Какие бывают виды флюсов для пайки. Каковы основные свойства флюсов. Как правильно выбрать и применять флюс при пайке электронных компонентов. Какие меры безопасности нужно соблюдать при работе с флюсами.
Что такое флюс и зачем он нужен при пайке
Флюс — это специальное вещество, которое применяется при пайке для очистки и подготовки поверхностей соединяемых деталей. Основные функции флюса:
- Удаление оксидных пленок с поверхности металлов
- Защита очищенных поверхностей от повторного окисления во время пайки
- Улучшение растекания припоя и его адгезии к паяемым поверхностям
- Снижение поверхностного натяжения расплавленного припоя
Без применения флюса невозможно получить качественное паяное соединение, так как оксидные пленки препятствуют смачиванию поверхностей припоем. Флюс обеспечивает надежный металлический контакт между соединяемыми деталями.
Основные виды флюсов для пайки
В зависимости от химического состава и свойств выделяют следующие основные виды флюсов:

Канифольные флюсы
Изготавливаются на основе натуральной или синтетической канифоли. Обладают слабой активностью, практически не вызывают коррозии. Применяются при пайке электронных компонентов и печатных плат.
Кислотные флюсы
Содержат активные кислоты (соляную, ортофосфорную). Обладают высокой активностью, эффективно удаляют оксиды. Применяются для пайки меди, латуни, нержавеющей стали. Требуют тщательной отмывки после пайки.
Безотмывочные флюсы
Не требуют удаления остатков после пайки. Содержат активаторы, разлагающиеся при нагреве. Применяются в электронике для автоматизированной пайки.
Водосмываемые флюсы
Остатки легко удаляются водой после пайки. Содержат водорастворимые активаторы. Используются в производстве электроники.
Как правильно выбрать флюс для пайки
При выборе флюса для пайки следует учитывать следующие факторы:
- Материал паяемых поверхностей
- Тип припоя
- Метод пайки (ручная, автоматическая)
- Требования к отмывке
- Допустимая коррозионная активность
Для пайки электронных компонентов рекомендуется использовать слабоактивные безотмывочные или канифольные флюсы. При пайке металлов можно применять более активные кислотные флюсы.

Особенности применения флюсов при пайке
При работе с флюсами необходимо соблюдать следующие правила:
- Наносить флюс тонким равномерным слоем только на места пайки
- Не допускать избыточного количества флюса
- Соблюдать температурный режим активации флюса
- При необходимости удалять остатки флюса после пайки
- Хранить флюсы в герметичной таре вдали от источников тепла
Правильное применение флюса обеспечивает высокое качество паяных соединений и надежность электронных устройств.
Меры безопасности при работе с флюсами
- Работать в хорошо проветриваемом помещении
- Использовать средства индивидуальной защиты (перчатки, очки, респиратор)
- Не допускать попадания флюса на кожу и в глаза
- Не вдыхать пары флюса
- Тщательно мыть руки после работы
При соблюдении правил техники безопасности работа с флюсами не представляет опасности для здоровья.
Современные тенденции в разработке флюсов
Основные направления совершенствования флюсов для пайки:

- Разработка экологически безопасных составов без токсичных компонентов
- Создание универсальных флюсов для различных материалов
- Улучшение смачивающей способности и активности при низких температурах
- Повышение стабильности свойств при длительном хранении
- Разработка флюсов для бессвинцовых технологий пайки
Современные флюсы позволяют получать надежные паяные соединения при минимальном воздействии на окружающую среду и здоровье человека.
Выбор флюса для конкретных задач пайки
Рассмотрим рекомендации по выбору флюса для наиболее распространенных задач пайки:
Пайка печатных плат
Для пайки печатных плат рекомендуется использовать безотмывочные или водосмываемые флюсы с низкой коррозионной активностью. Они обеспечивают хорошее качество соединений и не требуют сложной отмывки.
Пайка медных проводов
При пайке медных проводов можно применять канифольные или кислотные флюсы. Канифольные флюсы более безопасны, но менее активны. Кислотные флюсы эффективнее очищают окисленные поверхности.
Пайка алюминия
Для пайки алюминия требуются специальные высокоактивные флюсы, способные разрушить стойкую оксидную пленку. Обычно применяются флюсы на основе хлоридов и фторидов металлов.

Пайка нержавеющей стали
При пайке нержавеющей стали рекомендуется использовать кислотные флюсы на основе ортофосфорной кислоты. Они эффективно удаляют оксидную пленку и обеспечивают хорошее смачивание припоем.
Методы нанесения флюса при пайке
Существуют различные способы нанесения флюса на паяемые поверхности:
- Кисточкой или тампоном — для ручной пайки
- Погружением деталей в жидкий флюс
- Распылением аэрозольного флюса
- С помощью дозатора — для точечного нанесения
- Валиком — для нанесения на большие поверхности
- Трафаретной печатью — для нанесения паяльной пасты
Выбор метода нанесения зависит от типа флюса, конфигурации паяемых деталей и технологии пайки. Важно обеспечить равномерное нанесение флюса без излишков.
Контроль качества паяных соединений
Правильный выбор и применение флюса во многом определяет качество паяных соединений. Основные критерии оценки качества пайки:
- Хорошее смачивание и растекание припоя
- Отсутствие пор и пустот в паяном шве
- Гладкая блестящая поверхность галтели припоя
- Отсутствие остатков флюса и загрязнений
- Требуемая прочность соединения
Для контроля качества применяются визуальный осмотр, рентгеновская инспекция, испытания на прочность и другие методы. При обнаружении дефектов необходимо скорректировать режимы пайки или заменить флюс.

|
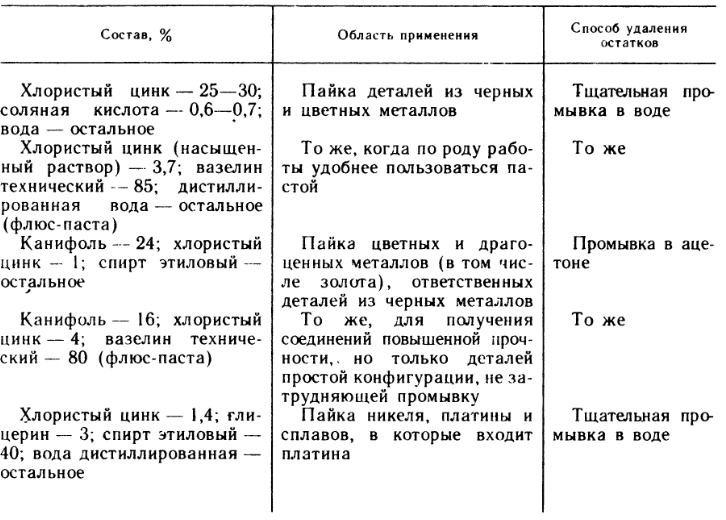
Типы флюсов Категория: Пайка Типы флюсов Существующая классификация флюсов основана на свойствах их твердых остатков. Имеются три основные группы: коррозионные, промежуточного типа и некоррозионные флюсы. В каждом конкретном случае из всех подходящих флюсов следует выбирать менее коррозионный. Коррозионные флюсы состоят из неорганических кислот и солей и применяются в случаях, когда необходимо высокоактивное действие флюса. Они могут применяться в виде растворов, паст или в виде сухих солей. Эти флюсы не обугливаются и не горят и поэтому одинаково эффективны при нагреве газовой горелкой, открытым пламенем, в печах, методом сопротивления или при индукционном нагреве. Флюсы этой группы стойки при различных температурах и в этом отношении являются более гибкими, чем другие флюсы-Поэтому при пайке припоями с высокой температурой плавления почти всегда следует применять коррозионные флюсы. Коррозионные флюсы способны разрушать самые прочные окисные пленки при пайке черных и цветных сплавов. Промышленность выпускает флюсы в виде разбавленных и концентрированных растворов, а также в виде пасты или заполнителя для трубчатых припоев. Коррозионные флюсы имеют один недостаток. Их остатки химически активны, и если после пайки эти остатки не удалять, они могут вызвать коррозию паяного соединения. Близлежащие поверхности также могут быть подвержены химическому воздействию брызг и паров флюса. Поэтому коррозионные флюсы не применяются при пайке замкнутых емкостей, например термостатов или сильфонов, а также при пайке электрического оборудования. Если применяются водные растворы солей, то при нагреве вода быстро испаряется и с основным металлом взаимодействует только расплавленная соль, которая образует восстановительную среду, защищающую металл от контакта с воздухом. Состав коррозионных флюсов Хлористый цинк. Главной составной частью большинства коррозионных флюсов является хлористый цинк. Хлористый аммоний. В качестве флюса может применяться вод-ньщ раствор хлористого аммония. При испарении воды хлористый аммоний возгоняется в виде белого дыма. Флюсующее действие этой соли слабее, чем хлористого цинка, так как из-за отсутствия защитного действия расплавленной соли основной металл может снова окислиться прежде чем будет достигнута температура пайки. Хлористое олово. Хлористое олово образуется путем растворения олова в соляной кислоте. Промышленностью выпускается безводное и гидратированное хлористое олово. Оно является высокоэффективным флюсом и применяется в виде пасты, пудры или в плавленом виде. Хлористое олово также эффективно в смеси с хлоридами цинка и аммония. Хлористый калий или натрий. В качестве флюса хлористый на- I трий, взятый в отдельности, неэффективен. Он применяется в смеси с хлористым цинком для снижения его температуры плавления. Другие хлориды и фториды. Хлориды и фториды лития и алюминия редко применяются в отдельности, но они эффективны как флюсы в смеси с другими компонентами. Соляная кислота. В чистом виде соляная кислота в качестве флюса применяется редко. Когда соляная кислота наносится на оцинкованное железо, то цинковое покрытие растворяется в кислоте с образованием хлористого цинка, который и действует в качестве флюса. Соляная кислота используется для активизации флюсов, содержащих хлористый цинк. Смеси неорганических солей и соляной кислоты являются основой флюсов для пайки нержавеющих сталей. Фтористоводородная кислота. Фтористоводородная кислота очень активна. Ее добавляют к флюсам на основе хлористого цинка для растворения кремниевых включений на поверхности чугуна. Ортофосфорная кислота. Ортофосфорная кислота является эф; фективным флюсом для стали, меди и латуни. Она дает стекловидный остаток, который служит защитным покрытием. Разбавленный раствор особенно эффективен для высокопрочной марганцовой бронзы. Флюсы промежуточного типа Эти флюсы слабее, чем флюсы на основе неорганических солей. Они состоят из слабых органических кислот и оснований и некоторых их производных, например гидрогалоидов. Эти флюсы активны при температурах пайки, но период их активности непродолжителен ввиду их быстрого разложения при нагреве. Склонность флюсов промежуточного типа испаряться, обугливаться и сгорать не позволяет использовать их при нагреве газовой горелкой и открытым пламенем. Однако они удобны при пайке малых участков быстрым нагревом, так как остатки этих флюсов относительно инертны и. легко смываются водой. Флюсы промежуточного типа особенно выгодны в тех случаях, когда можно ограничиться минимальным количеством флюса и когда подводимого количества тепла достаточно для разложения или испарения коррозионных составляющих. Осторожность необходима также при пайке кабелей, чтобы избежать попадания коррозионных составляющих флюса между проволоками. Некоррозионные флюсы Канифоль. Самым некоррозионным флюсом является чистая светлая канифоль, разведенная в соответствующем органическом растворителе. Канифолевые флюсы обладают важными физическими и химическими свойствами, которые делают их особенно пригодными для применения в электропромышленности. Содержащаяся в канифоли активная составляющая, абиетиновая кислота, при температуре пайки становится умеренно активной. Как флюс канифоль оказывает, главным образом, защитное действие. Она легко плавится при 127° и сохраняет свое действие до 315°. Остатки канифолевых флюсов прочны, негигроскопичны, неэлектро-проводны и не вызывают коррозии. Стабилизированные и активированные канифолевые флюсы. Вследствие слабого флюсующего действия канифоли разработана специальная группа более активных канифолевых флюсов, но без изменения некоррозионной природы флюсовых остатков. Так называемые стабилизированные канифолевые флюсы основаны на добавлении присадок, которые оказывают каталитическое действие, освобождая потенциальную энергию ангидридной структуры канифоли. С другой стороны, активированные канифолевые флюсы получаются при введении в канифоль небольших количеств сложных органических соединений с повышенной активностью. В патентной литературе, в качестве добавок для активированных канифолевых флюсов, применяемых в жидком виде или в виде заполнителей для трубчатых припоев, приводятся такие вещества, как гидрогалоид гидразина, гидрохлориды глутамина и дигуанида, бензойная кислота, янтарная кислота, цетилпиридиновый бромид и анилиновые соединения. Применение активированных канифолевых флюсов в качестве некоррозионных основывается на теории, что при нагреве активизирующие вещества разлагаются и что остатки флюсов являются неэлектропроводными и некоррозионными. Повышение производительности требует более активных некоррозионных флюсов, но во всех случаях, где коррозионная стойкость имеет первостепенное значение, вопрос о безвредности флюсовых остатков по-прежнему остается предметом обсуждения. Пастообразные флюсы Иногда удобно иметь флюс в виде пасты. Флюсы-пасты легко наносятся перед пайкой на место соединений и, кроме того, не стекают с поверхности и не распространяются на другие части изделия, где флюс был бы вреден. Пасту можно изготовлять на воде, вазелине, жире или ланолине вместе с глицерином или другими гигроскопическими веществами. Если пасты содержат неорганические соли, например хлористый цинк или хлористый аммоний, то-оНи относятся к коррозионным флюсам. Пасты припоя с флюсом Припой в виде пасты с флюсом представляет собой устойчивую смесь тонко размолотого металлического припоя с неорганическими или органическими химикатами, действующими как флюс и как промежуточное связующее вещество. Эти пастообразные припои не являются просто механической смесью флюса и металла. Компоненты смеси предотвращают высыхание пасты и оседание тяжелых металлических частиц. На стабильность паст определяющее влияние оказывают размеры и форма частиц металлической составляющей. Пастообразные припои особенно удобны для предварительного нанесения при нагреве в печи и радиацией, при индукционном нагреве и нагреве методом сопротивления. Реактивные флюсы Реактивные флюсы представляют собой особую группу коррозионных флюсов, разработанных для пайки алюминия. Их действие основано на разложении флюса с образованием на поверхности алюминия металлической пленки.
Реклама:Читать далее:Выбор флюса
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Хлористый цинк можно легко получить путем растворения избыточного количества металлического цинка в концентрированной соляной кислоте. Он также выпускается в готовом виде, что более удобно для применения. Хлористый цинк имеет температуру плавления значительно выше, чем температура солидуса большинства оловянносвинцовых припоев. Поэтому, если применять только один хлористый цинк, то в паяное соединение могут попасть нерасплавленные частицы Хлористого цинка. Эти включения вызовут коррозию и ослабление паяного соединения. Поэтому для снижения температуры плавле-ния флюса хлористый цинк смешивают с другими неорганическими хлоридами.
Хлористый цинк можно легко получить путем растворения избыточного количества металлического цинка в концентрированной соляной кислоте. Он также выпускается в готовом виде, что более удобно для применения. Хлористый цинк имеет температуру плавления значительно выше, чем температура солидуса большинства оловянносвинцовых припоев. Поэтому, если применять только один хлористый цинк, то в паяное соединение могут попасть нерасплавленные частицы Хлористого цинка. Эти включения вызовут коррозию и ослабление паяного соединения. Поэтому для снижения температуры плавле-ния флюса хлористый цинк смешивают с другими неорганическими хлоридами. Смесь одной части хлористого аммония с тремя частями хлористого цинка образует флюс эвтектического состава с температурой плавления 177 °С. Эта смесь обладает хорошими восстановительными свойствами хлористого аммония и высоким защитным действием хлористого цинка и поэтому является более эффективным флюсом, чем каждый из компонентов в отдельности. Обычно применяется смесь из 1 части хлористого аммония и 9 частей хлористого цинка, при этом можно не опасаться включений флюса в паяных соединениях.
Смесь одной части хлористого аммония с тремя частями хлористого цинка образует флюс эвтектического состава с температурой плавления 177 °С. Эта смесь обладает хорошими восстановительными свойствами хлористого аммония и высоким защитным действием хлористого цинка и поэтому является более эффективным флюсом, чем каждый из компонентов в отдельности. Обычно применяется смесь из 1 части хлористого аммония и 9 частей хлористого цинка, при этом можно не опасаться включений флюса в паяных соединениях.

 В случаях, где нераз-ложившийся флюс может распространиться на изоляционные покрытия, или при пайке закрытых систем, где коррозионные пары могут осаждаться на ответственных деталях узла, необходимо принимать особые меры предосторожности.
В случаях, где нераз-ложившийся флюс может распространиться на изоляционные покрытия, или при пайке закрытых систем, где коррозионные пары могут осаждаться на ответственных деталях узла, необходимо принимать особые меры предосторожности. Эти свойства компенсируют слабое флюсующее действие канифоли. Она широко применяется в виде набивки трубчатых припоев.
Эти свойства компенсируют слабое флюсующее действие канифоли. Она широко применяется в виде набивки трубчатых припоев. Эти добавки рекомендуется вводить в количестве от 0,2 до 5%.
Эти добавки рекомендуется вводить в количестве от 0,2 до 5%. Для универсального применения разработаны флюсы-пасты, содержащие смолы, растворенные в бутиловом спирте и пластификаторы, например четвертичные аммониевые соли, трехфтористый бор и алюминиевый стеарат, добавляемые для повышения активности флюса. Разработаны также промышленные некоррозионные канифолевые пастообразные флюсы для электротехнических работ.
Для универсального применения разработаны флюсы-пасты, содержащие смолы, растворенные в бутиловом спирте и пластификаторы, например четвертичные аммониевые соли, трехфтористый бор и алюминиевый стеарат, добавляемые для повышения активности флюса. Разработаны также промышленные некоррозионные канифолевые пастообразные флюсы для электротехнических работ. Разработаны методы автоматического нанесения пастообразных припоев, в том числе погружением, кисточкой или роликом и др. Промышленность выпускает коррозионные и некоррозионные пастообразные припои. При этом содержание олова в оловянносвинцовых припоях лежит в пределах 25—60%.
Разработаны методы автоматического нанесения пастообразных припоев, в том числе погружением, кисточкой или роликом и др. Промышленность выпускает коррозионные и некоррозионные пастообразные припои. При этом содержание олова в оловянносвинцовых припоях лежит в пределах 25—60%.Виды флюсов для пайки серебра и латуни:бескислотный,безотмывочный
Радиолюбители, да и те, кто связан с паяльными работами, знают, что флюс является основным компонентом, который обеспечивает качество работы соединения припоям и в настоящее время существует достаточного количество видов флюсов для пайки. Вместе с этим, некоторые флюсы используются только в бытовых условиях, а некоторые подходят только для производственных целей. Попробуем разобраться, какие марки флюсов для пайки используются в радиотехнике и электронной промышленности.
Вместе с этим, некоторые флюсы используются только в бытовых условиях, а некоторые подходят только для производственных целей. Попробуем разобраться, какие марки флюсов для пайки используются в радиотехнике и электронной промышленности.
Главное предназначение флюса, это удаление остатков образования оксидных плёнок, а также жировых отложений. Кроме этого бескислотный флюс для пайки сохраняет конструкции спаиваемой поверхности для предотвращения окисления. Помните, что отсутствие флюса не обеспечит качественное соединение припоя соединяемых деталей, или это приведёт к обратному эффекту.
Бескислотный флюс для пайки
Что нужно знать при работе с флюсом
Общие правила применения препаратов при проведении паяльных работ.
- Температура рабочего плавления вещества всегда должна быть ниже, чем аналогичная температура плавления, предусмотренная для припоя.
- В процессе пайки препарат обязательно должен иметь тягучесть и свойства растекания по всей поверхности обрабатываемой поверхности.

- Безотмывочный паяльный флюс имеет способность полностью растворять окислы деталей поверхности основы металла, применяемого для спайки.
Безотмывочный паяльный флюс
- Любой применяемый препарат в конечном итоге не должен иметь новообразований в виде химического элемента или нового вещества.
- Флюс должен плавно и в равных частях растекаться по поверхности металла, а также препятствовать его окислению в технологическом этапе пайки.
- Флюс обладает способностью медленно испаряться, давать припою равномерно обеспечивать соединение, а также медленно разлагаться, что в свою очередь не образует коррозию, в местах проведения технологического шва припоя.
Варианты флюсов для проведения паяльных работ
Сегодня промышленность выпускает достаточный объем материалов для проведения паяльных работ, где безотмывочные флюсы для пайки составляют основную группы препаратов, используемый для самостоятельной пайки или в производственных целях. Ниже приведена вспомогательная информационная таблица марок и групп флюсов, используемые в отечественных масштабах проведения паяльных работ.
| Виды | Описание |
| Канифоль на основе соснового материала | Классика «жанра» проведения паяльных работ. Присутствует низкий уровень тока утечки вещества и низкую степень для коррозионной рабочей активности |
| Кислота категории « Ортофосфорная» | Допускается применение как препарат взаимодействия для меди, нержавейки, чёрного металла, есть опыт применения в молекулярной области обращения в биологии. Образует специальную защитную тонкую плёнку, не даёт появлению коррозии. |
| Кислота паяльная | Предназначена для низколегированной стали, углеродистой стали, никеля, а также некоторых сплавов. Флюс для пайки латуни образует своеобразную защитную плёнку, устраняет эффект коррозии. |
| Паяльная универсальная кислота | Универсальная активная субстанция с требуемой температурой испарения +295С…+350С. Рекомендуется использовать совместно с 5% раствором на основе кальцинированной соды – в качестве отмывки. |
| Кислота серии ПЭТ | Для проведения пайки на основе углеродистых сталей, а также для медных материалов и производных никеля. Допускается применять для легкоплавких припоев с максимальной температурой плавления от 150 С до +320 С. В препарат включены хлориды цинка, а также производные аммония, соляная кислота, вода деионизованного вида. |
| Жир активный\нейтральный | Внедряется для соединения сильно окислённых деталей радиотехнического значения. В компонентную часть входит вазелиновая основа. |
| Спирт Изопропанол | Используется для промывки радиодеталей, используемые в медицинских и биологических аппаратах, например для высокоточного технологического узла с микросхемами для проведений операций на сердце. |
| Компонент типа «Бура» | Доступный флюс для пайки серебра, допускается взаимодействие для углеродистых сталей и некоторых групп цветных металлов. |
| Глицерин ТАГС | Используется для радиомонтажа, требуется обработка спиртом или прочими компонентами защиты. |
| Тип ЗИЛ-2 | Подходит в качестве традиционной пайки, а также для припоев, где имеются содержание висмута. |
| Категория ЗИЛ ПЭТ-2 | Материалы латуни, компоненты меди и образующих сплавов |
| Марка ЛТИ 120(есть группа ПЭТ) | Для радиомонтажа, а также для пайки на основе материала цинка. |
| Серия СКФ или аналог ФКСп | На основе естественной природной канифоли с добавлением процентного соотношения спиртового раствора. |
| Вид ФКЭТ (группа СКФ) | Для обработки частей медных контактов |
| Класс ТАГС ПЭТ | Подходит для материалов углеродистой стали, вещества на основе меди, плавление допустимо до +320 С. Отмывка бензином. |
| Марка серии Ф-38 ПЭТ | Полностью активный и 100%- эффективный флюс, который может заменить многие препараты, используемые при соединении металлических изделий. |
| Группа ФИМ (есть группа ПЭТ) | Подойдёт для пайки медных и бронзовых изделий. В составе есть фосфорная кислота. В составе есть фосфорная кислота. |
| Подкатегория ФКДТ (есть группа ФКТПЭТ) | Отлично подходит для проведения механизированных процессов пайки и лужения в промышленных масштабах небольших серий обработки печатных микросхем. |
| ФТС (есть группа ПЭТ) | Слабая коррозионная активность. |
| Тиноль | Используется совместно с горячим воздухом для SMD-компонентов |
| Алюминиевый состав | Безотмывочный вариант для соединения алюминиевых деталей. |
| Флюс-гель, серия ТТ | Используется для радиомонтажных плат, имеет пассивный вариант коррозийности. |
| ФТС | Водосмываемый вариант, отсутсвует канифоль |
| Паста паяльная, серия СТ-61А,В,С | Температура плавления до +200 С. |
| Готовый вариант флюса-аппликатора серии BON-PEN | В форме конструктивной ручки |
| Безотмывочный флюс типа «крем» FMKANC32-00 | Имеется шприц, картридж, поршень и игла. |
| Interflux | Большая серия флюсов, которые выпускается в миниатюрном варианте, тубах, небольших баночках, а также в канистрах. |
Дополнительные сведения о флюсах
Чтобы проверить качество флюса, достаточно проделать несложные операции. Нанесите небольшой объем флюса на обрабатываемую поверхность. Прогреем материал до требуемой температуры. Если вещество растекается, а затем испаряется, значит, флюс имеет положительные характеристики. Если на месте образования есть шарики, или флюс скатывается, значит материал нельзя использовать в качестве компонентной составляющей для соединения с любым видом припоя.
«Важно!
В любом случае, следите за сроками годности материала на упаковочной таре.»
Для проведения операций и прочих задач с паяльными категориями флюсами и аналоговыми пастами и прочими препаратами, обязательно нужно выполнять все требования безопасности, в частности – проветривать помещение в принудительном порядке, использовать достаточные средства для качественной и эффективной защиты тела (глаза и руки). По окончании работ с флюсами, необходимо тщательно вымыть руки с мылом и убрать место работы.
По окончании работ с флюсами, необходимо тщательно вымыть руки с мылом и убрать место работы.
Как выбрать флюс?
Практическое руководство по флюсу для припоя
3 августа 2022 г.
Процесс производства сборки, включая флюс для припоя, оказывает большое влияние на качество конечного продукта. Надежная сборка для поверхностного монтажа обеспечивает высокую надежность в течение всего срока службы изделия, а процесс пайки и тип используемого флюса являются ключевыми факторами успеха сборки с технологией поверхностного монтажа (SMT). Давайте рассмотрим, как использовать флюс во время пайки и как решить, какого партнера по технологиям и контрактному производству (CM) выбрать.
Пайка является основным методом, используемым в производстве электроники для электрического присоединения компонентов к печатной плате (PCB). Пайка включает расплавление металлического проводящего материала через замаскированные металлические площадки. Это формирует электрические соединения между печатной платой и компонентами, называемые паяными соединениями.
Это формирует электрические соединения между печатной платой и компонентами, называемые паяными соединениями.
Контрольная точка
Методы пайки флюсом требуют жесткого контроля процесса, чтобы гарантировать, что они работают должным образом, не ставя под угрозу целостность паяного соединения.
Для процесса пайки требуется специальный тип агента, называемый флюсом. Физические свойства флюса припоя могут значительно различаться от типа к типу. Флюс удаляет оксиды, образующиеся при контакте металла с воздухом; оксиды препятствуют образованию хороших паяных соединений между двумя окисленными металлами.
Что такое флюс для припоя?
Пайка, процесс крепления электронных компонентов к печатной плате (PCB), является фундаментальным этапом в производстве электроники. Для получения прочного и надежного соединения требуется специальный химический агент, называемый припоем. Но что такое флюс для припоя и какую роль он играет?
Проще говоря, флюс для припоя является мощным чистящим средством, удаляющим загрязнения и окисление с поверхности печатной платы и металлических контактов компонентов перед пайкой. Это необходимо для получения надлежащего паяного соединения и предотвращения коррозии между двумя металлами.
Это необходимо для получения надлежащего паяного соединения и предотвращения коррозии между двумя металлами.
Без надлежащей очистки флюса припой не будет должным образом прилипать к компонентам или печатной плате, что приведет к слабым и ненадежным соединениям. Но выбор правильного типа флюса и метода нанесения не менее важен для обеспечения качественного и долговечного соединения.
Что делает флюс для припоя?
Флюс имеет решающее значение для формирования паяного соединения. В процессе пайки могут присутствовать металлические примеси как от припоя, так и от изготовления печатной платы. Флюс используется для удаления этих примесей с поверхности пайки печатной платы, а также для удаления любых оксидов с открытых металлических поверхностей.
После очистки флюс представляет собой чистую поверхность для надежного паяного соединения. После того, как флюс очистит поверхности, он подготавливает чистую зону для прочного паяного соединения. Однако после завершения процесса пайки оставшиеся остатки необходимо очистить на последнем этапе. Конкретный метод очистки будет зависеть от типа используемого флюса.
Конкретный метод очистки будет зависеть от типа используемого флюса.
Флюс представляет собой смесь активирующего химического вещества и основного материала. Это активатор, удаляющий оксиды с металла и способствующий лучшему смачиванию припоя. В зависимости от конечного применения системы, различные типы флюсов могут обеспечить более успешный производственный результат.
Методы нанесения флюса
Флюс часто наносят одним из этих трех способов. Каждая категория имеет различные химические свойства в зависимости от требований к пайке компонентов и плат.
- Пайка волной припоя: В состав флюса для пайки волной припоя входит множество растворителей. Флюс распыляется на печатную плату перед волной припоя. Флюс очищает компоненты и удаляет окисление. В зависимости от предшествующих этапов производства, печатной плате может потребоваться предварительная очистка.
- Оплавление припоя: Паяльная паста, нанесенная на печатную плату, предназначена только для металлических контактных площадок, предназначенных для соединения с компонентами.
 Паста удерживает детали на месте в течение короткого промежутка времени, пока тепло в печи не заставит паяльную пасту оплавиться и слипнуться между печатной платой и выводами компонентов. Оплавление припоя очищает металлические поверхности, а липкий флюс предотвращает дальнейшее окисление. Этот тип флюса-пасты содержит добавки для улучшения текучести припоя при его плавлении.
Паста удерживает детали на месте в течение короткого промежутка времени, пока тепло в печи не заставит паяльную пасту оплавиться и слипнуться между печатной платой и выводами компонентов. Оплавление припоя очищает металлические поверхности, а липкий флюс предотвращает дальнейшее окисление. Этот тип флюса-пасты содержит добавки для улучшения текучести припоя при его плавлении. - Селективный припой: В этом случае флюс наносится на определенные участки печатной платы посредством распыления или точной капельной струйной обработки.
Очистка различных типов флюсов
Флюсы могут иметь коррозионные свойства; если остатки остаются, это может повлиять на производительность доски спустя месяцы или годы. Не забудьте очистить печатные платы от флюса припоя.
Существует три основных типа флюса, которые имеют разные производственные процессы и требования к очистке:
- На основе канифоли: Этот флюс очищается от готовой печатной платы специальными химическими растворителями, в состав которых часто входят фторуглероды.
 В большинстве стран существуют ограничения на использование этого типа флюса и утилизацию побочных химических продуктов. Таким образом, этот старый тип потока часто отвергается в пользу любого из более благоприятных вариантов.
В большинстве стран существуют ограничения на использование этого типа флюса и утилизацию побочных химических продуктов. Таким образом, этот старый тип потока часто отвергается в пользу любого из более благоприятных вариантов. - Водорастворимый: Существует несколько экологически безопасных чистящих средств, которые можно использовать для водорастворимых флюсов. Эти варианты включают деионизированную воду и простые моющие средства.
- Не требующие очистки: Не требующие очистки флюсы практически не требуют очистки после нанесения. Вместо этого очистка предназначена скорее для улучшения внешнего вида, чем для предотвращения дефектов, поскольку остатки редко приводят к какому-либо загрязнению. Но чувствительное электронное и оптическое контрольное оборудование может давать сбои, а незачищенные флюсы могут мешать испытаниям и конформному покрытию. Таким образом, чистка все же рекомендуется.
Все три метода требуют жесткого контроля процесса, чтобы убедиться, что флюс работает должным образом, не нарушая целостности паяного соединения. При неправильном контроле нагретые растворители могут выделять газы и образовывать пустоты в паяном соединении.
При неправильном контроле нагретые растворители могут выделять газы и образовывать пустоты в паяном соединении.
Другая проблема качества может заключаться в попадании расплавленного припоя на непредусмотренные участки платы, которые должны быть замаскированы от припоя. Вы можете прочитать больше о паяльной маске в нашей статье о SMD против NSMD.
Выбор правильного флюса для припоя зависит от области применения, использования клиентом и сложности компоновки компонентов. Работая с вашим CM в процессе проектирования, они могут помочь вам выбрать лучшие процессы производства флюса для припоя для вашего решения. MacroFab предлагает только водорастворимые флюсы без очистки.
Заключение
Очень важно выбрать CM, который следует вашим рекомендациям по процессам пайки. На ваши решения повлияет не только экологическая политика страны происхождения, но и ваши клиенты. Строгие требования, предъявляемые некоторыми заказчиками к нанесению припоя и методам очистки от флюса, диктуют соответствие производства. Кроме того, экономические регионы, такие как Европейский союз, запретили использование свинца в припоях и флюсах для всех новых электронных решений.
Кроме того, экономические регионы, такие как Европейский союз, запретили использование свинца в припоях и флюсах для всех новых электронных решений.
Готовы начать?
Создавайте из любого места и в любое время с помощью MacroFab
Создайте свою учетную запись сегодня
О MacroFab
MacroFab предлагает комплексные производственные решения, от самых маленьких заказов на прототипирование до самых больших производственных потребностей. Наши заводские сетевые офисы стратегически расположены по всей Северной Америке, что позволяет нам гибко предоставлять мощности, когда и где они вам нужны больше всего.
Испытайте будущее производства EMS с нашей современной технологической платформой и передовыми цифровыми решениями для цепочки поставок. В MacroFab мы гарантируем, что ваша электроника будет производиться быстрее, эффективнее и с меньшим количеством логистических проблем, чем когда-либо прежде.
Воспользуйтесь возможностями поиска поставщиков с помощью ИИ и наймите команды экспертов, которые связаны между собой через удобную технологическую платформу. Узнайте, как модернизированное производство электроники может принести пользу вашему бизнесу, связавшись с нами сегодня.
Флюс для паяльной пасты — Паяльная паста, Флюс для припоя
Применение
Хотя флюс для паяльной пасты в основном используется для создания паяльной пасты, он также продается непосредственно в виде геля или липкого флюса.
Флюс-паяльная паста также может служить временным клеем. Его липкая природа удерживает компоненты вместе до тех пор, пока тепло процесса пайки не расплавит припой и детали не сплавятся вместе.
После смешивания паяльная паста чаще всего используется в процессе трафаретной печати. Паста наносится на трафарет в соответствии с рисунком, который требуется для конечного продукта — печатной платы.
Компонент флюса паяльной пасты должен иметь достаточную липкость для фиксации компонентов во время обработки приспособления на производственной линии.
После печати процесс формирования печатной платы сопровождается предварительным нагревом и оплавлением (плавлением).
Для флюса температура и скорость изменения температуры являются ключевыми в процессе оплавления. Медленное повышение температуры необходимо для предотвращения образования шариков припоя, но оно должно быть достаточно большим, чтобы активировать флюс, затем расплавить сам припой и достаточно быстро охладить, чтобы сохранить желаемую форму.
Нанесение
Гель-флюс для паяльной пасты можно наносить кистью, где это необходимо, и, в отличие от жидкого флюса, он не стекает с места нанесения.
Это означает, что при непосредственном использовании в качестве вспомогательного средства при пайке можно использовать небольшое количество флюса для паяльной пасты вместо относительно большого количества жидкого флюса. Обычное использование флюсового геля включает в себя повторную сборку BGA и доработку / ремонт паяных соединений.
При смешивании флюса паяльной пасты и порошка припоя для применения в печатных сборках необходимо учитывать следующие важные моменты:
Срок годности
Различные типы флюсов, особенно на водной основе, могут постепенно испаряться после смешивания, в конечном итоге затвердевая до состояния непригодности для использования. Предварительно смешанные паяльные пасты имеют указанное производителем время измерения. Срок годности паст, приготовленных самостоятельно, можно приблизительно оценить, но его следует занижать из соображений безопасности.
Предварительно смешанные паяльные пасты имеют указанное производителем время измерения. Срок годности паст, приготовленных самостоятельно, можно приблизительно оценить, но его следует занижать из соображений безопасности.
Вязкость
Будучи жидкостью, паяльная паста не является полностью невосприимчивой к течению. Толщина смеси флюс/порошок помогает определить, насколько хорошо она сопротивляется тенденции сохранять свою форму в процессе отверждения. Однако иногда предпочтительна более низкая вязкость.
При использовании ракеля для нанесения паяльной пасты на трафарет усилие, используемое для нанесения, может снизить вязкость, что разжижает пасту и позволяет ей легче протекать через отверстия трафарета. Опять же, предварительно смешанные пасты имеют размеры, указанные производителем, в то время как индивидуальные смеси часто требуют самотестирования.
Как срок службы, так и вязкость могут быть выражены через индекс тиксотропии, измеряющий вязкость смешанной паяльной пасты в состоянии покоя по сравнению с нанесенной.
