Что такое высокоскоростная обработка (ВСО). Как ВСО влияет на температуру и нагрузки при резании. Какие требования предъявляются к оборудованию для ВСО. Какие преимущества дает использование ВСО.
Что такое высокоскоростная обработка (ВСО) и в чем ее особенности
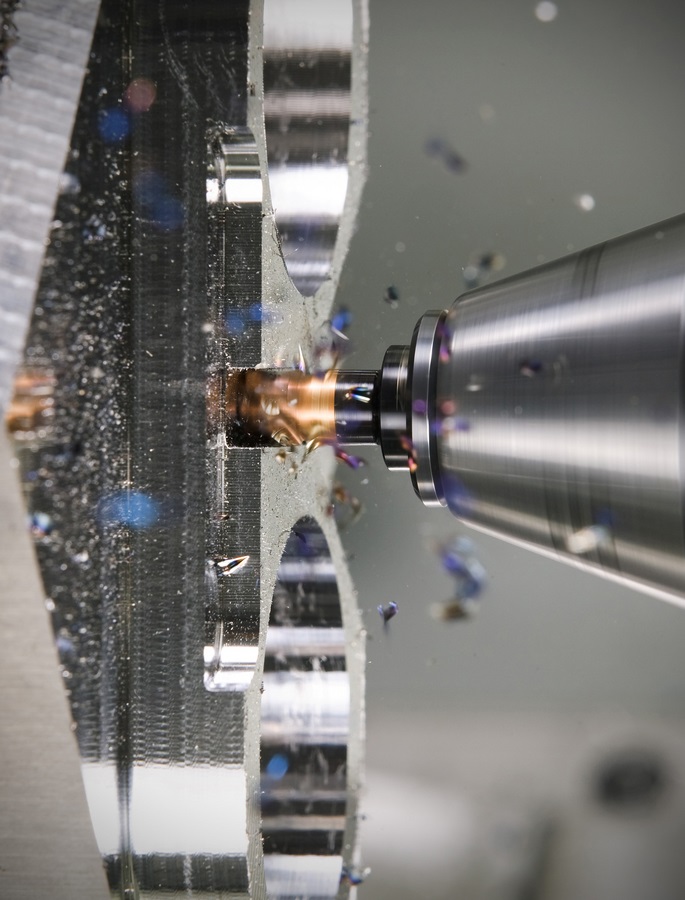
Высокоскоростная обработка (ВСО) — это метод механической обработки металлов на сверхвысоких скоростях резания. Основная особенность ВСО заключается в том, что при достижении определенной высокой скорости вращения инструмента температура в зоне резания и нагрузки на инструмент начинают снижаться, а не возрастать, как при обычной обработке.
Основные особенности ВСО:
- Очень высокие скорости вращения шпинделя (до 60000 об/мин)
- Высокие скорости рабочих подач (от 5000 мм/мин)
- Снижение температуры и нагрузок на инструмент при сверхвысоких скоростях
- Малая глубина и шаг обработки
- Плавная траектория движения инструмента
Влияние скорости резания на температуру и нагрузки при ВСО
При увеличении скорости вращения инструмента в процессе обработки металлов наблюдается следующая закономерность:
- Сначала температура и нагрузки в зоне резания постепенно возрастают
- При достижении определенной сверхвысокой скорости температура и нагрузки начинают снижаться
- Возникает область стабильных скоростей, где процесс резания происходит спокойно
Эта область сверхвысоких скоростей, где температура и нагрузки снижаются, и есть рабочий диапазон для высокоскоростной обработки. В этих условиях инструмент меньше изнашивается и повышается качество обработки.
Какие требования предъявляются к оборудованию для ВСО
Для реализации технологии высокоскоростной обработки оборудование должно отвечать следующим требованиям:
- Частота вращения шпинделя не менее 15000-60000 об/мин
- Скорость рабочих подач от 2500-5000 мм/мин
- Высокая жесткость конструкции станка
- Эффективная система удаления стружки
- Мощная система ЧПУ с высокой скоростью обработки кадров
- Большой объем памяти для хранения управляющих программ
Также важна высокая точность изготовления и балансировки инструмента, применение специальных износостойких покрытий.

Особенности программирования при высокоскоростной обработке
При программировании обработки для ВСО необходимо учитывать следующие аспекты:
- Малый шаг и глубина резания
- Плавная траектория движения без резких изменений скорости и направления
- Использование спиральной или наклонной траектории врезания
- Применение трохоидальной траектории
- Замена линейных перемещений на петлеобразные
Это позволяет обеспечить стабильные условия резания и снизить нагрузки на инструмент. Управляющие программы для ВСО обычно имеют большой объем из-за множества мелких перемещений.
Какие преимущества дает использование высокоскоростной обработки
Применение технологии ВСО позволяет получить следующие преимущества:
- Повышение качества обработанной поверхности
- Сокращение времени обработки
- Снижение износа режущего инструмента
- Возможность обработки закаленных сталей и других труднообрабатываемых материалов
- Уменьшение деформаций заготовки
- Снижение вибраций в процессе резания
За счет этого удается повысить точность и производительность обработки, особенно при изготовлении деталей сложной формы.

Для каких видов обработки наиболее эффективно применение ВСО
Технология высокоскоростной обработки наиболее эффективна в следующих случаях:
- Чистовая и получистовая обработка
- Обработка тонкостенных деталей
- Изготовление пресс-форм и штампов
- Обработка закаленных сталей
- Фрезерование глубоких карманов
- Обработка алюминиевых сплавов
При черновой обработке эффективность ВСО менее очевидна и проявляется только для деталей небольшого размера или высокой твердости.
Какие инструменты применяются для высокоскоростной обработки
Для реализации технологии ВСО используются специальные высокоскоростные инструменты, которые должны обладать следующими характеристиками:
- Высокая точность изготовления и балансировки
- Применение износостойких покрытий
- Использование твердых сплавов повышенной прочности
- Специальная геометрия режущей части
- Минимальный вылет инструмента
Важно также применять высокоточные патроны с минимальным биением. Все это позволяет обеспечить стабильную работу инструмента на высоких скоростях вращения.

Ограничения и недостатки технологии высокоскоростной обработки
Несмотря на преимущества, технология ВСО имеет ряд ограничений:
- Высокая стоимость оборудования и инструмента
- Сложность программирования и настройки
- Повышенные требования к точности и жесткости станка
- Необходимость применения CAM-систем
- Сложность обработки глубоких полостей
- Ограниченная номенклатура обрабатываемых материалов
Поэтому внедрение ВСО требует комплексного подхода и тщательного технико-экономического обоснования в каждом конкретном случае.
Высокоскоростная обработка (ВСО)
Высокоскоростная обработка (ВСО)При увеличении скорости вращения температура начинает повышаться. Но, если скорость в дальнейшем увеличивать, можно достичь определённой точки, в которой температура и нагрузки наоборот снижаются. Именно в такой скоростной области осуществляется ВСО. Но это возможно только на сверхсовременном оборудовании, которое должно отвечать требованиям, описанным далее.
Теория применения высоких режимов резания во время механической обработки металлов возникла достаточно давно. Однако только с появлением современных станков с системой ЧПУ, у которых частота вращения шпинделя достигает 60000 об/мин, а непосредственно скорость рабочей подачи как минимум за 5000 мм/мин – это стало реальностью.
Экспериментально установлено, что с увеличением скорости резания температура постепенно возрастает и достигает максимального значения. Во время дальнейшего увеличения скорости резания происходит падение температуры, при этом крутящий момент, который необходим для выполнения резания также снижается. Это в свою очередь означает, что существует некая область сверхвысоких скоростей обработки, где процесс резания происходит спокойно, а непосредственно режущий инструмент не подвергается каким-либо катастрофическим нагрузкам. На сегодняшний день для каждого инструмента и соответственно каждого обрабатываемого материала данная область определяется исключительно – опытным путем.
Это в свою очередь означает, что существует некая область сверхвысоких скоростей обработки, где процесс резания происходит спокойно, а непосредственно режущий инструмент не подвергается каким-либо катастрофическим нагрузкам. На сегодняшний день для каждого инструмента и соответственно каждого обрабатываемого материала данная область определяется исключительно – опытным путем.
Как правило, работа в условиях ВСО располагает целым рядом нюансов и предъявляет достаточно особые требования к инструменту, управляющей программе и оборудованию в целом.
При работе в данном режиме:
- первое – станок должен обязательно иметь частоту вращения шпинделя не меньше 15 000 об/мин, а подачу не меньше 2 500 мм/мин;
- второе – станок должен успевать за программой (т. е. быстро и ускорять и соответственно замедлять рабочую подачу). При этом крайне желательно, чтобы данный станок обладал высокой жесткостью, а также имел эффективные средства для качественного удаления стружки.

Режущий инструмент – это главный «ограничитель» скорости обработки. Режущая часть инструмента для ВСО, как правило, имеет специальное износостойкое покрытие. Особое внимание нужно уделить патрону, потому что малейшая погрешность установки способно вызывать биение, которое на подобных скоростях вращения шпинделя – особо опасное. Вылет инструмента должен быть максимально минимальным.
Особенности программирования
В случае ВСО, как правило, шаг и глубина обработки гораздо меньшие, чем, например, при обычном фрезеровании. Траектория перемещений должна быть плавной без каких-либо резких смен скорости подачи и тем более направления. Линейные перемещения довольно-таки часто заменяют на петлеобразные, используя при этом трохоидальную траекторию. Поэтому врезание инструмента в металл обязательно должно проходить или по спирали или же под небольшим углом, но ни в коем случае – не вертикально. Все это, конечно же, делается, чтобы условия резания не изменялись, а также для существенного уменьшения нагрузки на рабочий инструмент и соответственно исключения его поломки.
Потому как УП для ВСО содержит достаточно много перемещений, то соответственно ее размер вполне способен превышать размер рядовой программы обработки, причем в десятки или даже сотни раз. Система ЧПУ станков должна успевать отрабатывать кадры, а также для подготовки к следующим перемещениям обладать достаточно большим программным буфером. Если же система значительного объема памяти непосредственно для хранения программ – не имеет, то в таком случае не обойтись без режима DNC. При этом предъявляются весьма особые требования по скорости, надежности к персональному компьютеру, линии связи и коммуникационному программному обеспечению.
Необходимо учесть, что для обработки всей детали в целом – не следует увлекаться методом ВСО. В большинстве случаев, черновая обработка выполняется на обыкновенных режимах «грубым» инструментом. Солидная САМ система должна обязательно иметь инструменты дообработки, средства для определения излишков материала, а также возможность сравнить результаты обработки непосредственно с исходной моделью. Используя разные программные фильтры и оптимизаторы, которые производят анализ перемещений в УП, существенно можно сократить размер программы, тем самым сделать ее наиболее подходящей именно для метода ВСО.
Используя разные программные фильтры и оптимизаторы, которые производят анализ перемещений в УП, существенно можно сократить размер программы, тем самым сделать ее наиболее подходящей именно для метода ВСО.
Какие преимущества от использования ВСО?
Минимальная глубина и шаг фрезерования в сочетании с крупными значениями рабочей подачи и соответственно оборотов шпинделя, что во время чистовой обработки существенно повышает качество поверхности и значительно сокращает машинное время. В свою очередь это позволяет исключить ручную доводку, к примеру, при производстве пресс-форм. При ВСО возможно применять инструмент меньшего размера, а также фрезеровать такие острые углы и мелкие детали, которые в другом случае довелось бы получать электроэрозионной обработкой.
Касательно черновой обработки, то положительная эффективность от ВСО не так очевидна и проявляется исключительно при обработке деталей незначительного размера или же высокой твердости при достаточной загрузке станка!
Новости
Статьи
Пользовательский обзор лазерного гравера TwoTrees TT-5.
 5S
5SНовости
Подпишитесь на автора
Подписаться
Не хочу
1
Сегодня мы поговорим об одном полезном инструменте в мастерской любого мейкера, хорошо дополняющем столярное и аддитивное оборудование и дающем возможность обрабатывать поверхности многих материалов. Речь пойдет о гравировальном и режущем станке TwoTrees TT-5.5S с мощным диодным лазером.
Выбор этого станка обусловлен хорошим сочетанием цены и качества. Это весьма конкурентное устройство в плане ценовой доступности, использующее ряд решений более высокого уровня, чем у конкурентов в том же ценовом сегменте.
Пример работы с акрилом
Перед тем как описать опыт работы с TT-5.5S, посмотрим на технические характеристики:
- Прошивка: GRBL
- Питание: 110/220В
- Фокусировка: ручная
- Размер рабочей зоны: 300×300 мм
- Точность позиционирования: 0,01мм
- Интерфейс: USB
- Форматы файлов: JPEG, BMP, SVG, G-CODE
- Габариты: 568x485x56 мм
На иллюстрации выше можно увидеть заводскую комплектацию. Здесь есть все необходимое для сборки и эксплуатации гравера: механические и электронные комплектующие, блок питания, кабели, защитные очки и полный набор требуемых инструментов, так что искать ничего не придется. Имеется даже деревянная подставка под мобильный телефон, чтобы можно было снимать видеоролики процесса, либо использовать саму подставку в качестве первого рабочего объекта для отладки станка.
Здесь есть все необходимое для сборки и эксплуатации гравера: механические и электронные комплектующие, блок питания, кабели, защитные очки и полный набор требуемых инструментов, так что искать ничего не придется. Имеется даже деревянная подставка под мобильный телефон, чтобы можно было снимать видеоролики процесса, либо использовать саму подставку в качестве первого рабочего объекта для отладки станка.
Процесс сборки очень прост и занимает от получаса до часа, в зависимости от опыта пользователя. Ограничители по осям X и Y пришлось немного подкрутить, после чего удалось добиться увеличения рабочей зоны до 305х305мм — даже немного больше, чем заявлено производителем. В коробку также уложен 20-миллиметровый 3D-печатный калибровочный кубик, с помощью которого можно выставить фокусное расстояние лазера. Этот параметр требует точной настройки для получения оптимальных результатов при гравировании.
Все необходимые файлы для обучения работе с бесплатным программным обеспечением LaserGRBL можно найти на карте памяти. Так как у меня Apple Mac, поначалу я использовал платную программу LightBurn. Если хотите попробовать, у нее есть бесплатная пробная версия. Настройка очень проста: нужно только выставить тип лазера и размер рабочей зоны, после чего можно приступать к работе.
Так как у меня Apple Mac, поначалу я использовал платную программу LightBurn. Если хотите попробовать, у нее есть бесплатная пробная версия. Настройка очень проста: нужно только выставить тип лазера и размер рабочей зоны, после чего можно приступать к работе.
Этот лазерный станок позволяет довольно быстро получать очень неплохие результаты при работе с практическим любым непрозрачным материалом, включая металлы и древесину. Многие люди интересуются, какие именно материалы можно обрабатывать. В нашей мастерской мы опробовали этот гравер на древесноволокнистых плитах толщиной до 5 мм, 4-миллиметровом непрозрачном листовом акриле, пене (осторожно, может загореться) и других материалах без каких-либо проблем. Прозрачные материалы резать не получится, так как для эффективной работы лазерное пятно должно быть сконцентрированным.
Пример работы с фанерой
Далее поговорим о достоинствах, недостатках и запланированных мною доработках. Из плюсов можно отметить:
- хорошее соотношение цены и качества;
- низкую массу оборудования;
- простоту сборки и эксплуатации;
- скорость и мощность;
- относительно низкую шумность;
- инструменты и защитные очки в комплекте;
- хорошую систему фокусировки на линейной направляющей с ручным регулятором;
- в комплекте поставляется навесной экран для лазерной головки.
Недостатки:
- отсутствуют концевые выключатели, что может вызывать проблемы с эксплуатацией среди неопытных пользователей;
- отсутствует возможность работы без прямого подключения к компьютеру.
Запланированные доработки:
- замена электроники на MKS DLC32, реализация работы через Wi-Fi, установка цветного дисплея и другие усовершенствования с сохранением приемлемой цены;
- добавление обдува для повышения качества гравирования и резки;
- увеличение рабочей зоны за счет перехода на более длинные алюминиевые профили, что не потребует серьезных затрат.
В целом, этот лазерный станок оставил приятное впечатление. Хотя мы и собираемся оснастить мастерскую граверами с закрытыми камерами, этот мы оставим, так как он доказал свою эффективность и непривередливость.
Подробная информация о предложениях компании TwoTrees доступна на официальном сайте, а приобрести TwoTrees TT-5. 5S можно по этой ссылке. Сегодня и завтра еще действуют специальные цены на распродаже 11.11.
5S можно по этой ссылке. Сегодня и завтра еще действуют специальные цены на распродаже 11.11.
Автор: Андрес Паломо. Статья подготовлена для 3Dtoday, перевод публикуется с разрешения автора и компании Shenzhen Two Trees Technology Co., Ltd.
А у вас есть интересные новости? Поделитесь с нами своими разработками, и мы расскажем о них всему миру! Ждем ваши идеи по адресу [email protected].
гравер станок лазерный TwoTrees TT-5.5S
Подпишитесь на автора
Подписаться
Не хочу
1
Настройки станка — Лазерная гравировка и резка
После загрузки предустановки материала вы можете настроить параметры по своему усмотрению. Если вы впервые используете материал, вам следует начать с предварительных настроек и вносить лишь незначительные изменения, пока не найдете настройку, которая работает безопасно. Не изменяйте скорость или мощность каждый раз более чем на 10%.
Если вы впервые используете материал, вам следует начать с предварительных настроек и вносить лишь незначительные изменения, пока не найдете настройку, которая работает безопасно. Не изменяйте скорость или мощность каждый раз более чем на 10%.
Совет: Принесите дополнительный материал, чтобы можно было выполнить несколько тестов для определения наилучших настроек.
Несмотря на то, что существует множество настроек, для большинства заданий требуется изменить лишь некоторые из них — обычно скорость, мощность и размер изделия.
Раздел 1: Настройка растра
- Скорость: Скорость, с которой объектив перемещается вперед и назад. Чем медленнее скорость, тем дольше лазер будет оставаться на одном месте. Это приводит к более глубоким и более выраженным гравировкам, но также может вызвать пригорание или плавление.
- Мощность: Сила лазера. Чем она выше, тем ярче выражена гравировка, но слишком высокая может вызвать подгорание и другие виды повреждения материала.
- Направление гравировки: Начинается ли гравировка с верхней или нижней части изображения. При использовании Air Assist помогает уменьшить количество дыма, если он находится в режиме «Снизу вверх».
- Дизеринг изображения: Шаблон, используемый для преобразования пикселей в лазерные импульсы. «Стандартный» работает почти во всех случаях, но другие настройки могут лучше работать с фотографиями.
Раздел 2: Настройка вектора
- Скорость и мощность: То же, что и в настройке растра — скорость определяет скорость движения линзы, а мощность — мощность лазера.
- Частота: Частота импульсов лазера. Какие настройки работают лучше всего, зависит от материала, и поэтому в большинстве случаев не рекомендуется их менять. Значительное его изменение обычно приводит к тому, что материал не реагирует на лазер должным образом.
- Сортировка векторов : Вместо того, чтобы обрабатывать векторные линии в том порядке, в котором они перечислены в файле SVG, это позволяет программному обеспечению Epilog определять наилучший порядок.
 Хотя это может привести к резке линий в случайном порядке, это помогает предотвратить перегрев материала и незначительно увеличивает время резки.
Хотя это может привести к резке линий в случайном порядке, это помогает предотвратить перегрев материала и незначительно увеличивает время резки. - Частота Автоматически : Это заставляет лазер всегда работать на частоте 5000 Гц. Поскольку используются предустановки, эта настройка не является необходимой или идеальной.
Раздел 3: Разрешение
Разрешение измеряется в точках на дюйм, как и в обычном бумажном принтере. DPI может варьироваться от 75 до 1200 и может привести к значительным различиям в качестве изображения. Также важно отметить, что чем выше DPI, тем дольше время работы. Например. настройка 1200 DPI займет в два раза больше времени, чем настройка 600 DPI для того же изображения. Это относится только к растровым изображениям, так как векторные линии не имеют разрешения в традиционном понимании.
Совет 1: Аппарат может масштабировать изображение, но только до определенной степени. Большинство изображений сделаны с разрешением от 72 до 300 точек на дюйм. Установка одного из этих изображений на 600 DPI приведет к значительному улучшению качества, чем если бы оно было выгравировано с исходным разрешением, однако вы, вероятно, не заметите улучшения между 600 и 1200 DPI. Поэтому, если ваше изображение не было сделано с разрешением 1200 DPI, скорее всего, будет пустой тратой времени запускать его с разрешением выше 600 DPI.
Большинство изображений сделаны с разрешением от 72 до 300 точек на дюйм. Установка одного из этих изображений на 600 DPI приведет к значительному улучшению качества, чем если бы оно было выгравировано с исходным разрешением, однако вы, вероятно, не заметите улучшения между 600 и 1200 DPI. Поэтому, если ваше изображение не было сделано с разрешением 1200 DPI, скорее всего, будет пустой тратой времени запускать его с разрешением выше 600 DPI.
Наконечник 2: Если векторная линия слишком толстая, программа преобразует ее в растровое изображение и выгравирует. Порог для «слишком толстого» варьируется и определяется настройкой DPI. Поэтому рекомендуется, чтобы любая векторная линия, которая должна быть вырезана, имела минимально возможную толщину (0,025 мм в Inkscape и 0,001 pt в Illustrator).
Раздел 4: Опции
- Автофокус (только библиотека 21c): Теоретически эта настройка автоматически регулирует высоту кровати, поэтому ключ фокусировки не нужен.
 К сожалению не работает и поэтому этот параметр нельзя использовать и никогда не следует включать .
К сожалению не работает и поэтому этот параметр нельзя использовать и никогда не следует включать . - Гравировка по центру: Способ ручной установки координат лазера по осям XY, что полезно в ситуациях, когда материал не помещается точно в верхний левый угол. Дополнительную информацию см. на странице «Дополнительные методы» здесь.
- Отправить на лазер/Отправить менеджеру: Указывает программному драйверу, куда отправлять данные — на машину и/или в программу управления. Отправка на лазер должна быть включена, иначе файл не будет отправлен на машину. Программа управления программным обеспечением не установлена, поэтому этот параметр следует снять.
Раздел 5: Тип задания
Программное обеспечение, используемое для компоновки изображений (Adobe Illustrator или Inkscape), может поддерживать как растровые, так и векторные изображения, и машины могут выполнять оба типа заданий одновременно. Однако для достижения наилучших результатов часто необходимо запускать задания несколько раз, и количество раз, которое вы хотите растрировать, часто будет отличаться от количества раз, которое нужно разрезать. Вы можете компоновать оба типа файлов в программном обеспечении, а затем указать ему выполнять только растрирование, а затем просто повторно отправить задание только с векторными данными, не внося никаких изменений ни в макет, ни в настройки мощности/скорости. Если оставить комбинированный режим, машина выполнит один проход для всего растрирования, а затем один проход для всей векторной резки.
Однако для достижения наилучших результатов часто необходимо запускать задания несколько раз, и количество раз, которое вы хотите растрировать, часто будет отличаться от количества раз, которое нужно разрезать. Вы можете компоновать оба типа файлов в программном обеспечении, а затем указать ему выполнять только растрирование, а затем просто повторно отправить задание только с векторными данными, не внося никаких изменений ни в макет, ни в настройки мощности/скорости. Если оставить комбинированный режим, машина выполнит один проход для всего растрирования, а затем один проход для всей векторной резки.
Совет 1: Если выбран растр или вектор, другой тип данных игнорируется. Он не будет растрировать векторные линии, например, если выбран параметр «Растр».
Совет 2: Рекомендуется завершить растрирование до того, как приступить к резке. Это связано с тем, что, несмотря на то, что вырезы чрезвычайно узкие, теоретически возможно смещение вырезанного фрагмента, если растрирование выполняется после вырезания. Это маловероятно, но не невозможно.
Это маловероятно, но не невозможно.
Раздел 6: Размер фрагмента (дюймы)
Размер фрагмента должен быть указан здесь, и он должен соответствовать размеру рабочей области/монтажной области. Если числа не совпадают, гравировки/разрезы не будут правильно совмещены. Также обратите внимание, что, хотя программы компоновки могут работать с различными единицами измерения, вы должны указать здесь дюймы.
После установки и перепроверки настроек нажмите OK , чтобы вернуться в диалоговое окно печати программы макетирования.
- Если вы используете Adobe Illustrator, убедитесь, что размер предварительного просмотра и размер материала совпадают. Как правило, вам нужно будет зайти в настройки во второй раз, чтобы ИИ обновил введенный вами размер.
- При печати из PDF убедитесь, что выбран параметр «Реальный размер», прежде чем нажимать «Печать».
Оптимизация настроек лазера для металла – Enduramark
Лучший способ оптимизировать настройки лазера для металла
При подготовке настроек лазера к каждой работе учитывается множество факторов, но мы преодолели трясину, чтобы предложить вам самый простой способ оптимизировать настройки независимо от обстоятельств.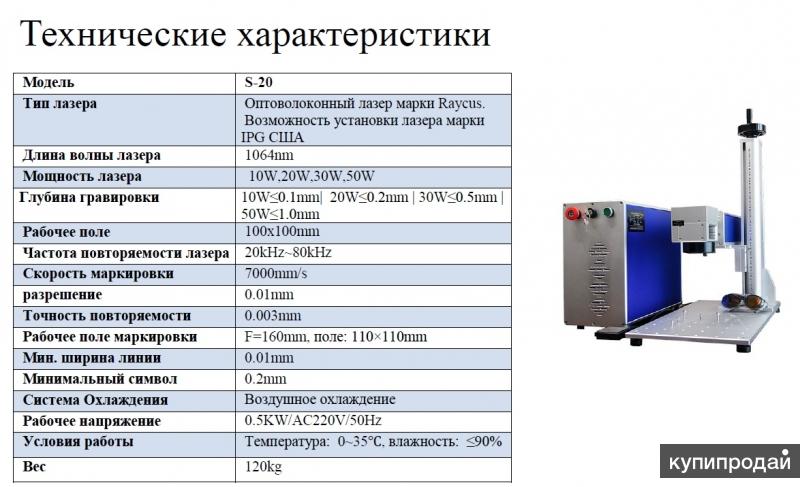
ПОЖАЛУЙСТА, ПОСМОТРИТЕ ВИДЕО НА YouTube!! (1) Каждый металл уникален, поэтому мы всегда рекомендуем проводить испытания с образцом маркируемого материала. Для оптимизации нержавеющей стали мы предоставляем два тега с каждым заказом.
(2) Тест-маркировочная сетка . Мы создали файлы с цветовой картой CorelDraw и Adobe Illustrator правильного размера, которые вы можете скачать здесь: файлы Corel Draw и Adobe Illustrator с цветовой картой
(3) Губка «Волшебный ластик» или универсальный аналог. Вы будете использовать это в конце процесса, чтобы лучше оценить свои результаты.
Что необходимо сделать:
(1) Нанесите на металлическую бирку из нержавеющей стали маркировочный спрей с одной стороны и отложите в сторону.
(2) Установите разрешение по умолчанию на 300 точек на дюйм.
(3) Перейдите на вкладку «Дополнительно», включите функцию сопоставления цветов в лазерной программе и введите настройки, как показано ниже, используя следующие цветовые коды RGB. Например, 100% мощность/60% скорость соответствует цветовому коду RGB 255 Red, 0 Green и 0 Blue.
Например, 100% мощность/60% скорость соответствует цветовому коду RGB 255 Red, 0 Green и 0 Blue.
(4) Включите лазер на полную мощность и не выключайте ее в течение всего цикла . Этот фактор должен оставаться неизменным на протяжении всего пробега. Единственное, что изменится в этой процедуре тестирования, — это скорость лазера.
(5) Результаты этого теста действительны только при разрешении 300 dpi. Установка разрешения 600 dpi даст другие результаты, и в целом мы рекомендуем маркировать с разрешением 300 dpi, если только вы не наносите маркировку на сложные подложки, такие как алюминий или медь. В таких случаях может потребоваться более высокое разрешение для обеспечения хорошей долговечности.
(6) Поместите металлическую метку с напылением в лазер .
(7) Центрируйте лазерный луч по центру металлической бирки . Лазерный луч должен быть центрирован слева направо (0,075 дюйма от края) и центрирован от нижней части пластины до нижней части канавки (1,34 дюйма от дна).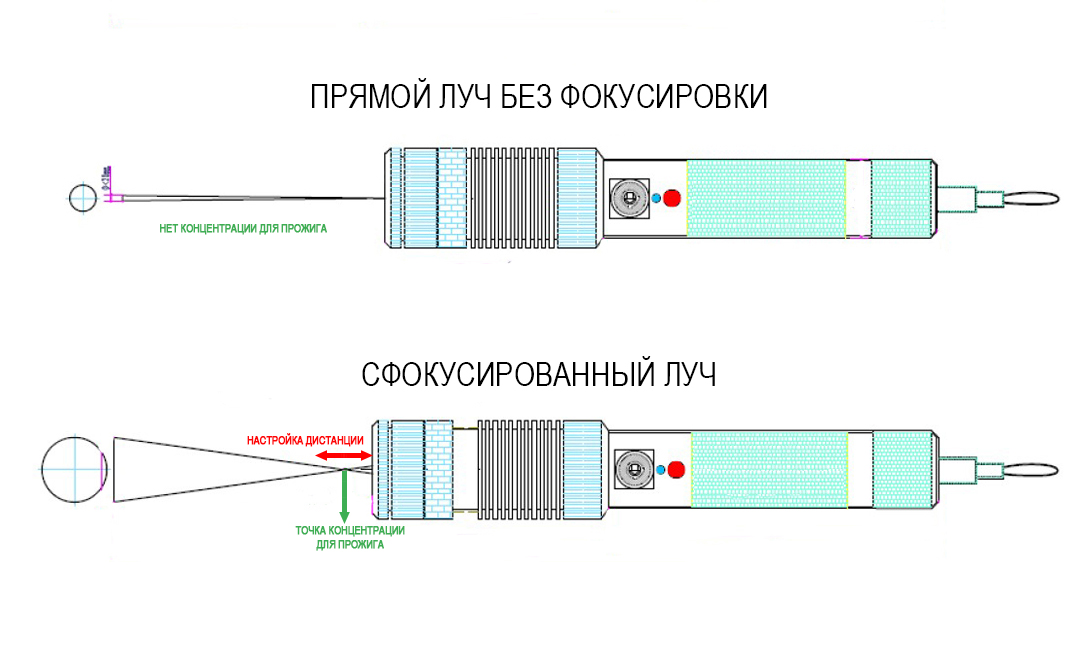
(8) Используйте гравировку по центру. Нажмите «Печать» в компьютерной программе, чтобы отправить задание на лазер, и лазерная метка.
(9) Смойте металлическую бирку водой и ЭНЕРГИЧНО потрите ее губкой «Волшебный ластик». Важно протереть бирку с некоторым усилием, чтобы выявить истинный вид и долговечность меток.
(10) Оцените оценки. Вы должны увидеть, что некоторые метки на более высоких скоростях стираются и не так постоянны, как на более медленных скоростях. В представленном в нашем видео образце метки на скорости 60 и 50 прилегают плохо. Метка на скорости 40 показывает улучшение, но все еще частично удаляется при очистке губкой. Скорость 30 лучше, чем скорость 40, но все же видны небольшие дефекты. Именно на скоростях от 20 до 5 все метки качественные и последовательные. Таким образом, учитывая наш образец, вы должны установить свою скорость на уровне 20, чтобы получить отличную оценку. Всегда ошибайтесь до следующей самой низкой скорости, чтобы обеспечить хорошее сцепление.
