Как устроена электрическая схема сварочного инвертора. Из каких основных блоков она состоит. Какие функции выполняет каждый элемент схемы. Как происходит преобразование тока в инверторном сварочном аппарате.
Принцип работы сварочного инвертора
Сварочный инвертор — это современное устройство для электродуговой сварки, которое имеет ряд преимуществ перед классическими трансформаторными аппаратами. Главное отличие инвертора заключается в принципе преобразования электрического тока:
- Входящий переменный ток 220В выпрямляется в постоянный
- Постоянный ток преобразуется инвертором в переменный высокой частоты (20-100 кГц)
- Высокочастотный ток подается на понижающий трансформатор
- Пониженное напряжение снова выпрямляется для получения постоянного сварочного тока
Такая многоступенчатая схема позволяет значительно уменьшить габариты и вес сварочного аппарата при сохранении высокой мощности.
Основные блоки электрической схемы инвертора
Принципиальная схема сварочного инвертора включает следующие основные функциональные блоки:
- Входной выпрямитель и фильтр
- Инвертор (преобразователь постоянного тока в переменный высокой частоты)
- Высокочастотный трансформатор
- Выходной выпрямитель
- Система управления
- Вспомогательный источник питания
Рассмотрим назначение и устройство каждого из этих блоков более подробно.
Входной выпрямитель и фильтр
Первым элементом схемы сварочного инвертора является входной выпрямитель. Он преобразует переменное сетевое напряжение 220В в постоянное. Обычно применяется диодный мост. После выпрямителя устанавливается мощный фильтрующий конденсатор для сглаживания пульсаций.
Важные моменты при разработке входной цепи:
- Диоды выпрямителя должны быть рассчитаны на большие токи
- Необходимо обеспечить эффективное охлаждение выпрямителя
- Емкость фильтра выбирается достаточно большой (тысячи микрофарад)
- Желательно применение схемы плавного заряда конденсаторов
Инвертор — преобразователь постоянного тока
Ключевой блок схемы — инвертор, преобразующий постоянный ток в переменный высокой частоты. Он выполняется на мощных IGBT или MOSFET транзисторах, работающих в ключевом режиме. Типовые схемы инверторов:
- Полумостовая
- Мостовая
- Двухтактная
Частота преобразования обычно составляет 20-100 кГц. Управление транзисторами осуществляется ШИМ-контроллером.
Высокочастотный трансформатор
Высокочастотный трансформатор понижает напряжение с выхода инвертора до уровня, необходимого для сварки (60-70В). Благодаря высокой рабочей частоте трансформатор имеет малые габариты и вес.
Особенности конструкции ВЧ-трансформатора:
- Применение ферритовых сердечников
- Использование литцендрата для обмоток
- Тщательная изоляция между обмотками
- Эффективное охлаждение
Выходной выпрямитель
Выходной выпрямитель преобразует переменное напряжение со вторичной обмотки трансформатора в постоянный сварочный ток. Обычно применяется однофазная мостовая схема на быстрых диодах с малым падением напряжения.
Важные моменты:
- Выбор диодов с учетом больших импульсных токов
- Параллельное включение диодов для увеличения тока
- Применение снабберных цепей
- Эффективный теплоотвод
Система управления сварочным инвертором
Система управления сварочного инвертора выполняет следующие основные функции:

- Формирование управляющих сигналов для инвертора
- Регулирование выходного тока
- Обеспечение различных режимов сварки
- Защита от перегрузок и коротких замыканий
- Управление вспомогательными узлами
Обычно реализуется на специализированных микросхемах ШИМ-контроллеров.
Вспомогательный источник питания
Для питания системы управления и вспомогательных цепей в схеме сварочного инвертора предусматривается отдельный маломощный источник питания. Он может быть как импульсного, так и линейного типа.
Особенности схемотехники современных сварочных инверторов
Современные схемы сварочных инверторов имеют ряд характерных особенностей:
- Применение интеллектуальных силовых модулей
- Использование микроконтроллеров для управления
- Цифровая обработка сигналов обратных связей
- Реализация сложных алгоритмов управления процессом сварки
- Наличие интерфейсов для настройки и диагностики
Это позволяет создавать высокотехнологичные сварочные аппараты с широкими функциональными возможностями.
Преимущества инверторных сварочных аппаратов
Применение инверторной схемотехники дает сварочным аппаратам ряд важных преимуществ:
- Малые габариты и вес
- Высокий КПД (до 90%)
- Точная регулировка сварочного тока
- Стабильность параметров дуги
- Возможность сварки тонких металлов
- Низкое энергопотребление
- Работа от нестабильной сети
Это делает инверторные сварочные аппараты оптимальным выбором как для бытового, так и для профессионального применения.
Схема простого сварочного инвертора — электросхема инверторного сварочного аппарата
Схема простого сварочного инвертора разделяется на силовую, то есть как раз ту, которая выдает ток на дугу, и управляющую части. Инвертор по сути своей – это блок питания, достаточно мощный, позволяющий поддерживать работу дуги. По рабочим схемам напоминает импульсный блок питания, у них весьма схожая работа по преобразованию энергии.
По какому принципу работает электросхема инверторного сварочного аппарата?
Схема работает по тому же принципу, что и, например, блок питания в персональном компьютере. В процессе работы происходит преобразование тока и напряжения, причем несколько раз и в разных параметрах.
В работе прослеживаются несколько четких этапов:
- Напряжение в розетке составляет 220V, поэтому сначала происходит выпрямление переменного напряжения.
- Вступает в работу преобразователь, постоянное напряжение переводится в переменные высокие частоты.

- Напряжение высокой частоты постепенно понижается до нужных значений.
- В свою очередь, на этом этапе, уже пониженное напряжение нуждается в выпрямлении.
Весь процесс кажется немного нелогичным, но у этого есть свои причины.
Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении.
Инверторные же аппараты удалось существенно уменьшить и облегчить с помощью увеличения частоты работы до 70-80 кГц и удешевить, поскольку меди на обмотку и других материалов уходит в разы меньше.
Схема инвертора
Электросхема сварочного инвертора состоит из транзисторов, мощных, берущих на себя большую часть работы. Частота тока в сети составляет всего 50 Гц, транзисторы же переключаются с высокой частотой, поэтому необходимо обеспечить их подачей постоянного напряжения. Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Достигается этот эффект диодным мостом и фильтрующими конденсаторами. Диодный мост очень мощный, поэтому есть необходимость ставить его в паре с охлаждающим радиатором. На нем, в свою очередь, установлен предохранитель от перегревания, который при достижении критических температур размыкается. Необходим он для того, чтобы избежать поломки прибора от перегрева. Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более 220V.
Важным элементом схемы является фильтр электромагнитной совместимости, ставится он перед выпрямителем и защищает сеть от высокочастотных помех, появляющихся из-за работы инвертора.
Сам инвертор состоит из двух транзисторов на радиаторах для контроля тепла. Для понижения же напряжения схема простого сварочного инвертора успешно работает с трансформатором высокой частоты. Далее транзисторы коммутируют постоянное напряжение через обмотку трансформатора, величины достигают примерно 340V.
Если совсем по-простому, то роль трансформатора в том, что первичная обмотка выдает большое напряжение и маленький ток, а с вторичной обмотки уходит меньшее напряжение, но максимальный ток, показатели могут быть около 120 ампер.
Выходной выпрямитель – это диоды с высокими показателями быстродействия, сдвоенные, с общим катодом. Электросхема инверторного сварочного аппарата нуждается в именно быстродействующих диодах, суть их работы в том, что они очень шустро открываются и закрываются, нужно это для того, чтобы защитить сами диоды и весь прибор от перегревания и выхода из строя.
Когда инвертор включается, начинают заряжаться конденсаторы, поскольку в этот момент зарядный ток очень велик, настолько, что может вывести из строя диодные мосты, то применяется схема ограничения заряда, еще она называется «мягкий пуск». Работа его основывается на резисторе, имеющем высокое сопротивление, как раз он и принимает на себя основной удар и отвечает за ограничение тока в схеме.
Самостоятельный подход к ремонту и эксплуатации
Самые важные элементы схемы уже описаны, остается лишь добавить, что сварочный инвертор — прибор не очень сложный, при желании и заинтересованности его можно собрать своими руками. По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте.
Если вы понимаете сам принцип работы аппарата, то, достав нужные запчасти, можно очень экономно подойти к вопросу, покупать ли инвертор, чинить его самим или отнести в мастерскую.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Принципиальная схема сварочного инвертора для различных моделей
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.
Принципиальная схема сварочного инвертораЭлементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.
- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
- Сварочный аппарат Сварис
- Принципиальная схема сварочного инвертора Сварис
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
Схема инвертора ММА-200
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Схемы других моделей
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG. Они могут работать в среде инертных газов.
- На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.
Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции. Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
- Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого несущественно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
- Инвертор САИ 200
- Принципиальная схема сварочного инвертора САИ 200
В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Схема сварочного аппарата – рабочие и защитные элементы + Видео
Принципиальная схема сварочного аппарата определяет его технические возможности и особенности функционирования. Этот факт следует учитывать при эксплуатации традиционных трансформаторных и более современных инверторных сварочников.
1 Полуавтомат для сварки – не устарел ли он?
Частичная автоматизация сварочного процесса гарантирует получение качественного соединительного шва, а также существенно облегчает работу сварщика. Современные полуавтоматические сварочники являются мощными и достаточно эффективными в применении агрегатами. Они позволяют производить с помощью плавящихся стержней быструю и надежную электродуговую сварку. В таких устройствах функцию электрода выполняет специальная проволока, которая подается в зону проведения работ по непрерывной схеме.
Современные полуавтоматические сварочники
При использовании полуавтомата сварщик вручную осуществляет движение проволоки вдоль соединительного шва, кроме того, он имеет возможность регулировать скорость подачи плавящегося электрода. Полуавтоматические агрегаты производят сварку в газовой среде и с флюсом. Также они могут функционировать с особой порошковой проволокой. В быту и на небольших предприятиях чаще всего эксплуатируются полуавтоматы, работающие в среде защитного газа. Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Полуавтоматические устройства состоят из;
- трансформатора – источника тока;
- системы, позволяющей управлять и контролировать сварку;
- горелки с рукавом и электродом;
- приспособления (механического) для подачи проволоки;
- аппарата для подачи защитного газа.
В полуавтоматах в качестве источника тока может выступать не только трансформатор, но и обычный сварочный инвертор. Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников.
2 Элементы электросхем инверторов – набор особых блоков и модулей
Схема современного сварочного инвертора кардинально отличается от принципов, по которым работают трансформаторные аппараты. Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
К тому же, работать с такими агрегатами может обычный человек, которому практически нереально справиться с традиционным трансформаторным сварочником. Для изготовления инверторного сварочного аппарата применяются особые электросхемы. Их ключевым элементом является специальный преобразователь импульсного типа. Он способен вырабатывать высокочастотный ток, который позволяет без проблем производить розжиг электродуги. Импульсный преобразователь, кроме того, обеспечивает в течение всего сварочного процесса стабильное горение дуги.
Преобразователь импульсного типа
Сразу хочется отметить один момент. Электросхема сварочного инвертора всегда имеет собственные особенности, определяющие технические характеристики и рабочий потенциал конкретного сварочника. При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
- Питающий блок. Этот элемент подает на силовую часть сварочного агрегата электроток. Конструктивно блок состоит из зарядной нелинейной цепи, особого емкостного фильтрующего устройства и выпрямителя.
- Блок для питания слаботочных элементов электросхемы.
- Силовое оборудование. Оно включает в себя дроссель (выходной), еще один выпрямитель (его принято называть вторичным) и трансформирующий ток механизм.
- Контроллер ШИМ. Он состоит из датчика нагрузки и небольшого трансформатора.
- Органы индикации сварочного процесса и управления им.
- Охлаждающий и термозащитный модуль. Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.
Схема инверторного агрегата может дополняться и другими элементами, которые дают возможность расширить его функциональность и повысить эффективность использования сварочного оборудования.
3 Сварка инверторным аппаратом – как все происходит?
Инвертор формирует электродугу, она расплавляет используемый присадочный материал и кромки свариваемых изделий. Главное достоинство инверторного оборудования состоит в том, что оно позволяет создавать ток для проведения указанной операции с большим диапазоном рабочих показателей. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения.
Сварка инверторным аппаратом
Из схемы хорошо видно, как работает инверторный агрегат. Здесь все относительно просто:
- На выпрямляющее устройство поступает 50-герцный по частоте переменный ток (стандартная бытовая электросеть). Он преобразовывается в постоянный.
- Фильтрующее приспособление сглаживает показатели тока и подает его непосредственно на инвертор.
- Инверторное устройство еще раз преобразовывает электроток (теперь уже в переменный), увеличивая при этом его частоту.
- Силовой трансформатор снижает напряжение тока, за счет чего сила последнего повышается.
Давайте немного подробнее разберемся с описанной схемой. Инвертор способен увеличить частоту электротока до 60–80 кГц. Подобный процесс осуществляется на участке электросхемы, на котором находятся силовые (очень мощные) транзисторы. На них разрешается подавать исключительно постоянный ток. По этой причине на входе инверторного оборудования всегда устанавливается выпрямитель. Конструктивно электрическую схему инвертора делят на цепи управления и на силовой модуль.
Первым ее элементом всегда является диодный мост. Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
А непосредственно на мост монтируют температурный предохранитель. Если диоды нагреваются до температуры более 90°, он просто-напросто отключает инвертор. Перед выпрямителем всегда размещается особое фильтрующее приспособление. Оно состоит из 2–4 конденсаторов и дросселя. Такой фильтр исключает риск попадания в бытовую электросеть помех (высокочастотных), которые возникают при функционировании сварочного агрегата. Устройство в составе инвертора, выполняющее обратное преобразование электротока (из постоянного в переменный), строится по специальной схеме. Профессиональные электротехники называют ее косым мостом.
Такая схема работает за счет ряда транзисторов, которые создают ток высокой частоты (его амплитуда, кстати говоря, характеризуется четкой прямоугольной формой).
Схема сварочного аппарата
За инверторным модулем ставится дополнительный трансформатор, необходимый для понижения напряжения до определенной величины. Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
4 Защитники сварочника – важные детали электрической схемы
Домашний мастер, имеющий некоторые знания в электротехнической сфере, без проблем разберется с принципом работы инверторного оборудования. А разнообразные схемы сварочных инверторов, которых выложено немало на специализированных интернет-сайтах, позволят ему создать эффективный и надежный сварочник своими руками. Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.
Наши советы касаются обязательных элементов защиты инверторного оборудования. Их следует интегрировать в любые схемы сварочных аппаратов, чтобы иметь возможность пользоваться долговечными и безопасными в эксплуатации аппаратами. Полезные рекомендации приведены далее:
- Защита преобразующих электроток транзисторов осуществляется при помощи предохранительных цепей (они носят название демпфирующих), которые оснащаются термодатчиками и системами охлаждения (принудительного).
- Конденсаторы фильтрующего устройства нужно предохранять от выхода из строя специальными стабилизаторами. Эти приспособления обеспечивают оборудованию плавный пуск, что существенно снижает риск поломки инвертора.
- В обязательном порядке внедряйте в схему сварочника надежный контроллер ШИМ. Он управляет всеми элементами инвертора, отсылает сигналы на силовые транзисторы, диодные мосты, трансформирующие ток механизмы. К выбору данного контроллера следует подходить максимально ответственно, если вы планируете создать свой собственный качественный и надежный сварочник.
Добавим, что ШИМ-устройство функционирует от электрических сигналов. Они вырабатываются в операционном усилителе. Желательно, чтобы на него приходили и сигналы от всех имеющихся в конструкции сварочного агрегата защитных систем. Тогда при возникновении какой-либо критической ситуации при эксплуатации инвертора усилитель сможет оперативно отключить аппарат от электрической сети, обезопасив тем самым элементы электросхемы от сгорания.
Принципиальная электрическая схема сварочного инвертора
Современные схемотехнические решения и элементная полупроводниковая база позволили уйти от устаревших и тяжёлых трансформаторных выпрямителей. В наши дни используется преобразование сетевого напряжения по несколько иному принципу. Образцом такого решения служат схемы сварочных инверторов, преимуществами которых являются как небольшой вес, так и отсутствие нагрузок на электрические сети общего пользования.
Электрические схемы, основанные на использовании современной полупроводниковой электроники, открыли широкие возможности для совмещения инновационных принципов с высокими потребительскими качествами.
Виды сварочных аппаратов
Технологические возможности нашего века характерны использованием новых решений не только в военно-космической сфере, но и в бытовом применении инженерных, прогрессивных принципов. Этот процесс находит отражение и в технологии производства оборудования для сварочных работ. Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно:
- для электродуговой сварки покрытыми электродами необходимы инверторы ММА, которые обеспечивают высокий КПД, при малом потреблении и невысоком весе оборудования;
- аппараты ММА+TIG, которые обеспечивают отличные показатели работы тугоплавкими электродами в среде инертных газов;
- агрегаты с полуавтоматической подачей сварочной проволоки (MMA+MIG) в среду защитных или активных газов в сварочной ванночке;
- оборудование для импульсной, точечной сварки для осуществления кузовного и прочего ремонта.
- сварочные преобразователи для резки металлов различного принципа действия.
Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. При этом питающее напряжение может быть от 160 до270 В, а сварочный ток достигает значений 250 А, что не исключает применения электродов до 5 мм в диаметре. С использованием электросхем инверторного типа становится достижимым сочетание небольшого веса и мощного импульсного сварочного тока.
Эти параметры позволяют соединять тонкостенные листы, разнородные сплавы, оцинкованную и нержавеющую сталь в среде инертных газов, а также использовать точечную сварку для кузовного ремонта. Оборудование типа TIG и MAG/MIG нужно дополнить еврорукавами для подачи газа и сварочной проволоки, и приобрести баллоны с газом и редукторы для регулировки давления. Такое оборудование открывает широкие возможности по сварке разнообразных металлов.
Важно подбирать оборудование в соответствии с вашими потребностями, чтобы не переплачивать за аппаратуру, которая в дальнейшем может не понадобиться, и убедиться в наличии центров гарантийного ремонта сварочных инверторов и обслуживания.
Принципиальная схема аппаратов инверторного типа
Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. Эти аппараты могут питаться как от трёхфазной сети 380В, так и от однофазного напряжения 220 В. Причём колебания питающего напряжения могут достигать значительных величин, что не сказывается на работоспособности агрегатов. Это позволяет работать в нестабильных сетях загородного электроснабжения, которое довольно часто присутствует в дачных поселениях.
Переменное напряжение частотой 50 Гц поступает на вход аппарата, где выпрямляется и преобразуется в высокочастотные колебания до 70−85 кГц. Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:
- низкочастотный понижающий выпрямительный блок с конденсаторным фильтром;
- регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности;
- сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения;
- схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Крайне важно подбирать полупроводниковую базу от надёжных, проверенных производителей, которые обеспечивают высокие параметры при сварочных процессах и обеспечивают долговечную службу.
Мощные выходные транзисторы и диоды должны обладать эффективными теплоотводящими радиаторами, которые охлаждаются принудительной вентиляцией, интенсивность действия которой должна зависеть от сварочной нагрузки. Только в этом случае удастся избежать неисправности силового блока инверторного аппарата. Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов. Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Отличия схемотехнических решений разных видов инверторов
Инверторные аппараты кроме принципиальной электрической схемы обладают рядом преимуществ в конструктивной реализации, которые позволяют использовать функции форсированного розжига дуги. Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок. Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями.
Отличие от стандартных решений ММА заключается, в первую очередь, наличием системы подведения инертных газов в зону сварочного шва. Это касается системы сварки методами TIG и MIG/MAG, которые обеспечивают подачу защитного или активного газа в зону плавления металлов. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Поэтому сварка в таких условиях имеет свои отличия от стандартной схемы, а именно:
- в аппаратуре TIG и MIG/MAG присутствует схема задержки сварочного тока относительно подачи защитного газа;
- для обеспечения работы аргонодугового метода (TIG) аппаратура снабжается специальными разъёмами для подачи газа, а горелка имеет устройство крепления для вольфрамового электрода;
- в полуавтоматических инверторах присутствует устройство протяжки сварочной проволоки с регулируемой скоростью, для этой цели используют еврорукав, через который подаётся газ и проволока в зону сварочного шва.
Широкие возможности аппаратурной регулировки параметров импульсного напряжения, позволяют сваривать сплавы титана и алюминия, тонкостенную легированную и нержавеющую сталь. Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Важно при покупке сложной аппаратуры и комплектующих выбирать надёжных производителей и особое внимание уделять качеству баллонов с газом, редукторов, шлангов и еврорукавов.
Возможные неисправности и способы их устранения
Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы. Пыль, осаждаясь на радиаторах, препятствует эффективному отводу тепла, поэтому одним из требований производителя, является периодическая очистка аппарата. В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности.
Начинать поиск неисправности следует с простейших причин, поскольку в схемах современных сварочных инверторов присутствует многоуровневая защита от перегрева и короткого замыкания. Необходимо ознакомиться с инструкцией по эксплуатации прибора, где чётко указаны пределы внешнего питающего напряжения и длительность работы при максимальном значении сварочного тока. Также указывается диаметр электрода, и даются советы по использованию газовых смесей в определённых пропорциях.
Основными причинами плохой или неустойчивой работы схемы инвертора могут быть следующие причины:
- слишком низкое или высокое напряжение в электрической сети, обычно инвертор работоспособен от 170 до 250 В;
- малое сечение или большая длина сетевого провода, жилы должны быть сечением не менее 2,5 мм2, а длина не превышать 30 метров;
- штатный сварочный кабель не должен быть длиннее 3 м, а сечение от 35 до 50 мм2;
- необходимо убедиться в бесперебойной работе вентилятора, иначе может произойти выход из строя силовых полупроводниковых элементов схемы инвертора;
- плохой контакт одного или обоих кабелей.
Если причина неработоспособности инверторного аппарата заключается в подгорании контактов или транзисторов схемы, то лучше не предпринимать самостоятельных действий. Дело в том, что видимая неисправность, может повести за собой выход из строя других элементов схемы аппарата, которые можно обнаружить только с помощью соответствующего оборудования.
Важно проводить сложный ремонт в гарантийных и специализированных мастерских, чтобы избежать последствий и затрат, связанных с неквалифицированным вмешательством.
Итог
Мы рассмотрели принципиальную схему сварочного инвертора, знание которой убережёт вас от основных ошибок при эксплуатации сложной аппаратуры. Современные схемные решения сделали возможным создание лёгких и мощных сварочных аппаратов с широкими возможностями и высоким классом защиты. Но не следует забывать о правилах техники безопасности при выполнении сварочных работ, а также использовать спецодежду.
Электрическая схема сварочного инвертора
В статье представлен обзор схемотехники силовой части источников сварочного тока инверторного типа, рассмотрены общие принципы работы, недостатки и преимущества каждой из схем. Приведены несколько запатентованных способов стимулирования зажигания дуги, представлена синтезированная типовая структурная схема инверторного сварочного аппарата.Инверторные преобразователи напряжения на мощности от единиц ватт до десятков киловатт давно и успешно применяются при построении источников питания различного назначения. Особенностью этого класса преобразователей является работа на статическую нагрузку. В последнее десятилетие прошлого века инверторные преобразователи стали применяться при построении электросварочных аппаратов, где нагрузкой является сварочная дуга. Если первые модели таких инверторов выполнялись на тиристорах, то сейчас в качестве коммутирующих активных элементов применяются исключительно силовые МДП транзисторы. Абсолютное большинство сварочных инверторов предназначено для осуществления сварки на постоянном токе. Их структурная схема представлена на рис. 1
Рис. 1. Структура электросварочного аппарата инверторного типа.
1 – входной выпрямитель с емкостным накопителем энергии;
2 – инверторный модуль;
3 – выходной выпрямитель. При питании от однофазной сети бестрансформаторный входной выпрямитель заряжает накопительную емкость до напряжения величиной около 300В. Инверторный модуль, выполненный на ключевых активных элементах, осуществляет преобразование энергии постоянного тока в энергию тока высокой частоты с последующим его выпрямлением для питания сварочной дуги. Причем частота преобразования составляет несколько десятков килогерц. Инверторный модуль кроме ключевых элементов и системы управления ими обязательно содержит высокочастотный импульсный трансформатор. Понятно, что схемотехническое построение нверторного модуля во многом определяет качественные и количественные параметры всего сварочного аппарата. Анализ схемотехнического построения (топологии) сварочных инверторов зарубежных и отечественных производителей дает основание полагать, что число вариантов таких решений весьма ограниченно и все их можно разделить на однотактные и двухтактные. Однотактные схемы формируют импульсы одной полярности, двухтактные — двухполярные импульсы. Во всех схемах транзисторы работают в ключевом режиме, причем время включенного состояния может регулироваться, что дает возможность изменять величину нагрузочного тока. Наиболее распространенные схемотехнические решения инверторных модулей представлены на рис. 2
Рис. 2. Схемы инверторных модулей сварочных аппаратов
а) Двухтактная схема – «полный мост»
б) Двухтактная схема – «полумостовая схема»
в) Однотактная схема – «косой полумост» В двухтактной мостовой схеме формирование двухполярных импульсов происходит за счет попарного отпирания транзисторов (VT1 и VT3), (VT2 и VT4). При номинальной мощности нагрузки через транзисторы протекает лишь половина полного тока моста, а напряжение на каждом из них составляет половину напряжения на емкости С. Однако здесь требуется обеспечить полную симметрию плеча моста для исключения возможности протекания через первичную обмотку трансформаторе тока подмагничивания. Кроме того, для предотвращения опасности сквозного короткого замыкания через транзисторы необходимо задать некоторое «мертвое время», т.е. паузу между началом процесса отключения одной пары транзисторов и включения другой. В полумостовой схеме за счет наличия емкостного делителя (С2, С3) напряжение на каждом из транзисторов и на первичной обмотке трансформатора составляет 0.5Uвх т.е при питании схемы от бестрансформаторного сетевого выпрямителя оно не превышает 150В. Обеспечение сварочного тока величиной 120 – 150 А при относительном малом коэффициенте трансформации приводит к необходимости применения мощных транзисторов (либо их группового соединения) и увеличению тока, потребляемого из питающей сети.
В такой схеме так же необходимо задавать «мертвое время». Косой полумост является однотактным инвертором. Транзисторы VT1 VT2 открываются и закрываются одновременно и здесь нет опасности сквозного КЗ. На транзисторах в запертом состоянии напряжение не превышает 0,5 Uвх. Энергия выбросов, возникающих при запирании транзисторов, сбрасывается во входную емкость С через диоды VD1 и VD2. Недостатком схемы является подмагничивание сердечника трансформатора постоянной составляющей выходного тока. Эту проблему можно решить, например, путем изготовления сердечника с зазором или выбором магнитного материала сердечника с большими значениями индукции насыщения. Схема позволяет без увеличения напряжения на транзисторах и при приемлемом значении потребляемого из сети тока за счет увеличения коэффициента трансформации получить требуемое значение выходного тока. Схема проста в управлении, не требовательна к жесткому симметрированию плеч, исключает возможность возникновения «сквозного тока», обеспечивает высокий КПД за счет рекуперации энергии.
Поэтому она нашла широкое применение в сварочных инверторах. Проектирование сварочных инверторов имеет ряд особенностей. Одна из них заключается в необходимости надежного возбуждения электрической дуги. Известно, что при ручной сварке в воздушной среде на постоянном токе или на токе промышленной частоты напряжение холостого хода должно быть порядка 60-90В. В сварочных аппаратах максимальное значение напряжения холостого хода и номинальное значение сварочного тока связаны между собой и обусловлены свойствами силового контура инвертора. Учитывая, что при питании инвертора от бестранформаторного выпрямителя входное напряжение не может быть больше 310В, при Uхх порядка 70В – 80В коэффициент трансформации по напряжению (и по току) не может быть больше 4,5. При таком коэффициенте трансформации и сварочном токе 150-160А потребляемый из сети ток будет порядка 40А, что при использовании бытовой сети недопустимо. Поэтому разработчики сварочных аппаратов ищут различные способы стимулирования зажигания дуги при высоком значении коэффициента трансформации сварочного трансформатора. Для зажигания дуги необходимо осуществить ионизацию разрядного промежутка.
Сделать это можно повышением напряжения холостого хода, стимулированием промежутка высоковольтными импульсами от отдельного генератора, воздействием маломощного лазерного луча, применением вольтодобавочных схем и др. Так, предложено ввести в схему полумостового инвертора дополнительную ёмкость С4 и диод VD1 (рис. 3). При работе инвертора на холостом ходу за счёт добротности первичного контура трансформатора ёмкость С4 заряжается до напряжения, превышающего выходное напряжение сетевого выпрямителя. При зажигании дуги добротность силового контура падает, подзаряд ёмкости С4 прекращается, и напряжение на ней определяется только выходным напряжением выпрямителя. Авторы изобретения утверждают, что такое решение позволяет при питании от однофазной цепи получать токи сварки для использования электродов с диаметром до 4 мм при напряжении холостого хода 70-75 В.
Рис.3 Сварочный источник питания по патенту № 2053069 Интересное решение для стимулирования зажигания дуги путем ионизации разрядного промежутка предложено в [2]. Сварочный ток здесь представляет собой последовательность однополярных прямоугольных импульсов следующих с частотой ультразвукового частотного диапазона. На переднем и заднем фронтах этих импульсов за счет имеющих место в сварочном трансформаторе паразитных резонансных контуров формируются высокочастотные затухающие колебания достаточно большой амплитуды (рис. 4).
Рис. 4. Эпюры напряжения и тока в схеме по патенту № 2253551 [2].
а – напряжение на первичной обмотке трансформатора инвертора
б –форма сварочного тока Авторы утверждают, что за счет такой формы сварочного тока обеспечивается непрерывная ионизация газового промежутка между электродами, поэтому достигается «чрезвычайно высокая стабильность горения дуги». Такой процесс сварки авторы назвали электро-импульсным. При всей заманчивости этого способа, на наш взгляд, он имеет ряд недостатков. Во-первых, из-за большой частоты следования импульсов (50-70кГц) сварка фактически осуществляется на квазипостоянном токе со всеми присущими ему недостатками. Во-вторых значительная амплитуда напряжения ударного возбуждения создает опасность повреждения ключевых транзисторов, которые и так работают в предельных режимах по току и напряжению. Поэтому к такому способу возбуждения дуги следует относится с осторожностью.
В сварочных инверторах ключевые элементы работают в импульсном режиме с ШИМ регулированием. Спектр тока такой последовательности импульсов весьма широк и достигает по разным оценкам 20 МГц. А поскольку токи в сварочном источнике и сварочных кабелях значительны, амплитуда высокочастотных так же может быть значительной, что создает опасность передачи радиопомех в питающую сеть и окружающую среду. Поэтому в большинстве импульсных источников на входе устанавливаются сетевые фильтры, задача которых – предотвращение попадания помех в питающую сеть. Менее проработаны вопросы снижения радиоизлучения сварочных кабелей. Почему-то считается, что если на выходе импульсного источника стоит диодный выпрямитель, то никаких высокочастотных составляющих в сварочном токе быть не должно. Однако у диодов существует время обратного восстановления, поэтому утверждение, что сварочные кабели (до и сама дуга) не являются источниками высокочастотных помех, преждевременно.
Кроме того, в моменты зажигания дуги, изменении её длины и обрыве, нагрузка на инверторный преобразователь изменяется в широких пределах. Поэтому режим работы сварочного инвертора является в принципе нестационарным, что создает опасность перегрузки и повреждения транзисторов. Классический прием снижения уровня перенапряжений на транзисторах путем подключения различных демпфирующих цепей далеко не всегда дает нужный эффект. Значительным разнообразием отличаются схемы управления сварочными инверторами.
К основным их функциям следует отнести:
• формирование импульсов, обеспечивающих надежное отпирание и запирание ключевых транзисторов;
• обеспечение возможности регулирования длительности импульсов (ШИМ) при заданной частоте их следования;
• возможность задания требуемой величины сварочного тока и его поддержание на заданном уровне в процессе сварки;
• защита аппарата от перегрева, перегрузки по току, «залипания» электрода;
• исключение токовой перегрузки питающей сети переменного тока при запуске сварочного аппарата.
С учетом всех этих требований типовую структурную схему инверторного сварочного аппарата можно представить в виде рис. 5. Сетевой фильтр (1) служит для исключения прохождения помех, возникающих в процессе работы сварочного инвертора, в питающую сеть. Входной выпрямитель с емкостным накопителем (2) необходим для питания инверторного модуля и исключения импульсной нагрузки на питающую сеть. Поскольку емкость накопителя достаточно велика (до 1500 мкФ), чтобы исключить появление пика зарядного тока, первичный заряд осуществляют через управляемый токовый ограничитель, который в процессе нормальной работы аппарата отключается блоком управления зарядом (БУЗ). Инвертор (3) преобразует энергию постоянного напряжения накопителя в энергию импульсов килогерцового диапазона путём использования широтно-импульсной модуляции (ШИМ). Формирование отпирающих импульсов для транзисторов инвертора осуществляется в системе управления состоящей из тактового генератора (10), ШИМ – котроллера (11) и драйвера (12). Требуемая величина сварочного тока задается в блоке задания режима (13) путем установления определенной ширины отпирающих импульсов. Поддержание заданной величины сварочного тока осуществляется по сигналу датчика тока (9). В ряде схем сварочных аппаратов путем задания соответствующего алгоритма управления обеспечивается стабилизация режима сварки за счет поддержания определенного соотношения между сварочным током и напряжением на дуге. Для этого кроме датчика тока вводится еще и датчик напряжения (8). Температурный режим внутри аппарата или его наиболее загруженных узлов контролируется с помощью датчика перегрева (7).
Рис. 5. Типовая структурная схема инверторного сварочного аппарата Путём соответствующего программирования микроконтроллера ряд фирм обеспечивает реализацию дополнительных результатов: форсирование тока при пуске, предотвращение «залипания» сварочных электродов и ряд других функций. Таким образом, повышение уровня «интеллектуальности» схемотехнических решений позволяет создавать сварочную технику с широкими функциональными возможностями.
Автор: Борисов Д.А., ГОУВПО «Мордовский государственный университет им. Н. П. Огарева», г. Саранск
Кроме статьи «Электрическая схема сварочного инвертора» смотрите также:
Электрические Схемы Сварочных Инверторов — tokzamer.ru
Причем использование последнего сейчас признается более разумным. Устанавливаются на радиатор.
Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким. Мост модифицирует ток из переменного в постоянный.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком.
Схемы сварочных инверторов самодельных и заводских.
Сопротивление резистора — 47 ом. У новой версии три импульсных трансформатора, в то время как у старой только два.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Одновременно происходит возрастание силы сварочного тока, которая превышает А.
Вот схема.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор.
Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента.
РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА ИНТЕРСКОЛ ИСА 250/10, 6
Типовая схема и принцип работы инвертора
В этом и заключается основная роль трансформатора T3. Читать далее. Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт — LMA. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX.
Проверка работоспособности После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп.
Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь.
При этом принцип функционирования последнего является неизменным.
Трансформатор понижает ток до уровня напряжения, равного В.
Вот тут и вступает в работу выпрямитель, как раз занимающийся тем, чтобы поступающий ток имел постоянные параметры.
Сопротивление резистора — 47 ом. Показатель напряжения холостого хода 62 В.
ДВА в ОДНОМ. СВАРКА + ИНДУКЦИОННАЯ ПЕЧЬ. Краткий обзор. Сварочный аппарат — нагреватель 2 в 1
Читайте также: Подключить электричество на участок
Виды инверторных источников сварочного тока
Корпус с вентилятором системы охлаждения.
Принципиальная схема аппаратов инверторного типа Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе.
Оно состоит из 2—4 конденсаторов и дросселя.
Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы. Причем использование последнего сейчас признается более разумным. Как работает сварочный инвертор Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, — это то, для чего предназначен любой сварочный аппарат.
Этот элемент подает на силовую часть сварочного агрегата электроток. Давайте немного подробнее разберемся с описанной схемой.
В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности. Электрическая схема инвертора включает в себя следующие обязательные компоненты: Питающий блок.
Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. В устройство входит силовой трансформатор. Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать. Понижение высокочастотного напряжения; 4. Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
Ремонт сварочного инвертора Ресанта 190А. Не включается .Repair welding inverter 190A Resanta
Cхемы сварочных инверторов
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Все сварочные аппараты делятся на несколько основных групп: Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения. Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Пайка платы.
Выводы Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением V и без опасения проводить сварочные работы. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву.
Схемы аппаратов Сварис
Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Обычные выпрямительные диоды с такой задачей бы не справились — они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора.
Принципиальная электрическая схема в деталях: составляющие
Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более V. Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
Через них протекают огромные токи. Часть 1. При устройстве вторичной обмотки витки наматываются в несколько слоев. Если напряжение провода меньше В, значит, устройство неисправно.
Схема китайского инвертора
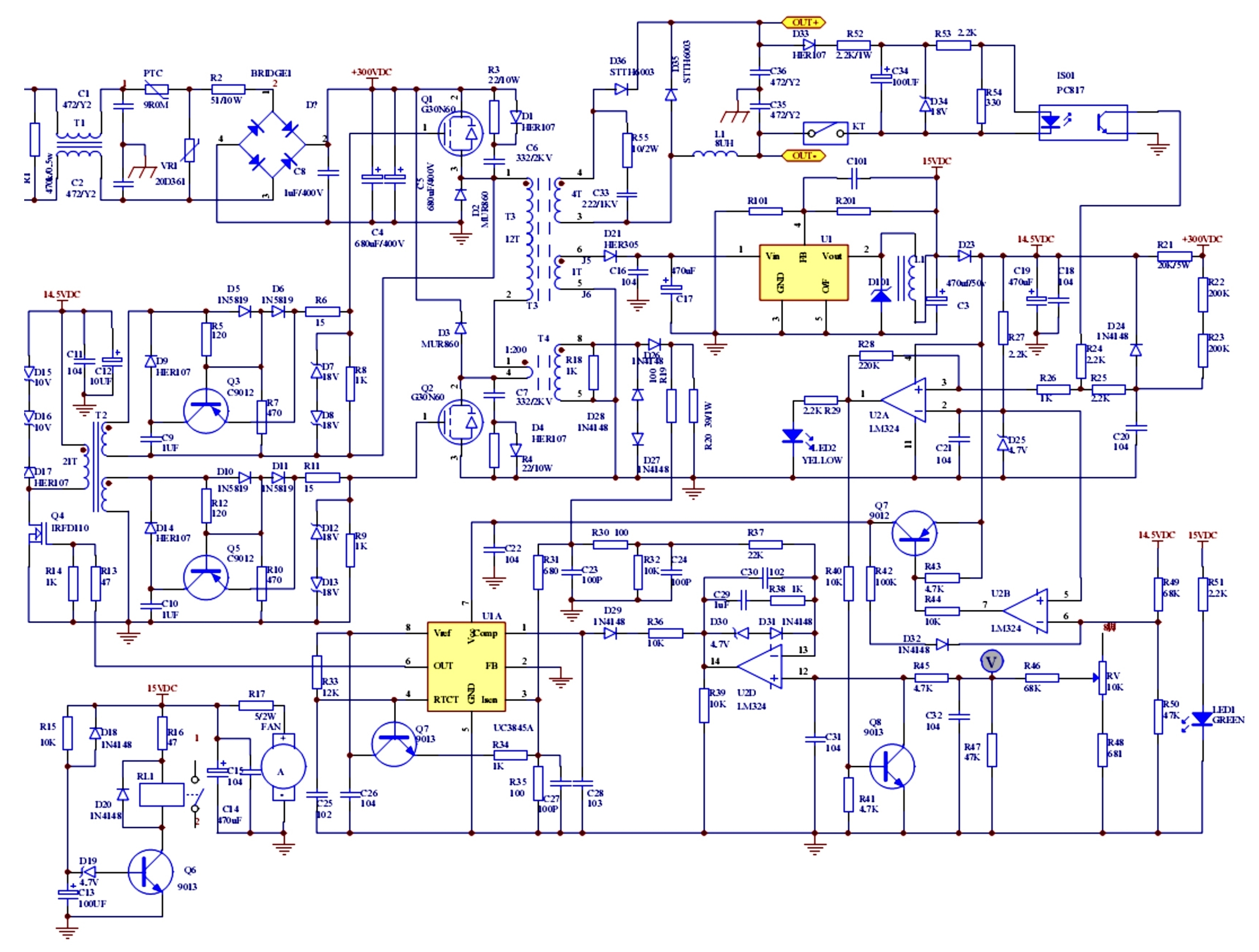
Принципиальная электрическая схема сварочного инвертора
Бытовые сварочные устройства все больше представлены на прилавках магазинов. Поскольку схема сварочного инвертора основана на использовании токов
Структурная схема сварочного инвертора упрощенно показана на Рис. 1
Схема состоит из 3 блоков.
- На входе стоит выпрямитель (входной) с емкостью подключенной параллельно. Конденсатор является накопителем, позволяющим поднять напряжение постоянного тока до 300в. Входной выпрямитель работает без трансформатора.
- Модуль инвертора производит преобразование постоянного тока в высокочастотный, переменный. Частота преобразованного тока измеряется в десятках килогерц. Понижение напряжения происходит в высокочастотном импульсном трансформаторе в составе инверторного блока. Модуль инвертора выполняется с использованием в схеме активных элементов. Схемотехническое исполнение блока инвертора подразумевает два варианта работы. Принципиальная электрическая схема сварочного инвертора может быть основана на использовании однотактных импульсов, другой вырабатывает двухтактные. Разница состоит в полярности импульсов. Двухтактные импульсы двухполярны, а однотактные являются однополярными. Но в обоих случаях транзисторы всегда работают в режиме ключей с возможностью регулировки времени включения. Такой режим позволяет регулировать ток нагрузки.
- Выходной выпрямительный блок преобразует переменный ток после инвертора в постоянный ток сварки.
Схема двухтактного инверторного модуля (сварочный инвертор мостовая схема). Рис. 2-1
В мостовом типе двухполярные импульсы образуются за счет парной работы ключевых транзисторов (VT1-VT3; VT2-VT4)/ Через них проходит только половина тока от моста, естественно, что напряжение на каждом будет составлять половину от емкости «С».
Схема двухтактного инверторного модуля (полумостовая схема). Рис. 2-2.
У полумостового модуля благодаря емкостному делителю напряжение на транзисторах (на каждом из них) и в первичной обмотке (у трансформатора) будет составлять половину от входного значения. Таким образом, при питании от входного выпрямителя напряжение составит 150в. В этой схеме при больших сварочных токах должны быть использованы мощные транзисторы (возможно использование групп). Потребление тока сети повышено в сравнении с полным мостом.
Схема однотактного инверторного модуля (косой полумост). Рис. 2-3.
У однотактовой схемы «косого моста» ключевые транзисторы VT1-VT2 работают одновременно на отпирание и запирание. Напряжение в транзисторах (в запертом случае) не достигает половины входного. Энергия при закрытии транзисторов поглощается входным конденсатором «С» через диоды (VD1-VD2 на схеме). Недостатком «косого полумоста» является подмагничивание стержня трансформатора за счет составляющей константы выходного тока.
Схема импульсного сварочного инвертора может содержать все три рассмотренных варианта модуля.
Сварочный аппарат инвертор — схема которого изображена на Рис. 1 представляет собой настолько компактную конструкцию, что вес готового инвертора в корпусе составит 5-12 кг вместе с приборами контроля, в зависимости от его мощности.
2002 — FDC6331
Аннотация: fdp047an FDB045AN FQPF * 13N06L FQA70N15 fdd5614p FQPF10N20 TO252-DPAK FDC6420 FDG6306P
|
Оригинал |
2N7002 2N7002MTF BS170 BSS123 BSS138 BSS84 FDB045AN08A0 FDB2532 FDB3632 FDB3652 FDC6331 fdp047an FDB045AN FQPF * 13N06L FQA70N15 fdd5614p FQPF10N20 ТО252-ДПАК FDC6420 FDG6306P | |
2002 — транзистор 2203
Аннотация: FJL6920 2N4126 bc548 транзистор 2N5086 2N3390 PSpice tip142 FJN13003 KSC5027F аналоговый транзистор 2N5830 PN24
|
Оригинал |
2N3390 2N3391A 2N3392 2N3393 2N3415 2N3416 2N3417 2N3702 2N3703 2N3859A транзистор 2203 FJL6920 2N4126 bc548 транзистор 2Н5086 2N3390 PSpice tip142 FJN13003 KSC5027F аналог транзистор 2N5830 PN24 | |
2002 — 1N914 pspice
Аннотация: 1N4148 pspice 1N4148 SMA 1N4004 SMB 1N4148 JAN DIODE 352 DIODE 1N4004 ss14 diode 1N4148 smc JAN 1N4148
|
Оригинал |
1N3064 1N4004 1N4148 1N4149 1N4150 1N4151 1N4152 1N4154 1N4305 1N4448 1N914 pspice 1N4148 pspice 1N4148 SMA 1N4004 SMB 1N4148 ЯНВ ДИОД 352 ДИОД 1N4004 ss14 диод 1N4148 smc ЯНВ 1N4148 | |
Реле OMRON G2V-2 12В
Аннотация: реле OMRON G2V-2 6V JR2a-DC24V FRL264 Panasonic RELAY Cross Reference NEC OMRON rz-24 relay RA4-24WM-K RA12WN-K TF2SA-12V RA5WN-K
|
Оригинал |
MK3P5-S-AC12 MK3P5-S-AC120 MK3P5-S-AC24 MK3P5-S-AC240 54024U200 G7L-1A-BUB-JCB-AC200 / 240 G7L-1A-TUB-JCB-AC200 / 240 54026U200 AC200 / 240 Реле OMRON G2V-2 12В Реле OMRON G2V-2 6V JR2a-DC24V FRL264 Перекрестная ссылка на реле Panasonic NEC OMRON реле рз-24 RA4-24WM-K RA12WN-K TF2SA-12V RA5WN-K | |
2011 — Нет в наличии
Аннотация: абстрактный текст недоступен
|
Оригинал |
EX-N15 EX-AR50 | |
2007 — Конденсатор из металлизированной полиэфирной пленки MPP
Реферат: Рабочие конденсаторы GE конденсатор полиэфирный MPP конденсатор 250 VAC MpP
|
Оригинал |
500 В переменного тока 660 В переменного тока Конденсатор из металлизированной полиэфирной пленки MPP Рабочие конденсаторы GE конденсатор полиэфирный МПП конденсатор 250 VAC MpP | |
2010 — Нет в наличии
Аннотация: абстрактный текст недоступен
|
Оригинал |
||
2002 — SNAP12
Аннотация: BLM21P221 SNAP-12 SD12 RIN12OMA P802 msa параллельный модуль FIN09 BLM21P221SG 10GBASE-S
|
Оригинал |
SNAP12 BLM21P221 SNAP-12 SD12 РИН12ОМА P802 параллельный модуль msa FIN09 BLM21P221SG 10GBASE-S | |
2002 — Supersot 6
Аннотация: Supersot6 электрические
|
Оригинал |
2N3903 FMB100 FMB5551 FMBA06 FMBA14 FMBA56 MMBT100 MMBT2369 MMBT2369A MMBT3640 Суперсот 6 Суперсот6 электрические | |
2009 — Нет в наличии
Аннотация: абстрактный текст недоступен
|
Оригинал |
500 В переменного тока 660 В переменного тока | |
Разъем CX4
Аннотация: X2-10GB-CX4-AS XAUI 10G CX4 CX4 кабель 10GBASE-CX4
|
Оригинал |
X2-10GB-CX4-AS 10GBASE-CX4 X2-10GB-CX4-AS 10 ГБд 125 Гигабод Разъем CX4 XAUI 10 г CX4 Кабель CX4 | |
Самсунг
Аннотация: список
|
Оригинал |
||
smd диоды s4 1.5 Вт
Аннотация: PD9002 QR204 A4A smd ОБЩИЕ ПОЛУПРОВОДНИКИ SMD ДИОДЫ s4 SMD a3a QR217 JANTXV 2N2880 эквивалент 2N5153-QR-EBC a2b 340
|
Оригинал |
QR209 BS9300 QR216 QR204 MIL-PRF-19500 smd диоды s4 1.5w PD9002 QR204 A4A smd ОБЩИЕ ПОЛУПРОВОДНИКИ SMD ДИОДЫ s4 SMD a3a QR217 Эквивалент JANTXV 2N2880 2N5153-QR-EBC a2b 340 | |
QR204
Аннотация: A4A smd маркировка кода smd a3a SMD a3a a3a smd MIL-STD-9858A cecc 50000 QR208 код smd маркировка a4a smd диод A4
|
Оригинал |
QR208, QR209) QR204 BS9300 MIL-PRF-19500 QR204 A4A smd smd код маркировки a3a SMD a3a a3a smd MIL-STD-9858A cecc 50000 QR208 smd код маркировки a4a smd диод а4 | |
2000 — smd диоды s4 1.5 Вт
Аннотация: код маркировки PAD1 SMD U3158 ОБЩИЕ ПОЛУПРОВОДНИКИ SMD ДИОДЫ s4 PD9002 smd маркировка диода f4 маркировка smd GPO 27 lvt 817 smd маркировка кода a3a
|
Оригинал |
IRF130SMD05N IRFN130SMD05 IRF130SMD05 IRF130SMD05 » IRF130SMD05 IRF130SMD05DSG O276AA) 650 пФ smd диоды s4 1.5w код маркировки PAD1 SMD U3158 ОБЩИЕ ПОЛУПРОВОДНИКИ SMD ДИОДЫ s4 PD9002 smd маркировка диодов f4 диод smd маркировка GPO 27 817 лв. smd код маркировки a3a | |
2013 — Нет в наличии
Аннотация: абстрактный текст недоступен
|
Оригинал |
MKW22D512V MKW24D512V MKW22D512V MKW21D256V MC13242 56-контактный MKW24D512VHA5 | |
2001 — HTGB
Аннотация: HTRB M1042 s200 эквивалент M-1051
|
Оригинал |
M1071, г. M1042, M2006, HTGB HTRB M1042 эквивалент s200 М-1051 | |
2007 — Электромагнитный клапан электропневматический
Аннотация: DX3-606-BN DX01-651-60 h26WXBG2B9000FC DX1-651-BN DX2-611-BN DX02-651-951M h25WXBBL49C h2EWXBG2B9000FC PS4031011CP
|
Оригинал |
PDE2589TCUK-ca электромагнитный клапан электропневматический DX3-606-BN DX01-651-60 h26WXBG2B9000FC DX1-651-BN DX2-611-BN DX02-651-951M h25WXBBL49C h2EWXBG2B9000FC PS4031011CP | |
Нет в наличии
Аннотация: абстрактный текст недоступен
|
Оригинал |
10GBASE-ER 1550нм, 0231A324-AS 10 ГБд 1550 нм 10GBASE-ER | |
10GBASE-E
Аннотация: лавинный фотодиод, чувствительность 1550нм, 10G PIN фотодиод, 10G, лавинный фотодиод
|
Оригинал |
10G-XNPK-ER-AS 10GBASE-ER 1550нм, 10G-XNPK-ER-AS 1550 нм 10GBASE-ER 10GBASE-E лавинный фотодиод, чувствительность 1550нм Фотодиод 10G PIN Лавинный фотодиод 10G | |
Нет в наличии
Аннотация: абстрактный текст недоступен
|
Оригинал |
DWDM-X2-38 19-АС 19-АС 10 ГБд 100 ГГц | |
Нет в наличии
Аннотация: абстрактный текст недоступен
|
Оригинал |
DWDM-X2-48 51-AS 51-AS 10 ГБд 100 ГГц | |
Нет в наличии
Аннотация: абстрактный текст недоступен
|
Оригинал |
DWDM-X2-58 98-AS 98-AS 10 ГБд 100 ГГц | |
DWDM-XENPAK-35
Аннотация: абстрактный текст недоступен
|
Оригинал |
DWDM-XENPAK-35 04-АС 04-АС 10 ГБд 100 ГГц | |
FTLX1841E2-AS
Аннотация: абстрактный текст недоступен
|
Оригинал |
10GBASE-ZR 1550нм, FTLX1841E2-AS 10 ГБд 1550 нм | |
Схема подключения генератора сварочного аппарата
Подробнее о подключении сварочного аппарата 230 В.Он показывает части схемы в виде обтекаемых форм, а также силовые и сигнальные линии между устройствами.
Схема подключения вилки сварочного аппарата 220В в ассортименте.
Схема подключения сварочного генератора . На машинах до 1972 года сопротивление скрученных обмоток. Этот возбудитель на самом деле представляет собой генератор постоянного тока мощностью 2 кВт киловатт, который обеспечивает. Если вы хотите разбираться в своем сварочном аппарате Lincoln SA 200, вам необходимо базовое представление о генераторе постоянного тока.Он показывает элементы схемы в виде обтекаемых форм, а также мощность и сигнальные линии между устройствами. Электромонтажные схемы и автоматические выключатели в доме. Понимание и устранение неисправностей генератора постоянного тока sa 200. Схема устранения неисправностей сварочного генератора 6 2. Домашняя электрическая проводка включает розетки на 110 вольт и розетки и розетки на 230 вольт, которые являются обычным делом в каждом доме. Разновидность электрической схемы сварочного аппарата Lincoln 225. Когда они выйдут из строя, ваша машина потеряет вспомогательную мощность и начнет сваривать.Схема подключения устройства дуговой сварки Lincoln 225 Схема подключения устройства дуговой сварки Lincoln 225 Каждое электрическое устройство состоит из различных компонентов. Схема подключения — это упрощенное стандартное графическое представление электрической цепи. Ваш sa 200 на самом деле представляет собой два генератора постоянного тока, которые работают в тандеме. Электропроводка розетки 230 вольт. Схемы обслуживания Multiquip, схемы, иллюстрации, устранение неисправностей в электропроводке.
Схема подключения — это упрощенное традиционное графическое изображение электрической цепи.Катушки возбудителя создают дополнительную мощность для sa200. Первый генератор — это возбудитель, выступающий из передней части машины. Допуск 10, если не указано иное условие 70 f 21 c. Как подключить розетки. Холодная машина без прогрева, электрическую схему см. В разделе 9 остановите двигатель перед проверкой сопротивления 29 Ом 34 Ом 35 Ом 2 Ом. Схема подключения 230 вольт. Посмотрите, как разводятся электрические розетки в доме. В этой статье рассматриваются общие. Схема подключения дуговой сварки Lincoln 225 красивая 53 электрические схемы электросварщика super chicago Схема подключения вилки генератора на 30 ампер схема подключения генератора с рукояткой внутри схема подключения генератора с ручкой автоматическая точечная сварка 1 нарисуйте простую схему электродвигателя и электрогенератора Схема подключения генератора на схеме подключения генератора.Схема устранения неисправностей для необходимого оборудования для проверки значений сопротивления сварочного генератора. Основные схемы домашней электропроводки. Подключение переходной вилки от генератора к сварочному аппарату.
Цепь мини-сварочного аппарата для небольших сварочных работ
Цепь небольшого бестрансформаторного сварочного аппарата может быть построена с использованием нескольких высоковольтных конденсаторов высокой емкости и выпрямительного диода. В следующей статье это объясняется подробнее. Идея была предложена г-ном Тун.
В одном из моих предыдущих постов мы наткнулись на полноценную схему сварочного инвертора SMPS на 100 А для работы с соединениями и металлами достаточно больших размеров.
Концепция дизайна
Эта схема, основанная на SMPS и требующая высоких характеристик мощности, является сложной и может оказаться недоступной для начинающих любителей.
По просьбе г-на Туна схема самодельного сварочного аппарата небольшого размера — это то, на что будут обращать внимание большинство начинающих энтузиастов и инженеров-механиков для решения своих периодических работ по сварке металла на рабочем месте.
Сварочный мини-аппарат без сложной схемы, вероятно, может быть построен с использованием емкостного источника питания, как показано на следующей схеме:
Идея, показанная выше, представляет собой обычную схему емкостного источника питания, включающую в себя экстремальные конденсаторы с точки зрения их номиналов.
Работа схемы
На входной стороне мы видим внушительный конденсатор 500 мкФ / 400 В, в то время как на выходной стороне также можно увидеть конденсатор аналогичного номинала, расположенный для усиления тока.
Самым основным параметром сварочной системы является высокий ток, так что в месте короткого замыкания на рассматриваемом металлическом соединении может образоваться чрезвычайно высокая температура.
Эта генерация сильного тока может быть достигнута либо с помощью трансформатора высокой мощности, либо его версии SMPS, о которой мы говорили в первом абзаце.
Трансформатор может быть слишком громоздким и тяжелым, в то время как схема SMPS слишком сложна для новичков, единственный альтернативный способ достижения сильноточной сварки за счет относительно простой конструкции, возможно, заключается в использовании сильноточного емкостного источника питания, как показано выше.
Можно ожидать, что конденсатор 500 мкФ / 400 В будет генерировать всплески тока до 36 ампер при 220 В, и, усиленный дополнительным конденсатором выходного фильтра, этот ток может вызвать серьезные сварочные работы.
Вы можете проверить вышеупомянутые характеристики с помощью следующих двух программ-калькуляторов:
Калькулятор реактивного сопротивления
Калькулятор закона Ома
Показанная кнопка позволяет пользователю выполнять сварочную работу через короткие разрывы, а не за счет непрерывного искрения дуги. , что может быть опасно и в любом случае не рекомендуется при сварочных работах.
Входной конденсатор 500 мкФ / 400 В выглядит массивным, и он может быть недоступен на рынке, поэтому его можно построить, используя 500 номеров конденсаторов PPC 1 мкФ / 400 В, подключенных параллельно, это может занять некоторое место, но все же метод легко достижимо.
Используйте неполярные конденсаторы
Этот конденсатор предпочтительно должен быть неполярным, однако, поскольку диод расположен последовательно, это означает, что электролитный конденсатор также может без проблем служить этой цели.
Второй конденсатор на выходе точно может быть электролитическим.
Для большего тока значения пределов могут быть увеличены до более высоких пределов, это единственный параметр, на котором нужно сосредоточиться.
ВНИМАНИЕ: Схема мини-сварочного аппарата, описанная выше, не изолирована от сети и может убить человека в течение нескольких секунд, поэтому рекомендуется проявлять особую осторожность при работе с этим оборудованием под напряжением.
Специальная, высокочастотная и дешевая принципиальная схема сварочного аппарата
Принципиальная схема сварочного аппарата — это электрические цепи, которые могут быть меньше по размеру, но оснащены лучшими соединениями и увеличенной мощностью. Эти. Принципиальная схема сварочного аппарата на Alibaba.com превосходного качества и состоит из многослойных материалов с проводящими материалами в центре плат. Вы можете заказать эти безупречные. Принципиальная схема сварочного аппарата от ведущих поставщиков, которые имеют репутацию продавцов материалов высшего качества.Эти продукты доступны по цене, поэтому они укладываются в ваш бюджет. Принципиальная схема сварочного аппарата, представленная на сайте, настраивается и поставляется как в готовой к использованию, так и в прототипной версиях. Толщина меди из них. Принципиальная схема сварочного аппарата может отличаться в зависимости от выбранной вами модели и может содержать от 6 до 64 слоев. Эти. Принципиальная схема сварочного аппарата изготовлена из материалов с высокой проводимостью и имеет четкую длину межстрочного интервала.Вы можете использовать эти платы в любом устройстве, от телевизора до пульта дистанционного управления и других электронных устройств для повышения производительности.
Эти высокой плотности. Принципиальная схема сварочного аппарата на Alibaba.com, благодаря своим врожденным электрическим свойствам, значительно улучшена с точки зрения мощности и, как следствие, может предложить большую скорость. Файл. Принципиальная схема сварочного аппарата поставляется с отделкой поверхности HASL, иммерсионным золотом, серебром, алюминием, OSP и многими другими опциями для повышения производительности.Некоторые из наиболее распространенных их применений. Принципиальная схема сварочного аппарата — это телекоммуникации, электроснабжение, промышленное электроснабжение, медицинские инструменты, GPS и так далее.
Вы можете проверить различные. Принципиальная схема сварочного аппарата Варианты на Alibab.com и выберите тот, который соответствует вашему бюджету и требованиям. Заказы OEM и ODM доступны по запросу. Они сертифицированы ISO, RoHS, CE, SGS, UL и другими. Индивидуальная упаковка также предлагается при оптовых закупках.
(PDF) ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ СВАРОЧНОЙ МАШИНЫ С ПЕРЕМЕННЫМ СЕЛЕКТОРОМ ТОКА
International Journal of Pure & Applied Sciences Vol.6No.2.
Опубликовано Oxford Research and Publications, январь 2016 г.
62
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ СВАРОЧНОЙ МАШИНЫ С ПЕРЕМЕННОЙ
СЕЛЕКТОР ТОКА
1 * I. И.Ибрагим и 2Б. I. Adamu
1 и 2, факультет физики, Федеральный университет, Дутсе, штат Джигава
Электронная почта для корреспондента: idowuaraba @ gmail.com,
+2348036826053
Abstract
Был разработан и изготовлен двухполюсный сварочный аппарат переменного тока. Первый полюс
является первичной цепью и был спроектирован так, чтобы иметь четырехступенчатую катушку SA, AB, BC и CE с тремя петлями
A, B, C для переменного выбора токовой нагрузки. Первичные цепи
были намотаны медным проводом калибра 13 и получили витки по 80, 20, 20 и 20 витков для
ступеней SA, AB, BC и CD соответственно.Второй полюс — это сторона вторичной цепи, конструкция которой была выполнена по схеме
, и первичная цепь и вторичная цепь перекрывали друг друга. Первичная цепь
на вторичном полюсе была намотана медным проводом калибра 13 и составляла
при одном витке ступенчатой обмотки из 114 витков, в то время как вторичная цепь внахлестку имела один ступень
витков на 40 витков с медным проводом с клещами. размера 8. Тип подключения от начала до начала был
,использовался для первичных цепей, в то время как пусковые и конечные руки вторичной цепи были подключены к
заземлению и клещу сварочного аппарата соответственно.
Ключевые слова: вторичный контур, первичный контур, катушка, сварка
1.0 ВВЕДЕНИЕ
Сварка — это производственный процесс, в ходе которого соединяются материалы, обычно металлы или термопласты, вызывая
слипание. Как правило, для большинства свариваемых обычных сталей предпочтительнее соединение
методом сварки. [1] Самый популярный из сварочных аппаратов использует методы дуговой сварки
, которые включают (i) SMAW — сварку штучной сваркой или дуговую сварку в защитном металлическом корпусе
(ii) GMAM — дуговую сварку металлическим электродом в тигле (iii) GTAM — Сварка tig
или дуговая сварка вольфрамовым электродом в газовой среде [2].Другие — пайка, пайка и сварка ацетиленом
. В автомобильной промышленности точечная контактная сварка (RSM) является одним из
наиболее эффективных процессов соединения материалов, в нем используются токи в диапазоне 1 — 200 кА с длительностью
в диапазоне от нескольких циклов до одной секунды для генерирования джоулева нагрева. . Трансформаторы RSM
работают в диапазоне средних частот около 1 кГц [3].
В этом исследовании построенная сварочная система использует низкочастотный трансформатор, который
работает на частоте электросети 50 или 60 Гц с переключателями переменного тока до
, чтобы избежать проблем с качеством электроэнергии.Проблема качества электроэнергии связана с отклонением тока напряжения и
частоты от номинального значения в системе распределения и использования электроэнергии.
Как подключить диодный выпрямитель / выпрямительный модуль MGR? | HUIMULTD
ВВЕДЕНИЕ:
Функция выпрямителя или твердотельного реле / модуля выпрямителя заключается в преобразовании мощности переменного тока в мощность постоянного тока. Выпрямленное твердотельное реле / модуль со встроенным управляемым транзистором может также использоваться в качестве электронного переключателя в дополнение к функции выпрямления.
Из этой статьи вы узнаете, как подключить выпрямительный диод MGR / Mager или модуль выпрямления.
Вы можете быстро перейти к интересующим вас главам с помощью Справочника ниже и быстрого навигатора в правой части браузера.
СОДЕРЖАНИЕ
§1. Как подключить твердотельное реле выпрямления переменного тока
1.1 Однофазное твердотельное реле выпрямления переменного тока
MGR-ZK80-200
, MGR-ZK120-100 СерияОднофазное твердотельное реле выпрямления переменного тока имеет шесть клемм, которые можно использовать в промышленных и коммерческих целях.Вход Схема подключена к сигнальному устройству постоянного тока, а выходная цепь подключена к источнику питания переменного тока и нагрузке постоянного тока.
Примечание. Перед установкой и использованием убедитесь, что характеристики (например, входной ток, входное напряжение, выходное напряжение) ток, выходное напряжение и т. д.) выпрямительного твердотельного реле соответствуют требованиям приложения.
1.2 Трехфазное твердотельное реле выпрямления переменного тока
MGR-3-ZK120-100
серияТрехфазное твердотельное реле выпрямления переменного тока имеет семь клемм, которые могут использоваться в промышленных и коммерческих целях.Входная цепь подключена к сигнальному устройству постоянного тока, а выходная цепь подключен к источнику переменного тока и нагрузке постоянного тока.
Примечание: до установка и использование, пожалуйста, подтвердите, соответствуют ли спецификации (такие как входной ток, входное напряжение, выходной ток, выходное напряжение и и т. д.) выпрямительного твердотельного реле соответствуют требованиям приложения.
§ 2. Как подключить выпрямитель или модуль выпрямления
2.1 Однофазный полностью управляемый мостовой выпрямительный модуль с полной изоляцией
MGR-DQZ380D60E
seriesОднофазный полностью управляемый мостовой выпрямительный модуль с полной изоляцией имеет девять клемм, которые можно использовать для промышленное и коммерческое применение.1 и 2 порта подключены к однофазному источнику переменного тока; 3 и 4 порты подключены к нагрузке постоянного тока; 5 и 6 портов подключены к внешнему трансформатору 18 В переменного тока, который может обеспечить стабильную синхронную источник напряжения; 7 порт — это + 5VDC, генерируемый самим модулем; 8 порт — порт CON, который подключен к устройству управляющей сигнализации; 9 порт — это COM-порт, который подключен к общему терминалу. Управляющий сигнал можно разделить на автоматический управляющий сигнал (тип E: 0 ~ 5 В постоянного тока, тип F: 0 ~ 10 В постоянного тока, H тип: 1 ~ 5 В постоянного тока, тип G: 4 ~ 20 мА) и сигнал ручного управления (потенциометр).
Примечание. Перед установкой и использованием проверьте, соответствуют ли спецификации (например, входной ток, входное напряжение, выходной ток, выходное напряжение) и т. д.) выпрямительного модуля соответствуют требованиям приложения.
Рисунок 2.1A: Сигнал автоматического управления
Рисунок 2.1B: Сигнал ручного управления, типы E, F, H можно управлять вручную, а тип G не может
2.2 Мостовой выпрямитель
Мостовой выпрямитель
серияОднофазный / трехфазный мостовой выпрямительный модуль использует сварочную технологию «вакуум + защита от гидрирования».Входная цепь подключена к переменному току / напряжению или сигналу переменного тока, а выходная цепь подключен к постоянному току / напряжению или сигналу постоянного тока. Этот модуль выпрямления подходит для таких приложений, как источник питания выпрямителя, система управления промышленной автоматикой, станок с ЧПУ, система дистанционного управления и т. Д.
Примечание. Перед установкой и использованием проверьте, соответствуют ли спецификации (например, входной ток, входное напряжение, выходной ток, выходное напряжение и т. д.) силового диодного мостового выпрямителя соответствуют требованиям приложения.
2.3 Модуль однофазного / трехфазного мостового выпрямителя
Однофазный / трехфазный мостовой выпрямительный модуль
В модуле однофазного / трехфазного мостового выпрямления используется технология сварки «вакуум + защита от гидрирования». Входная цепь подключена к переменному току / напряжению или сигналу переменного тока, а выходная цепь подключен к постоянному току / напряжению или сигналу постоянного тока. Этот модуль выпрямления подходит для таких приложений, как источник питания постоянного тока для приборов и оборудования, источник питания для выпрямления входного напряжения инвертора PWM, Источник питания возбуждения двигателя постоянного тока, Входная система выпрямления импульсного источника питания, Система зарядки конденсатора плавного пуска, Электропривод и вспомогательный ток, Инверторный сварочный аппарат, Система зарядки постоянного тока и т. Д.
Примечание. Перед установкой и использованием убедитесь, что характеристики (такие как входной ток, входное напряжение, выходной ток, выходное напряжение и т. Д.) Выпрямительного модуля соответствуют требованиям приложения.
2.4 Выпрямительный модуль сварочного аппарата
Выпрямительный модуль сварочного аппарата
Выпрямительный модуль сварочного аппарата использует сварочную технологию «вакуум + защита от гидрогенизации». Входная цепь подключена к переменному току / напряжению или сигналу переменного тока, а выходная цепь подключена к постоянному току. ток / напряжение или сигнал постоянного тока.Этот модуль выпрямления подходит для таких применений, как источник питания сварочного аппарата, различные источники питания постоянного тока, преобразователь частоты и т. Д.
Примечание: перед установкой и использования, пожалуйста, подтвердите, соответствуют ли характеристики (такие как входной ток, входное напряжение, выходной ток, выходное напряжение и т. д.) выпрямительного модуля требованиям приложения.
2.5 Модуль тиристорного выпрямителя
2.5.1) Модуль тиристорного выпрямителя
Стандартный модуль тиристора
В стандартном тиристорном модуле используется сварочная технология «вакуум + защита от гидрирования», которая подходит для применения, например, в системе управления переменным током. и двигатель постоянного тока, различные источники питания выпрямителя, промышленные
система управления нагревом, система освещения, бесконтактный переключатель, плавный пуск двигателя, статический компенсатор реактивной мощности, сварочный аппарат, преобразователь частоты, источник питания ИБП, зарядка и разрядка аккумулятора и т. д.
Примечание: до При установке и использовании, пожалуйста, подтвердите, соответствуют ли характеристики (такие как входной ток, входное напряжение, выходной ток, выходное напряжение и т. д.) тиристорного модуля требованиям приложения.
2.5.2) Стандартный выпрямительный модуль
Стандартный выпрямительный модуль
В стандартном выпрямительном модуле используется сварочная технология «вакуум + защита от гидрогенизации», которая подходит для такого применения, как система управления двигателями переменного и постоянного тока, различные выпрямители блоки питания промышленные
система управления нагревом, система освещения, бесконтактный переключатель, плавный пуск двигателя, статический компенсатор реактивной мощности, сварочный аппарат, преобразователь частоты, источник питания ИБП, зарядка и разрядка аккумулятора и т. д.
Примечание: до При установке и использовании убедитесь, что характеристики (такие как входной ток, входное напряжение, выходной ток, выходное напряжение и т. д.) выпрямительного модуля соответствуют требованиям приложения.
2.5.3) Стандартный гибридный модуль тиристор-выпрямитель
Стандартный гибридный модуль тиристор-выпрямитель
Стандартный гибридный модуль тиристор-выпрямитель использует сварочную технологию «вакуум + защита от гидрирования», которая подходит для применения, например, управления система двигателя переменного и постоянного тока, различной мощности выпрямления
расходные материалы, промышленная система управления отоплением, система освещения, бесконтактный переключатель, плавный пуск двигателя, статический компенсатор реактивной мощности, сварочный аппарат, преобразователь частоты, источник питания ИБП, зарядка и разрядка аккумуляторов и т. д.
Примечание. Перед установкой и использованием убедитесь, что характеристики (такие как входной ток, входное напряжение, выходной ток, выходное напряжение и т. Д.) Модуля соответствуют требованиям приложения.
Рисунок 2.5.3A, серия MFx (TD)
Рисунок 2.5.3B, серия MFx (DT)
2.6 Полностью управляемый / полууправляемый мостовой выпрямительный модуль
2.6.1) Однофазный полностью управляемый / половинный -управляемый мостовой выпрямительный модуль
Однофазный полностью управляемый / полууправляемый мостовой выпрямительный модуль
Однофазный полностью управляемый / полууправляемый мостовой выпрямительный модуль использует сварочную технологию «вакуум + защита от гидрирования», которая подходит для приложение, такое как источник постоянного тока инструментов
и оборудование, входной выпрямительный источник питания ШИМ-инвертора, источник питания возбуждения двигателя постоянного тока, входная выпрямительная система импульсного источника питания, система зарядки конденсаторов плавного пуска, электропривод и вспомогательные
ток, инверторный сварочный аппарат, система зарядки постоянного тока и т. д.
Примечание. Перед установкой и использованием убедитесь, что технические характеристики (такие как входной ток, входное напряжение, выходной ток, выходное напряжение и т. Д.) модуль соответствует требованиям приложения.
Рисунок 2.6.1A, серия MFQ
Рисунок 2.6.1B, серия MHF
2.6.2) Трехфазный полностью управляемый / полууправляемый мостовой выпрямительный модуль
Трехфазный полностью управляемый / полууправляемый мостовой выпрямительный модуль
Трехфазный полностью управляемый / полууправляемый мостовой выпрямительный модуль использует сварочную технологию «вакуум + защита от гидрирования», которая подходит для таких применений, как источник постоянного тока для приборов и
оборудование, входной выпрямительный источник питания ШИМ-инвертора, источник питания возбуждения двигателя постоянного тока, входная выпрямительная система импульсного источника питания, система зарядки конденсаторов плавного пуска, электропривод и вспомогательные
ток, инверторный сварочный аппарат, система зарядки постоянного тока и т. д.
Примечание. Перед установкой и использованием убедитесь, что технические характеристики (такие как входной ток, входное напряжение, выходной ток, выходное напряжение и т. Д.) модуль соответствует требованиям приложения. Принципиальная схема аппарата для дуговой сварки
Вы можете узнать больше Схема ниже
Однофазный сварочный аппарат Rajlaxmi Arc 200t Gold 8500 рупий Сварочный аппарат Arc 200 Eco Inverter Сварочный аппарат Сварочный аппарат Pcb Board Arc Tig 200 Инверторная сварка Новая принципиальная схема инверторного сварочного аппарата Zx7 200 со станочным оборудованием Купить принципиальную схему сварочного станка Инструментальное оборудование Сварочный аппарат Инверторный сварочный аппарат Принципиальная схема Unique 38 Best Дуговый сварочный аппарат 160a Сварочный аппарат для стержневой сварки Цифровой инверторный сварочный аппарат 220 В постоянного тока Lift Tig Portable Welding Машина Hitbox Простые шаги для ремонта сварочных аппаратов в домашних условиях Что внутри инверторного сварочного аппарата Сварочный аппарат микроволнового трансформатора Самодельный сварочный аппарат Pcb Mosfet Pcb Производитель из Ченнаи Arc 20 250a Stick Welder Dc Inverter Mma Welder Электрическая схема электросварочного агрегата с приводом от двигателя Lincoln Im996 Схема электрических соединений Ac Welder Принципиальная схема Dc Сварочный аппарат Dc Сварочный аппарат Dc Инверторный сварочный аппарат Shakti Technology Arc 200 А Китай Печатная плата инверторного сварочного аппарата Китай.
