Какие виды сварочных электродов существуют. Как классифицируются электроды по назначению, типу покрытия и другим параметрам. Как правильно выбрать электроды для сварки. Как расшифровывается маркировка электродов.
Классификация сварочных электродов
Сварочные электроды классифицируются по нескольким основным параметрам:
- По назначению
- По типу покрытия
- По толщине покрытия
- По допустимым пространственным положениям сварки
- По виду и полярности сварочного тока
Рассмотрим подробнее каждый из этих параметров классификации.
Классификация электродов по назначению
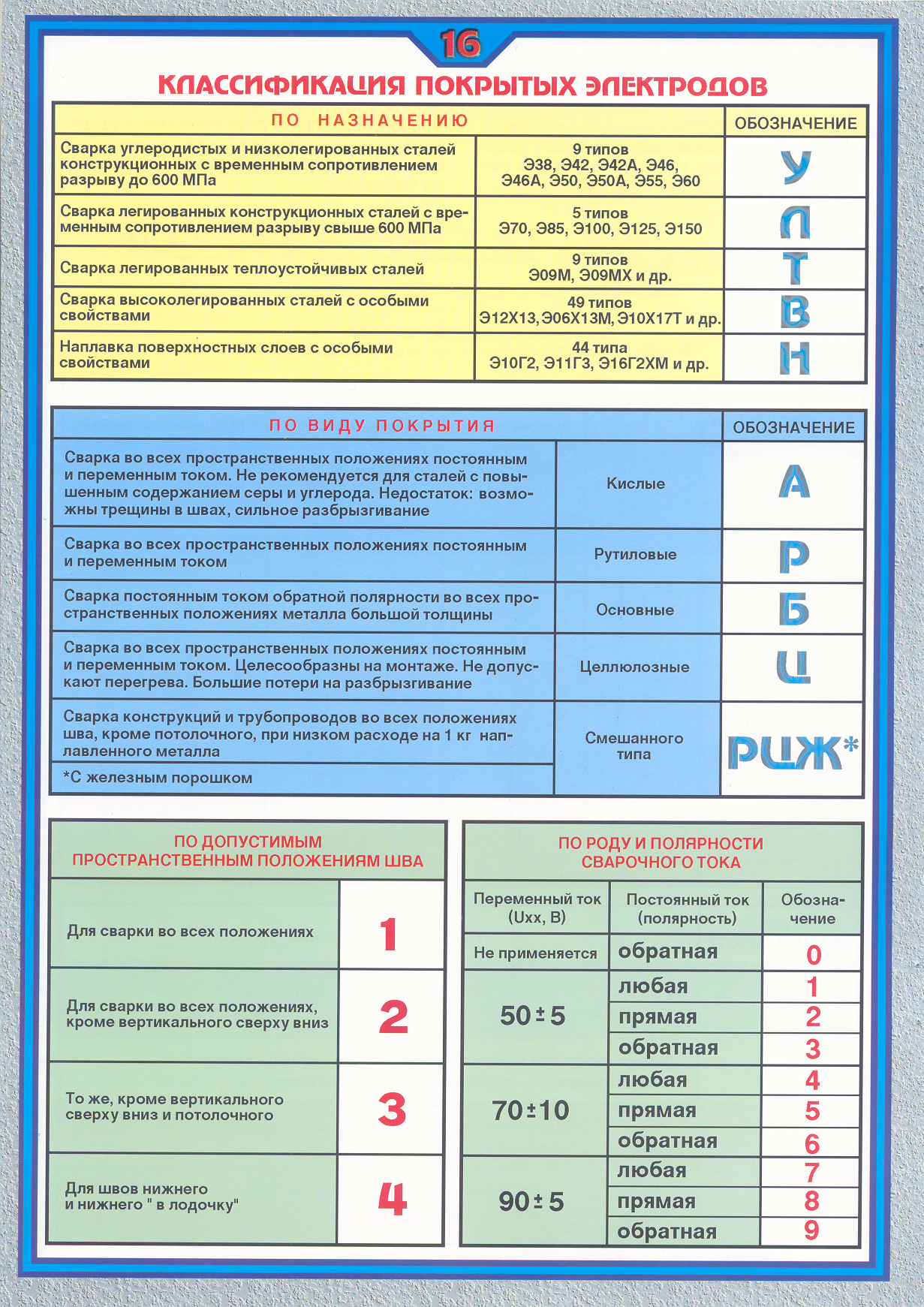
По назначению сварочные электроды делятся на следующие группы:
- Для сварки углеродистых и низколегированных сталей (маркировка «У»)
- Для сварки легированных конструкционных сталей (маркировка «Л»)
- Для сварки теплоустойчивых сталей (маркировка «Т»)
- Для сварки высоколегированных сталей с особыми свойствами (маркировка «В»)
- Для наплавки поверхностных слоев с особыми свойствами (маркировка «Н»)
Эта классификация позволяет сварщику быстро определить, для каких материалов предназначен конкретный электрод.

Типы покрытий сварочных электродов
По типу покрытия электроды подразделяются на:
- Кислые (А)
- Основные (Б)
- Рутиловые (Р)
- Целлюлозные (Ц)
- Смешанные (напр. РБ — рутил-основные)
Тип покрытия определяет сварочно-технологические свойства электрода и влияет на качество сварного шва. Например, рутиловые электроды обеспечивают легкое зажигание дуги и стабильное ее горение.
Классификация по толщине покрытия
По толщине покрытия электроды делятся на:
- Тонкопокрытые (М)
- Среднепокрытые (С)
- Толстопокрытые (Д)
- Особо толстопокрытые (Г)
Толщина покрытия влияет на производительность сварки и формирование сварного шва. Более толстое покрытие обеспечивает лучшую защиту сварочной ванны.
Пространственные положения сварки
По допустимым пространственным положениям сварки электроды маркируются цифрами:
- 1 — для всех положений
- 2 — для всех положений, кроме вертикального сверху вниз
- 3 — для нижнего, горизонтального и вертикального снизу вверх
- 4 — для нижнего и нижнего «в лодочку»
Эта маркировка помогает правильно подобрать электроды в зависимости от положения свариваемых деталей.
Классификация по сварочному току
По роду и полярности применяемого сварочного тока электроды маркируются:
- 0 — только постоянный ток обратной полярности
- 1 — любая полярность постоянного тока
- 2 — только постоянный ток прямой полярности
- 3 — только переменный ток
- 4 — постоянный и переменный ток
Эта классификация позволяет правильно подобрать электроды под имеющееся сварочное оборудование.
Как расшифровывается маркировка электродов
Маркировка сварочных электродов содержит большое количество информации об их свойствах и применении. Рассмотрим на примере расшифровку типичной маркировки:
Э46А-УОНИИ-13/45-3,0-УД2
Где:
- Э — электрод для ручной дуговой сварки
- 46 — минимальный предел прочности металла шва (46 кгс/мм²)
- А — повышенные пластические свойства
- УОНИИ-13/45 — марка электрода
- 3,0 — диаметр электрода в мм
- У — для сварки углеродистых и низколегированных сталей
- Д — толстое покрытие
- 2 — сварка во всех положениях, кроме вертикального сверху вниз
Такая развернутая маркировка позволяет сварщику получить всю необходимую информацию об электроде.

Как правильно выбрать электроды для сварки
При выборе электродов для сварки нужно учитывать следующие факторы:
- Свариваемый материал и его толщину
- Положение сварного шва в пространстве
- Род и полярность сварочного тока
- Требования к качеству сварного соединения
- Условия выполнения сварочных работ
Правильный выбор электродов обеспечит высокое качество сварного соединения и эффективность сварочных работ.
Особенности применения разных типов электродов
Различные типы электродов имеют свои особенности применения:
- Электроды с рутиловым покрытием легко зажигают дугу и обеспечивают стабильное ее горение. Подходят для сварки тонколистового металла.
- Электроды с основным покрытием обеспечивают высокую прочность и пластичность сварного шва. Применяются для ответственных конструкций.
- Целлюлозные электроды обеспечивают глубокое проплавление. Используются для сварки трубопроводов.
- Электроды с кислым покрытием дают высокую производительность наплавки. Применяются для сварки конструкций из низкоуглеродистых сталей.
Знание особенностей разных типов электродов позволяет оптимально подобрать их под конкретную задачу.

Правила хранения и подготовки электродов к сварке
Для обеспечения высокого качества сварки необходимо правильно хранить и готовить электроды к работе:
- Хранить электроды нужно в сухом помещении при температуре не ниже +15°С.
- Перед сваркой электроды необходимо прокалить для удаления влаги.
- Температура и время прокалки указываются в паспорте электродов.
- После прокалки электроды нужно хранить в термопеналах.
- Нельзя допускать повреждения покрытия электродов при транспортировке и хранении.
Соблюдение этих правил позволит избежать дефектов сварных швов из-за некачественных электродов.
Виды электродов для сварки | Главный механик
Чтобы получить хороший результат в виде качественного сварного шва, перед началом сварных работ необходимо внимательно изучить необходимые для производства материалы. Нужно разобраться в видах электродов, ведь универсальных изделий для сварки пока не существует. Каждый вид применяется для конкретного материала и при определенных условиях.
Классификация сварочных электродов
Электроды – самый востребованный расходный материал для производства сварки или резки металлических изделий. Сварочный электрод – это токопроводящий стержень, через который электрический ток от сварочного аппарата передается к месту плавления металла.
Неплавящийся графитовый электродЭлектрод представляет собой стержень определенного размера, выполненный из металла или другого материала. Существуют разнообразные виды электродов для сварки:
- Неплавящиеся стержни изготовлены из графита, а также могут быть торированными, итрированными и угольными.
- Плавящиеся электроды производят из легированных, высоколегированных и углеродистых марок стали, бронзы, меди, чугуна и других металлов. Эти изделия обладают покрытием, которое выполняет сразу несколько функций при расплавлении металла. К его «обязанностям» относится защита от газовой фазы сварочной ванны и стабилизация электрической дуги.
Изделия с щелочным покрытием легко образуют и стабилизируют дугу.
Процесс сварки происходит следующим образом. Края металлических частей расплавляются от тепла, которое производит электрическая дуга – поток ионов между анодом и катодом. Короткое замыкание, возникающее между двумя полюсами, становится причиной процесса ионизации.
Сварка выполняется одним электродом или несколькими, между которыми создается дополнительная дуга. Такой метод называется сваркой трехфазной дугой.
Как выбрать сварочный электрод по маркировке
В промышленности используются различные типы электродов для соединения металлов, которые обладают разной температурой плавления. Для каждой задачи подбирается специальный тип сварочного электрода. Например, одна марка электродов для сварки используется для тонкой листовой стали толщиной 0,5 мм, другой тип соединяет металлопрофили толщиной 5 мм.
Есть много типов стержней, которые классифицировать сложно. Типы для сварки стали определяются по ГОСТу 9467-75. Например, в буквенно-числовых обозначениях марок Э42А, Э38 и Э50А:
- «Э» обозначает «электрод»,
- число указывает минимальное время сопротивления разрыву,
- буква «А» определяет возможность использовать наплавляемый пластичный металл повышенной вязкости.
- буквой «Н» обозначаются изделия для наплавления на разные поверхности,
- буквой «У» маркируются стержни для соединения изделий из углеродистой стали,
- буква «Т» – для изделий из легированных теплоустойчивых сталей.
Химические элементы, входящие в состав наплавки, тоже отражаются в маркировке электрода, например:
- «Х» – хром,
- «М» – молибден,
- «Б» – ниобий,
- «Ф» – ванадий.
К одному классу отечественных и зарубежных сварочных материалов относится большое количество марок сварочных электродов.
Проволока для производства электродов маркируется так:
- буквы Св означают сварочный тип,
- число после букв определяет проценты углерода в металле,
- буквенный код означает наличие легирующих веществ,
- следующее число означает процент этих элементов в составе стержня.
Состав проволоки и стальных деталей должны выбираться в соответствии друг с другом.
Электроды с разным составом покрытия применяются для разных материалов, подбирая определенный вид для каждого случая. Покрытия электродов маркируются:
- Б – основные. Содержат фторид кальция и карбонат, вступающий в реакцию с кислородом при горении дуги и образующий углекислый газ в качестве защиты. Сварка выполняется с применением постоянного тока обратной полярности. С использованием переменного тока получается шов низкого качества, и для улучшения приходится применять дополнительные меры для улучшения его качества.
- А – кислые. В составе содержатся ферросилиций и ферромарганец. Такие стержни используют при создании нижних швов постоянным током и плавят металлы с высокой скоростью.
- Р – рутиловые. Содержат жидкое стекло, двуокись титана (рутил), ферромарганец, карбонат и алюмосиликаты. Рутиловые эдлектроды применяются для сварки постоянным током соединения в любом расположении. Шлак, образующийся в результате химической реакции, защищает элементы от выгорания. Соединения получаются качественными и нетоксичными.
- Ц – целлюлозные. Такие изделия содержат в составе целлюлозу, марганцы, ферромарганец, тальк и рутил. Они используются для производства любых швов хорошего качества с высокой скоростью. Вокруг сварочной ванны и дуги образуются защитные газы. Во время работы нужно следить, чтобы соединение перегревалось. Материал при работе разбрызгивается, поэтому метод считается неэкономичным. Его используют для производства соединений трубопроводов разного назначения.
- П – прочие. Стержни с легирующими элементами в составе применяются для улучшения качества соединения.
- С – специальные. Применяются для подводных сварочных работ, поскольку создают защищенный от проникновения влаги шов. В составе имеется жидкое стекло в смеси с веществами, содержащими смолы.
Все электроды, обладающие определенным видом покрытия, предназначаются для конкретных случаев. Рутиловое покрытие считается универсальным и является основным видом. Защитную функцию покрытия выполняют за счет окисления сплава, добавления легирующих веществ и создания защитного ореола из шлаков или газов. Таким образом формируются добротные сварные швы хорошего качества.
Тем не менее, при выборе типа электрода нужно ориентироваться не на его маркировку, а на характеристики изделия, которые определяются техническими стандартами.
Основные критерии выбора сварных электродов
Изделия для производства сварочных работ в первую очередь обращают внимание на его диаметр, на вид – плавящийся или неплавящийся, на полярность и род электротока, на тип покрытия и расположение шва.
Выбирая сварочные электроды, необходимо учитывать форму кромки металлического листа, его марку и параметры электротока. Такой важный параметр изделий, как диаметр, определяется по толщине соединяемых материалов. Самые тонкие стержни с диаметром 0,1 см применяются при сварке током от 20 до 25 А металлических листов толщиной до 0,015 см. Изделия толщиной 0,3-0,4 см являются самыми распространенными и применяются для сварки металлов толщиной менее 0,10 см. При этом применяется ток силой не более 220 А.
Чем больше диаметр, тем мощнее применяется сварочное оборудование. Максимальный диаметр изделий составляет 1,2 см. Для реализации бытовых задач применяются 3-миллиметровые электроды. Если размер стержня менее 2 мм, электрод используют для соединения тонких листов металла.
В промышленности чаще применяется «четверка», а электроды толще 5 мм используются в строительстве, судо- и мостостроении и в других крупных отраслях.
Нержавеющую сталь и алюминий соединяют с применением вольфрамовых электродов, используя при этом переменный ток для получения более качественного шва. Изделия из углеродистой стали соединяются электродами с рутиловым покрытием.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (499) 113 36 18
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (499) 113 36 18
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Сварочные электроды | Классификация и типы электродов для сварки
Добиться нужного качества сваривания невозможно без правильного выбора электродов. Избежать ошибки поможет четкое понимание рынка. Необходимо знать о видах продукции от разных производителей, рекомендациях относительно применения конкретной марки, принципах маркировки электродов.
Назначение сварочных электродов
Роль электродов сводится к формированию дуги в электродуговой сварке. Качество электродов напрямую влияет на эффективность работы и результат. Насколько стабильной будет дуга, как глубоко прогреется металл, легко ли разжечь дугу и другие нюансы во время сварки определяются выбором электродов. Они должны:
- поддерживать во время работы стабильную дугу;
- плавиться равномерно;
- формировать аккуратный шов с нужным химическим составом;
- создать условия для минимизации разбрызгивания раскаленного металла;
- способствовать повышению эффективности сварочных работ;
- обладать низкой степенью токсичности.
Помимо этого, должен легко удаляться шлак, который образуется в процессе сварочных работ.
Какие бывают электроды для сварки
Все представленные на отечественном рынке электроды делятся на типы, которые предназначаются для работы с различными металлами. Есть отдельная группа продукции для сварки по разным маркам стали, по чугуну, цветным металлам, алюминию и его сплавам. Благодаря такому делению сварщику легче выбрать оборудование и оптимальный режим при работе с конкретным металлом. Есть еще и отдельная группа электродов, которые используются исключительно для так называемой «наплавки металлов».
Особенности ручных технологических операций тоже являются определяющим фактором, который влияет на классификацию электродов. Ведь сварочные работы могут выполняться с разным расположением электрода, степенью проплавления металла, глубиной сварочной ванны и другими особенностями.
Толщина электрода определяет его принадлежность к изделиям тонким (М), толстым (Д) или среднего размера (С). В зависимости от типа обмазки продукция делится на четыре группы:
- кислая – маркируется А;
- целлюлозная – Ц;
- основная – Б;
- рутиловая – Р;
- комбинированная или смешанная. Маркируется в зависимости от того, какие виды обмазок использованы – РБ, РЦ, АР или другое.
Если электрод обладает покрытием, которое выходит за рамки приведенной классификации, он обозначается буквой «П» – прочие. В состав обмазки включаются добавки, которые предназначаются для улучшения качества сварного шва из конкретного материала. К примеру, рутиловое покрытие электрода препятствует образованию пустот и трещин в области сварного шва. Еще электроды классифицируются в зависимости от полярности питающего тока, величины напряжения, диаметра, длины стержня.
В случае возникновения крайней необходимости электроды можно изготовить самостоятельно. Для этого понадобится стальная проволока диаметром в диапазоне от 1,6 до 6 мм. Из нее делаются отрезки длиной около 35 сантиметров. Для обмазки подойдет смесь мела и силикатного клея.
Классификация электродов согласно ГОСТу 9466-75
Предназначенные для ручной дуговой сварки металлические покрытые электроды делятся на группы по нескольким параметрам: назначению, химическому составу и механическим свойствам, толщине и виду нанесенного покрытия. Помимо этого, принимаются во внимание и сварочно-технологические показатели.
Виды электродов по назначению
В зависимости от сферы использования продукция предназначается:
- для работы с углеродистыми или низкоуглеродистыми материалами, степень сопротивления на разрыв которых не превышает 600 Мпа. Они маркируются литерой «У»;
- для соединения заготовок из конструкционной легированной стали, сопротивление на разрыв которых не превышает 600 Мпа. Электроды маркируются буквой «Л»;
- для сваривания легированной стали, устойчивой к высоким температурам. Продукты обозначаются литерой «Т»;
- для сварки высоколегированной стали, обладающей особыми характеристиками. Визуальный маркер — буква «В»;
- для создания наплавляемого слоя на поверхности материалов с особыми свойствами. Электроды имеют обозначение — литеру «Н».
Перечисленными стандартами электроды разделяются на типы в зависимости от химического состава наплавленного металла и в соответствии с механическими характеристиками обрабатываемого материала. В маркировке присутствуют цифры, обозначающие минимальное сопротивление на разрыв в кгс/мм2: Э42, Э42А, Э50 и другие. Буква после цифрового маркера обозначает высокие пластические характеристики, хорошую вязкость и ограничения по химическим составляющим.
По толщине покрытия
По данному показателю предусмотрено деление продуктов с учетом соотношения D/d, где D соответствует диаметру покрытия, а d — величине окружности металлического стержня. Принято различать электроды по толщине покрытия:
- тонкое. Соотношение диаметров меньше 1,2. Маркируются буквой «М»;
- среднее. Результат находится в диапазоне 1,2 < х < 4,5. Обозначаются литерой «С»;
- толстое. Коэффициент меньше 1,8, но больше 1,45. Маркер — «Д»;
- особо толстое. Число, полученное от деления двух диаметров, выше 1,8. Маркировка «Г» является отличительной особенностью продукта.
Согласно положениям ГОСТа 9466 — 75 предусмотрено деление на три группы, которые отличаются по качеству. Оно определяется состоянием покрытия, точностью исполнения покрытия и стержня, содержанием фосфора и серы в наплаве.
Типы покрытия электродов
Значения приведены в таблице ниже:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
|---|---|---|
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
По пространственному расположению наплава
Электроды следует подбирать в зависимости от пространственного расположения стыка:
- рекомендуется для работы в любом положении — обозначается «1»;
- допускается расположение сварного шва в любом положении кроме направления сверху-вниз — «2»;
- для следующего пространственного расположения: вертикаль, горизонталь, низ и вертикаль снизу-вверх — «3»;
- для работы в нижнем положении, в том числе способом в лодочку — «4».
По виду и полярности тока
Все значения собраны в виде таблицы:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | 0 |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 | ||
Из чего состоит электрод для сварки
По большому счету электрод представляет собой отрезок проволоки, по которому во время сварки проходит электрический ток. Поверхность укрыта специальным химическим составом, определяющим свойства продукта. Есть электроды, которые представляют собой только кусок проволоки и не имеют дополнительного покрытия. Они так и называются — непокрытыми.
Плавящиеся и неплавящиеся электроды
Стержень внутри электроды выполнен из металлического и реже — из медного прутка. Его задача состоит в том, чтобы заполнить сварочною ванну расплавом, соединяющим две заготовки между собой. Обмазка вокруг металлического стержня определяет химические характеристики электрода и содержит вещества, улучшающие качество шва.
Неплавящиеся электроды изготавливают из порошкообразных материалов. Наиболее часто используется уголь или вольфрам. Они повышают качество сцепления соединяемых частей. Шов формируется без расплава металлического стержня, а материал электрода расходуется как присадочная проволока. Наиболее распространенный материал, который применяется в производстве таких электродов — аморфный уголь. Готовый продукт представляет собой удлиненный овальный стержень.
Такого рода угольные электроды применяются для формирования швов с высокими эстетическими показателями. Они востребованы и для воздушно-дуговой резки толстых металлических заготовок.
Электроды для точечной сварки
Отдельно нужно уделить внимание оборудованию, предназначенное для точечной сварки. Особенности технологии заключаются в том, чтобы сохранить начальную форму соединяемых частей и обеспечить нужную степень электропроводности.
Для решения задач подобного рода предусмотрены специальные аппараты, работающие без привычных электродов. Их роль замещена специальными медными контактами, выполненными в форме заостренных стержней. В домашних условиях такие контакты можно изготовить самостоятельно. К примеру, приспособить отработанные жала от мощных паяльников.
Виды и состав обмазки сварочных электродов
Для ручной дуговой сварки применяются электроды, состоящие из стержней длиной 25-45 см, на поверхность которых нанесен слой специального покрытия. На рынке представлено их несколько классов:
- стабилизирующие. В своем составе имеют элементы, которые отлично ионизируют сварочную дугу. В большинстве своем покрытие наносится на стержни тонком слоем — тонкопокрытые электроды;
- защитные. Покрытие выполнены из смеси разных материалов. Основная задача состава — защитить зону расплава от воздействия атмосферного воздуха. Помимо этого, они способствуют стабильному горению дуги, рафинируют и легируют шов;
- магнитные. Наносятся на стержень непосредственно в процессе выполнения сварочных работ. Напыление осуществляется под воздействием электромагнитных сил, которые образуются между проволокой под напряжением и ферримагнитным порошком, засыпанным в специальный бункер. Проволока или стержень подаются в сварочную зону именно через этот бункер.
Существуют такие основные виды электродных покрытий:
- руднокислые. В их составе есть окислы марганца и железа, кремнезема и много ферромарганца. Чтобы создать защитную среду в состав включаются органические вещества — крахмал, древесная мука, целлюлоза и прочие;
- рутиловые. Становятся все более популярными, благодаря развитию технологий по добыче рутиловых минералов. Основной его компонент — двуокись титана (TiO2). Помимо рутила в покрытиях содержатся и другие элементы: карбонаты калия и магния, ферромарганец, кремнезем;
- фтористо-кальциевые. В состав включены карбонаты кальция и магния, ферросплавов и плавикового шпата;
- органические. В составе преимущественно органические соединения. Чаще всего используется оксицеллюлоза с добавлением шлакообразующих материалов, раскислителей и легирующих присадок.
Правила маркировки
Для маркировки всех типов существующих электродов используется определенная схема. Согласно ее построению, первая цифра определяет тип электрода, следующая позиция информирует о марке продукта, а за ней следует обозначение диаметра.
Четвертой в данной схеме идет шифр, определяющий назначение, а пятым – толщину покрытия. Шестым расположен шифр, который характеризует сварочный шов или наплав металла. Далее можно прочитать информацию о покрытии стержня. Восьмая позиции предоставляет сведения о пространственном расположении электрода во время сварки, а девятая – о напряжении и виде тока.
Для большего понимания стоит рассмотреть конкретный пример:
Первые четыре символа «Э46А» несут информацию о виде электродного стержня. Расшифровывается она так:
- Э – предназначен для электродугового способа сваривания;
- 46 – единица сопротивляемости разрыва дуги согласно нормативов ГОСТ 9467-75;
- А – усовершенствованный класс стержня.
Следующий в маркировке индекс «У» обозначает то, что электрод может использоваться в работе с легированной и низкоуглеродистой сталью. «Д2» присвоена второй группе продуктов по толщине покрытия.
Маркировка в знаменателе 432(5) – это параметр наплавленного соединения, которое формирует шов. «Б» — тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» — это обратная полярность постоянного тока.
Ниже приведена таблица о значении маркировок покрытия металлического стержня:
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
|---|---|---|---|
| кислое | А | A | Р (руднокислое) |
| основное | Б | B | Ф (фтористокальциевое) |
| рутиловое | Р | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | C | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR | |
Сушка и прокалка электродов
Во время транспортировки или хранения электроды могут отсыреть. В таком случае нужна предварительная сушка, а еще лучше – прокалка. Это очень важная процедура, которая в конечном итоге положительно влияет на загорание дуги.
Не стоит часто прибегать к прокалке электродов, поскольку неоднократное нагревание способно повредить покрытие стержня. Подвергать процедуре желательно только требуемое для текущих работ количество электродов. Или же их должно остаться совсем немного.
Прокалывание практично еще и тем, что поднимает температуру электродов непосредственно перед работой. Это важно, например, для сварки труб или при работе с толстыми заготовками. Предварительный прогрев дает возможность получать герметичные стыки во время «сварки под давлением». Но следует иметь ввиду, что важен постепенный нагрев. При резком перепаде температуры не исключено образование известкового налета.
Прокалка связана с предельными сроками и длительностью хранения электродов. Согласно общепринятым нормативам максимальный срок годности отечественной продукции составляет пять лет. На практике электроды могут храниться несколько дольше, не теряя при это своих характеристик.
Как научиться варить
Практика и еще раз практика – это наиболее действенный способ обучения сварочным работам. Несложный с теоретической точки зрения процесс требует навыков и профессиональной ловкости. На первых порах можно просто наблюдать, как работы выполняют специалисты, чтобы потом использовать их приемы самостоятельно.
Держатель нужно брать так, чтобы не заслонять обзор зоны сварки. Потом нужно наклонить электрод по отношению к рабочей поверхности под углом 30 градусов. Делается несколько скользящих движений электродом по детали, чтобы инициировать розжиг дуги. В этот момент важно выдержать расстояние между стержнем и заготовкой, чтобы не разорвать дугу и не допустить «залипание» электрода.
Через небольшой промежуток времени в зоне сварки появится красное пятно – результат плавления флюса. Примерно через 2-3 секунды посредине красного пятна проявится оранжевый цвет. Его яркость будет заметно выше, а по краям проявляется мелкая рябь. Именно эта часть называется сварочной ванной – место, где металл расплавляется и после остывания формируется сварочный шов.
Читайте также: Маркировка электродов для ручной дуговой сварки
Сварочные электроды: виды и классификация
Оцените, пожалуйста, статью
12345Всего оценок: 5, Средняя: 4
Сварочные электроды | Классификация и типы электродов для сварки
Добиться нужного качества сваривания невозможно без правильного выбора электродов. Избежать ошибки поможет четкое понимание рынка. Необходимо знать о видах продукции от разных производителей, рекомендациях относительно применения конкретной марки, принципах маркировки электродов.
Назначение сварочных электродов
Роль электродов сводится к формированию дуги в электродуговой сварке. Качество электродов напрямую влияет на эффективность работы и результат. Насколько стабильной будет дуга, как глубоко прогреется металл, легко ли разжечь дугу и другие нюансы во время сварки определяются выбором электродов. Они должны:
- поддерживать во время работы стабильную дугу;
- плавиться равномерно;
- формировать аккуратный шов с нужным химическим составом;
- создать условия для минимизации разбрызгивания раскаленного металла;
- способствовать повышению эффективности сварочных работ;
- обеспечивать прочность стыка;
- обладать низкой степенью токсичности.
Помимо этого, должен легко удаляться шлак, который образуется в процессе сварочных работ.
Какие бывают электроды для сварки
Все представленные на отечественном рынке электроды делятся на типы, которые предназначаются для работы с различными металлами. Есть отдельная группа продукции для сварки по разным маркам стали, по чугуну, цветным металлам, алюминию и его сплавам. Благодаря такому делению сварщику легче выбрать оборудование и оптимальный режим при работе с конкретным металлом. Есть еще и отдельная группа электродов, которые используются исключительно для так называемой «наплавки металлов».
Особенности ручных технологических операций тоже являются определяющим фактором, который влияет на классификацию электродов. Ведь сварочные работы могут выполняться с разным расположением электрода, степенью проплавления металла, глубиной сварочной ванны и другими особенностями.
Толщина электрода определяет его принадлежность к изделиям тонким (М), толстым (Д) или среднего размера (С). В зависимости от типа обмазки продукция делится на четыре группы:
- кислая – маркируется А;
- целлюлозная – Ц;
- основная – Б;
- рутиловая – Р;
- комбинированная или смешанная. Маркируется в зависимости от того, какие виды обмазок использованы – РБ, РЦ, АР или другое.
Если электрод обладает покрытием, которое выходит за рамки приведенной классификации, он обозначается буквой «П» – прочие. В состав обмазки включаются добавки, которые предназначаются для улучшения качества сварного шва из конкретного материала. К примеру, рутиловое покрытие электрода препятствует образованию пустот и трещин в области сварного шва. Еще электроды классифицируются в зависимости от полярности питающего тока, величины напряжения, диаметра, длины стержня.
В случае возникновения крайней необходимости электроды можно изготовить самостоятельно. Для этого понадобится стальная проволока диаметром в диапазоне от 1,6 до 6 мм. Из нее делаются отрезки длиной около 35 сантиметров. Для обмазки подойдет смесь мела и силикатного клея.
Классификация электродов согласно ГОСТу 9466-75
Предназначенные для ручной дуговой сварки металлические покрытые электроды делятся на группы по нескольким параметрам: назначению, химическому составу и механическим свойствам, толщине и виду нанесенного покрытия. Помимо этого, принимаются во внимание и сварочно-технологические показатели.
Виды электродов по назначению
В зависимости от сферы использования продукция предназначается:
- для работы с углеродистыми или низкоуглеродистыми материалами, степень сопротивления на разрыв которых не превышает 600 Мпа. Они маркируются литерой «У»;
- для соединения заготовок из конструкционной легированной стали, сопротивление на разрыв которых не превышает 600 Мпа. Электроды маркируются буквой «Л»;
- для сваривания легированной стали, устойчивой к высоким температурам. Продукты обозначаются литерой «Т»;
- для сварки высоколегированной стали, обладающей особыми характеристиками. Визуальный маркер — буква «В»;
- для создания наплавляемого слоя на поверхности материалов с особыми свойствами. Электроды имеют обозначение — литеру «Н».
Перечисленными стандартами электроды разделяются на типы в зависимости от химического состава наплавленного металла и в соответствии с механическими характеристиками обрабатываемого материала. В маркировке присутствуют цифры, обозначающие минимальное сопротивление на разрыв в кгс/мм2: Э42, Э42А, Э50 и другие. Буква после цифрового маркера обозначает высокие пластические характеристики, хорошую вязкость и ограничения по химическим составляющим.
По толщине покрытия
По данному показателю предусмотрено деление продуктов с учетом соотношения D/d, где D соответствует диаметру покрытия, а d — величине окружности металлического стержня. Принято различать электроды по толщине покрытия:
- тонкое. Соотношение диаметров меньше 1,2. Маркируются буквой «М»;
- среднее. Результат находится в диапазоне 1,2 < х < 4,5. Обозначаются литерой «С»;
- толстое. Коэффициент меньше 1,8, но больше 1,45. Маркер — «Д»;
- особо толстое. Число, полученное от деления двух диаметров, выше 1,8. Маркировка «Г» является отличительной особенностью продукта.
Согласно положениям ГОСТа 9466 — 75 предусмотрено деление на три группы, которые отличаются по качеству. Оно определяется состоянием покрытия, точностью исполнения покрытия и стержня, содержанием фосфора и серы в наплаве.
Типы покрытия электродов
Значения приведены в таблице ниже:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
|---|---|---|
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
По пространственному расположению наплава
Электроды следует подбирать в зависимости от пространственного расположения стыка:
- рекомендуется для работы в любом положении — обозначается «1»;
- допускается расположение сварного шва в любом положении кроме направления сверху-вниз — «2»;
- для следующего пространственного расположения: вертикаль, горизонталь, низ и вертикаль снизу-вверх — «3»;
- для работы в нижнем положении, в том числе способом в лодочку — «4».
По виду и полярности тока
Все значения собраны в виде таблицы:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | 0 |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 | ||
Из чего состоит электрод для сварки
По большому счету электрод представляет собой отрезок проволоки, по которому во время сварки проходит электрический ток. Поверхность укрыта специальным химическим составом, определяющим свойства продукта. Есть электроды, которые представляют собой только кусок проволоки и не имеют дополнительного покрытия. Они так и называются — непокрытыми.
Плавящиеся и неплавящиеся электроды
Стержень внутри электроды выполнен из металлического и реже — из медного прутка. Его задача состоит в том, чтобы заполнить сварочною ванну расплавом, соединяющим две заготовки между собой. Обмазка вокруг металлического стержня определяет химические характеристики электрода и содержит вещества, улучшающие качество шва.
Неплавящиеся электроды изготавливают из порошкообразных материалов. Наиболее часто используется уголь или вольфрам. Они повышают качество сцепления соединяемых частей. Шов формируется без расплава металлического стержня, а материал электрода расходуется как присадочная проволока. Наиболее распространенный материал, который применяется в производстве таких электродов — аморфный уголь. Готовый продукт представляет собой удлиненный овальный стержень.
Такого рода угольные электроды применяются для формирования швов с высокими эстетическими показателями. Они востребованы и для воздушно-дуговой резки толстых металлических заготовок.
Электроды для точечной сварки
Отдельно нужно уделить внимание оборудованию, предназначенное для точечной сварки. Особенности технологии заключаются в том, чтобы сохранить начальную форму соединяемых частей и обеспечить нужную степень электропроводности.
Для решения задач подобного рода предусмотрены специальные аппараты, работающие без привычных электродов. Их роль замещена специальными медными контактами, выполненными в форме заостренных стержней. В домашних условиях такие контакты можно изготовить самостоятельно. К примеру, приспособить отработанные жала от мощных паяльников.
Виды и состав обмазки сварочных электродов
Для ручной дуговой сварки применяются электроды, состоящие из стержней длиной 25-45 см, на поверхность которых нанесен слой специального покрытия. На рынке представлено их несколько классов:
- стабилизирующие. В своем составе имеют элементы, которые отлично ионизируют сварочную дугу. В большинстве своем покрытие наносится на стержни тонком слоем — тонкопокрытые электроды;
- защитные. Покрытие выполнены из смеси разных материалов. Основная задача состава — защитить зону расплава от воздействия атмосферного воздуха. Помимо этого, они способствуют стабильному горению дуги, рафинируют и легируют шов;
- магнитные. Наносятся на стержень непосредственно в процессе выполнения сварочных работ. Напыление осуществляется под воздействием электромагнитных сил, которые образуются между проволокой под напряжением и ферримагнитным порошком, засыпанным в специальный бункер. Проволока или стержень подаются в сварочную зону именно через этот бункер.
Существуют такие основные виды электродных покрытий:
- руднокислые. В их составе есть окислы марганца и железа, кремнезема и много ферромарганца. Чтобы создать защитную среду в состав включаются органические вещества — крахмал, древесная мука, целлюлоза и прочие;
- рутиловые. Становятся все более популярными, благодаря развитию технологий по добыче рутиловых минералов. Основной его компонент — двуокись титана (TiO2). Помимо рутила в покрытиях содержатся и другие элементы: карбонаты калия и магния, ферромарганец, кремнезем;
- фтористо-кальциевые. В состав включены карбонаты кальция и магния, ферросплавов и плавикового шпата;
- органические. В составе преимущественно органические соединения. Чаще всего используется оксицеллюлоза с добавлением шлакообразующих материалов, раскислителей и легирующих присадок.
Правила маркировки
Для маркировки всех типов существующих электродов используется определенная схема. Согласно ее построению, первая цифра определяет тип электрода, следующая позиция информирует о марке продукта, а за ней следует обозначение диаметра.
Четвертой в данной схеме идет шифр, определяющий назначение, а пятым – толщину покрытия. Шестым расположен шифр, который характеризует сварочный шов или наплав металла. Далее можно прочитать информацию о покрытии стержня. Восьмая позиции предоставляет сведения о пространственном расположении электрода во время сварки, а девятая – о напряжении и виде тока.
Для большего понимания стоит рассмотреть конкретный пример:
Первые четыре символа «Э46А» несут информацию о виде электродного стержня. Расшифровывается она так:
- Э – предназначен для электродугового способа сваривания;
- 46 – единица сопротивляемости разрыва дуги согласно нормативов ГОСТ 9467-75;
- А – усовершенствованный класс стержня.
Следующий в маркировке индекс «У» обозначает то, что электрод может использоваться в работе с легированной и низкоуглеродистой сталью. «Д2» присвоена второй группе продуктов по толщине покрытия.
Маркировка в знаменателе 432(5) – это параметр наплавленного соединения, которое формирует шов. «Б» — тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» — это обратная полярность постоянного тока.
Ниже приведена таблица о значении маркировок покрытия металлического стержня:
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
|---|---|---|---|
| кислое | А | A | Р (руднокислое) |
| основное | Б | B | Ф (фтористокальциевое) |
| рутиловое | Р | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | C | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR | |
Сушка и прокалка электродов
Во время транспортировки или хранения электроды могут отсыреть. В таком случае нужна предварительная сушка, а еще лучше – прокалка. Это очень важная процедура, которая в конечном итоге положительно влияет на загорание дуги.
Не стоит часто прибегать к прокалке электродов, поскольку неоднократное нагревание способно повредить покрытие стержня. Подвергать процедуре желательно только требуемое для текущих работ количество электродов. Или же их должно остаться совсем немного.
Прокалывание практично еще и тем, что поднимает температуру электродов непосредственно перед работой. Это важно, например, для сварки труб или при работе с толстыми заготовками. Предварительный прогрев дает возможность получать герметичные стыки во время «сварки под давлением». Но следует иметь ввиду, что важен постепенный нагрев. При резком перепаде температуры не исключено образование известкового налета.
Прокалка связана с предельными сроками и длительностью хранения электродов. Согласно общепринятым нормативам максимальный срок годности отечественной продукции составляет пять лет. На практике электроды могут храниться несколько дольше, не теряя при это своих характеристик.
Как научиться варить
Практика и еще раз практика – это наиболее действенный способ обучения сварочным работам. Несложный с теоретической точки зрения процесс требует навыков и профессиональной ловкости. На первых порах можно просто наблюдать, как работы выполняют специалисты, чтобы потом использовать их приемы самостоятельно.
Держатель нужно брать так, чтобы не заслонять обзор зоны сварки. Потом нужно наклонить электрод по отношению к рабочей поверхности под углом 30 градусов. Делается несколько скользящих движений электродом по детали, чтобы инициировать розжиг дуги. В этот момент важно выдержать расстояние между стержнем и заготовкой, чтобы не разорвать дугу и не допустить «залипание» электрода.
Через небольшой промежуток времени в зоне сварки появится красное пятно – результат плавления флюса. Примерно через 2-3 секунды посредине красного пятна проявится оранжевый цвет. Его яркость будет заметно выше, а по краям проявляется мелкая рябь. Именно эта часть называется сварочной ванной – место, где металл расплавляется и после остывания формируется сварочный шов.
Читайте также: Маркировка электродов для ручной дуговой сварки
Сварочные электроды: виды и классификация
Оцените, пожалуйста, статью
12345Всего оценок: 5, Средняя: 4
Электроды для сварки. Виды и устройство. Применение и работа
Электроды для сварки представляют собой стержни из металла или другого материала, которые при прохождении мощного электрического тока плавятся или плавят поверхность заготовок, что приводит к созданию соединяющего сварочного шва. Электроды разделяются на марки в зависимости от того, для каких работ применяются. В настоящее время существует более 200 марок.
Виды электродов
Все разновидности электродов для сварки разделяют на две группы:
- Металлические.
- Неметаллические.
Делают из угля или графита. Они не плавятся и эффективно пропускают электричество, при этом разогреваются, но больше всего греется поверхность, к которой они прикасаются. В результате металл плавится, приобретая текучесть, и заполняет шов. Создается физический процесс диффузии, что обеспечивает смешивание молекул из двух заготовок, в результате чего создается надежное соединение.
МеталлическиеТакие электроды для сварки также бывают
неплавящимися и плавящимися.Неплавящиеся металлические электроды бывают четырех видов:
- Вольфрамовые.
- Торированные.
- Лантанированные.
- Итрированные.
Плавящийся подвид металлических электродов выпускается в 2 формах:
- Покрытые.
- Не покрытые.
Покрытые имеют специальное напыление на стержне, которое при разогреве выделяет газ, предотвращающий окисления текучего металла. Их стержень делается из идентичного металла с той заготовкой, которая сваривается. Это может быть сталь, чугун, алюминий, медь бронза и так далее. Электрод из алюминия не может варить сталь, как и чугунный – медь. Соответствие материалов должно быть стопроцентным.
Непокрытые электроды представляют собой длинную проволоку, которая используется в полуавтоматическом сварочном аппарате. Данное оборудование подает проволоку вместе с потоком газа, поэтому ее окружает благоприятная среда предотвращающая окисление при плавке. Для сварки черных металлов обычно подается углекислота.
Наличие более 200 марок электродов обусловлено тем, что существует масса разновидностей сталей с особой структурой. Чтобы расплавленный стержень электрода эффективно зафиксировал соединяемые детали необходимо полное соответствие с материалом, с которым осуществляется контакт. Если применять стержень другой структуры, соединение становится ненадежным. При создании достаточного давления шов отрывается. Особенно это заметно при сварке чугуна. Если использовать обычные электроды для стали, то при расплавке они просто не присоединяются к деталям.
Существуют марки электродов под каждый вид стали. Это может быть любой металл – теплоустойчивая, легированная, конструкционная, низколегированные, нержавеющая и пр. типы сталей.
Покрытые электроды для сварки дугового типаЭлектродуговые электроды являются самыми востребованными, поскольку применяются для самого распространенного типа сварочного оборудования. Они используются на производстве и в быту. Практически все металлоконструкции в строительстве завариваются таким оборудованием. На прилавках магазинов продаются инверторные и другие виды сварочных аппаратов, которые работают с подобными электродами.
Эти электроды для сварки относятся к виду металлических плавящихся стержней с защитным покрытием. Их сердцевина делается из того металла, который нужно сварить. Непосредственно само устройство подобных электродов состоит из металлического стержня, сделанного в виде длинного прута, покрытие которого идет практически по всему периметру, кроме маленького хвостика. Непокрытый хвостик используется для фиксации в держателе сварочного аппарата, поскольку покрытие не проводит ток и его наличие не позволит создать контакт. Рабочей частью электрода является торец, который также не имеет покрытия. При касании его к детали, которую нужно заварить, место соединения разогревается и электрод начинает плавиться, а его покрытие выделяет газ, препятствующий окислению.
Электроды для дуговой сварки отличаются между собой не только по металлу сердечника, но и его диаметру в миллиметрах. Чем тоньше прут, тем быстрее он плавится. Если необходимо сварить заготовку, имеющую толстое тело, то нужно выбирать электрод большого диаметра. Стоит отметить, что возможность применения зависит от классификации сварочного аппарата. При использовании электродов с большим диаметром создается высокая нагрузка, в результате которой слабое оборудование может перегореть.
Для обеспечения надежной сварки с применением подобных электродов важно, чтобы прогревался не только стержень для плавки, но и заготовка. Это обеспечивает надежное смешивание жидкого металла на молекулярном уровне. Если для толстых заготовок использовать тонкий стержень, поверхность останется холодной, в то время как электрод уже течет. В результате после остывания такое соединение можно отломить голыми руками. Если применять толстый электрод на тонкостенном листовом металле, то свариваемая поверхность просто будет прогорать насквозь и шов не получиться. Таким образом, электроды для сварки подбираются индивидуально.
Стоит отметить, что подобные электроды имеют ограниченный срок хранение, поскольку со временем покрытие теряет свои свойства и не может при плавлении создавать газовое облако препятствующее окислению. Хранить электроды для сварки с покрытием нужно в сухом месте. Если они будут контактировать с избыточной влажностью, то покрытие набирает сырость. В результате наблюдается ухудшение рабочих характеристик. При нагревании стержня влага в покрытии быстро испаряется, что приводит к резкому расширению. В результате во время сварочных работ мокрыми электродами, в стороны начинают отлетать мелкие капли расплавленного металла, что небезопасно. Кроме этого, ни о каком надежном и красивом шве не может быть и речи. Если электроды намокли не сильно, их можно высушить, положив в теплом месте или на солнце. Иногда, даже после просушки, они не могут полностью возобновить свои былые характеристики.
Использование таких электродов позволяет провести очень надежное сварочное соединение, но при этом наблюдаются и определенные недостатки. В первую очередь это связано с необходимостью периодически снимать хвостики от сожженных электродов с держателя, и вставлять свежие стержни. В зависимости от навыков сварочных работ это осуществляется раз в 1-2 минуты. Также на периодичность замены влияет и толщина внутреннего сердечника. Снимаемый из держателя хвостик всегда горячий, поэтому его нужно доставать только плоскогубцами.
Сварная проволока для полуавтоматовПроволочные электроды для сварки представляют собой тонкую проволоку, намотанную на катушку. Ее вес может составлять 0,5, 1 или 2 кг. Иногда продаются даже большие катушки, но они подходят не для всех сварочных аппаратов. Проволока используется для сварки полуавтоматическим и автоматическим оборудованием. Зачастую она не имеет никакого покрытия, кроме полимера препятствующего коррозии. Иногда для предотвращения появления ржавчины на поверхности сварочной проволоки наносится бронза, медь или алюминий. Слой цветных металлов очень тонкий, поэтому никак не влияет на эффективность сварочных работ.
Сварочный полуавтомат подает проволоку сквозь рукав вместе с потоком углекислоты. При контакте с обрабатываемой поверхностью кончик проволоки греется и расплавляется. Благодаря тому, что углекислый газ в это время выталкивает весь воздух, окисление не происходит. Если отключить подачу газа, то расплавленный металл начинает кипеть, в результате чего шов получается пористым, а сама проволока постоянно перегорает.
Сравнительно недавно началось производство сварочной проволоки с флюсом. Она имеет мелкое порошковое напыление подобное покрывным электродам для дуговой сварки. Такой ассортимент стоит дороже, но имеет и свои преимущества. Его можно использовать на классической полуавтоматической сварке, которая обычно работает с углекислотой, но без ее подачи. Применение такой проволоки исключает необходимость заправки баллонов и перевозки их вместе с полуавтоматом.
Принцип работы неплавящихся электродов и сфера их примененияНеплавящиеся электроды для сварки применяются в тех случаях, когда необходимо провести пайку двух или более заготовок за счет плавления их собственного металла. Обычно для этого используются графитовые стержни. Подобные электроды часто применяются при обеспечении надежного соединения скрутки электрокабеля. Для этого необходимо прикоснуться к скрутке, после чего поверхность металла в месте соединения начнет мгновенно разогреваться. В результате медь или алюминий быстро оплавятся и созданные капли из разных жил сплавляются друг с другом. В дальнейшем электрический ток будет проходить по месту пайки без риска окисления и потери контакта. Это намного надежнее, чем обычная скрутка или даже использование специализированных клемм.
В отличие от обычных плавящихся электродов, неплавящиеся сложно назвать расходными материалами. Дело в том, что после работы они остаются практически такими же как изначально. Происходит лишь незначительная потеря длины. Таким образом, использование подобных электродов является более выгодным с экономической точки зрения. Обычно такие стержни используются для соединения металлов с большой текучестью, которые отличаются низкой степенью окисления при работе. В первую очередь это алюминий, медь, бронза и латунь.
Похожие темы:
Типы электродов. Полный объём информации по электродным сварочным материалам
ООО «Техресурс» предлагает купить электроды ведущих отечественных производителей, используемых для ручной дуговой сварки. Наш ассортимент включает в себя самые популярные модификации расходных сварочных материалов. Правильный выбор электрода гарантирует высокую эффективность сваривания и продолжительную жизнь сварочных швов.
Электрод представляет собой проволочный прут, покрытый специальным составом. Под воздействием мощного электротока с образованием электрической дуги сердечник электрода расплавляется, заполняя сварочную ванну расплавленным металлом. От обычного плавления стали этот процесс отличается следующими особенностями:
- высокая температура в сварочной ванне, доходящая до 4000°С;
- малый объём основных и сопутствующих реагентов;
- активный контакт шлака и металла, позволяющий образовывать защитный слой;
- интенсивное окисление с проникновением в наплавляемый металлический шов азота, водорода и кислорода и легирующих элементов
Сегодня на рынке представлен широкий выбор электродов, предназначенных для различных способов сварки и работы с различными видами металлических сплавов. Сварочные материалы этой категории регламентируются техническими условиями ГОСТ 9467-75.
Классификация электродов
Все электроды разделяются на две базовые группы:
- Плавящиеся стержни, изготовленные из чугунных, стальных, алюминиевых и медных сплавов. В этом случае расплавленный электрод создаёт сварочную ванну с заполнением швов расплавленным металлом. Данная категория в свою очередь разделяется на два подкласса:
- со стабилизирующим электрическую дугу покрытием — более дорогие изделия, использование которых повышает эксплуатационные характеристики сварных швов;
- без дополнительного слоя — этот тип электродов не применяется для ручной дуговой сварки
- Неплавящиеся электроды из прессованного угля, вольфрама или графита, которые выполняют функцию катода или анода для образования электрической дуги. Сварочный расплавленный материал в этом случае формируется за счёт использования проволоки-присадки. Дорогостоящие вольфрамовые электроды применяются при сварке в газовой аргонной среде.
Покрытие электродов представлено следующими категориями:
- Кислое ферромарганцовое и ферросилицийное (буква «А» в маркировке) . Такое покрытие обеспечивает повышенную плавкость сердечника, что особенно важно при создании нижних сварных швов.
- Рутиловое «Р» со слоем из двуокиси титана с включением жидкого стекла. Отличается повышенным шлакообразованием, предотвращающим испарение легирующих элементов. Соответственно сварные швы отличаются высокой прочностью и стойкостью на разрыв.
- Целлюлозное «Ц», изготавливаемое с использованием целлюлозы, марганца, талька. Основное преимущество – это формирование защитного газового облака в сварочной ванне, обеспечивающего образцовое качество соединений. Электроды с таким покрытием особенно рекомендуются для сварки трубопроката.
- Карбонатно-кальциевое «Б» (основное). Этот вид покрытия электродов также обеспечивает образование защитного облака углекислого газа. Однако качество создаваемых швов требует дальнейшей доработки.
- Прочее «П» — с включением легирующих компонентов, повышающих прочность сварных соединений.
Самой популярной разновидностью считается рутиловое покрытие, которое имеет репутацию универсального материала для создания качественных сварных швов. Общая функция всех перечисленных покрытий заключается в формировании защитных газов и шлаковых соединений с переносом легирующих элементов в сварочную ванну. Одновременно наличие дополнительного слоя с особыми химико-физическими свойствами обеспечивает удержание сварочной дуги. Электроды с покрытием применяются в ответственных сварочных процессах на постоянном и переменном токе, обратной или прямой полярности.
Электроды разделяют по пространственным положениям шва в соответствии со свариванием следующих соединений:
- потолочные;
- нижние;
- горизонтальные на поверхности;
- вертикально вверх;
- вертикально вниз
Отдельной группой представлены универсальные электроды, использование которых допустимо при любой пространственной ориентации свариваемых участков.
Особенности маркировки
Маркировка электродов может включать в себя следующие символы с соответствующей расшифровкой:
- «Э» — электрод для ручной дуговой сварки.
- Буквенное обозначение, сообщающее о возможности сваривания конкретного типа металлического сплава (подробнее описано ниже).
- Цифровой показатель сопротивления разрыва или давления.
- «Е» — категория плавких электродов.
- Цифры от «0» до «9», отражающие возможность использования сварочного материала при разных токах с прямыми и обратными полярностями.
- Индексы пространственного положения создаваемого соединения.
- Буквенное обозначение толщины покрытия «Д» — толстая, «М» — тонкая, «С» — средняя, «Г»- особо толстая.
- Размер диаметра, который варьируется в диапазоне т 1.6 мм до 12 мм.
Последний символ обычно означает тип покрытий (рутиловое, кислое и т.д.), разновидность и маркировки которых описаны выше.
Виды электродов по назначению
Каждая марка электродов предназначена для сваривания определённой группы металлов. Использование электродных сварочных материалов без учёта типа металлического сплава соединяемых деталей настоятельно не рекомендуется. Поэтому в маркировку этих изделий в обязательном порядке включена литера, обозначающая разновидность металла, пригодного для сварки конкретными расходными материалами.
- «У» — для сваривания углеродистых сталей конструкционного типа с низкими показателями легирования.
- «М» — для создания сварных соединений в изделиях из легированных сталей, включая электроды, используемые для наплавки рельсовых полотен.
- «Т» — для работы с легированными стальными сплавам, имеющими повышенный коэффициент теплоустойчивости.
- «Н» — для сваривания верхних слоёв металлических поверхностей.
- «Б» — для создания соединений конструкций из высоколегированных сплавов особого назначения
Какие электроды лучше подходят для сварки инвертором
Изобилие сварочных материалов этого типа способно ввести в заблуждение даже знающего профессионального сварщика. В любом случае стоит учитывать, что материал, из которого изготовлен электрод, будет существенно влиять на качество и долговечность создаваемого шва. При выборе электродных стержней для инверторной сварки следуйте следующим рекомендациям:
- Для работы с низколегированными сталями подойдут углеродные электроды типа УОНИ, отличающиеся качественным отделением шлаковых соединений и небольшим объёмом брызг.
- Для создания сварных швов в коррозийно-стойких стальных сплавов рекомендуется использовать электроды типа ОЗЛ-8, 3,0ММ.
- Сваривание легированных сталей повышенной прочности осуществляется с помощью электродных стержней типа ЭА-395/9, 4,0ММ
- Для сварки методом наплавления используются изделия из категории ЦЛ-11 с сердцевиной из высоколегированной стали.
- Маркировка электродов для создания сварных соединений в чугунных изделиях должна включать в себя аббревиатуру ОЗЧ.
- Для создания швов повышенной прочности, пластичности и вязкости применяются электроды УОНИ-13/55 и аналоги.
- Для сварочных работ общего назначения могут использоваться электроды типа ОЗС-12 или МР-3.
Знающие специалисты компании ООО «Техресурс» по необходимости предоставят вам развёрнутые консультации по вопросам правильного подбора партии электродов под конкретные рабочие процессы. Все заказы обслуживаются в сжатые сроки, а предлагаемые оптовые цены официального дилера позволяют серьёзно экономить на поставках качественных сварочных материалов.
Типы электродов. Сварка электродов для начинающих! — статьи SAMGRUPP
Существует три типа электродов:
1) Электроды для сварки алюминия
2) Электроды для сварки нержавейки
3) Электроды для сварки чугуна
Электроды для сварки алюминия
Трудности при сварке металла и его сплавов – наличие окисной пленки. Она может нарушить стабильность процесса сваривания, что повлияет на качество формирования шва. Для удаления окисной пленки в состав покрытия проводов добавляют фтористые и хлористые соли щелочных и щелочноземельных металлов.
Электроды для сварки нержавейки
Выбор изделий зависит от типа стали:
- Для соединения сталей кипящего типа (низкоуглеродистая и слабораскисленная сталь) можно брать проводник с любой обмазкой.
- Сварить полуспокойную сталь позволит электрод с основной или рутиловой обмазкой.
- Конструкции из спокойной стали подвергаются серьезным динамическим нагрузкам, могут эксплуатироваться при низких температурных режимах, поэтому используется стержень с основной обмазкой.
На качество шва влияет и стабильность горения дуги. Выбранный электрод должен отвечать типу применяемого тока. Для сварочных стержней с основной обмазкой нужен только постоянный ток, для остальных электродов с кислым, рутиловым и целлюлозным покрытием допустимо использовать переменный либо постоянный ток.
Электроды для сварки чугуна
Для того чтобы выбрать сварочный материал, необходимо определиться с техникой сварки. Для соединения чугуна холодной технологией нужно брать проводники в составе которых идет никель и медь. Горячая сварка чугуна может проводиться стальными электродами, но чаще всего используются проводы с чугунным стержнем марки А или Б. Первый вариант изделий «А» используется для газовой или дуговой сварки, а вот второй – для дуговой холодной либо горячей.
Сварка электродом для начинающих
Для работы понадобятся электроды и сварочный аппарат. Проводников берите побольше (новичкам лучше использовать стержни диаметром в 3мм), так как в процессе работы их будет испорчено достаточное количество, пока вырабатывается техника.
Ход выполнения сварки следующий:
1. Поставьте около себя огнетушитель. Даже небольшие остатки проводов могут вызвать возгорание.2. Закрепите зажим с заземлением на поверхности свариваемой металлической детали.
3. Проверьте, чтобы кабель был надежно вставлен в держатель и хорошо заизолирован.
4. На панели сварочного аппарата выставите значение тока (должно соответствовать диаметру купленного электрода).
5. Пробуйте зажечь дугу, поставив стержень под углом 60 градусов к изделию.
6. Проведите по поверхности, а после того, как появится искра, следует приподнять электрод на 5мм от поверхности металла.
7. Держите зазор в 5мм на протяжении всего сварочного процесса.
Дугу при этом нужно перемещать плавно по горизонтали, совершая колебательные движения. Если расправленный металл направлять в центр дуги, то получится ровный шов.
Как правильно варить электродами
Используют два способа:
- Метод касания
Нужно разогреть кончик провода горелкой и постучать им по детали. Затем проведите концом электрода по свариваемой поверхности.
- Метод чирканья
Быстро проведите концом стержня по поверхности металла без предварительного нагрева. Подождите, пока дуга разгорится, а затем приступайте к сварке.
Отрывать резко электрод от поверхности детали нельзя, иначе дуга погаснет и на конце шва появится углубление. В результате этого произойдет дальнейший раскол соединения. Вместо этого подержите проводник несколько секунд в одном положении и затем плавно отведите его в сторону.
При сварке залипает электрод
Начинающие сварщики часто покупают бюджетные модели сварочных аппаратов (без функции предотвращения заливания электрода) и из-за отсутствия опыта сталкиваются с прилипанием стержня к металлу.
Причины:
- Высокая влажность провода.
- Дуга поджигается неправильно.
- Некачественный электрод.
- Сварочная техника неверно настроена.
- Поверхность детали плохо подготовлена.
Избежать проблем помогут выставленные параметры тока на инверторе, качественные электроды и правильное поджигание дуги.
Сварка тонкого металла
Чтобы не прожечь изделие, необходимо располагать проводник в пределах 45-90 градусов к свариваемой поверхности. Соединение следует выполнять углом вперед.
Электроды сварочные собственного производства |
||||
| Марка электрода | Тип Электрода по ГОСТ 9467-45 Гост 9466-75 | Диаметр, мм | Род сварочного тока | Назначение |
| Электроды для сварки углеродистых сталей рядовых и ответственных конструкций | ||||
| МР-3 | Э46 | 2.5; 3.0; 4.0 | Переменный и постоянный обратной полярности | Рутиловое покрытие. Электроды предназначены для сварки черных металлов. Область применения- строительство и машиностроение. Электроды позволяют выполнять сварку на низких токах, а для электродов малого диаметра-от источников питания, включенных в бытовую сеть. Обеспечивают легкое отделение шлака и хорошее повторное зажигание, равномерное горение дуги в процессе сварки. |
| ОЗС-12 | Э46 | 2.5; 3.0; 4.0 | Переменный и постоянный прямой и обратной полярности | |
| АНО-21 | Э46 | 2.5; 3.0; 4.0 | Постоянный ток любой полярности, переменный от трансформатора с напряжением холостого хода не менее 50В | Для сварки конструкций из низкоуглеродистых сталей малых толщин марок Ст3, 10, 20 и др. Электроды обеспечивают легкое зажигание дуги, мелкочешуйчатое формирование металла шва, легкую или самопроизвольную отделяемость шлаковой корки. Они могут применяться для сварки водопроводных труб, газопроводов малого давления. |
| АНО-36 | Э46 | 2.5; 3.0; 4.0 | Переменный и постоянный обратной полярности | Рутил-целллюлозное покрытие. Предназначены для сварки рядовых и ответственных конструкций из углеродистых сталей, во всех пространственных положениях шва. Также используется для сварки потолочных и вертикальных швов. Для сварки черных металлов. |
| Электроды для сварки углеродистых сталей особо ответственных конструкций | ||||
| УОНИ 13/55 | Э50А | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности | Для сварки ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляются повышенные требования по пластичности, ударной вязкости. Сварка во всех пространственных положениях, кроме вертикального. Свариваемая поверхность должна быть тщательно очищена от окисов, ржавчины, жиров, влаги, краски и других загрязнений. |
| УОНИ 13/45 | Э42А | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности | |
| ТМУ-21У | Э50А | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности | |
|
Электроды наплавочные
|
||||
| Т-590 | Э-120Х6С2ГР3 | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности | Предназначены для наплавки деталей из стали |
| ЭН-60 | Э-70Х3СМТ | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности | |
| Электроды для сварки серого, высокопрочного и ковкого чугуна | ||||
| ЦЧ-4В | ГОСТ 9466-75 | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | Предназначены для холодной сварки или заварки деталей из высокопрочного чугуна. |
| МНЧ-2 | ГОСТ 9466-75 | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | |
| Электроды для сварки изделий из коррозионностойких хромоникелевых сталей (электроды для нержавейки) | ||||
| ЦЛ-11 | Э-08Х20Н9Г2Б | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | Электроды используются для сварки коррозионно- стойких нержавеющих сталей. Сварка во всех пространственных положениях. |
| ОЗЛ-8 | Э-07Х20Н9 | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | |
| НЖ-13 | Э-09Х19Н10Г2М2Б | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | |
| Электроды для сварки разнородных сталей (нержавейка+сталь) | ||||
| ОЗЛ-6 | Э-10Х25Н13Г2 | 3.0; 4.0 | Постоянный ток обратной полярности | Данные электроды используются для сварки разнородных жаропростойких сталей. Сварка во всех пространственных положениях. |
| ОЗЛ-9А | Э-28Х24Н16Г6 | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ОЗЛ-17У | ГОСТ 9466-75 | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ОЗЛ-25Б | Э-10Х20Н70Г2М2Б2В | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ЦТ-15 | Э-08Х19Н10Г2Б | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ЭА-395/9 | Э-11Х15Н25М6АГ2 | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ЭА-400/10У | Э-07Х19Н11МГ2Ф | 3.0; 4.0 | Постоянный ток обратной полярности | |
SMAW Типы электродов и номер сварочной проволоки, значение и классификация – www.materialwelding.com
Электрод SMAW: классификация, типы, типы покрытия
Сварка SMAW или электроды для сварки электродами классифицируются на основе следующих факторов:
- Размер – Обычно доступны следующие размеры: 3/32, 1/8 (самый распространенный), 5/32 и 3/16, 7/32, ¼ и 5/16 дюймов (2,4, 2,5, 3,2, 4,0, 4.8, 5.0, 5.6, 6.0, 6.4 и 8.0 мм).
- Тип тока: AC, DC (DCEP/ DCEN)
- Тип покрытия: Целлюлоза, рутил, кислота, щелочь, железный порошок и т. д., как подробно описано в этой статье.
- Материал – Сварочные электроды изготавливаются из мягкой стали, не содержащей железа, высокоуглеродистой стали, чугуна, нержавеющей стали и специального сплава.
- Прочность. Прочность сварного шва на растяжение должна быть выше, чем у свариваемого металла. Материал электрода также должен быть прочнее, чтобы выдерживать разжижение сварного шва, происходящее из-за покрытия электрода/основного металла.
- Положение сварки. Различные электроды используются для каждого положения сварки: горизонтального, плоского, вертикального, потолочного, как показано на рис. 1 и т. д. Посмотрите это видео на YouTube, чтобы узнать о различных положениях сварки.
Наиболее распространенные номера электродов для сварки SMAW
ЭлектродыE6010– E6010 [E4310] характеризуются глубоко проникающей, мощной дугой распылительного типа и легко удаляемым, тонким, рыхлым шлаком, который может показаться не полностью покрывающим валик сварного шва.Угловые швы обычно имеют относительно плоскую поверхность шва и довольно грубую, неравномерно расположенную гофру. Покрытия имеют высокое содержание целлюлозы, обычно превышающее 30% по весу. Другие материалы, обычно используемые в покрытии, включают диоксид титана, металлические раскислители, такие как ферромарганец, различные типы силикатов магния или алюминия и жидкий силикат натрия в качестве связующего. Из-за состава покрытия эти электроды обычно называют натриевыми электродами с высоким содержанием целлюлозы.Эти электроды рекомендуются для всех положений сварки, особенно при многопроходной сварке в вертикальном и потолочном положениях, а также там, где требуется хорошая прочность сварных швов. Их часто выбирают для соединения труб и, как правило, их можно сваривать в вертикальном положении с подъемом или спуском.
Эти электроды предназначены для использования с DCEP (положительный электрод). Максимальная сила тока, которую обычно можно использовать с большими размерами этих электродов, ограничена по сравнению с другими классификациями из-за больших потерь от разбрызгивания, возникающих при большой силе тока.
E6011 – Этот тип электрода необходим для жирных, грязных, пыльных и ржавых поверхностей. Он универсален, так как работает с полярностью переменного и постоянного тока. Он может образовывать небольшой шлак, и его не нужно помещать в электродную печь. Электроды E6011 [E4311] предназначены для использования с переменным током и дублируют характеристики удобства использования и механические свойства классификации E6010 [E4310]. Хотя их также можно использовать с DCEP (положительный электрод), будет отмечено уменьшение проплавления шва по сравнению с электродами E6010 [E4310].Действие дуги, шлак и внешний вид углового шва аналогичны электродам E6010 [E4310].
Покрытия также содержат большое количество целлюлозы и описываются как калиевые покрытия с высоким содержанием целлюлозы. В дополнение к другим ингредиентам, обычно присутствующим в покрытиях E6010 [E4310], обычно присутствуют небольшие количества соединений кальция и калия.
E6012- Электроды [E4312] характеризуются малой проплавляющей дугой и плотным шлаком, полностью покрывающим валик.Это может привести к неполному провару корня в угловых сварных соединениях. Покрытия имеют высокое содержание диоксида титана, обычно превышающее 35% по массе, и обычно называются типами «диоксид титана» или «рутил». Покрытия обычно также содержат небольшое количество целлюлозы и ферромарганца, а также различные кремнистые материалы, такие как полевой шпат и глина с силикат натрия в качестве связующего. Кроме того, небольшие количества некоторых соединений кальция могут быть использованы для получения удовлетворительных характеристик дуги на DCEN (отрицательный электрод).Эти электроды являются электродами для всех положений и обычно подходят для сварки в вертикальном положении сварки с восходящим или нисходящим движением.
E6013– Спецификация сварочного прутка предназначена для сварки тонких металлов и соединений, которые трудно соединить друг с другом. Электроды E6013 [E4313], хотя и очень похожи на электроды E6012 [E4312], имеют определенные отличия. Их флюсовое покрытие облегчает удаление шлака и обеспечивает более плавный перенос дуги, чем электроды E6012 [E4312].Покрытия электродов Э6013 [Э4313] содержат в качестве связующего рутил, целлюлозу, ферромарганец, силикат калия и другие кремнийсодержащие материалы. Соединения калия позволяют электродам работать с переменным током при низкой силе тока и низком напряжении холостого хода.
Покрытия электродовE7014- E7014 [E4914] аналогичны покрытиям электродов E6012 [E4312] и E6013 [E4313], но с добавлением железного порошка для повышения эффективности осаждения. Толщина покрытия и количество железного порошка в электродах Э7014 [Э4914] меньше, чем в электродах Э7024 [Э4924].Количество и характер шлака позволяют использовать электроды E7014 [E4914] во всех положениях.
Низководородный тип – Железный порошок добавляется во флюс для создания прочного сварного шва. Это создает лужу, которая может вызвать затруднения у новичков. Электроды низководородных классификаций Э6018 [Э4318], Э7015 [Э4915], Э7016 [Э4916], Э7018 [Э4918], Э7018М [Э4918М], Э7028 [Э4928], Э7048 [Э4948]) выполнены с неорганическими покрытиями, содержащими минимальная влажность.Чтобы поддерживать низководородные электроды с минимальной влажностью в их покрытиях, эти электроды следует хранить и обращаться с ними с большой осторожностью.
- E7015- Электроды E7015 [E4915] представляют собой электроды с низким содержанием водорода для использования с DCEP (положительный электрод). Шлак является химически основным. Эти электроды обычно используются для выполнения небольших сварных швов на толстом основном металле, поскольку сварные швы менее подвержены растрескиванию. Они также используются для сварки высокосернистых и эмалированных сталей.Сварка, выполненная электродами E7015 [E4915] на сталях с высоким содержанием серы, может давать очень плотный шлак и очень грубый или неравномерный внешний вид валика по сравнению со сваркой теми же электродами на сталях с нормальным содержанием серы. Дуга электродов Э7015 [Э4915] умеренно проникающая. Шлак тяжелый, рыхлый и легко удаляется.
- E7016- Электроды E7016 [E4916] обладают всеми характеристиками электродов E7015 [E4915], а также могут работать от сети переменного тока. Сердечник и покрытие очень похожи на E7015 [E4915], за исключением использования связующего силиката калия или других солей калия в покрытиях для облегчения их использования с переменным током.
- E7018- Покрытия электродов E7018 [E4918] аналогичны покрытиям E7015 [E4915], за исключением добавления относительно высокого процента железного порошка. Покрытие этих электродов немного толще, чем у электродов E7016 [E4916]. Они могут использоваться либо с переменным током, либо с DCEP. Электроды, обозначенные как E7018-1 [E4918-1], имеют такое же удобство использования и состав металла сварного шва, что и электроды E7018 [E4918], за исключением того, что содержание марганца установлено на верхней границе диапазона.Они предназначены для сварки, требующей более низкой температуры перехода, чем обычно для электродов E7018 [E4918].
- E7024 – E7024 [E4924] покрытия электродов содержат большое количество железного порошка в сочетании с ингредиентами, аналогичными тем, которые используются в электродах E6012 и E6013 [E4312 и E4313]. Покрытия на электродах E7024 [E4924] очень толстые и обычно составляют около 50% веса электрода, что обеспечивает более высокую эффективность осаждения.Электроды E7024 [E4924] хорошо подходят для выполнения угловых швов в плоском или горизонтальном положении.
- E7028 – Электроды E7028 [E4928] очень похожи на электроды E7018 [E4918]. Однако электроды E7028 [E4928] подходят для угловых швов в горизонтальном положении сварки и разделочных швов только в плоском положении сварки, тогда как электроды E7018 [E4918] подходят для всех положений. Покрытия электродов E7028 [E4928] намного толще. Они составляют примерно 50% веса электродов.Наиболее распространенная классификация электродов SMAW показана на рисунке 2.
Типы покрытия электродов SMAW и их различные функции.
Покрытие сварочных стержней содержит различные элементы, которые служат различным комбинированным целям, необходимым для успешной операции сварки. Основными элементами покрытия в сварочном электроде являются:
- Целлюлоза – Основной элемент целлюлозных электродов (E6010, E7010) сгорает и выделяет газы (в основном CO 2 ), которые обеспечивают защиту сварочной ванны и предотвращают окисление сварного шва.
- Карбонаты металлов – используются для придания основности сварочному шлаку и в основном используются в электродах с низким содержанием водорода, таких как тип E7018.
- Диоксид титана – Диоксид титана полезен для придания текучести сварному шву и быстрого застывания сварочного шлака. Это помогает в стабилизации дуги, придавая ионизацию сварочной дуге.
- Ферромарганец и ферросилиций – Ферросплавы добавляются в покрытие для получения дополнительного количества кремния и марганца, которые могут быть потеряны из наплавленного металла из-за раскисления во время сварки.Они также помогают устранить неблагоприятное воздействие серы и фосфора.
- Связующие – Связующие помогают сохранить целостность покрытия на проволоке из мягкой стали, придавая прочность покрытию, а также обеспечивают хорошее смешивание других элементов, присутствующих в покрытии электрода.
- Минеральный силикат – Силикат различных минералов расплавляется во время сварки и образует сварочный шлак, который способствует медленному охлаждению сварного шва, а также защищает горячий металл шва от неблагоприятного окисления до тех пор, пока шов не остынет.
- Фторид кальция – Фторид кальция добавляется в основные и рутиловые электроды для обеспечения защитных газов, текучести сварного шва и основности шлака.
- Легирующий элемент, такой как Ni, Cr, Mo, Nb – Дополнительные легирующие элементы добавляются в металл сварного шва путем смешивания порошкового легирующего элемента с покрытием электрода. При плавлении сварочного электрода легирующие элементы плавятся и входят в состав затвердевшего металла шва.
- Марганец или оксид железа – Эти элементы действуют как стабилизатор дуги и улучшают шлакообразующие свойства.
- Железный порошок – Железный порошок добавляется в покрытие для повышения эффективности осаждения электродов. Порошок железа добавляется в покрытие электрода, которое плавится во время сварки и становится частью сварного шва. В то же время, тот же диаметр сердечника, эффективность осаждения электрода с добавлением порошка железа выше по сравнению с электродом без добавления порошка железа.
Типы покрытий электродов SMAW для низкоуглеродистой стали
Основным типом покрытия электродов являются:
Типы сварочных электродов и их применение
Являетесь ли вы разнорабочим, который занимается сваркой всего несколько раз в год, или профессиональным преобразователем, который занимается сваркой каждый день, одно можно сказать наверняка: сварка требует большого мастерства.Поэтому важно знать несколько типов сварочных электродов и их использование.
Эти шесть различных типов сварочных электродов являются наиболее широко используемыми и популярными в сварочной промышленности. 6010 электроды для обеспечения глубокого проплавления, 6011 можно использовать с переменным или постоянным током, 6012 представляет собой сварочную проволоку общего назначения, 6013 создает мягкую дугу с небольшим разбрызгиванием воды, 7018 в основном используется для сварки из углерода с низким и средним содержанием углерода сталь , а особенностью сварочного прутка 7024 является высокое содержание железного порошка.
Эти металлические стержни, также называемые сварочными электродами, сплавляются для соединения двух или более частей. Вы должны быть знакомы со сварочными стержнями, так как выбор неправильного сварного шва может ослабить сварной шов.
В следующей статье мы рассмотрим различные типы сварочных электродов и объясним конкретные задачи, для которых они были разработаны.
Типы сварочных стержней из мягкой стали и их применение
| низкоуглеродистая сталь сварки стержней | Использование | ||
| 6010 | Сварка трубопроводов и судостроительные (глубокое проникновение) | ||
| 6011 | переменного или постоянного тока | ||
| 6012 | Общее использование | ||
| 6013 | 6013 | 6013 | Умеренное проникновение |
| 7018 | |||
| 7018 | 7018 | 70189 | |
| 7024 | |||
| 7024 | Высокоскоростные плоские или горизонтальные сварные швы |
Виды сварки электроды
Сварщики должны использовать различные материалы для создания неразъемных сварных швов.Однако знакомы ли вы с различными типами сварочных электродов?
Выбор электродов зависит от типа основного металла, толщины металла и тока, который вы используете для сварки.
Сколько типов сварочных электродов? Электроды классифицируются как расходуемые и нерасходуемые. Сварщики дуговой сварки и сварщики MIG используют одноразовые электроды, а сварщики TIG используют неплавящиеся электроды.
В отличие от неплавящихся электродов, плавящиеся электроды вплавляются в основной металл.
Сварщики используют электроды для создания дуги, которая создает сварочную ванну и сплавляет два основных металла. Электрод представляет собой тонкую металлическую проволоку различных диаметров, длин и покрытий. При сварке MIG электрод представляет собой катушку проволоки, которую аппарат MIG подает в сварочную горелку. Однако электроды, используемые для сварки SMAW и TIG, аналогичны электродам длинного сына.
Без подачи питания на аппарат сварщик держит электрод TIG или SMAW во время процесса сварки.
Говоря о типах сварочных электродов, некоторые электроды подходят для нескольких металлов и токов. Однако важно изучить, какие типы электродов предназначены для конкретных металлов и ситуаций.
Какие существуют типы сварочных электродов?
Если ваша основная цель не сварка TIG, рассмотрите возможность использования плавящегося электрода.
Однако исключением является использование сварочного аппарата с угольным электродом. Углеродные электроды неплавящиеся и комплектуются углеграфитом.
Нерасходуемые электроды
Неплавящиеся электроды включают угольные электроды и вольфрамовые электроды. Вольфрамовые стержни для сварки TIG более распространены, чем углеродные стержни, в промышленности и домашнем хозяйстве.
Угольные электроды
Дуговая сварка углеродом (CAW) — более старая и менее распространенная форма сварки. Хотя CAW все еще используется сегодня, это процесс, который вы вряд ли увидите в сварочном цехе или дома.
The American Welding Company (AWS) больше не содержит спецификаций CAW.
Вооруженные силы США продолжают использовать ТСА для нагрева и резки металла. В отличие от стандартной дуговой сварки, CAW использует два неплавящихся угольных электрода.
Угольные электроды создают большую дугу, которую гораздо труднее контролировать, чем дуги от других процессов.
Гигантская дуга хороша для нагрева металлов и вырезания отверстий или каналов в металле, но не предназначена для детальной сварки тонкого металла.
Вольфрамовые электроды Вольфрамовые электроды
являются наиболее популярными неплавящимися электродами и используются с вольфрамовыми сварочными аппаратами в среде инертного газа (TIG).
Вольфрамовые электроды изготавливаются из чистого вольфрама или комбинации вольфрама и тория или вольфрама и циркония.
Электроды из чистого вольфрама подходят для небольших работ с тонкими металлами, не требующими большой силы тока.
Вольфрамовые/циркониевые электроды хорошо работают с более тяжелыми металлами, но не так долговечны, как вольфрамовые/ториевые электроды.
Говоря о типах сварочных стержней, вольфрамовый / торий является наиболее распространенной формой вольфрамового электрода и создает самые мощные сварные швы с высокой силой тока.
В следующей таблице показаны четыре типа вольфрамовых электродов и способы их идентификации по цвету:
| электрод | Цвета классификация |
| чистый вольфрам | зеленый |
| 1% ториевых | желтых |
| 2% ториевых | красного |
| 0,3% – 5 % циркония | Коричневый |
Расходуемые электроды
Тип плавящегося электрода является наиболее распространенным электродом и использует как сварочные аппараты MIG (металлический инертный газ), так и защитную металлическую дугу (SMAW, также называемую полосовой сваркой и дуговой сваркой).
В отличие от неплавящихся электродов, расходуемые материалы растворяются в процессе сварки.
В электродах MIGиспользуется тонкая проволока, которую аппарат MIG автоматически подает в сварочный пистолет.
Роботизированные сварочные аппараты MIG считаются полностью автоматическими, а машины, управляемые людьми-сварщиками, называются полуавтоматическими сварочными аппаратами.
Поскольку в установках MIG для защиты сварного шва используется защитный газ, проволока MIG не покрыта флюсом.
Сварочный аппарат Forney Easy Weld 261 MIG — мой выбор номер один, поскольку он предлагает идеальное соотношение цены и качества.
Сварочные аппараты для дуговой сварки используют электроды или плавящиеся стержни для получения стабильных сварных швов без образования защитного газа. Плавящиеся электроды для дуговой сварки классифицируются как неизолированные электроды или штучные электроды.
Неизолированные электроды не покрыты флюсом для защиты сварочной ванны и обычно используются для сварки марганцевой стали.
Стержневые электроды являются предпочтительным стержнем для оборудования для дуговой сварки и делятся на три группы
- Электроды со слабым покрытием
- Электроды со средним покрытием
- Электроды с толстым покрытием или электроды с экранированной дугой
- Электроды со легким покрытием
Как следует из названия, электроды со слабым покрытием имеют тонкий слой флюса.Хотя флюс не создает надежного защитного газа, он защищает сварочную ванну от таких загрязнителей, как фосфор, сера и оксиды.
Легкое покрытие также стабилизирует дугу и образует меньше шлака, чем стержни со средним или толстым покрытием.
Стержни со слабым покрытием имеют покрытие фактор из 1,25 и не подходят для сильно загрязненных металлов, требующих защитного флюса.
Электроды со средним покрытием
Большинство любителей и опытных сварщиков часто используют электроды со средним покрытием, такие как стержни с низким содержанием водорода.
Некоторые из наиболее распространенных применений стержней со средним покрытием — морское бурение, строительство мостов, строительство коммерческих зданий и сварка труб.
С коэффициентом покрытия 1,45 электроды со средним покрытием отличаются легко удаляемым шлаком, исключительным контролем дуги и возможностью сварки в любом положении.
Электроды с толстым покрытием
Электроды с толстым покрытием содержат наибольшее количество флюса и имеют коэффициент покрытия 1.6-2.2. Когда покрытие воспламеняется в сварочной ванне, оно создает эффективный защитный газ для защиты сварного шва.
Палочки изготовлены из трех материалов, включая целлюлозу, минералы и комбинацию целлюлозы и минералов.
Руководство по наименованию сварочных электродов
Говоря о типах сварочных электродов, Американское общество сварщиков (AWS) разработало буквенно-цифровую систему обозначения сварочных электродов. Это основная система идентификации сварочных электродов не только в США, но и в других странах.
Как следует из названия, этот буквенно-цифровой метод состоит из букв и цифр, обычно выгравированных на каждой стороне сварочного стержня.
Вы найдете такие термины, как E6010, E7018 и т. д. Вот как работает метод именования:
Основная буква «Е» в начале названия означает электрод. Следующие два числа относятся к минимальной прочности сварного шва на растяжение, которая измеряется в фунтах на квадратный дюйм (psi).
Например, число 60 в E6010 означает, что стержень создаст валик с минимальной прочностью 60 000 фунтов на квадратный дюйм.Проще говоря; Полученный сварной шов может выдержать усилие в 60 000 фунтов, необходимое для его разрыва.
Третье значение указывает количество положений, в которых можно использовать сварочный электрод. Обратите внимание, что существует четыре основных положения сварки: плоское, горизонтальное, вертикальное и сверху.
Например, 1 означает, что планку можно использовать во всех положениях, а 2 означает, что ее можно использовать только в плоском или горизонтальном положении.
Последняя цифра указывает на тип покрытия и род сварочного тока (А.C., DC или оба), которые можно использовать со стержнем. Теперь, когда вы знаете, в чем заключается система наименования, рассмотрим типы электродов для сварки.
Типы сварочных прутков
6010 Очень популярны электроды
6010. Они используются для обеспечения глубокого проплавления, формы сварки, которая требует очень высокой плотности мощности до 1 мегаватта на квадратный сантиметр .
Имея это в виду, электроды E6010 в основном используются для сварки труб и таких применений, как верфи, водонапорные башни, сталелитейные заводы, строительство в полевых условиях и стальные резервуары для хранения.
Однако важно отметить, что их можно использовать только со сварочными аппаратами, использующими постоянный ток (DC).
Кроме того, они имеют чрезвычайно узкую дугу, что затрудняет обращение с ними, особенно для сварщиков-любителей.
6011
Отличительной особенностью электродов 6011 является то, что они могут использоваться как с питанием переменного, так и постоянного тока .
Это очень удобно, так как вы можете легко переключаться с одного типа потока на другой, чтобы увидеть, какой из них работает лучше всего.
Что касается типов сварочных электродов, этот тип сварочных электродов может выдерживать усилие 60 000 фунтов на квадратный дюйм без разрушения. Как и электроды 6010, электроды 6011 обеспечивают глубокое проникновение.
Это делает его лучшим электродом для сварки более толстых материалов. Это также объясняет, почему электроды 6011 используются для прикладной сварки с использованием окрашенных, грязных и жирных поверхностей.
Недостатком этого электрода является то, что он создает плоские валики сварного шва и оставляет волны и несколько шероховатую поверхность.
Это может быть проблемой, когда вам нужна эстетическая отделка.
6012
6012 — это универсальный сварочный пруток с отличными шунтирующими свойствами, особенно при использовании с настройками ниже среднего.
Также известно, что этот электрод обеспечивает хорошую стабильную дугу и работает при высоких токах с минимальным разбрызгиванием. Лучше всего то, что он поддерживает как источники питания переменного, так и постоянного тока.
Другими словами, электроды 6012 имеют два основных ограничения. Во-первых, они лучше всего подходят для неглубокого или тонкого проникновения. Во-вторых, когда они тают, образуются густые отходы; Поэтому требуют дополнительной очистки после сварки.
Типичными областями применения этого типа сварочной проволоки являются сборка открытых соединений, ремонтные работы, некритические сварные швы и сварные швы листового металла из окисленной углеродистой стали.
6013
Еще один популярный электрод, создающий ровную дугу с небольшим разбрызгиванием.Часто используемый для сварки с умеренным проплавлением, 6013 имеет легко удаляемый шлак.
Также важно отметить, что он совместим как с переменным, так и с постоянным током.
Этот тип электрода используется в тех случаях, когда требуются короткие или нерегулярные сварочные работы из-за этих свойств . Поскольку он создает довольно стабильную и гладкую дугу, он идеально подходит для приложений, требующих изменения положения.
Эти применения включают сварку листового металла, ремонт и строительство судов, а также сварку переработанных или изношенных поверхностей из мягкой стали.Электроды 6013 также используются в общем и легком производстве.
7018
7018 является одним из лучших многоцелевых сварочных электродов и в основном используется для сварки низко- и среднеуглеродистой стали. Как мы выяснили ранее, этот электрод предназначен для создания гораздо более прочного сварного шва, который может выдерживать давление до 70 000 фунтов на квадратный дюйм.
Еще одной важной особенностью сварочной проволоки 7018 является то, что она обычно покрыта соединением железа с низким содержанием водорода.
Этот состав испаряется и защищает сварной шов от влаги и загрязнения воздуха.
Этот сварочный электрод можно использовать с источниками питания переменного и постоянного тока во всех четырех положениях. Благодаря этим свойствам 7018 хорошо зарекомендовал себя в сварке конструкций.
Означает тип сварки, необходимый на электростанциях, электростанциях, заводах и мостах.
7024
Главной особенностью этого сварочного электрода является высокое содержание железного порошка.Это важная особенность, которая значительно увеличивает скорость наплавки, что упрощает сварку.
Что означают цифры, напечатанные на электродах?
Цифровая система классификации электродов поначалу может показаться запутанной, но как только вы поймете, что означают цифры, покупка электронов станет проще простого.
Система AWS показывает давление, которое может выдержать стержень, правильное положение для сварки, состав потока и ток, используемый стержнем .Наиболее часто для сварки используются стержни 7018, 7014, 6013, 6011 и 6010.
На примере стержня 7018 вы можете использовать первые два числа для определения прочности стержня на растяжение.
Цифры обозначают количество фунтов на квадратный дюйм (psi), которое может выдержать сварной шов.
Если умножить 70 на 1000, то можно увидеть, что сварной шов выдерживает давление 70 000 фунтов на квадратный дюйм.
Третья цифра на электроде указывает оптимальное положение для сварки.Используются только 1, 2 и 4.
номер 1 означает, что электроды можно использовать в любом положении . Число 2 означает плоское горизонтальное положение, а число 4 означает положение вверху или вертикальное положение вверху или внизу .
Для стержня 7018 это означает, что стержень можно заменить во всех позициях . Последнее число представляет расход и ток, которые будут использоваться.
Цифра 8 означает, что батончик изготовлен из порошка калия железа с низким содержанием калия.Это также означает, что правильным электродным током является переменный ток, постоянный ток- и постоянный ток +.
Покрытие электрода состоит из различных материалов. В следующей таблице показан состав различных электродов и соответствующие токи.
| NUM | Материал | Текущий ток | |||||
| 8 | |||||||
| 8 | низкий калийный порошок калия | AC, DC +, DC- | |||||
| 7 | Оксид железа, порошок калия | А.C Titanium | AC, DC +, DC- | ||||
| 3 | 3 | Высокий калий в титане | AC, DC + | 2 | Высокое содержание диоксида натрия и титана | AC DC | |
| 1 | Богатые калием целлюлозы | A.C., DC+, DC- | |||||
| 0 | Высокое содержание натрия целлюлозы | D.C.+ |
Числовая классификация электрода содержит много информации. Однако, если вы не уверены в электроде, проверьте упаковку.
Производители электродов размещают на упаковке подробные спецификации, которые должны ответить на все ваши вопросы.
Перед началом сварки проверьте технические характеристики перед установкой сварочного аппарата.
В большинстве инструкций также рассказывается, какие металлы подходят для электрода и как регулировать силу тока на вашем станке.
Обращение с электродами и их хранение
При покупке электродов вы знаете несколько вещей. Электроды являются хрупкими компонентами, и с ними следует обращаться осторожно.
Хотя электроды имеют металлические сердечники, электроды могут погнуться или сломаться в зависимости от типа металла.
Стержни, которые не являются структурно неповрежденными при использовании, не создают полезных сварных швов.Флюс защищает ванну для пайки и необходим для получения стабильного припоя.
Батончики поставляются упакованными в герметичный контейнер при покупке и начинают разрушаться, если оставить их без защиты более чем на несколько часов.
При выборе электрода для припоя не забудьте хранить оставшиеся стержни в герметичном контейнере.
В зависимости от состава стержня флюс будет разрушаться под воздействием влаги. Флюс превратится в мокрую массу, если он поглотит слишком много водорода или кислорода.
Трудно избежать влажности при работе на улице. Постарайтесь свести к минимуму контакт электрода с воздухом, открывая колпачок стержня непосредственно перед сваркой.
Инструкции по выбору лучшего типа сварочной проволоки.
Даже если вы знакомы с различными типами сварочных электродов, вам может быть сложно выбрать конкретное применение. Вот некоторые другие факторы, которые следует учитывать:
Основной металл
Следует учитывать состав основного металла.Ваша главная цель — найти сварочный стержень, который очень похож на основной металл.
Это увеличивает вероятность создания прочного и стабильного сварного шва. Если вы не знаете, как настроить основной металл, помните о следующих соображениях:
Внешний вид металлик
Вы работаете со сломанной частью металла или компонента? Если да, то проверьте текстуру. Шероховатая или зернистая поверхность означает, что это расплавленный металлический материал.
Магнитные и немагнитные
Определение того, является ли материал магнитным или немагнитным, является еще одним отличием от основного металла.Если он магнитный, есть большая вероятность, что это легированная сталь или углеродистая сталь.
Если он не магнитный, то основным металлом может быть аустенитная нержавеющая сталь, марганцевая сталь или цветной сплав, такой как латунь, алюминий, титан или медь.
Искровой
Вы также должны проверить вид искры, которую создает основной металл, когда он ударяется о шлифовальный станок. Эмпирическое правило здесь заключается в том, что чем больше факелов в искре, тем выше содержание углерода в основном металле.
Реакция долота на металл
Если долото ударит по мягкому металлу, такому как алюминий, останутся следы от укусов. Однако, если он ударит по более твердым металлам, таким как чугун или углеродистая сталь, он отскочит.
Прочность на растяжение
Также важно, чтобы предел прочности на растяжение сварочного электрода соответствовал прочности основного металла. Невыполнение этого требования может привести к образованию трещин между другими неоднородностями сварного шва.
Чтобы определить предел прочности электрода на растяжение, все, что вам нужно сделать, это проверить первые две цифры.
Например, для , стержень 6011 означает, что он создает сварной шов с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм, а затем хорошо работает со сталью с соответствующей прочностью на растяжение.
Сварочный ток
Хотя некоторые сварочные электроды переменного и постоянного тока совместимы, другие поддерживают только один из этих источников питания.
Проверьте четвертую цифру своего имени, чтобы определить тип валюты, с которой можно использовать электрод.
Это значение указывает не только на тип покрытия, но и на соответствующий сварочный ток. Вот простая таблица, которая поможет вам:
Использовать домашнюю духовку для ухода за велосипедами не лучший вариант, потому что духовка слишком горячая, а батончики нагреваются до 500-700 градусов примерно 100-30 минут.
Сколько ампер у стержня 7018?
Сколько ампер у стержня 7018? Сварочный пруток 7018 используется при токах до 225 ампер. Но имейте в виду, что усилитель стержня 7018 чередуется между производителями, поэтому вам нужно найти правильное решение.
Стержень 7018 представляет собой мягкий стержень, покрытый флюсом на основе железа с низким содержанием водорода, который испаряется для предотвращения загрязнения чугуна воздухом и влагой.
Может использоваться только для обычной сварки древесины.
Какая сварочная проволока лучше всего подходит для вертикальной сварки?
Какая сварочная проволока лучше всего подходит для вертикальной сварки? Первый вариант — это слитки 7018, потому что в них мало железа. Старый металл создает лужу, которая может быть холодной и с меньшей вероятностью упадет с работы во время увлажнения, а также есть более быстрая волна.
Очень важно принять правильное решение для вашего сварного шва, особенно для правильного сварного шва.
Стержни 7024, 7018 и 6010 могут показаться хорошим выбором при выборе наилучшего стержня для надлежащей сварки.
Лучшим вариантом должны быть стержни 7018, так как они подходят для обычной сварки стали.
стержни 6010 требуют большего мастерства, чем стержни 7018 для вертикальной сварки. И столбцы 7024 не обладают такими же свойствами заполнения, как столбцы 7018.
Однако рекомендуется проверить кабели 7018 на правильность пайки.
Как рассчитать необходимое количество сварочных прутков?
- Рассчитать площадь сварного шва, включая армирование корня и шапки, с точностью до нескольких миллиметров.
- Многократная сварка может быть выполнена с использованием длины окружности, соответствующей длине объема сварного шва в кубических миллиметрах.3), чтобы получить определенное количество волков на общее количество километров.
- Потребуется несколько масс в килограммах.
- Добавьте 20-30% на отходы.
- Рассчитать необходимое количество деталей на 1 кг наплавляемой массы, зависит от расходуемого материала, но на 1 кг или сварку можно использовать 1,5 кг электродной массы.
- Масса электронов требуется в килограммах.
- В конечном счете, вы решаете, находится ли свет между отдельными элементами. Например, 5% электродов имеют диаметр 2,5 мм, а 95% имеют диаметр 3.2мм.
Как можно сваривать?
Толщина углового или сварного соединения может быть определена, потому что длина, вероятно, будет умножена на 0,7, когда минимальная круглая часть будет правильной.
Активное воздействие определяется по высоте наиболее протяженных равнобедренных частей, вписанных в валик сварного шва без вмешательства.
Горло, которое зависит от заполнения в мире, — это решение, принятое на линии, определяемой превосходным металлом потовой части.
Является ли мир выпуклых листьев и мощи первопричиной, чтобы найти правильный способ определить правильную эффективность.
Стоит ли оставить номер 7018?
Нужно ли нагревать 7018? Лучший ответ — нет. Батончик 7018, однако, представляет собой батончик с низкой ножкой, что означает, что он не снижает влажность вашей пищи. Если вы работаете в стране с относительно высокой влажностью, рекомендуется держать 7018 в тепле.
Платы7018 изготавливаются производителем и изготавливаются в определенных условиях, обеспечивающих полноту сборки.Однако после вскрытия упаковки окружающая среда помогает включиться в полноводную реку.
Если ваш сварочный цех принадлежит вам, использование регулятора напряжения 110 В, чтобы убедиться, что ваш 7018 остается сухим, может быть правильным решением.
В данном случае важно не повредить металл, а нагреть, мировые трубы должны отводить от них влагу.
Типы сварки Прутки – Часто задаваемые вопросы
Вот некоторые распространенные вопросы о сварочных электродах:
Какая самая маленькая сварочная проволока?
При обсуждении типов сварочных прутков Наименьшее увядание — очередь 6012.Эти задачи будут касаться привязки ссылок между ссылками. Они также используются для получения высококачественных сварных швов с высокой текучестью. Другие удилища в мире, имеющие размеры 6012, — это удилища 6013, 7014, 7024 и 7018. Все они имеют разные характеристики, которые привели их к разработке разных проектов.
Срок годности различных типов сварочных электродов истекает?
Срок годности сварочных электродов истек? Да! Вопрос о том, убрать ли сварочный пруток из вида несколько месяцев назад или тридцатилетней давности, не может быть хорошим.Это зависит не от того, сколько лет стеблю, а от того, сколько влаги он использовал.
Вот почему очень важно и важно держать штифт сухим, а его стирание равносильно тому, чтобы дать ему истечь.
Очень важно знать, как можно работать с вашими электродами, чтобы улучшить собственную жизнь и избежать возможности использования хищных проводов.
Мы будем относительно уверены, что некоторые из причин подходят для выполнения чего-то другого, и сумма денег, которая пойдет на решение, будет зависеть от того, с какой проблемой они могут справиться.
Заключение
Перед началом сварочных работ необходимо определить правильный тип сварочного электрода. Каждый из этих электродов назван в соответствии с рядом атрибутов, которыми он обладает.
При сварке каждый металл по-разному реагирует на дугу. Существует бесчисленное множество типов электродов. Однако, если вы будете следовать рекомендациям производителя, у вас не должно возникнуть проблем с пайкой неизвестным электродом.
Итак, когда у вас есть стержни, которые вы хотите использовать в новом проекте, запустите сварочный аппарат и начертите дугу.
Связанные обзоры сварки и руководство покупателя:
ЗАРПЛАТА ПОДВОДНЫХ СВАРЩИКОВ (2021)
Топ-10 лучших сварщиков TIG 2021
Лучший сварочный аппарат TIG для алюминия 2021
ЛУЧШИЕ СВАРОЧНЫЕ ШЛЕМЫ ДЛЯ MIG 2021
ЛУЧШИЕ БЮДЖЕТНЫЕ СВАРОЧНЫЕ ШЛЕМЫ ДО 100 ДОЛЛАРОВ США
Лучшая сварочная маска 2021 года
Лучшая сварочная маска с автоматическим затемнением
Сварка MIG по сравнению со сваркой TIG
Виды сварки
Лучшие сварочные каски для начинающих 2021
СВАРКА TIG НЕРЖАВЕЮЩАЯ СТАЛЬ (2021)
Что нужно знать о сварочных электродах
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к карьерному росту.
Если вы заинтересованы в карьере сварщика, возможно, вы уже изучили используемые сварочные инструменты и оборудование. Одним из наиболее важных сварочных инструментов является сварочный пистолет или сварочный аппарат, который вырабатывает электрический ток, плавящий и связывающий металл. Сварочные электроды необходимы, и важно, чтобы сварщик знал, какой тип использовать для различных работ.
Что такое сварочные электроды?
Электрод представляет собой металлическую проволоку с покрытием.Он изготовлен из материалов, аналогичных свариваемому металлу. Для начала существуют плавящиеся и неплавящиеся электроды. 1 При дуговой сварке защитным металлом (SMAW), также известной как электродуговая сварка, электроды являются плавящимися, что означает, что электрод расходуется во время его использования и плавится вместе со сварным швом. При сварке вольфрамовым электродом в среде инертного газа (TIG) электроды неплавятся, поэтому они не плавятся и не становятся частью сварного шва. При дуговой сварке металлическим электродом в среде защитного газа (GMAW) или сварке MIG в электроды непрерывно подается проволока. 2 Дуговая сварка с флюсовой проволокой требует непрерывной подачи расходуемого трубчатого электрода, содержащего флюс.
Как выбрать сварочные электроды?
Выбор электрода определяется требованиями сварочного производства. К ним относятся:
- Прочность на растяжение
- Пластичность
- Коррозионная стойкость
- Основной металл
- Место сварки
- Полярность
- Текущий
Существуют электроды с легким и толстым покрытием.Электроды со светлым покрытием имеют легкое покрытие, которое наносится кистью, распылением, погружением, промыванием, протиранием или галтовкой. Электроды с толстым покрытием наносят методом экструзии или капания. Существует три основных типа тяжелых покрытий: минеральные, целлюлозные или их комбинация. Тяжелые покрытия используются для сварки чугуна, стали и твердых поверхностей. 3
Заполните форму, чтобы получить информационный пакет без обязательств.
Что означают цифры и буквы на сварочных электродах?
Американское общество сварщиков (AWS) имеет систему нумерации, которая предлагает информацию о конкретном электроде, например, для какой области применения его лучше всего использовать и как его следует использовать для достижения максимальной эффективности.(см. таблицу)
| Цифра | Тип покрытия | Сварочный ток |
| 0 | Натрий с высоким содержанием целлюлозы | DC+ |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC+ или DC- |
| 2 | Высокое содержание титана натрия | переменного тока, постоянного тока- |
| 3 | Высокое содержание титана калия | AC, DC+ |
| 4 | Железный порошок, диоксид титана | AC, DC+ или DC- |
| 5 | Натрий с низким содержанием водорода | DC+ |
| 6 | Калий с низким содержанием водорода | AC, DC+ |
| 7 | Высокое содержание оксида железа, порошок калия | AC, DC+ или DC- |
| 8 | Калий с низким содержанием водорода, железный порошок | AC, DC+ или DC- |
Буква «E» указывает на электрод для дуговой сварки.Первые две цифры 4-значного числа и первые три цифры 5-значного числа обозначают предел прочности при растяжении. Например, E6010 означает предел прочности при растяжении 60 000 фунтов на квадратный дюйм (PSI), а E10018 означает предел прочности 100 000 фунтов на квадратный дюйм. Предпоследняя цифра указывает позицию. Таким образом, «1» означает всепозиционный электрод, «2» — плоский и горизонтальный электрод, а «4» — плоский, горизонтальный, вертикальный вниз и верхний электрод. Последние две цифры указывают тип покрытия и сварочный ток. 4
| Е | 60 | 1 | 10 |
| Электрод | Прочность на растяжение | Позиция | Тип покрытия и ток |
Как профессиональный сварщик, вы должны знать различные типы электродов и их применение, чтобы правильно выполнять сварочные работы. Следует учитывать метод сварки, свариваемые материалы, внутренние и наружные условия и места сварки.Практика с различными сварочными пистолетами и электродами может помочь вам определить, какой электрод использовать для того или иного сварочного проекта.
Вам также может понравиться…
Дополнительные источники
1 – http://www.everlastgenerators.com/blog/ Differentiation-consumable-and-non-consumable-electrodes
2 – http://weldguru.com/welding-electrode/
3 – https: //www.bakersgas.com/weldmyworld/welding-electrodes/
4 – http://www.lincolnelectric.com/en-us/support/process-and-theory/Pages/aws-classifications-detail.aspx
Направляющая сварочного электрода MMA (Stick)
Типы флюсов/электродов
Стабильность дуги, глубина проплавления, скорость осаждения металла и особенности положения в значительной степени зависят от химического состава флюсового покрытия на электроде. Электроды можно разделить на три основных типа:
• Основные • Целлюлозный
• Рутиловый
Основные сварочные электроды
Основные сварочные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии.Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также является быстрозастывающим, что облегчает сварку в вертикальном и потолочном положении. Эти электроды используются для сварки изделий среднего и большого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (за счет высокой жесткости).
Особенности:
Наплавленный металл с низким содержанием водорода
Требуются высокие сварочные токи/скорости
Плохой профиль сварного шва (выпуклый и грубый профиль поверхности)
Трудно удалить шлак
Когда эти электроды подвергаются воздействию влаги воздуха вверх быстро.Из-за необходимости контроля содержания водорода эти электроды должны быть тщательно высушены в сушильном шкафу с регулируемой температурой. Типичное время высыхания составляет один час при температуре примерно от 150°C до 300°C, но перед использованием всегда следует сверяться с данными производителя.
После контролируемой сушки основные и основные/рутиловые электроды необходимо выдерживать при температуре от 100°C до 150°C, чтобы защитить их от повторного поглощения влаги покрытием. Эти условия можно получить, перенеся электроды из основной сушильной печи в печь выдержки или нагретый колчан на рабочем месте.
Металлические порошковые электроды
Металлические порошковые электроды содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока. Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент осажденного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии.
Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения.Эффективность 130-140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
ПРИМЕЧАНИЕ. Качество сварного шва зависит от стабильной работы электрода. Флюсовое покрытие не должно иметь сколов, трещин или, что более важно, не должно намокать. Электроды изготавливаются с различными типами покрытия и требуют разного обращения.
Целлюлозные сварочные электроды
Целлюлозные сварочные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокую скорость сварки.Сварочный нагар может быть крупным, а при наличии жидкого шлака удаление шлака может быть затруднено. Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Особенности:
• Глубокое проникновение во всех положениях • Пригодность для вертикальной сварки вниз • Достаточно хорошие механические свойства • Высокий уровень образования водорода – риск образования трещин в зоне термического влияния (ЗТВ)
Эти электродные покрытия предназначены для работы при определенном количестве влаги в покрытии.Покрытие менее чувствительно к поглощению влаги и обычно не требует операции сушки. Однако сушка может потребоваться в тех случаях, когда относительная влажность окружающей среды, в которой хранились электроды, была очень высокой.
Сварочные электроды с рутиловым покрытием
Сварочные электроды с рутиловым покрытием содержат большое количество оксида титана (рутил) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавной работе дуги и малому разбрызгиванию. Эти электроды являются электродами общего назначения с хорошими сварочными свойствами.Их можно использовать с источниками переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых соединений в горизонтальном/вертикальном (Г/В) положении.
Особенности:
• Умеренные механические свойства металла шва • Хороший профиль борта из вязкого шлака • Возможна позиционная сварка с жидким шлаком (содержащим фторид)
• Легко удаляемый шлак
Рутиловые покрытия могут выдерживать ограниченное количество влаги, и покрытие может испортиться при пересушивании.Всегда сверяйтесь с данными производителя перед использованием.
Электроды для сварки с твердой наплавкой/наплавкой
Электроды с наплавкой или изнашиванием в основном используются для нанесения твердой поверхности на более мягкий основной материал. Существует широкий спектр этих типов продуктов, и обычная область их применения — ремонт изнашиваемых поверхностей, таких как зубья землеройного и горнодобывающего оборудования.
Сварочные электроды постоянного тока с медным покрытием
Это наиболее распространенный тип из-за сравнительно длительного срока службы электрода.Эти электроды изготавливаются путем смешивания и обжига углерода, графита и связующего вещества и покрытия их медью. Они обеспечивают стабильные характеристики дуги и однородные канавки.
Плоские электроды постоянного тока
Они сконструированы так же, как электроды постоянного тока с медным покрытием, но без медного покрытия. Они изнашиваются быстрее по сравнению с медным покрытием при использовании
Электроды с покрытием переменного тока
Эти электроды изготавливаются путем смешивания и спекания углерода, графита и специального связующего с добавлением редкоземельных материалов для стабилизации дуги.Они покрыты медью. В процессе используется сжатый воздух под давлением 80-100 фунтов на квадратный дюйм на электрододержателе.
Увеличение давления воздуха не приведет к более эффективному удалению металла.
Хранение сварочных электродов
Электроды всегда должны храниться в сухом и хорошо проветриваемом помещении. Хорошей практикой является укладка пакетов с электродами на деревянные поддоны или стеллажи на достаточном расстоянии от пола. Кроме того, все неиспользованные электроды, подлежащие возврату, должны храниться таким образом, чтобы они не подвергались воздействию влажной среды для повторного увлажнения.
Хорошие условия хранения: на 10°C выше температуры наружного воздуха. Поскольку условия хранения должны предотвращать конденсацию влаги на электродах, склады электродов должны быть сухими.
В этих условиях и в оригинальной упаковке срок хранения электрода практически неограничен. Современные электроды теперь доступны в герметичных упаковках, что устраняет необходимость в сушке. Однако при необходимости любые неиспользованные электроды должны быть повторно высушены в соответствии с инструкциями производителя.
Сушка электродов
Сушка обычно проводится в соответствии с рекомендациями производителя, и требования будут определяться типом электрода.
Многие электроды теперь доступны в герметичных контейнерах. Эти вакуумные пакеты устраняют необходимость сушки электродов непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, необходимо повторно высушить электроды в соответствии с инструкциями производителя.
Выбор электрода
Выбор диаметра электрода зависит от толщины заготовки, положения сварки, формы соединения, слоя сварки и т. д.
Уровень сварочного тока определяется размером электрода – нормальный рабочий диапазон и сила тока производители. Типичные рабочие диапазоны для выбора размеров сварочных электродов показаны в таблице.
Таблица выбора сварочных электродов JasicЭлектроды должны быть сухими и использоваться в соответствии с инструкциями.Это уменьшит содержание водорода в расплавленной ванне и сварочном шве, избегая пузырей и холодного растрескивания.
В процессе сварки дуга не должна быть слишком длинной; в противном случае это приведет к нестабильному горению дуги, большому количеству брызг, проникновению света, подрезам, дырам и т. д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.
При сварке ММА длина дуги обычно равна 0,5~1,0 диаметра электрода.Длина дуги основного электрода не превышает диаметра электрода, предпочтительна сварка короткой дугой. При использовании кислотных электродов длина дуги равна диаметру электрода.
Факторы для выбора правильного стержневого электрода
Выбор сварочного электрода
Стержневые электродыдоступны в широком диапазоне типов, каждый из которых обеспечивает различные механические свойства и работает с определенным типом источника сварочного тока. При выборе сварочной проволоки необходимо учитывать несколько факторов:
- Свойства недрагоценных металлов
- Прочность на растяжение
- Сварочный ток
- Толщина основного металла, форма и посадка
- Место сварки
- Спецификация и условия эксплуатации
- Окружающие условия работы
Прежде чем включить аппарат и взять электрододержатель, узнайте больше о каждом из этих факторов.
Свойства основного металла
Первым шагом при выборе электрода является определение состава основного металла. Ваша цель — подобрать (или точно подобрать) состав электрода к типу основного металла, что поможет обеспечить прочный сварной шов. Если вы сомневаетесь в составе основного металла, задайте себе следующие вопросы:
- Как выглядит металл? Если вы работаете со сломанной деталью или компонентом, проверьте наличие грубой и зернистой внутренней поверхности, что обычно означает, что основной материал представляет собой литой металл.
- Является ли металл магнитным? Если основной металл является магнитным, велика вероятность, что основным металлом является углеродистая сталь или легированная сталь. Если основной металл не является магнитным, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
- Какие искры испускает металл при касании болгаркой? Как правило, большее количество бликов в искрах указывает на более высокое содержание углерода, например, в стали марки А-36.
- Долото «вгрызается» в основной металл или отскакивает? Долото вгрызается в более мягкий металл, например, в мягкую сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун.
Прочность на растяжение
Во избежание растрескивания или других дефектов сварного шва минимальный предел прочности электрода на растяжение должен соответствовать пределу прочности основного металла. Вы можете определить прочность стержневого электрода на растяжение, обратившись к первым двум цифрам классификации AWS, напечатанным на боковой стороне электрода.Например, число «60» на электроде E6011 указывает на то, что присадочный металл образует наплавленный валик с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм и, как следствие, будет хорошо работать со сталью с аналогичной прочностью на растяжение.
Сварочный ток
Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими. Чтобы определить правильный тип тока для конкретного электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия и тип совместимого сварочного тока (см. рис. 1).
| См. четвертую цифру классификации AWS для определения совместимого сварочного тока. |
Тип используемого тока также влияет на профиль проплавления получаемого сварного шва. Например, электрод, совместимый с DCEP, такой как E6010, обеспечивает глубокое проплавление и создает чрезвычайно тугую дугу. Он также обладает способностью «продираться» через ржавчину, масло, краску и грязь.Электроды, совместимые с DCEN, такие как E6012, обеспечивают мягкое проплавление и хорошо работают при соединении двух стыков или сварке угловых швов с высокой скоростью и силой тока в горизонтальном положении.
Электрод, совместимый с переменным током, такой как E6013, создает мягкую дугу со средним проплавлением и должен использоваться для сварки чистого нового листового металла.
Толщина основного металла, форма и посадка
Толстые материалы требуют электрода с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва.Электроды с классификационными номерами AWS, оканчивающимися на 15, 16 или 18, обеспечивают превосходные свойства с низким содержанием водорода и хорошую ударную вязкость (высокие значения ударной вязкости), чтобы выдерживать остаточное напряжение.
Для тонких материалов вам понадобится электрод, который создает мягкую дугу, например, 6013. Кроме того, электроды меньшего диаметра обеспечат неглубокое проплавление, что поможет предотвратить прожоги более тонких материалов.
Вы также захотите оценить конструкцию и подгонку шарнира. Если вы работаете с соединением с плотной посадкой или без фаски, используйте электрод, который обеспечивает дугу копания для обеспечения достаточного провара, например, E6010 или E6011.Для материалов с широким корневым отверстием выберите электрод, например, E6012, который создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнения сварных швов с разделкой кромок.
Место сварки
Чтобы определить, к какому положению(ям) подходит тот или иной электрод, обратитесь к третьей цифре в классификации AWS. Вот как расшифровать квалифицированное положение электрода:
1 = плоский, горизонтальный, вертикальный и потолочный
2 = только плоские и горизонтальные
Например, электрод 7018 можно использовать в плоском, горизонтальном, вертикальном и потолочном положениях.
Спецификация и условия эксплуатации
Обязательно оцените условия, в которых свариваемая деталь будет находиться в процессе эксплуатации. Если он будет использоваться в условиях высоких или низких температур, подвергающихся повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и более высокой пластичностью уменьшит вероятность растрескивания сварного шва. Кроме того, обязательно проверьте технические характеристики сварки, если вы работаете с критически важными приложениями, такими как сосуды под давлением или изготовление котлов. В большинстве случаев эти сварочные спецификации потребуют от вас использования определенных типов электродов.
Окружающие условия труда
Для достижения наилучших результатов необходимо всегда удалять избыточную прокатную окалину, ржавчину, влагу, краску и жир. Чистые основные металлы помогают предотвратить пористость и увеличить скорость перемещения. Если очистка основного металла невозможна, электроды E6010 или E6011 создают дугу глубокого проникновения, способную прорезать загрязнения.
Выбор сварочных электродов
Принятие во внимание вышеперечисленных факторов поможет вам решить проблемы выбора правильного стержневого электрода для вашего конкретного применения.Однако, учитывая широкий спектр доступных электродов, для одного применения может существовать несколько решений. Если вам нужна дополнительная помощь в выборе электрода, обратитесь к местному дистрибьютору сварочных материалов или представителю компании известного производителя присадочного металла.
Предоставлено Hobart Brothers
различных типов сварочных электродов: полное руководство
Полное руководство
Когда дело доходит до сварки, такой большой выбор может быть ошеломляющим.Вам нужно будет принять решение о том, какой шлем с автоматическим затемнением купить, какое снаряжение будет наиболее защитным или даже какой металл использовать. Новичкам действительно нужно учитывать только несколько основных факторов, но как только вы начнете работать и приобретете больше опыта, вам нужно будет понять более глубокие элементы вашего оборудования.Способность различать типов сварочных прутков , а также знание их сильных и слабых сторон и наилучшего использования — это лишь одна из тех функций, которые оказывают огромное влияние на прочность и качество ваших сварных швов.Чтобы помочь вам разобраться в этом сложном вопросе, мы составили исчерпывающее руководство, охватывающее все типы сварочных электродов.
Что такое сварочный пруток?
Сварочный стержень — это кусок проволоки, присоединяемый к сварочному аппарату. Через этот провод подается ток, который помогает прочно соединить два куска металла.
В некоторых случаях, а именно при сварке SMAW и дуговой сваркой, проволока фактически плавится, становясь частью самого сварного шва. Эти сварочные стержни называются плавящимися электродами.При сварке TIG сварочные стержни не плавятся, поэтому их называют неплавящимися электродами. Внутри обеих этих групп существует множество различных вариаций и типов, которые будут рассмотрены более подробно позже.
Сварочные стержни обычно имеют покрытие, хотя материалы, из которых состоит это покрытие, могут сильно различаться. Неизолированные электроды (изготовленные без каких-либо дополнительных покрытий) также доступны, хотя они гораздо менее распространены. Они используются для определенных работ, таких как сварка марганцовистой стали.
Важно выбрать правильный тип сварочной проволоки для вашей работы, чтобы получить чистые, прочные сварные швы с превосходным качеством валика.
Расходуемые электроды
Как упоминалось ранее, сварщики электродов обычно используют плавящиеся электроды, которые здесь будут называться штучными электродами. К ним относятся электроды с легким покрытием, а также электроды с экранированной дугой или электроды с толстым покрытием.
Как следует из названия, на электроды со светлым покрытием наносится тонкое покрытие, которое наносится кистью или распылением.Обычно он состоит из комбинации нескольких различных материалов, которые, вероятно, будут похожи на металлы, которые вы свариваете вместе.
Потоки дуги, создаваемые при использовании неизолированных стержней, трудно контролировать, поэтому, если ваша работа позволяет это, использование электрода со светлым покрытием повышает стабильность дуги. Это сделает вашу жизнь быстрее и проще.
Однако это не единственная цель нанесения легкого покрытия на сварочные стержни. Другие преимущества использования электродов со светлым покрытием заключаются в том, что примеси, такие как оксиды и сера, уменьшаются (или полностью исключаются), капли металла на концах сварочных стержней более равномерны как по размеру, так и по частоте, что означает, что ваши сварные швы получаются более гладкими и аккуратнее – и они производят только тонкий шлак.
Экранированные дуговые электроды аналогичны электродам с легким покрытием, за исключением того факта, что они имеют толстое покрытие. Из-за своей более жесткой и тяжелой конструкции они лучше подходят для таких применений, как сварка чугуна.
Существует три различных типа покрытия, наносимых на экранированные дуговые электроды, каждый из которых дает разные результаты в процессе сварки. Во-первых, это покрытия с содержанием целлюлозы, в которых для защиты зоны сварки используется слой газа; покрытия по второму типу включают минеральные вещества, которые оставляют слой шлака.Третий тип покрытия электродов с экранированной дугой состоит из комбинации целлюлозы и минералов.
Экранированные дуговые электроды, образующие слой газа, идеальны, поскольку они действуют как высокоэффективный защитный барьер, в результате чего получаются прочные сварные швы. Сварочная ванна должна быть защищена от некоторых атмосферных газов (а именно кислорода и азота), которые воздействуют на сварные швы и делают их слабыми, пористыми и ломкими. Эта защита может быть обеспечена либо с помощью сварочного стержня с покрытием, либо с помощью газовой струи, которая может отделить сварочную ванну от воздуха (как описано в экранированных дуговых электродах с целлюлозным покрытием).
Так же, как и электроды со светлым покрытием, экранированные дуговые электроды уменьшают содержание оксидов, серы и других примесей в металле, оставляя чистые, гладкие, ровные сварные швы. Кроме того, сварочную дугу, создаваемую этими сварочными стержнями, намного легче контролировать, чем электроды без покрытия, которые склонны к образованию большого количества брызг.
Может показаться хлопотным, если вы выберете экранированный дуговой электрод с минеральным покрытием, который образует шлак, но на самом деле этот шлак может иметь положительный эффект. Он медленно остывает — намного медленнее, чем экранированные дуговые электроды с целлюлозным покрытием, — что вытягивает загрязнения на поверхность.В результате вы получите высококачественные сварные швы, прочные, долговечные и чистые.
Процесс сварки электродом в среде защитного газа
Сравнение использования рутиловых и целлюлозных электродов
На рынке доступно множество типов электродов для ручной металлической дуги (ММА). В зависимости от основной составляющей их флюса они группируются в три категории: целлюлозные, рутиловые и основные. Все электроды состоят из жилы (обычно 2.диаметром 5–6 мм), покрытые флюсом. Стержневая проволока, как правило, изготавливается из низкокачественной ободочной стали, а флюсы содержат много элементов, позволяющих улучшить микроструктуру сварного шва.
Состав флюса влияет на поведение электродов. Основные компоненты различных типов электродов и защитный газ, создаваемый для каждого из них, описаны в таблице 1 (Bowniszewski, 1979).
Таблица 1 Основные составляющие трех возможных типов электродов и защитный газ, образующийся при его сжигании
| Тип электрода | Основной компонент | Созданный защитный газ |
|---|---|---|
| Рутил | Титания (TiO2) | В основном CO2 |
| Базовый | Соединения кальция | В основном CO2 |
| Целлюлозный | Целлюлоза | Водород + CO2 |
Основные характеристики электродов ММА подробно описаны (Bosward, 1980).В следующих параграфах приводится сводка характеристик электродов общего назначения (рутиловых и целлюлозных).
Рутиловый электрод
Отличие электродов Э6012 от Э6013 состоит в том, что покрытие Э6012 содержит натрий, а покрытие Э6013 содержит калий. Оба они могут работать от постоянного тока (DC+), но только последний подходит для работы от переменного тока (AC). Рекомендуется работать с постоянным током, чтобы компенсировать неустойчивость руки сварщика.
Благодаря высокому содержанию диоксида титана (также называемого диоксидом титана) электрод с рутиловым покрытием обеспечивает гладкую поверхность валика, легкое удаление шлака и ровную дугу. Во время горения флюсовое покрытие в основном образует углекислый газ.
Этот флюс также содержит целлюлозу. Несмотря на то, что содержание целлюлозы намного ниже, чем в целлюлозном электроде (до 10% по Бонишевскому), ее присутствие вместе с влагой означает, что эти электроды производят относительно высокие уровни водорода: до 25 мл/100 г металла сварного шва. (сайт ТВИ).Это ограничивает их использование для мягких сталей толщиной менее 25 мм и тонколистовых низколегированных сталей типа C/Mo и 1Cr1/2Mo (веб-сайт TWI).
Электроды с рутиловым покрытиемможно использовать для сварки во всех положениях, кроме положения вертикально вниз. Осаждение можно улучшить за счет добавления порошка железа, что приводит к осаждению большего количества металла при том же токе. Однако электроды с добавлением железного порошка можно использовать только в горизонтальном положении.
Рутиловые электроды имеют среднее проплавление, тихую дугу и малое разбрызгивание (Bosward, 1980).Они создают большое количество самоотделяющегося шлака, который требует небольшой очистки после сварки.
Вероятно, это наиболее широко используемые электроды общего назначения (веб-сайт TWI). Однако эти электроды не следует использовать на конструкциях, где требуется высокая ударная вязкость (Bosward, 1980). В таблице 2 приведены их механические свойства.
Таблица 2 Типичные механические свойства, полученные с E6012 и E6013 AWS A5.1/A5.1M, 2012
| Требование к ударной вязкости (AWS в сварном состоянии) | Температура испытания | Требование к пределу текучести (МПа) | Типовое требование к пределу текучести (МПа) |
|---|---|---|---|
| E108182 | |||
| Не указано | 0°С | 330 | 430 |
| Е6013 | |||
| Не указано | 0°С | 330 | 430 |
Электрод целлюлозный
Подобно рутиловым электродам, целлюлозные электроды E6010 и E6011 отличаются электрическими параметрами, используемыми при сварке, и типом их покрытия.Покрытие Е6010 содержит натрий; E6011 содержит калий. Оба они могут работать от постоянного тока (DC+), но только последний подходит для работы от переменного тока (AC). Процесс MMA можно использовать в режимах DCEN, DCEP или AC, но опять же рекомендуется постоянный ток, чтобы уравновесить неустойчивость руки сварщика.
Газовый щит, образующийся при сжигании целлюлозы, содержит водород, монооксид углерода и диоксид углерода. В сварном шве можно найти от 30 до 45 мл водорода на 100 г (веб-сайт TWI).Это имеет два следствия: хорошую защиту сварочной ванны и высокий уровень диффузионного водорода в металле шва и околошовной зоне (ЗТВ). Высокий процент водорода является причиной высокой скорости осаждения и более глубокого проникновения за счет создания пробивной дуги (Clyne, 1984), которой хорошо известен этот вид электродов.
Другим следствием содержания водорода в газовой защите является требование более высокого напряжения (около 70 В).
Однако основным недостатком этого электрода является высокое содержание водорода в защитном газе.Это приводит к высокому уровню диффузионного водорода в сварном шве, что является одним из параметров, влияющих на водородное растрескивание (также называемое холодным растрескиванием), если не соблюдаются передовые методы и не предпринимаются превентивные меры.
Высокий уровень водорода означает, что любая сталь, сваренная этими электродами, должна иметь очень высокую стойкость к холодному растрескиванию, вызванному водородом (веб-сайт TWI). Эти электроды в основном используются для сварки низкоуглеродистой нелегированной стали. Их следует использовать только с учетом состава стали, ограничений и необходимости предварительного подогрева.
Еще одним преимуществом целлюлозных электродов является возможность сварки в положении трубы печи (или вертикально вниз). Электроды E6010 иногда называют электродами для печных труб. Это положение может улучшить сварной шов и помогает повысить эффективность и производительность благодаря быстрому охлаждению шлака.
Этот метод сварки должен выполняться опытным сварщиком, который может выполнять сварку в быстрой последовательности, чтобы поддерживать горячее состояние сварки и обеспечить выход водорода.На толстостенных трубах сварщик может испытывать трудности с контролем сварочной ванны из-за ее увеличения в размерах и риска выхода за пределы дуги и затопления соединения (Spiller, 1991). Следует отметить, что любой тип целлюлозного электрода требует высокой квалификации сварщика, поэтому сварку печных труб особенно нельзя проводить без тщательности и подтверждения компетентности сварщика.
Количество образующихся брызг ограничивает использование очень сильного тока (Bosward, 1980). Целлюлозные электроды также выделяют большое количество дыма (Welding and Cutting, 2013), но количество шлака, удаляемого после каждого сварного шва, невелико (веб-сайт TWI).
Механические свойства целлюлозных электродов представлены в таблице 3. Имеются значения ударной вязкости до -30°C в состоянии после сварки.
Таблица 3 Типичные механические свойства, полученные с E6010 и E6011, AWS A5.1/A5.1M, 2012
| Требуемая ударная вязкость (AWS в сварном состоянии) | Температура испытания | Типовой предел текучести (МПа) | Типовой предел прочности при растяжении (МПа) |
|---|---|---|---|
|
Э6010 |
|||
| 27Ж | -30°С | 330 | 430 |
| Е6011 | |||
| 27Ж | -30°С | 330 | 430 |
Его характеристики глубокого проплавления, высокая скорость наплавки и возможность использования в вертикальном положении означают, что эти электроды в основном используются для прокладки трубопроводов по пересеченной местности, хотя они используются в более ограниченной степени для сварки резервуаров. (сайт ТВИ).
В более промышленных условиях использование электродов этого типа обычно ограничивается корневым проходом процедуры сварки. После корневого прохода в течение следующих десяти минут следует нанести горячий проход, чтобы ограничить охлаждение сварочного прохода и позволить водороду выйти. Это ограничение должно быть указано в спецификации процедуры сварки.
Опять же, эти электроды требуют квалифицированного сварщика. Это особенно актуально при работе с трубой с наружным диаметром менее восьми дюймов, поскольку сварка в вертикальном положении вниз может быть затруднена.
Заключение сравнения
В соответствии с европейским стандартом (EN 1011-2:2004) необходимая температура и продолжительность предварительного нагрева могут быть определены в зависимости от углеродного эквивалента стали и количества диффузионного водорода, создаваемого электродом. Это определяет классификацию электродов по пятибалльной шкале от A до E.
Категория А соответствует электродам, создающим количество диффузионного водорода более 15 мл/100 г наплавленного металла.Категория E относится к электродам, создающим количество диффузионного водорода менее 3 мл/100 г наплавленного металла. Оба типа электродов относятся к категории А для определения предварительного нагрева.
Согласно Boniszewski (1979), несмотря на приемлемое качество и ударную вязкость сварного шва, полученного с использованием целлюлозных электродов (100J Charpy-V, полученный при -10°C), из-за требуемой высокой температуры предварительного нагрева их обычно избегают при высокотехнологичном производстве. такие как морские сооружения или сосуды под давлением
Целлюлозные электроды более сложны в использовании и, следовательно, требуют квалифицированного сварщика.Их большим преимуществом является повышенная скорость, которую они обеспечивают за счет технологии дымохода или вертикальной сварки вниз, но не качество сварки. Они подходят в тех случаях, когда необходимо сварить большое количество труб или требуется много вертикальных швов вниз, а не для разовых работ. Скорость перемещения может достигать 300 мм/мин.
В любом случае использование целлюлозных электродов обычно ограничивается корневым проходом многопроходной процедуры. Использование горячего прохода имеет жизненно важное значение в случае целлюлозных электродов.
В следующей таблице приведены результаты сравнения и предыдущие выводы.
Таблица 4 Сравнение характеристик электродов
| Характеристика | Рутиловый электрод | Целлюлозный электрод |
|---|---|---|
| Ток (А) | Нижний | Высшее |
| Напряжение (В) | Нижний | Высшее |
| Проникновение | Нижний | Высшее |
| Количество брызг | Нижний | Высшее |
| Удаление шлака | Самовыпускающийся | Требуется чистка |
| Очистка | Требуется очень мало | Всегда нужен |
| Позиция | Все, кроме вертикального вниз | Все, включая печную трубу/вертикальный |
| Простота использования | Легкий | Требуется квалифицированный сварщик |
| Создание дыма | Меньшее количество дыма | Большое количество дыма |
| Опасность водородного растрескивания | Низкий риск при правильном предварительном нагреве | Высокий риск |
| Одно- или многопроходная сварка | Одно- и многоходовые | Многопроходный |
| Меры предосторожности при предварительном нагреве | Требуется предварительный подогрев в соответствии с BS EN ISO 1011-2:2004 | Требуется предварительный подогрев в соответствии с BS EN ISO 1011-2:2004 |
| Термообработка после сварки | Отжиг водорода можно использовать для удаления диффузионного водорода |
Рекомендации и рекомендации по предотвращению водородного растрескивания при использовании целлюлозных электродов
Водородное растрескивание происходит при температуре, близкой к температуре окружающей среды, если выполняются три условия: диффундирующий водород в сварном шве, растягивающие напряжения и восприимчивая микроструктура (Kihara, 1970).
Растягивающих напряжений нельзя избежать, но их можно уменьшить с помощью разумной конструкции. Микроструктуру можно до некоторой степени контролировать, выбирая материал, менее чувствительный к водородному растрескиванию (с низким углеродным эквивалентом [EN 1011-2: 2004]). Наконец, уменьшением содержания диффузионного водорода в сварном шве можно управлять, выбирая расходуемый материал с низким содержанием водорода (что не относится к целлюлозному электроду) или улучшая выделение водорода из сварного шва.
Содержание водорода в металле сварного шва зависит от скорости охлаждения от температуры сварки (Folkhard et al, 1973).Для сравнения, образцы, извлеченные после сварки целлюлозными электродами и охлажденные в неподвижном воздухе, имеют более низкое содержание диффузионного водорода, чем образцы, закаленные в ледяной воде. Скорость охлаждения можно уменьшить за счет увеличения предварительного нагрева и межпроходной температуры.
Когда толщина увеличивается, время дегазации (и время сварки) для сварного шва увеличивается, и поэтому увеличивается количество дегазирующего водорода. Также дополнительный нагрев следующего прогона приводит к дегазации ранее нанесенного валика и к более тонкой микроструктуре.Однако остаточные напряжения возрастут.
Условия охлаждения корневого шва имеют решающее значение для содержания водорода в сварном шве. Очистка или повторный нагрев второго прохода помогает высвободить диффузионный водород.
Дополнительные рекомендации и рекомендации по использованию целлюлозных электродов
Прежде всего, только сварщикам, получившим недавнюю квалификацию, специально относящуюся к использованию целлюлозных электродов, должно быть разрешено выполнять какие-либо сварочные работы с ними.
Предварительный нагрев, аналогичный необходимому для рутиловых электродов, следует применять перед сваркой, чтобы снизить скорость охлаждения сварного шва и обеспечить выделение водорода.
Использование целлюлозных электродов должно быть ограничено корневым проходом и всегда должно сопровождаться горячим проходом с другим электродом, чтобы обеспечить удаление большей части диффундирующего водорода и улучшение макроструктуры сварного шва. Кроме того, следует избегать однопроходных угловых сварных швов, так как это может повысить чувствительность к водородному растрескиванию. Это связано с тем, что твердость ЗТВ и количество диффундирующего водорода, вероятно, будут выше без последующего повторного нагрева при последовательных проходах.
Целлюлозные электроды не следует сушить, так как они используют водород в атмосфере для защиты сварочной ванны. Их следует использовать непосредственно из упаковки производителя. Если электрод влажный, его можно высушить в печи при температуре 120°C. Если электроды намокли, их необходимо выбросить. Рекомендации по расходуемым хранилищам можно найти в AWS A5.1/A5.1M.
.