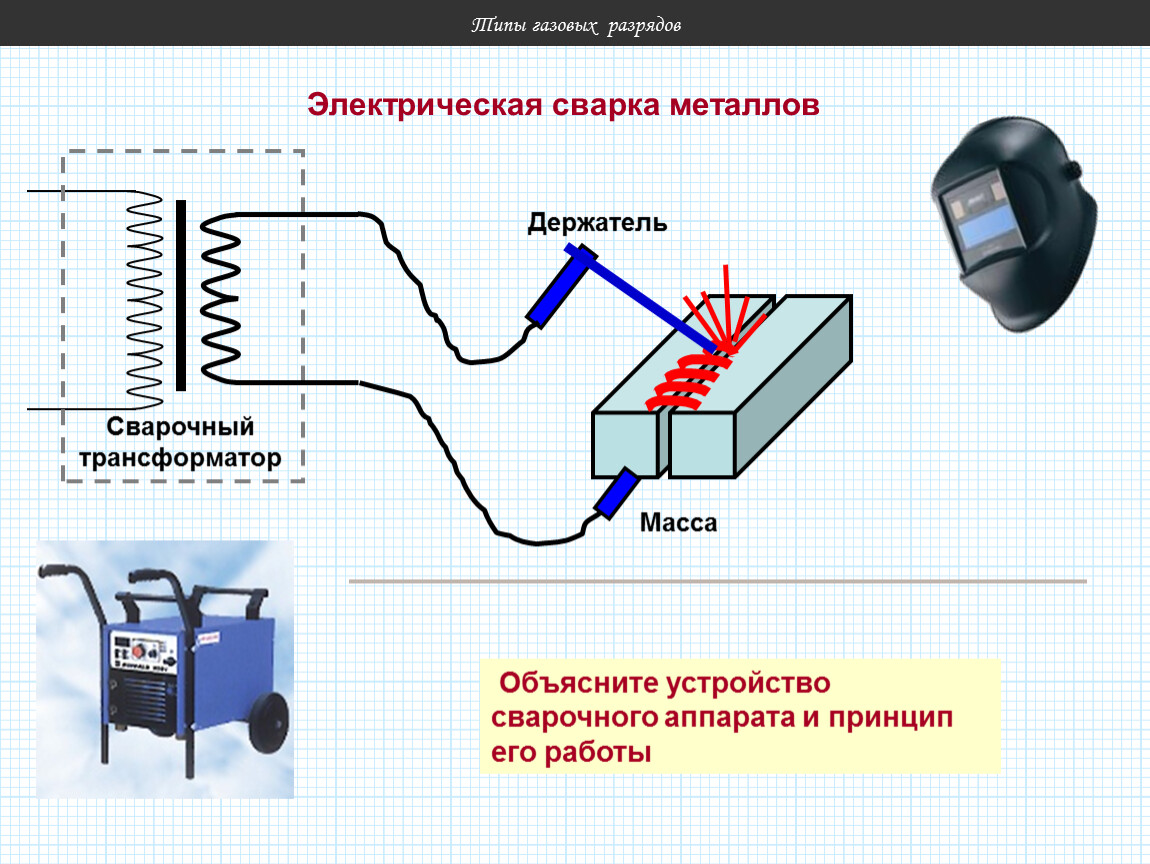
Как устроен сварочный инвертор. Из каких основных частей состоит схема инвертора. Принцип преобразования тока в инверторном сварочном аппарате. Преимущества и недостатки инверторной сварки. На что обратить внимание при выборе инвертора.
Принцип работы сварочного инвертора
Сварочный инвертор — это современное устройство для преобразования электрического тока в целях сварки. Его принцип работы основан на многократном преобразовании тока:
- Переменный ток из сети (220В) преобразуется в постоянный с помощью выпрямителя.
- Постоянный ток преобразуется в переменный высокой частоты (до 100 кГц) с помощью транзисторов.
- Высокочастотный ток подается на понижающий трансформатор малых размеров.
- На выходе трансформатора получается переменный ток низкого напряжения и большой силы.
- Этот ток выпрямляется и подается на электрод для сварки.
Такая сложная схема позволяет получить стабильный сварочный ток с возможностью точной регулировки. При этом габариты и вес инвертора значительно меньше, чем у традиционных сварочных трансформаторов.

Основные компоненты сварочного инвертора
В состав инверторного сварочного аппарата входят следующие ключевые элементы:
- Входной выпрямитель — преобразует переменный ток сети в постоянный
- Высокочастотный преобразователь на транзисторах (инвертор)
- Понижающий трансформатор малых размеров
- Выходной выпрямитель
- Система управления (микроконтроллер)
- Система охлаждения (радиаторы, вентиляторы)
Именно наличие высокочастотного преобразователя позволяет значительно уменьшить габариты трансформатора и всего устройства в целом.
Преимущества инверторной сварки
По сравнению с классическими сварочными трансформаторами, инверторные аппараты имеют ряд существенных преимуществ:
- Малые габариты и вес (в 5-10 раз меньше трансформаторных)
- Высокий КПД и экономия электроэнергии (до 30-40%)
- Точная регулировка сварочного тока
- Стабильная дуга и высокое качество сварного шва
- Возможность сварки тонких металлов
- Меньшее разбрызгивание металла
- Дополнительные функции (горячий старт, форсаж дуги и др.)
Благодаря этим преимуществам инверторные сварочные аппараты практически вытеснили трансформаторные модели в бытовом и полупрофессиональном сегменте.

На что обратить внимание при выборе сварочного инвертора
При выборе инверторного сварочного аппарата следует учитывать следующие ключевые характеристики:
- Диапазон регулировки сварочного тока — чем шире, тем универсальнее аппарат
- Максимальный сварочный ток — определяет возможности по сварке толстого металла
- Продолжительность нагрузки (ПН) — характеризует время непрерывной работы
- Диаметр используемых электродов — зависит от силы тока
- Напряжение холостого хода — влияет на стабильность дуги
- Наличие дополнительных функций (горячий старт, форсаж дуги и др.)
Также важно учитывать назначение аппарата — для бытового или профессионального использования. От этого зависит требуемая мощность и надежность устройства.
Типы сварки, доступные на инверторных аппаратах
Современные инверторные сварочные аппараты позволяют реализовать различные виды сварки:
- MMA — ручная дуговая сварка покрытыми электродами
- TIG — аргонодуговая сварка неплавящимся электродом
- MIG/MAG — полуавтоматическая сварка в среде защитных газов
Наиболее универсальными являются многофункциональные инверторы, поддерживающие несколько режимов сварки. Это позволяет использовать один аппарат для различных сварочных задач.

Обслуживание и ремонт сварочных инверторов
Несмотря на высокую надежность, инверторные сварочные аппараты требуют определенного обслуживания:
- Регулярная очистка от пыли и грязи
- Проверка и при необходимости замена сварочных кабелей
- Контроль состояния вентиляционных отверстий
- Своевременная замена изношенных деталей (электрододержатель, зажим массы)
Ремонт инверторных аппаратов лучше доверить специализированным сервисным центрам, так как он требует специальных знаний и оборудования. Наиболее частые неисправности связаны с выходом из строя силовых элементов (транзисторов, диодов) и управляющей электроники.
Перспективы развития инверторных сварочных технологий
Технологии инверторной сварки продолжают активно развиваться. Основные направления совершенствования:
- Повышение энергоэффективности
- Улучшение качества сварного шва
- Расширение функциональных возможностей
- Интеграция с цифровыми системами управления
- Применение новых материалов и компонентов
В ближайшем будущем ожидается появление «умных» сварочных аппаратов с возможностью адаптивного управления параметрами сварки и подключением к промышленному интернету вещей.
Как работает сварочный инвертор?
Схема управления и контроля. Часть 2.
Продолжаем изучение сварочного инвертора Telwin. В первой части было рассказано о силовой части схемы аппарата. Пришло время разобраться в управляющей части схемы.
Вот принципиальная схема управляющей части и драйвера (control and driver).
Кликните по картинке. Рисунок схемы откроется в новом окне. Так будет удобнее более детально изучить схему.
Схема управления и драйвер.
Мозгом устройства можно считать микросхему ШИМ-контроллера. Именно она управляет работой мощных транзисторов и, так сказать, задаёт темп работы преобразователя. В зависимости от модели аппарата могут использоваться микросхемы ШИМ-контроллера типа UC3845AD ( Tecnica 144-164) или VIPer20A (Tecnica 141-161, 150, 152, 170, 168GE). Микросхему ШИМ-контроллера легко найти на принципиальной схеме. Ну, а что в железе?
Далее на фото показана часть платы инвертора Telwin Force 165.
Схема управления выполнена в основном из поверхностно-монтируемых элементов (SMD). Как видно на фото поверхность платы покрыта слоем защитного лака и это затрудняет считывание маркировки с микросхем и некоторых элементов. Но, несмотря на это, можно предположительно определить, что микросхема в 14-ти выводном корпусе – это микросхема LM324. Неподалёку смонтирована микросхема в 8-ми выводном планарном корпусе. Это ШИМ-контроллер (UC3845AD).
Обратимся к схеме.
По схеме микросхема ШИМ-контроллера U1 управляет работой полевого N-канального MOSFET транзистора
С вывода стока (D) транзистора Q4 на первичную обмотку разделителного трансформатора T1 поступают прямоугольные импульсы частотой около 65 кГц. У трансформатора T1 имеется 2 вторичные обмотки (3-4 и 5-6), с которых снимаются сигналы для управления мощными ключевыми транзисторами Q5, Q8 (см. схему силовой части). Схема на транзисторах Q6, Q7 и «обвязка» этих транзисторов нужна для правильной работы ключевых транзисторов Q5, Q8. Транзисторы Q6, Q7 в основном помогают транзисторам Q5, Q8 закрываться. Как мы уже знаем из первой части, в качестве транзисторов Q5, Q8 используются либо IGBT-транзисторы, либо MOSFET. А это накладывает некоторые требования на процесс управления ими.
схему силовой части). Схема на транзисторах Q6, Q7 и «обвязка» этих транзисторов нужна для правильной работы ключевых транзисторов Q5, Q8. Транзисторы Q6, Q7 в основном помогают транзисторам Q5, Q8 закрываться. Как мы уже знаем из первой части, в качестве транзисторов Q5, Q8 используются либо IGBT-транзисторы, либо MOSFET. А это накладывает некоторые требования на процесс управления ими.
Стабилитроны D16, D17, D29, D30 (на 18V) защищают IGBT-транзисторы от превышения допустимого напряжения между затвором (G) и эмиттером (E).
Цепи регулировки и контроля.
На печатной плате сварочного инвертора TELWIN Force 165 можно обнаружить занятную деталь – трансформатор тока T2.
Эта деталь участвует в работе анализатора-ограничителя тока. По принципиальной схеме видно, что трансформатор тока включен в цепь первичной обмотки трансформатора T3. За счёт индукции электромагнитного поля в трансформаторе тока T2 наводится переменное напряжение. Далее это напряжение выпрямляется и ограничивается схемой на элементах D2, D4, R49, R25,R15, R9, R3, R20, R10. За счёт этой схемы контролируется сила тока в первичной обмотке трансформатора T3, а сигналы, полученные от неё, участвуют в работе «задатчика» сварочного тока и генератора импульсов на микросхеме U1.
За счёт этой схемы контролируется сила тока в первичной обмотке трансформатора T3, а сигналы, полученные от неё, участвуют в работе «задатчика» сварочного тока и генератора импульсов на микросхеме U1.
Схема контроля напряжения сети и выходного напряжения.
Для контроля напряжения в электросети, а также выходного напряжения (OUT+, OUT-) сварочного аппарата используется схема, состоящая из элементов операционного усилителя (ОУ) на микросхеме
Элементы делителя R1, R5, R14, R19, R24, R29, R36 и R38 подключены к входному сетевому выпрямителю и служат для обнаружения завышенного или заниженного напряжения в электросети.
На элементе U2C операционного усилителя LM324 выполнен суммирующий блок. Он складывает сигналы защиты по напряжению и току. Результирующий сигнал подаётся на задающий генератор импульсов – ШИМ контроллер (UC3845AD). При аварии, схема защиты и контроля подаёт сигнал на суммирующий блок. Он в свою очередь блокирует работу генератора, а, следовательно, и всей схемы.
Выходное напряжение снимается с выходов OUT+, OUT- и через элемент гальванической развязки – оптрон ISO1
(h21817B), поступает в схему контроля (U2A, U2B). Так осуществляется отслеживание параметров выходного напряжения.В случае если напряжение в электросети завышено или занижено, сработает компаратор на элементе U2A и подаст сигнал на транзистор Q1 (BC807) через делитель на резисторах R12, R11. Транзистор Q1 откроется и закоротит на корпус (общий провод) вход 10 элемента U2C. Это приведёт к блокировке работы микросхемы U1 – генератора задающих импульсов. Схема выключится.
Одновременно с этим, за счёт подачи напряжения с выхода 1 компаратора U2A засветится жёлтый светодиод D12 (Giallo – «жёлтый»), указывающий на то, что в схеме неисправность или есть проблемы с сетевым питанием. Светодиод D12 показан на силовой части схемы и подключен к CN1-1. Таким же образом сработает схема, если на выходе выпрямителя (OUT+, OUT-) параметры выйдут за рамки установленных.
О других элементах схемы.
Биполярный транзистор Q9 подаёт напряжение питания на микросхему ШИМ-контроллера U1 (UC3845AD). Этот транзистор управляется элементом операционного усилителя U2B. На вывод 6 U2B подаётся напряжение с делителя на резисторах R64, R39 (см. схему силовой части). Если напряжение с делителя поступает, то U2B подаёт сигнал на транзистор Q9, который открывается и подаёт напряжение на микросхему U1. Можно сказать, что эта схема участвует в запуске мощного инвертора, так как именно она подаёт питание на управляющий инвертором ШИМ-контроллер.
Ручная установка сварочного тока осуществляется переменным резистором R23.
Ручка резистора выводится на панель управления аппарата.
Также в цепи регулировки задействованы резисторы R73, R74, R21, R66, R68, R13 и конденсатор C14. Напряжение с цепи ручной регулировки поступает на 10 вывод элемента U2C суммирующего блока.
Как уже говорилось, сварочный инвертор имеет в своём составе множество регулирующих, контролирующих и защитных цепей. Все они нужны для штатной работы аппарата, а также защищают силовые элементы инвертора в случае аварийного режима.
Теперь, когда мы разобрались в работе сварочного инвертора пора рассказать о реальном примере ремонта сварочного инвертора TELWIN Force 165. Об этом читайте здесь.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
Принцип работы инверторного сварочного аппарата
Сварочные аппараты, обладающие громоздкой конструкцией, постепенно уходят в прошлое. Сегодня вместо огромных трансформаторных устройств, которые к тому же значительно понижали напряжение в электрической сети, можно приобрести сварочный инвертор небольших размеров для работы от генератора.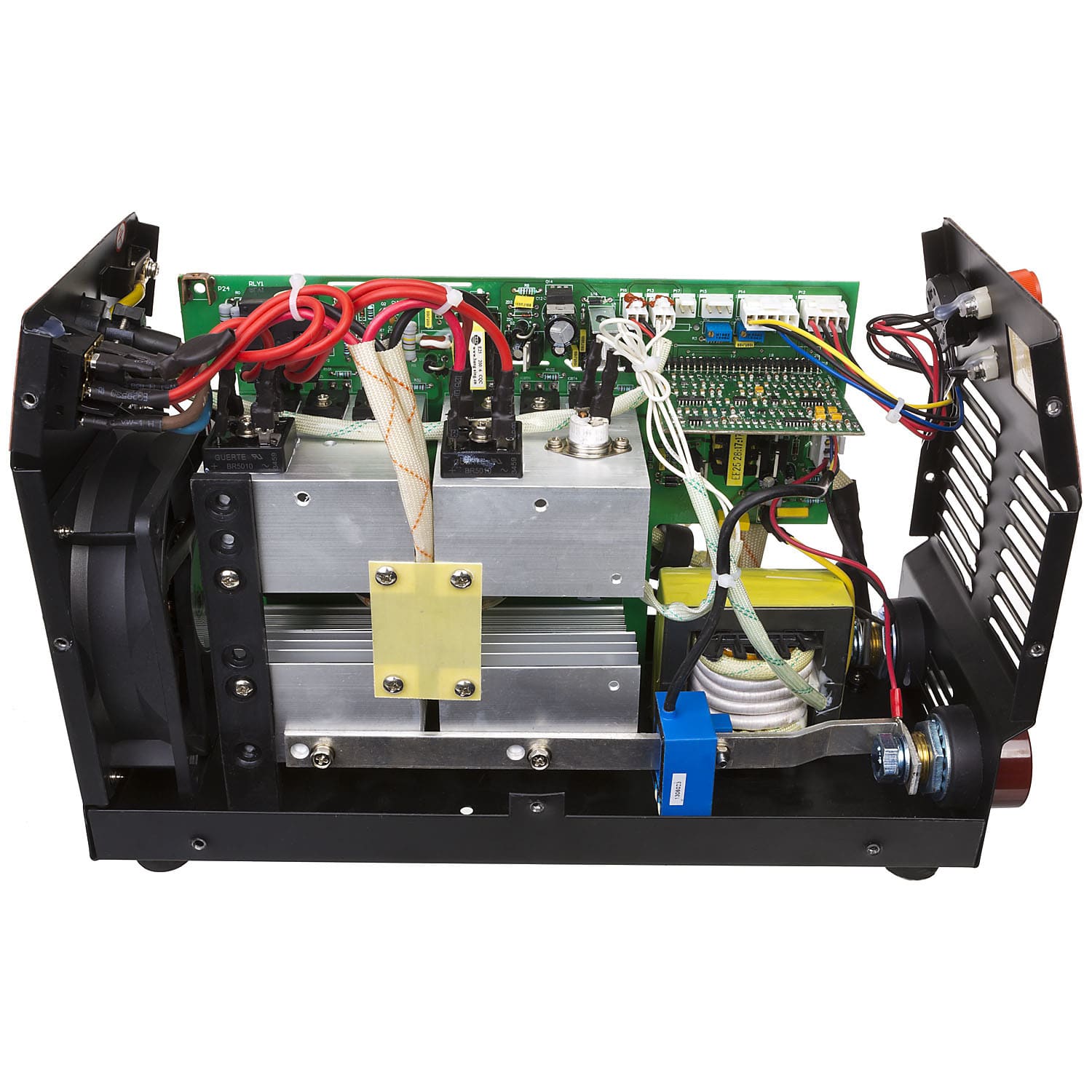 Им будет весьма удобно пользоваться там, где нет свободного доступа к обычной электросети.
Им будет весьма удобно пользоваться там, где нет свободного доступа к обычной электросети.
Использовать данное оборудование будет легко даже начинающим сварщикам. Однако для того, чтобы полностью разобраться в подобной конструкции, следует тщательно изучить принцип работы сварочного аппарата.
Основные сведения, касающиеся устройства изделия
Прежде всего необходимо учитывать, что в инверторном сварочном аппарате электрический ток преобразуется несколько иначе по сравнению с трансформаторной конструкцией. Если в последней все напряжение подается сразу на трансформатор довольно крупных размеров, то здесь ток меняется в ходе нескольких основных этапов.
В роли ключевого преобразователя все равно выступает трансформатор, однако его габариты значительно меньше – по величине он не больше сигаретной пачки.
Еще одним существенным отличием является система управления электронного типа. Благодаря ее использованию удается сделать сам сварочный процесс значительно легче, а швы получаются ровными и аккуратными. За счет этих двух ключевых характеристик инвертор получает положительные отзывы.
За счет этих двух ключевых характеристик инвертор получает положительные отзывы.
Основы функционирования инверторного аппарата для сварки
Принцип работы сварочного инвертора заключается в следующем: входное электрическое напряжение 220 В с частотой порядка 25 Гц поступает в устройство и проходит через выпрямитель, становясь из переменного постоянным. Амплитуда тока одновременно с этим сглаживается за счет установки специального фильтра.
В некоторых случаях его не устанавливают, а вместо него пользуются стандартной схемой на базе конденсаторов из электролитов. Когда электрический ток прошел через это, он подается на манипулятор полупроводникового типа, где вновь становится переменным, однако с более высокой частотой.
Каждая модель имеет собственный показатель работы этого элемента, однако он никогда не будет превышать 100 кГц. Затем напряжение вновь проходит через выпрямитель, доходя до того, чтобы можно было сваривать металлические элементы.
Затем напряжение вновь проходит через выпрямитель, доходя до того, чтобы можно было сваривать металлические элементы.
Работа сварочного инвертора базируется на преобразователях высокочастотного типа. Сварочным аппаратом, имеющим подобные устройства в своей конструкции, можно получить ток, сила которого будет достигать 160 А, причем для этого понадобится трансформатор, максимальная масса которого будет составлять всего лишь 250 г. Для сравнения: классический сварочный аппарат для кузовных работ трансформаторного типа весил бы порядка 18 кг, а это не слишком удобно, если от него будет требоваться определенная мобильность.
Основы работы ключевой электронной схемы устройства
Работа с помощью инверторного аппарата для проведения сварных работ подразумевает установку нескольких диодных мостов. С их помощью осуществляется сглаживание импульсов переменного тока, как правило, этого удается добиться благодаря использованию специальных конденсаторов электролитического типа. Напряжение, проходящее через диодный мост в процессе работы устройства, вызывает довольно сильный нагрев этого элемента, потому он располагается на специальных охлаждающих конденсаторах.
Напряжение, проходящее через диодный мост в процессе работы устройства, вызывает довольно сильный нагрев этого элемента, потому он располагается на специальных охлаждающих конденсаторах.
Инверторный сварочный аппарат имеет также специальный термопредохранитель, который включается в работу только в том случае, когда диодные мосты разогреваются до температуры минимум 90 градусов.
В непосредственной близости от выпрямительного моста устанавливаются электролитические конденсаторы, чья емкость может находиться в пределах от 140 до 800 мкФ. Еще одним немаловажным элементом является фильтр, отсекающий разного рода радиопомехи.
В большинстве случаев сварочный инвертор для работы от генератора или же от обыкновенной электрической сети предусматривает наличие двух довольно мощных транзисторов. Они позволяют сформировать переменный ток большой частоты, которая может составлять порядка нескольких десятков кГц.
Чтобы не допустить выбросов напряжения, в инверторе располагают защитные цепи, в которых находятся резисторы и сварочные конденсаторы. Подготовка сварочного аппарата к работе подразумевает подключение его к электросети и проверку наличия напряжения на выходе.
Стоит отметить, что конструкция потребляет много электрического тока, поэтому следует предварительно позаботиться, чтобы во время работы она была подключена к источнику питания, снабженного заземлением, – это необходимо для соблюдения техники безопасности.
Возможности инверторного сварочного аппарата
Главным положительным качеством является то, что сварщику не придется прилагать много усилий, чтобы переместить инвертор с одного места на другое. Однако на этом положительные характеристики аппарата не заканчиваются. При необходимости в работе с ними можно пользоваться электродами, разработанными и для постоянного, и для переменного тока.
Этот момент является очень важным, когда возникает необходимость соединить между собой чугунные, стальные заготовки и конструкции, выполненные из цветных металлов.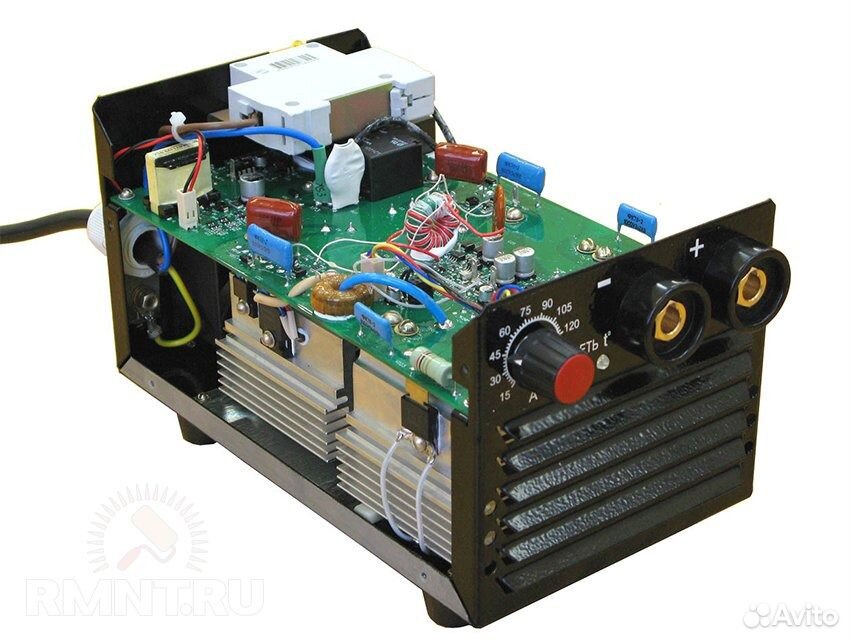 Почти все модели оснащены дополнительными опциями, которые позволяют сделать работу гораздо более удобной и простой. В частности, они помогут освоиться со сваркой человеку, который только начинает постигать ее азы.
Почти все модели оснащены дополнительными опциями, которые позволяют сделать работу гораздо более удобной и простой. В частности, они помогут освоиться со сваркой человеку, который только начинает постигать ее азы.
- Горячий старт предназначен для того, чтобы для формирования дуги получить наиболее качественные параметры.
- Антизалипание подразумевает, что в случае возникновения короткого замыкания или вследствие каких-либо иных причин свариваемый ток, подающийся на электрод, резко снижается до минимального значения, что позволяет не допустить прилипания электрода к заготовке.
- Система, дающая оптимальную силу тока и напряжение в момент, когда металл уходит от электрода, то есть происходит погашение сварочной дуги. Это позволяет не допустить возникновения слишком сильного разбрызгивания металла.
Дуга в сварочном аппарате инверторного типа зажигается гораздо лучше по сравнению с другими аналогичными устройствами во многом за счет того, что выходное напряжение почти не зависит от входного, как это наблюдается в традиционных аппаратах.
При использовании трансформаторной конструкции слишком слабый ток приведет к тому, что электрод будет постоянно прилипать. Настройка на сильный ток в этом случае способна вызвать пережиг заготовок. Работая с инвертором, подобных дефектов аппарата вы наблюдать не будете, однако сварные соединения получатся довольно прочными. В них не будет трещин, раковин, шлаковых скоплений и так далее.
Немаловажной особенностью аппарата инверторного типа является необязательность соблюдения единой длины дуги на протяжении формирования всего сварного шва. В традиционном трансформаторном оборудовании расстояние от электрода до соединения должно быть приблизительно одинаковым – около двух диаметров электрода, в противном случае это приведет к изменению силы тока, что в конечном счете станет причиной получения шва более низкого качества.
В инверторных аппаратах напряжение и сила тока всегда находятся в строго определенных рамках. Еще одним положительным качеством является то, что у инверторов ток постоянный. Длина дуги здесь играет не слишком серьезную роль, что очень важно при проведении работ, особенно если этим занимается сварщик, который только открывает для себя все премудрости сварки.
Длина дуги здесь играет не слишком серьезную роль, что очень важно при проведении работ, особенно если этим занимается сварщик, который только открывает для себя все премудрости сварки.
На сегодняшний день инверторы довольно активно используются как в промышленном производстве, так и в бытовых условиях. Их небольшие размеры и способность работы от генератора позволяют получить качественные соединения даже в довольно труднодоступных местах, где может полностью отсутствовать электроснабжение.
как выбрать оборудование и какой аппарат лучше
На чтение 21 мин. Просмотров 1k. Опубликовано Обновлено
Специалисты по поиску и найму людей всегда говорят, что нет понятия «лучший» кандидат на позицию. Правильное слово – «подходящий» кандидат. Так и с выбором инвертора. Мы говорим о принципах выбора самой подходящей модели под конкретные нужды здесь и сейчас.
Правильное слово – «подходящий» кандидат. Так и с выбором инвертора. Мы говорим о принципах выбора самой подходящей модели под конкретные нужды здесь и сейчас.
Вот уж действительно кому арбуз, а кому свиной хрящик: кто-то ищет сварной аппарат в частный автосервис, а кто-то собирается варить чугунный забор на даче. А у третьего жесткий денежный лимит на покупку – ни копейки больше. Вот по такому принципу и будем рассуждать – ищем не лучшие сварочные аппараты, а самые подходящие для вас: здесь и сейчас.
Рейтинговые хайпы и поиск истины
Делать обзоры и выставлять рейтинги – дело неблагодарное. Вас тут же заподозрят в оплаченном продвижении товаров, найдется куча скептиков или просто любителей возражать всем сразу и по любому поводу. Особенно яркими рейтинговые хайпы получаются по поводу товаров высокой конкуренции. А инверторные аппараты для сварки как раз относятся к таким: выбор сварочных инверторов на рынке предоставлен огромный – их море.
Что делать и как выбрать сварочный аппарат? Грамотные рекомендации еще никому не помешали, наводки общего характера помогут сфокусировать внимание на самых оптимальных вариантах. Выбор инверторного сварочного аппарата должен быть умным и аргументированным.
Выбор инверторного сварочного аппарата должен быть умным и аргументированным.
Но при нынешних сетевых возможностях накручивать лайки нужным товарам и раздавать негативные отклики конкурентам такие опросы вряд ли будут носить объективный характер. Что делать и кому верить?
Верить будем самим себе, а объективные «наводки» общего характера получим следующим образом:
- Возьмем рейтинги инверторных аппаратов от популярных сварочных ресурсов рунета.
- Сравним критерии их выбора, прочитаем все возможные отзывы и выведем усредненные критерии для себя.
- Сформируем «рейтинг рейтингов сварочных аппаратов» – выведем чемпионский список нескольких инверторных машин с учетом разных нужд, функций и цен.

Народная примета №1: Если какой-нибудь сварочный ресурс объявляет о самом лучшем сварочном инверторе для всех и каждого, не ходите больше в этот ресурс и закиньте его в свой черный список. И не верьте тому, что в нем написано.
Перед тем, как двигаться дальше, уточним на всякий случай, зачем нужен в принципе? Если кто забыл, то главная функция этого прибора – преобразование тока, это по своей сути источник электрического питания сварочной дуги. Питание от инвертора правильное и очень эффективное. Вспомним кое-что из физики, вы ведь хотите выбрать инвертор по уму? Так что не ленимся.
Вспоминаем физику, как работает сварочный инвертор
Алгоритм работы инвертора.Мы живем с электрической сетью, в проводах которой течет переменный ток. Он все время меняет направление – частицы с положительным зарядом двигаются то в одну, то в другую стороны. При постоянном токе направление и величина не меняются. : он превращает ток из переменного в постоянный, а затем опять в переменный, но другого качества: с меньшим напряжением и большей силой тока.
- Сетевой ток с традиционным напряжение в 220В превращается в постоянный с помощью выпрямителя, собранного по принципу диодного моста.
- Постоянный ток вновь превращается в высокочастотный переменный с помощью главной фишки инвертора – блока транзисторов.
- Все эти переходы «туда и обратно» затеваются ради одного: у нового переменного тока больше сила тока и меньше напряжение.
- Вы не поверите, но новый высокочастотный переменный ток вновь превращается с помощью выпрямителя в постоянный. Именно в таком виде он подается на сварочную дугу.

- Силу тока можно менять – она зависит от качеств самого инвертора: его мощности и некоторых других технических характеристик.
Вот мы и дошли до главного – для чего нужен инвертор, как он работает и, самое главное, чем отличаются друг от друга его разные модели: силой тока. Конечно, есть еще ряд отличий, мы с ними разберемся ниже, но главный и принципиальный критерий – параметры подаваемого сварочного тока.
Преобразованием тока занимались и раньше – с помощью тяжеленных трансформаторов и специальных выпрямителей. Трансформаторы широко используются и сейчас. Они тоже повышают силу тока за счет понижения напряжения, но у них низкий КПД, чрезвычайно высокий расход электроэнергии и неподъемные габариты. Инвертор в сварочном аппарате – принципиально новое решение, он действует совсем по-другому.
Инверторные сварочные аппараты намного легче и универсальнее, у них значительно выше КПД и по времени, и по расходуемой энергии. Увеличение частоты стандартного тока с помощью переключающихся транзисторов позволяет регулировать силу тока.
Качество сварочных швов также выигрывает. Таким образом, «электрические мелочи» привели к маленькой и изящной революции в сварочном деле буквально в начале 2000-х годов. Инверторные источники сварочного тока стали вытеснять своих громоздких предшественников на всех фронтах сварочных работ и не только. Рассмотрим выбор сварочного аппарата в виде инвертора.
Электрическая схема
Электрическая схема инвертора.При всем разнообразии инверторных аппаратов устроены и работают они по одному принципу.
Вне зависимости от модели в их состав обязательно входят части электрической схемы:
- Выпрямитель для преобразования переменного тока в постоянный.
- Транзисторный блок для генерации высокочастотных импульсов в соединении «косого моста».
- Трансформатор для повышения силы высокочастотного тока и понижения его напряжения с изолированными обмотками и защитой их выхода.
- Еще один выпрямитель с мощными диодами для преобразования высокочастотного переменного тока в постоянный.

Обязательные элементы в устройстве инвертора
Что обязательно должен содержать качественный аппарат:
- Радиаторы для отведения тепла от нагревающихся выпрямителей и транзисторов.
- Термодатчик для автоматического отключения электропитания при достижении температуры нагрева выпрямителей 90°С.
- Мощный резистор для постепенного пуска работы, который связан с электролитическими конденсаторами и электромагнитным реле.
- ШИМ – контроллер для управления работой всех элементов.
Дополнительные опции в инверторе
Прочие опции:
- Антистик – функция антизалипания электрода.
- Быстрый розжиг или форсирование сварочной дуги.
Народная примета №2: если продавец начал рассказывать, что их инвертор отличается от всех остальных новым принципом работы, разворачивайтесь и уходите от такого продавца. Можете помахать ему рукой.
Функциональная схема инвертора.Поговорим-ка о целесообразности покупки инверторного аппарата в принципе. Удовольствие не из дешевых, множество мастеров сварки до сих пор пользуются трансформаторами и выпрямителями старого образца и не жалуются на судьбу. Инвертор – дань моде или реально нужный прибор, за который не жалко выложить приличную сумму денег?
Удовольствие не из дешевых, множество мастеров сварки до сих пор пользуются трансформаторами и выпрямителями старого образца и не жалуются на судьбу. Инвертор – дань моде или реально нужный прибор, за который не жалко выложить приличную сумму денег?
Общие преимущества или что даст инвертор
Какие преимущества сварки инвертором:
- Швы получаются в итоге качественнее.
- Малый вес и компактность, это портативные сварочные аппараты, которые дают вам высокую мобильность.
- Значительная экономия электроэнергии.
- Меньше разбрызгивается металл во время сварки, тратится меньше сырья.
- Швы высокого качества могут выполнить даже новички.
- Возможность работать с разными технологиями из-за универсальности приборов.
Теперь недостатки
Недостатки использования инвертора:
- Высокая цена.
- Дорогой ремонт, особенно замена блока транзисторов.
Если вы дочитали обзор до этого места и не раздумали покупать инверторный аппарат, поздравляем и желаем успеха в дальнейшем чтении. Мы разобрались с вопросом что такое инверторная сварка. Теперь приступим к характеристикам моделей и главному вопросу – как выбрать сварочный инвертор.
Мы разобрались с вопросом что такое инверторная сварка. Теперь приступим к характеристикам моделей и главному вопросу – как выбрать сварочный инвертор.
Технические характеристики и критерии выбора лучших аппаратов
Составные части сварочного инвертора.Разберемся с техническими характеристиками аппаратов, предлагаемые их производителями – попробуем сформировать рабочий список:
- Номинальный сварочный ток или мощность инвертора. Одна из главных характеристик, всегда присутствует в паспорте прибора. Это сила тока, при которой аппарат работает ровно, стабильно, без перегрева и перегрузки. Этот показатель тесно связан со следующим – ПН.
- ПН – продолжительность нагрузки. Очень важный критерий об отношении рабочего времени ко времени, нужном на перерыв из-за перегревания. Параметр указывается в процентах. Если, например, ПН указана в 60%, то аппарату после десяти минут работы нужно остывать такие же десять минут.
- Диапазон скачков напряжения: есть инверторы, которые способны стабильно работать в условиях, когда напряжение скачет на 20 – 30%.
 Такая характеристика особенно важна для работы в сельской местности. Сварочный инвертор, работающий лишь при стабильном напряжении в 220 В, не годится в условиях нестабильной электросети.
Такая характеристика особенно важна для работы в сельской местности. Сварочный инвертор, работающий лишь при стабильном напряжении в 220 В, не годится в условиях нестабильной электросети. - Диапазон регулировки сварочного тока. Чем шире этот диапазон, тем универсальнее прибор, с помощью которого можно варить и тонкие металлические листы, и массивные литые детали. У бюджетных моделей для домашнего пользования такой диапазон очень скромный: 150 – 200А.
- Снижение напряжения холостого хода – R.D.Речь о снижении напряжения до безопасного уровня 10 – 12В в момент простоя аппарата. Нужный уровень тока мгновенно возвращается при касании электродом заготовки.
- Диаметр электродов для сварочных работ обычно находится в интервале от 1,4 мм до 6,0 мм. Этот показатель зависит от силы тока, генерируемого инвертором. Допускаемые размеры диаметра всегда указываются в технических характеристиках приборов. При покупке аппарата лучше выбирать модели хотя бы с небольшим запасом по этому критерию на всякий случай.
 «Всяким случаем» является риск прыжка напряжения в сети вниз.
«Всяким случаем» является риск прыжка напряжения в сети вниз. - Температурные условия эксплуатации. Важнейший критерий для российских регионов, особенно в холодных климатических поясах. Обычно приемлемым температурным диапазоном считаются показатели от -15°С до +40°С. Но если вы живете в регионе с холодными зимами, ищите приборы с более широкими температурными показателями. Не забывайте, что хранить инверторный аппарат нужно с учетом этих же цифр: если это склад, он должен быть отапливаемым. Заодно заметим, что сварочные аппараты в виде инверторов не любят лишней влаги из-за риска образования конденсата. Капризен не сам аппарат, капризны его электронные схемы: что есть, то есть. Температурная чувствительность считается одним из недостатков инверторов в целом.
- Вентиляция. Кроме слишком низких или слишком высоких температур и повышенной влажности не любят пыли. Здесь нужно делать разницу: если профессиональные и промышленные аппараты обязательно должны иметь в своем составе специальные туннельные системы вентиляции, то для бытовых ручников эти требования не являются такими уж критичными.
 Тем не менее любой инвертор нужно чистить от пыли дважды в год по крайней мере.
Тем не менее любой инвертор нужно чистить от пыли дважды в год по крайней мере. - Форсаж дуги – отличная дополнительная функция, полезная особенно для новичков. Это автоматическое повышение сварочного тока при приближении электрода к поверхности заготовки. В результате снижается риск залипания, повышается качество дуги, исчезают брызги расплавленного металла.
- Горячий старт – еще одна дополнительная опция для быстрого поджига дуги: это опять автоматическое повышение силы сварочного тока, но на этот раз в момент зажигания сварочной дуги. Очень повышает общую комфортность работы и, следовательно, настроение.
- Антиприлипание или антистик – третья дополнительная опция: в момент прикасания электрода к поверхности металлической заготовки сварочный ток автоматически отключается на очень короткое время. При отнимании электрода он сразу же восстанавливается.
Теперь нужно решить, какие именно сварочные аппараты инверторного типа вам нужно рассмотреть с точки зрения технологического процесса сварки и режима работы.
Таких типов всего три:
- MMA – приборы для ручной дуговой сварки;
- MIG/MAG – полуавтоматические аппараты;
- TIG – автоматы для сварки в аргоне.
Третьим пакетом будут не «голые» автоматы TIG для аргонной сварки, а универсальные инверторы, позволяющие работать по разным технологиям, в том числе TIG. Нас ведь интересует обзор и выбор самого подходящего инвертора для домашнего пользования или небольшой частной мастерской – как правильно выбрать сварочный инвертор для своих нужд. Промышленными автоматами пусть занимаются крупные производства, они разберутся без нас.
Пакет №1 инверторы для ручной дуговой сварки MMA
Сразу обращаем внимание: аббревиатура MMA – Manual Metal Arc обозначает то же самое, что РДГ – ручная дуговая сварка. Конечно, это сварочный инвертор для дома и дачи – чисто бытовой прибор. Чем отличаются домашние сварочные процессы от промышленных? Малым объемом работ, это понятно.
Конечно, это сварочный инвертор для дома и дачи – чисто бытовой прибор. Чем отличаются домашние сварочные процессы от промышленных? Малым объемом работ, это понятно.
Но что гораздо важнее – это разнообразием сварочных работ – от починки малюсенькой бронзовой ручки до сварки чугунных ворот на даче. Здесь-то и поможет инверторный сварочный аппарат для дома: с ним можно использовать самые разные электроды, для нержавейки в том числе. Чаще всего для домашних работ будет вполне достаточно приобрести MMA прибор, который сможет работать по 10 – 15 минут с последующим перерывом на 30 минут.
FUBAG IR 200 – чемпион по отзывам и упоминаниям во всех сварочных рейтингах
Немецкая модель китайского производства. Высокий максимальный ток до 200 А позволяет работать со всеми типами электродов с диаметрами не больше 5-ти миллиметров и для сварки, и для резки металлов. Отличный диапазон напряжений с нижней границей в 150 В: с ним спокойно можно ехать работать в деревню с перепадами электричества. Прекрасно подходит для новичков, так как есть все три «облегчающие» функции: форсаж дуги, горячий старт, антистик.
Прекрасно подходит для новичков, так как есть все три «облегчающие» функции: форсаж дуги, горячий старт, антистик.
Главные плюсы:
- хороший запас мощности – запас тока;
- не боится больших скачков напряжения;
- облегчающие работу опции для новичков;
Главные минусы:
- скромная длительность работы без перерыва – всего 40%.
Сварог ARC 205 J96
Совместная китайско-российская модель может расцениваться как универсальный аппарат: кроме ручной дуговой сварки MMA с его помощью можно варить в аргоне по технологии TIG. Сразу нужно оговориться, что возможности аргонной сварки этого аппарата не распространяются на работу с алюминием и его сплавами из-за отсутствия режима переменного тока TIG AC. Мощность прибора не самая большая – он выдает всего 180 А максимального сварочного тока. Зато может работать намного дольше, чем его конкуренты: продолжительность включения 60%.
Не выдерживает резких и больших скачков напряжения, диапазон рабочих значений 187 – 253 В, так что в сельскую местность с ним осторожно… Есть горячий старт и антистик, нет форсажа дуги.
Главные плюсы:
- можно варить в аргоне;
- длительность работы при серьезных нагрузках;
Главные минусы:
- не работает при больших скачках напряжения.
Ресанта САИ-220
Китайская линейка моделей с самой агрессивной рекламной политикой на сварочных ресурсах Рунета. Завоевали популярность не за счет рекламы, а за счет отличного соотношения цена / качество – относительной дешевизне в сочетании с приличным качеством. Из троих призеров нашего рейтинга ручников выдает самый высокий уровень сварочного тока – до 220 А. С ним можно варить и резать массивные металлические детали, диаметр электродов может достигать 5-ти мм. У Ресанты самый высокий коэффициент ПВ – 70%, на нем можно долго работать без перерыва на остывание.
[box type=”fact”]Не боится скачков напряжения. Есть антистик и горячий старт, форсажа дуги нет. При всех вышеизложенных ярких положительных свойствах недостаток тоже яркий: частые поломки. На них жалуются во всех форумах, хотя и встречаются отзывы типа «все отлично, никаких поломок». Эти полярные мнения как раз и говорят о нестабильности аппарата с поломками.[/box]
Эти полярные мнения как раз и говорят о нестабильности аппарата с поломками.[/box]
Такими в свое время были советские телевизоры: их качество зависело от конкретного экземпляра, а не от модели или марки производителя. Так что с поломками дела у Ресанты обстоят неважно. Если вы мастер на все руки и не боитесь технического ремонта своими руками, возможно, Ресанта вам подойдет. Хранить бережно, обращаться – тоже.
Главные плюсы:
- самый высокий сварочный ток;
- не боится скачков напряжения;
- компактность, небольшой вес – всего 5 кг;
- отличная цена.
Главные минусы:
- поломки!
- не любит пыли и влажности.
Пакет №2 полуавтоматы MIG & MAG
Стоимость полуавтоматов на порядок выше ручников, их никак не отнести к бюджетным моделям. Можно ли отнести их к профессиональным аппаратам? Безусловно. В любом случае, делая выбор сварочного инвертора, нужно хорошо знать фронт планируемых сварочных работ: для чего он вам нужен? Если вы это хорошо знаете, выбрать самый оптимальный вариант будет несложно. Поехали.
Поехали.
Aurora OVERMAN 180
Аппарат китайского бренда, выпускающего широкую линейку . Данная модель – самая популярная благодаря отличному соотношению цена – качество. Максимальная мощность не самая высокая – 175 А, но ее вполне достаточно, если работать с проволокой диаметром 1 мм.
Характерной особенностью Авроры является ее технологическая гибкость: специальной ручкой «Индуктивность» можно регулировать жесткость вольтамперной характеристики ВАХ. Таким образом инвертор прекрасно адаптируется как под сварку тонких металлов, для которой нужна мягкая ВАХ, так и под работу с тяжелыми заготовками с жесткой ВАХ.
Нюансы с протяжкой проволоки больше подойдут новичкам, чем опытным мастерам: скорость протяжки проволоки регулируется не вручную, а кнопкой лишь с двумя значениями «быстро» и «медленно». Мастера предпочитают регулировать подачу проволоки тоньше и самостоятельно вручную.
Главные плюсы:
- широкие возможности настроек сварочной дуги;
- надежность, редко ломается;
- энергетическая экономичность;
Главные минусы:
- примитивная регуляция скорости подачи проволоки.

Сварог EASY MIG 160 N219
Многие путаются со страной – производителем продукции Сварог, поэтому сначала разберёмся с этим вопросом. Сварог – это российский бренд, но производится продукция в Китае. В данном случае не нужно опасаться китайского «синдрома» – дешевых и некачественных товаров. Сварог – весьма продвинутая линейка оборудования, соответствующего мировым стандартам. Один гарантийный срок чего стоит – 5 лет! Ни один производитель не дает такой технической надежности.
[box type=”info”]Отличная опция для автосервиса или других кустарных мастерских. Максимальная мощность сварочного тока 130А еще ниже, чем у Авроры, но для непрерывных работ с тонкими металлическими листами и с проволокой самого популярного диаметра 0,8 мм этой мощности достаточно.[/box]С этим аппаратом можно использовать и флюсовую проволоку: на нем легко переключается полярность тока. Вольтамперные характеристики также гибкие, они отлично адаптируются под скачки напряжения и подстраиваются под работу с тонкими металлами, делая дугу «мягче», а если нужно – «жестче» для массивных заготовок.
Механизм подачи проволоки очень надежный, с двумя роликами для проволок разного диаметра.
Главные плюсы:
- надежность и длительный гарантийный срок;
- высокое качество шва, можно варить алюминий;
- компактность и небольшой вес
Главные минусы:
- стоимость выше, чем у аналогов.
Elitech ИС 190П
Еще один российский бренд, продукция которого выпускается в Китае. В этом случае также нужно забыть о китайский стереотипах: Elitech производится на новых современных заводах, построенных и работающих в рамках самых жестких международных стандартов. Подходит для работ с обоими типами проволоки – с обычной и флюсовой.
Максимальная мощность сварочного тока 150А в сочетании с высоким ПВ 80% дает отличную возможность поработать долго качественно при условии тонкой проволоки – диаметр должен быть меньше одного миллиметра. Чрезвычайно популярен в гаражах: экономно тратит электроэнергию, сохраняет работоспособность при серьезных скачках напряжения – до 160В, напряжение на входе 160 – 253В.
Удобен в управлении: все ручки вынесены на переднюю панель.
Единственное, на что жалуются мастера – короткий рукав – всего 2 метра. В результате при верхних работах приходится возиться со всякими подставками для самого аппарата. Довольно компактен и небольшого веса – 11,8 кг.
Главные плюсы:
- экономное потребление электроэнергии;
- удобный в управлении;
- компактен;
Главные минусы:
- при диаметре проволоки 1 мм работает непродолжительно, требуется остывание;
- короткий рукав горелки в два метра.
Пакет №3 универсальные сварочные инверторы
Торус 200с Супер
Аппарат московской марки отличается чрезвычайной устойчивостью работы в самых жёстких условиях, его можно смело назвать «гарантийным» чемпионом, он отлично держится и после окончания всех обещанных гарантий и сроков. Работает по технологиям с диаметром вплоть до 5-ти мм. Инвертор может быть сертифицирован по НАКС, что говорит о реально высоком качестве получаемых сварочных швов.
Работает по технологиям с диаметром вплоть до 5-ти мм. Инвертор может быть сертифицирован по НАКС, что говорит о реально высоком качестве получаемых сварочных швов.
Это объясняется наличием грамотной микропроцессорной схемы формирования оптимального тока. не только своими функциями, но и «всеядностью»: он подходит и новичкам, и опытным мастерам. Отличается огромным диапазоном сварочного тока: от 20-ти до 220 А. Минимальный уровень тока в 20 А дает возможность варить в аргоне самые тонкие металлические листы.
Главные плюсы:
- прост в использовании, работать с ним очень комфортно;
- высокая длительность постоянной работы;
- не боится скачков напряжения;
Главные минусы:
- доплата за сертификацию НАКС.
Сварог TECH ARC 205 B Z203
Работает в режимах MMA и TIG с очень неплохими техническими характеристиками: мощностью тока до 200 А при высокой продолжительности нагрузки ПВ в 80%. Этот аппарат снабжен отличной системой вентиляции, которая позволяет ему работать практически без перерывов на остывание при условии, правда, что ток будет ниже 160 А.
[box type=”info”]В эту модель встроен цифровой индикатор силы сварочного тока – это дает редкую возможность выстраивать величину тока до нужного уровня «на глаз». Имеются все три опции для облегчения работы: форсаж дуги, антистик, горячий старт. Если работы проводится в условиях повышенной влажности, автоматически включается режим снижения напряжения холостого хода VRD, что в разы снижает риск поражения электрическим током при сварке во влажной среде. [/box]
[/box]
Аргонная технология представлена в данном приборе не в полном объеме. Максимальная мощность в режиме TIG всего 5 кВт, нет режима TIG AC для работы с легкими сплавами. Вместе с тем доступна и, более того, великолепно производится сварка нержавейки, латуни и бронзы.
Также очень удобно работать с тугоплавкими электродами в специальном режиме TIG Lift с розжигом касанием. Аппарат также можно сертифицировать НАКС, что дает возможность работать с трубопроводами, котлами и другими ответственными несущими конструкциями.
Главные плюсы:
- длительная работа без перерыва на остывание;
- возможность настраивать ток вручную в самых разных диапазонах;
- надежность;
Главные минусы:
- нельзя варить алюминий и его сплавы.
Кедр MIG-160GDM
Технические характеристики инвертора Кедр MIG-160GDM.Самый многопрофильный или в данном обзоре: он позволяет работать и по технологии MAG/MIG, и с аргоновой горелкой с электродами с одной, правда, оговоркой – алюминий с ним варить нельзя.
Главный элемент в приборе – микропроцессорное синергическое управление с двумя кнопками: выбора режима и многофункционального регулятора. Аппарат чрезвычайно удобен для новичков и может стать их выбором номер один. Нельзя не отметить некоторые нюансы, это низкая ПВ, что лимитирует диаметр проволоки для работы: он должен быть меньше 3-х мм.
Главные плюсы:
- очень хорош для новичков;
- настоящая многофункциональность;
Главные минусы:
- не любит скачков напряжения;
- можно работать только с малыми токами.

https://www.youtube.com/watch?v=yOS_TFRTyag
Вместо заключения
Сварочный инвертор в разборе.Как вы видите, ни в одном из трех рейтинговых пакетов нет аппаратов мировых лидеров в производстве инверторов: немецких, французских и итальянских моделей. Это так, потому что критерием номер один мы выбрали распространенность и доступность хороших сварочных аппаратов в отечественных магазинах, включая далекие регионы.
Несколько слов о лидерах, это ровно три страны: Италия, Франция и Германия. Вся тройка сконцентрирована на разработке новых моделей и расширении потребительских линеек сварочных инверторов.
Самые признанные и известные фирмы, продукции которых можно доверять, следующие: итальянские бренды Selco и Helvi, французский Gysmi и немецкий Fubag. Если традиционные итальянские марки занимают нишу среднего ценового сегмента, то немецкие и французские аппараты стоят дороже и оправдывают свою немалую цену полностью: они практически не ломаются.
Высокая стоимость таких аппаратов окупается огромным ресурсом, комфортностью работы на них и простотой выбора режима сварки.
Если у вас есть желание и возможность выбирать профессиональный сварочный инвертор в данном сегменте, принципы рассуждений как выбрать сварочный инвертор для дома или мастерской, точно такие же, как излагалось выше.
Желаем удачи в приобретении самого подходящего инверторного аппарата для ваших работ. Планируйте, считайте, открывайте таблицы с техническими характеристиками, сравнивайте. Современная сварка – занятие интеллектуальное.
Сварочные трансформаторы: устройство и принцип работы
Сварочные трансформаторы представляют собой оборудование для преобразования переменного тока для оптимального уровня сварки. Для обеспечения равномерной работы аппарат снижает входное напряжение до 60-75 Вольт.
Для обеспечения равномерной работы аппарат снижает входное напряжение до 60-75 Вольт.
Оборудование применяется в быту и промышленности, способно работать в тяжелых условиях.
Устройство и принцип работы электрооборудования, какие виды бывают, конструктивные особенности рассмотрим ниже.
В чем состоит принцип устройства?
Из чего состоит трансформатор для сварки и как он устроен? Однофазное устройство имеет простую структуру, состоящую из:
- магнитного привода;
- начальной и вторичной обмоток;
- металлического корпуса;
- рукоятки;
- системы охлаждения;
- зажима для проводов;
- крышки корпуса;
- ходовой гайки;
- вертикального винта с ленточной резьбой.
Коэффициент преобразования определяет количество витков в обмотках. Проходящий переменный ток через сердечник из ферримагнитного сплава с замкнутым контуром, создает внутренне напряжение в каждом витке обмотки, оптимизируя выходное напряжение.
Начальная обмотка соединена с центральной сетью, вторичная – с массой и держателем электродов, который и осуществляет сварку. Контур теряет сопротивление, а связь электромагнитов повышается. Баланс переменного тока осуществляется с помощью регулятора.
Конструктивная особенность каждого вида сварочного трансформатора зависит от параметров:
- формы и типа сердечника, обмоток;
- типа и мощности преобразования тока;
- характеристик охлаждения обмоток;
- параметров изоляции;
- места установки оборудования;
- необходимых требований к массе и сопротивляемости обмоток.
Некоторые модели сварочных трансформаторов оснащены определенными узлами. Дополнительные элементы: конденсаторы, дополнительные обмотки, вентиляция, стабилизаторы, совершенствуют работу аппаратов.
Смотрите познавательно-обучающее видео про устройство сварочного трансформатора:
Какие виды сварочных трансформаторов существуют?
В зависимости от конструкции электрического устройства и метода его регулирования классифицируют на три основные группы.
- Аппараты амплитудного регулирования с номинальным магнитным рассеиванием. Конструкция состоит из корпуса трансформатора с дроссельным механизмом регулирования выходного напряжения, дополнительной катушки. Дроссель находится на магнитопроводе. В этих моделях обмотки медные или алюминиевые.
- Трансформаторы амплитудного регулирования с повышенным магнитным рассеиванием. Отличительные особенности данного вида заключаются в конструкции шунтов и обмоток. При небольшом весе оборудования рабочие характеристики заключаются в повышенном коэффициенте мощности.
- Тиристорные приборы. Оснащены фазорегулятором, расположенным на цепи, которая соединена с тиристорами и системой управления.
По количеству фаз сварочное оборудование бывает однофазным и трехфазным.
Первые модели работают при входящем напряжении 220 Вольт. Такие аппараты используют в основном в домашних условиях.
Трехфазные приборы работают от сети с напряжением 380 Вольт, их применяют в промышленности. Увеличенная сила тока позволяет сваривать металлические изделия большей толщины.
Существуют аппараты, способные работать от сети напряжением 220 Вольт и 380 Вольт повсеместно.
В этом видео рассказывается, в чём разница между трёхфазным и однофазным сварочным:
Как работает сварочный трансформатор?
Основная задача устройства – преобразовать высокое входящее напряжение в низкое, оптимальное для работы. Это свойство дает возможность увеличить силу тока в обмотке, и как следствие происходит плавление металла.
Трансформаторная сварка производится поэтапно:
- ток попадает на первичную обмотку высоковольтного напряжения, затем возникает магнитное поле переменного характера;
- магнитный поток попадает в сердечник, который передает его на вторую обмотку, минимизируя индукционные потери;
- магнитная индукция создает электродвижущую силу, вращая электроны металла, возникает постоянный электрический ток;
- из-за большего количество витков во вторичной намотке, напряжение падает, а сила тока повышается;
- во время замыкания металла с электродом создается равномерная электрическая дуга, которая переносит частички металла на свариваемые детали.
Во время работы сварочный агрегат находится под постоянной нагрузкой. Но его преимущество заключается в возможности работы в режиме холостого хода.
В процессе сваривания деталей под напряжением происходит замыкание между заготовкой и электродом, образуется сварочный шов. Металлические изделия соединяются, благодаря электричеству.
После образования шва цепь размыкается. Оборудование переходит в режим ожидания (холостой ход).
Электродвижущие силы замыкаются в воздушных зазорах между витками. Именно они создают напряжение холостого хода. Такая работа аппарата считается безопасной. Показатели холостого хода достигают 48-70 Вольт. Они не должны превышать допустимые нормы.
В таких случаях применяют ограничители, которые автоматически срабатывают по окончанию процесса сварки. Для безопасной работы оборудование должно быть оснащено заземлением.
Важно! Проводить работы с электрооборудованием нужно в защищенном от влаги месте. Попадание воды на технику может вывести ее из строя.
На этом видео показан принцип работы трансформатора:
По какому принципу рассчитать сварочный трансформатор?
Сварочные аппараты бывают разной мощности. Их выбор будет зависеть от того, для какого вида сварки они используются. Основной расчет производится, исходя из количества витков в намотке и диапазона выдаваемого тока.
По назначению электроприборы делятся на:
- бытовые трансформаторы – для сварки металлических изделий, толщиной не более 6мм, применяются для бытовых нужд в доме, гараже;
- профессиональные аппараты – применяются в промышленных сферах, обеспечивая бесперебойную работу нескольких точек;
- полупрофессиональные приборы – сваривают изделия до 8 мм толщиной, используются как в быту, так и в промышленности.
Отличия трансформаторов от инверторов
Отличие в про&
как сделать самодельный индукционный инвертор и простые схемы для его сборки или ремонта
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент.
Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения.
Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В. Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
- Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ.
Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена.
На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности. Немаловажным элементом всего устройства является достаточно хорошее охлаждение.
Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь рассчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.
- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
- Подключение 15 В к ШИМ.
- Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
- При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
Источник: https://220v.guru/elementy-elektriki/svarka/svarochnyy-invertor-svoimi-rukami-shemy-i-poryadok-sborki.html
Сварочный инвертор своими руками: расчет параметров и подбор материалов
Изготовление сварочного инвертора в домашних условиях – очень увлекательное дело, особенно для любителей самоделок. При этом можно и не иметь глубочайших электротехнических знаний, просто делать все строго в определенном порядке. К тому же, не будет лишним понять принцип работы такого устройства.
Основной смысл в том, чтобы собирать все самому – это приличная экономия средств, если основные показатели аппарата будут приблизительно такими же, как у тех, что предлагает торговая сеть.
Да и внешне самодельный сварочный инвертор, может не отличаться от заводского. Работу можно будет проводить, применяя электроды 3-5 миллиметров в диаметре при дуге до 10 миллиметров.
Основные данные
Собственноручно собранный по простой схеме сварочный инвертор сможет иметь данные вполне приличного устройства:
- напряжение на входе 220 вольт;
- на входе ток 32 ампера;
- на выходе ток 250 ампера.
Обычно используют напряжение 220 вольт, но можно сделать аппарат и для напряжения 380 вольт. Трехфазные аппараты имеют несколько выше показатели.
Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.
Первичную обмотку надо изолировать стеклотканью и намотать экран из провода 0,3 мм. Он должен покрыть всю ширину каркаса, а направление витков – совпадать с предыдущей обмоткой.
Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.
Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.
Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.
Монтаж силового блока
Этот блок представляет собой трансформатор, что снижает U и увеличивает ток. Для его изготовления нужна пара сердечников Ш 20х208. Для изоляции их друг от друга модно использовать бумагу.
Намотка выполняется полоской из меди, ширина которой 40 миллиметров, а толщина – 0,25 миллиметров. Для прокладки витков можно использовать бумагу хорошего качества, а вторичную обмотку формируют, перекладывая фторопластовую полосу.
Монтировать понижающий трансформатор, используя толстый провод, не надо потому, что ток, имея высокую частоту, проходит по поверхности проводника и тот не нагревается внутри.
Нагрев деталей аппарата нужно уменьшать принудительным охлаждением. Для этой цели подойдет вентилятор из системного блока компьютера.
Сборка инверторного блока
Чтобы сделать сварочный инвертор своими руками необходимо перейти к следующему этапу – монтажу инверторного блока. Так, как этот узел преобразовывает ток из постоянного в переменный, нужны мощные транзисторы, которые будут то открываться, то закрываться, создавая высокую частоту.
- В инструкцию для изготовления простого инвертора можно включить схему инверторного блока.
- Есть смысл этот блок монтировать с применением нескольких транзисторов, чтобы частота была более стабильной и при выполнении сварки аппарат меньше гудел.
Корпус
Пошаговая сборка инвертора своими руками предусматривает подбор надежного корпуса для такого изделия. Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.
Различные виды самодельных сварочных инверторов имеют общую черту – это управление работой аппарата. На передней панели устанавливают выключатель, ручку регулировки сварочного тока, контакты для проводки, контрольные лампы.
Таким образом, чтобы обзавестись таким нужным в домашней мастерской аппаратом, не обязательно покупать готовый инвертор. Можно изучить необходимую теорию, приобрести детали и самому собрать сварку, которая будет надежно работать.
Источник: https://tytmaster.ru/svarochnyj-invertor-svoimi-rukami/
Сварочный инвертор своими руками: схема самодельной инверторной сварки и как сделать аппарат?
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки
Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная. Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра.
- Первая вторичная. 15 кругов проводом ПЭВ в диаметре 1 миллиметр.
- Вторая вторичная. 15 кругов ПЭВ в диаметре 0,2 миллиметра.
- Третья вторичная. 20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи. Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами. Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться. Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный сварочный инвертор не весь процесс.
Полуавтоматическая сварка проволокой с инверторным источником сварочного тока: технология
Источники сварочного тока инверторного типа в настоящее время очень распространены в плане их применения в различных областях, где необходимо выполнять сварочные работы. Такое распространение обусловлено тем, что данный вид сварочного оборудования прост в использовании (сварщику достаточно обладать базовыми знаниями о сварке как одном из способов металлообработки, а также об основах используемых сварочных технологий). Кроме того, источники сварочного тока инверторного типа являются сравнительно небольшими по своим габаритам, а выполняемые с их помощью сварные швы отличаются высоким качеством.
Полуавтоматическая сварка с использованием инвертора
Источник сварочного тока инверторного типа представляет собой высокотехнологичное устройство, которое с помощью используемых в его устройстве полупроводников превращает ток, получаемый от электрической сети, в сварочный ток.
Для того чтобы с помощью инверторного источника сварочного тока реализовывать технологические способы сварки полуавтоматом с использованием проволоки, потребуется дополнительное оборудование:
- подающий механизм для подачи сварочной проволоки в зону выполнения соединения;
- подающие шланги (рукава) для направления в сварочную зону защитного газа и сварочного тока;
- баллон с защитным газом и редуктор для понижения давления к нему;
- сварочная горелка.
В некоторых случаях используются смесители для защитных газов, а также устройства для их подогрева.
Процесс сварки
Сущность процесса сварки с использованием инверторного источника сварочного тока с применением сварочной проволоки заключается в подаче проволоки в сварочную зону за счет подающего механизма и сварочную горелку с задействованием подающих шлангов. Проволока подается непосредственно в сварочную зону. В момент направления проволоки в сварочную зону между краями свариваемых деталей и проволокой горит электрическая дуга, которая путем нагрева плавит кромки этих деталей и самой проволоки, что позволяет говорить об образовании сварочной ванны и последующего формирования сварочного шва.
Защита шва от попадания кислорода в таком случае осуществляется посредством подачи в сварочную зону специального защитного газа через сопло газовой горелки.
Другим видом сварочного процесса с использованием сварочной проволоки и инвертора является сварка с применением порошковой самозащитной проволоки. В данном случае формирование газового защитного облака в сварочной зоне не нужно, в результате чего сам сварочный процесс ведется без громоздкого сварочного оборудования.
Схема сварки с использованием порошковой проволокиТакой способ удобен в тех случаях, когда речь идет о сварке в труднодоступных местах, когда необходимо выполнить работы в большом объеме, куда нет возможности доставлять весь большой комплект оборудования.
Особенности технологии
В настоящее время инверторное оборудование представляет собой достаточно сложный, с технологической точки зрения, комплекс приборов, в котором в одном компактном корпусе находится большое количество компонентов для преобразования электрического тока в сварочный. Каждый такой компонент подключен в единую электрическую сеть инверторного источника тока посредством использования интегральных схем, что существенным образом упрощает весь процесс его настройки.
Несмотря на кажущуюся простоту использования данного вида оборудования для реализации сварочных процессов с использованием проволоки, необходимо выполнить следующие действия:
- перед первым включением изучить инструкцию по эксплуатации оборудования с целью получения представления о возможностях его использования;
- перед каждым включением в электрическую сеть проводить визуальную проверку целостности аппарата, а также проверку на наличие механических и иных повреждений сварочных шлангов и подающего оборудования для проволоки;
- до того как инверторный источник тока будет подключен в электрическую сеть, необходимо установить бухту с проволокой в аппарат и зарядить подающие ролики, освободив плоскогубцами конец проволоки на катушке и установив его между прижимными роликами подающего механизма;
- подключить аппарат к электрической сети в соответствии с тем напряжением, которое предусмотрено функционалом аппарата (220 В для бытовых аппаратов, 380 В в случае, если речь идет о промышленном использовании), нажать на корпусе кнопку питания и убедиться, что все индикационные панели загорелись правильно и показывают исправное состояние аппарата;
- на сварочной горелке нажать кнопку подающего механизма до тех пор, пока из ее сопла не выйдет свободный конец проволоки, длину которой следует отрезать с помощью плоскогубцев. Если проволока заедает в подающем шланге, то последний необходимо распрямить по всей длине. В случае проскальзывания проволоки между подающими роликами необходимо их отрегулировать в соответствии с указаниями в инструкции по эксплуатации;
- следующим этапом становится подключение газового оборудования (если сварка происходит с использованием защитного газа). Баллон не должен иметь дефектов видимого типа (например, царапин, сколов), а на самом баллоне обязательно должны присутствовать отметки о дате и сроке изготовления, а также о дате его последней проверки. Вентиль баллона должен обеспечивать полностью герметичное хранение газа, так как, в противном случае, очень велик риск прямого попадания кислорода в сварочную зону из-за его присутствия в газовом баллоне;
- к штуцеру баллона подключается редуктор, использование которого должно обеспечивать возможность регулировки давления защитного газа. В случае если по технологии защитный газ должен быть подогрет, необходимо использовать редуктор, который имеет специальное подогревающее устройство. Подающий шланг плотно надевается на штуцеры редуктора и сварочного инвертора с последующей фиксацией посредством использования специальных хомутов соответствующего диаметра;
- после полного подключения всего сварочного оборудования в единую сеть происходит регулировка оборудования путем подбора наиболее оптимальных режимов сварки: давление газа должно быть таким, чтобы газ не выдувало из сварочной зоны, но при этом не происходило разбрызгивание расплавленного металла из сварочной ванны, а режимы тока должны находиться во взаимодействии со скоростью подачи сварочной проволоки вне зависимости от того, идет ли речь о простой модели, где оба показателя регулируются одновременно, либо о сложной модели с раздельной регулировкой указанных параметров;
- после того как режимы сварки подобраны, необходимо провести их проверку. Данное действие осуществляется на аналогичных по качеству (толщина металла, тип металла, его состояние) деталях с использованием той проволоки, которая будет использована и в процессе сварки основных деталей;
- весь сварочный процесс должен осуществляться в хорошо освещенном помещении, где есть возможность защитить сварочную зону от сквозняков (с целью избежать риск выдувания газа из сварочной зоны). Однако само помещение должно быть хорошо проветриваемым;
- свариваемые детали необходимо закрепить на сварочном столе или относительно друг друга таким образом, чтобы при выполнении работ не возникло повреждений металла вокруг образуемого шва;
- первые швы делаются «прихваточным способом», то есть сначала делаются короткие провары с целью более надежного закрепления деталей между собой, после чего формируется основной шов;
- интервалы между прихватками и длину их самих сварщик выбирает в каждом конкретном случае в зависимости от того, какого размера детали приходится сваривать, а также какова толщина металла;
- направление движения газовой горелки с подаваемой проволокой сварщик также выбирает самостоятельно с учетом физико-химических свойств металла, однако, соблюдая правило минимального задействования окружающего сварочную зону металла, то есть с минимальными колебательными движениями горелки.
Требования к инверторному источнику тока для полуавтоматической сварки
Основные требования, предъявляемые к инверторному источнику сварочного тока, связаны с ключевыми законами физики ввиду того, что сама по себе сварка – это сложный, с точки зрения физики и химии, процесс:
- аппарат должен поддерживать стабильное горение сварочной дуги, что может быть осуществлено только в случае наличия у аппарата крутопадающей вольт-амперной характеристики;
- напряжение дуги должно находиться в диапазоне от 18 до 28 вольт вне зависимости от силы сварочного тока;
- аппарат должен обеспечивать автоматическую регулировку сварочного тока с помощью находящейся внутри него электроники на всем протяжении сварочного процесса;
- система поджига и стабилизации дуги является также одной из обязательных к наличию в современных инверторных аппаратах;
- у самого аппарата в числе стандартных настроек должен быть режим защиты от длительного короткого замыкания;
- для стабильной работы инверторного источника сварочного тока в нем должны быть устройства, которые позволят защитить силовые части аппарата от перегрева;
- корпус инвертора изготавливается таким образом, чтобы у аппарата и находящейся внутри него «начинки» был достаточный уровень защиты от влаги и пыли.
Сварочный аппарат-инвертор — что лучше? Фирмы, характеристики, цены
Метод, при котором металлические части различных видов изделий соединяются швом, известен уже более 100 лет. Сварочные аппараты развивались достаточно быстро, но принцип их работы остался неизменным. Подключение при их использовании осуществляется с помощью электродов и источника переменного тока. Новейший вариант такого оборудования — сварочный аппарат-инвертор. Какой инструмент такого типа лучше купить? Об этом мы поговорим позже в статье.
Что такое прибор-инвертор
От старых сварочных трансформаторов и выпрямителей такое оборудование отличается прежде всего улучшенной схемой питания. Процесс зажигания электрической дуги в инверторах реализуется легче, чем в старых моделях. Благодаря этому данные устройства отличаются максимально стабильной работой.
Как это работает
Простота использования — это то, чем раньше был сварочный аппарат-инвертор. Что лучше агрегата подходит в том или ином случае — об этом поговорим чуть позже.Прежде всего, давайте посмотрим, как работает такое оборудование.
Принцип работы сварочных инверторов довольно простой. Подаваемое на устройство напряжение предварительно выпрямляется. Затем он преобразуется обратно в переменную с одновременным увеличением частоты. Следующим шагом будет снижение этого параметра. Затем снова выпрямляется высокочастотное напряжение. Такое технологическое решение позволило сделать сварочный аппарат-инвертор максимально компактным и пригодным для домашнего использования.
Разновидности
Аппараты-инверторы классифицируются в основном на основании различий в характеристиках рабочего тока. Сегодня в продаже находятся:
-
бытовой техники;
-
профессиональный;
-
промышленный.
Бытовые инверторы имеют небольшие размеры и не слишком высокую стоимость, но для длительной нагрузки не предназначены. Поэтому их используют в основном только дома или в гараже. Индекс сварочного тока варьируется в пределах 120-200 А.Оптимальным вариантом бытовой техники многие считают тот, который рассчитан на 160 А.
Профессиональные модели способны пропускать ток от 200 до 300 А. Такие инверторы обычно используют работники малых и средних предприятий страны. соответствующая специализация. Этот вид оборудования можно использовать, в том числе, для длительных нагрузок. С помощью такого устройства можно, например, сварить коммуникационные трубы или произвести монтажные работы. В промышленных приборах показатель тока колеблется в пределах 250-500 А.Такие агрегаты могут быть не только однофазными, но и трехфазными.
На что обращать внимание при покупке
Что нужно учитывать при выборе сварочного аппарата-инвертора? Когда лучше всего покупать агрегат? Ответ на этот вопрос может зависеть от таких факторов, как:
Для правильного выбора разновидности аппарата необходимо прежде всего определиться с задачами, которые в дальнейшем будут решаться с его помощью. Обычные бытовые инверторы рассчитаны не более чем на 10-30 минут сварки.После этого нужно устроить перерыв. Если такой производительности недостаточно, стоит, конечно, приобрести более мощный профессиональный сварочный аппарат-инвертор. Цена на такие модели, конечно, выше, чем на бытовые. Однако в то же время с их помощью можно выполнять гораздо более сложные сварочные операции.
Помимо прочего, при выборе инвертора стоит учитывать и стабильность работы сети в доме. Чем хуже качество напряжения, тем больше требуется сварочный ток.Владельцам домов, построенных в тех районах, где ЛЭП не дает стабильного напряжения 220 В, стоит задуматься о приобретении устройства, вырабатывающего ток не менее 200 А.
Обычно бытовые модели сварочных аппаратов-инверторов используется для работы с металлом толщиной не более 4 мм. В этом случае используются электроды диаметром около 2,5 мм. Если вы хотите работать с более толстым материалом, вам следует покупать профессиональный инвертор вместо бытового.На таких моделях можно использовать электроды большего диаметра.
Лучшие марки
Марка производителя — это, конечно же, на что следует обращать внимание, выбирая сварочный аппарат-инвертор. Какой вариант оборудования на этой основе лучше всего в том или ином случае — вопрос относительно непростой. Практически все марки инверторов, доступные на данный момент, очень хорошего качества. И хороших отзывов заслуживает как импортная, так и отечественная техника этого типа.Но, конечно, на современном рынке есть автомобили, в том числе очень популярные. К ним относятся, например, модели иностранного производства Fubag, а также отечественные инверторы «Сварог» и «Ресанта».
Аппараты Fubag: характеристики и отзывы
Профессиональный аппарат этого производителя может использоваться для выполнения сварочных работ любой сложности. Самая популярная модель компании Fubag — IR 200. Этот инвертор отличается большим током (200 А) и широким диапазоном рабочих напряжений (от 150 В).Помимо прочего, он имеет такие функции, как антиадгезия, горячий старт и дожиг дуги.
Простота в использовании — это то, что в первую очередь заслужило хорошие отзывы об этом сварочном аппарате-инверторе. Работать по соединению металлических деталей с его применением может даже новичок. Некоторых претензий со стороны потребителей эта модель заслуживает только на невысокий
What Is An Inverter Welder?
Инверторные сварочные аппараты, Что такое инверторный сварочный аппарат? Для чего вы используете инверторный сварочный аппарат?
Инверторный сварочный аппарат — это относительно новый и инновационный тип сварочного аппарата, который имеет множество преимуществ по сравнению с обычными сварочными аппаратами, к которым большинство из нас привыкло. Инверторные сварочные аппараты используют сложную кремниевую технологию по сравнению с тяжелыми медно-алюминиевыми трансформаторами и выпрямителями, используемыми в традиционных сварочных аппаратах.
Нельзя отрицать, что, когда впервые появились инверторные сварочные аппараты, они создали немало проблем, связанных с прорезыванием зубов, как и любая новая технология. Однако с тех пор инверторная технология стала надежной, рентабельной и имеющей свои достоинства.
Основным преимуществом инверторного сварочного аппарата является его небольшой размер, компактность и портативность, и его можно носить с собой как легкий портфель.В инверторах используются трансформаторы гораздо меньшего размера, поэтому они более гладкие, компактные, легкие и портативные. Это разительно отличается от обычного сварочного аппарата, который, как известно, громоздок и не может поместиться в узких пространствах.
Кроме того, они потребляют меньше энергии и могут работать от обычного бытового тока. Низкое энергопотребление означает, что инверторный сварочный аппарат можно подключить к любой обычной розетке на 110 В с бытовым током, а не с током высокого напряжения.
Это разительно отличается от обычного сварочного аппарата, который, как известно, громоздок и не может поместиться в узких пространствах.Инверторный сварочный аппарат можно подключить к любой обычной настенной розетке на 110 В, имеющей бытовой ток, а не ток высокого напряжения, что устраняет необходимость в использовании промышленного генератора.
Более низкое энергопотребление означает экономию общих затрат на электроэнергию. Кроме того, инверторный сварочный аппарат лучше воспринимает нечистую энергию от генераторов, чем обычные сварочные аппараты, и это может привести к более быстрым работам и меньшему количеству плохих сварных швов.
Поскольку выходная мощность инверторов регулируется электронным способом, у вас есть широкий диапазон регулировки мощности от нуля до 100%, позволяющий точно настроить их в соответствии с вашими конкретными потребностями.Например, в случае сварочных аппаратов MIG иногда установка 2 может означать недостаточную мощность, а установка 3 может быть чрезмерной. Именно здесь помогает инверторный сварщик.
Конечно, это не означает, что инверторный сварочный аппарат является совершенным и идеальным устройством для всех типов сварочных работ. Тот факт, что инверторный сварочный аппарат может работать с током более низкого напряжения, связан с высокотехнологичными электронными компонентами. Аргумент о том, что инверторные сварочные аппараты относительно хрупкие и, следовательно, подвержены более частым поломкам, обоснован, и их использование также приведет к более высокой стоимости на ампер.
Обычный сварочный аппарат, с другой стороны, имеет гораздо более простую и прочную конструкцию и будет намного надежнее в долгосрочной перспективе. Можно сказать, не опасаясь противоречий, что традиционные сварочные аппараты будут более дешевым долгосрочным вложением. Если размер, внешний вид и вес не имеют большого значения, обычный сварочный аппарат, вероятно, будет правильным выбором.
Но, честно говоря, если вы можете позволить себе заплатить немного больше за такие функции, как портативность и использование обычного бытового тока, и готовы приложить все усилия для обслуживания устройства, покупка инверторного сварочного аппарата будет правильным решением.Инверторные сварочные аппараты не решают всех сварочных проблем, но, безусловно, являются важной вехой в развитии сварочных технологий.
Узнайте больше об инверторных сварочных аппаратах и общей сварке на нашем сварочном форуме.
Инверторный сварочный аппарат iBELL M200-77 Цена в Индии
С помощью инверторного сварочного аппарата iBELL M200-77 можно легко соединить различные материалы, чтобы создать нечто впечатляющее. Этот инструмент для улучшения дома отличается многофункциональной передней панелью, технологией инвертора IGBT и легким корпусом для легкого и удобного использования.
Многофункциональная передняя панель
С помощью многофункциональной передней панели вы можете легко получить доступ к различным функциям и функциям, таким как уровни нагрева и первичной мощности. Кроме того, регулирующие ручки позволяют легко управлять им, а цифровой дисплей позволяет без труда видеть показания.
Технология инвертора IGBT
Эта функция идеально подходит для дуговой сварки различного тяжелого оборудования. Он эффективно переключает ток в соответствии с вашими потребностями и позволяет выполнять различные задачи.
Разъем зажима заземления
Для повышения эффективности он имеет соединитель зажима заземления и соединитель электрода. Кроме того, удобная ручка позволяет удобно носить его с собой.
Мощная машина
Выходной ток 200 А постоянного тока обеспечивает легкую заливку электродов. Таким образом, вы можете сваривать короткие дуги, просто касаясь свариваемого материала. В результате он идеально подходит для обработки железа, металлических листов, технического обслуживания автомобилей, а также для крупномасштабного машиностроения.Эта машина также оснащена оборудованием для компенсации напряжения питания, поэтому, когда напряжение колеблется в пределах ± 15% от номинального напряжения, она по-прежнему работает эффективно.
Энергоэффективность
Эта машина оснащена автоматической компенсацией колебаний напряжения, защитой от перегрузки по току и защитой от перегрузки для безопасной работы. Кроме того, это энергоэффективная машина.
Безопасно в использовании
Этот сварочный аппарат имеет встроенный вентилятор для регулирования температуры, когда она выходит за пределы частоты 194 ампер.Таким образом, он предотвращает случайные происшествия.
Маленький и легкий
Это небольшая и легкая машина, которая идеально подходит для использования внутри и вне помещений. Вы можете использовать его для сварки нержавеющей стали, мягкой стали и различных других материалов.
Сварочные инверторы в Индии
Фильтр по фильтру По
Связанный поиск Связанный поиск
Субзи Манди, Дели
Сварочные инверторы
Тавадипура, Ахмедабад
0 Сварочные инверторы
Ахмед
Сварочные инверторы
Ahmed
Chembur, Мумбаи
-Nfg If Inverters, Сварочный инвертор
Сварочные инверторы
Bhandup (W), Mumbai-Products Экспорт машин для стыковой сварки, аппаратов для дуговой сварки, аппаратов точечной сварки и сварки Рек… подробнее ..Сварочные инверторы
Ashok Nagar, VijaywadaСварочные инверторы
Ranigunj, HyderabadСварочные инверторы
Jarimari, Mumbai-Mfg Of Welding Machine And Inverter
, RajkotСварочные инверторы
Badarpur, DelhiСварочные инверторы
Bapu Nagar, Ahmedabad-Mfg. Тип стержня и тип регулятора Сварочный аппарат, Аппарат точечной сварки и сварочный выпрямитель, Argon Ma… подробнее ..Сварочные инверторы
GIDC Estate, Vadodara-Mfrs: плазменная резка, сварочный комплект Tig & Mig Co2, выпрямители Invertec, Tharister Control, Transf … подробнее ..Сварочные инверторы
Goregaon ( E), Мумбаи — Наш широкий ассортимент продукции — дуговая, стыковая, точечная, шовная, проекционная, сварка TIG, Mic-Mac и инверторная сварка … подробнее ..Сварочные инверторы
Raipur-Все виды устройств промышленной безопасности; И сварочные принадлежности; Оборудование для газовой, дуговой и дуговой сварки… подробнее ..Сварочные инверторы
Hsidc, FaridabadСварочные инверторы
AurangabadСварочные инверторы
Station Road, AurangabadСварочные инверторы
Tavadipura 900i, Ахмедабад, Тавадипура,
, Ахмедабад
-Tig, Mig / Mag, плазменный, сварочный инверторный аппарат, Trader And Mfg
Сварочные инверторы
Джорджтаун, ЧеннаиСварочные инверторы
Vatva, Ахмедабад-Tech Pro-Inverter Welding Machine.Станок плазменной резки, Mig Machine.
Сварочные инверторы
Noida-And Power Systems, специалист по системам переменного тока, стабилизатора напряжения, однофазного, трехфазного трансформатора, инвертора, … подробнее ..Сварочные инверторы
Tavadipura, AhmedabadСварочные инверторы
Balanagar, Hyderabad-Производители Поставщики и обслуживание Сварочные инверторы, тиристорные, выпрямители, Tig Set, Mig, Mag, Deal … подробнее .