакт между проводниками на разных сторонах
платы.
• Гальваническое осаждение меди выполняется на линии
Гальванического осаждения, состоящей из нескольких ванн.
• Современные технологии позволяют осаждать медь с высокой
равномерностью в глубоких отверстиях при соотношениях
толщины платы к диаметру отверстия до 10.
27. Модуль нанесения фоторезиста
Для создания рисунка
проводников, контактных
площадок, защитных
масок на обе поверхности
платы наносится пленочный
фоторезист.
• Заготовки платы
перемещается из одного
помещения в другое через
шлюз.
• В модуле пленочный
фоторезист ламинируется с
двух сторон печатной платы.
• Для создания рисунка проводников, контактных площадок и
масок используются фотошаблоны.
• Черные места на фотошаблоне образованы экспонированными
участками фотопленки.
Экспонирование осуществляется на фотоплоттере, в
котором световой луч сканирует определенны участки пленки.
Фотоплоттер управляется компьютером в соответствии с
технологическим рисунком платы.
• После экспонирования пленка проявляется и сушится.
• На стадии экспонирования печатной платы свет
проходит через прозрачные места фоторезиста и
экспонирует фоторезист.
• Освещенные места фоторезиста приобретают
способность растворяться в растворе проявителя.
• Экспонирование осуществляется с двух сторон через два
совмещенных фотошаблона.
• Для того, чтобы фотошаблон и плата не изменяли свои
размеры из-за нагрева экспонирующим светом установки
экспонирования, предусматривают охлаждение платы.
• В модуле проявления плата омывается с
двух сторон струями проявителя, затем
струями воды для промывки.
• Технологические параметры проявления
задаются из единой компьютерной сети
предприятия или с пульта.
• В конце движения в этом модуле плата
сушится горячим воздухом.
31. Модуль травления
После формирования резистивной маски выполняется травление меднойфольги. Фоторезист защищает участки нижележащей пленки от травления.
В модуле травления осуществляется струйное травление платы с двух
сторон. Травление ведется в медно-аммонийном растворе.
Cu + Cu(Nh4)4SO4 2 Cu(Nh4)2SO4
Плата движется по конвейеру и с двух сторон омывается струями травителя.
Закрытый рабочий объем камеры обеспечивает нормальные условия работы
персонала. Непрерывно ведется корректировка состава травителя и
электролитическая утилизация меди и травильного раствора.
После травления фоторезистивная маска смывается в растворе
органического растворителя.
• Затем промывается
струями воды и
сушится теплым
воздухом.
• Наилучшее качество
сушки достигается в
инфракрасной печи
• После сушки в
результате получается
двухсторонняя
печатная плата с
металлизированными
отверстиями.
34. Коммуникационная система проводников создается
• Гальваническим осаждением,• фотолитографией
• травлением пленок.
36. Цеха по производству печатных плат оснащены
• автоматизированными линиями химической иэлектрохимической металлизации ,
• установками для нанесения фоторезистов ,
• станками с ЧПУ для механической обработки
37. Оборудование с ЧПУ
применяют для изготовления• фотошаблонов и трафаретов,
• сверления отверстий в ПП,
• фрезерования плат,
• автоматизированными стендами контроля плат.
• В цехах лакокрасочных покрытий организуются
технологические поточные линии, где окрасочные
и сушильные камеры являются проходными,
используются автоматические агрегаты- роботы
«маляры» с распылителями
• Сборочные цехи оснащены переналаживаемыми конвейерными линиями;
универсальными рабочими местами электромонтажников;
специализированным оборудованием по подготовке, установке и пайке
ЭРЭ и интегральных схем на печатных платах; стендами для контроля и регулировки
функциональных параметров сборочных единиц блоков и стоек РЭА.
• На оборудовании с ЧПУ производят установку и пайку
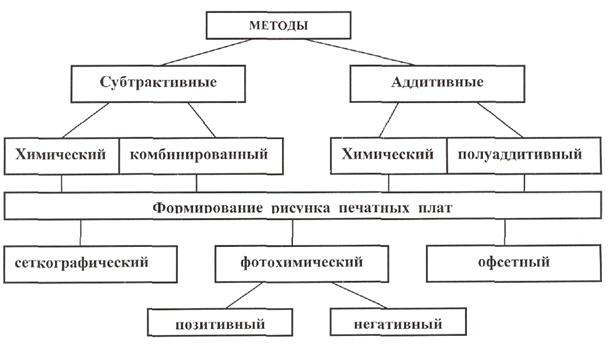
Методы изготовления печатных плат | АО «Алмаз-СП»
Превалирующими методами изготовления печатных плат являются: позитивный и комбинированные методы. Стоит обратить внимание на преимущества каждого метода, в которых поможет разобраться данная статья.
При заказе той или иной платы важно правильно оценить, как именно она в дальнейшем будет использоваться и какие требования к ней будут предъявляться. Исходя из этого стоит принимать решение. Также важно учитывать имеющиеся материальные, финансовые, производственные и временные ресурсы.
Субтрактивный метод изготовления печатных плат
Существует три распространенных «субтрактивных» метода изготовления печатных плат (методы, которые удаляют медь):
Шелкография
Используются устойчивые к травлению чернила для защиты поверхности медной фольги. Последующее травление удаляет ненужную медь. В качестве альтернативы чернила могут быть проводящими, напечатанными на пустой (непроводящей) плате. Метод также используется при изготовлении гибридных схем.
Фотогравировка
В данном случае используется фотошаблон и химическое травление для удаления медной фольги с подложки. Фотошаблон обычно готовится с помощью фотоплоттера на основе данных, полученных техническим специалистом с помощью CAM или автоматизированного производственного программного обеспечения. Прозрачные пленки с лазерной печатью обычно используются для фотоинструментов, однако для их замены с высоким разрешением используются методы прямого лазерного изображения.
Фрезерование печатных плат
Используется двух- или трехосная механическая фрезерная система для фрезерования медной фольги подложки. Фрезерный станок для печатных плат работает аналогично плоттеру, получая информацию от программного обеспечения, управляющего положением фрезерной головки по осям x, y (если это уместно) z. Данные для управления прототипом извлекаются из файлов, созданных в программном обеспечении для проектирования печатных плат и хранятся в формате файлов HPGL или Gerber.
Аддитивный метод изготовления печатных плат
Существуют также сопутствующие или «аддитивные» процессы. Наиболее распространенным является «полуаддитивный» процесс. В этой версии на непокрытой плате уже есть тонкий слой меди. Затем применяется обратная маска. (В отличие от маски субтрактивного процесса, эта маска обнажает те части субстрата, которые в конечном итоге станут следами.) Затем на плату в незащищенных местах наносится дополнительная медь. Затем наносятся оловянно-свинцовые или другие поверхностные покрытия. Маска снимается, и короткий шаг травления удаляет теперь открытый оригинальный медный ламинат с платы, изолируя отдельные следы. Аддитивный процесс обычно используется для многослойных плат, поскольку он облегчает сквозное покрытие отверстий (для получения проводящих отверстий) в печатной плате.
Комбинированный метод изготовления печатных плат
Сочетание различных приемов изготовления печатных проводников и металлизированных отверстий – и есть суть комбинированного метода. По последовательности операций формирования печатных плат можно разделить данный метод на два его подвида:
Позитивный метод изготовления печатных плат
Позитивный метод изготовления печатных плат является наиболее распространенным наряду с комбинированным методом изготовления печатных плат. Его суть сводится к тому, что травление рисунка осуществляется после того как отверстия уже металлизированы. При этом для их соединения с катодом используется еще невытравленная фольга, которая первостепенно размещается на поверхности платы.
Негативный метод изготовления печатных плат
Суть та же, но в качестве фотошаблонов используются – негативы.
Технология производства печатных плат | Бизнес Промышленность
Технология производства печатных плат состоит из кропотливой и трудоемкой работы, так как в ней довольно много разнообразных элементов, а соответственно и соединений между ними.
Помимо того, в процессе работы возникают сложности еще в том, что все эти детали небольшого размера. Во время изготовления плат применяют элементы, уже полностью подготовленные.
Массовый выпуск таких элементов в полной степени освоен современной промышленностью, причем они имеют отличие в высоком качестве, а это считается одним из основных факторов в процессе изготовления печатных плат.
В основном, сам процесс и технология производства печатных плат, в большей части зависит от некоторого влияния методов автоматизации проектирования с применением ЭВМ. Это делает более простым изготовление печатных плат и время, затрачиваемое на их изготовление, оказывается значительно короче.
Результаты, достигаемые в результате применения печатных плат
Можно достичь следующих результатов во время использования печатных плат:
- это позволяет уменьшить габаритные размеры изделия;
- появляется устойчивость к воздействиям окружающей климатической обстановки;
- стандартизация и унификация конструктивных изделий;
- гарантированное постоянство электрических характеристик;
- возможность достичь сборки всего изделия автоматизированным методом.
Назначение устройства
Звеном, которое связывает сам проект и воплощение в жизнь этого проекта, является стадия работ по назначению устройства. ЭВМ предназначена, чтобы осуществить операцию выравнивания порядков перед суммированием чисел.
Такая операция выполняется над числами с плавающей запятой, в дополнительном коде. Одним из главных элементов в ЭВМ является блок АЛУ. В компьютере этот элемент предназначается для выполнения операций логического и арифметического характера.
Особенности конструкции
В ЭВМ применяют пять модульных уровней. Они подлежат автономному налаживанию, изготавливаться и корректироваться. У любого модульного уровня имеется собственная типовая конструкция, построенная на принципе совместимости двух модулей, расположенных по соседству.
Типы модулей
Модули, принадлежащие к первому уровню ИМС, преобразовываются в логическую информацию. Модули, относящиеся ко второму уровню. ТЭЗ типовые элементы замены или ячейки.
ПП — печатная плата является связующей основой. Блоки или иначе панели — модули третьего уровня. Они при помощи плат или каркасов объединяют в конструктивный узел ТЭЗы или ячейки.
На таком уровне появляется возможность получить самостоятельно действующую ЭВМ, не больших размеров. К модулям четвертого уровня принадлежат рамы или каркасы. Модули, принадлежащие к пятому уровню, выполняют объединение в стойки со шкафами.
Социальные закладки
Технология производства печатных плат
Любые электронные схемы состоят из определенных компонентов. В этот список входят различные полупроводниковые приборы, а также резисторы, конденсаторы, дроссели. Всю эту массу элементов необходимо разместить и упорядочить в ограниченном пространстве корпуса прибора. Монтаж печатной платы (ПП), а именно так называется основа для сборки схемы, позволяет произвести электрическое соединение элементов и обеспечить их функционирование. Она представляет собой пластину с нанесенными на нее токопроводящими полосками и контактными площадками.
Этапы производства платТехнология производства
Диэлектрическая подложка из стеклотекстолита, ламинированная тонким слоем меди, является полуфабрикатом для изготовления печатных плат. Сам процесс основан на гальванохимической субстрактивной технологии, имеющей следующие этапы производства:
нанесение на основу фоторезистивного материала, полимеризующегося под воздействием света;
засвечивание полученного слоя через шаблон схемы;
смывание засвеченных участков специальным химическим раствором, в результате чего на плате остаются только требуемые токопроводящие элементы;
покрытие рабочей поверхности ПП паяльной маской.
Последний слой, в обиходе называемый «зеленкой», служит для предохранения платы от перегрева, а также предотвращения попадания припоя на токоведущие дорожки во время монтажа электронных компонентов. Он оставляет открытыми только места для пайки.
Указанной технологией пользуются предприятия по производству печатных плат. Однако некоторые радиолюбители изготавливают ПП самостоятельно, применяя похожий процесс. Необходимо заметить, что качество производимых ими основ для монтажа значительно уступает заводским образцам. А сам способ их изготовления сопряжен с опасностью отравления или получения ожогов химическими веществами.
Кроме того, материалы для выполнения печатных плат довольно дефицитны.
Хорошей альтернативой может стать индивидуальный заказ ПП требуемой конфигурации в компании, профессионально занимающейся контрактным изготовлением электроники. Наше производство печатных плат имеет 19-летнюю историю успешного партнерства с более, чем 1200 клиентами.
Печатные платы КРЭТ отмечены платиновым знаком качества
Государственный Рязанский приборный завод «Концерна КРЭТ» принял участие в конкурсе «Всероссийская Марка (III тысячелетие). Знак качества XXI века». За технологию производства печатных плат предприятие получило высшую награду конкурса – платиновый знак качества.
Печатные платы – важнейший элемент любой электронной аппаратуры, определяющий надежность ее работы. На этих пластинах из диэлектрика сформированы электропроводящие цепи электросхемы, которые обеспечивают электрическое соединение различных электронных компонентов и передачу сигналов внутри изделия.
При производстве печатных плат на рязанском заводе используются самые современные технологии, предусмотрен стопроцентный оптический и электрический контроль. В совокупности с высоким уровнем компетенций сотрудников это гарантирует высокое качество печатных плат, позволяет на стадии изготовления продукции исключить конструкторские и технологические ошибки.
Технология печатных плат развивается на рязанском заводе уже более 40 лет, при этом неоднократно именно ГРПЗ становился лидером по производству новых видов данной продукции – в 2005 году предприятие первым в стране освоило выпуск многослойных гибко-жестких плат, а в 2014 году – уникальное производство печатных плат методом послойного наращивания.
Производственно-технический комплекс печатных плат ГРПЗ серийно производит широкий спектр изделий различных классов точности. Среди них гибкие и гибко-жесткие платы, гибкие плоские кабели на основе новых материалов – полиимидов, платы с кондуктивным теплоотводом, а также силовые платы для блоков питания с планарными печатными трансформаторами и другие. Печатные платы на ГРПЗ изготавливаются как для внутреннего использования в производственных цехах предприятия, так и для сторонних заказчиков из самых различных отраслей промышленности.
«Изготовление радиоэлектронных изделий – сложный процесс, включающий в себя множество различных этапов, производственных операций, а также методик управления качеством и технологичностью, – отметил генеральный директор ГРПЗ Борис Виноградов. – На нашем предприятии технологии производства печатных плат развиваются и совершенствуются уже более 40 лет. Сегодня предприятие применяет передовое высокотехнологичное автоматизированное оборудование и входит в число лидеров в области выпуска высокопрецизионных изделий на территории Российской Федерации».
Конкурс «Всероссийская Марка (III тысячелетие). Знак качества XXI века» – проект, направленный на продвижение качественных товаров, услуг и передовых технологий на российский рынок, а также на решение стратегических задач импортозамещения. Программа действует с 1999 года. В ее рамках проводится экспертиза продукции, услуг и передовых технологий по критериям качества.
В общей сложности по итогам конкурса 2020 года Государственный Рязанский приборный завод получил четыре платиновых знака качества. Помимо технологии производства печатных плат, высшей наградой отмечены малогабаритные сварочные аппараты «Форсаж», портативный индикатор внутриглазного давления ИГД и магнитотерапевтический офтальмологический аппарат АМТО производства ГРПЗ.
Процесс производства печатных плат — пошаговое руководство
Печатные платы (PCB) составляют основу всей основной электроники. Эти чудесные изобретения появляются почти во всей вычислительной электронике, включая более простые устройства, такие как цифровые часы, калькуляторы и т. Д. Для непосвященных печатная плата направляет электрические сигналы через электронику, что удовлетворяет требованиям электрических и механических схем устройства. Короче говоря, печатные платы сообщают электричеству, куда идти, оживляя вашу электронику.
Печатные платы направляют ток вокруг своей поверхности через сеть медных проводников. Сложная система медных трасс определяет уникальную роль каждой части печатной платы.
Перед проектированием печатных плат разработчикам схем рекомендуется совершить экскурсию по цеху печатных плат и лично пообщаться с производителями по поводу их требований к производству печатных плат. Это помогает предотвратить передачу конструкторами ненужных ошибок на этапе проектирования.Однако по мере того, как все больше компаний передают запросы на производство печатных плат зарубежным поставщикам, это становится непрактичным. В связи с этим мы представляем эту статью, чтобы обеспечить правильное понимание этапов процесса производства печатных плат. Надеюсь, это даст разработчикам схем и новичкам в индустрии печатных плат четкое представление о том, как производятся печатные платы, и позволит избежать ненужных ошибок.
Этапы процесса производства печатных плат
Шаг 1. Дизайн и вывод
Печатные платы должны быть строго совместимы с макетом печатной платы, созданным разработчиком с помощью программного обеспечения для проектирования печатных плат.Обычно используемое программное обеспечение для проектирования печатных плат включает Altium Designer, OrCAD, Pads, KiCad, Eagle и т. Д. ПРИМЕЧАНИЕ. Перед изготовлением печатной платы разработчики должны сообщить своему контрактному производителю версию программного обеспечения для проектирования печатных плат, используемую для разработки схемы, поскольку это помогает избежать проблем, вызванных несоответствиями. .
После того, как дизайн печатной платы одобрен для производства, дизайнеры экспортируют его в формат, поддерживаемый их производителями. Наиболее часто используемая программа называется расширенной Гербер. Рекламная кампания детского питания 1980-х годов была направлена на поиск красивых младенцев, и эта программа создала красиво оформленное потомство.Гербер также известен под именем IX274X.
Индустрия печатных плат породила расширенный Gerber как идеальный выходной формат. Различное программное обеспечение для проектирования печатных плат, возможно, требует различных этапов создания файлов Gerber, все они кодируют исчерпывающую важную информацию, включая слои отслеживания меди, чертежи сверления, отверстия, обозначения компонентов и другие параметры. На этом этапе проверяются все аспекты конструкции печатной платы. Программное обеспечение выполняет алгоритмы надзора за дизайном, чтобы гарантировать, что ошибки не останутся незамеченными.Дизайнеры также изучают план в отношении элементов, относящихся к ширине дорожки, расстоянию между краями платы, расстоянию между дорожками и отверстиями и размеру отверстий.
После тщательного изучения дизайнеры отправляют файл печатной платы в PC Board Houses для производства. Чтобы гарантировать соответствие конструкции требованиям по минимальным допускам во время производственного процесса, почти все PCB Fab Houses проходят проверку Design for Manufacture (DFM) перед изготовлением печатных плат.
Шаг 2: от файла к фильму
Печать печатной платы начинается после того, как дизайнеры выводят файлы схемы печатной платы, а производители проводят проверку DFM.Для печати печатных плат производители используют специальный принтер, называемый плоттером, который делает фотопленку печатных плат. Производители будут использовать пленки для изображения печатных плат. Хотя это лазерный принтер, это не стандартный струйный лазерный принтер. Плоттеры используют невероятно точную технологию печати, чтобы получить детализированную пленку дизайна печатной платы.
Конечный продукт представляет собой пластиковый лист с фотонегативом печатной платы черными чернилами. Что касается внутренних слоев печатной платы, черные чернила представляют собой проводящие медные части печатной платы.Оставшаяся прозрачная часть изображения обозначает области из непроводящего материала. Внешние слои следуют противоположному шаблону: чистый для меди, но черный относится к области, которая будет вытравлена. Плоттер автоматически проявляет пленку, и пленка надежно хранится, чтобы предотвратить нежелательный контакт.
Каждый слой печатной платы и паяльной маски получает свой собственный прозрачный черный пленочный лист. Всего для двухслойной печатной платы требуется четыре листа: два для слоев и два для паяльной маски.Важно отметить, что все фильмы должны идеально соответствовать друг другу. При использовании в гармонии они отображают выравнивание печатной платы.
Чтобы добиться идеального совмещения всех пленок, необходимо пробить регистрационные отверстия во всех пленках. Точность отверстия достигается регулировкой стола, на котором сидит пленка. Когда крошечные калибровки стола приводят к оптимальному совпадению, отверстие пробивается. Отверстия войдут в регистрационные штифты на следующем этапе процесса визуализации.
Шаг 3: Печать внутренних слоев: куда пойдет медь?
Создание пленок на предыдущем шаге направлено на нанесение фигуры медного пути.Пришло время распечатать рисунок с пленки на медной фольге.
Этот шаг в производстве печатной платы подготавливает к созданию самой печатной платы. Основная форма печатной платы состоит из многослойной платы, основным материалом которой является эпоксидная смола и стекловолокно, которые также называются материалом подложки. Ламинат служит идеальным корпусом для размещения меди, которая структурирует печатную плату. Материал подложки обеспечивает прочную и пыленепроницаемую отправную точку для печатной платы. Медь предварительно приклеена с обеих сторон. Процесс включает в себя удаление меди, чтобы раскрыть дизайн пленок.
В конструкции печатных плат чистота имеет значение. Ламинат с медной стороной очищается и передается в обеззараженную среду. На этом этапе очень важно, чтобы частицы пыли не оседали на ламинате. В противном случае случайное пятнышко грязи могло бы вызвать короткое замыкание или остаться разомкнутым.
Затем на чистую панель наносится слой фоточувствительной пленки, называемой фоторезистом. Фоторезист состоит из слоя фотоактивных химикатов, которые затвердевают под воздействием ультрафиолетового света.Это обеспечивает точное соответствие фотопленки и фоторезиста. Пленки надеваются на штифты, которые удерживают их на ламинатной панели.
Пленка и картон выстраиваются в линию и получают свет ультрафиолетового излучения. Свет проходит через прозрачные части пленки, укрепляя фоторезист на меди под ней. Черные чернила из плоттера не позволяют свету достигать участков, не предназначенных для затвердевания, и их нужно удалить.
После того, как доска подготовлена, ее промывают щелочным раствором, удаляющим все не затвердевшие фоторезисты.Заключительная мойка под давлением удаляет все, что осталось на поверхности. Затем доска сушится.
Продукт выходит с резистом, должным образом покрывая медные участки, которые должны оставаться в окончательной форме. Техник осматривает платы, чтобы убедиться, что на этом этапе не возникает ошибок. Весь резист, присутствующий в этой точке, обозначает медь, которая появится на готовой печатной плате.
Этот шаг применим только к доскам с более чем двумя слоями. Простые двухслойные доски переходят к сверлению.Многослойные доски требуют большего количества шагов.
Шаг 4: Удаление нежелательной меди
После удаления фоторезиста и закаленного резиста, покрывающего медь, которую мы хотим сохранить, плата переходит к следующему этапу: удалению нежелательной меди. Подобно тому, как щелочной раствор удаляет резист, более мощный химический препарат разъедает излишки меди. Ванна с раствором медного растворителя удаляет всю обнаженную медь. Между тем желаемая медь остается полностью защищенной под закаленным слоем фоторезиста.
Не все медные доски одинаковы. Некоторые более тяжелые платы требуют большего количества медного растворителя и различной продолжительности воздействия. Кстати, более тяжелые медные платы требуют дополнительного внимания к расстоянию между дорожками. Большинство стандартных печатных плат основаны на аналогичных спецификациях.
Теперь, когда растворитель удалил нежелательную медь, необходимо смыть затвердевший резист, защищающий предпочтительную медь. Другой растворитель выполняет эту задачу. Теперь на плате осталась только медная подложка, необходимая для печатной платы.
Шаг 5: выравнивание слоев и оптический контроль
Когда все слои чистые и готовые, для выравнивания слоев требуются центрирующие штампы. Отверстия для совмещения выравнивают внутренние слои с внешними. Техник помещает слои в машину, называемую оптическим перфоратором, которая обеспечивает точное соответствие, так что отверстия для совмещения точно пробиваются.
После того, как слои сложены вместе, невозможно исправить какие-либо ошибки, возникающие на внутренних слоях.Другая машина выполняет автоматический оптический контроль панелей, чтобы подтвердить полное отсутствие дефектов. Образцом служит оригинальный дизайн от Gerber, который получил производитель. Машина сканирует слои с помощью лазерного датчика и начинает электронное сравнение цифрового изображения с исходным файлом Gerber.
Если машина обнаруживает несоответствие, сравнение отображается на мониторе, чтобы технический специалист мог его оценить. После того, как слой проходит проверку, он переходит к завершающим этапам производства печатной платы.
Шаг 6: Наложение и приклеивание
На этом этапе печатная плата принимает форму. Все отдельные слои ждут своего объединения. Когда слои готовы и подтверждены, их просто нужно соединить вместе. Наружные слои должны стыковаться с основанием. Процесс происходит в два этапа: наложение слоя и склеивание.
Материал внешнего слоя состоит из листов стекловолокна, предварительно пропитанных эпоксидной смолой. Сокращение для этого называется препрег. Тонкая медная фольга также покрывает верх и низ исходной подложки, на которой нанесены травления медных следов.Пришло время сложить их вместе.
Склеивание происходит на тяжелом стальном столе с металлическими зажимами. Слои надежно входят в штыри, прикрепленные к столу. Все должно плотно прилегать, чтобы предотвратить смещение во время центровки.
Техник начинает с нанесения слоя препрега на выравнивающую ванну. Слой подложки накладывается на препрег перед размещением медного листа. На слой меди ложатся дополнительные листы препрега. Наконец, стопку завершают алюминиевая фольга и медная прижимная пластина.Теперь он готов к прессованию.
Вся операция проходит в автоматическом режиме, выполняемом компьютером клеильного пресса. Компьютер управляет процессом нагрева стопки, точкой приложения давления и временем охлаждения стопки с контролируемой скоростью.
Далее происходит распаковка определенного объема. Со всеми слоями, сформованными вместе в супер-сэндвич великолепной печатной платы, технический специалист просто распаковывает многослойную печатную плату. Достаточно просто удалить стопорные штифты и выбросить верхнюю прижимную пластину.Качество печатной платы побеждает изнутри алюминиевых нажимных пластин. Медная фольга, включенная в процесс, по-прежнему составляет внешние слои печатной платы.
Наконец, в стековой доске просверливаются отверстия. Все компоненты, которые появятся позже, такие как соединение медью через отверстия и выводы с выводами, зависят от точности отверстий для прецизионного сверления. Отверстия просверливаются на толщину волоса — сверло достигает 100 микрон в диаметре, а волосы в среднем — 150 микрон.
Чтобы определить местоположение целей бурения, локатор рентгеновского излучения определяет правильные целевые точки бурения.Затем просверливаются соответствующие регистрационные отверстия, чтобы закрепить стопку для ряда более определенных отверстий.
Перед сверлением техник помещает доску буферного материала под мишень сверла, чтобы обеспечить чистое отверстие. Материал выхода предотвращает ненужные разрывы на выходах сверла.
Компьютер контролирует каждое микродвижение сверла — вполне естественно, что продукт, определяющий поведение машин, будет полагаться на компьютеры. Станок с компьютерным управлением использует файл сверления из оригинальной конструкции, чтобы определить правильные места для растачивания.
В сверлах используются шпиндели с пневматическим приводом, которые вращаются со скоростью 150 000 об / мин. На этой скорости вы можете подумать, что сверление происходит мгновенно, но есть много отверстий, которые нужно просверлить. Средняя печатная плата содержит более сотни неповрежденных отверстий. Во время сверления каждому нужен свой особый момент со сверлом, поэтому на это нужно время. Позже в этих отверстиях размещаются переходные отверстия и механические монтажные отверстия для печатной платы. Окончательная фиксация этих деталей происходит позже, после обшивки.
После завершения сверления дополнительная медь, покрывающая края производственной панели, удаляется профилирующим инструментом.
Шаг 8: покрытие и осаждение меди
После сверления панель переходит на обшивку. В процессе химического осаждения различные слои соединяются вместе. После тщательной очистки панель подвергается серии химических ванн. Во время ванн в результате химического осаждения на поверхность панели наносится тонкий слой меди толщиной около одного микрона. Медь входит в недавно просверленные отверстия.
Перед этим этапом внутренняя поверхность отверстий просто обнажает стекловолокно, составляющее внутреннюю часть панели.Медные ванны полностью покрывают или покрывают стенки отверстий. Кстати, вся панель покрывается новым слоем меди. Самое главное, чтобы новые отверстия были закрыты. Компьютеры контролируют весь процесс окунания, удаления и обработки.
Шаг 9: визуализация внешнего слоя
На шаге 3 мы применили фоторезист к панели. На этом этапе мы делаем это снова, за исключением того, что на этот раз мы отображаем внешние слои панели с дизайном печатной платы. Мы начинаем со слоев в стерильной комнате, чтобы предотвратить прилипание загрязнений к поверхности слоя, затем наносим слой фоторезиста на панель.Подготовленная панель переходит в желтую комнату. УФ-свет влияет на фоторезист. Волны желтого света не обладают достаточным УФ-излучением, чтобы повлиять на фоторезист.
Прозрачные пленки с черными чернилами фиксируются штифтами, чтобы предотвратить несовпадение с панелью. Когда панель и трафарет соприкасаются, генератор облучает их сильным ультрафиолетовым светом, который укрепляет фоторезист. Затем панель передается в машину, которая удаляет незатвердевший резист, защищенный непрозрачностью черных чернил.
Этот процесс является инверсией по сравнению с внутренними слоями.Наконец, внешние пластины подвергаются осмотру, чтобы убедиться, что весь нежелательный фоторезист был удален на предыдущем этапе.
Возвращаемся в обшивку. Как и в шаге 8, мы гальванически покрываем панель тонким слоем меди. На открытые участки панели с этапа фоторезиста внешнего слоя наносится гальваническое покрытие медью. После первоначальной ванны для меднения панель обычно покрывается оловом, которое позволяет удалить всю медь, оставшуюся на плате, которую планируется удалить.Олово защищает участок панели, который должен оставаться покрытым медью на следующем этапе травления. Травление удаляет ненужную медную фольгу с панели.
Олово защищает желаемую медь на этом этапе. Нежелательно обнаженные медь и медь под оставшимся слоем резиста удаляются. Опять же, для удаления излишков меди применяются химические растворы. Между тем, на этом этапе олово защищает ценную медь.
Теперь проводящие зоны и связи установлены должным образом.
Шаг 12: нанесение паяльной маски
Перед нанесением паяльной маски на обе стороны платы панели очищаются и покрываются эпоксидной краской для паяльной маски. Платы получают поток ультрафиолетового излучения, который проходит через фотопленку паяльной маски. Покрытые участки останутся незатвердевшими и будут удалены.
Наконец, плата отправляется в печь для отверждения паяльной маски.
Чтобы добавить печатной плате дополнительную способность к пайке, мы наносим на них химическое покрытие золотом или серебром.Некоторые печатные платы также получают на этом этапе контактные площадки, выравниваемые горячим воздухом. Выравнивание горячим воздухом приводит к получению однородных подушек. Этот процесс приводит к созданию отделки поверхности. PCBCart может обрабатывать несколько типов обработки поверхности в соответствии с конкретными требованиями клиентов.
На поверхности почти готовой платы наносится надпись струйным принтером, которая используется для обозначения всей важной информации, относящейся к печатной плате. Наконец, печатная плата переходит на последнюю стадию покрытия и отверждения.
В качестве последней меры предосторожности технический специалист проводит электрические испытания печатной платы.Автоматизированная процедура подтверждает работоспособность печатной платы и ее соответствие оригинальному дизайну. В PCBCart мы предлагаем расширенную версию электрического тестирования под названием Flying Probe Testing, которая зависит от движущихся зондов для проверки электрических характеристик каждой цепи на голой печатной плате.
Шаг 16: профилирование и V-оценка
Теперь мы подошли к последнему этапу: обрезке. Из оригинального панно вырезаются разные доски. Используемый метод основан на использовании фрезы или V-образной канавки.Фрезерный станок оставляет небольшие выступы по краям платы, а V-образный паз прорезает диагональные каналы по обеим сторонам платы. Оба способа позволяют доскам легко выскакивать из панели.
Нужен кто-то для изготовления вашей печатной платы? PCBCart может помочь!
Как видите, в процесс изготовления печатных плат уходит много труда. Чтобы гарантировать, что печатные платы будут изготовлены с ожидаемым качеством, производительностью и долговечностью, вам необходимо выбрать производителя, который имеет высокий уровень знаний и уделяет особое внимание качеству на каждом этапе.
PCBCart — один из самых опытных поставщиков услуг по производству печатных плат в Китае. С мыслью о том, что наш успех измеряется успехом наших клиентов, мы уделяем особое внимание вниманию к деталям, которые требуются на каждом этапе производства печатных плат. Мы также предлагаем вакуумную упаковку, взвешивание и доставку, чтобы ваш заказ на печатную плату был доставлен в целости и сохранности. На данный момент у нас есть печатные платы для компаний любого размера из более чем 80 стран, и мы стремимся поставлять произведенные нами печатные платы во все уголки мира в ближайшие годы.
Мы предлагаем быстросъемные прототипы печатных плат, услуги по массовому производству и сборке печатных плат. Расценки всегда быстро и БЕСПЛАТНО.
Цитируйте СЕЙЧАС, чтобы сэкономить до 300 долларов на печатных платах
ИЛИ ознакомьтесь со следующими статьями, чтобы узнать больше о наших услугах. Если у вас есть вопросы или вы предпочитаете обсудить с нами напрямую, напишите нам здесь.
• Краткое введение в PCBCart
• Услуги по изготовлению печатных плат на заказ, включающие несколько дополнительных услуг
• Расширенные услуги по сборке печатных плат по рентабельной цене
• Требования к файлам для быстрого и точного коммерческого предложения печатной платы
• Получите мгновенную цену на изготовление печатной платы по своему усмотрению Проект
• Запрос цены на сборку печатной платы для вашего индивидуального проекта
• Как оценить производителя печатной платы или сборщика печатных плат
Как изготавливаются печатные платы »Электроника
Процесс, посредством которого голые печатные платы, печатные платы, используемые в электронных продуктах, даже немного важен, как сборка с компонентами..
Производство печатных плат Включает:
Основы производства печатных плат
Как правильно выбрать производителя печатной платы
Процесс производства печатных плат очень важен для всех, кто работает в электронной промышленности. Печатные платы, PCB, очень широко используются в качестве основы для электронных схем. Печатные платы используются для обеспечения механической основы, на которой может быть построена схема. Соответственно, практически во всех схемах используются печатные платы, и они разработаны и используются в миллионах.
Хотя сегодня печатные платы составляют основу практически всех электронных схем, они обычно воспринимаются как должное. Тем не менее, технологии в этой области электроники продвигаются вперед. Размеры дорожек уменьшаются, количество слоев в платах увеличивается, чтобы приспособиться к возросшей требуемой связности, а правила проектирования улучшаются, чтобы гарантировать, что меньшие устройства SMT можно обрабатывать, а процессы пайки, используемые в производстве, могут быть адаптированы.
Процесс производства печатной платы может осуществляться разными способами, и существует множество вариантов.Несмотря на множество небольших вариаций, основные этапы производственного процесса печатной платы одинаковы.
Компоненты печатной платы
Печатные платы могут быть изготовлены из различных материалов. Наиболее широко используется в виде плит на основе стекловолокна, известных как FR4. Это обеспечивает разумную степень стабильности при изменении температуры и не вызывает серьезных поломок, но при этом не является чрезмерно дорогостоящим. Для печатных плат в недорогих коммерческих продуктах доступны другие более дешевые материалы.Для высокопроизводительных радиочастотных конструкций, где важна диэлектрическая проницаемость подложки и требуются низкие уровни потерь, можно использовать печатные платы на основе ПТФЭ, хотя с ними гораздо труднее работать.
Чтобы сделать печатную плату с дорожками для компонентов, сначала получают плату с медным покрытием. Он состоит из материала подложки, обычно FR4, с медным покрытием обычно с обеих сторон. Эта медная оболочка состоит из тонкого слоя медного листа, прикрепленного к плате.Это соединение обычно очень хорошо для FR4, но сама природа ПТФЭ делает это более трудным, и это добавляет сложности при обработке печатных плат из ПТФЭ.
Базовый процесс производства печатной платы
Когда выбраны и доступны голые печатные платы, следующим шагом будет создание необходимых дорожек на плате и удаление нежелательной меди. Изготовление печатных плат обычно осуществляется с использованием процесса химического травления. Наиболее распространенной формой травления печатных плат является хлорид железа.
Для получения правильного рисунка следов используется фотографический процесс. Обычно медь на неизолированных печатных платах покрывается тонким слоем фоторезиста. Затем он подвергается воздействию света через фотопленку или фото-маску, детализирующую требуемые дорожки. Таким образом изображение дорожек переносится на фоторезист. После этого фоторезист помещается в проявитель, так что только те участки платы, где необходимы дорожки, покрываются резистом.
Следующим этапом процесса является размещение печатных плат в хлористом железе для протравливания участков, где не требуются дорожки или медь. Зная концентрацию хлорида железа и толщину меди на плате, ее помещают в пену для травления на необходимое время. Если печатные платы находятся в травлении слишком долго, некоторая четкость теряется, так как хлорид железа будет иметь тенденцию подрезать фоторезист.
Хотя большинство печатных плат производятся с использованием фотографической обработки, доступны и другие методы.Один из них — использовать специализированный высокоточный фрезерный станок. Затем машина управляется для фрезерования меди в тех областях, где она не требуется. Очевидно, что управление автоматизировано и управляется файлами, созданными программным обеспечением для проектирования печатных плат. Эта форма производства печатных плат не подходит для больших партий, но является идеальным вариантом во многих случаях, когда требуются очень небольшие количества прототипов печатных плат.
Другой метод, который иногда используется для прототипа печатной платы, — это печать устойчивых к травлению чернил на печатной плате с использованием процесса шелкографии.
Платы печатные многослойные
С увеличением сложности электронных схем не всегда возможно обеспечить все необходимые соединения, используя только две стороны печатной платы. Это происходит довольно часто, когда разрабатываются плотные микропроцессоры и другие подобные платы. В этом случае требуются многослойные плиты.
Производство многослойных печатных плат, хотя и использует те же процессы, что и для однослойных плат, требует значительно большей точности и контроля производственного процесса.
Платы изготавливаются из гораздо более тонких отдельных плат, по одной на каждый слой, которые затем склеиваются вместе, чтобы получить общую печатную плату. По мере увеличения количества слоев отдельные платы должны становиться тоньше, чтобы готовая печатная плата не стала слишком толстой. Кроме того, совмещение между слоями должно быть очень точным, чтобы все отверстия совпадали.
Для склеивания различных слоев между собой плита нагревается для отверждения связующего материала. Это может привести к некоторым проблемам с деформацией.Большие многослойные доски могут иметь отчетливую деформацию, если они неправильно спроектированы. Это может произойти, в частности, если, например, один из внутренних слоев является плоскостью питания или заземлением. Хотя это само по себе нормально, если некоторые достаточно значительные участки нужно оставить свободными от меди. Это может вызвать деформации в печатной плате, которые могут привести к деформации.
Отверстия и переходные отверстия для печатной платы
Отверстия, часто называемые сквозными отверстиями или переходными отверстиями, необходимы внутри печатной платы для соединения различных слоев в разных точках.Отверстия также могут потребоваться для установки компонентов с выводами на печатной плате. Дополнительно могут потребоваться некоторые крепежные отверстия.
Обычно внутренние поверхности отверстий имеют слой меди, так что они электрически соединяют слои платы. Эти «гальванические сквозные отверстия» производятся с использованием процесса гальваники. Таким образом можно соединить слои доски.
Затем сверление выполняется с помощью сверлильных станков с числовым программным управлением, данные поступают из программного обеспечения для проектирования печатных плат CAD.Стоит отметить, что уменьшение количества отверстий разного размера может помочь снизить стоимость изготовления печатной платы.
Может потребоваться, чтобы некоторые отверстия существовали только в центре платы, например, когда необходимо соединить внутренние слои платы. Эти «глухие переходы» просверливаются в соответствующих слоях до того, как слои печатной платы будут склеены вместе.
Паяльное покрытие для печатных плат и сопротивление припоя
При пайке печатной платы необходимо, чтобы области, которые не должны быть припаяны, были защищены слоем так называемого паяльного резиста.Добавление этого слоя помогает предотвратить нежелательные короткие замыкания на печатных платах, вызванные припоем. Паяльный резист обычно состоит из полимерного слоя и защищает плату от припоя и других загрязнений. Цвет припоя резиста обычно темно-зеленый или красный.
Чтобы компоненты, добавленные к плате, выводные или SMT, можно было легко припаять к плате, открытые участки платы обычно «луженые» или покрываются припоем. Иногда доски или участки досок могут быть покрыты золотом.Это может быть применимо, если некоторые медные пальцы будут использоваться для краевых соединений. Поскольку золото не тускнеет и обладает хорошей проводимостью, оно обеспечивает хорошее соединение при невысокой стоимости.
Шелкография для печатных плат
Часто бывает необходимо напечатать текст и разместить другие мелкие отпечатки на печатной плате. Это может помочь в идентификации платы, а также в маркировке местоположения компонентов для облегчения поиска неисправностей и т. Д. Шелкография, созданная программным обеспечением для проектирования печатных плат, используется для добавления маркировки на плату после других производственных процессов для пустой платы. были завершены.
Прототип печатной платы
В рамках любого процесса разработки обычно рекомендуется создать прототип перед тем, как приступить к полноценному производству. То же самое и с печатными платами, на которых прототип печатной платы обычно изготавливается и испытывается перед полным производством. Как правило, прототип печатной платы необходимо изготовить быстро, так как всегда есть необходимость завершить этап проектирования оборудования при разработке продукта. Поскольку основной целью прототипа печатной платы является проверка фактического макета, часто допустимо использовать несколько иной процесс производства печатной платы, поскольку потребуется лишь небольшое количество прототипов печатных плат.Однако всегда разумно придерживаться как можно ближе к окончательному процессу изготовления печатной платы, чтобы гарантировать, что в окончательную печатную плату будет внесено мало изменений и несколько новых элементов.
Процесс производства печатных плат является важным элементом жизненного цикла производства электроники. При производстве печатных плат используются многие новые области технологий, что позволило значительно улучшить как в уменьшении размеров используемых компонентов и направляющих, так и в надежности плат.
Другие строительные идеи и концепции:
Пайка
Пайка компонентов SMT
ESD — электростатический разряд
Производство печатных плат
Сборка печатной платы
Вернуться в меню «Строительные методы». . .
Узнайте о процессах производства печатных плат
Давным-давно, до того, как началось проектирование какой-либо печатной платы, проектировщики схем совершали целую экскурсию по цеху печатных плат.Они общались с производителями и со всеми лицом к лицу, несмотря на их ожидания в отношении ввода и вывода. Это помогло им понять и предотвратить ошибки. Но сегодняшняя эра аутсорсинга изменила этот сценарий. Люди теперь передают на аутсорсинг большую часть своих досок. Поэтому Sierra Circuits действительно прозрачна в отношении своего производственного процесса. Знание процесса не может исключить, но определенно может в значительной степени отследить возможности ошибок.
Прежде чем мы углубимся в этапы производства, давайте определимся с основным материалом.
Этапы производства
Конструкция и выпуск
Изготовление печатной платы начинается с дизайна. Производство печатной платы всегда начинается с определенной схемы: проектировщик создает чертеж печатной платы, который соответствует всем изложенным требованиям. Заказчик предоставляет производителям базовый дизайн дизайнерам в формате Gerber.
После того, как макет печатной платы загружен в программное обеспечение Gerber Extended, все различные аспекты дизайна проверяются, чтобы убедиться в отсутствии ошибок.
Готовый проект печатной платы отправляется на завод по производству печатных плат. По прибытии конструкция проходит вторую проверку изготовителем, известную как проверка конструкции для изготовления (DFM). Правильная проверка DFM гарантирует, что конструкция печатной платы является производимой.
Из файла в фильм
Производители используют специальный принтер, называемый плоттером, который делает фотопленку печатных плат для печати печатных плат. Производители будут использовать пленки для визуализации печатных плат. Хотя это лазерный принтер, это не стандартный лазерный принтер.
Но этот съемочный процесс из-за миниатюризации и технического прогресса больше не подходит. Он, можно сказать, устаревает. Сейчас мы в основном используем LDI.
Традиционный метод визуализации требует фотоинструмента и ультрафиолетового света для передачи изображений. Однако LDI использует только облучение, управляемое компьютером, для непосредственного нанесения рисунка схемы на плату. Панель покрыта слоем фоторезиста. Файлы CAM предварительно загружаются в лазер. Схема печатной платы в цифровом виде печатается на плате.
Для идеального совмещения всех пленок сделаны регистрационные отверстия.
Передача изображения: внутренние слои
При производстве печатных плат чистота является серьезным поводом для беспокойства. На этом этапе очень важно, чтобы частицы пыли не оседали на ламинате. Далее на панель наносится слой фоточувствительной пленки, называемый фоторезистом. Фоторезист состоит из слоя фотореактивных химикатов, которые полимеризуются под воздействием ультрафиолетового света. Эта панель теперь расположена под управляемым компьютером лазером.Компьютер сканирует поверхность платы в цифровое изображение. Сопоставляя цифровое изображение с предварительно загруженным файлом проекта CAD / CAM, который содержит спецификации для желаемого изображения, предназначенного для платы, лазер используется для непосредственной генерации изображения на плате. Затем на внутренние слои платы проявляется негативное изображение.
Удаление нежелательной меди
Пленка и картон светятся УФ-светом. Свет проходит через необходимые участки пленки, укрепляя следы платы на фоторезисте.
Незакаленный фоторезист удаляется, а затвердевший резист защищает желаемую медь, плата переходит к нежелательному удалению меди. Мы используем кислотный травитель, чтобы смыть излишки меди. Между тем медь, которую мы хотим сохранить, остается полностью покрытой слоем фоторезиста.
Процесс травления — очень важный этап в производстве печатных плат, поэтому требует особого внимания.
Офорт
При изготовлении печатных плат травление — это процесс удаления нежелательной меди (Cu) с печатной платы.Нежелательная медь — это не что иное, как медь без цепи, удаленная с платы. В результате получается желаемый рисунок схемы. Во время этого процесса базовая медь или стартовая медь удаляются с платы.
Перед процессом травления желаемое дизайнером изображение схемы переносится на печатную плату с помощью процесса, называемого фотолитографией. Это формирует схему, которая решает, какая часть меди должна быть удалена.
Производители печатных плат обычно используют процесс влажного травления.При влажном травлении нежелательный материал растворяется при погружении в химический раствор.
Существует два метода мокрого травления:
1. Кислотное травление (хлорид железа и хлорид меди).
2. Щелочное травление (аммиачно)
Кислотный метод стравливания внутренних слоев печатной платы. В этом методе используются химические растворители, такие как хлорид железа (FeCl3) ИЛИ хлорид меди (CuCl2).
Щелочной метод стравливания внешних слоев печатной платы.Здесь используются химические вещества: хлорид меди (CuCl2 Castle, 2h3O) + гидрохлорид (HCl) + пероксид водорода (h3O2) + вода (h3O). Щелочной метод — это быстрый процесс и немного дороже.
Важными параметрами, которые следует учитывать в процессе травления, являются скорость движения панели, распыление химикатов и количество вытравленной меди. Весь процесс осуществляется в конвейерной распылительной камере высокого давления.
Как только ненужная медь удалена, плата обрабатывается для зачистки, тогда как олово или олово / постное покрытие или фоторезист удаляются с платы.
Проверка и выравнивание слоев
Когда все слои чистые и готовые, производители обеспечивают выравнивающие пуансоны для выравнивания. Отверстия для совмещения выравнивают внутренние слои с внешними. Техник помещает слои в машину, называемую оптическим штампом, для точного совмещения внутреннего и внешнего слоев.
После того, как слои выровнены, невозможно исправить какие-либо ошибки, возникающие на внутренних слоях. Таким образом, машина выполняет автоматический оптический осмотр панелей, чтобы подтвердить, что плата полностью свободна от дефектов.
Ламинирование
Теперь выровненные слои ждут объединения. На этом этапе, когда слои готовы и подтверждены, их просто нужно соединить. Здесь печатная плата принимает форму.
Все начинается с нанесения слоя препрега на выравнивающий верх. Далее поверх слоя меди укладываются листы препрега. Теперь он готов к прессованию.
Компьютер склеивающего пресса управляет процессом нагрева пакета, приложения давления и охлаждения пакета с контролируемой скоростью.
Бурение
Все компоненты, предназначенные для дальнейшего использования, такие как соединение медью через отверстия и выводы с выводами, зависят от точности просверленных отверстий. Для определения местоположения пятен сверления используется рентгеновский локатор. Затем пробиваются соответствующие регистрационные отверстия, чтобы закрепить стопку для серии предстоящих отверстий. Перед сверлением производители размещают буферную доску над и под мишенью сверла, чтобы обеспечить чистое отверстие без заусенцев.
Гальваническое и химическое осаждение меди
Первым этапом процесса нанесения покрытия является химическое осаждение очень тонкого слоя меди на стенках отверстий.После тщательной очистки панель последовательно проходит химические ванны. На поверхность панели наносится слой меди толщиной в один микрон. Медь входит в недавно просверленные отверстия.
Визуализация внешнего слоя
При визуализации внутреннего слоя мы нанесли на панель фоторезист. Мы сделаем это снова, за исключением того, что на этот раз мы визуализируем внешние слои панели с дизайном печатной платы. Мы начинаем со слоев в стерильной комнате, чтобы предотвратить прилипание загрязнений к поверхности слоя, затем наносим слой фоторезиста на панель.Затем используйте LDI для печати изображения. Созданный здесь образ является положительным.
Покрытие
Вернемся к обшивке. Непокрытые участки панели со ступени фоторезиста внешнего слоя покрываются медью. После нижележащего медного покрытия панель, по большей части, покрывается оловом, что позволяет удалить всю медь, оставшуюся на плате, которую планируется удалить. Олово защищает сегмент панели, который должен оставаться закрепленным медью во время последующей стадии травления.Обрывки травления, нежелательная медная фольга с платы. В процессе мы наносим медное покрытие толщиной не менее 1 мил (25 микрон).
Удаление фоторезиста
После нанесения покрытия фоторезист становится нежелательным, и его необходимо удалить с панели. Это делается в горизонтальном процессе, содержащем чистый щелочной раствор, который эффективно удаляет фоторезист, оставляя основную медь панели открытой для удаления в следующем процессе травления.
Окончательное травление
Олово защищает идеальную медь на этой стадии. Нежелательно обнаженные медь и медь под остальным слоем резиста удаляются. В этом травлении мы используем аммиачный травитель, чтобы удалить нежелательную медь. Между тем, на этом этапе олово обеспечивает необходимую медь.
На данном этапе обосновываются проводящие регионы и связи.
Удаление олова
После травления медь на печатной плате покрывается травильным резистом, т.е.е., банка, которая больше не требуется. Поэтому мы снимаем его, прежде чем продолжить. Для удаления олова можно использовать концентрированную азотную кислоту. Азотная кислота очень эффективна при удалении олова и не повреждает медные дорожки цепи под металлическим оловом. Таким образом, теперь у вас есть четкий отчетливый контур меди на печатной плате.
Нанесение паяльной маски
Паяльная маска наносится на обе стороны платы, но перед этим панели покрываются чернилами эпоксидной паяльной маски.Платы получают вспышку ультрафиолетового излучения, которая проходит через паяльную маску. Покрытые участки останутся незатвердевшими и будут удалены.
Наконец, плату помещают в печь для отверждения паяльной маски.
Зеленый был выбран в качестве стандартного цвета паяльной маски, потому что он не утомляет глаза. Прежде чем машины могли проверять печатные платы в процессе производства и сборки, все проверки проводились вручную. Верхний свет, используемый техническими специалистами для проверки плат, не отражается от зеленой паяльной маски и лучше всего подходит для их глаз.
Поверхность Печатные платы
получают выравниваемые горячим воздухом контактные площадки после маскирования припоем для лучшей паяемости. Выравнивание горячим воздухом приводит к получению однородных подушек. Чтобы добавить печатной плате дополнительную способность к пайке, мы иногда наносим на них химическое покрытие золотом или серебром. Sierra Circuits может обрабатывать несколько типов отделки поверхности в соответствии с конкретными требованиями клиентов.
HASL, без HASL, ENIG, ENEPIG
шелкография
Это самый художественный процесс изготовления печатных плат.На почти готовой плате печатаются удобочитаемые буквы, обычно используемые для идентификации компонентов, контрольных точек, номеров печатных плат и печатных плат, предупреждающих символов, логотипов компаний, кодов дат и знаков производителя. Наконец, печатная плата переходит на последнюю стадию покрытия и отверждения.
Электрический тест
В качестве окончательного определения производители печатных плат проверяют функциональность платы. Они используют автоматизированную процедуру для обеспечения соответствия платы ее конструкции. Ложе из гвоздей, летающий зонд и т. Д.такие тесты.
Испытание летающего зонда
Тест летающего зонда первоначально работал только для тестирования голой платы. Но теперь мы знаем, что FICT или FPT эффективны в печатных платах, которые создают проблемы с доступностью. Кроме того, в виде прототипов и производства малых и средних объемов. Это связано с тем, что Flying Probe расширяет преимущества внутрисхемных испытаний до приложений, в которых невозможно использовать эту гвоздь (нет доступа), слишком долго для сборки (прототип) или слишком дорого для оправдания (высокое смешение / малый объем).Он использует программную инструкцию для перемещения летающих зондов. электромеханические контроллеры в летающих датчиках доступа к плате. Оснащен четырехколесным тестером летающего зонда по оси X-Y и движется с высокой скоростью. Мы оборудуем камеру на тестере летающего зонда для проверки полярности компонентов. Таким образом, тестер с летающим зондом может сократить количество необходимых испытательных приспособлений. Также становится намного проще вносить изменения, особенно в такие функции, как контактная площадка или положение компонентов. Достаточно просто изменить программное обеспечение.
Опять же, летающие пробники могут получать доступ к контактам компонентов напрямую или через автоматическое зондирование контрольных точек. Для них не требуются контрольные точки. Это улучшает тестовое покрытие по сравнению с внутрисхемными тестами, в которых используются гвозди. Он использует переходные отверстия на плате как встроенные контрольные точки и использует их как контрольные точки. Таким образом, контрольные точки больше не действуют.
Профилирование и V-скоринг
Заключительный этап производства — профилирование печатных плат и их вырезание из производственной панели.Используемый метод использует либо фрезер, либо V-образную канавку. Фрезерный станок оставляет небольшие выступы по краям платы, а V-образный паз прорезает диагональные каналы по обеим сторонам платы. Оба способа позволяют доскам легко выскакивать из панели.
5 важных этапов производственного процесса печатной платы
24 марта 2020 г.Печатная плата (PCB) является неотъемлемым элементом почти всех электронных приложений.Они оживляют электронные и электромеханические устройства, маршрутизируя сигналы внутри схемы и обеспечивая их функционирование. многие люди знают, что такое печатные платы, но лишь немногие знают, как они производятся. Сегодня печатные платы изготавливаются с использованием процесса нанесения рисунка. Они будут продолжены на следующем этапе, который в основном включает травление и зачистку. Этот пост эффективно проведет вас через различные этапы процесса проектирования печатной платы, но больше сосредоточится на процессах травления и снятия изоляции с печатной платы.
Процесс проектирования и производства печатных плат
В зависимости от производителя процесс производства печатной платы может незначительно отличаться, особенно с точки зрения методов монтажа компонентов, методов тестирования и так далее. Их производят в больших количествах на различных автоматах для сверления, нанесения покрытия, штамповки и т. Д. За исключением некоторых небольших вариаций, основные этапы производственного процесса печатной платы одинаковы.
-
Этап 1: 8-этапное руководство по травлению печатных плат
Печатные платы изготавливаются путем приклеивания медного слоя по всей подложке.Иногда обе стороны подложки покрывают слоями меди. Процесс травления печатной платы, также называемый контролируемым горизонтальным процессом, выполняется для удаления излишков меди с панели печатной платы с использованием временной маски. После процесса травления на плате остаются желаемые следы меди. Процесс травления печатных плат осуществляется с использованием высокоагрессивных растворов на основе аммиака — хлорида железа или соляной кислоты. Оба химиката считаются экономичными и доступными. Чтобы протравить вашу печатную плату, вам необходимо выполнить несколько шагов, как указано ниже.
-
Шаг 1:
Проектирование печатной платы — это начальный этап процесса травления с использованием любого программного обеспечения по вашему выбору. Когда дизайн будет готов, распечатайте его на копировальной бумаге. Убедитесь, что дизайн уместится на блестящей стороне бумаги.
-
Шаг 2:
Теперь аккуратно отшлифуйте медную пластину, чтобы ее поверхность стала достаточно шероховатой, чтобы удерживать конструкцию печатной платы.При выполнении этого шага следует помнить несколько вещей:
- При работе с растворами для травления пользуйтесь хирургическими перчатками или защитными перчатками. Это предотвратит попадание масла на медную пластину и вашу руку.
- Шлифуя медную пластину, убедитесь, что вы покрыли все края пластины.
- Шаг 3: Очистите медную пластину водой и медицинским спиртом.Это удалит мелкие частицы меди с поверхности пластины. После мытья дайте тарелке полностью высохнуть.
- Шаг 4: Аккуратно вырежьте конструкцию печатной платы и поместите плату лицевой стороной вниз на медную пластину. Теперь пластина проходит через ламинаторы много раз, пока не нагреется.
- Шаг 5: После того, как пластина нагреется, выньте ее из ламинатора и поместите в холодную ванну. Встряхните тарелку некоторое время, чтобы бумага плавала по воде.
- Шаг 6: Выньте схему из ванны и поместите ее в раствор для травления. Снова встряхните пластину в течение получаса, это поможет растворить нежелательную медь вокруг конструкции.
- Шаг 7: После того, как лишняя медь будет смыта на водяной бане, дайте пластине высохнуть. Как только медная пластина полностью высохнет, протрите спиртом, чтобы стереть чернила, перенесенные на конструкцию печатной платы.
- Шаг 8: Теперь у вас готова гравированная печатная плата; однако вам необходимо просверлить отверстия с помощью подходящих инструментов.
-
Шаг 1:
-
Этап 2: процесс снятия изоляции с печатных плат
Даже после процесса травления на плате остается некоторое количество меди, которая покрывается оловом / свинцом или оловом с гальваническим покрытием. Азотная кислота эффективно удаляет олово, сохраняя при этом трещины в медной цепи ниже металлического олова. В результате вы получите четкий отчетливый контур меди на печатной плате, и печатная плата готова к передаче следующему процессу — паяльному резисту.
-
Этап 3: Паяльный резист
Это один из важных процессов в процессе проектирования PCN, который покрывает непаянные участки на печатных платах с использованием припоя резистивного материала. В результате это предотвращает образование следов припоя, которые могут создавать ярлыки для соседних выводов компонентов.
-
Этап 4: Тестирование печатных плат
После того, как печатная плата изготовлена, тестирование становится критически важным для проверки ее функционирования и характеристик.В этом методе производитель печатной платы определяет, работает ли печатная плата должным образом. Сегодня печатные платы тестируются с использованием нескольких передовых испытательных устройств. Испытательная машина ATG в основном используется для тестирования больших объемов печатных плат, включая летающие зонды и тестеры без приспособлений.
-
Этап 5: Сборка печатной платы
Это последний этап производства печатной платы, который в основном включает размещение различных электронных компонентов в их соответствующих отверстиях.Это может быть выполнено с помощью технологии сквозного монтажа или поверхностного монтажа. Общим аспектом обоих методов является то, что выводы компонента электрически, а также механически фиксируются на печатной плате с использованием припоя из расплавленного металла.
Это все о процессе изготовления печатной платы. Если вам интересно узнать больше о жалах паяльника или материалах, используемых для пайки, вы можете связаться с ведущими производителями в отрасли, такими как Creative Hi-Tech.Их высококвалифицированные и опытные специалисты помогут вам на протяжении всего процесса проектирования.
Сообщения блога по теме
2020 Тенденции и проблемы производства печатных плат | Информационные технологии
Быстрый технологический прогресс, более короткий жизненный цикл продуктов и растущий спрос на более персонализированные продукты побуждают производителей внедрять цифровые технологии, принимая «цифровую трансформацию» (или Индустрию 4.0), чтобы конкурировать в технологической бизнес-среде.Они автоматизируют производство и производственную практику с помощью умных технологий. Делая все это, они открывают цепочку создания стоимости возможностей, которые приносят производственную эффективность и конкурентные преимущества.
Несмотря на то, что компании используют множество продуктов для обеспечения безопасности по всему миру, количество и изощренность кибератак растет. Многие производители, скомпрометированные атакой, были вынуждены закрыть заводы, задерживая заказы клиентов. Киберпреступники повредили заводское оборудование и украли интеллектуальную собственность, угрожая раскрыть конфиденциальные данные, если не будет уплачен выкуп.
Один из примеров — станочный цех с ЧПУ в Хиллсборо, штат Орегон. EFS Enterprises предоставляет полный спектр услуг по механической обработке для создания прототипов и обработки малых и крупных производственных объектов. Его системы включают поддержку AutoCAD, IGES, STEP, STL и Parasolid, а также чертежей для облегченной трехмерной визуализации. За последние шесть лет EFS стала целью четырех атак кибербезопасности.
В своем ежегодном отчете о расследовании утечек данных Verizon отметила, что 73% атак против производителей были мотивированы финансовыми причинами, а остальная часть была связана со шпионажем.Риск атаки высок для производственных компаний. В исследовании производственного сектора, проведенном Sikich, 50% компаний сообщили о взломе данных или кибератаках за предыдущие 12 месяцев. После третьего инцидента, связанного с кибербезопасностью, которым был вымогатель, EFS Enterprises обратилась за помощью в защите своих систем и данных.
Риск самоуспокоения. Компании с многоуровневыми решениями безопасности часто успокаиваются, полагая, что они должным образом защищены. К сожалению, бесчисленное количество компаний, занимающихся безопасностью конечных точек, защитой электронной почты, сетью и безопасностью приложений, а также резервным копированием данных, стали жертвами атак программ-вымогателей.
Достаточно одного неудачного щелчка по электронной почте или перехода на фиктивный веб-сайт, чтобы стать еще одной жертвой программы-вымогателя. Даже если компания не платит выкуп, нарушение может стоить компании простоев, потери производительности и задержек с выпуском продукции.
«Поскольку мы столкнулись с многочисленными нарушениями безопасности, мы на собственном опыте столкнулись с разочарованием, болью и трудностями, связанными с кропотливым восстановлением наших данных, программного обеспечения, рабочих станций и серверов, чтобы наш бизнес снова заработал», объяснил Эрни Фишер, старший., основатель и владелец EFS Enterprises. «Я никому этого не желаю. И я не ожидал, что такой малый бизнес, как наш, пострадает так много раз. Мы не хотели снова сталкиваться с этими проблемами, поэтому мой ИТ-специалист занялся поиском решения для нас, и нам посчастливилось обнаружить NeuShield ».
Вместо того, чтобы пытаться обнаруживать и блокировать угрозы по отдельности, продукт NeuShield Data Sentinel, на который подана заявка на патент, защищает важные данные, чтобы предотвратить их изменение. Компании и потребители используют NeuShield Data Sentinel как простой, надежный и экономичный способ вернуть цифровые файлы и устройства в их состояние до атаки, когда другие средства защиты от вредоносных программ (например,g., антивирус и программа-вымогатель) не работают.
Решения для обнаружения и предотвращения кибербезопасности, хотя и необходимы, не предотвратят все атаки. Наличие удаленной системы резервного копирования — хорошая практика защиты данных, но восстановление данных может занять много часов или даже дней. А резервное копирование данных не поможет с поврежденными компьютерами.
Бизнес-менеджеры никогда не думают, что с ними такое случится. На самом деле атаки на систему безопасности настолько распространены, что каждый производитель должен разработать комплексный план защиты своих данных и цифровых систем.Ни одна компания не застрахована от угрозы кибербезопасности. Программы-вымогатели создают риски для цепочек поставок, а безопасность становится более сложной с промышленным Интернетом вещей, передовой робототехникой, машинным зрением, распределенным управлением и дронами.
«Тот факт, что наш малый бизнес неоднократно подвергался атакам программ-вымогателей, свидетельствует о том, что размер компании не имеет значения. «Боль, связанная с простоями, затратами, потерей данных и задержкой бизнеса, с которыми сталкиваются все компании во время простоя, — это плохо, независимо от их размера», — сказал Фишер.«Я просто рад, что у нас есть NeuShield, чтобы защитить нас. Мы установили его во всех наших системах и теперь можем быть спокойны, зная, что подобные атаки не помешают нашему бизнесу. Для владельца бизнеса это на вес золота «.
Скорость восстановления имеет ключевое значение. В случае атаки производителям необходимо как можно скорее запустить операции без необходимости платить выкуп. Помимо наличия различных мер обнаружения и защиты, необходимы меры быстрого восстановления, поскольку большинство предприятий не могут позволить себе оставаться в автономном режиме в течение нескольких дней или недель.
При надлежащих мерах по восстановлению организация не должна быть заложницей требования выкупа. К сожалению, многие из них платят выкуп, потому что быстро определяют, что это будет дешевле, чем замена и восстановление систем и восстановление данных из резервной копии. Они поддаются вымогательству, потому что прекращение производства отрицательно сказывается на их клиентах и партнерах по цепочке поставок.
Ключом к сопротивлению является использование нескольких уровней защиты, включая немедленное восстановление данных и операционной системы.Резервное копирование данных не является решением для защиты от программ-вымогателей. Просто на восстановление уходит слишком много времени, и это ненадежно. Плохие актеры тоже нацелены на системы резервного копирования. Для защиты бизнес-активов необходимо проактивно развертывать восстановление данных и системы, чтобы производство могло быстро снова заработать.
Имея решение для восстановления, все данные и операционные системы могут быть быстро восстановлены, если хакер проникнет через брандмауэр, защиту от вредоносных программ или защиту конечных точек. Это может произойти в течение часа или двух, а не дней или недель.Решения для восстановления нового поколения создают виртуальный оверлей с сохраненными дельтами исходных данных. Взлом программы-вымогателя затронет только оверлей, защищающий исходные данные и операционные системы. Это можно быстро восстановить одним нажатием кнопки, и данные никогда не будут потеряны или заложены. Удаляются только изменения, внесенные атакой программы-вымогателя.
Действия по устранению несанкционированного доступа. Без решения для восстановления следующего поколения перед атакой программы-вымогателя есть важные шаги, которые необходимо предпринять сразу после атаки.Сначала отключите все компьютеры от Интернета и выключите их. Определите все критически важные данные затронутого хоста, установите их устройства хранения на известные чистые системы и создайте их резервные копии. Резервное копирование поврежденной системы важно, так как это дает вам возможность восстановить данные. Он также сохраняет важные данные судебно-медицинской экспертизы для последующего расследования нарушений.
Операционные системы скомпрометированных машин следует переустановить с нуля или переустановить заводской образ, поскольку хакеры будут устанавливать бэкдор-доступ или вредоносные программы, которые чрезвычайно сложно обнаружить и удалить.Затем вы можете начать трудоемкий процесс восстановления данных с помощью инструмента резервного копирования или восстановления.
Наконец, после того, как вы закончите восстановление компьютеров и данных, исправьте все уязвимости, усилите безопасность в своих системах и измените пароли пользователей на всех затронутых компьютерах. Это может быть утомительным процессом для внутреннего персонала. Итак, вы можете подумать о работе со сторонними экспертами по безопасности, которые специализируются на расследовании и восстановлении программ-вымогателей.
Здоровая позиция кибербезопасности должна учитывать быстрое восстановление данных, когда взломы используют бреши в безопасности, системные уязвимости и пользователей, которые невольно становятся жертвами атаки.
Юен Пин Йип — генеральный директор и соучредитель NeuShield и опытный разработчик продуктов для кибербезопасности. За свою карьеру г-н Йип занимал ведущие инженерные должности в Sygate, Symantec, Websense и SkyDRM.
Этапы производства печатных плат: как ваши проектные решения влияют на процесс производства печатных плат
С тех пор, как я впервые получил водительские права в шестнадцать лет, вождение автомобиля было одним из моих любимых занятий.В свободе путешествий есть что-то такое, чего трудно сопоставить. Интересно, как мы можем получать удовольствие от вождения, не понимая полностью, как наши привычки вождения могут повлиять на способность нашего автомобиля работать эффективно. Точно так же при разработке нового продукта легко упустить из виду, как ваши проектные решения влияют на процесс производства печатной платы и скорость разработки.
Процесс производства печатной платы, который включает изготовление и сборку, состоит из ряда этапов, которые зависят от ваших дизайнерских решений, позволяющих создавать ваши платы плавно и эффективно.Практически все варианты дизайна, включая тип, размер и форму платы; типы компонентов, расположение и типы площадок; размер, расположение и углы следа; а также типы, расположение и размеры просверленных отверстий — влияют на один или несколько этапов производственного процесса печатной платы. Лучше понимая, как проектные решения влияют на этапы производства печатных плат, вы можете сделать стратегический выбор, который поможет вашему контрактному производителю (CM) доставить ваши платы как можно быстрее и эффективнее.
Этапы изготовления печатной платы
Первым этапом изготовления печатной платы является изготовление платы, во время которого создается макет вашей платы.Это включает в себя травление следов для внутреннего и поверхностного слоев, сверление отверстий, металлизацию переходных отверстий, нанесение паяльной маски и печать шелкографии. В порядке работы этапы изготовления:
Этапы изготовления печатной платы
1. Изображение — На этом начальном этапе изображение платы создается либо на пленке, либо непосредственно на доске с помощью лазера. Для визуализации пленки используется ультрафиолетовый свет: положительный для внешних слоев и отрицательный для внутренних слоев.
2.Травление внутреннего слоя — Травление — это процесс удаления излишков меди с платы (везде, кроме следов и контактных площадок), обычно с использованием раствора на основе аммония.
3. Layups — Для многослойных плит на этом этапе слои выравниваются и склеиваются. Процесс включает нагревание и сжатие слоев вместе и обычно контролируется компьютером.
4. Просверливание отверстий — В печатной плате просверливаются переходные, монтажные и другие отверстия (обычно в штабелях панелей, в зависимости от глубины сверления).Точность и чистота стенок отверстий очень важны, и сложная оптика обеспечивает это.
5. Травление внешнего слоя — Наружные слои предварительно покрыты медной пленкой. Затем лишняя медь вытравливается. Обычно эти слои необходимо очистить, чтобы удалить слой резиста, покрывающий медь.
6. Покрытие — Покрытие служит двум целям. Он создает проводящие стенки внутри переходных отверстий и способствует склеиванию слоев. Медь, которая является стандартным проводящим материалом, течет в просверленные отверстия и образует стенки.
7. Маскирующий припой — На этом этапе на поверхности печатной платы наносится тонкое покрытие, состоящее из полимеров и растворителей, чтобы предотвратить окисление. Он также обеспечивает разделение между проводящими элементами, которые расположены близко друг к другу, где может возникнуть дуга.
8. Приложение для шелкографии — это печать читаемых идентификационных данных, таких как номера деталей, указатели положения штыря 1 и другие маркировки. Их можно распечатать на струйном принтере.
9.Отделка — это заключительный этап процесса, предназначенный для защиты платы от окружающей среды, особенно участков меди от окисления. Существует несколько жизнеспособных вариантов окончательной отделки, и выбор обычно зависит от типа компонентов платы и среды, в которой будет использоваться печатная плата. Варианты включают в себя иммерсионное золото для химического восстановления никеля (ENIG), иммерсионное золото для неэлектронного никеля (ENEPIG), бессвинцовый припой горячим воздухом (HASL) и иммерсионное олово.
Результатом изготовления является голая плата, готовая к установке компонентов.В некоторых случаях, например, при раннем прототипировании, вы можете установить компоненты самостоятельно. Это обеспечивает гибкость, особенно если вы ожидаете изменений в конструкции. Однако в какой-то момент вам, скорее всего, потребуется профессиональная установка компонентов в процессе сборки печатной платы. Сборка, являющаяся заключительным этапом производства печатной платы, является точной и требует многократных проверок и инспекций для обеспечения качества платы. В сборку входят следующие шаги:
Этапы сборки печатной платы
10.Нанесение паяльной пасты — на этом этапе наносится начальный слой припоя и паяльная паста.
11. Размещение компонентов технологии поверхностного монтажа (SMT) — Здесь размещаются компоненты поверхностного монтажа.
12. Оплавление припоя — После размещения компонентов припой нагревается и соединения фиксируются.
13. Доработка — Если какие-либо соединения компонентов ненадежны, возможно, придется припаять их вручную.
14.Монтаж компонента в сквозном отверстии — На этом этапе монтируются компоненты в сквозном отверстии (если есть).
15. Пайка волной — Выполняется, если используются компоненты со сквозными отверстиями.
16. Окончательная пайка — Эта стадия пайки предназначена для выявления и исправления любых проблем с подключением, которые, возможно, не были обнаружены во время предыдущих проверок.
17. Очистка — Хотя очистка платы является необязательной, она настоятельно рекомендуется для печатных плат, используемых в автомобильных, военных и аэрокосмических системах.После очистки обычно используется растворитель на водной основе для удаления примесей из смолы и флюса.
18. Депанелирование — Затем доски разделяются для упаковки и транспортировки.
Имея более четкое представление об этапах производства печатных плат, мы готовы изучить проектные решения, которые влияют на производственный процесс и влияют на способность CM эффективно создавать высококачественные платы.
5 распространенных ошибок для сборки высокоскоростной платы
Смотреть сейчас
Дизайн для производства (DFM)
Прежде чем ваша плата может быть изготовлена и собрана, ваша конструкция должна быть сопоставлена с возможностями оборудования вашего CM.Хотя конкретные допуски могут варьироваться от CM к CM, можно в общих чертах определить набор принципов проектирования, которые могут повлиять на технологичность вашей печатной платы. В совокупности они определяются как рекомендации по проектированию для производства (DFM) и включают ограничения, нацеленные на правила изготовления вашей платы и проектирования для сборки (DFA).
Давайте рассмотрим, как ваши проектные решения могут повлиять на ключевые этапы производства печатных плат, и обсудим рекомендации DFM, чтобы минимизировать проблемы на протяжении всего процесса производства печатных плат.
Решения DFM, способствующие производственному процессу печатных плат
Во время проектирования печатной платы почти каждое принимаемое вами решение имеет соответствующее правило или директиву, которых вы должны придерживаться, чтобы ваша плата была произведена. Ниже приведены несколько вариантов, которые могут существенно повлиять на производство вашей печатной платы:
| Решение о проектировании печатной платы | Этапы изготовления печатной платы с ударной нагрузкой | Директива DFM |
| Что следует использовать: жесткую или гибкую плату? | 1, 4 и 7 | ПлатыFlex требуют гибкого защитного покрытия (покровного слоя), в то время как жесткие платы используют маскирование припоем. |
| Стоит ли использовать вырезы? | 1, 18 | Убедитесь, что форма не вызывает нарушений зазора между краями платы, так как это может повлиять на формирование панелей. |
| Должны ли все внутренние слои иметь одинаковую толщину? | 2, 3, 4, 6 и 14 | Рекомендуется использовать одинаковый размер для внутренних слоев. Это делает доску более прочной. |
| Следует использовать SMD или детали для сквозных отверстий? | 11, 12, 13, 14, 15 и 16 | SMDтребует более точной пайки, чем компоненты со сквозным отверстием, хотя они могут быть установлены автоматически.Это быстрее, чем монтаж через отверстие; однако компоненты со сквозным отверстием имеют более прочное механическое соединение с платой. |
| Сколько места мне нужно оставить между компонентами? | 7, 8, 11, 12 и 13 | Должно быть достаточно места, чтобы паяльная маска могла быть нанесена между посадочными местами, а паяные перемычки не образовывались между любыми контактными площадками. |
| Что мне делать: контакты, BGA или CSP? | 2, 4, 6, 11, 12 и 13 | BGA и CSP требуют небольшого шага, поскольку они такие маленькие.Для прототипирования можно использовать более крупные детали. |
| Как близко от края я могу разместить компоненты, следы и просверлить отверстия? | 1, 4, 6, 7, 11, 12, 13 и 18 | Должен быть достаточный зазор от края, чтобы можно было отделить доску или «снять облицовку» после изготовления. |
| Сколько места мне нужно между всеми типами элементов поверхности? | 1, 2, 3, 4, 5, 6, 7, 8, 11, 12, 13 | Между всеми элементами должно быть достаточно места для пайки.Для контактных площадок также должно быть достаточно места для разгрузки припоя. |
| Насколько маленькими могут быть отверстия? | 4, 6, 14 | Это зависит от бурового оборудования CM, будь то только механическое или лазерное. Расположение на доске также играет роль, поскольку лазеры требуют, чтобы просверленные отверстия находились рядом с краями. |
Поддержка дизайна печатной платы Tempo
|
Теперь вы заглянули под капот и узнали важность ваших проектных решений на этапах производственного процесса печатной платы.Лучший способ использовать эти знания — практиковать хороший DFM. Tempo Automation сотрудничает с вами, начиная с проектирования, чтобы обеспечить синхронизацию вашей печатной платы и нашего оборудования. Мы также предоставляем прозрачные инструкции по DFM и делаем файлы DRC легкодоступными, которые вы можете просто добавить в программное обеспечение своей печатной платы, если вы являетесь пользователем Altium. Наши опытные специалисты всегда готовы проконсультировать вас и проконсультировать вас в случае необходимости.
Если вы готовы к изготовлению вашей конструкции, попробуйте наш инструмент расчета цен, чтобы загрузить файлы CAD и BOM.Если вам нужна дополнительная информация об этапах производства печатных плат или о внедрении конструкций DFM в процесс производства печатных плат, свяжитесь с нами.
Процесс производства печатных плат (PCB) | Производство печатных плат и сборка печатных плат
Процесс производства печатных плат — этапы изготовления печатных плат. Rayming является одним из производителей печатных плат в Китае, имеет 10-летний опыт производства печатных плат. Возможность печатной платы 1 — 56 слоев.
В RayMing мы делаем все возможное, чтобы качество нашей работы соответствовало ожиданиям наших клиентов и превосходило их.Команда RayMing использует новейшие технологии и оборудование для производства печатных плат, чтобы удовлетворить спрос на качество. Наша приверженность предоставлению качественных продуктов и услуг для печатных плат помогла нам заслужить доверие и уважение наших клиентов.
Мы постоянно работаем над созданием инновационных решений и не жалеем средств на приобретение новейших технологий производства печатных плат и опытных сотрудников. Благодаря этому мы занимаем сильные позиции по предоставлению первоклассных услуг, от производства печатных плат до сборки, тестирования и доставки.
Этапы изготовления печатной платы
Первый: поколение пленок для печатных плат
Пленки для всех слоев меди и паяльной маски сделаны из майлара, экспонированного фотографией. Мы создаем эти фильмы из ваших файлов дизайна, создавая точное (1: 1) кинопредставление вашего дизайна. При отправке файлов Gerber каждый отдельный файл Gerber представляет собой один слой печатной платы.
Секунда: Выбор сырья для печатной платы
Промышленный стандарт 1.Ламинат FR-4 толщиной 6 мм, плакированный медью с двух сторон. Панели будут иметь размер, позволяющий разместить много досок.
3-й: отверстия для сверления печатной платы
Сквозные отверстия, необходимые для вашей конструкции печатной платы, создаются из предоставленных вами файлов с помощью сверл с ЧПУ и твердосплавных сверл.
4-я: печатная плата, не содержащая электролитическую медь
Чтобы сквозные отверстия могли электрически соединяться с различными слоями печатной платы, в сквозные отверстия химически наносится тонкий слой меди.Эта медь позже будет утолщена посредством электролитического меднения (шаг 6).
5-й: PCB Нанесите фоторезист и изображение
Чтобы перенести дизайн печатной платы из электронных данных САПР на физическую печатную плату, мы начинаем с нанесения на панель светочувствительного фоторезиста, покрывающего всю площадь платы. Затем изображение пленки с медным слоем (шаг первый) помещается на плату, источник ультрафиолетового света высокой интенсивности освещает непокрытую часть фоторезиста. Затем мы химически проявляем плату (удаляем с панели неэкспонированный фоторезист), создавая контактные площадки и следы.
6-я: пластина с шаблоном печатной платы
Этот этап представляет собой электрохимический процесс, при котором в отверстия и на поверхность печатной платы наносится медь. Как только на схеме и в отверстиях будет увеличена толщина меди, мы накладываем дополнительный слой олова на открытую поверхность. Это олово защитит медь с гальваническим покрытием во время процесса травления (шаг 7) и позже будет удалено.
7-й: Полоса печатной платы и травление печатной платы
Этот процесс состоит из нескольких этапов.Первый — химически удалить фоторезист с панели. Затем только что обнаженная медь химически удаляется (протравливается) с панели. Олово, нанесенное на этапе 6, защищает желаемую медную схему от травления. На этом этапе определяется принципиальная схема печатной платы. Наконец, защитный слой олова химически удаляется (зачищается), чтобы обнажить медную схему.
8-я: паяльная маска для печатной платы
Затем мы покрываем всю панель жидким слоем паяльной маски.Используя пленки и ультрафиолетовый свет высокой интенсивности (аналогично шагу 5), мы обнажаем паяемые области печатной платы. Основная функция паяльной маски — защищать большую часть медных цепей от окисления, повреждения и коррозии, а также поддерживать изоляцию цепей во время сборки.
9-я: Легенда печатной платы (шелкография)
Затем мы печатаем на панели позиционные обозначения, логотипы и другую информацию, содержащуюся в электронных файлах. Этот процесс очень похож на процесс струйной печати, но разработан специально для печатных плат
.10-я: Поверхность печатной платы
Затем на панели наносится окончательная обработка поверхности.Эта отделка поверхности (припой из олова / свинца или иммерсионное серебро, позолота) используется для защиты меди (паяемых поверхностей) от окисления, а также служит местом для пайки электронных компонентов на печатной плате.
11-е: Изготовление печатных плат
Наконец, но не в последнюю очередь, мы проложим периметр печатной платы от большей панели с помощью оборудования ЧПУ. Печатная плата готова и быстро отправлена вам.
Это односторонний процесс производства печатных плат и двусторонних печатных плат. Производство многослойных печатных плат будет более сложным.нужна пресс-ламинация.
Запрос цены на производство печатных плат
После 11 этапов изготовления печатной платы мы проведем 100% электронное тестирование вашей печатной платы.
RayMing будет вашим универсальным поставщиком для всех типов печатных плат, изготовления печатных плат и сборки печатных плат под ключ. Мы специализируемся на печатных платах с большим количеством слоев, прототипах печатных плат и полном спектре услуг по производству электроники. Каждая печатная плата изготовлена в соответствии с высочайшими стандартами качества, включая платы Flex PCB и Rigid Flex PCB, а также сборки печатных плат.Наши услуги по сборке электроники не имеют себе равных по скорости, качеству и мастерству. RayMing PCB — ваш главный источник, от неизолированных печатных плат до сборки коробки и окончательной сборки, с самыми конкурентоспособными ценами в отрасли и приверженностью к полному удовлетворению потребностей клиентов.
Печатная плата сделана из подложки из материала FR-4 и медных проводников, проложенных по всей плате, по которым проходит электрический ток или сигналы по всей плате.
Перед проектированием печатной платы разработчик электронных схем должен пойти в цех по изготовлению печатных плат и получить полные знания о возможностях и ограничениях предприятия по изготовлению печатных плат.Это очень важно, потому что многие разработчики печатных плат не знают об ограничениях оборудования для изготовления печатных плат, и когда они отправляют файлы проекта в цех / предприятие по изготовлению печатных плат, их возвращают обратно и просят внести изменения в соответствии с возможностями / ограничениями процесса изготовления печатных плат. Однако, если разработчик схем работает в компании, где нет собственного цеха по изготовлению печатных плат, и эта компания передает задания на внешний завод по изготовлению печатных плат в другой стране, то разработчик должен связаться с изготовителем в режиме онлайн и запросить ограничения или спецификации, такие как макс / мин. толщина меди, максимальное количество слоев, наименьший диаметр отверстия и максимальный размер панели печатной платы.
В этой статье мы сосредоточимся на процессе производства печатных плат, поэтому эта статья будет полезна разработчикам схем, поскольку они смогут шаг за шагом получить исчерпывающие знания о процессе производства печатных плат и избежать ошибок проектирования, о которых говорилось выше.
Производственный процесс от проектирования до готовой печатной платы
Процесс 1 #: Дизайн печатной платы и файл GERBER
Разработчик схем рисует схемы в программном обеспечении САПР, которые будут использоваться для компоновки печатной платы.Разработчик должен согласовать с производителем печатной платы программное обеспечение, используемое для компоновки печатной платы, чтобы не было проблем с совместимостью. Самыми популярными программами для проектирования печатных плат САПР являются Altium Designer, Eagle, ORCAD и Mentor PADS.
После того, как проект печатной платы принят к изготовлению, разработчик сгенерирует файл проекта, принятого производителями печатных плат. Этот файл называется «файлом GERBER». Файл Gerber — это стандартный файл, используемый большинством изготовителей печатных плат для отображения компонентов компоновки печатной платы, таких как слои слежения за медью, паяльная маска и т. Д.Файл Gerber — это файл двухмерного векторного изображения. Расширенный Gerber обеспечивает идеальный результат.
Программное обеспечение имеет алгоритм, определенный пользователем / разработчиком, который имеет такие ключевые элементы, как ширина дорожки, расстояние между краями платы, расстояние между дорожками и отверстиями и размер отверстий. Этот алгоритм запускается разработчиком, чтобы проверить наличие ошибок в конструкции. После проверки конструкции она отправляется на завод по изготовлению печатных плат, где выполняется проверка DFM. Проверка DFM (Design for Manufacturing) используется для обеспечения минимальных допусков при проектировании печатной платы.
Процесс 2 #: GERBER to Photo Film
Специальный принтер, используемый для печати фотопленки печатных плат, называется «плоттером». Эти плоттеры будут печатать печатные платы на пленках. Эти пленки используются для изображения печатной платы. Плоттеры очень точны в технологии печати, что позволяет получать детализированную пленку дизайна печатной платы.
Пластиковый лист, выходящий из плоттера, является печатной платой, напечатанной черными чернилами. В случае внутреннего слоя черные чернила представляют собой проводящую медную дорожку, в то время как пустая часть является непроводящей частью.С другой стороны, для внешнего слоя черные чернила будут вытравлены, а пустая область — для меди. Эти пленки следует хранить должным образом, чтобы избежать ненужных контактов или отпечатков пальцев.
Каждому слою соответствует отдельный лист пленки. Паяльная маска имеет отдельную пленку. Все эти пленки должны быть выровнены вместе, чтобы выровнять печатную плату. Это выравнивание печатной платы достигается путем регулировки стола, на котором размещаются листы пленки, и после небольшой калибровки стола достигается оптимальное выравнивание. Пленки должны иметь регистрационные отверстия, чтобы точно прилегать друг к другу.Регистрационные штифты войдут в регистрационные отверстия.
Запрос цены на производство печатных плат
Процесс 3 #: Печать внутреннего слоя: фоторезисты и медь
Сейчас эти фотопленки печатаются на медной фольге. Основная структура печатной платы состоит из ламинатной доски. Материал сердечника — эпоксидная смола и стекловолокно, известное как материал основы. В ламинат входит медь, из которой строится печатная плата. Подложка pcb обеспечивает прочную платформу для печатной платы.Медь покрыта с двух сторон. Процесс включает удаление меди, чтобы показать дизайн с пленок.
Обеззараженная среда очень важна для очистки печатной платы от медного ламината. Необходимо следить за тем, чтобы частицы пыли не попадали на печатную плату, в противном случае это приведет к короткому замыканию или размыканию цепи.
Теперь нанесена фоторезистная пленка. Фоторезист изготовлен из светочувствительного химического вещества, которое затвердевает при воздействии ультрафиолетового излучения.Необходимо следить за тем, чтобы фотопленки и фоторезистивные пленки точно совпадали друг с другом.
Эти фотопленки и фоторезистивные пленки устанавливаются на ламинатную доску с помощью удерживающих штифтов. Теперь применяется УФ-излучение. Черные чернила на фотопленке будут блокировать ультрафиолетовый свет, тем самым предотвращая попадание меди под пленкой и не затвердевая фоторезист под следами черных чернил. Чистая область будет пропускать УФ-свет, таким образом укрепляя лишний фоторезист, который будет удален.
Затем плату промывают щелочным раствором, чтобы удалить излишки фоторезиста.Доска теперь высохнет.
Печатная плата теперь доступна с резистом, покрывающим медь, используемую для создания дорожек цепи. Если плата представляет собой двухслойную печатную плату, она будет отправлена на сверление, в противном случае для многослойной потребуется больше шагов.
Процесс 4 #: Удаление нежелательной меди
Мощный раствор медного растворителя используется для удаления излишков меди так же, как щелочной раствор удаляет излишки фоторезиста. Медь, которая находится под затвердевшим фоторезистом, не удаляется.
Теперь будет удален затвердевший фоторезист, защищающий желаемую медь. Это достигается смыванием печатной платы другим растворителем.
Процесс 5 #: выравнивание слоев и оптический контроль
После того, как все слои будут готовы к вышеупомянутым шагам, они будут совмещены друг с другом. Это можно сделать, пробив отверстия для регистрации, как указано в предыдущем шаге. Техник поместит все слои в машину, известную как «оптический штамп».Эта машина точно пробьет отверстия.
Слои размещены, и возникшая ошибка не может быть отменена.
Автоматическая оптическая инспекционная машина обнаружит любые дефекты с помощью лазера и сравнит цифровое изображение с файлом Gerber.
Процесс 6: Наслоение и склеивание
На этом этапе все слои, включая внешний слой, будут склеены друг с другом. Все слои будут уложены на подложку.
Внешний слой изготовлен из стекловолокна, «пропитанного» эпоксидной смолой, называемой препрегом.Верх и низ подложки будут покрыты тонким слоем меди с травлением следов меди.
Для склеивания / прессования слоев используется тяжелый стальной стол с металлическими зажимами. Слои плотно закреплены на столе, чтобы избежать смещения при выравнивании.
Слой препрега накладывается на стол выравнивания, затем на него накладывается слой подложки, затем кладется медный лист. Аналогичным образом укладываются другие листы препрега и, наконец, стопка завершается алюминиевой фольгой.
Компьютер автоматизирует процесс прессования связки, нагрева стопки и охлаждения с контролируемой скоростью.
Теперь техник снимет уплотнительные штифты и прижимные пластины, чтобы распаковать штабель.
Процесс 7: Бурение
Пришло время просверлить отверстия в печатной плате стека. Прецизионное сверло с большой точностью выполняет отверстия диаметром 100 микрон. Эта дрель с пневматическим приводом имеет скорость вращения шпинделя около 300 тыс. Об / мин. Но даже при такой скорости процесс сверления требует времени, потому что каждое отверстие требует времени, чтобы просверлить его идеально. Идентификатор на основе рентгеновских лучей точно определяет места сверления.
Файлы сверления также генерируются проектировщиком печатных плат, которые передаются в завод по изготовлению печатных плат на более раннем этапе. Этот файл для сверления определяет микроперемещение сверла и места для просверливания отверстий. Эти отверстия теперь станут переходными отверстиями после нанесения покрытия.
Запрос цены на производство печатных плат
Процесс 8: Гальваника и осаждение меди
После тщательной очистки панель PCB обработана химическим напылением. При этом на поверхность панели наносится тонкий слой меди (толщиной 1 микрон).Медь течет в просверленные отверстия. Стенки отверстий целиком покрыты медью. Весь процесс погружения и удаления контролируется компьютером
Процесс 9 #: визуализация внешнего слоя
Так же, как и для внутренних слоев, фоторезист наносится на внешний слой, панель препрега и пленка с черными чернилами, соединенные вместе, теперь обрабатываются ультрафиолетовыми лучами в желтой комнате. Фоторезист затвердевает. Теперь панель проходит через машину, чтобы смыть затвердевший резист, защищенный непрозрачностью черных чернил.
Процесс 10: Покрытие внешнего слоя:
Гальваническая панель с тонким слоем меди. После первичного меднения панель покрывается лужением, которое позволяет удалить всю медь, оставшуюся на плате. Олово предотвращает то, что часть панели должна оставаться покрытой медью во время стадии травления. Травление удалило нежелательную медь с панели.
Процесс 11: травление
Нежелательные медь и медь под слоем остаточного резиста будут удалены.Химические вещества используются для очистки излишков меди. С другой стороны, олово покрывает желаемую медь. Теперь он наконец-то приводит к правильным соединениям и отслеживает
Процесс 12: Нанесение паяльной маски
Панели очищены, и на них нанесены чернила из эпоксидной паяльной маски. УФ-излучение поступает на плату, которая проходит через фотопленку паяльной маски. Закрытые секции останутся нетвердыми и будут удалены. Теперь плата помещена в духовку для восстановления паяльной маски.
Процесс 13: Обработка поверхности
HASL (выравнивание пайки горячим воздухом) дает печатной плате дополнительные возможности для пайки.RayPCB обеспечивает иммерсионное золото и иммерсионное серебро HASL. HASL дает равномерные колодки. Это приводит к чистоте поверхности.
Процесс 14 #: шелкография
Печатная плата находится на завершающей стадии для нанесения струйной печати / письма на поверхность. Это используется для обозначения важной информации, относящейся к печатной плате.
Процесс 15 #: Электрический тест
Заключительный этап — электрические испытания готовой печатной платы. Автоматический процесс проверяет функциональность печатной платы на соответствие оригинальному дизайну.В RayPCB мы предлагаем испытание летающим зондом или испытание гвоздями.
Руководство для относительного чтения:
.