Что такое вспомогательный инструмент для фрезерных станков с ЧПУ. Какие виды вспомогательного инструмента существуют. Какие требования предъявляются к вспомогательному инструменту. Как правильно подобрать вспомогательный инструмент для фрезерного станка с ЧПУ.
Что такое вспомогательный инструмент для фрезерных станков с ЧПУ
Вспомогательный инструмент для фрезерных станков с ЧПУ — это специальное оборудование, предназначенное для установки и закрепления режущего инструмента в шпинделе станка. Его основные функции:
- Обеспечение точного и надежного крепления фрез и других режущих инструментов
- Передача крутящего момента от шпинделя к инструменту
- Возможность быстрой и удобной смены инструмента
- Регулировка положения режущей кромки инструмента
- Расширение технологических возможностей станка
Правильно подобранный вспомогательный инструмент позволяет повысить точность и производительность обработки на фрезерных станках с ЧПУ. Без него область применения станка была бы существенно ограничена.

Основные виды вспомогательного инструмента для фрезерных станков с ЧПУ
Существует несколько основных видов вспомогательного инструмента, применяемого на фрезерных станках с ЧПУ:
1. Оправки для насадных фрез
Предназначены для установки и закрепления насадных фрез с посадочным отверстием. Бывают цельные и регулируемые. Обеспечивают надежную фиксацию фрезы и точную передачу крутящего момента.
2. Цанговые патроны
Используются для зажима концевых фрез, сверл и другого инструмента с цилиндрическим хвостовиком. Обеспечивают высокую точность центрирования и надежный зажим инструмента. Диапазон зажимаемых диаметров — от 3 до 50 мм.
3. Термопатроны
Принцип работы основан на тепловом расширении металла при нагреве. Обеспечивают очень точное и жесткое крепление инструмента. Применяются для высокоскоростной обработки.
4. Гидравлические патроны
Зажим инструмента осуществляется за счет давления гидравлической жидкости. Обеспечивают высокую точность и жесткость крепления. Хорошо гасят вибрации при работе.
5. Расточные оправки
Предназначены для установки и регулировки расточных резцов. Позволяют выполнять точную настройку вылета режущей кромки резца.
Требования к вспомогательному инструменту для фрезерных станков с ЧПУ
К вспомогательному инструменту для современных фрезерных станков с ЧПУ предъявляется ряд важных требований:
- Высокая точность и жесткость крепления режущего инструмента
- Минимальное радиальное и торцевое биение
- Возможность быстрой и удобной смены инструмента
- Высокая виброустойчивость
- Надежная передача больших крутящих моментов
- Возможность регулировки положения режущей кромки
- Универсальность применения
- Простота конструкции и удобство в эксплуатации
- Высокая износостойкость и долговечность
Соответствие этим требованиям позволяет обеспечить высокое качество и производительность обработки на современных фрезерных станках с ЧПУ.
Особенности выбора вспомогательного инструмента
При выборе вспомогательного инструмента для фрезерного станка с ЧПУ необходимо учитывать следующие факторы:

Тип и размеры шпинделя станка
Посадочный конус вспомогательного инструмента должен точно соответствовать конусу шпинделя станка. Наиболее распространены конусы SK, HSK и BT.
Тип и размеры применяемого режущего инструмента
Вспомогательный инструмент должен обеспечивать надежное крепление используемых фрез, сверл, разверток и т.д. Важно учитывать диаметр хвостовика и тип крепления режущего инструмента.
Требуемая точность обработки
Для прецизионной обработки следует выбирать вспомогательный инструмент с минимальным радиальным и торцевым биением. Оптимальны гидравлические и термопатроны.
Режимы резания
При высокоскоростной обработке предпочтительны термопатроны и гидропатроны, обеспечивающие надежный зажим инструмента на высоких оборотах.
Необходимость регулировки вылета инструмента
Для точной настройки вылета режущей кромки используют регулируемые оправки и патроны с микрометрической регулировкой.
Частота смены инструмента
При частой смене инструмента удобны быстросменные патроны и оправки с механизированным зажимом.

Системы вспомогательного инструмента для фрезерных станков с ЧПУ
Для упрощения подбора и унификации вспомогательного инструмента разработаны специальные системы, включающие набор взаимозаменяемых и совместимых элементов. Наиболее распространены:
Система Coromant Capto
Разработана компанией Sandvik Coromant. Основана на использовании полигонального конуса. Обеспечивает высокую жесткость и точность крепления. Позволяет быстро менять инструмент.
Система HSK
Использует полый конус и торцевой контакт. Обеспечивает высокую жесткость и точность позиционирования инструмента. Хорошо подходит для высокоскоростной обработки.
Система KM
Разработана компанией Kennametal. Основана на использовании шарикового механизма фиксации. Обеспечивает высокую жесткость и быструю смену инструмента.
Применение таких систем позволяет сократить номенклатуру вспомогательного инструмента и упростить его подбор для различных операций.
Специальный вспомогательный инструмент для фрезерных станков с ЧПУ
Кроме стандартного вспомогательного инструмента, для расширения технологических возможностей фрезерных станков с ЧПУ применяется ряд специальных устройств:

Угловые головки
Позволяют обрабатывать поверхности под углом к оси шпинделя. Бывают с фиксированным и регулируемым углом поворота.
Многошпиндельные головки
Дают возможность одновременно обрабатывать несколько отверстий. Повышают производительность при сверлении и нарезании резьбы.
Ускорительные головки
Увеличивают частоту вращения инструмента в 4-5 раз по сравнению с частотой вращения шпинделя. Применяются для высокоскоростной обработки.
Устройства для удаления стружки
Обеспечивают эффективное удаление стружки из зоны резания при обработке глубоких отверстий. Повышают качество обработки.
Дозаторы СОЖ
Позволяют точно дозировать подачу смазочно-охлаждающей жидкости в зону резания. Улучшают условия обработки и повышают стойкость инструмента.
Применение специального вспомогательного инструмента существенно расширяет технологические возможности фрезерных станков с ЧПУ.
Заключение
Вспомогательный инструмент играет важную роль в обеспечении эффективной работы фрезерных станков с ЧПУ. Правильный выбор и применение вспомогательного инструмента позволяет:

- Повысить точность и качество обработки
- Увеличить производительность
- Расширить технологические возможности станка
- Снизить затраты на инструмент
- Упростить процесс наладки станка
При выборе вспомогательного инструмента важно учитывать особенности конкретного станка, применяемого режущего инструмента и выполняемых операций. Использование современных систем вспомогательного инструмента позволяет оптимизировать процесс подготовки производства и повысить эффективность использования фрезерных станков с ЧПУ.
Вспомогательный Инструмент Для Фрезерных Станков с ЧПУ
Главная / Фрезерный станок с ЧПУ / Вспомогательный Инструмент Для Фрезерных Станков с ЧПУ
Вспомогательный инструмент для фрезерных станков – это оборудование, обеспечивающее качественную и высокоточную обработку материала. Подобные устройства позволяют повысить производительность и скорость производства. При работе с фрезерными станками задействуются элементы с определенной комплектацией. Без вспомогательных инструментов область выполняемых функций весьма ограничена.
Можно сформулировать следующие требования к вспомогательному инструменту для фрезерных станков с ЧПУ:
- крепление режущего инструмента с требуемыми точностью, жесткостью и виброустойчивостью;
- возможность регулировки положения режущих кромок относительно координат технологической системы станков с ЧПУ;
- расширение технологических возможностей станков с ЧПУ;
- концентрация технологических переходов;
- удобство в эксплуатации заключающееся в быстрой смене, простоте сборки, наладки;
- возможность выполнять все технологические операции, предусмотренные техническими характеристиками фрезерного станка;
- технологичность изготовления;
- легко и быстро устанавливаться и сниматься;
- иметь межразмерную унификацию;
- обеспечивать настройку инструмента вне станка
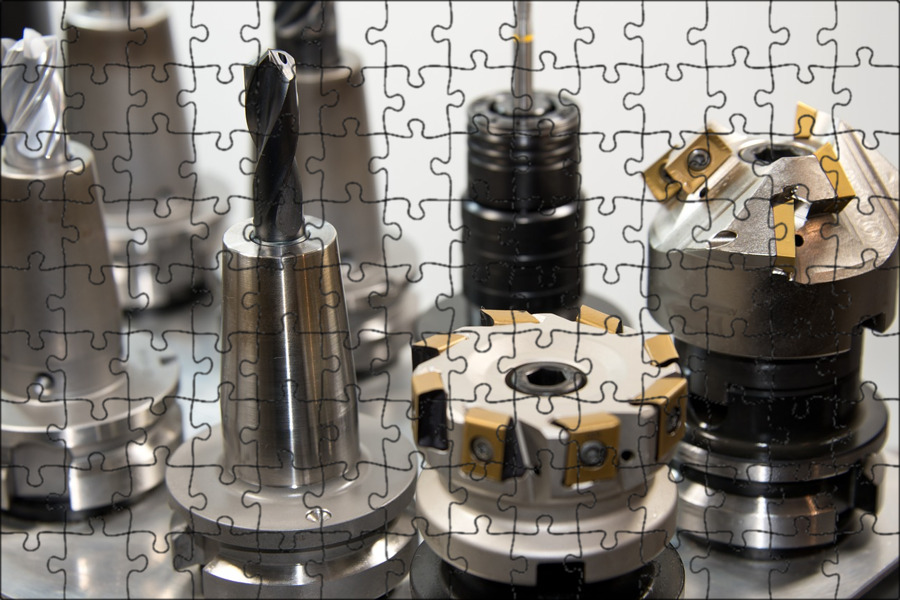
Пример комплекта вспомогательного инструмента многоцелевого станка ЧПУ показан на рис. 1.
1.
В систему (рис. 1) включены оправки насадных фрез 1, 2, предназначенные для крепления торцовых, трехсторонних, цилиндрических и других фрез. Цанговые патроны 3, 4, 16 предназначены для крепления инструмента с цилиндрическим хвостовиком, стандартных сверл, зенкеров, разверток, фрез диаметром 3-20 мм и специальных фрез диаметром 20-50 мм. Нерегулируемые переходные втулки 5, 6 предназначены для инструмента с конусом Морзе от 2-5.
Рис. 1. Вспомогательный инструмент для фрезерных станков с ЧПУ
Системой вспомогательного инструмента для фрезерных станков предусмотрена номенклатура расточных оправок для чистовой и черновой обработок. Включены оправки 9 для чистовой обработки отверстий диаметром 50-180 мм, изготовляемые с наклонными гнездами под резцовые расточные вставки с микрометрическим регулированием. В однолезвийных оправках 8 для чернового растачивания отверстий диаметром 50-180 мм предусмотрено использование стандартных расточных резцов, устанавливаемых в державку.
В качестве адаптера в системе используются переходные державки, состоящие из корпуса с внутренним цилиндрическим отверстием и винта для фиксации положения закрепляемого хвостовика 7.
В державках закрепляются:
- переходные цилиндрические втулки 10;
- оправки для насадных зенкеров и разверток 12;
- патроны для метчиков 13;
- расточные оправки 14;
- расточные патроны 15.
Комплект вспомогательного инструмента фирмы Sandvik Coromant показан на рис. 2. В состав комплекта входят набор хвостовиков, отвечающих требованиям различных стандартов; переходники, предназначенные для увеличения вылета инструмента; набор патронов для крепления насадных фрез и концевого инструмента; набор черновых и чистовых расточных оправок, а также концевых фрез и сверл, имеющих унифицированные присоединительные поверхности Coromant Capto.
Рис. 2. Вспомогательный инструмент для фрезерных и сверлильных станков фирмы Sandvik Coromant
 Им соответствуют оправки с гидропластом, гидромеханическим и термическим зажимами (рис. 3).
Им соответствуют оправки с гидропластом, гидромеханическим и термическим зажимами (рис. 3).В оправках первого типа давление зажима создает малосжимаемое вещество «гидропласт» при завинчивании винта в корпус.
Принцип работы гидромеханических оправок схож с предыдущим, только давление создается не винтом, а специальным насосом. При этом жидкость, находящаяся в корпусе, действует на клиновой механизм, зажимающий инструмент.
Оправки с термическими зажимами используют свойство металлов расширяться при нагревании. Корпус помещается в специальное устройство индукционного нагрева, нагревается и в него устанавливается инструмент. После охлаждения посадочный диаметр уменьшается и инструмент закрепляется силами упругости. Данный тип оправок используется только для твердосплавного инструмента, т. к. его коэффициент теплового расширения ниже, чем у стали.
Рис. 3. Оправки с зажимом инструмента гидропластом и гидравлическим способом
Специальный вспомогательный инструмент для станков с чпу
Существует отдельная группа вспомогательного инструмента для фрезерных станков, предназначенного для расширения их технологических возможностей и носящего название «специальный вспомогательный инструмент». К такому инструменту относятся многошпиндельные, угловые и ускорительные головки, устройства удаления стружки, дозаторы.
К такому инструменту относятся многошпиндельные, угловые и ускорительные головки, устройства удаления стружки, дозаторы.
Автоматически сменяемые многошпиндельные головки имеют, как правило, два, три или четыре шпинделя. Вращение этих шпинделей осуществляется с той же частотой, что и вращение шпинделя с сохранением направления вращения. В двухшпиндельной головке (рис. 4) центральная шестерня 1, размещенная на хвостовике 15, вращающаяся в подшипниках 14, через блоки колес 13 и 12 передает крутящий момент от шпинделя станка на шестерни 9, размещенные на шпинделях 6 головки. Шпиндели 6 размещены в корпусах 5 с эксцентриситетом относительно осей 2 и 10, расположенных в корпусе 4 головки с межосевым расстоянием, равным 68 мм. При вращении корпусов 5 вокруг осей 10 расстояние между шпинделями 6 головки изменяется от минимального до максимального. Режущий инструмент цилиндрическим хвостовиком диаметром до 13 мм закрепляется в цангах 8 с помощью гаек 7.
Рис. 4. Исполнение двухшпиндельной регулируемой головки станка
4. Исполнение двухшпиндельной регулируемой головки станка
Для сокращения времени, затрачиваемого на базирование и закрепление заготовок, используются сменные головки, в которых шпиндель головки расположен относительно оси шпинделя станка под углом.
На рис. 5 представлена конструкция головки с углом α = 45°. На хвостовике 1 размещена коническая шестерня 2, которая находится в зацеплении с шестерней 3, закрепленной с проставкой 4 на шпинделе 5 с конусом Морзе. Достижение произвольного положения оси инструмента относительно оси шпинделя достигается с помощью регулируемых угловых головок, Они выполняются с двумя разъемами, каждый из которых обеспечивает поворот соединяемых частей относительно друг друга на 360°. В результате может быть обработана любая точка в пределах полусферы.
Рис. 5. Головка с шпинделем, расположенным под углом α = 45°
Ускорительные головки (мультипликаторы) предназначены для обработки на станках с ЧПУ конструкционных сталей и чугунов нормальной обрабатываемости концевыми твердосплавным и быстрорежущим инструментами диаметром до 12 мм (сверла, центровки, зенкеры, концевые и шпоночные фрезы и т. п.) со скоростями резания, имеющими оптимальные значения. Необходимость в таких головках предопределяется тем, что ряд станков для обработки корпусных деталей имеют ограниченную частоту вращения шпинделя, недостаточную для достижения необходимой скорости резания.
п.) со скоростями резания, имеющими оптимальные значения. Необходимость в таких головках предопределяется тем, что ряд станков для обработки корпусных деталей имеют ограниченную частоту вращения шпинделя, недостаточную для достижения необходимой скорости резания.
Пример конструкции ускорительной головки представлен на рис. 6. Корпус 1 выполняет роль водила, в котором на осях 9 закреплены сателлиты 7. Корпус 1 неподвижно соединен с хвостовиком 3, устанавливаемым в шпиндель станка. Сателлиты 7 находятся в зацеплении с корончатым колесом 8, которое может быть остановлено путем соединения с позиционирующим блоком. Через солнечное колесо 2 вращение передается на выходной вал 5, который движется с частотой, в пять раз большей частоты вращения шпинделя. На открытом конце выходного вала размещен цанговый патрон с цангой 10, которая с помощью гайки 11 закрепляет цилиндрический хвостовик инструмента 12. На другом конце выходного вала 5 с помощью шайбы 4 закреплен маховик 6, предназначенный для повышения равномерности вращения инструмента.
Рис. 6. Ускорительная головка для станка с чпу
После сверления глухого отверстия оставшуюся в нем стружку удаляют с помощью специального устройства для удаления стружки (рис. 7), который подключается к индустриальному пылесосу через специальный разъем 2. Подвод сменного наконечника 6 к детали осуществляется при подаче 4-6 м/мин. После упора в деталь наконечника 6 колено 7 перемещается относительно хвостовика 1 и через трубу 5 перемещает плунжер 4 разъема 2 до срабатывания конечного выключателя 3, который подает команду на прекращение подачи устройства.
Дозатор для подачи масла (рис. 7) пригоден как для станков с вертикальным, так и с горизонтальным расположением оси шпинделя. Дозатор позволяет вводить масло в отверстие или в другие зоны, которые требуют смазывания, а также в тех случаях, когда СОЖ, находящаяся в системе станка, не пригодна для этих целей. Объем дозатора составляет 400, 600 и 800 см3, доза масла может регулироваться от 0 до 2 см3.
Рис. 7. Устройство для удаления стружки
Дозатор (рис. 8) имеет хвостовик 1 для установки в шпинделе станка, который соединяется с емкостью 2. Емкость 2 снабжена перепускным клапаном 8, втулкой 3 с запорной иглой 4, который функционирует как в вертикальном, так и в горизонтальном положениях, однако в последнем случае необходима ориентация дозатора по углу вращения шпинделя.
Из камеры 8 масло поступает в наконечник 5, в котором находится плунжер 6 с шариковым клапаном 7. При наличии масла в камере 8 дозатор со скоростью 4-6 м/мин прижимается к детали до упора форсункой 10. При этом плунжер 6 перемещается в наконечнике 5, создавая давление в камере 8. Под этим давлением срабатывает шариковый клапан 7, и порция масла выбрасывается в зону предстоящей обработки. Сменные форсунки 10 обеспечивают различную форму впрыска для достижения наилучшего эффекта смазки.
После впрыска дозатор отводится от детали и плунжер 6 под действием пружины 9 возвращается в исходное положение, функционируя при этом как поршень насоса. В камере 8 создается разрежение, клапан 4 открывается и камера заполняется маслом. Количество масла определяется величиной хода плунжера 5. При максимальном ходе 15 мм обеспечивается подача 2 см3 масла.
В камере 8 создается разрежение, клапан 4 открывается и камера заполняется маслом. Количество масла определяется величиной хода плунжера 5. При максимальном ходе 15 мм обеспечивается подача 2 см3 масла.
В этой статье мы рассмотрели виды вспомогательного инструмента для фрезерных станков, требования предъявляемые к ним и принципы работы некоторых.
Рис. 8. Дозатора для подачи масла
Вспомогательные инструменты для обрабатывающих центров
Вспомогательные инструменты служат для соединения режущих инструментов со шпинделями станков или суппортами. Обрабатывающие центры с ЧПУ для обработки корпусных заготовок располагают вспомогательными инструментами являются оправки различного назначения. Необходимость применения нескольких оправок связана с разнообразием конструкций, размеров и другими особенностями режущих инструментов. Для того чтобы сократить номенклатуру оправок, снизить затраты на их изготовление и эксплуатацию, разрабатывают и используют системы унифицированных вспомогательных инструментов. Система вспомогательных инструментов для мс (кроме токарных) включает наборы элементов для инструментальных оправок с конусностью 7:24, размерами (по ИСО) 30, 40, 45, 50 и 60 мм.
Система вспомогательных инструментов для мс (кроме токарных) включает наборы элементов для инструментальных оправок с конусностью 7:24, размерами (по ИСО) 30, 40, 45, 50 и 60 мм.
В каждый из наборов кроме основной оправки, закрепляемой в шпинделе станка, входят различные оправки, переходные втулки и патроны для закрепления режущих инструментов. Среди них — переходные втулки с посадочным отверстием конуса Морзе и дополнительным осевым креплением винтом концевого режущего инструмента, цанговые патроны, расточные головки с тонкой регулировкой на размер, оправки и патроны для закрепления фрез и другие. Схема построения инструментального комплекса для многооперационных станков представлена на рис. 9. В него входят шпиндельные оправки ШО, предназначенные для непосредственного закрепления режущего инструмента РИ или для установки переходных оправок по, позволяющих регулировать вылет закрепляемых в них инструментов. Шпиндельная оправка вставляется в коническое отверстие шпинделя Ш и затягивается в нем с помощью хвостовика 4. Крутящий момент передается шпонками 5, входящими в пазы фланца оправки. Для закрепления инструментов используют винты 1, шайбы 2, 3, патроны. П. Вылет переходной оправки из шпинделя регулируется гайкой 8, а ее закрепление осуществляется винтом 6. Крутящий момент передается шпонкой 7.
Крутящий момент передается шпонками 5, входящими в пазы фланца оправки. Для закрепления инструментов используют винты 1, шайбы 2, 3, патроны. П. Вылет переходной оправки из шпинделя регулируется гайкой 8, а ее закрепление осуществляется винтом 6. Крутящий момент передается шпонкой 7.
Рис. 9. Схема построения инструментального комплекса
Инструментальный комплекс в целом представлен на рис. 10. Показаны типичные конструкции шпиндельных и переходных оправок и закрепляемые в них инструменты.
Рис. 10. Схема инструментального комплекса а-л — шпиндельные оправки; м-у — переходные оправки
Большая работа по унификации вспомогательных инструментов для станков с ЧПУ и обрабатывающих центров проведена в ЭНИМСе. Разработан руководящий материал РТМ2 П10-2-79 «Система вспомогательного инструмента для станков с ЧПУ». Система включает три подсистемы: 1 — для станков с коническим посадочным отверстием шпинделя; 2, 3 — для токарных станков.
Первая подсистема (рис. 11, а) включает ряд шпиндельных оправок (1.1-1.15), переходных оправок (1.16-1.25) и патронов (1.26-1.29). Среди оправок, закрепляемых непосредственно в шпинделе станка, оправки 1.1-1.3 для закрепления фрез с использованием торцовых или продольных шпонок для передачи инструменту крутящего момента; цанговые патроны 1.4 и 1.6 для стандартных сверл, зенкеров, разверток, фрез диаметром до 20 мм и специальных фрез диаметром 20-40 мм, имеющих цилиндрический хвостовик; патрон 1.5 для специальных концевых фрез.
11, а) включает ряд шпиндельных оправок (1.1-1.15), переходных оправок (1.16-1.25) и патронов (1.26-1.29). Среди оправок, закрепляемых непосредственно в шпинделе станка, оправки 1.1-1.3 для закрепления фрез с использованием торцовых или продольных шпонок для передачи инструменту крутящего момента; цанговые патроны 1.4 и 1.6 для стандартных сверл, зенкеров, разверток, фрез диаметром до 20 мм и специальных фрез диаметром 20-40 мм, имеющих цилиндрический хвостовик; патрон 1.5 для специальных концевых фрез.
Рис. 11. Система вспомогательных инструментов для станков с коническим посадочным отверстием шпинделя (а) и токарных станков (б, в)
Серия оправок 1.10-1.15 предназначена для расточных инструментов: 1.10 — для стандартных расточных резцов, выполняющих черновое растачивание отверстий диаметром 55-180 мм; 1.11 и 1.12 — для вставок, выполняющих чистовое растачивание отверстий диаметром 45-350 мм; 1.14 — для закрепления неперетачиваемых твердосплавных пластин, предназначенных для чернового растачивания отверстий диаметрами 80-250 мм; 1. 15 — универсальная оправка для резцов, обрабатывающих канавки на торце заготовки; 1.13 — для специальных резцов.
15 — универсальная оправка для резцов, обрабатывающих канавки на торце заготовки; 1.13 — для специальных резцов.
Инструменты с коническим хвостовиком можно устанавливать непосредственно в оправки 17 и 1.8 или в переходные втулки. В оправке 1.7 инструмент удерживается силой трения в коническом сопряжении (конус Морзе), в оправке 1.8 затягивается винтом, вставленным со стороны хвостовика оправки. Такими же способами присоединяются патроны 1.26-1.29, предназначенные для сверл 1.26, метчиков 1.27, расточных резцов 1.28 и насадных разверток 1.29.
Применение переходных оправок 1.16-1.25, закрепляемых в шпиндельной оправке 1.9, позволяет регулировать вне станка осевые размеры инструментов. Кроме оправок, аналогичных по назначению ранее рассмотренным, имеются оправки для насадных зенкеров и разверток 1.19, перовых сверл 1.23, расточная головка 1.22.
При разработке конструкций оправок учтен многолетний опыт проектирования и изготовления вспомогательных инструментов для агрегатных станков. Это позволяет использовать одинаковые переходные оправки подсистемы в агрегатных станках и обрабатывающих центрах.
Это позволяет использовать одинаковые переходные оправки подсистемы в агрегатных станках и обрабатывающих центрах.
Вспомогательные инструменты для токарных станков с ЧПУ объединены во вторую и третью подсистемы (рис. 11, б, в). Одна из них (рис. 11, б) включает вспомогательные инструменты с цилиндрическим хвостовиком, другая (рис. 11, в) — инструменты с базирующей призмой.
Резцедержатели 2.1-2.9 служат для резцов с державками сечением 16×16-40х40 мм, предназначенных для наружного и внутреннего точения, обработки канавок различной формы. Среди них — резцедержатель 2.9 для контурной наружной обработки. Державка 2.11 служит для закрепления режущих пластин — перовых сверл. Другие державки имеют конструкцию, близкую к оправкам с коническим хвостовиком. В подсистему включены также оправки 1.21, 1.16 и 1.17 и патрон 1.26 из первой подсистемы.
Третья подсистема отличается конструкцией основного базового элемента (призмы), в который можно устанавливать вспомогательные инструменты первой и второй подсистемы. В подсистему включены также резцедержатели 3.1 и 3.2 для обдирочных резцов, 3.3 для крепления двух резцов, универсальный трехсторонний резцедержатель 3.5, резцедержатель 3.4 с дополнительным подводом СОЖ.
В подсистему включены также резцедержатели 3.1 и 3.2 для обдирочных резцов, 3.3 для крепления двух резцов, универсальный трехсторонний резцедержатель 3.5, резцедержатель 3.4 с дополнительным подводом СОЖ.
Разработка унифицированной системы вспомогательных инструментов создает условия для организации массового производства вспомогательных инструментов, снижения его стоимости, упрощения инструментального хозяйства заводов.
Необходимая жесткость соединения вспомогательного инструмента со шпинделем достигается высокой силой закрепления (затяжки) оправки. На различных обрабатывающих центрах она составляет порядка 12-15 кН и чаще всего обеспечивается набором (пакетом) тарельчатых пружин. Пакет пружин предварительно сжимают регулировочными гайками. При определенном числе и размерах пружин сила, создаваемая набором, зависит от степени сжатия пружин, т.е. от его длины. Так, например, станок ИР500ПМФ4 — горизонтальный обрабатывающий центр имеет пакет из 132 попарно сложенных пружин, сжатый до размера 395 мм, который обеспечивает силу затяжки шпиндельной оправки 12,5 кН. Уменьшение длины пакета завертыванием гайки на 1 мм приводит к увеличению силы затяжки на 0,5 кН.
Уменьшение длины пакета завертыванием гайки на 1 мм приводит к увеличению силы затяжки на 0,5 кН.
Вспомогательный инструмент — Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
Типовой вспомогательный инструмент поступает в комплекте с револьверным станком. [31]
Измерительные, контрольные и вспомогательные инструменты в соответствии с требованиями выполнения операций и контроля детали подбирают по альбомам нормализованных инструментов. [32]
Вспомогательным инструментом при клеймении стволов должен служить бурав. Он позволяет ощущать пульсирование жизни дерева и при прореживаниях должен быть непременным спутником лесного специалиста. [33]
Вспомогательными инструментами называются инструменты, обеспечивающие установку и закрепление режущего инструмента на станке. К установке предъявляются требования: правильно ориентировать режущий инструмент ( п нашем случае фровы) относительно оси вращения шпинделя станка и надежно сохранять занятое положение в процессе выполнения обработки; к закреплению — жестко соединять фрезу со шпинделем; без упругих колебаний передавать максимальный крутящий момент, предусмотренный конструкцией и паспортом станка. Наиболее полно этим требованиям отвечают конусные присоединительные поверхности. Вспомогательный инструмент, как правило, изготавливается с точностью большей, чем режущий инструмент.
[34]
Наиболее полно этим требованиям отвечают конусные присоединительные поверхности. Вспомогательный инструмент, как правило, изготавливается с точностью большей, чем режущий инструмент.
[34]
Вспомогательными инструментами являются: ключи для горелки, для вентилей баллонов и редукторов, набор иголок для прочистки соиел, плоскогубцы, молоток, зубило, щетка металлическая, очки предохранительные. [35]
Многие вспомогательные инструменты применяются практически при обработке любой детали. К таким инструментам относятся, например, державки для отрезных резцов, для обточки, державки на поперечный суппорт, стойки, упоры. [36]
| Качающийся патрон для крепления разверток. [37] |
Самоустанавливающиеся вспомогательные инструменты наиболее известны в виде патронов для крепления разверток. [38]
Нутромеры. а — индикаторный. б — микрометрический.| Калибр пробки.
[39] а — индикаторный. б — микрометрический.| Калибр пробки.
[39] |
Перечислите основные вспомогательные инструменты, применяемые сверловщиком. [40]
Назовите основные вспомогательные инструменты, применяемые сверловщиком. [41]
Какой основной и вспомогательный инструмент электросварщика существует. [42]
Конструкции вспомогательного инструмента для станков с ЧПУ состоят из двух основных частей: базовых для установки на станке и присоединительных для установки режущего инструмента. Элементы, служащие для смены инструмента и его крепления на станке, определяют конструкцию хвостовика, который должен быть одинаковым для всего инструмента к данному станку. Для получения заданных размеров деталей без пробных проходов в соответствии с программой в конструкцию вспомогательного инструмента вводят устройства, обеспечивающие регулирование положения режущей кромки. [43]
[43]
Выбор вспомогательных инструментов определяется размерами хвостовой части режущих инструментов и размерами мест в станке, куда будет установлен хвостовик вспомогательного инструмента. [44]
Эскизы вспомогательных инструментов ( оправки, угольники, стойка и др.) с исполнительными размерами. [45]
Страницы: 1 2 3 4
Вспомогательные инструменты — Phonopy v.2.16.3
Переключить боковую панель навигации
Переключить внутристраничное оглавление
Содержимое
Содержимое
Подготовлено несколько вспомогательных инструментов. Они также хранятся в каталоге bin .
как фонопия .
-
фонографическая полоса частот -
phonopy-pdosplot -
фонографический сюжет -
фонопия-васп-рожденный-
--pa,--primitive-axes -
--тусклый -
--ность -
--автомобиль
-
Структура полосы отображается при чтении фонографического вывода в формате band..  yaml
yaml -о
опция с именем файла используется для сохранения графика в файл в формате PDF. А
еще несколько вариантов подготовлено и показано -h опция. Если указать более
два файла yaml, они отображаются вместе.
% phonopy-bandplot band.yaml
Для получения данных в простом текстовом формате:
% phonopy-bandplot --gnuplot band.yaml
Частичная плотность состояний (PDOS).
-i опция используется как
% phonopy-pdosplot -i '1 2 4 5, 3 6' -o 'pdos.pdf' partial_dos.dat
Индексы и запятая в 1 2 3 4, 5 6 означают следующее. Индексы
разделены на блоки запятой (1 2 4 5 и 3 6). PDOS, указанный
последовательные индексы, разделенные пробелом в каждом блоке, суммируются. PDOS
блоки рисуются одновременно. Индексы обычно соответствуют атомам. Еще несколько
варианты подготовлены и показаны -h опция.
Термические свойства нанесены на график. Опции подготовлены и показаны опцией -h . Если вы укажете более двух файлов yaml, они будут отображаться вместе.
Если вы укажете более двух файлов yaml, они будут отображаться вместе.
% phonopy-proplot Thermal_properties_A.yaml Thermal_properties_B.yaml
Этот сценарий используется для создания файла стиля BORN из выходного файла VASP
васпрун.xml . Первый аргумент — это файл vasprun.xml . Если он опущен,
vasprun.xml в текущем каталоге прочитаны. Эффективные заряды Борна и
тензоры диэлектрической проницаемости симметричны по умолчанию. Чтобы предотвратить симметрию,
--nost Должен быть указан параметр.
% phonopy-vasp-born
% phonopy-vasp-born --nost
--pa , --primitive-axes То же, что и PRIMITIVE_AXES или PRIMITIVE_AXIS.
--dim То же, что и DIM.
--nost Тензоры диэлектрической проницаемости и эффективного заряда Борна не симметричны.
--outcar Читать OUTCAR вместо vasprun. . Без указания аргументов  xml
xml OUTCAR
и POSCAR в текущем каталоге. Информация POSCAR необходима в
в отличие от чтения vasprun.xml , где также считывается структура элементарной ячейки
от него.
% phonopy-vasp-born --outcar
% phonopy-vasp-born --nost --outcar OUTCAR POSCARопределение вспомогательных инструментов
| Словарь определений английского языка
adj
1 secondary or supplementary
2 supporting
3 (Nautical) (of a sailing vessel) having an engine
an auxiliary sloop
n pl , -ries
4 человек или предмет, который поддерживает или дополняет; подчиненный или помощник
5 (морской)
а парусное судно с двигателем
b двигатель такого судна
6 (военно-морской флот) такое судно, как буксир, госпитальное судно и т. помощь, от auxilium help, от augere к увеличению, увеличению, усилению)
помощь, от auxilium help, от augere к увеличению, увеличению, усилению)
вспомогательная нота
n (Музыка) негармоническая нота, расположенная между двумя гармоническими нотами
вспомогательная силовая установка
n дополнительный двигатель, установленный на воздушном судне для работы, когда основные двигатели не используются
вспомогательный глагол
n глагол, используемый для обозначения времени, залога, наклонения и т. д. другого глагола, где это не обозначается изменением, например, в английском will in he will go, was in he was ел, и он был съеден, делай, я люблю тебя и т. д.
Английский словарь Коллинза — определение английского языка и тезаурус  
Смотрите также:
вспомогательная нота, вспомогательный ротор, вспомогательный глагол, вспомогательная силовая установка
Collaborative Dictionary Определение английского языка
| ||||||||||||||||


