Как паять радиодетали – Как паять паяльником на примере пайки деталей, проводов и возможности выпаять их с платы (провода, радиодетали на плате) (видео)Как паять радиодетали – Как паять паяльником на примере пайки деталей, проводов и возможности выпаять их с платы (провода, радиодетали на плате) (видео)
Как паять паяльником на примере пайки деталей, проводов и возможности выпаять их с платы (провода, радиодетали на плате) (видео)
Время не стоит на месте, оно бежит, несется, меняется, а вместе с ним меняется и все вокруг. Так еще в Советском Союзе, лет 30 назад, каждый второй умел наверняка паять, при этом делала это неплохо. Все это исходило из реалий того времени, когда люди чуть ли сами себе делали приемники, телевизоры, магнитофоны, всевозможные проигрыватели. Такую особенность можно связать с надлежащим развитием техники того времени, а вернее обеспечением последней населения нашей страны. Да, многим чего не хватало, сложные бытовые приборы мало того что стоили несколько зарплат, так еще и ждать их приходилось месяцами и годами. Такие реалии заставляли «дружить» с паяльником, тем самым, который мог порадовать своего хозяина новым, нужным и желанным прибором в доме. Достаточно вспомнить мое детство, когда засыпая в сумерках, я видел спину отца, склонившегося над письменным столом. В свете настольной лампы поднимался дымок от канифоли, столь приятный как помнится сейчас. Там что-то паялось… Однако с того времени много что изменилось. Техники стало пруд пруди, и стоит она при этом не так уж дорого. Канифоль на запах стала несколько другой, вонючей и химической… А паять умеет далеко на каждый второй. Но раз вы заглянули к нам на страничку, то наверняка не из праздного любопытства. Так вот и давайте поговорим о том, как паять паяльником радиодетали и провода.
Здесь, прежде, хотелось остепенить тех, кто пришел к нам с целью узнать о том, как паять чайники, трубки и радиаторы. Нет, мы вовсе не уничижаем их цели и задачи, просто в этой статье не об этом. Мы хотели поговорить о пайке исключительно деталей и проводов, о подвесном монтаже и монтаже на плате. Ведь по сути пайка радиолюбителя несколько отличается от пайки жестянщика, а значит нам, чтобы не валить все в одну кучу, и не распыляться на необъятное, хотелось бы упомянуть лишь о пайке паяльником радиодеталей и проводов. Если что извиняйте, а я продолжу…
Какой паяльник выбрать для пайки радиодеталей и проводов
По сути, здесь выбор будет состоять из поиска следующих критериев, это его мощность и тип жала. Вот давайте и разберем теперь возможные альтернативы.
Выбор паяльника по мощности
Для пайки радиоэлементов самым подходящим будет паяльник мощностью 25-40 Ватт, именно такая мощность обеспечит быстрый прогрев контактов, но не перегреет деталь. Перегрев детали может привести к выходу ее из строя, так скажем, что ножки можно греть 5-10 секунд, а есть и детали, которые выдержат и не более 2 секунд. Здесь надо исходить из опыта и конкретных условий, но чем быстрее вы сделаете пайку, тем лучше. При этом, используемая мощность паяльника должна использоваться оптимально, все на то, чтобы расплавить припой, но не предать лишнее тепло на корпус. Итак, с мощностью мы определились, теперь о видах, типах паяльника, вернее жал для них.
Выбор паяльника по типу жала
Итак, о материале жала паяльника. Начнем снова со времен СССР, тогда паяльники были одного типа, просто с медным жалом, других никто и не видел. Плюсы здесь очевидны. Медь хорошо передает тепло, на медное жало можно набрать какое-то количество припоя и использовать его локально для пайки, вот, пожалуй, и все. Теперь о минусах. Медные жала паяльника довольно быстро обгорают. Проявляется это следующим образом. Они покрываются окалиной, которая облетает, при этом в месте отслоения окалины само собой образуется углубление, искривление формы. Это очень неудобно в тех случаях, если вы паяете много и часто, а также тогда, когда вам необходимо постоянную ровную поверхность для пайки на самом жале. Да и сам принцип пайки здесь получается несколько иной. При медном жале весь припой для пайки берется на жало, а затем переносится в место пайки.

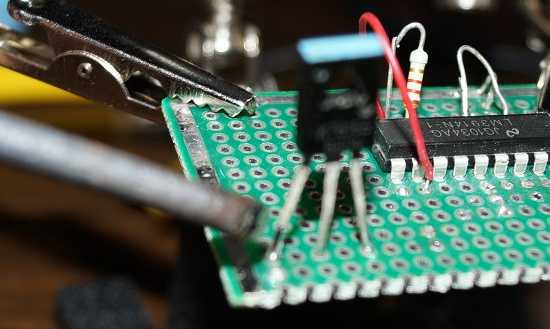
Однако есть и другая стратегия пайки, она возможно из-за несгораемых жал. Последние нашли обширное применение в наше время. Такие жала выполнены из композитного или тугоплавкого материла, часто покрыты твердым напылением, на которое не осаживается припой или осаживается очень ограниченно. В итоге, жало постоянно чистое и разогретое. Посмотрите на фото выше, медное жало справа выглядит совсем неказисто, если его сравнить с несгораемым жалом.
Паять несгораемым жалом можно очень долго, почти пожизненно. Однако припой в этом случае пайки, подается проволокой и непосредственно в место пайки, где разогревается, растекается и затвердевает.
Если подытожить эту главу, то надо сказать о том, что паяльник должен быть мощностью 25-40 Ватт, а жало выбирается в зависимости от привычки того, кто и с чем привык работать. Если же у вас нет навыков, то я бы посоветовал все-таки несгораемое жало, оно будет навсегда и не потребует обслуживания. О самих же особенностях пайки медным и несгораемым жалом мы поговорим чуть далее, а пока о подготовке к процессу пайки. А если точнее, то о применяемых флюсах, припое, кислоте, инструментах.
Что необходимо для пайки деталей и проводов (держатели, флюс, кислота, паяльный жир, инструмент, заточка жала)
Прежде чем начать паять, надо для этого что-то иметь… О паяльнике мы уже сказали, но это еще не все. Так для выполнения пайки вам потребуются расходные материалы, будь то флюс, паяльный жир, канифоль или кислота. Давайте разберем каждый из этих реактивов отдельно. Наиболее популярный реактив для пайки деталей канифоль. Именно её в большинстве случаев использовали радиолюбители в СССР. Однако сегодня я бы не сказали что это оптимальный вариант. Быть может из-за того что канифоль стала какой-то другой, она действительно даже пахнуть стала по-другому при разогреве. Видимо по лесам уже никто «не лазит» чтобы раздобыть натуральную смолу, а отсюда и этот непонятный совсем не естественный едкий запах. Я бы посоветовал использовать вам паяльный жир. Не важно, активный или нейтральный. Он вовсе не имеет запаха, что очень хорошо, прекрасно обволакивает контакт, скажу даже более. Жир в советское время был дефицитом, он использовался только на заводах оборонки, а вот обыватель мог о таком только мечтать, отсюда и такая распространенность упоминания о канифоли.

Теперь о флюсах и кислоте. Кислота и флюс наносятся с помощью кисточки или носика непосредственно в место пайки. Кислота фактически активный реактив, в ней находится кислота (соляная) и цинк. При попадании на металл, кислота съедает его поверхностный слой и продукты окисления на нем, а цинк остается после как коррозионно-сдерживающее. В любом случае, после пайки кислотой лучше промывать эти места от дальнейшего продолжения коррозии, используя соду или воду. Флюс в большинстве случаев это жидкий реагент вроде канифоли или паяльного жира, он не столь активен. Часто это канифоль растворенная в спирте, может еще какие-то добавки… Если резюмировать, то для пайки достаточно только паяльного жира или канифоли. Теперь о инструментах.
Без хорошего инструмента паять хорошо вряд ли получится. По крайней мере, если вы решили паять много и все подряд. Для удержания радиодеталей в самый раз будут плоскогубцы или пинцет, иначе вы будете обжигать пальцы. Для зачистки проводов и для ровного их откусывания нужны маленькие и острые кусачки. Во время сложных операций пайки, где необходимо припаять несколько проводков или под определенным углом, незаменимы будут штативы «вторая рука». Ну, само собой потребуется подставка под паяльник, чтобы он не валялся на столе и не спал вам столешницу и площадочка для лужения, где будут подготавливаться провода для пайки.
И вот сейчас мы наконец-то только подошли непосредственно к описанию операций процессов пайки. При этом, как мы уже и говорили, в зависимости от типа паяльника, процесс пайки будет несколько отличаться. Именно поэтому мы рассмотрим два варианта. Для паяльника с медным жалом и для паяльника с несгораемым жалом.
Пример пайки для паяльника с медным жалом
Любая пайка начинается с лужения площадок, проводов, других элементов, которые необходимо будет соединить вместе. Лужение, это фактически поверхностное покрытия припоем поверхностей. Цель этой процедуры проста. Поверхностный слой обеспечит хорошую когезию для будущего наплавляемого припоя, а значит и надежное соединение при пайке.
Здесь необходимо сказать и о материалах, которые вы собрались паять. Так скажем, будет паяться хорошо, черные металлы уже хуже, а вот паять алюминий я бы и вовсе вам не советовал. Так как дело это хлопотное и неблагодарное. Именно здесь необходимо сказать о том, что если у вас есть выбор, то выбирайте для пайки провода и коннекторы из меди, именно такой выбор позволит вам паять комфортно. Итак, о лужении медным паяльником.
Разогреваем паяльник, обычно это время 5-7 минут. Раньше даже не пытайтесь. Во время разогрева можно разово опустить паяльник в канифоль или паяльный жир, для предотвращения окисления меди.
Как только жало начнет уверенно плавить припой, то считайте он разогрет.
За это время пока можете зачистить от изоляции и окисла провод или площадку. Если это многожильный провод, то после того как сняли изоляцию, скрутите все проводки между собой. Также если соединение будет неразъемное, то тоже соедините проводки разных проводников между собой.
Теперь положите провод (а) на площадку и обработайте его кислотой, канифолью, либо жиром.

То есть теми реактивами, про которые я вам писал ранее. Именно они поспособствуют лужению, а как итог, и самой пайке. В нашем случае это паяльный жир, я разогрел его и обмакнул провод в него.
Теперь захватываем на жало излишнюю порцию припоя, по сути это будет капелька припоя. Подносим его к проводнику и водим вдоль него.

Проводник должен равномерно залиться.

Теперь он будет похож на нечто покрытое в металлической оболочке. Если припоя мало, то еще раз возьмите припой жалом и распределите его на месте пайки.

Такую же процедуру проводим и с другим проводником. Теперь можно спаять проводники между собой. Выставляем их так, как нам необходимо и каждый раз принося на жале пальника немного припоя, заливаем щель между проводниками.

При необходимости берем припой и приносим в место пайки.

В итоге получается красивый, прочный и надежный контакт. При необходимости, проводники перед пайкой можно скрутить.

Место пайки изолируем.
Теперь о пайке на плату. Здесь опять же надо начать с лужение дорожек платы. Если вы монтируете что-то на универсальную монтажную плату, то сразу берите плату с лужеными контактами. Далее выпрямляем контакты радиодетали и вставляем их в отверстия, так , чтобы они выступали с другой стороны на 0,5-1 мм. Теперь, как и в случае с проводом берем припой на жало и подносим его к месту ножка-отверстие.
Прикасаемся, и припой растекается по ножке, заполняя при этом и отверстие. Так пропаиваем все ножки радиоэлемента (провода).
Теперь вы хотя и не научились паять паяльником с медным жалом, но знаете как это делается.
Обслуживание (лужение) медного жала паяльника при пайке и после нее
Как я уже рассказывал вам, медное жало со временем выгорает и в итоге меняет свою форму. В итоге необходимо время от времени приводить его форму в порядок. Лучше всего ковать жало, то есть использовать молоток и наковальню, так и выстукивать нужные формы. Но если этого нет, то вполне можно обойтись и простым надфилем.

Берем и обрабатываем жало таким образом, чтобы оно стало подходить под удобную для вас форму (размер). Для меня такой формой является форма под плоскую отвертку. Надфилем стачиваются две стороны, в итоге получается ровный, но «голый» металл – медь.

Надо сказать, что медь металл мягкий. Обрабатывает его соответственно легко. После такого придания формы необходимо защитить жало от окисления. Делается это просто, нанесением на поверхностный слой жала припоя, который выполняет две функции. Во-первых, с его помощью мы паяем, о чем мы уже рассказали. Во-вторых, он защищает жало от окисления и выгорания. Итак, когда мы на холодную обработали жало, то включаем паяльник. Пока он греется, но не прогрелся, можно окунуть жало в канифоль или паяльный жир.
Затем берем припой и наносим на разогретое жало. Припой сам растечется по его поверхности. Все жало готово к использованию.
Восстановление жала необходимо проводить с периодичностью, когда вы заметили, что площадка на нем стала не ровной, и паять в результате этого стало неудобно.
Пример пайки для паяльника с несгораемым жалом
Здесь вновь надо начать с описания того, чем отличается пайка таким жалом. Самое большое отличие в том, что несгораемое жало только разогревает, оно не является средством для переноса припоя на место пайки. То есть по итого, все раздельно – жало обособленно разогревает, припой подается отдельно. В этом случае между жалом и припоем не образуется должной адгезии, это связано, прежде всего, с материалом жала. Материал не способен переносить припой, зато он и не сгорает, то есть практически вечный. Ну, об этом я уже тоже говорил, сейчас ближе все-таки о самом процессе…
В этот раз процесс лужения провода будет проводить с использование флюса, а не жира. Капаем несколько капель на зачищенные от изоляции и окислов контакты под пайку.

Укладываем провод на площадку и лудим. К слову, в качестве площадки для лужения прекрасно подходит деревянная вставка. Дерево со временем впитывает в себя жир и флюсы, а при необходимости может наоборот отдать их на проводник.
При разогреве провода жалом, подаем припой к месту лужения.

Припой распределяем по поверхности проводника, в то время пока водим его вдоль него, вместе с разогретым жалом.


Тоже самое делаем и со вторым проводником.
Теперь выставляем проводники друг относительно друга и используя припой, который подается проволокой, разогреваем его и заливаем в щель между проводников.



Все контакт готов, можно изолировать место пайки. Как и в предыдущем случае, провода можно скрутить между собой до пайки.
Теперь о пайке на плате. Здесь все аналогично. Ножки радиодетали вставляются в плату. Затем одновременно подносим припой и жало. Разогреваем место пайки, припой расплавляется и растекается по ножкам.


Как выпаять деталь из платы
На самом деле пайка в большинстве случае включает в себя не только соединение контактов, но и их разъединение. Если нам необходимо разъединить спаянные провода, то разогреваем место пайки и все готово. Однако с радиодеталями все сложнее. Ладно если это резистор или транзистор, когда вывода 2-3. В этом случае по переменке и оперативно разогреваем контакты, а затем вытаскиваем деталь из платы. Можно использовать маленькие плоскогубцы или пинцет, чтобы не обжечь руки. А вот с микросхемами все куда сложнее. Часто их демонтаж бывает в одностороннем порядке, то есть когда им просто перекусывают ножки, еще на плате, а затем выпаивают по одной. Это оправдано в том случае, когда микросхема больше применяться не будет. Если же вам необходимо сохранить радиодеталь с большим количеством выводов, то здесь есть два способа.
Первый это использовать иголку от шприца. Каждый раз разогревая припой, вы должны выставлять иголку на ножку таким образом, чтобы она отделяла припой от контакта. После того как такая процедуру будет проделана со всеми контактами радиодетали, то ее можно будет извлечь из платы.
Второй вариант, когда используется отсос припоя.

В этом случае к разогретому припою приставляется конструкция, которая похожа на шприц. После нажатия на кнопку, она резко поднимает поршень, происходит разряжение и лишний припой попадает в емкость отсоса. Вот и все секреты того, как можно выпаять деталь с платы.
Подводя итог о пайке паяльником
Не смотря на то, что наша статья получилась не такая уж маленькая, но она определенно не охватила всех тонкостей и особенностей, про которые вы узнаете только лишь из своего собственного опыта. Это я к тому, что именно опыт и время помогут вам в полной мере овладеть пайкой, чтобы она была надежной и в тоже время красивой.
Мне лишь еще раз хочется сказать, о том, что если вы не занимались пайкой совсем, то у вас есть альтернатива, по какому пути пойти. Взять паяльник с медным жалом или несгораемым жалом. Здесь справедливости ради надо сказать о том, что несгораемое жало все же по мне предпочтительнее. Оно вечное, оно очень маленькое, то есть можно разогревать маленькие детали, скажем smd радиодетали, которых в современной электронике не так уж мало. Хотя перейти на его использование было морально не просто. В руки так и просился мой старый верный паяльник с медным жалом. А вот медное жало это некий рудимент, от которого трудно отказаться тем, кто паял еще во времена СССР, и его все устраивает. Что же, они имеют право на свой выбор на свои предпочтения, на отстаивание своих интересов. Тем более, что у медного жала есть небольшой плюс. При его использовании, как я уже несколько раз говорил, не надо подавать припой на место пайки, он приносится на самом жале. Эта особенность позволяет воспользоваться второй свободной рукой, для удержания радиодетали или провода. При пайке несгораемым жалом в большинстве случаев потребуется приспособление «вторая рука», как на фото выше.
Что же, если у вас будут свои соображения и важные замечания по изложенному материалу, то вы можете написать о них в комментариях к статье. Мне лишь осталось пожелать поменьше обжигать пальцы и надежно и красиво паять соединения.
Видео о том как паять паяльником
xn——7kcglddctzgerobebivoffrddel5x.xn--p1ai
Как правильно паять паяльником: рекомендации (видео)
Процесс пайки начинается с выбора инструмента. Как правильно паять паяльником, если человек никогда не выполнял подобную работу и не держал в руках этот инструмент? Выход один: необходимо изучить методические рекомендации и приступать к работе.

Мощность инструмента указывает на сферу его применения: 3-19 Вт предназначен для работы с микросхемами, 40 Вт удобны для пайки бытовых приборов и радиодеталей.
Выбор инструмента для соединения материалов методом пайки
Для успешной работы необходимо подобрать нужный паяльник. Мощность инструмента указывает на сферу его применения:
- 3-19 Вт предназначен для работы с микросхемами;
- 40 Вт удобны для пайки бытовых приборов и радиодеталей.
Схема паяльника.
Более мощные инструменты применяют для соединения поверхностных элементов радиаторов, толстых проводов. Паяльник на 25 Вт отлично справляется с соединением резисторов, тонких проводов и других радиодеталей.
Для работ мастеру понадобятся дополнительные приспособления:
- подставка;
- сплав олова, свинца и кадмия;
- обезжиривающий состав.
Работа не будет качественной, если не приобрести такие инструменты, как:
- кусачки;
- напильник;
- пинцет.
Подставка для инструмента поможет избежать травматизма работника, т.к. паяльник при нагревании имеет температуру 300°C.
Электрическая схема регулятора температуры паяльника.
При выборе припоя следует обратить внимание на легкоплавкие до 65-70°C или на тугоплавкие до 1000 °C. Для радиолюбительских работ необходим припой марки ПОС-61, который используется в разной форме, но гораздо удобнее приобрести его в виде тонкого куска проволоки небольшой толщины. Радиолюбитель, готовясь к работе, приобретает обезжиривающий состав, канифоль или ее спиртовой раствор.
Флюс легко приготовить в домашних условиях, смешав в емкости спиртовой раствор и измельченную канифоль. Активный флюс в арсенале радиолюбителя помогает паять разъемы и выводы деталей. Для защиты поверхности рабочего стола приобретают кусок плексигласа или оргалита.
Существует мнение, что удачную работу с паяльником необходимо сочетать с пользованием цифровым тестером. Он позволяет измерить напряжение и преодолеть сопротивление.
Вернуться к оглавлению
Как подготовить паяльник к работе: рекомендации
Обозначение радиодеталей на схеме.
Для начала следует совершить две операции с инструментом:
- Заточить.
- Облудить.
Паяльник подключают к источнику электропитания. Через 2-3 мин происходит выгорание поверхностного смазочного материала. Иногда прогрев паяльника длится 15-20 мин, а по истечении этого времени рабочая часть обрабатывается напильником. Жало опускают в канифоль с последующим погружением в припой.
Металлокерамические жала не обрабатывают напильником, а смазывают влажной губкой. Если медный стержень деформируется слишком быстро, следует неоднократно проводить процедуру.
Вернуться к оглавлению
Обработка поверхности пред началом работы
Удлинитель жала паяльника.
Начальный этап технологического процесса включает зачистку поверхностей от старого лака или оксидной пленки.
Для работы подготавливают необходимый инструмент:
- скальпель;
- надфиль;
- наждачную бумагу.
Удаление загрязнений производят химическим или механически способом. Поверхность необходимо протереть мягкой ветошью, а наждачным полотном № 180-240 зачистить места соединения деталей.
При химической обработке используют кислоты с последующей просушкой деталей на воздухе. Механическая обработка может производиться методом шлифовки, зачистки абразивными листами, гидромеханическим способом.
Вернуться к оглавлению
Соединение радиодеталей с помощью паяльника
Схема лужения паяльником: 1 — паяльник, 2 — припой, 3 — газообразный флюс, 4 — растворенный окисел, 5 — поверхностный слой окисла, 6 — флюс, 7 — зона сплавления припоя с основным металлом, 8 — основной металл.
Если научиться спаивать радиодетали, можно собрать радиоэлементы в общую схему, выполняющую определенную функцию. Следует заранее запастись припоем, в составе которого находится 39% свинца и 61% олова (ПОС-61).
Подготовленные поверхности спаивают, предварительно отрегулировав температуру наружного конца паяльника с помощью специального устройства. К раскаленному концу паяльника припой крепится недостаточно плотно, поэтому следует инструмент слегка остудить. С помощью пинцета необходимо удерживать детали при пайке, иначе их легко повредить в результате перегрева.
Инструмент включают и ждут, пока жало не нагреется до 240°C. Если канифоль на конце паяльника вскипела, то он готов к работе. Плохо нагретый инструмент создает неплотный контакт, подвергающийся быстрому разрушению. Идеальный паяный шов глянцевый, с ровной блестящей поверхностью.
С печатной платы детали выпаивают таким образом, чтобы она не нагревалась более чем на 280°C. В противном случае происходит отслоение печатных дорожек в области наибольшего нагрева. Детали перед соединением тщательно фиксируют. При небольшом смещении качество пайки будет очень низким.
Тестирование радиоэлектронных компонентов.
После нагрева инструмента зачищают концы двух проводов, сняв 1,5 см изоляции. Два провода соединяют друг с другом, окуная конец паяльника в канифоль, затем в припой. Наносят его на место соединения приводов. Для спайки одножильного провода необходимо предварительно зачистить его концы наждачной бумагой. Закрепив провода, к ним присоединяют жало инструмента, выдерживая его в течение 5 секунд. Припой касается проводов, а затем ему дают время для полного остывания.
Для выпаивания резистора или диода место пайки нагревают паяльником. Затем вынимают провод, используя пинцет. Образовавшееся отверстие запаивают с помощью припоя, который расплавляется паяльником.
Вводится в отверстие небольшой элемент в виде зубочистки, и производят вращательные движения по часовой стрелке, а после затвердения припой извлекают.
Заранее проверяют пригодность всех проводов к пайке. Необходимо залудить выводы, а затем переходить непосредственно к спаиванию элементов.
Вернуться к оглавлению
Работа, связанная с соединением светодиодов и других элементов
Современные радиоэлектронные устройства оснащены безвыводными составляющим SMD. В их схеме не предусмотрено наличие проволочных выводов. Соединение происходит за счет припаивания контактных поверхностей. Для работы используют паяльник 10-12 Вт, соединяя каждый контакт последовательно.
При выпаивании SMD элемента осуществляется прогревание выводов. Для паяльника необходимо сделать несколько жал с разветвлениями на конце. При использовании более мощного инструмента с помощью медной проволоки на жале делают несколько витков, образующих удобную насадку. Она позволяет быстро выпаивать SMD компоненты. Насадка демонтируется и применяется как альтернатива маломощному паяльнику для присоединения тонких проводников к светодиодам. При спаивании такой ленты (для предохранения печатной дорожки) следует производить пайку в очень короткие сроки.
Вернуться к оглавлению
Соединение деталей на микросхемах с помощью паяльника
Нередко перед мастером-любителем стоит более сложная задача: выпаять микросхему с применением паяльника.
Необходимо приготовить для работы медицинскую инъекционную иглу с диаметром 0,6 мм. Выводы в микросхеме обрабатывают флюсом, а игла надевается на каждый вывод поочередно. Припой нагревают паяльником, вращая иглу в разные стороны, чтобы избежать ее соединения с выводом. После введения иглы в плату паяльник убирают, а иглу отсоединяют от ножки. Необходимо последовательно освободить каждую ножку от припоя. Весь процесс занимает, для освобождения вывода иглой, не более 2 секунд. Затем микросхему извлекают, а при возникновении препятствий вновь обрабатывают ножку иглой и паяльником.
Радиолюбитель быстро и легко произведет ремонт техники, если научится паять правильно.
Надежный инструмент не только справится с работой, но поможет выполнить ее качественно и в срок.
moiinstrumenty.ru
Как правильно паять — Радиомастер инфо
 Навыки пайки могут понадобиться для надежного соединения проводов, при ремонте и изготовлении радиоэлектронных устройств и т.д. Пайка металлических элементов – это их соединение расплавленным припоем.
Навыки пайки могут понадобиться для надежного соединения проводов, при ремонте и изготовлении радиоэлектронных устройств и т.д. Пайка металлических элементов – это их соединение расплавленным припоем.
Припой – это смесь олова, свинца и специальных добавок.
Что нужно для пайки?
Паяльник.
Припой, флюс.
Инструменты.
Рассмотрим по – порядку.
Паяльник.
Это основной инструмент при пайке. Разновидностей паяльников очень много. Вот некоторые из них:
Паяльник мощностью 40 Вт
 Паяльник мощностью 25 Вт
Паяльник мощностью 25 Вт
 Газовый паяльник
Газовый паяльник

Главные критерии по выбору паяльника такие:
— мощность паяльника должна соответствовать теплоемкости (проще габаритам) спаиваемых деталей, чем крупнее детали, тем больше мощность паяльника;
— форма жала паяльника должна быть удобной для пайки. Если это малогабаритные радиодетали, то удобно жало заточенное как притупленный карандаш, если металлический экран – то жало приплюснутое и т.д.;
— очень важно иметь устройство для регулировки напряжения, поступающего на паяльник. Это может быть ЛАТР (лабораторный автотрансформатор) или простейший тиристорный регулятор напряжения. Наличие регулятора позволит не допустить перегрева жала паяльника.

Удобно пользоваться паяльной станцией, в которой есть регулировка температуры жала паяльника и, как правило, фен для пайки SMD деталей или демонтажа многовыводных радиодеталей.
Припой.
Припой должен быть подобран по составу и температуре плавления. Есть легкоплавкие (мягкие) припои, с низкой температурой плавления до 300 градусов, например, ПОС-61 и тугоплавкие (твердые) с более высокими температурами плавления, например ПМЦ-54. Легкоплавкие припои применяются в устройствах, где при работе нет высоких температур и спаиваемые детали не допускают существенного нагрева, это как правило радиоэлектронные устройства (телевизоры, компьютеры и т.д.).
Если устройство при работе нагревается (блоки в моторном отсеке автомобиля, бытовая техника и т.д.) то паять нужно тугоплавким припоем, иначе при работе контакт расплавится.
ПОС-61 – припой оловянно – свинцовый. 61 – это процент содержания олова, чем меньше эта цифра, тем в припое меньше олова, а свинца больше и температура плавления соответственно выше.
Есть ряд специальных припоев, с добавками, которые придают им особые свойства. Это припой с добавлением меди и цинка (ПМЦ-54), припой с добавлением меди, цинка и серебра (ПСр-45), припой для пайки алюминия HTS-2000 и т.д.

Флюс.
Флюс – это специальное вещество для очистки поверхности спаиваемых деталей в процессе пайки и предохранения от окисления до покрытия припоем.

Самый простой и распространенный флюс – это канифоль. Ассортимент паяльных флюсов очень широкий. Есть активные флюсы. Раньше в качестве флюса просто применяли кислоту, буру и т.д.
Главное нужно помнить, что многие флюсы, особенно активные, являются плохими изоляторами, а то и вовсе проводят ток, как некоторые кислотные. Если пользоваться таким флюсом при ремонте радиоэлектроники, то это приведет к выходу ее из строя, так как после пайки на плате появятся перемкнутые флюсом контакты.
Для пайки электронных плат есть специальные флюсы с отличными изоляционными параметрами, например, вот этот:
Если нет возможности приобрести хороший флюс, можно растворять канифоль в техническом спирте и применять как флюс.
В любом случае, после окончания пайки, лучше тщательно промыть место пайки техническим спиртом и дать ему хорошо высохнуть.
Инструменты.
При пайке необходимы:
Пинцет
Кусачки
Плоскогубцы
Нож или скальпель
Держатель плат (маленькие тиски или зажим)

Технология пайки, основные моменты.
Перед пайкой очистить и залудить жало паяльника. Когда паяльник нагрелся жало можно очистить ветошью или плотной бумагой. Если жало черное и коррозировано, то выровнять и придать ему нужную форму напильником.
Жало лудить сразу после очистки и не оставлять его сухим, для этого периодически помещать в канифоль.
Лудить жало, помещая его в канифоль, затем в припой. Припой лучше расположить на кусочке луженой жести. Жалом паяльника потереть припой, затем его поместить в канифоль, и так несколько раз, пока жало не покроется припоем.

Если не пользуетесь паяльником, снизить напряжение, чтобы жало не выгорало. Припой должен держаться на жале.
Спаиваемые детали предварительно нужно залудить. Если они залужены и чистые, достаточно покрыть флюсом и паять. Если выводы деталей окислены и почернели, зачистить их канцелярской резинкой (теркой), или скальпелем. После этого выводы покрыть флюсом и залудить. Пайку осуществлять, прикладывая припой к месту пайки. Удобно, если припой проволочный с канифолью или флюсом внутри.
Правильно запаянный контакт выглядит округлым, олово растекается самостоятельно по всей поверхности контакта, припой блестит.
Если канифоль шипит и брызгает – жало перегрето. Перегретое жало не держит припой, быстро выгорает и чернеет. В таком случае нужно уменьшать напряжение на паяльнике.
Если температура жала недостаточна, припой плохо плавится и тянется за жалом, пайка имеет острые рваные края. Непрогретая пайка трескается и контакт пропадает.
При пайке радиодеталей, которые боятся статического заряда (высокочастотные полевые транзисторы и т.д.) нужно применять специальные меры:
— использовать статический браслет, который соединить с общим проводом устройства и жалом паяльника. Дополнительно можно тонким проводом обмотать выводы транзистора, таким образом перемкнув их между собой. После того как контакты запаяны, убрать этот провод.
Не забываем после окончания пайки промыть место пайки техническим спиртом и дать ему высохнуть.
Если паяльник маломощный и не прогревает крупную деталь, например, тюнер телевизора, можно подогреть место пайки дополнительным паяльником или феном паяльной станции.
При пайке полупроводниковых деталей важно не перегревать их, иначе они могут выйти из строя. Если кремниевые полупроводники выдерживают нагрев около 1000С, то германиевые намного меньше, до 700С. Как теплоотвод, можно использовать пинцет, удерживая ним деталь за вывод, который паяется.
Технология выпаивания радиодеталей, у которых много выводов, основные моменты.
Для неподготовленных людей выпаять трансформатор, у которого десять выводов, это настоящее испытание, хотя, имея информацию, приведенную ниже, сделать это совсем не сложно.
Способы, как это можно сделать:
- Применить оловоотсос

- Применить паяльник оловоотсос

- Использовать специальную трубку (заточенную медицинскую иглу)

radiomasterinfo.org.ua
Как правильно паять паяльником провода, радиоэлементы и детали
Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107.460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».

Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
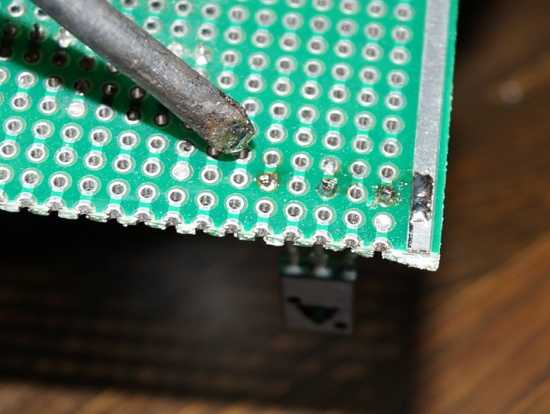
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.

С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Тут может помочь только применение регулятора температуры. Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).

Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
Вот такими стали медные провода после лужения.

Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.

Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Как залудить очень тонкий медный проводник покрытый эмалью
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.
Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
Пайка паяльником радиодеталей
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Пайка паяльником резисторов, диодов, конденсаторов
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.
Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.
Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третьей рукой мне служат настольные тески, с помощью которых свободный о
ydoma.info
Пайка радиодеталей, нюансы в монтаже радиоэлементов
Пайка радиодеталей позволяет собрать множество радиоэлементов в электронную схему определенного функционального назначения. Корректность по отношению к принципиальной схеме, аккуратность, последовательность в работе избавят Вас от необходимости еще раз переделывать то, что можно было сделать с первого раза.
При всей кажущейся новичку сложности — нет в процессе пайки радиодеталей ничего сложного, и при всей кажущейся самоуверенному новичку простоте – руку все-таки придется «набить».
А чтобы это было проще сделать немного теории и практических советов…

Что такое пайка
Пайка – это процесс соединения двух или более деталей посредством образования молекулярной связи между ними и более легкоплавким металлом – припоем.
Для соединения радиокомпонентов: диодов, конденсаторов, светодиодов используют обычно припой, состоящий из 61% олова и 39% свинца. Сплав свинца и олова в таком соотношении плавится при температуре 190ОС, а маркируется как ПОС-61 (Припой Оловянно-Свинцовый, 61% олова)
Процентное соотношение содержания свинца и олова определяют тугоплавкость припоя. Большее содержание свинца – более высокая температура плавления.
ПОС-61 еще называют «третник» из-за 1/3 доли свинца в нем.
Припой в «удобном» для пайки виде можно приобрести в виде мотка тонкой трубочки, внутри которой находится флюс, то есть канифоль.
Существует несколько видов флюса для пайки различных металлов, но для монтажа радиодеталей обычно используется именно канифоль.
Предназначение флюса в освобождении поверхностей, которые будут спаиваться, от окислов, а также способствовать лучшему растеканию припоя по поверхности металла.
Инструмент
Пайка невозможна без паяльника. Они бывают разные, но нас сейчас интересует одно их отличие – мощность. Паяльник мощностью от 20 до 40 Вт оптимально подойдет для большинства радиотехнических работ.

Внимание! Большинство радиоэлементов очень чувствительны к чрезмерному перегреву. Поэтому время касания их паяльником необходимо свести к минимуму.
Подготовка деталей к пайке
Для качественной пайки деталей их выводы предварительно необходимо очистить и залудить. Луженый проводник или место спая – это гарантия получения качественного соединения.
Вариант 1. Проводник или вывод детали чистый без окислов
Берем на жало паяльника немного припоя, касаемся канифоли, легко проводим жалом по выводу, лежащему на деревянной дощечке (желательно). Результат – тонкий слой припоя на поверхности.
Вариант 2. Вывод детали или проводник окисленный
Кладем вывод на таблетку аспирина (она плавится) и прогреваем. Затем лудим обычным способом на дощечке.
Если на выводе или проводнике остались излишки припоя, его можно удалить. Располагаем вывод вертикально, нагреваем паяльником снизу, припой перетечет на жало паяльника.
Монтаж радиодеталей
Невозможно в рамках одной статьи осветить все нюансы монтажа или демонтажа радиодеталей. Поэтому мы рассмотрим несколько типичных примеров пайки радиоэлементов.
Пайка проводников
Например, при монтаже различных участков светодиодной ленты необходимо припаивать проводники к ней. Для RGB-ленты это четыре проводника, для светодиодной ленты монохромного свечения по два.
Технология действий при пайке светодиодной ленты такова:
- отрезаем участок светодиодной ленты;
Внимание! Лента режется секциями по 3 светодиода необходимой длины по контактным площадкам!
- лудим контактные площадки;
Внимание! Делайте это паяльником мощностью 25Вт с тонким жалом. Перегрев контактных площадок светодиодной ленты грозит выходом из строя «близ-сидящих» светодиодов: одного от перегрева, остальные 2 из секции «за компанию»!
- Отрезаем проводники необходимой длины;
- Зачищаем на 3-5 мм и лудим их на деревянной дощечке;
- Прикладываем поочередно к контактным площадкам светодиодной ленты и жалом паяльника прогреваем место пайки.
Навесной монтаж деталей с выводами
К деталям с выводами мы можем отнести обычные резисторы, диоды,, конденсаторы и др.
При пайке радиодеталей навесным монтажом удобна такая технология:
- зачищаем выводы;
- лудим;
- прикладываем выводы друг к другу, по возможности фиксируем пинцетом или скручиваем;
- проглаживаем плоскостью жала паяльника с предварительно набранным припоем и флюсом;
- убираем жало паяльника, сохраняя неподвижность деталей,
- забираем пинцет после остывания места пайки.
Внимание! Процесс пайки должен быть быстротечным – детали боятся перегрева! В случае неудачной попытки (5-10 с) прогрева даем деталям возможность остыть. При пайке светодиодов, диодов желательно удерживать их пинцетом между местом пайки и корпусом. Пинцет в этом случае будет играть роль теплоотвода.
Монтаж элементов с выводами на печатную плату
- подгибаем пинцетом или тонкими плоскогубцами выводы, например, диодов до совпадения их с необходимыми отверстиями.
Внимание! Нельзя гнуть выводы диодов, конденсаторов, светодиодов непосредственно у их корпуса – необходимо отступать 2-5 мм.
- желательно залудить выводы диодов до вставки их на место пайки;
- вставляем деталь на свое место на плате;
- набрав на жало паяльника немного припоя и канифоли (жидкий флюс можно нанести кисточкой непосредственно на место пайки), прикасаемся плоскостью жала к выводу детали;
- в нормальной ситуации припой фактически мгновенно перетечет с жала на контактную площадку платы;
- забираем паяльник, место спая остывает чуть более секунды-двух;
- выступающие выводы диодов откусываем кусачками;
- после монтажа всех элементов (кроме реле, подстроечных резисторов, тумблеров, кнопок и прочей механики) протираем остатки флюса спиртом.
Интересно! Удаление остатков канифоли уменьшит риск нарушения электрического контакта места спая, так как входящая в состав канифоли абиетиновая кислота со временем приводит к окислению металла.
Монтаж smd компонентов без выводов
Примером монтажа SMD компонентов может служить размещение светодиодов на светодиодной ленте. Особенность подобных SMD элементов в том, что они не имеют выводов, а только контактные площадки на корпусе.
Осторожно! Перегрев таких элементов грозит их немедленным выходом из строя.
Пайка чипов, smd диодов, smd светодиодов и др. элементов происходит на подготовленные площадки на плате путем поочередного прогрева маломощным пальником каждой контактной площадки. Это несложно.
Сложнее безопасно демонтировать, например, SMD светодиод с платы. Он очень хрупкий, боится перегрева, контактные площадки SMD элемента легко отпадают, а припаян он на противоположных гранях. Задача – одновременно прогреть два контакта SMD светодиода.
Это может быть реализовано путем использования специально сделанного двойного жала паяльника (намотка из проволоки диаметром 1 мм на основное жало паяльника), для одновременного прогрева SMD светодиодов или диодов с двух сторон.
Демонтаж вздувшихся конденсаторов с материнской платы
Для демонтажа вздувшихся конденсаторов должна выполняться очень аккуратно – материнская плата многослойная, контактные дорожки очень тонкие. Паяльник ля выпаивания конденсаторов желательно использовать 40- ватный с заточенным до ширины 3 мм жалом.
Выводы конденсаторов выпаиваем поочередно:
прогреваем один, одновременно отгибая корпус конденсатора так, чтобы вывод немного сдвинулся;
прогреваем второй с аналогичными действиями;
вновь возвращаемся к первому и т.д.
Пайка исправных конденсаторов происходит в подготовленные посадочные отверстия. Для этого следует удалить из отверстий для ножек конденсаторов припой. Для этого контактную площадку нагреваем паяльником и вставляем в отверстие зубочистку. Затем вместо зубочистки вставляем швейную иглу (0,5 мм) и прогревая контактную площадку с другой стороны просовываем иголку, вращая ее, чтобы не прилипла.
Монтаж конденсаторов заканчивается установкой их на место с соблюдением полярности, прогревом контактов и откусыванием излишков.
Пусть эти несколько примеров монтажа радиоэлементов помогут Вам «стартануть» в занимательный мир радиоэлектроники.
Похожие статьиgoodsvarka.ru
Как правильно паять паяльником платы, чипы, алюминий
Способ соединения металлических изделий и заготовок в одно целое с помощью паяльника и припоя известен человечеству очень давно. Очевидно, первыми начали применять такой способ кузнецы — ювелиры (Goldsmith), поскольку способ кузнечной сварки не подходил для их тонких и изящных изделий. Позже технологию стали применять для ремонта металлической посуды, а с освоением электричества она надолго стала основным способом соединения проводников и электрокомпонентов. Научиться, как правильно паять электропаяльником, не очень сложно. Потребуются внимательность, аккуратность и терпение.
 Как правильно паять
Как правильно паятьЧто такое пайка
С точки зрения технологии, спаиванием называют операцию неразъемного соединения деталей из различных материалов, выполняемую с помощью легкоплавкого металла или сплава. Припой в расплавленном виде вводится между двух остающихся в твердом фазовом состоянии изделий, затекает в их мельчайшие поры и, застывая, прочно соединяет их.
Люди начали паять паяльником, нагревая его на открытом огне. Такая работа требовала большого навыка и даже определенного мастерства, чтобы научиться паять, у ученика уходили годы. В начале XX века появились электрические паяльники, поддерживающие постоянную температуру жала, и с тех пор освоить основы пайки по плечу любому за несколько часов. Пайка паяльником утратила тайны ремесла и превратилась в обычный навык домашнего мастера. Тем не менее, электропаяльник паяет не сам, и необходимо соблюдать определенные правила пайки.
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции — достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.
Как правильно паять
Чтобы научиться паять, необходимо три вещи:
- Терпение.
- Терпение.
- Терпение.
Кроме того, для того, чтобы правильно паять, требуется
- Правильно оборудованное рабочее место.
- Качественный и исправный электропаяльник.
- Правильно выбрать подходящие к спаиваемым материалам паяльную проволоку и флюс.
- Правильно и тщательно подготовить поверхности.

Пайка проводов
Пайка для начинающих лучше получится, если взять для освоения относительно несложное задание, и обязательно на учебном материале. Не нужно осваивать процесс, пытаясь починить пылесос или материнскую плату компьютера — возьмите отрезки проводков и потренируйтесь на них.
Подготовка паяльника к работе
При первом включении нового электропаяльника с его поверхности идет дымок, и появляется характерный запах. Это сгорает тонкий слой смазки, нанесенный на кожух электронагревателя на производстве. Когда смазка выгорит, нужно выключить устройство и дождаться его остывания.
Заточка жала
Жало — это стержень из медного сплава, имеющий форму сильно вытянутого цилиндра. Требуется придать концу жала одну из используемых при паяльных работах форм.
- Сплющенная в виде лопатки. Применяется, чтобы паять массивные заготовки мощными электропаяльниками.
- Заточенная на острый конус или четырехгранную пирамиду. Используется при работе с тонкими проводниками и электронными компонентами.
- Тупой конус подходит для более толстых жил.
Заточка лопаткой позволяет одним жалом паять и тонкие, и более толстые провода и изделия, поворачивая его нужной стороной.
Лужение паяльника
Перед началом работы с паяльником на жало требуется нанести тонкий слой оловянного сплава (залудить). Применяется два основных способа:
- Разогретым жалом прикасаются к канифоли, расплавляют кусочек паяльной проволоки и деревянным шпателем втирают его в поверхность кончика жала.
- Разогретое жало трут о тряпку, пропитанную раствором хлористого цинка, далее действуют так же, как и в первом способе.
После того, как кончик жала покрылся слоем олова, подготовка паяльника к работе завершена.
Какие существуют виды паяльников
За тысячелетия совершенствования технологии люди разработали несколько видов устройств, причем большинство из них — за последнее столетие.
Молотковый
Это традиционный, проверенный временем вид — заостренная с одной стороны медная болванка, которую нагревали на углях или в пламени костра.

Молотковый паяльник
Работа требует отличной координации движений и чувства времени — остывает такое устройство довольно быстро.
Электропаяльник
Это тот самый прибор, который используют большинство домашних мастеров. За столетие изменился лишь материал ручки и изоляция сетевого шнура. Конструкция оптимальна для мощности 25-250 ватт. По цене конкурентов не имеет.
Керамический
Вместо нагревателя из нихрома применяется элемент из специальной электрокерамики. Такой прибор очень быстро нагревается и позволяет регулировать температуру нагрева.

Паяльник с керамическим нагревателем
Их делают маломощными и применяют на производствах.
Импульсный
Жало включается в цепь вторичной обмотки трансформатора, намотанной толстым проводом в несколько витков. В этой цени низкое напряжение, но очень сильный ток. Он разогревает жало за долю секунды. Нагревается жало не постоянно, а только в момент пайки, для чего на рукоятке имеется кнопка включения. Температура не регулируется, но для домашнего применения они удобны и экономичны.
Индукционные
В таких устройствах разогрев сердечника происходит с использованием явления высокочастотной индукции. Отличаются стабильностью рабочей температуры.
Газовые
Сзади жала расположена миниатюрная газовая горелка, а в рукоятке — баллончик с газом. Позволяет работать без электричества, может работать с высокотемпературными припоями, после снятия жала превращается в универсальную газовую горелку.

Газовый паяльник
Отличается повышенной пожароопасностью.
Выбор мощности
Выбор мощности зависит от тех объектов, которые собираются спаивать:
- Тонкие проводки и электронные компоненты : 25-40 ватт.
- Проводники и детали толщиной до одного миллиметра: 40-80 ватт.
- Изделия толщиной до 2 мм: не менее 100 ватт.
Домашний мастер обычно покупает два электропаяльника:25-40 ватт для тонких работ и 60-100 ватт — для средних. Пайку кабелей и сосудов лучше поручить профессионалу, имеющему соответствующее оборудование и навыки.
Подготовка к пайке
Перед тем, как начать паяльные работы, следует подготовить спаиваемые поверхности. С кабелей удаляют изоляцию, с контактных площадок — загрязнения и лаковое покрытие, если оно имеется.
Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
- Механический — зачистка «бархатным» надфилем или мелкозернистой наждачной бумагой.
- Химический — обработка лака слабым раствором кислоты.
- Комбинированный.
Если требуется паять паяльником приводок или вывод электронного компонента к площадке на печатной плате, очистку проводят крайне осторожно, чтобы не повредить соседние участки. Правильно паять — это значит, прежде всего, тщательно готовиться к операции.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости — нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки. Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием — Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Разогрев и выбор температуры
Для достижения оптимального режима температура соединяемых элементов должна быть на 60 -80 ⁰C выше температуры плавления припоя, а температура жала должна быть еще на 10-20 ⁰C выше.
На профессиональной паяльной станции выставляют температуру жала на 70-110 ⁰C больше температуры плавления. На обычном устройстве датчика температуры нет, поэтому пользуются следующим способом: при погружении жала в канифоль она должна бурно кипеть, с шипением и появлением характерного смолистого запаха, но не должна дымить и трещать — это означает, что жало перегрето.
Внесение припоя
В разогретую до требуемой температуры рабочую зону припой вносят двумя методами:
- В жидком виде, на кончике жала, применяется при соединении небольших элементов. Для этого касаются проволоки жалом, кусочек проволоки плавится и под действием сил поверхностного натяжения перетекает на жало, покрывая его тонким слоем. Капля при этом с жала свисать не должна.
- В твердом виде, поднося проволоку к рабочей зоне. Применяется при работе с крупными деталями.

Пайка твердым припоем
Важно следить за тем, чтобы не образовывались капли припоя — их надо сразу убирать
Какие существуют припои
В промышленности разработаны и применяются десятки различных марок для различных комбинаций спаиваемых материалов и различных методов спаивания. Правильно выбрать марку из этого разнообразия не так просто, для этого нужны систематические знания по материаловедению В домашней мастерской из всего этого многообразия можно вполне обойтись сплавами группы ПОС ХХ (оловянно-свинцовыми). Две цифры после названия обозначают процентное содержание олова в сплаве.

Свойства припоев
Для ответственных спаек — печатные платы и электронные компоненты — применяют ПОС-60, для менее важных можно обойтись ПОС-30 .Для спайки алюминия правильно применять составы марки Авиа.
Как правильно паять паяльником несколько советов
Чтобы правильно и надолго припаять детали, следуйте нескольким советам:
- Тщательно готовьте поверхности.
- Правильно прогревайте рабочую зону, не допуская как недостаточного прогрева, так и перегрева.
- Не допускайте недостатка или излишка припоя в рабочей зоне. Его ровный слой должен полностью покрывать провода и контакты, но не должны образовываться капли и потеки.
- Правильно компонуйте рабочее место. Избегайте захламленности. Все должно быть под рукой.
- Придерживайте провода и выводы деталей пинцетом во избежание ожогов.
Как научиться паять паяльником
В качестве учебного задания прекрасно подойдет тренировка на обрезках проводов. Начать лучше с одножильных. Просто возьмите два проводка, и попробуйте их спаять. Когда удастся правильно спаять одножильные проводки (они перестанут отваливаться друг от друга), можно перейти на многожильные.
Признаки того, что вы научились паять правильно и у вас получилась качественное соединение:
- Поверхность затвердевшего припоя серебристая, с отблеском.
- Нет капель и потеков.
- Соединение прочное (не рвется руками).
- Изоляция не оплавлена.
Далее можно продолжать тренироваться на многожильных кабелях, а потом — на жилах большого сечения.
После завершения пайки
В том случае, когда концы проводов и контактную площадку подвергали обработке флюсом, по окончании операции его остатки необходимо удалить.
Ветошь или губку следует смочить в мыльном растворе и протереть место соединения. Далее его надо просушить сухой ветошью либо феном.
Другие виды пайки
Сухая пайка паяльным карандашом, применяется в тех случаях, когда растекание припоя из рабочей зоны нежелательно — при изготовлении украшений и предметов художественного творчества. Жало берут бронзовое и лужению его не подвергают.
Скрученные жилы большого сечения пропаивают погружением в чашку, заполненную расплавившимся припоем, или футорку. Футорка имеет электроподогрев, на поверхности находится слой кипящего флюса, через который проходят концы жил при окунании.
Для медных изделий большой массы, таких, как трубы, применяют пайку в пламени горелки. Высокая температура факела удаляет окисный слой.
Пайка горелкой
Вначале проводят лужение тугоплавким припоем, после чего детали можно спаивать низкотемпературными составами.
Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Мелкая пайка
При впаивании в печатную плату мелких деталей, таких, как электронные компоненты, нужно избегать двух ошибок:
- Перегрев. Он может привести к выходу их строя деталей и к отслоению проводящих дорожек.
- Избыток припоя. Остаточного тепла, содержащегося в его крупной капле, может хватить на то, чтобы вывести из строя транзистор или микросхему. Массы капли также бывает достаточно для того, чтобы в условиях вибрации или сильного удара оторвать дорожку.
По окончании пропаивания печатную плату следует покрыть специальным лаком, предохраняющим места соединений, детали и проводящие дорожки от влажности и коррозии.
ИМС и чипы
Интегральная микросхема, или чип, обладает особо тонким внутренним устройством и чрезвычайной чувствительностью к перегреву. Паять их необходимо с особой осторожностью, тщательно обеспечивая отвод тепла. Микросхемы в корпусах стандарта DIP, выводы на которых идут через 2,51 миллиметра, паяют маломощными устройствами. Выводы у таких микросхем залужены еще на заводе, поэтому для соединения достаточно короткого и точного прикосновения жала с минимумом состава ПОС 61, в качестве флюса берут спиртоканифоль или состав ТАГС.
Большие чипы, например, процессоры в персональных компьютерах, вообще не паяют, а вставляют в специальные гнезда, припаянные к материнской плате. Самостоятельно правильно припаять процессор смартфона также очень маловероятно, даже если у вас есть паяльная станция.
Микросхемы выпайка
По техническим условиям производителей, микросхемы после выпайки из платы не подлежат дальнейшему использованию — слишком высок риск перегрева. Однако народные умельцы ухитряются выпаивать микросхемы, прикладывая проволоку из нихрома к выпаиваемым ножкам для обеспечения теплоотвода. Но вероятность необратимого повреждения микросхемы все равно остается весьма высокой.
Заземление паяльника
Для работы с высокочувствительными электронными компонентами, которые могут быть выведены из строя зарядом статического электричества, следует использовать низковольтные электропаяльники. Их заземляют по специальной схеме, с применением понижающего трансформатора. Использование импульсных приборов недопустимо.
Кроме того, мастер должен надеть на запястье заземляющий браслет, подключенный гибким кабелем к массе печатной платы.
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно.
Два основных фактора опасности при паяльных работах — это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса.
Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего — быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
Недопустимо придавливать спаиваемые предметы локтем, кистью, корпусом прибора или другими тяжелыми предметами.
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу.
При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки — дополнительные меры пожарной безопасности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Пайка SMD деталей в домашних условиях

SMD — Surface Mounted Devices — Компоненты для поверхностного монтажа — так расшифровывается эта английская аббревиатура. Они обеспечивают более высокую по сравнению с традиционными деталями плотность монтажа. К тому же монтаж этих элементов, изготовление печатной платы оказываются более технологичными и дешевыми при массовом производстве, поэтому эти элементы получают все большее распространение и постепенно вытесняют классические детали с проволочными выводами.
Монтажу таких деталей посвящено немало статей в Интернете и в печатных изданиях, в своей статье про выбор главного инструмента я уже писал немного по этой теме. Сейчас хочу ее дополнить.
Надеюсь мой опус будет полезен для начинающих и для тех, кто пока с такими компонентами дела не имел.
Выход статьи приурочен к выпуску первого датагорского конструктора, где таких элементов 4 шт., а собственно процессор PCM2702 имеет супер-мелкие ноги. Поставляемая в комплекте печатная плата имеет паяльную маску, что облегчает пайку, однако не отменяет требований к аккуратности, отсутствию перегрева и статики.
Инструменты и материалы
Несколько слов про необходимые для этой цели инструменты и расходные материалы. Прежде всего это пинцет, острая иголка или шило, кусачки, припой, очень полезен бывает шприц с достаточно толстой иголкой для нанесения флюса. Поскольку сами детали очень мелкие, то обойтись без увеличительного стекла тоже бывает очень проблематично. Еще потребуется флюс жидкий, желательно нейтральный безотмывочный. На крайний случай подойдет и спиртовой раствор канифоли, но лучше все же воспользоваться специализированным флюсом, благо выбор их сейчас в продаже довольно широкий.
В любительских условиях удобнее всего такие детали паять при помощи специального паяльного фена или по другому — термовоздушной паяльной станцией. Выбор их сейчас в продаже довольно велик и цены, благодаря нашим китайским друзьям, тоже очень демократичные и доступны большинству радиолюбителей. Вот например такой образчик китайского производства с непроизносимым названием. Я такой станцией пользуюсь уже третий год. Пока полет нормальный.

Ну и конечно же, понадобится паяльник с тонким жалом. Лучше если это жало будет выполнено по технологии «Микроволна» разработанной немецкой фирмой Ersa. Оно отличается от обычного жала тем, что имеет небольшое углубление в котором скапливается капелька припоя. Такое жало делает меньше залипов при пайке близко расположенных выводов и дорожек. Настоятельно рекомендую найти и воспользоваться. Но если нет такого чудо-жала, то подойдет паяльник с обычным тонким наконечником.

В заводских условиях пайка SMD деталей производится групповым методом при помощи паяльной пасты. На подготовленную печатную плату на контактные площадки наносится тонкий слой специальной паяльной пасты. Делается это как правило методом шелкографии. Паяльная паста представляет собой мелкий порошок из припоя, перемешанный с флюсом. По консистенции он напоминает зубную пасту.

После нанесения паяльной пасты, робот раскладывает в нужные места необходимые элементы. Паяльная паста достаточно липкая, чтобы удержать детали. Потом плату загружают в печку и нагревают до температуры чуть выше температуры плавления припоя. Флюс испаряется, припой расплавляется и детали оказываются припаянными на свое место. Остается только дождаться охлаждения платы.
Вот эту технологию можно попробовать повторить в домашних условиях. Такую паяльную пасту можно приобрести в фирмах, занимающихся ремонтом сотовых телефонов. В магазинах торгующих радиодеталями, она тоже сейчас как правило есть в ассортименте, наряду с обычным припоем. В качестве дозатора для пасты я воспользовался тонкой иглой. Конечно это не так аккуратно, как делает к примеру фирма Asus когда изготовляет свои материнские платы, но тут уж как смог. Будет лучше, если эту паяльную пасту набрать в шприц и через иглу аккуратно выдавливать на контактные площадки. На фото видно, что я несколько переборщил плюхнув слишком много пасты, особенно слева.
Посмотрим, что из этого получится. На смазанные пастой контактные площадки укладываем детали. В данном случае это резисторы и конденсаторы. Вот тут пригодится тонкий пинцет. Удобнее, на мой взгляд, пользоваться пинцетом с загнутыми ножками.
Вместо пинцета некоторые пользуются зубочисткой, кончик которой для липкости чуть намазан флюсом. Тут полная свобода — кому как удобнее.
После того как детали заняли свое положение, можно начинать нагрев горячим воздухом. Температура плавления припоя (Sn 63%, Pb 35%, Ag 2%) составляет 178с*. Температуру горячего воздуха я выставил в 250с* и с расстояния в десяток сантиметров начинаю прогревать плату, постепенно опуская наконечник фена все ниже. Осторожнее с напором воздуха — если он будет очень сильным, то он просто сдует детали с платы. По мере прогрева, флюс начнет испаряться, а припой из темно-серого цвета начнет светлеть и в конце концов расплавится, растечется и станет блестящим. Примерно так как видно на следующем снимке.

После того как припой расплавился, наконечник фена медленно отводим подальше от платы, давая ей постепенно остыть. Вот что получилось у меня. По большим капелькам припоя у торцов элементов видно где я положил пасты слишком много, а где пожадничал.
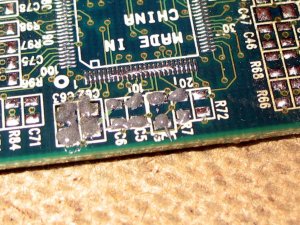
Паяльная паста, вообще говоря, может оказаться достаточно дефицитной и дорогой. Если ее нет в наличии, то можно попробовать обойтись и без нее. Как это сделать рассмотрим на примере пайки микросхемы. Для начала все контактные площадки необходимо тщательно и толстым слоем облудить.

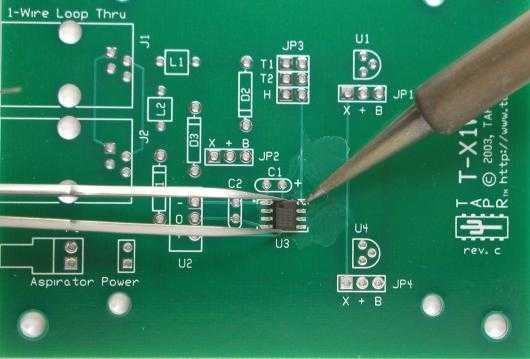
На фото, надеюсь видно, что припой на контактных площадках лежит такой невысокой горочкой. Главное чтобы он был распределен равномерно и его количество на всех площадках было одинаково. После этого все контактные площадки смачиваем флюсом и даем некоторое время подсохнуть, чтобы он стал более густым и липким и детали к нему прилипали. Аккуратно помещаем микросхему на предназначенное ей место. Тщательно совмещаем выводы микросхемы с контактными площадками.

Рядом с микросхемой я поместил несколько пассивных компонентов керамические и электролитический конденсаторы. Чтобы детали не сдувались напором воздуха нагревать начинаем свысока. Торопиться здесь не надо. Если большую сдуть достаточно сложно, то мелкие резисторы и конденсаторы запросто разлетаются кто куда.

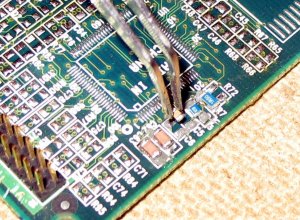
Вот что получилось в результате. На фото видно, что конденсаторы припаялись как положено, а вот некоторые ножки микросхемы (24, 25 и 22 например) висят в воздухе. Проблема может быть или в неравномерном нанесении припоя на контактные площадки или в недостаточном количестве или качестве флюса. Исправить положение можно обычным паяльником с тонким жалом, аккуратно пропаяв подозрительные ножки. Чтобы заметить такие дефекты пайки необходимо увеличительное стекло.

Паяльная станция с горячим воздухом — это хорошо, скажете вы, но как быть тем, у кого ее нет, а есть только паяльник? При должной степени аккуратности SMD элементы можно припаивать и обычным паяльником. Чтобы проиллюстрировать эту возможность припаяем резисторы и пару микросхем без помощи фена одним только паяльником. Начнем с резистора. На предварительно облуженные и смоченные флюсом контактные площадки устанавливаем резистор. Чтобы он при пайке не сдвинулся с места и не прилип к жалу паяльника, его необходимо в момент пайки прижать к плате иголкой.
Потом достаточно прикоснуться жалом паяльника к торцу детали и контактной площадке и деталь с одной стороны окажется припаянной. С другой стороны припаиваем аналогично. Припоя на жале паяльника должно быть минимальное количество, иначе может получиться залипуха.
Вот что у меня получилось с пайкой резистора.

Качество не очень, но контакт надежный. Качество страдает из за того, что трудно одной рукой фиксировать иголкой резистор, второй рукой держать паяльник, а третьей рукой фотографировать.
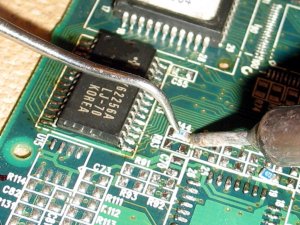
Транзисторы и микросхемы стабилизаторов припаиваются аналогично. Я сначала припаиваю к плате теплоотвод мощного транзистора. Тут припоя не жалею. Капелька припоя должна затечь под основание транзистора и обеспечить не только надежный электрический контакт, но и надежный тепловой контакт между основанием транзистора и платой, которая играет роль радиатора.

Во время пайки можно иголкой слегка пошевелить транзистор, чтобы убедиться что весь припой под основанием расплавился и транзистор как бы плавает на капельке припоя. К тому же лишний припой из под основания при этом выдавится наружу, улучшив тепловой контакт. Вот так выглядит припаянная микросхема интегрального стабилизатора на плате.
Теперь надо перейти к более сложной задаче — пайке микросхемы. Первым делом, опять производим точное позиционирование ее на контактных площадках. Потом слегка «прихватываем» один из крайних выводов.

После этого нужно снова проверить правильность совпадения ножек микросхемы и контактных площадок. После этого таким же образом прихватываем остальные крайние выводы.

Теперь микросхема никуда с платы не денется. Осторожно, по одной припаиваем все остальные выводы, стараясь не посадить перемычку между ножками микросхемы.
Вот тут то нам очень пригодится жало «микроволна» о котором я упоминал вначале. С его помощью можно производить пайку многовыводных микросхем, просто проводя жалом вдоль выводов. Залипов практически не бывает и на пайку одной стороны с полусотней выводов с шагом 0,5 мм уходит всего минута. Если же такого волшебного жала у вас нет, то просто старайтесь делать все как можно аккуратнее.

Что же делать, если несколько ножек микросхемы оказались залиты одной каплей припоя и устранить этот залип паяльником не удается?
Тут на помощь придет кусочек оплетки от экранированного кабеля. Оплетку пропитываем флюсом. Затем прикладываем ее к заляпухе и нагреваем паяльником.

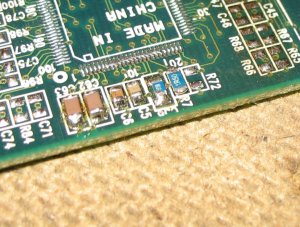
Оплетка как губка впитает в себя лишний припой и освободит от замыкания ножки микросхемы. Видно, что на выводах остался минимум припоя, который равномерно залил ножки микросхемы.

Надеюсь, я не утомил вас своей писаниной, и не сильно расстроил качеством фотографий и полученных результатов пайки. Может кому-нибудь этот материал окажется полезным. Удачи!
С уважением, Тимошкин Александр (TANk)
Александр (TANk)
РФ, г.Ижевск
С паяльником с детства. По этой причине попал в спецшколу, где вместо уроков труда в старших классах были уроки радиоэлектроники.Потом физфак университета. Работа технологом в цехе микроэлектроники на оборонном заводе, пока завод не развалили.
Потом преподавал всяческую физику в университете. И вот уже лет двадцать — лужу паяю, компы починяю.
datagor.ru
