Что такое закалка ТВЧ. Как работают установки токов высокой частоты. Какие режимы и параметры используются при закалке ТВЧ. Каковы преимущества и недостатки этого метода термообработки.
Принцип работы установок ТВЧ для поверхностной закалки
Закалка токами высокой частоты (ТВЧ) — это метод поверхностной термообработки металлических деталей, при котором происходит быстрый нагрев поверхностного слоя и его резкое охлаждение. Как работает этот процесс?
- В индукторе создается переменное электромагнитное поле высокой частоты
- Это поле индуцирует вихревые токи в поверхностном слое детали
- Вихревые токи вызывают интенсивный нагрев тонкого поверхностного слоя до температуры закалки
- После нагрева производится резкое охлаждение, чаще всего водой
В результате на поверхности детали образуется тонкий закаленный слой с высокой твердостью, при этом сердцевина детали остается вязкой. Это позволяет значительно повысить износостойкость и усталостную прочность деталей.

Основные элементы установки ТВЧ для закалки
Типовая установка для закалки ТВЧ включает следующие основные компоненты:
- Генератор токов высокой частоты — создает переменный ток частотой от 10 кГц до 5 МГц
- Индуктор — формирует электромагнитное поле вокруг детали
- Система охлаждения — обеспечивает резкое охлаждение после нагрева
- Механизм перемещения детали или индуктора
- Блок управления — контролирует параметры процесса
Конструкция индуктора зависит от формы обрабатываемой детали. Для цилиндрических деталей используются круглые индукторы, для плоских поверхностей — петлевые, для зубчатых колес — профилированные и т.д.
Режимы и параметры закалки ТВЧ
При поверхностной закалке ТВЧ важно правильно подобрать основные параметры процесса:
- Частота тока — от нее зависит глубина закаленного слоя
- Мощность нагрева — влияет на скорость и температуру нагрева
- Время нагрева — определяет глубину и структуру закаленного слоя
- Скорость охлаждения — влияет на твердость и структуру слоя
Частота тока обычно выбирается в диапазоне от 10 кГц до 1 МГц. Чем выше частота, тем меньше глубина закаленного слоя. Для закалки на глубину 1-3 мм используют частоту 20-40 кГц, для более тонких слоев — 60-440 кГц.
Преимущества закалки ТВЧ перед другими методами термообработки
Поверхностная закалка с помощью токов высокой частоты имеет ряд важных преимуществ:
- Высокая производительность процесса
- Возможность локальной обработки отдельных участков детали
- Минимальные деформации детали
- Отсутствие окисления и обезуглероживания поверхности
- Возможность автоматизации процесса
- Экологичность метода
Благодаря этим достоинствам закалка ТВЧ широко применяется в массовом и крупносерийном производстве различных деталей машин — валов, шестерен, втулок, инструмента и т.д.
Области применения установок ТВЧ для закалки
Поверхностная закалка с помощью токов высокой частоты используется для упрочнения различных деталей:
- Валы, оси, пальцы
- Зубчатые колеса и шестерни
- Направляющие станков
- Детали двигателей
- Инструмент (сверла, фрезы, метчики)
- Рельсы и колесные пары
- Детали сельхозтехники
Закалка ТВЧ позволяет в несколько раз повысить износостойкость и усталостную прочность этих деталей, значительно увеличивая срок их службы.
Недостатки и ограничения метода закалки ТВЧ
Несмотря на множество преимуществ, закалка токами высокой частоты имеет и некоторые недостатки:
- Высокая стоимость оборудования
- Сложность обработки деталей сложной формы
- Необходимость тщательного подбора режимов
- Возможность прижогов при неправильных режимах
- Ограничения по размерам обрабатываемых деталей
Поэтому применение закалки ТВЧ требует тщательного технико-экономического обоснования. Она наиболее эффективна в условиях крупносерийного и массового производства.
Перспективы развития технологии закалки ТВЧ
Технология поверхностной закалки токами высокой частоты продолжает совершенствоваться. Основные направления развития:
- Повышение мощности и КПД генераторов
- Расширение диапазона рабочих частот
- Совершенствование конструкций индукторов
- Разработка новых охлаждающих сред
- Создание гибких автоматизированных комплексов
- Компьютерное моделирование и оптимизация процесса
Это позволит еще больше расширить возможности метода и области его применения в промышленности. Закалка ТВЧ остается одним из наиболее перспективных методов поверхностного упрочнения деталей.

Поверхностная закалка ТВЧ: технология, режимы, установки
Закалка сталей токами высокой частоты (ТВЧ) — это один из распространенных методов поверхностной термической обработки, который позволяет повысить твердость поверхности заготовок. Применяется для деталей из углеродистых и конструкционных сталей или чугуна. Индукционная закалка ТВЧ являет собой один из самых экономичных и технологичных способов упрочнения. Она дает возможность закалить всю поверхность детали или отдельные ее элементы или зоны, которые испытывают основную нагрузку.
При этом под закаленной твердой наружной поверхностью заготовки остаются незакаленные вязкие слои металла. Такая структура уменьшает хрупкость, повышает стойкость и надежность всего изделия, а также снижает энергозатраты на нагрев всей детали.
Закалка ТВЧТехнология высокочастотной закалки
Поверхностная закалка ТВЧ — это процесс термообработки для повышения прочностных характеристик и твердости заготовки.
Основные этапы поверхностной закалки ТВЧ — индукционный нагрев до высокой температуры, выдержка при ней, затем быстрое охлаждение. Нагревание при закалке ТВЧ производят с помощью специальной индукционной установки. Охлаждение осуществляют в ванне с охлаждающей жидкостью (водой, маслом или эмульсией) либо разбрызгиванием ее на деталь из специальных душирующих установок.
Нагревание при закалке ТВЧ производят с помощью специальной индукционной установки. Охлаждение осуществляют в ванне с охлаждающей жидкостью (водой, маслом или эмульсией) либо разбрызгиванием ее на деталь из специальных душирующих установок.
Выбор температуры
Для правильного прохождения процесса закалки очень важен правильный подбор температуры, которая зависит от используемого материала.
Стали по содержанию углерода подразделяются на доэвтектоидные — меньше 0,8% и заэвтектоидные — больше 0,8%. Сталь с углеродом меньше 0,4% не закаливают из-за получаемой низкой твердости. Доэвтектоидные стали нагревают немного выше температуры фазового превращения перлита и феррита в аустенит. Это происходит в интервале 800—850°С. Затем заготовку быстро охлаждают. При резком остывании аустенит превращается в мартенсит, который обладает высокой твердостью и прочностью. Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.
Малое время выдержки позволяет получить мелкозернистый аустенит и мелкоигольчатый мартенсит, зерна не успевают вырасти и остаются маленькими. Такая структура стали обладает высокой твердостью и одновременно низкой хрупкостью.
Микроструктура стали
Заэвтектоидные стали нагревают чуть ниже, чем доэвтектоидные, до температуры 750—800°С, то есть производят неполную закалку. Это связано с тем, что при нагреве до этой температуры кроме образования аустенита в расплаве металла остается нерастворенным небольшое количество цементита, обладающего твердостью высшей, чем у мартенсита. После резкого охлаждения аустенит превращается в мартенсит, а цементит остается в виде мелких включений. Также в этой зоне не успевший полностью раствориться углерод образует твердые карбиды.
В переходной зоне при закалке ТВЧ температура близка к переходной, образуется аустенит с остатками феррита. Но, так как переходная зона не остывает так быстро, как поверхность, а остывает медленно, как при нормализации. При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
При этом в этой зоне происходит улучшение структуры, она становится мелкозернистой и равномерной.
Перегревание поверхности заготовки способствует росту кристаллов аустенита, что губительно сказывается на хрупкости. Недогрев не дает полностью феррито-перритной структуре перейти в аустенит, и могут образоваться незакаленные пятна.
После охлаждения на поверхности металла остаются высокие сжимающие напряжения, которые повышают эксплуатационные свойства детали. Внутренние напряжения между поверхностным слоем и серединой необходимо устранить. Это делается с помощью низкотемпературного отпуска — выдержкой при температуре около 200°С в печи. Чтобы избежать появления на поверхности микротрещин, нужно свести к минимуму время между закалкой и отпуском.
Также можно проводить так называемый самоотпуск — охлаждать деталь не полностью, а до температуры 200°С, при этом в ее сердцевине будет оставаться тепло. Дальше деталь должна остывать медленно. Так произойдет выравнивание внутренних напряжений.
Индукционная установка
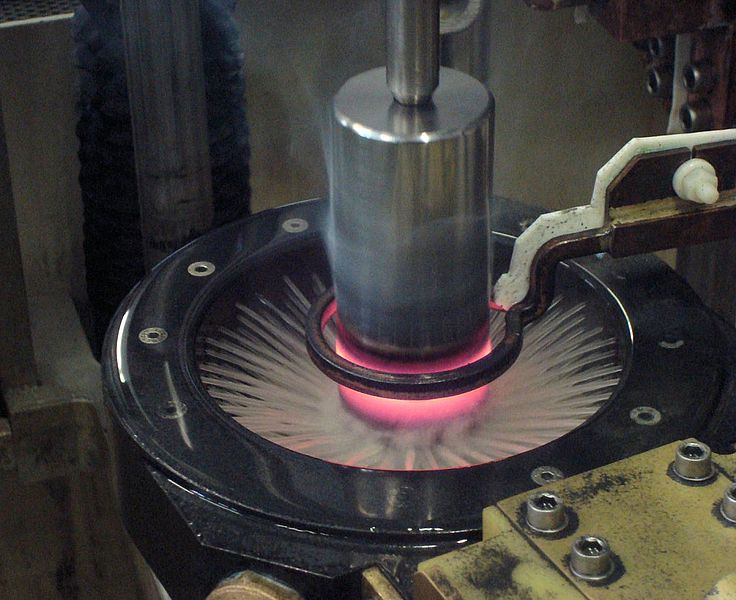
Индукционная установка для термообработки ТВЧ представляет собой высокочастотный генератор и индуктор для закалки ТВЧ. Закаливаемая деталь может располагаться в индукторе или возле него. Индуктор изготовлен в виде катушки, на ней навита медная трубка. Он может иметь любую форму в зависимости от формы и размеров детали. При прохождении переменного тока через индуктор в нем появляется переменное электромагнитное поле, проходящее через деталь. Это электромагнитное поле вызывает возникновение в заготовке вихревых токов, известных как токи Фуко. Такие вихревые токи, проходя в слоях металла, нагревают его до высокой температуры.
Индукционный нагреватель ТВЧ
Отличительной чертой индукционного нагрева с помощью ТВЧ является прохождение вихревых токов на поверхности нагреваемой детали. Так нагревается только наружный слой металла, причем, чем выше частота тока, тем меньше глубина прогрева, и, соответственно, глубина закалки ТВЧ. Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Это дает возможность закалить только поверхность заготовки, оставив внутренний слой мягким и вязким во избежание излишней хрупкости. Причем можно регулировать глубину закаленного слоя, изменяя параметры тока.
Повышенная частота тока позволяет сконцентрировать большое количество тепла в малой зоне, что повышает скорость нагревания до нескольких сотен градусов в секунду. Такая высокая скорость нагрева передвигает фазовый переход в зону более высокой температуры. При этом твердость возрастает на 2—4 единицы, до 58—62 HRC, чего невозможно добиться при объемной закалке.
Для правильного протекания процесса закалки ТВЧ необходимо следить за тем, чтобы сохранялся одинаковый просвет между индуктором и заготовкой на всей поверхности закаливания, необходимо исключить взаимные прикосновения. Это обеспечивается при возможности вращением заготовки в центрах, что позволяет обеспечить равномерное нагревание, и, как следствие, одинаковую структуру и твердость поверхности закаленной заготовки.
Индуктор для закалки ТВЧ имеет несколько вариантов исполнения:
- одно- или многовитковой кольцевой — для нагрева наружной или внутренней поверхности деталей в форме тел вращения — валов, колес или отверстий в них;
- петлевой — для нагрева рабочей плоскости изделия, например, поверхности станины или рабочей кромки инструмента;
- фасонный — для нагрева деталей сложной или неправильной формы, например, зубьев зубчатых колес.
В зависимости от формы, размеров и глубины слоя закаливания используют такие режимы закалки ТВЧ:
- одновременная — нагревается сразу вся поверхность заготовки или определенная зона, затем также одновременно охлаждается;
- непрерывно-последовательная — нагревается одна зона детали, затем при смещении индуктора или детали нагревается другая зона, в то время как предыдущая охлаждается.

Одновременный нагрев ТВЧ всей поверхности требует больших затрат мощности, поэтому его выгоднее использовать для закалки мелких деталей — валки, втулки, пальцы, а также элементов детали — отверстий, шеек и т.д. После нагревания деталь полностью опускают в бак с охлаждающей жидкостью или поливают струей воды.
Непрерывно-последовательная закалка ТВЧ позволяет закалять крупногабаритные детали, например, венцы зубчатых колес, так как при этом процессе происходит нагрев малой зоны детали, для чего нужна меньшая мощность генератора ТВЧ.
Охлаждение детали
Охлаждение — второй важный этап процесса закалки, от его скорости и равномерности зависит качество и твердость всей поверхности. Охлаждение происходит в баках с охлаждающей жидкостью или разбрызгиванием. Для качественной закалки необходимо поддерживать стабильную температуру охлаждающей жидкости, не допускать ее перегрева. Отверстия в спрейере должны быть одинакового диаметра и расположены равномерно, так достигается одинаковая структура металла на поверхности.
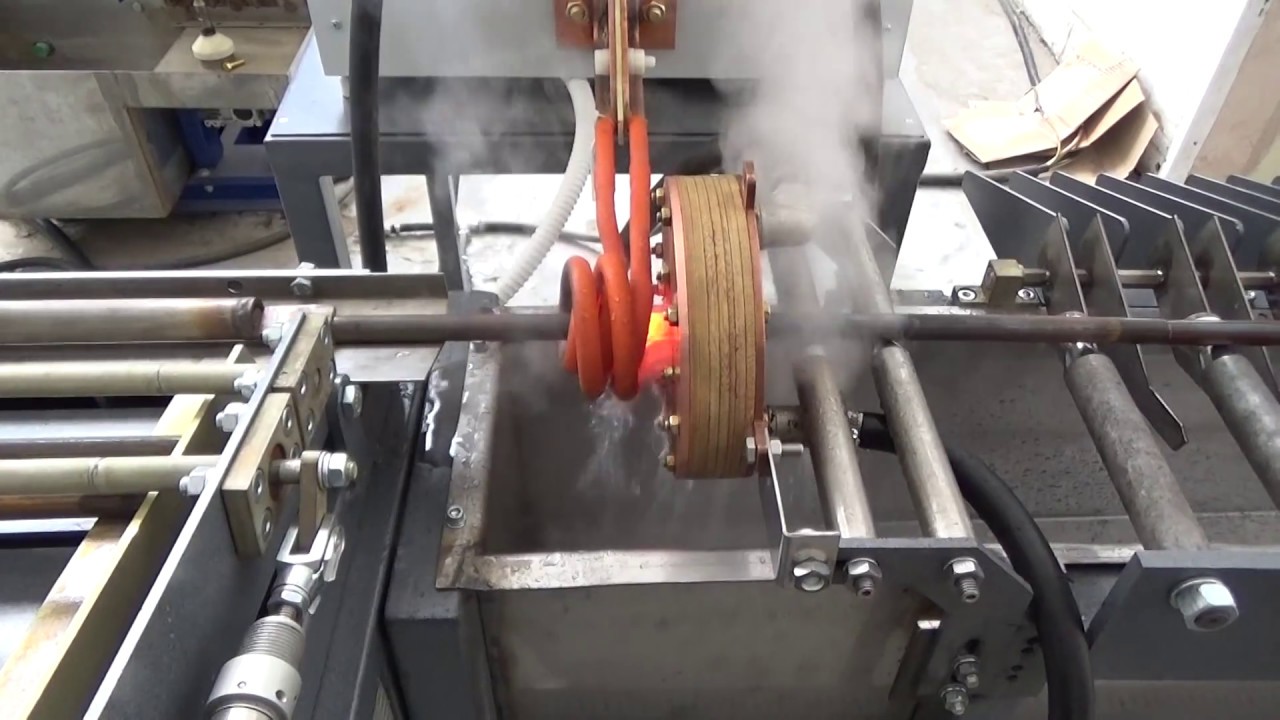
Чтобы индуктор не перегревался в процессе работы, по медной трубке постоянно циркулирует вода. Некоторые индукторы выполняются совмещенными с системой охлаждения заготовки. В трубке индуктора прорезаны отверстия, через которые холодная вода попадает на горячую деталь и остужает ее.
Закалка токами высокой частоты
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
- После закалки ТВЧ у детали сохраняется мягкой середина, что существенно повышает ее сопротивление пластической деформации.
- Экономичность процесса закалки деталей ТВЧ связана с тем, что нагревается только поверхность или зона, которую необходимо закалить, а не вся деталь.
- При серийном производстве деталей необходимо настроить процесс и далее он будет автоматически повторяться, обеспечивая необходимое качество закалки.
- Возможность точно рассчитать и регулировать глубину закаленного слоя.

- Непрерывно-последовательный метод закалки позволяет использовать оборудование малой мощности.
- Малое время нагрева и выдержки при высокой температуре способствует отсутствию окисления обезуглероживания верхнего слоя и образования окалины на поверхности детали.
- Быстрый нагрев и охлаждение не дают большого коробления и поводок, что позволяет уменьшить припуск на чистовую обработку.
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Установки ТВЧ — Токи Высокой Частоты — Росиндуктор. рф
рф
Компания «Росиндуктор» предлагает применение установок с токами высокой частоты ТВЧ для повышения технологии на промышленных производствах и получения хорошего экономического эффекта. ТВЧ установка используются в автоматизированных комплексах исходя из поставленных задач, в основном это упрочнение поверхностей деталей. ТВЧ установки применяются в следующих промышленностях и операциях:
Установка ТВЧ широко применятся в металлургической промышленности, где используются операции по закалки, пайки и термообработки металла токами высокой частоты. Компания Росиндуктор производит, продает, модернизирует, обслуживает и ремонтирует любые установки ТВЧ. На все индукционные установки ТВЧ выдается инструкция, в которой прописан регламент обслуживания, при соблюдении которого ремонт не потребуется долгие годы.
Новые разработки ТВЧ установок сделаны на базе транзисторов, что делает их очень экономичными, а схема охлаждения современной закалочной установки ТВЧ, бывает двух видов: воздушная и водяная.
Применение ТВЧ установок
Компания «Росиндуктор» предлагает применение установок с токами высокой частоты ТВЧ для повышения технологии на промышленных производствах и получения хорошего экономического эффекта. ТВЧ установка используются в автоматизированных комплексах исходя из поставленных задач, в основном это упрочнение поверхностей деталей. ТВЧ установки применяются в следующих промышленностях и операциях:
- Металлургическая отрасль
- Машиностроительная отрасль
- Легкая промышленность
- Производство ювелирных изделий
- Станки для изготовления натяжных потолков
- Поверхностная закалка длинных валов, зубьев, шестерни, винтов стали 8 хф, стали 40х, цапф роликов, крановых колос до 3 мм
- Производство болтов и гаек, горячая штамповка
- Предварительный нагрев и термообработка швов труб перед сваркой
- Пайка припоем резцов, и прочих наконечников
- Переплавка цветных и черных металлов.

- Сварка швов прямоугольных труб
- Производство металлической арматуры
- Термообработка металлических сосудов с нефтепродуктами
Преимущества ТВЧ установок
Преимущества ТВЧ установок — это налаживание производственного процесса при небольших вложениях. Вот основные преимущества, которые вы получите при покупке ТВЧ установки в компании Росиндуктор:
- Не высокая стоимость и быстрая окупаемость
- Высокая экономичность
- Мобильность и универсальность, с возможностью подключения к любому автоматическому комплексу
- Возможность непрерывной работы 24 часа в сутки
- Не требуется предварительный разогрев, работают сразу после включения
- Малое время нагрева, что дает высокую производительность
- Отличное качество термических операций
- Безопасная работа, так как нет высокого напряжения
- Простой интерфейс, легкое управление
Технология закалки металлов токами высотой частоты
В гидромеханических системах, устройствах и узлах чаще всего используются детали, которые работают на трение, сдавливание, скрутку. Именно поэтому основное требование к ним – достаточная твердость их поверхности. Для получения необходимых характеристик детали, поверхность закаляется током высокой частоты (ТВЧ).
Именно поэтому основное требование к ним – достаточная твердость их поверхности. Для получения необходимых характеристик детали, поверхность закаляется током высокой частоты (ТВЧ).
В процессе применения закалка ТВЧ показала себя как экономный и высокоэффективный способ термической обработки поверхности металлических деталей, который придает дополнительную износостойкость и высокое качество обработанным элементам.
Описание метода закалки ТВЧ
Нагрев токами ВЧ основан на явлении, при котором вследствие прохождения переменного высокочастотного тока по индуктору (спиральный элемент, выполненный из медных трубок) вокруг него формируется магнитное поле, создающее в металлической детали вихревые токи, которые и вызывают нагрев закаливаемого изделия. Находясь исключительно на поверхности детали, они позволяют нагреть ее на определенную регулируемую глубину.
Закалка ТВЧ металлических поверхностей имеет отличие от стандартной полной закалки, которое заключается в повышенной температуре нагрева. Это объясняется двумя факторами. Первый из них – при высокой скорости нагрева (когда перлит переходит в аустенит) уровень температуры критических точек повышается. А второй – чем быстрее проходит переход температур, тем быстрее совершается превращение металлической поверхности, ведь оно должно произойти за минимальное время.
Это объясняется двумя факторами. Первый из них – при высокой скорости нагрева (когда перлит переходит в аустенит) уровень температуры критических точек повышается. А второй – чем быстрее проходит переход температур, тем быстрее совершается превращение металлической поверхности, ведь оно должно произойти за минимальное время.
Стоит сказать, несмотря на то, что при использовании высокочастотной закалки вызывается нагрев больше обычного, перегрева металла не случается. Такое явление объясняется тем, что зерно в стальной детали не успевает увеличиться, благодаря минимальному времени высокочастотного нагрева. К тому же, из-за того, что уровень нагрева выше и охлаждение интенсивнее, твердость заготовки после ее закалки ТВЧ вырастает приблизительно на 2-3 HRC. А это гарантирует высочайшую прочность и надежность поверхности детали.
Вместе с тем, есть дополнительный немаловажный фактор, который обеспечивает повышение износостойкости деталей при эксплуатации. Благодаря созданию мартенситной структуры, на верхней части детали образовываются сжимающие напряжения.
Применяемые для закалки ТВЧ установки, материалы и вспомогательные средства
Полностью автоматический комплекс высокочастотной закалки включает в себя закалочный станок и ТВЧ установки (крепежные системы механического типа, узлы поворота детали вокруг своей оси, движения индуктора по направлению заготовки, насосов, подающих и откачивающих жидкость или газ для охлаждения, электромагнитных клапанов переключения рабочих жидкостей или газов (вода/эмульсия/газ)).
ТВЧ станок позволяет перемещать индуктор по всей высоте заготовки, а также вращать заготовку на разных уровнях скорости, регулировать выходной ток на индукторе, а это дает возможность выбрать правильный режим процесса закалки и получить равномерно твердую поверхность заготовки.
Принципиальная схема индукционной установки ТВЧ для самостоятельной сборки была приведена в предыдущей статье.
Индукционную высокочастотную закалку можно охарактеризовать двумя основными параметрами: степенью твердости и глубиной закалки поверхности. Технические параметры выпускаемых на производстве индукционных установок определяются мощностью и частотой работы. Для создания закаленного слоя применяют индукционные нагревающие устройства мощностью 40-300 кВА при показателях частоты в 20-40 килогерц либо 40-70 килогерц. Если необходимо провести закалку слоев, которые находятся глубже, стоит применять показатели частот от 6 до 20 килогерц.
Технические параметры выпускаемых на производстве индукционных установок определяются мощностью и частотой работы. Для создания закаленного слоя применяют индукционные нагревающие устройства мощностью 40-300 кВА при показателях частоты в 20-40 килогерц либо 40-70 килогерц. Если необходимо провести закалку слоев, которые находятся глубже, стоит применять показатели частот от 6 до 20 килогерц.
Диапазон частот выбирается, исходя из номенклатуры марок стали, а также уровня глубины закаленной поверхности изделия. Существует огромный ассортимент комплектаций индукционных установок, что помогает выбрать рациональный вариант для конкретного технологического процесса.
Технические параметры автоматических станков для закалки определяются габаритными размерами используемых деталей для закалки по высоте (от 50 до 250 сантиметров), по диаметру (от 1 до 50 сантиметров) и массе (до 0,5 т, до 1т, до 2т). Комплексы для закалки, высота которых составляет 1500 мм и больше, оснащены электронно-механической системой зажима детали с определенным усилием.
Высокочастотная закалка деталей осуществляется в двух режимах. В первом каждое устройство индивидуально подключается оператором, а во втором – происходит без его вмешательств. В качестве среды закалки обычно выбирают воду, инертные газы или полимерные составы, обладающие свойствами по теплопроводности, близкими к маслу. Среда закалки выбирается в зависимости от требуемых параметров готового изделия.
Технология закалки ТВЧ
Для деталей или поверхностей плоской формы маленького диаметра используется высокочастотная закалка стационарного типа. Для успешной работы расположение нагревателя и детали не меняется.
При применении непрерывно-последовательной ТВЧ закалки, которая чаще всего используется при обработке плоских или цилиндрообразных деталей и поверхностей, одна из составляющих системы должна перемещаться. В таком случае либо нагревающее устройство перемещается по направлению к детали, либо деталь движется под нагревающим аппаратом.
Для нагрева исключительно цилиндрообразных деталей небольшого размера, прокручивающихся единожды, применяют непрерывно-последовательную высокочастотную закалку тангенциального типа.![]()
Структура металла зубца шестерни, после закалки ТВЧ методом
После совершения высокочастотна нагрева изделия совершают его низкий отпуск при температуре 160—200°С. Это позволяет увеличить износостойкость поверхности изделия. Отпуски совершаются в электропечах. Еще один вариант – совершение самоотпуска. Для этого необходимо чуть раньше отключить устройство, подающее воду, что способствует неполному охлаждению. Деталь сохраняет высокую температуру, которая нагревает закаленный слой до температуры низкого отпуска.
После совершения закалки также применяется электроотпуск, при котором нагрев осуществляется при помощи ВЧ установки. Для достижения желаемого результата нагрев производится с более низкой скоростью и более глубоко, чем при поверхностной закалке. Необходимый режим нагрева можно определить методом подбора.
Для улучшения механических параметров сердцевины и общего показателя износостойкости заготовки нужно провести нормализацию и объемную закалку с высоким отпуском непосредственно перед поверхностной закалкой ТВЧ.
Сферы применения закалки ТВЧ
Закалка ТВЧ используется в ряде технологических процессов изготовления следующих деталей:
- валов, осей и пальцев;
- шестеренок, зубчатых колес и венцов;
- зубьев или впадин;
- щелей и внутренних частей деталей;
- крановых колес и шкивов.
Наиболее часто высокочастотную закалку применяют для деталей, которые состоят из углеродистой стали, содержащей полпроцента углерода. Подобные изделия приобретают высокую твердость после закалки. Если наличие углерода меньше вышеуказанного, подобная твердость уже недостижима, а при большем проценте скорее всего возникнут трещины при охлаждении водяным душем.
В большинстве ситуаций закалка токами высокой частоты позволяет заменить стали, прошедшие легирование, более недорогими – углеродистыми. Это можно пояснить тем, что такие достоинства сталей с легирующими добавками, как глубокая прокаливаемость и меньшее искажение поверхностного слоя, для некоторых изделий теряют значение.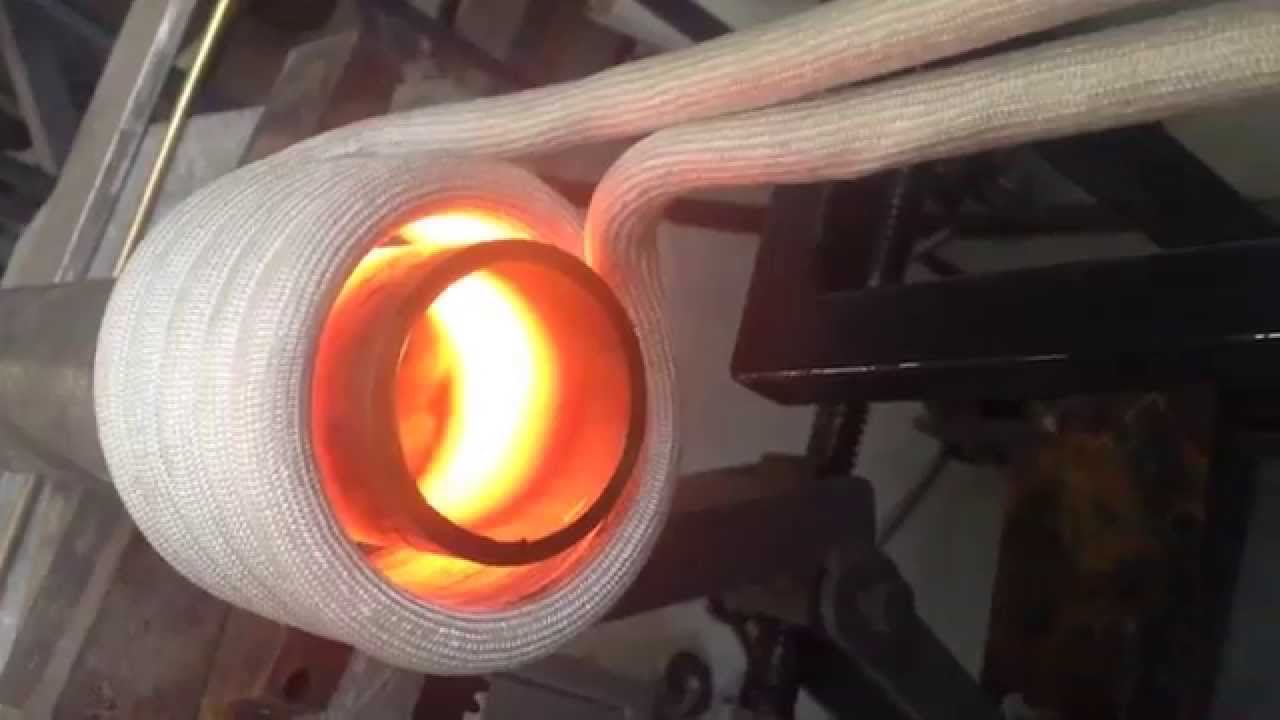 При высокочастотной закалке металл становится более прочным, а его износостойкость возрастает. Точно так же, как углеродистые используются хромистые, хромоникелевые, хромокремнистые и многие другие виды сталей с низким процентом легирующих добавок.
При высокочастотной закалке металл становится более прочным, а его износостойкость возрастает. Точно так же, как углеродистые используются хромистые, хромоникелевые, хромокремнистые и многие другие виды сталей с низким процентом легирующих добавок.
Преимущества и недостатки метода
Преимущества закалки токами ВЧ:
- полностью автоматический процесс;
- работа с изделиями любых форм;
- отсутствие нагара;
- минимальная деформация;
- вариативность уровня глубины закаленной поверхности;
- индивидуально определяемые параметры закаленного слоя.
Среди недостатков можно выделить:
- потребность в создании специального индуктора для разных форм деталей;
- трудности в накладке уровней нагрева и охлаждения;
- высокая стоимость оборудования.
Возможность использования закалки токами ВЧ в индивидуальном производстве маловероятна, но в массовом потоке, например, при изготовлении коленчатых валов, шестеренок, втулок, шпинделей, валов холодной прокатки и др. , закалка поверхностей ТВЧ приобретает все более широкое применение.
, закалка поверхностей ТВЧ приобретает все более широкое применение.
Технология закалки ТВЧ: особенности, установки, преимущества
Прочность элементов в особо ответственных стальных конструкциях во многом зависит от состояния узлов. Поверхность деталей играет не последнюю роль. Для придания ей необходимой твердости, стойкости или вязкости проводятся операции термической обработки. Упрочняют поверхность деталей различными методами. Один из них – закалка токами высокой частоты, то есть ТВЧ. Он относится к наиболее распространенным и очень производительным способом во время крупносерийного производства различных конструкционных элементов.
Подобная термообработка применяется как целиком к деталям, так и к отдельным их участкам. В этом случае целью является достижение определенных уровней прочности, тем самым повышая срок эксплуатации и эксплуатационные характеристики.
Технология используется для усиления узлов технологического оборудования и транспорта, а также при закаливании различного инструмента.
Сущность технологии
ТВЧ закалка – это улучшение прочностных характеристик детали за счет способности электрического тока (с переменной амплитудой) проникать в поверхность детали, подвергая ее нагреву. Глубина проникновения благодаря магнитному полю может быть различной. Одновременно с поверхностным нагревом и закаливанием сердцевина узла может быть не прогретой вовсе или лишь незначительно повысить свою температуру. Поверхностный слой обрабатываемого изделия образовывает необходимую толщину, достаточную для прохождения электрического тока. Данный слой представляет собой глубину проникновения электротока.
Эксперименты доказали, что увеличение частоты тока способствует уменьшению глубины проникновения. Данный факт открывает возможности для регулирования и получения деталей с минимальным закаленным слоем.
Термообработка ТВЧ осуществляется в специальных установках – генераторах, умножителях, преобразователях частоты, позволяющих осуществлять регулировку в необходимом диапазоне. Помимо частотных характеристик на конечную закалку оказывают влияние габариты и форма детали, материал изготовления и используемый индуктор.
Помимо частотных характеристик на конечную закалку оказывают влияние габариты и форма детали, материал изготовления и используемый индуктор.
Выявлена также следующая закономерность – чем меньше изделие и чем более простая у него форма, тем лучше проходит процесс закаливания. При этом также снижается общий расход электроэнергии установки.
Индуктор медный. На внутренней поверхности часто имеются дополнительные отверстия, предназначенные для подачи воды при охлаждении. В этом случае процесс сопровождается первичным нагревом и последующем охлаждении без подачи тока. Конфигурации индукторов различны. Выбираемое устройство непосредственно зависит от обрабатываемой заготовки. В некоторых аппаратах отсутствуют отверстия. В такой ситуации охлаждается деталь в особом закалочном баке.
Основным требованием к процессу ТВЧ закалки является сохранение постоянного зазора между индуктором и изделием. При сохранении заданного промежутка качество закаливания становится наиболее высоким.
Упрочнение может производится одним из способов:
- Непрерывно-последовательный: деталь неподвижна, а индуктор движется вдоль ее оси.
- Одновременный: изделие движется, а индуктор – наоборот.
- Последовательный: происходит поочередная обработка различных частей.
Особенности индукционной установки
Установка для ТВЧ закалки является высокочастотным генератором совместно с индуктором. Обрабатываемое изделие располагается как в самом индукторе, так и рядом с ним. Он представляет собой катушку, на которой накручена трубочка из меди.
Переменный электрический ток при прохождении через индуктор создает электромагнитное поле, проникающее в заготовку. Оно провоцирует развитие вихревых токов (токов Фуко), которые проходят в структуру детали и повышают ее температуру.
Главная особенность технологии – проникновение вихревого тока в поверхностную структуру металла.
Повышение частоты открывает возможности для концентрации тепла на малом участке детали. Это увеличивает скорость поднятия температуры и может достигать до 100 – 200 градусов/сек. Степень твердости увеличивается до 4 единиц, что исключено во время объемного закаливания.
Индукционный нагрев – характеристики
Степень индукционного нагрева зависит от трех параметров – удельная мощность, время нагревания, частота электротока. Мощность определяет время, потраченное на нагрев детали. Соответственно при большем значении времени затрачивается меньше.
Время нагревания характеризуется общим объемом затраченного тепла и развиваемой температурой. Частота, как было сказано выше, определяет глубину проникновения токов и образованного закаливаемого слоя. Эти характеристики имеют обратную зависимость. При увеличении частоты, снижается объемная масса нагретого металла.
Именно данные 3 параметра позволяют в широком диапазоне регулировать степень твердости и глубину слоя, а также объем нагрева.
Практика показывает, что контролируются характеристики генераторной установки (значения напряжения, мощности и силы тока), а также время нагревания. Степень нагревания детали может контролироваться с помощью пирометра. Однако в основном непрерывный контроль температуры не требуется, т.к. существуют оптимальные режимы нагревания ТВЧ, обеспечивающие стабильное качество. Подходящий режим выбирается с учетом измененных электрических характеристик.
После закалки изделие отправляют в лабораторию на исследование. Изучается твердость, структура, глубина и плоскость распределенного закаливаемого слоя.
Поверхностная закалка ТВЧ сопровождается большим нагревом в сравнении с обычным процессом. Объясняется это следующим образом. В первую очередь, высокая скорость повышения температуры способствует увеличению критических точек. Во вторую, необходимо в короткий срок обеспечить завершение превращения перлита в аустенит.
Высокочастотное закаливание, в сравнении с обычным процессом, сопровождается более высоким нагревом. Однако металл не перегревается. Объясняется это тем, что зернистые элементы в стальной структуре не успевают разрастись за минимальное время. Кроме этого объемная закалка имеет прочность ниже до 2-3 единиц. После закалки ТВЧ деталь обладает большей износостойкостью и твердостью.
Однако металл не перегревается. Объясняется это тем, что зернистые элементы в стальной структуре не успевают разрастись за минимальное время. Кроме этого объемная закалка имеет прочность ниже до 2-3 единиц. После закалки ТВЧ деталь обладает большей износостойкостью и твердостью.
Как выбирается температура?
Соблюдение технологии должно сопровождаться правильным выбором температурного диапазона. В основную очередь все будет зависеть от обрабатываемого металла.
Сталь классифицируется на несколько типов:
- Доэвтектоидная – содержание углерода до 0,8%;
- Заэвтектоидная – более 0,8%.
Металл с содержанием углерода не подвергается закалке, так как получается очень низкая твердость.
Доэвтектоидная сталь нагревается до значения чуть большего, чем необходимо для преобразования перлита и феррита в аустенит. Диапазон от 800 до 850 градусов. После этого деталь с высокой скоростью охлаждается. После резкого остывания аустенит преобразовывается в мартенсит, имеющий высокую твердость и прочность.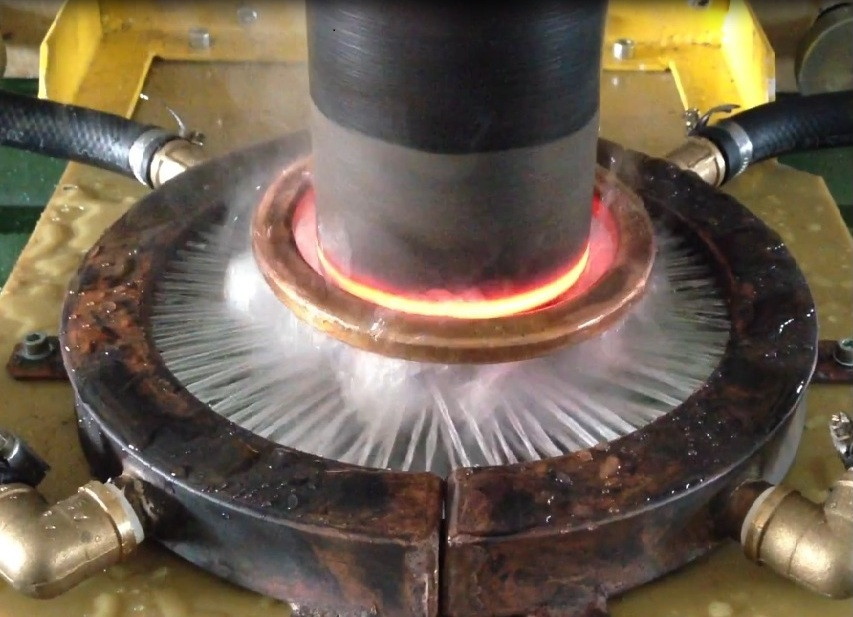 При небольшом времени выдержки получается аустенит мелкозернистой структуры, а также мелкоигольчатый мартенсит. Сталь получает высокую твердость и небольшую хрупкость.
При небольшом времени выдержки получается аустенит мелкозернистой структуры, а также мелкоигольчатый мартенсит. Сталь получает высокую твердость и небольшую хрупкость.
Заэвтектоидная сталь нагревается меньше. Диапазон от 750 до 800 градусов. В этом случае производится неполная закалка. Объясняется это тем, что подобная температура позволяет сохранить в структуре некоторый объем цементита, имеющего более высокую твердость в сравнении с мартенситом. При быстром охлаждении аустенит преобразовывается в мартенсит. Цементит же сохраняется мелкими включениями. Зона также сохраняет не растворившийся полноценно углерод, превратившийся в твердый карбид.
Достоинства технологии
- Контролирование режимов;
- Замена легированной стали на углеродистую;
- Равномерный процесс прогрева изделия;
- Возможность не нагревать всю деталь полностью. Снижение энергопотребления;
- Высокая получаемая прочность обработанной заготовки;
- Не происходит процесс окисления, не сжигается углерод;
- Нет микротрещин;
- Отсутствуют коробленые точки;
- Нагрев и закаливание определенных участков изделий;
- Снижение временных затрат на процедуру;
- Внедрение при изготовлении деталей ТВЧ установок в технологические линии.

Недостатки
Главным минусом рассматриваемой технологии является значительная цена установки. Именно по этой причине целесообразность применения оправдывается лишь на крупносерийном производстве и исключает возможность проведения работы своими руками в домашних условиях.
Более подробно работу и принцип действия установки изучите на представленных видео.
|
№ |
Комплект поставки ИСТ |
Параметр | ||||
|
1 |
Температура нагрева |
2000 | ||||
|
2 |
Емкость тигля, изложницы,технологической площадки |
1000 | ||||
|
3 |
Тигель / футеровка, изоляция/ |
Набивной, корундовый, графитовый | ||||
|
4 |
Требуемое разрежение в плавильной камере |
10-5 | ||||
|
5 |
Избыточное давление в камере |
10-5 | ||||
|
6 |
Время полного производственного цикла |
От 5сек до нескольких часов | ||||
|
7 |
Наличие загрузочного или дозагрузочного устройства / размеры / |
1000 | ||||
|
8 |
Время достижения в камере параметров необходимого давления |
15 | ||||
|
9 |
Наличие стола для изложницы |
Подъемный поворотный, стационарный и т. д. д. |
||||
|
10 |
Вакуумная камера может быть одна, так и с промежуточной шлюзовой камерой |
Да | ||||
|
11 |
Скорость достижения вакуума в шлюзовой камере |
5 | ||||
|
12 |
Тип изложницы |
простая или с водяным охлаждением | ||||
|
13 |
Количество изложниц находящихся одновременно в камере |
3 | ||||
|
14 |
Комплектация пирометром |
Любого технологического исполнения | ||||
|
15 |
Наличие окон для подсветки, пирометра и наблюдения |
Есть | ||||
|
16 |
Комплектация импортным вакуумным оборудованием |
насосы, клапаны и т. д. д. |
||||
|
17 |
Устройство замера температуры термопарой при необходимости |
Есть | ||||
|
18 |
Наличие в механизмах пробоотборника |
Да | ||||
|
19 |
Наличие площадок для обслуживания и дополнительных металлоконструкций |
Да | ||||
|
20 |
Способ управление процессом |
полуавтоматический, автоматический | ||||
|
21 |
Наличие записи параметров |
температуры, давления,вес и т. д. на носителе и передача на высший уровень д. на носителе и передача на высший уровень |
||||
Оборудование для термической обработки | «Вебер Комеханикс»
ООО «Вебер Комеханикс» осуществляет поставку индукционного оборудования, предназначенного для нагрева токопроводящих металлов. Оно отличается быстротой работы и экологичностью. Основной особенностью данного метода термообработки, по сравнению с технологиями, использующими внешние источники тепла, является генерирование тепловой энергии непосредственно в самом материале.
Индукционный нагрев — это концентрация значительного количества электроэнергии в малом объеме обрабатываемого металла благодаря использованию токов высокой частоты (ТВЧ). Это позволяет выполнять термообработку с высокой скоростью и точностью. Помимо этого, оборудование индукционного нагрева отличается повышенной производительностью, улучшенным и стабильным качеством операций, а также низкими эксплуатационными затратами.
Установки ТВЧ, будучи внедренными в производственную линию, позволяют снизить административные и материально-технические расходы. Помимо этого, они увеличивают выход готовой продукции.
Помимо этого, они увеличивают выход готовой продукции.
Индукционное оборудование для термообработки, использующее ТВЧ, работает короткими циклами нагрева. Точная подача тепла обеспечивает возможность минимизации отходов и энергозатрат, практически полностью устраняя потери тепла, характерные для обычных печей.
Индукционные установки, представленные в каталоге ООО «Вебер Комеханикс», безопасны в эксплуатации и могут оперативно интегрироваться в существующие технологические автоматизированные линии.
Применение оборудования индукционного нагрева
Метод обработки ТВЧ позволяет осуществлять:
- плавку и литье металлов;
- ковку, штамповку, гибку, прошивку, прессование и другие виды формоизменения;
- термообработку, включая закалку, отжиг, отпуск, правку и нагрев перед сваркой;
- пайку с помощью твердых и мягких припоев;
- нанесение покрытий;
- спекание металлических порошков.

Одной из основных сфер применения индукционного нагрева и метода ТВЧ является закалка. Также широко применяется отпуск — в производстве штанг, шарниров, валов и других деталей. Пайка индукционными установками используется в автомобилестроительной отрасли, приборостроении, авиационной и электротехнической промышленности.
NVIDIA Deep Learning TensorRT Documentation
В этом разделе содержатся инструкции по установке для разработчиков и сервера приложений установка. Этот метод установки предназначен для новых пользователей или пользователей, которым нужна полная установка, включая образцы и документацию.
Об этой задаче
Установка разработчика: Следующие инструкции настраивают полная среда разработки TensorRT с примерами, документацией и как C ++, так и Python API.
Внимание: если вы использовали локальное репо CUDA для установите CUDA, и вы нацеливаетесь на CUDA 11.2, тогда вы также должны установить CUDA 11.1 локальное репо.
Примечание. Перед выполнением следующих команд вам необходимо заменить ubuntu1x04 , cudax.x , trt7.x.x.x-ga и yyyymmdd с вашим конкретным Версия ОС, версия CUDA, версия и пакет TensorRT свидание. Следующие команды являются примерами для amd64 , однако команды идентичны для ppc64el и рука64 .
Внимание: если вы использовали локальное репозиторий CUDA для установки CUDA, и вы
нацеливание на CUDA 11. 2, то вы также должны установить локальное репозиторий CUDA 11.1, так как NVRTC
из CUDA 11.1 требуется TensorRT.
2, то вы также должны установить локальное репозиторий CUDA 11.1, так как NVRTC
из CUDA 11.1 требуется TensorRT.
Что делать дальше
Установка сервера приложений: при настройке серверов, которые будут размещать приложения на базе TensorRT, вы можете просто установить любое из следующий:- пакет libnvinfer7 (C ++) плюс любая дополнительная библиотека пакеты, которые вам нужны, или
- пакет python-libnvinfer (Python 2.7), или
- пакет python3-libnvinfer (Python 3.
 x).
x).
— учебная документация по API обнаружения объектов TensorFlow 2
Anaconda Python 3.7 (необязательно)
Хотя наличие Anaconda не является обязательным требованием для установки и использования TensorFlow, я предлагаю это сделать, поскольку это интуитивно понятный способ управления пакетами и настройки новых виртуальных сред.Anaconda — довольно полезный инструмент не только для работы с TensorFlow, но и в целом для всех, кто работает с Python, поэтому, если у вас не было возможности поработать с ним, сейчас это хороший шанс.
Установить Anaconda Python 3.7
-
Перейдите на https://www.anaconda.com/products/individual и нажмите кнопку «Загрузить»
-
Загрузите 64-разрядный установщик Python 3.7 (x86)
-
Запустите загруженный файл сценария bash (
.sh), чтобы начать установку. Подробнее см. Здесь.
Подробнее см. Здесь. -
При появлении запроса «Вы хотите, чтобы установщик добавлял место установки Anaconda <2 или 3> в PATH в вашем /home/
/.bashrc?», Ответьте «Да». Если вы введете «Нет», вы должны вручную добавить путь к Anaconda, иначе conda не будет работать.
Создание новой виртуальной среды Anaconda
-
Открыть новое окно Терминал
-
Введите следующую команду:
conda create -n tensorflow pip python = 3.8
-
В результате будет создана новая виртуальная среда с именем
tenorflow
Важно
Термин Терминал будет использоваться для обозначения терминала по вашему выбору (например, Командная строка, Powershell и т. Д.).
Активировать виртуальную среду Anaconda
-
Активация вновь созданной виртуальной среды достигается запуском в окне Terminal :
conda активировать тензор потока
-
После того, как вы активировали свою виртуальную среду, имя среды должно отображаться в скобках в начале вашего спецификатора пути cmd, например.
 г .:
г .: (тензорный поток) C: \ Users \ sglvladi>
Важно
На протяжении всего урока выполнение любых команд в окне Terminal должно выполняться после активации виртуальной среды Anaconda!
Оперативная группа Arrowhead Radio
Arma 3 Team Speak Radio Plugin (документация) v0.9.12 (10-10-2016)
Установка
- Скачайте и разархивируйте 0.9.12 радиоархив.
- Скопируйте папку
@task_force_radioв папку... \ SteamApps \ common \ Arma 3. - Установите подключаемый модуль Teamspeak, дважды щелкнув установщик подключаемого модуля в папке
@task_force_radio \ teampeak.
TFAR использует последнюю версию CBA (Community Base Addons). Если у вас его еще нет, вы можете получить его здесь.
Конфигурация
- Убедитесь, что клавиша
Caps Lockне используется для разговора в TeamSpeak - Отключите передачу голоса по сети (VON) в ARMA 3 или измените клавишу на отличную от
Caps Lock(чтобы избежать дублирования голоса).
- Откройте список плагинов в Team Speak:
Настройки> Плагины.- Включить
Task Force Arma 3 Radio. - Рекомендуется отключить
ACREиRadio ts ARMA3.ru версии, если они установлены, во избежание конфликтов. - На всякий случай — внизу слева есть кнопка
Reload Allдля перезапуска всех плагинов.
- Включить
- Убедитесь, что громкость предупреждений не отключена в Team Speak:
Options> Payback> Sound Pack Volume— установите положительное значение. - Начните игру с надстройками
@ CBA_A3и@task_force_radio(дополнения Community Base: A3 и Task Force Arrowhead Radio). Это можно сделать, добавив названия модов в ярлык игры после EXE-файла… \ arma3.exe -mod = @ CBA_A3; @task_force_radio, однако рекомендуется включить необходимые моды в настройках игры (Настройки -> Расширения). - Присоединяйтесь к одному каналу с другими игроками, используя радио, или вы будете перенаправлены на канал
TaskForceRadio, если он есть в начале миссии.
Вы получите одинаковый ник и в игровом профиле, и в TeamSpeak — плагин будет менять ваш ник в TS во время игры.
Убедитесь, что ваш игровой ник содержит не менее 3 символов.
Это , а не рекомендуется использовать плагин при одновременном подключении к нескольким серверам в TeamSpeak.
Рекомендуется отключить встроенные звуки предупреждений TeamSpeak:
Параметры> Уведомления> Пакет звуков: «Звуки отключены».Чтобы использовать эту опцию, перезапустите TeamSpeak.
Использование
| Ключи | Действие |
|---|---|
| Кнопка Push-to-Talk в TeamSpeak | Прямая речь. |
Caps Lock |
Чтобы поговорить по радио. |
CTRL + Caps Lock |
Для разговора по дальнему радио. |
УПРАВЛЕНИЕ + P |
Открыть личный радиоинтерфейс (радио должно быть в слоте инвентаря). В том случае, если у вас несколько радиостанций — вы можете выбрать нужную. Также есть возможность установить радио как активное (то, которое будет использоваться для передачи). Также можно загрузить настройки радио с другого радио с таким же кодом шифрования. В том случае, если у вас несколько радиостанций — вы можете выбрать нужную. Также есть возможность установить радио как активное (то, которое будет использоваться для передачи). Также можно загрузить настройки радио с другого радио с таким же кодом шифрования. |
УПРАВЛЕНИЕ + + [/] |
Перебирать доступные коротковолновые радиостанции. |
CTRL + Стрелка вверх / влево / вправо |
Быстрое переключение режима коротковолнового стерео. |
НОМЕР [1-8] |
Быстрое переключение коротковолновых радиоканалов. |
ALT + P |
Для открытия радиоинтерфейса дальнего действия (радио дальнего действия необходимо надеть на спину, или вы должны находиться в транспортном средстве в позиции водителя, стрелка или помощника пилота). Если доступно несколько радиостанций — вам будет предложено выбрать одно.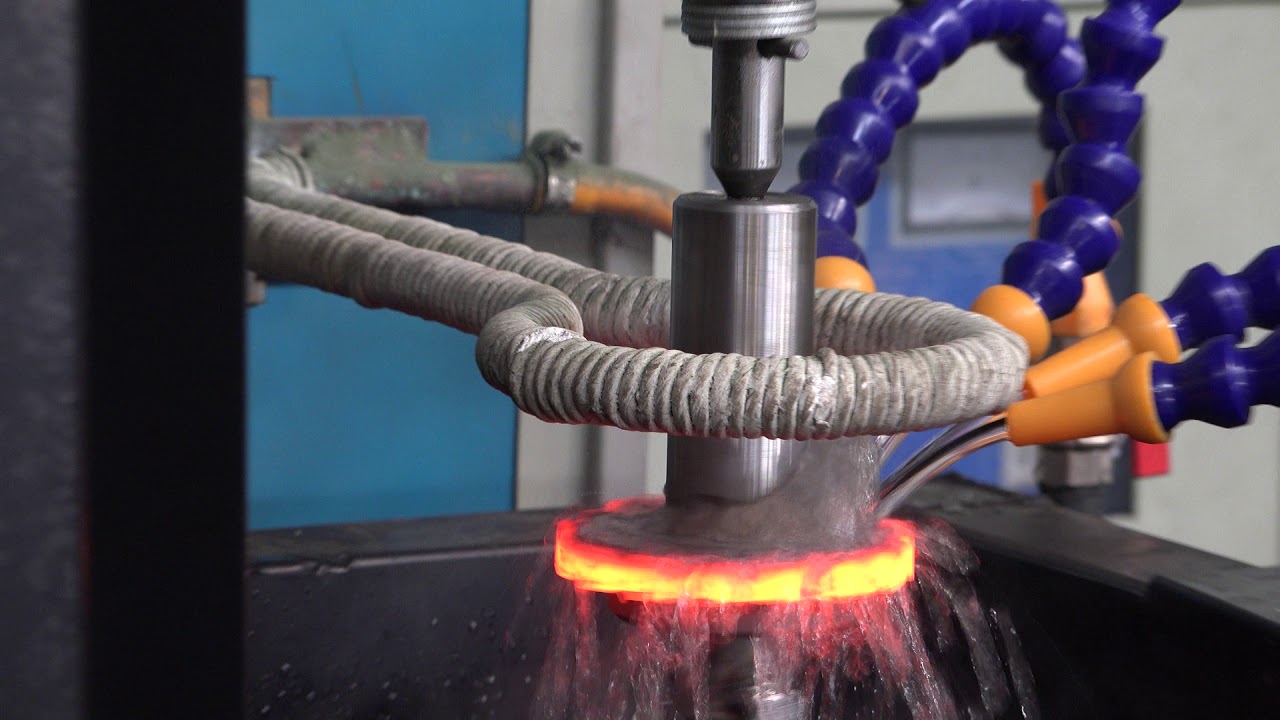 Кроме того, один из них можно сделать активным. Также можно загрузить настройки радио с другого радио с таким же кодом шифрования. Кроме того, один из них можно сделать активным. Также можно загрузить настройки радио с другого радио с таким же кодом шифрования. |
УПРАВЛЕНИЕ + ALT + [/] |
Перебирать доступные радиостанции дальнего действия. |
ALT + Стрелка вверх / влево / вправо |
Быстрое переключение стерео режима дальнего действия. |
УПРАВЛЕНИЕ + НОМЕР [1-9] |
Быстрое переключение радиоканалов дальнего действия. |
CTRL + TAB |
Для изменения громкости прямой речи.Вы можете говорить: шепотом, нормально или кричать. Не влияет на громкость сигнала при радиопередаче. |
УПР. + ] |
Выбрать следующее личное радио. |
УПРАВЛЕНИЕ + [ |
Выбрать предыдущее личное радио. |
CTRL + ALT + ] |
Выбрать следующую радиостанцию дальнего действия. |
УПРАВЛЕНИЕ + ALT + [ |
Выбрать предыдущую радиостанцию дальнего действия. |
CTRL + [←, ↑, →] |
Изменить стереорежим персонального радио. |
ALT + [←, ↑, →] |
Изменение стереорежима дальнего радиоприемника. |
т |
Передать по дополнительному каналу личного радио. |
Y |
Передать по дополнительному каналу дальнего радиосвязи. |
ESC |
Для выхода из радиоинтерфейса. |
Горячие клавиши можно изменить, перейдя в Параметры -> Элементы управления -> Настроить надстройки и выбрав категорию TFAR. Для получения дополнительной информации ознакомьтесь с системой привязки клавиш CBA.
Для получения дополнительной информации ознакомьтесь с системой привязки клавиш CBA.
Информация
Радио
| Радио | Сторона | Диапазон / Расстояние |
|---|---|---|
| Радиостанция AN / PRC-152 (персональная) | BLUEFOR | 30-512 МГц / 5 км |
| Радио RF-7800S-TR (стрелок) | BLUEFOR | 30-512 МГц / 2 км |
| Радиостанция RT-1523G (ASIP) (большая дальность) | BLUEFOR | 30-87 МГц / 20 км (30 для встроенного) |
| Радиостанция AN / ARC-210 (бортовая) | BLUEFOR | 30-87 МГц / 40 км |
| Радиостанция AN / PRC-154 (стрелок) | НЕЗАВИСИМЫЙ | 30-512 МГц / 2 км |
| Радио AN / PRC148-JEM (личное) | НЕЗАВИСИМЫЙ | 30-512 МГц / 5 км |
| Радиостанция AN / PRC-155 (дальнего действия) | НЕЗАВИСИМЫЙ | 30-87 МГц / 20 км (30 для встроенного) |
| Радиостанция AN / ARC-164 (бортовая) | НЕЗАВИСИМЫЙ | 30-87 МГц / 40 км |
| Радио FADAK (персональное) | ОПФОР | 30-512 МГц / 5 км |
| Радиостанция ПНР-1000А (стрелок) | ОПФОР | 30-512 МГц / 2 км |
| Радио MR3000 (дальнего действия) | ОПФОР | 30-87 МГц / 20 км (30 для встроенного) |
| Радиостанция MR6000L (бортовая) | ОПФОР | 30-87 МГц / 40 км |
| Подводный трансивер | Все | 32-41 кГц / 70-300 м. (в зависимости от волн) (в зависимости от волн) |
Не все радиостанции, представленные здесь, поддерживаются также следующие бортовые радиостанции 40 км: «AN / ARC-201», «AN-ARC-164», «MR6000L»
Персональные радиостанции и радиостанции дальнего действия одной фракции поддерживают единый протокол, поэтому они могут связываться друг с другом. Если передача ведется с личного — звук будет высокочастотным. В случае передачи на большие расстояния — низкочастотный.
На распространение радиоволн влияет местность.Худший случай — если вы прямо за крутым холмом. Если вы пойдете от края холма в направлении передатчика, вы улучшите распространение сигнала. В лучшем случае — прямая видимость.
Персональные радиостанции и радиостанции дальнего действия поддерживают передачу и прием по двум каналам одновременно. При нажатии переключателя «Настроить дополнительный канал» на радио текущий канал будет помечен как дополнительный. После переключения на другой канал вы услышите как активные, так и дополнительные каналы.
Можно настроить разные стереорежимы для активных и дополнительных каналов.Используйте «T» для передачи по дополнительному каналу личного радио, «Y» — для дальнего радиосвязи.
Распределение радиостанций
-
По умолчанию командирам отрядов предоставляется дальняя связь. Если у игрока рюкзак — он автоматически положит его на землю.
-
Радио ближнего действия выдается игрокам, у которых в инвентаре есть
ItemRadio. Распространение радио может занять несколько секунд (следите за сообщениями в левом нижнем углу экрана).
Транспортные средства
-
Радиосвязь дальнего действия доступна для водителя, командира, стрелка и второго пилота. Не все автомобили поддерживают встроенные радиоприемники.
-
У каждого слота автомобиля есть собственное радио, которое нужно настраивать отдельно. Если вы планируете менять положение в транспортном средстве — заранее настройте радио во всех слотах (например, на слоте водителя или стрелка).

-
Транспортные средства подразделяются на открытые и закрытые (изолированные).Если вы находитесь в изолированном автомобиле, вы почти не услышите голоса снаружи (и наоборот). Однако, если вы выйдете из машины, вы услышите голоса как внутри, так и снаружи.
Радиоперехват
- Радио можно забрать у убитых игроков и отдать друг другу. Таким образом, в них сохраняются все настройки (каналы, частота, громкость).
Радиомодули рекомендуется брать открывая инвентарь на том месте, где он находится (чтобы не потерялся из-за багов игры).
- В автомобиле также сохраняются настройки магнитолы.
- По умолчанию радиостанции каждой фракции используют свои собственные коды шифрования, поэтому вы не услышите говорящего врага, даже если установите его частоту. Чтобы слушать вражескую сеть (и разговаривать в прямом эфире) — необходимо любыми способами захватить вражескую радиостанцию.

Для прослушивания дальнего радио (рюкзака) противника рекомендуется находиться на собственном транспорте. В этом случае вы сможете прослушивать сеть противника с помощью рюкзака и передавать трансляцию своим союзникам, используя радио в транспортном средстве в качестве активного.
Дайверы
- Под водой нельзя разговаривать (даже в гидрокостюме). Однако на близком расстоянии ваш собеседник может услышать нечеткую речь (исключение — если вы находитесь под водой в изолированном транспортном средстве).
- Находясь под водой, на суше можно слабо услышать приглушенные голоса.
- Используйте подводный трансивер для общения между дайверами.
- Вы не можете пользоваться радиосвязью под водой (ни говорить, ни слышать). Если хотите передать какое-то сообщение на суше — на поверхность.Исключение — подводная лодка в перископической глубине (там водолазы могут использовать дальнюю радиосвязь).
Режимы работы плагина
Плагин поддерживает два режима работы — серьезный и легкий режимы .
-
Облегченный режим — режим по умолчанию. Он предназначен в основном для кооперативных игр. Его особенность заключается в том, что с помощью плагина игроки могут слышать мертвых, пользователей, которые не играют, пользователей, играющих на другом сервере, и пользователей, играющих без плагина, избегая радио (как и в случае с TeamSpeak).Это делает игры против людей менее удобными, но позволяет вашему другу легко узнать, где вы играете, какая у вас частота и т. Д. Естественно, те, кто играет на одном сервере с активированными надстройками и плагинами, будут слышать друг друга в соответствии с «законами о радио» : с учетом радиочастоты и расстояния.
-
Серьезный режим — предназначен для игр, в которых игроки действуют против других игроков. Чтобы включить его, вам необходимо создать канал TeamSpeak под названием
TaskForceRadio(пароль —123).Игроки должны включить радио-плагин, зайти на сервер и спланировать миссию, присоединившись к каналам сторон. При старте миссии через несколько секунд игроки будут перенаправлены на канал
При старте миссии через несколько секунд игроки будут перенаправлены на канал TaskForceRadio. В этом случае игроки будут слышать только живых игроков с включенным плагином, играющих на том же сервере. Мертвые игроки, в свою очередь, могут общаться друг с другом. В случае возрождения мертвого игрока — он снова будет слышать только живых игроков. После завершения игры игроки переводятся на канал, используемый для планирования перед началом миссии.
Решение проблем
-
Ошибка трубы 230— скорее всего, вы забыли включить плагин в TeamSpeak. - В TS плагин красный и не загружается — скорее всего вам придется обновить TeamSpeak.
- Попытайтесь перезагрузить плагин.
-
Действия Caps Lockне работают — возможно, из-за игровой клавиатуры, где кодCaps Lockдругой. Попробуйте изменить привязку клавиш. - Если из-за ошибки или по какой-либо другой причине вы больше не слышите других игроков, даже вне игры, откройте
Setup 3D Soundв TeamSpeak и нажмитеCenter All.
- Для устранения возможных ошибок с плагином разработчикам может потребоваться журнал TeamSpeak. Чтобы скопировать его, выберите
Tools -> Client Log, установите все флажки выше и, выделив весь текст с помощьюCTRL A, скопируйте его в буфер обмена. - Если TeamSpeak перестает работать (не дай бог!) С помощью плагина — отображается окно с описанием, где можно найти дамп (путь к файлу). Отправьте этот дамп разработчику.
Администраторам серверов TeamSpeak
На всякий случай уменьшите уровень защиты от флуда: Щелкните правой кнопкой мыши на сервере> Изменить виртуальный сервер> Дополнительно> Anti Flood , установите значения 30, 300, 3000 (сверху вниз).
Разработчикам
Если эта реализация когда-нибудь станет популярной, было бы здорово избежать груд несовместимых вилок. По этой причине, если вы хотите внести свой вклад в проект, свяжитесь со мной — очень вероятно, что ваши реализации будут объединены в основную ветку. С нетерпением жду ваших запросов на слияние 🙂
С нетерпением жду ваших запросов на слияние 🙂
Мастерская Steam
Повторная загрузка версии TFAR в Steam Workshop без явного разрешения строго запрещена. Единственная официальная загрузка TFAR в мастерской Steam — это эта.
Однако вам дается разрешение на загрузку собственной модифицированной версии TFAR. В этом случае ваша загрузка должна быть названа таким образом, чтобы ее нельзя было спутать с официальной версией TFAR, и чтобы она была четко помечена как изменяемая. Поэтому такие имена, как «Радио стрелка оперативной группы» или «@task_force_radio», запрещены.
Это разрешение не распространяется на предварительные версии TFAR для разработчиков. Их нельзя загружать в Steam Workshop ни в какой форме.
Официальные Сопровождающие NKey и Dedmen освобождены от этого правила.
Большое спасибо
TF2 Classic — Загрузка и установка
Перед загрузкой
Итак, вы решили проявить себя в мире Team Fortress 2 Classic. Большой!
Большой!
Перед загрузкой важно отметить несколько моментов:
- Загружая установку TF2 Classic, вы соглашаетесь с тем, что предоставленное программное обеспечение — это Eminoma (команда разработчиков TF2 Classic), Valve, Steam или другое аффилированные стороны не несут ответственности за любой ущерб (прямой или косвенный), вызванный установкой или использованием поставляемого программного обеспечения.
- TF2 Classic запускается отдельно от вашей установки Team Fortress. Это означает, что использование этого программного обеспечения не будет и не может напрямую повлиять на вашу Team Fortress. 2 игры или предметы.
Шаг 1. Скачать
Прежде всего вам нужно будет запустить самое быстрое модемное соединение и щелкнуть по загрузке.
Нажмите здесь, чтобы скачать игру
Шаг 2. Установка SourceSDK Base
TF2 Classic зависит от многопользовательской игры SourceSDK Base 2013.Если вы уже загрузили его, пропустите этот шаг!
Чтобы установить Source SDK Base 2013 Multiplayer, щелкните здесь.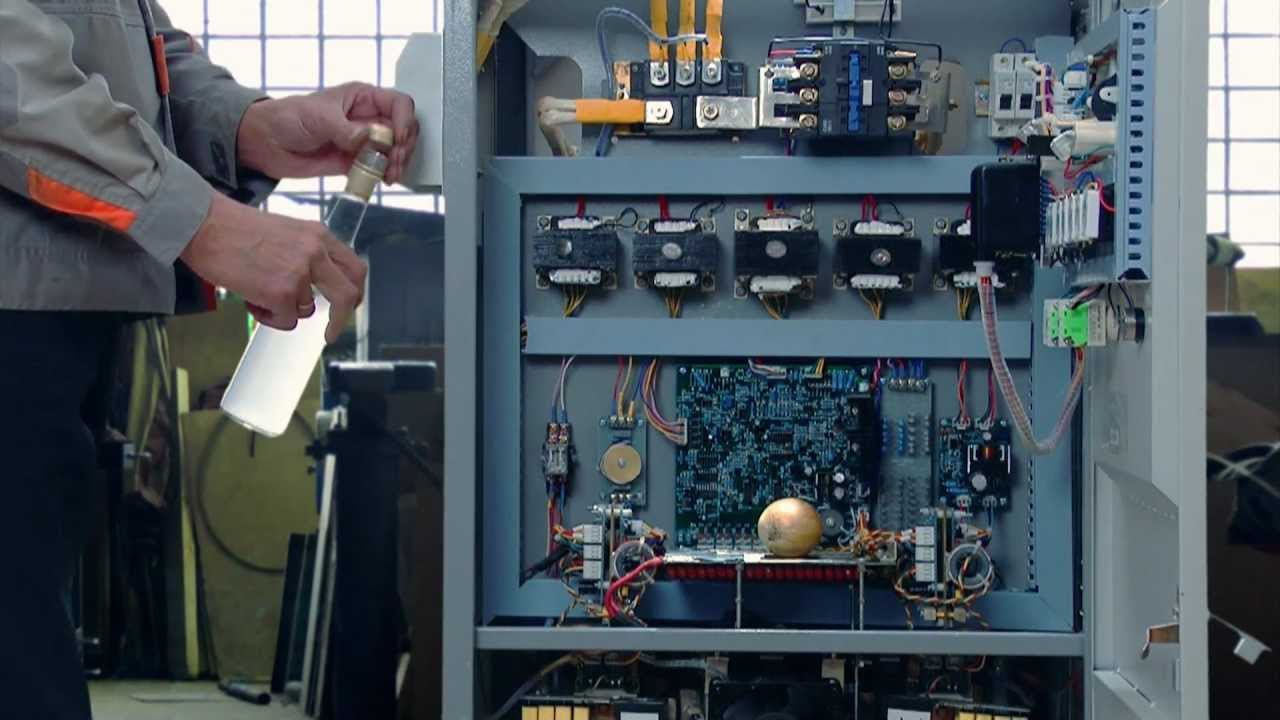 или перейдите в раздел «Библиотека», «Инструменты», «Source SDK Base 2013 Multiplayer» и установите его вручную.
или перейдите в раздел «Библиотека», «Инструменты», «Source SDK Base 2013 Multiplayer» и установите его вручную.
Подсказка: Source SDK Base 2013 имеет две версии. Один для многопользовательской игры и один для одиночной игры. Убедитесь, что у вас установлена многопользовательская версия, или ваша игра работать не будет.
Шаг 3. Установка TF2 Classic
Ваша загрузка сжатая.7z (7zip) файл. Чтобы открыть файл, вам понадобится инструмент для его извлечения. Мы рекомендуем 7-Zip.
Воспользуйтесь предпочитаемым инструментом сжатия, чтобы распаковать файлы в папку «steam / steamapps / sourcemods», чтобы папка tf2classic в папке загрузка распаковывается в папку исходных модов.
Подсказка: ваш каталог steam по умолчанию находится на вашем диске C: / в папке «Program Files (x86)».
Подсказка: если вы не уверены, правильно ли вы извлекли папку, убедитесь, что у вас есть «gameinfo.txt «в папке» sourcemods / tf2classic «.
Шаг 4. Перезапустите Steam
Перезапустите Steam
Перезагрузите клиент Steam. Когда Steam снова войдет в систему, он обнаружит игру в вашей библиотеке!
Дополнительная справка и поддержка
Присоединяйтесь к нашему Discord для дополнительной поддержки, и мы можем помочь вам начать работу!
SSD Инструменты и программное обеспечение | Скачать | Твердотельный накопитель Samsung V-NAND
Для получения информации об устранении неполадок загрузите следующее руководство или выполните следующие действия.
Руководство по устранению неполадок совместимости программного обеспечения портативных твердотельных накопителейдля MacOS
Фон
Политики безопасности macOS постоянно обновляются, поэтому некоторые пользователи могут столкнуться с программным обеспечением, которое не распространяется Apple, несовместимым с macOS. Программное обеспечение Portable SSD, входящее в состав портативных SSD Samsung, может столкнуться с такой проблемой несовместимости.
Программное обеспечение Portable SSD, входящее в состав портативных SSD Samsung, может столкнуться с такой проблемой несовместимости.
[Примеры]
Сообщение «Расширение системы заблокировано» появляется при установке программного обеспечения Samsung Portable SSD.
Пример сообщения об ошибке«Портативный твердотельный накопитель Samsung не подключен». сообщение появляется, даже если программное обеспечение Samsung Portable SSD было установлено на устройстве под управлением macOS
Пример сообщения об ошибкеРуководство по поиску и устранению неисправностей
Проблемы зависят от версии macOS.Если вы столкнулись с проблемой при запуске программного обеспечения Samsung Portable SSD на macOS, выполните следующие действия:
1. Проверьте, какая версия macOS работает в вашей системе и установлена ли у вас последняя версия 1 программного обеспечения Portable SSD (версия 1.6.6 или выше).
Последнюю версию программного обеспечения Portable SSD можно найти по адресу http://www. samsung.com/semiconductor/minisite/ssd/download/tools/.
samsung.com/semiconductor/minisite/ssd/download/tools/.
Обратите внимание, что программное обеспечение для T7 Touch и T7 отличается от программного обеспечения для портативных SSD предыдущих поколений (T5, X5 и ниже).
1 Для получения дополнительных сведений о том, как узнать версию macOS, перейдите по следующей ссылке — https://support.apple.com/en-us/HT201260
2. Измените настройки программного обеспечения в вашей системе, работающей под управлением macOS. для использования программного обеспечения.
Откройте «Безопасность и конфиденциальность» в меню «Системные настройки».
Нажмите кнопку «Разрешить» рядом с сообщением «Системное программное обеспечение от разработчика« Samsung Electronics »заблокировано для загрузки».
Настройки безопасности и конфиденциальностиПовторно подключите портативный SSD к устройству под управлением системы macOS и запустите программное обеспечение Samsung Portable SSD.
3. Если проблема не исчезнет, удалите и повторно установите программное обеспечение Samsung Portable SSD.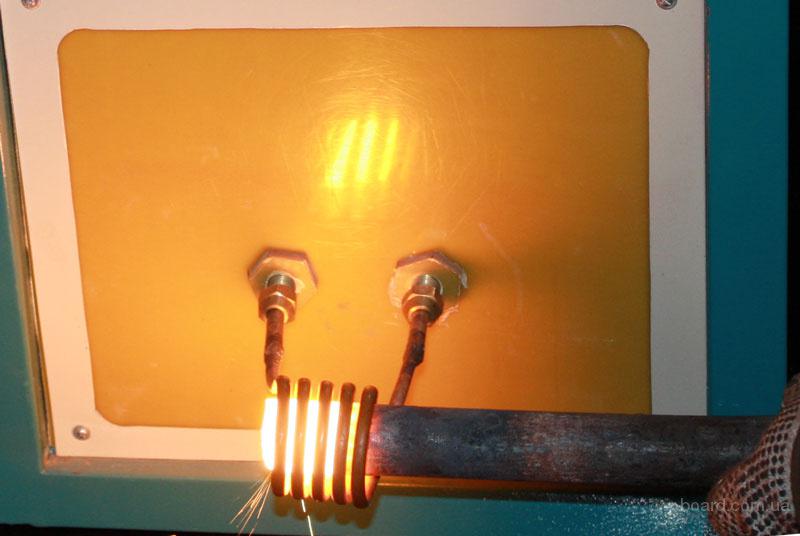
4. Если проблема не решается даже после выполнения рекомендаций по устранению неполадок, обратитесь в авторизованный сервисный центр Samsung.
ToonHUD — Настраиваемый HUD для TF2
Тематические действия
Установка в Windows
Сначала откройте пользовательскую папку TF2.Если у вас уже есть HUD, удалите его или переместите в другое место.
C: \ Program Files (x86) \ Steam \ steamapps \ common \ Team Fortress 2 \ tf \ custom
Путь зависит от того, где вы установили Steam. Вы можете проверить правильный путь вот так.
Вернуться в браузер.
Выберите тему, которую хотите загрузить, и нажмите кнопку «Загрузить».
Появится экран загрузки. Сначала он загружает zip-файл ToonHUD, а затем редактирует zip-файл, чтобы добавить в него тему.
Если установка останавливается и / или вы получаете сообщение об ошибке на этом этапе, убедитесь, что в вашем браузере нет надстроек, которые могут блокировать javascript и / или загрузку с Mediafire (например, NoScript). Также попробуйте обновить страницу (Ctrl + F5) и попробуйте еще раз. Если вы по-прежнему получаете сообщение об ошибке, измените источник загрузки в настройках своей учетной записи ToonHUD.
Также попробуйте обновить страницу (Ctrl + F5) и попробуйте еще раз. Если вы по-прежнему получаете сообщение об ошибке, измените источник загрузки в настройках своей учетной записи ToonHUD.
Браузер должен вернуть zip-файл вашего HUD.
Откройте zip-файл и перетащите папку toonhud в свою пользовательскую папку. Вот и все, открывайте TF2 и наслаждайтесь!
При обновлении HUD повторите эти шаги!
Установка в OS X
Сначала откройте пользовательскую папку TF2.Если у вас уже есть HUD, удалите его или переместите в другое место.
Чтобы открыть пользовательскую папку TF2, перейдите в Finder > Перейти> Перейти в папку …
Введите это в поле:
~ / Библиотека / Поддержка приложений / Steam / steamapps / common / Team Fortress 2 / tf / custom
Вернуться в браузер. Не используйте Safari ! Он не поддерживает загрузку. Однако вы можете создавать и редактировать темы с его помощью.
Выберите тему, которую хотите загрузить, и нажмите кнопку «Загрузить».
Появится экран загрузки. Сначала он загружает zip-файл ToonHUD, а затем редактирует zip-файл, чтобы добавить в него тему.
Если установка останавливается и / или вы получаете сообщение об ошибке на этом этапе, убедитесь, что в вашем браузере нет надстроек, которые могут блокировать javascript и / или загрузку с Mediafire (например, NoScript). Также попробуйте обновить страницу (Ctrl + F5) и попробуйте еще раз. Примечание: Safari не поддерживает загрузку! Если вы по-прежнему получаете сообщение об ошибке, измените источник загрузки в настройках своей учетной записи ToonHUD.
Браузер должен вернуть zip-файл вашего HUD.
Щелкните zip-файл, и он распакуется в папку «Загрузки». Перетащите папку toonhud в свою пользовательскую папку. Вот и все, открывайте TF2 и наслаждайтесь!
При обновлении HUD повторите эти шаги!
Установка в Linux
То же, что и в Windows и OS X, но вы переместите папку toonhud в:
~ / .
