Какие основные параметры имеет фрезерный станок 6А54. Как устроен и работает его гидравлический привод. Какие движения выполняет станок при обработке деталей. Каковы особенности его кинематической схемы.
Основные технические характеристики фрезерного станка 6А54
Фрезерный станок модели 6А54 относится к вертикально-фрезерным станкам с крестовым столом и предназначен для обработки крупногабаритных деталей. Рассмотрим его ключевые параметры:
- Размеры рабочей поверхности стола: 650 x 2200 мм
- Наибольшее продольное перемещение стола: 2250 мм
- Расстояние от торца шпинделя до поверхности стола: 100-750 мм
- Частота вращения шпинделя: 40-1250 об/мин
- Мощность главного привода: 37 кВт
- Наибольшая масса обрабатываемой детали: 2000 кг
Станок имеет 16 ступеней частот вращения шпинделя и бесступенчатое регулирование подач в диапазоне 50-1600 мм/мин для продольного перемещения стола и 25-800 мм/мин для поперечного.
Особенности конструкции фрезерного станка 6А54
Станок 6А54 имеет ряд конструктивных особенностей, обеспечивающих его высокую производительность и точность обработки:
- Бесконсольная компоновка с массивной станиной и стойкой
- Червячно-реечный привод продольной подачи стола
- Наличие тяжелого маховика на шпинделе
- Автоматическая система зажимов с гидроприводом
- Гидравлическая система управления и смазки
Массивность основных узлов и бесконсольная компоновка обеспечивают высокую жесткость станка при обработке крупногабаритных деталей на высоких режимах резания.
Принцип работы гидравлической системы станка 6А54
Гидравлическая система станка 6А54 выполняет несколько важных функций:
- Обеспечивает автоматическое зажатие подвижных узлов (шпиндельной бабки, поперечных салазок)
- Осуществляет переключение скоростей и подач
- Выполняет смазку трущихся поверхностей
Система состоит из двух контуров — низкого (1,5-2 атм) и высокого (10-12 атм) давления. Масляный шестеренчатый насос обеспечивает циркуляцию масла в обоих контурах.
Переключение скоростей происходит за счет перемещения плунжеров с вилками в цилиндрах под действием масла высокого давления. Зажим подвижных узлов осуществляется с помощью гидропласта, обеспечивающего высокое усилие зажима.

Кинематическая схема фрезерного станка 6А54
Кинематическая схема станка 6А54 обеспечивает реализацию следующих движений:
- Главное движение резания — вращение шпинделя с фрезой
- Движения подач — продольное и поперечное перемещения стола
- Вспомогательные движения — перемещение шпиндельной бабки, быстрые ходы
Вращение шпинделя осуществляется от электродвигателя мощностью 37 кВт через коробку скоростей с 16 ступенями. Подачи стола обеспечиваются отдельным электродвигателем через коробку подач.
Быстрые перемещения реализуются с помощью отдельного электродвигателя через дифференциальный механизм. Это позволяет сократить вспомогательное время при обработке.
Основные узлы фрезерного станка 6А54
Станок 6А54 состоит из следующих основных узлов:
- Станина — массивное литое основание станка
- Стойка — вертикальная часть станка с направляющими для шпиндельной бабки
- Шпиндельная бабка — узел со шпинделем и приводом главного движения
- Стол — подвижная часть для установки заготовок
- Поперечные салазки — обеспечивают поперечное перемещение стола
Такая компоновка обеспечивает высокую жесткость и точность обработки крупногабаритных деталей.

Настройка и наладка фрезерного станка 6А54
При настройке фрезерного станка 6А54 необходимо выполнить следующие основные действия:
- Установить и закрепить фрезу на шпинделе станка
- Настроить частоту вращения шпинделя в зависимости от обрабатываемого материала
- Установить требуемые величины подач стола
- Настроить положение упоров для ограничения хода стола
- Отрегулировать положение шпиндельной бабки по высоте
Правильная настройка обеспечивает высокое качество обработки и стойкость режущего инструмента.
Преимущества и недостатки фрезерного станка 6А54
К основным преимуществам станка 6А54 можно отнести:
- Высокая жесткость и виброустойчивость
- Возможность обработки крупногабаритных деталей
- Автоматизация зажимов и переключения скоростей
- Наличие быстрых перемещений
Среди недостатков можно выделить:
- Большие габариты и масса станка
- Сложность гидравлической системы
- Высокая стоимость
Несмотря на недостатки, станок 6А54 широко применяется в машиностроении для обработки крупных корпусных деталей.
6А54 станок фрезерный вертикальный с крестовым столом. Паспорт, схемы, описание
Сведения о производителе фрезерного вертикального бесконсольного станка 6А54
Производитель фрезерного вертикального бесконсольного станка 6А54 — Ульяновский завод тяжелых и уникальных станков УЗТС, основанный в 1956 году.
Станок 6А54 запущен в производство на заводе изготовителе в 1959 году и снят с производства в середине 70-х.
Станки, выпускаемые Ульяновским заводом тяжелых и уникальных станков УЗТС
6А54 станок фрезерный вертикальный с крестовым столом. Назначение, область применения
Вертикальный фрезерный станок с крестовым столом модели 6А54 предназначен для скоростного фрезерования крупногабаритных деталей в основном торцовыми фрезами в условиях индивидуального и серийного производства.
Станок модели 6А54 бесконсольного типа предназначен для скоростного фрезерования крупногабаритных деталей из чугуна, стали и цветных металлов торцовыми, концевыми и фасонными фрезами в условиях индивидуального и серийного производства.
На станке выполняется обработка не только сырых, но и закаленных деталей с применением современного инструмента с ножами из эльбора, сверхтвердых композиционных материалов из металлокерамики. На станке производится фрезерование, сверление, зенкерование, развертывание и растачивание.
Особенности конструкции фрезерного станка 6А54
Обрабатываемая деталь закрепляется на столе станка. В шпинделе укрепляется фреза. Настройка на размер по высоте производится перемещением шпиндельной бабки. Окончательная точная настройка на размер осуществляется перемещением гильзы шпинделя.
Зажим поперечных салазок, шпиндельной бабки и гильзы производится автоматически, в момент пуска станка от гидравлической системы. На станке возможна работа по полуавтоматическому циклу: быстрый подвод, рабочая подача, быстрый отвод в исходное положение и «стоп».
При обратном отводе стола с изделием для предохранения обработанной поверхности от повреждения фрезой последняя совместно с гильзой шпинделя приподнимается на 5 мм.
Конструктивные особенности. К специфическим особенностям конструкции станка модели 6А54, делающим его особо пригодным для скоростных методов обработки, относятся:
- значительная мощность и достаточная быстроходность как привода движения резания, так и привода подачи;
- массивность станины, стойки и стола;
- отсутствие консоли;
- применение червячно-реечного привода для продольной подачи стола, обладающего высокой жесткостью;
- наличие тяжелого маховика на шпинделе фрезерной бабки.
Как известно, маховики уменьшают неравномерность вращения шпинделя, что способствует повышению качества обработанной поверхности и стойкости режущего инструмента. Вместе с тем при наличии маховиков ударные нагрузки, возникающие в момент врезания зуба, не передаются зубчатым колесам и валам, что способствует повышению долговечности деталей привода.
Для сокращения вспомогательного времени при обработке дeталей на станке предусмотрено автоматически действующее зажимное устройство для закрепления поперечных салазок, шпиндельной бабки и гильзы шпинделя; установлен самостоятельный привод быстрых перемещений всех рабочих органов станка; применены гидрофицированные с предварительным выбором скорости однорукояточные механизмы управления коробкой скоростей и коробкой подач; предусмотрен указатель для точной установки гильзы со шпинделем по высоте; обеспечено быстрое торможение привода движения резания противотоком и автоматизировано управление подачами стола.
Посадочные и присоединительные базы фрезерного станка 6А54
Конец шпинделя фрезерного станка 6а54
Расположение составных частей фрезерного станка 6А54
Расположение составных частей фрезерного станка 6А54
Перечень составных частей фрезерного станка 6А54
- А — шпиндельная бабка с коробкой скоростей;
- Б — стойка;
- В — стол;
- Г — поперечные салазки;
- Д — станина с коробкой подач.
Перечень органов управления фрезерным станком 6А54
- подвесная кнопочная станция;
- маховичок ручного осевого перемещения шпинделя;
- штурвал переключения коробки скоростей;
- ограничитель хода шпиндельной бабки;
- рукоятка включения вертикального перемещения шпиндельной бабки;
- штурвал переключения коробки подач;
- маховичок ручного продольного перемещения стола;
- маховичок ручного поперечного перемещения стола;
- рукоятка включения продольной подачи стола;
- рукоятка включения поперечной подачи стола.
Расположение органов управления фрезерным станком 6А54
Расположение органов управления фрезерным станком 6А54
Расположение органов управления фрезерным станком 6А54. Смотреть в увеличенном масштабе
Кинематическая схема фрезерного станка 6А54
Кинематическая схема фрезерного станка 6А54
1. Кинематическая схема фрезерного станка 6А54. Смотреть в увеличенном масштабе
2. Кинематическая схема фрезерного станка 6А54. Смотреть в увеличенном масштабе
3. Кинематическая схема фрезерного станка 6А54. Смотреть в увеличенном масштабе
Движения в станке
- Движение резания — вращение шпинделя с фрезой;
- Движения подач — прямолинейное поступательное, продольное и поперечное перемещения стола;
- Вспомогательные движения:
- вертикальное перемещение шпиндельной бабки
- быстрые перемещения стола
- установочные ручные перемещения стола
- установочные ручные перемещения гильзы шпинделя
Движение резания
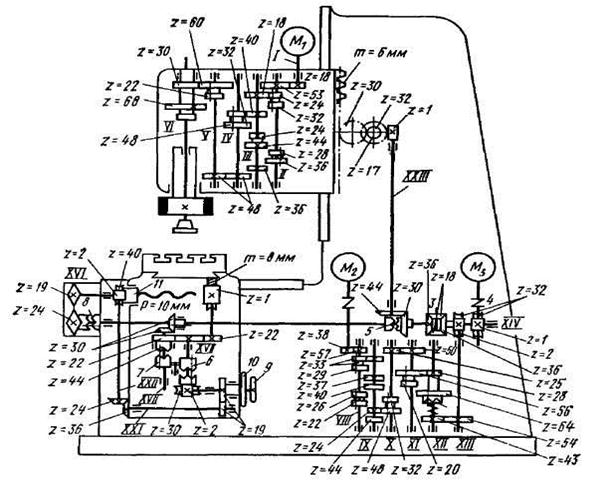
Шпиндель станка приводится во вращение фланцевым электродвигателем мощностью 37 кВт (рис. 90. а) через шестерни 18—53 и коробку скоростей. В коробке скоростей на валу II находятся два двойных подвижных блока шестерен Б1 и Б2. Блок шестерен Б1 может входить в зацепление с колесами 48 и 40, закрепленными на валу III, когда блок шестерен Б2 находится в нейтральном положении. При нейтральном положении блока шестерен Б1 блок Б2 может быть введен в зацепление или с колесом 44 или с колесом 36, установленными па валу III. Всего вал III может иметь четыре различные скорости вращения.
При передаче движения валу IV через двойной подвижной блок шестерен Б3 количество возможных скоростей вращения удваивается. Валы IV и V связаны постоянной передачей 48—48. На валу V установлен двойной подвижной блок Б4, который может вводиться в зацепление с шестернями 30—68, закрепленными на приводной втулке, связанной со шпинделем шлицевым соединением. Как видно из рис. 90. б. коробка скоростей обеспечивает шестнадцать различных чисел оборотов шпинделя. Наименьшее число оборотов шпинделя nmin определяется из выражения:
Nmin = 1460 • (18/53) • (24/48) • (24/48) • (48/48) • (22/68) = 40 об/мин
Nmax = 1460 • (18/53) • (36/36) • (40/32) • (48/48) • (60/30) = 1240 об/мин
Движения подач
Подачи стола осуществляются электродвигателем мощностью 4,2 кВт через шестерни 38—57 и коробку подач.
На валу IX наглухо закреплены зубчатые колеса 33, 37, 40, 24 и 44. Блоки шестерен Б5 и Б6 могут быть включены поочередно, т. е. один из них должен быть всегда в нейтральном положении. Блок шестерен Б5 может сцепляться с шестерней 33 или 37, а блок шестерен Б6 с шестерней 40 или 44. Вал X получает вращение от вала IX через двойной блок шестерен Б7, который может сцепляться с шестернями 40 или 24, установленными на валу IX. Валы X и XI связаны постоянной зубчатой передачей 25—50. На валу XI имеется двойной подвижной блок шестерен Б3, который может сцепляться с шестернями 28 или 64, закрепленными на втулке, связанной с валом XII предохранительной муфтой Мп.
Как можно видеть из рис. 90. в, коробка подач обеспечивает валу XII шестнадцать различных скоростей вращения.
Вал XIII получает вращение от коробки подач через шестерни 43—54. На конце вала XIII закреплен двухзаходный червяк, находящийся в зацеплении с червячным колесом 32, закрепленным на хвостовике правой конической шестерни 36 дифференциала. Левая коническая шестерня 36 дифференциала закреплена на валу XV. Конические сателлиты 18 и 18 свободно вращаются на концах Т-образного вала, который через самотормозящую червячную передачу 1—32 связан с электродвигателем быстрых перемещений.
От вала XV при включенной муфте М2 движение сообщается через конические шестерни 30—30, вал XVII, зубчатые колеса 22. 44, 22 валу XIX и червяку с осевым модулем 8 мм. Последний посредством червячной рейки сообщает столу продольную подачу.
Червяк смонтирован на подшипниках качения в корпусе поперечных салазок, а червячная рейка жестко закреплена на нижней стороне рабочего стола.
Наименьшая скорость продольной подачи smin определяется из выражения:
Smin = 1470•(38/57)•(22/44)•(24/48)•(25/50)•(20/64)•(43/54)•(2/32)•(36/36)•(30/30) • (22/22) •3,148 = 47 мм/мин
Поперечная подача осуществляется при включенной муфте М1 от вала ХV через цепную передачу 24—19 и ходовой винт XVI.
Наибольшая скорость поперечной подачи Snmax определяется из выражения:
Snmax = 1470 •(38/57)•(33/33)•(40/32)•(25/50)•(56/28)•(43/54)•(2/32)•(36/36)•(24/19) • 10 = 770 мм/мин
Вспомогательные движения
Вертикальное перемещение шпиндельной бабки производится от пала AT при включенной муфте М1 через шестерни 35—44, вал XXIII, червячную передачу 1—32, шестерни 17—30 и рейку m = 6 мм, прикрепленную к шпиндельной бабке.
Быстрые перемещения стола и шпиндельной бабки осуществляются при включении электродвигателя быстрых перемещений мощностью С кВт; при этом вращается Т-образный вал; сателлиты обкатывают правую коническую шестерню дифференциала, сообщая шестерне 36 и валу XV удвоенное число оборотов.
Скорость быстрых продольных перемещений стола s6 определяется из выражения
Sб = 1470 • (1/32) • 2 • (30/30) • (22/22) • 1 • 8 • 3,14 = 2300 мм/мин
Схема гидравлическая принципиальная фрезерного станка 6А54
Гидравлическая схема фрезерного станка 6А54
Схема гидравлическая принципиальная фрезерного станка 6А54. Смотреть в увеличенном масштабе
Гидравлическая схема управления станка модели 6А54
Гидравлическая схема управления к смазки станка (рис. 91, а), обслуживаемая одним масляным шестеренчатым насосом Н, состоит из сети низкого давления 1,5..2 ати и сети высокого давления 10..12 ати для обеспечения работы автоматизированных зажимов и механизма переключения скоростей.
Переключение шестерен коробки скоростей и коробки подач производится вилками, закрепленными па плунжерах. Плунжеры вилок могут перемещаться в соответствующих цилиндрах. При установке рукоятки избирателя на требуемую скорость масляные каналы его золотника соединяют трубки, подводящие масло к цилиндрам, таким образом, что в одну из полостей масло поступает из сети высокого давления, а из другой полости масло отводится на слив. В зависимости от того, в какой из цилиндров вилки поступит масло, вилка займет крайнее верхнее или крайнее нижнее положение. В результате произойдет переключение шестерен. Установленное при этом число оборотов шпинделя будет соответствовать показаниям шкалы.
Вилка В1 и В2, а также В5 и В6 во избежание одновременного включения механически сблокированы. В отличие от прочих вилок эти вилки имеют, кроме двух крайних положений, также среднее фиксированное положение, которое осуществляется гидравлически путем одновременного соединения обеих полостей цилиндров вилок с сетью высокого давления. Плунжеры этих вилок состоят из центрального стержня С, на котором собственно и закреплена вилка, и полых поршней П. перемещающихся в цилиндре.
При среднем положении вилки сила давления на плунжер в обеих полостях цилиндра одинакова и, следовательно, не создается никаких усилий, стремящихся вывести вилку из среднего положения. Однако, если под действием силы тяжести блоков шестерен или каких-либо иных внешних сил вилка начнет выходить из среднего положения, то один из поршней П плунжера упрется в буртик цилиндра и дальше перемещаться не сможет. При дальнейшем ходе вилки в том же направлении начнется уже перемещение стержня С в поршне П. Другой полый поршень, упираясь в буртик стержня, будет перемещаться вместе с ним. Усилие, приложенное к стержню с одной стороны, будет определяться давлением масла, действующим на площадь поперечного сечения стержня, а усилие с другой стороны — давлением, действующим на общую площадь поперечного сечения стержня и полого поршня. Таким образом, усилие, приложенное к стержню с одной стороны, будет значительно больше, чем с другой, и стержень с вилкой вновь займут среднее положение. Избыточное масло из сети высокого давления поступает в сеть низкого давления через клапан Кр, отрегулированный на 8 ати. Отсюда оно идет на смазку узлов, А через клапан Пл, отрегулированный на 2 ати,— в резервуар.
Для контроля давления в сети установлены два манометра Mв и Мн и два реле давления РДП и РДС. В электрической цепи давления смазки имеются две лампы — зеленого и красного цвета.
При наличии достаточного давления в сети смазки горит зеленая лампа, а при отсутствии давления загорается красная.
Реле высокого давления включено в электроцепь шпиндельной бабки и при отсутствии необходимого давления в сети переключения скоростей шпинделя не замыкает цепь. Пуск шпинделя при этом невозможен.
На станке модели 6А54 предусмотрена автоматизация зажимных устройств с применением гидропласта и гидравлической системы управления. Шпиндельная бабка и поперечные салазки для закрепления их на направляющих станины в период работы станка имеют но четыре автоматизированных зажима.
Конструкция зажима шпиндельной бабки показана на рис. 91, б. В корпусе зажима 4. закрепленном на корпусе 11 шпиндельной бабки, имеются два соосных цилиндра, в которых перемещаются поршни 5 и 8. Поршень 8 имеет цилиндрический отросток, который через отверстие в перегородке входит в полость другого цилиндра, заполненную гидропластом 6. Поршень 5 упирается в регулируемый болт 3, находящийся в резьбовом отверстии коромысла 2. Сухарь 10, соединенный с коромыслом 2 двумя стяжными болтами 1, перемещается в Т-образном пазу станины 12.
При поступлении масла из сети высокого давления по каналу а под крышку 9 поршень 8 начнет перемещаться влево, сжимая пружину 7. Отросток поршня 8 будет при этом давить на гидропласт, а последний передавать давление на поршень 5.
Вследствие того, что площадь поперечного сечения поршня 8 в 10,6 раза больше площади поперечного сечения его отростка, получается более чем десятикратный выигрыш в силе. Давление от поршня 5 передается через регулировочный болт 3, коромысло 2 и стяжные болты 1 на сухарь, который, прижимаясь к пазу станины, производит силовое замыкание зажима.
При давлении масла 12 ати сила каждого прижима составит 3300..3500 кг, что вполне достаточно для обеспечения жесткого закрепления шпиндельной бабки.
При выпуске масла поршень 8 под давлением пружины 7 отойдет в исходное положение и освободит прижим.
Зажим поперечных салазок стола имеет аналогичную конструкцию, только размеры поршней таковы, что сила прижима составляет 1300..1400 кг.
От сети высокого давления действуют также зажимы гильзы шпинделя и автоматический подъем гильзы шпинделя при обратном быстром перемещении стола.
Читайте также: Регулировка фрезерных станков
Технические характеристики бесконсольного фрезерного станка 6А54
| Наименование параметра | 6а54 | 654 | 6а540 | 6550 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 650 х 2200 | 630 х 1600 | 400 х 1000 | 500 х 1250 |
| Расстояние от торца шпинделя до поверхности стола, мм | 100..750 | 100..530 | 100..630 | |
| Расстояние от оси шпинделя до вертикальных направляющих (вылет), мм | 630 | 640 | 430 | 530 |
| Наибольшее перемещение стола в продольном направлении, мм | 2250 | 1250 | 800 | 1000 |
| Наибольшее перемещение стола в поперечном направлении, мм | 600 | 400 | 500 | |
| Вертикальное перемещение бабки, мм | 650 | 430 | 530 | |
| Наибольшая масса обрабатываемой детали, кг | 2000 | |||
| Шпиндель. Бабка шпиндельная | ||||
| Диаметр шпинделя по нижним подшипникам, мм | 105 | 105 | ||
| Частота вращения шпинделя, об/мин | 40..1250 | 25..1250 | 31,5..1600 | 31,5..1600 |
| Количество скоростей шпинделя | 16 | 18 | 18 | 18 |
| Ход гильзы шпинделя | 100 | 120 | 120 | |
| Скорость подачи бабки, мм/мин | 16,6..533 | 4..480 | 4..800 | 4..800 |
| Скорость установочного вертикального перемещения бабки, м/мин | 0,77 | 0,8 | 0,8 | 0,8 |
| Наибольший крутящий момент на шпинделе, кгс*м | 214 | 17180 | 22900 | |
| Наибольшее усилие резания, допускаемое механизмом подачи бабки, кгс | 1500 | 1100 | 1610 | |
| Наибольший угол поворота шпиндельной бабки, град | ±30° | нет | нет | |
| Цена деления шкалы поворота шпиндельной бабки, мин | 30 | нет | нет | |
| Конус отверстия шпинделя | Морзе 3 | Морзе 3 | Морзе 3 | |
| Конец шпинделя | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | №3 ГОСТ 836-62 | |
| Рабочий стол | ||||
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,02 | 0,02 | |
| Цена деления лимба продольного перемещения, мм | 0,05 | 0,02 | 0,02 | |
| Пределы продольных подач стола (б/с регулирование)(X), мм/мин | 50..1600 | 10..1200 | 10..2000 | 10..2000 |
| Пределы поперечных подач стола (б/с регулирование) (Y), мм/мин | 25..800 | 10..1200 | 10..2000 | 10..2000 |
| Скорость быстрых перемещений стола продольных и поперечных, м/мин | 2,3/ 1,15 | 2,0 | 3,0 | 3,0 |
| Наибольшее усилие резания, допускаемое механизмом подачи стола, продольное, кгс | 2000 | 2600 | 3000 | |
| Наибольшее усилие резания, допускаемое механизмом подачи стола, поперечное, кгс | 2000 | 2700 | 3100 | |
| Электрооборудование и привод станка | ||||
| Количество электродвигателей на станке | 4 | 4 | 4 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 37 (1460) | 13 | 7,5 | 10 |
| Электродвигатель постоянного тока привода подач стола и бабки, кВт (об/мин) | 4,2 (1470) | 4,5 | 2,2 | 2,2 |
| Электродвигатель привода быстрого перемещения стола и бабки, кВт (об/мин) | 6 (1470) | |||
| Электродвигатель насоса смазки, кВт | 0,27 | 0,4 | 0,4 | |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 | |
| Суммарная мощность установленных на станке электродвигателей, кВт | 17,89 | |||
| Габаритные размеры и масса станка | ||||
| Габаритные размеры (длина х ширина х высота), мм | 3165 х 2890 х 3120 | 2507 х 2562 х 2785 | 2795 х 3200 х 2960 | |
| Масса станка, кг | 11600 | 8000 | 12500 |
Связанные ссылки. Дополнительная информация
конструкция, принципиальная схема, настройка, наладка, видео работы
Конструкция Фрезерных станков с нижним расположением шпинделя
Фрезерный одно шпнндельный станок с ручной подачей и с нижним расположением шпинделя (рис. 1) состоит из станины, по которой вертикально перемещается суппорт. В суппорте на шариковых подшипниках укреплен шпиндель. Для длинной насадки предусмотрен кронштейн с откидным подшипником, обеспечивающий стойчивость шпинделя. При смене инструмента кронштейн отводят У сторону. В прорезях стола установлены направляющие линейки и прижимы. Положение шпинделя по высоте регулируют маховиком.
Электродвигатель соединен со шпинделем плоскоременнои передачей. Шкив, закрепленный на шпинделе, имеет удлиненную форму, что позволяет изменять положение шпинделя по высоте, не меняя положения электродвигателя.
Рис. 1. Фрезерный одношпиндельный станок Ф-4: 1 — станина, г —суппорт, 3 — маховичок подъема шпинделя, 4 — стол, 5 —съемные направляющие линейки, 6 — кронштейн с откидным подшипником, 7 — приемная воронка, 8 — маховичок для натяжения ремняБолее совершенную конструкцию имеет станок ФСА для прямолинейного фрезерования (рис. 2). Так же как и у станка Ф-4, шпиндель у него установлен на суппорте. Положение шпинделя по высоте изменяют маховичком. Шпиндель связан с валом электродвигателя ременной передачей, для натяжения ремней служит маховичок, Над столом станка установлен автоподатчик. Его подающие ролики закреплены шарнирно, что позволяет подавать в станок заготовки с различием по толщине до 20 мм. При необходимости ручной подачи автоподатчик может быть снят со станка или отведен в сторону (например, во время установки режущего инструмента). Для изменения положения автоподатчика в вертикальной плоскости предусмотрен маховик. Маховиком, связанным с вариатором, устанавливается скорость подачи, которая может изменяться в пределах 8—25 мм.
Удобное размещение панели управления позволяет станочнику во время работы не делать лишних движений.
На рис. 3 приведена кинематическая схема фрезерного станка ФА-4 с автоматической подачей. На шпинделе подвижно, в шариковых подшипниках, укреплен блок звездочек, который вращается независимо от шпинделя. Обрабатываемую заготовку укладывают в цулагу и закрепляют в ней. Часть боковой поверхности цулаги вы полняет роль копира, на ней закрепляется втулочно-роликовая цепь или перфорированная лента, соответствующая зубьям верхней звездочки блока. Верхняя звездочка в процессе работы станка приходит в зацепление с цепью и подает цулагу с обрабатываемым материалом вдоль режущего инструмента. Верхняя звездочка приводится в движение нижней (приводной) звездочкой блока, которая цепной передачей соединена с приводом механизма подачи, включающим электродвигатель, червячный редуктор и шестеренную передачу.
Конструкцией механизма подачи предусмотрена возможность сообщать шаблону прямолинейное движение при односторонней обработке заготовок и вращательное при обработке по контуру. Детали с контуром, очерченным по кругу, обрабатывают при подвижной оси вращения шаблона. Во всех других случаях точки контура криволинейных деталей находятся на разном расстоянии от окружности резания, описываемой фрезой. Поэтому, чтобы обеспечить непрерывное соприкосновение обрабатываемой заготовки с режущим инструментом, нужно изменять расстояние от центра вращения шаблона до окружности резания. Для этого подвижно закрепляют вкладыш 6 с пальцем и устанавливают рычаг, связывающий шаблон с пружиной. При установке и снятии шаблона вкладыш с пальцем отводят от оси шпинделя педалью. Если обрабатывают одну сторону криволинейной заготовки, то шаблон прижимают к подающей звездочке прижимными роликами, установленными на вкладыше.
Отечественная промышленность выпускает также фрезерные станки ФШ-4, предназначенные не только для плоского и профильного фрезерования, но также для выборки шипов. Эти станки оборудованы шипорезной кареткой, которая подвижно закрепляется на специальных направляющих станины. На каретке устанавливают зажимы, упорную линейку и торцовые ограничители. Перемещают каретку вручную. Ручное перемещение каретки при модернизации станка может быть механизировано, например с помощью пневмоци-линдра с гидравлическим регулятором. Зажимы могут быть оборудованы пневмодвигателем.
Выбор режима работы
Выбор режима работы на фрезерных станках любой конструкции сводится к определению скорости подачи обрабатываемых заготовок. Фрезерование часто является заключительной операцией механической обработки заготовок, так как шлифование после фрезерования (особенно фигурных заготовок) затруднено. Поэтому при выборе режимов работы фрезерных станков исходят из требований, предъявляемых к шероховатости обработанной поверхности. Требуемый класс шероховатости поверхности зависит от величины подачи и угла встречи резца с волокнами древесины.
Пример. Требуэтся определить скорость подачи при фрезеровании криволинейной детали с переменным углом встречи фвх, который изменяется в пределах от 0 до 30°. Шероховатость обработанной поверхности должна соответствовать седьмому классу. Диаметр фрезы 120 мм, число резцов г = 4, шпиндель делает 6000 оборотов в минуту.
Настройка станков
При фрезеровании плоских поверхностей режущие кромки нижнего торца фрезы должны быть расположены ниже уровня стола на 3—5 мм, что достигается соответствующим перемещением шпинделя. В случае профильного фрезерования положение фрезы определяют по шаблону или образцу детали, устанавливаемой на стол станка.
Сквозное плоское и профильное фрезерование прямолинейных заготовок выполняют по задней и передней направляющим линейкам (рис. 4), которые соединяются литой скобой, охватывающей режущий инструмент. Линейка 1 может изготовляться как одно целое со скобой, линейка подвижно закрепляется на скобе. Обычно на металлические плоскости линеек накладывают линейки, изготовленные из древесины. Вертикальные плоскости линеек должны быть перпендикулярны плоскости стола станка.
При плоском фрезеровании заднюю линейку устанавливают по бруску, при профильном — с помощью эталона. Для этого брусок или эталон прижимают к задней линейке и вручную поворачивают шпиндель в направлении, обратном направлению резания. Режущие кромки фрезы должны слегка касаться бруска или эталона.
Передняя линейка должна быть параллельна задней и отстоять от нее при фрезеровании плоскостей на величину, равную толщине снимаемого слоя древесины (1,5—2 мм). В случае профильного фрезерования расстояние между линейками должно быть равно также 1,5—2 мм, но фрезу необходимо выдвинуть относительно линейки на глубину профиля. Переднюю линейку устанавливают по эталонному бруску: его прижимают к задней линейке, а переднюю закрепляют на нужном расстоянии.
Если при продольном фрезеровании кромки заготовки обрабатывают не по всей длине, то обе линейки устанавливают в одной вертикальной плоскости. При несквозном фрезеровании прямолинейных заготовок на столе станка устанавливают упоры, ограничивающие длину фрезерования (перемещения заготовки), а линейки устанавливают в одной плоскости.
Фрезерование криволинейных поверхностей выполняют по специальным копировальным линейкам, закрепляемым на цулагах.
Настройка станка начинается с подбора кольца, закрепляемого снизу или сверху фрезы в зависимости от конструкции цулаги. Разница в диаметре кольца и диаметре цилиндрической поверхности резания фрезы определяет взаимное положение формообразующей кромки копировальной линейки и обработанной поверхности заготовки. Поэтому для данного приспособления величина этой разницы должна быть строго определенной.
Работа на станках
На фрезерных станках ФСШ-1А с нижним расположением шпинделя выполняют разнообразные виды обработки. В учебнике описываются следующие основные операции: сквозное фрезерование; обработка заготовок и узлов по наружному контуру; зарезка шипов и проушин; несквозное фрезерование.
Сквозное фрезерование. Сквозное фрезерование прямолинейных заготовок производится при ручной подаче. Станочник берет очередную заготовку, укладывает ее пластыо на стол и, прижимая кромкой к направляющей линейке, надвигает на фрезу. Необходимо следить, чтобы рука не касалась заготовки в зоне ее обработки.
Работа станочника значительно облегчается и становится безопасной, если станок оборудован прижимом хотя бы самой простой конструкции в виде пружинящей пластины или деревянной гребенки — доски с несквозными длиной 150—200 мм пропилами вдоль волокон, сделанными на расстоянии 10—15 мм один от другого. В этом случае станочник подает заготовку на фрезу, не прижимая ее к линейке.
Если при фрезеровании будут замечены необработанные выступающие элементы детали, то необходимо передвинуть переднюю линейку в сторону оси шпинделя. При появлении мшистости на обработанной поверхности необходимо заточить или сменить режущий инструмент.
Смещение профиля по вертикали является следствием неправильного положения фрезы относительно плоскости рабочего стола. Положение исправляют перемещением шпинделя.
Неправильный угол между обработанными поверхностями является результатом неточной установки линеек, особенно задней, по которой ведется основное базирование заготовки.
Если линейка установлена неперпендикулярно плоскости стола, обработанная поверхность может быть крыловатой; причиной кры-ловатости часто является покоробленность базовой поверхности.
Рис. 155. Приспособления для сквозного фрезерования: а — с зажимом, б — без зажима; 1 — корпус, 2 —упор, 3 — подушка, 4 — зажим, 5 — фреза, 6 — кольцо, 7 — заготовка, 8 — формообразующая кромка шаблона, 9 — подшипник, 10 — ограждение, 11 — крышка, 12 — шпиндель Волнистость на обработанной поверхности получается из-за того, что заготовка неплотно прижимается к направляющей линейке или же во фрезеровании участвуют не все зубья фрезы (это часто бывает при использовании фрез со вставными зубьями). При появлении волнистости следует проверить исправность зажимных устройств и заточку зубьев фрезы. Непрострожка бывает из-за непрямолинейности фрезеруемых кромок или несоответствия расстояния между передней и задней направляющими линейками заданному. Для сквозного фрезерования заготовок с криволинейным профилем одной кромки применяют специальное приспособление. На кромке корпуса имеется профильная деталь (рейка), которая служит шаблоном. На рис. 5, б приведена конструкция приспособления беззажимного устройства. На шпинделе станка концентрично закрепляется свободно вращающееся кольцо 6 (обычно шариковый подшипник), служащее упором для шаблона. Радиус кольца должен соответствовать размеру шаблона, Расстояние от базовой поверхности шаблона до оси шпинделя для данного приспособления и определенного диаметра фрезы — величина постоянная. При обработке криволинейных профильных поверхностей положение фрезы относительно плоскости стола определяют непосредственно по шаблону с закрепленной на нем эталонной деталью. Фрезу устанавливают путем перемещения шпинделя в вертикальной плоскости.
Рис. 6. Схема фрезерования на станке с механизированной подачей: а — заготовка с одной криволинейной кромкой, б —заготовка с двумя криволинейными кромками; 1 — приспособление (шаблон), 2 —упор, 3 — прижимные ролики подачи, 4 — зажим, 5 — обрабатываемая деталь, 6 — ведомая втулочно-роликовая цепочка на шаблоне, 7 — ведущая звездочка подачи, 8 — прижимы, 9 — фреза, 10 — опорное кольцо, 11 — концевой упор
Заготовки для криволинейных деталей (особенно при большой кривизне) перед фрезерованием должны быть предварительно обработаны на ленточнопильном станке с припуском на фрезерование. Непременным условием получения точного профиля является плотное прилегание заготовки к базовым поверхностям приспособления и упору.
Закрепив заготовку в приспособлении, его прижимают кромкой-шаблоном к кольцу и перемещают по столу, обрабатывая боковую поверхность заготовки. Если остаются непрофрезерованные места, это указывает на малую величину припуска или на неверный подбор диаметра кольца.
Если фрезерный станок имеет механизм подачи в виде звездочки на шпи нде-ле, то на фигурной кромке приспособления закрепляют втулочнс.ро-ликовую цепочку (рис. 6, а). В этом случае станочник устанавливает заготовку в приспособление, надвигает его на режущий инструмент и педалью отводит прижимные ролики. После того как звездочка механизма подачи войдет в зацепление с цепочкой, он отпускает педаль, ролики прижимают приспособление к звездочке и оно автоматически передвигается в процессе всего фрезерования детали. По окончании операции станочник отводит ролики, возвращает приспособление в исходное положение и снимает обработанную заготовку.
Заготовки с двумя криволинейными кромками фрезеруют, помещая их по две в одно приспособление (рис. 6, б). Станочник подает приспособление вначале одной стороной, затем возвращает его в исходное положение и подает на режущий инструмент второй стороной. После этого обработанную с двух сторон деталь снимают, помещают на ее место заготовку с другой стороны шаблона, а на место последней укладывают очередную необработанную заготовку. При таком способе экономится время на вспомогательные операции.
Обработка по контуру. Обработка щитов и узлов по наружному контуру принципиально не отличается от фрезерования криволинейных заготовок, так как при этом также применяют приспособления и упорные кольца.
Щит помещают на стол станка и сверху на него накладывают приспособление-шаблон с шипами. Упорное кольцо шпинделя расположено над фрезой. Приспособление подводят вместе с наколотым на его шипы щитом к шпинделю и обгоняют по контуру, причем шаблон в это время прижимается к щиту, а кромкой — к упорному кольцу.
Приспособление для фрезерования узлов по контуру (рис. 7, а) состоит из шаблона с перфорированной лентой или втулочно-роликовой цепочкой. Узел накалывают на шаблон, а шаблон, имеющий в центре отверстие, устанавливают на пальце вкладыша. Для этого станочник, нажимая на педаль, отводит палец от шпинделя и надевает на палец приспособление с обрабатываемым узлом. Затем станочник отпускает педаль, цепочка приспособления прижимается к звездочке и входит с ней в зацепление. Звездочка механизма подачи поворачивает приспособление с обрабатываемой заготовкой вокруг пальца, прижимающего с помощью пружины шаблон к кольцу. Когда приспособление сделает полный оборот, станочник нажимает на педаль, отводит от шпинделя шаблон и снимает с него обработанный узел.
Зарезка шипов и выборка проушин. Для зарезки шипов и выборки проушин применяют фрезерные станки с кареткой. Точно оторцован-ные заготовки укладывают на шипорезную каретку (рис. 7, б) вплотную к линейке, закрепляют их зажимом и подают вместе с кареткой к фрезе для торцового фрезерования или к проушечному диску. Чтобы избежать сколов, на каретку позади заготовок помещают ранее обработанную деталь.
После зарезки шипов на одном конце заготовку (или заготовки При подаче их пачкой) поворачивают на 180° и подают на режущий инструмент вторым торцом. Точность размера шипа по длине находится в зависимости от точности торцовки. Второй конец заготовки лучше обрабатывать, базируя ее по заплечикам шипов уже обработанного конца.
Следует проверять расстояние между заплечиками или вертикальными стенками шипов. Если оно _ будет отличаться от заданного чертежом, то это указывает на неправильную установку упора или же на то, что заготовки были неточно отор-цованы либо имели разную длину.
Несквозное фрезерование.
Схема несквозного фрезерования по упорам показана на рис. 8. Заготовку кладут на стол станка, прижимают к упору и медленно надвигают на фрезу до тех пор, пока своей кромкой заготовка не прижмется к линейке. После этого, базируя по столу и линейке, заготовку передвигают до упора и отводят от режущего инструмента.
На фрезерных станках категорически запрещается: применять однорезцовые ножевые головки и зажимные шайбы с фланцами; обрабатывать детали сечением меньше 5 х 5 см без толкателя; фрезеровать заготовки по криволинейному профилю против направления волокон.
Видео работы фрезерного станка ФСШ-1А б/у после ремонта в ООО «НЕВАСТАНКОМАШ»
Видео работы фрезерного станка ФШ-1 б/у после ремонта в ООО «НЕВАСТАНКОМАШ»
Гидростанция CTR-KV-B0959 для вертикально-фрезерного станка ФП17СМН-5
Характеристики:| Артикул |
CTR-KV-B0959 |
| Объем бака | 60 л |
| Номинальное давление | 60 бар |
| Номинальный расход | 21 л/мин |
|
Номинальная потребляемая мощность |
3 кВт |
| Рабочая жидкость |
Гидравлическое минеральное масло HLP 32-46 |
- Гидростанция предназначена для приведения в движение механизмов вертикально-фрезерного станка.
- Гидростанция разработана для замены существующей гидростанции по причине ее технического и морального устаревания.
- Гидравлическая схема разработана в соответствии с требованиями заказчика и последними тенденциями развития гидравлических устройств общепромышленного оборудования. Установленная гидравлическая аппаратура взаимозаменяема с современными аналогами зарубежных и отечественных производителей.
- Гидростанция имеет классическую компоновку универсального источника гидравлической энергии, т.е. представляет собой агрегат с напорным и сливным выходами.
- Управление механизмами вертикально-фрезерного станка осуществляется от гидроблоков, установленных на станке.
- Настройка максимального давления осуществляется предохранительным клапаном, установленным на гидростанции.
- Гидростанция рассчитана на продолжительный режим работы — 2 смены по 8 часов подряд.
- Система управления не входит в состав гидростанции,поскольку управление гидростанцией осуществляется от единой системы станком.
- В качестве основного силового агрегата использована мотор-насосная группа, состоящая из нерегулируемого шестеренного насоса и электродвигателя.
- Тонкость фильтрации напорного фильтра — 10 мкм, сливного фильтра — 25 мкм.
- Контур кондиционирования рабочей жидкости состоит из воздушного теплообменника, установленного на сливной магистрали.
- На гидростанции установлены все необходимые датчики для удаленного контроля работы и обеспечения безопасности оборудования: контроль давления, максимальной температуры, опасного и аварийного уровня рабочей жидкости в баке, состояние фильтрующего элемента.
Вертикально-фрезерный 65А60Ф3; 65А80Ф3; 65А90Ф3 — ремонт и модернизация
Цель ремонта: капитальный ремонт, восстановление технических характеристик согласно паспортным данным завода изготовителя
Перечень проводимых работ при капитальном ремонте
|
|
Получение станка в ремонт -проверка станка на точность -составление дефектной ведомости -очистка от стружки и масла -разборка на узлы, мойка узлов -разборка узлов на детали -мойка деталей
|
|
|
Ремонт станины -разборка, промывка, дефектация -шлифовка направляющих -окраска -сборка |
|
|
Ремонт стойки -разборка, промывка, дефектация -шлифовка направляющих -замена ШВП -ремонт гидроразгрузки бабки -окраска -сборка |
|
|
Ремонт стола и салазок -разборка, промывка, дефектация -шлифовка направляющих -шлифовка рабочей поверхности стола -подгонка клиньев и прижимных планок -внутренняя окраска -замена ШВП -ремонт редукторов привода стола и салазок -сборка |
|
|
Ремонт вибротранспортера -разборка, промывка, дефектация -ремонт(замена) изношенных деталей -сборка |
|
|
Ремонт системы СОЖ -разборка, промывка, дефектация -ремонт (замена) насоса и трубопроводов -замена дефектных деталей и узлов -сборка |
|
|
Ремонт гидрооборудования и смазочной системы -ремонт гидростанции -ремонт насосной установки и трубопроводов -ремонт пневмогидроаккумуляторов -ремонт контрольно-регулирующей и распределительной аппаратуры -ремонт исполнительных органов -сборка |
|
|
Ремонт централизованной системы смазки станка -разборка, промывка, дефектация -ремонт насосной установки Ремонт периодической системы смазки станка -разборка, промывка, дефектация -ремонт (замена) одномагистрального насоса -ремонт(замена) дефектных деталей и узлов(питателей, клапанов, прибора управления и контроля и т.д.) |
|
|
Ремонт электрооборудования -установка нового электрошкафа -установка новой современной аппаратуры цепей управления в электрошкафу -замена светосигнальной аппаратуры и устройств освещения -ремонт (замена) эл. двигателей -установка ЧПУ НЦ-210 -установка нового пульта управления -установка новых сервоприводов «Omron» -установка частотных преобразователей «Omron» -электромонтаж по станку |
|
Ремонт ограждений Сборка, шпатлевка и окраска Обкатка станка на холостом ходу на всех скоростях и подачах |
|
|
|
Сдача ОТК -механика (проверка геометрической точности, проверка на чистоту обработки детали, проверка паспортных данных) -электрика(проверка функционала, проверка соответствия маркировки электрическим схемам, визуальный контроль) Сдача станка заказчику |
Результатом оказанных услуг является
-
Полностью функционирующая и комплектная единица оборудования, с восстановленными техническими характеристиками согласно паспортным
данным завода изготовителя, принятая Заказчиком; - Полный комплект необходимой документации;
Общее описание
Станки фрезерные вертикальные с крестовым столом и ЧПУ моделей 65А60Ф3, 65А80Ф3 и 65А90ф3 предназначены для высокопроизводительного фрезерования деталей
из чугуна, стали и цветных металлов. На станках успешно может быть выполнена обработка не только сырых, но и закаленных деталей с применением инструмента с ножами
из эльбора, сверхтвердых композиционных материалов из минералокерамики, при этом обеспечивается высокая чистота до Ra 1,25 обрабатываемых поверхностей.
Возможность выполнения на станках операций фрезерования, сверления, зенкерования, развертывания, растачивания позволяет обеспечить высокую точность
обработки с одной установки и значительно повысить производительность.
Станки поставляются с системой охлаждения инструмента эмульсией. Закрепление инструмента в конусе шпинделя механизировано.
Табл. 1 Технические характеристики станков 65А60Ф3; 65А80Ф3; 65А90Ф3
| Модель | 65А60Ф3 | 65А80Ф3 | 65А90Ф3 |
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | H | H | H |
| Длина рабочей поверхности стола, мм | 2000 | 2000 | 2500 |
| Ширина рабочей поверхности стола, мм | 630 | 800 | 1000 |
|
Наибольший ход стола, мм продольный(X) поперечный(Y) |
1600 630 |
1250 800 |
1600 1000 |
| Пределы частот вращения шпинделя, Min/Max, об/мин | 5/2000 | 5/2000 | 5/2000 |
| Расстояние от оси шпинделя до направляющих стойки, мм | 850 | 1050 | |
| Пределы подач бабки, мм/мин | 1-6000 | 2-6000 | 2-6000 |
| Максимальный вес детали, устанавливаемой на столе станка, кг | 3000 | 3000 | 4000 |
| Конус шпинделя | 60 | 50 | 50 |
|
Габарит станка, мм: длина ширина высота |
6185 3825 4100 |
3755 5400 4100 |
4800 6820 4210 |
| Масса станка, кг | 17200 | 17000 | 21600 |
Паспорт 6С12Ц Вертикально-фрезерный станок (Ворошиловград)
Наименование издания: Руководство к станкуВыпуск издания: г. Ворошиловград
Год выпуска издания: 1971
Кол-во книг (папок): 1
Кол-во страниц: 156
Стоимость: Договорная
Описание: Отсутствуют электрические схемы
Содержание:
Руководство к станку
1. Общая часть
2. Обслуживание станка до пуска в эксплутацию
— Установочный чертёж станка
— Кинематическая схема станка
— Схема расположения подшипников
3. Общее описание станка
— Общи вид станка
4. Описание узлов станка
— Развёртка коробки скоростей
— Механизм переключения скоростей
— Шпиндельная головка
— Поперечный разрез консоли
— Разрез консоли по валу вертикальной подачи
— Развёртка коробки подач
— Механизм опускания и подъёма консоли
— Гидравлическая схема механизма опускания и подъёма консоли
— Стол-салазки
— Механизм выбора люфта
— Схема гидравлическая выбора люфта продольного винта
— Пульт набора и считывания программы
— Блок путевых конечных выключателей
— Электромагнитная муфта
— Пульт управления левый станка
— Пульт управления правый станка
— Пульт управления дублирующий
— Пульт управления электрошкафа
— Правая стенка электрошкафа станка
— Панель станка
— Технологическая карта настройки на обработку по программе детали (СФ1.01.00.003) на станке модели 6С12Ц
— Схематическое расположение кулачков с указанием координат относительно нулевых линий
— Планка продольного хода
— Планка поперечного хода
— Планка вертикального хода
— Перфокарта для расстановки штекеров и шаблоны для установки кулачков для настройки на обработку по программе детали (СФ1.01.00.003) на станке модели 6С12Ц шаблон продольный
5. Эксплуатация станка
6. Обработка на станке деталей по программе
7. Уход за станком
— Схема смазки станка
— Смазка главного привода
— Система смазки консоли
— Схема смазки салазок
8. Монтаж и регулировка узлов
— Устройство для поворота шпиндельной головки
— Приспособление для монтажа и демонтажа стола
9. Электрооборудование
10. Перечень возможных неисправностей и способы их устранения в процессе эксплуатации станка
11. Спецификация электрооборудования
1. Разработка принципиальной гидравлической схемы. Гидропривод фрезерного станка
Похожие главы из других работ:
Автоматизация электрообогреваемого пола промышленного помещения
Разработка принципиальной схемы
Общие требования, предъявляемые к принципиальной схеме На принципиальной схеме изображают все электроэлементы необходимые для осуществления и контроля в изделии заданных электрических связей между ними…
Гидропривод универсального одноковшового экскаватора
2. Описание принципиальной гидравлической схемы
Универсальные одноковшовые экскаваторы для выполнения земляных и погрузочно-разгрузочных работ на различных объектах строительства и в сельском хозяйстве. С помощью гидропривода осуществляется движение стрелы, рукояти…
Гидропривод фрезерного станка
1. Разработка принципиальной гидравлической схемы
Для разработки принципиальной гидравлической схемы необходимо знать структуру гидропривода. В общем случае она должна содержать следующее: 1) Гидродвигатель. В основном это гидроцилиндр, причем одноштоковый. Рабочая полость — поршневая…
Проектирование гидропривода цикловой автоматики
4. Разработка гидравлической схемы
На основе циклограммы, указанной в индивидуальном задании, разработаем гидравлическую схему. На схеме (рис. 4) гидрораспределитель Р1 переключает движение рабочего органа РО на прямое (положенеие «а»), обратное (положение «б») и выстой (выключен)…
Разработка генератора кодовых последовательностей импульсов на интегральных схемах
3. Разработка принципиальной схемы
…
Разработка привода и системы управления путевой машины
4 Разработка принципиальной гидравлической схемы машины
В данной курсовой работе разработана двухпоточная схема гидропривода машины. Эта схема изображена на чертеже ППМ М511.26.00.00.00.ГЗ. Машина имеет три рабочих органа: Рабочий орган вращательного действия — РО1 , имеющий привод от гидромотора…
Разработка программируемого термостабилизатора
2.4 Разработка принципиальной схемы
На основе структурной схемы, представленной в разделе 2.2, разработана принципиальная схема программируемого термостабилизатора. Принципиальная схема…
Разработка проектной документации для создания автоматизированной системы регулирования (АСР) давления газа под колошником
4. РАЗРАБОТКА ПРИНЦИПИАЛЬНОЙ СХЕМЫ АСР
Принципиальные электрические схемы (ПЭС) определяют полный состав приборов, аппаратов и устройств, а также связей между ними, действие которых обеспечивает решение задач управления, регулирования, защиты, измерения и сигнализации…
Разработка энергосберегающей системы с использованием альтернативных источников энергии
1.4 Разработка принципиальной схемы
…
Расчет и проектирование загрузочного устройства
2.1 Разработка гидравлической схемы
Рис. 2…
Расчет объемного гидропривода автомобильного крана
2. Описание принципиальной гидравлической схемы
На рисунке 1 изображена принципиальная гидравлическая схема привода поворота платформы автокрана…
Расчет объемного гидропривода бульдозера
2. Описание принципиальной гидравлической схемы
На рисунке 1 изображена принципиальная гидравлическая схема подъема (опускания) отвала бульдозера. Рисунок 1 Принципиальная гидравлическая схема подъема (опускания) отвала бульдозера В схему входят: Б — гидробак, Т -термометр, Н — насос…
Расчёт объёмного гидропривода
2. Разработка принципиальной гидравлической схемы гидропривода
Под гидроприводом понимают совокупность устройств — гидромашин и аппаратов, предназначенных для передачи механической энергии и преобразования движения при помощи жидкости. Гидропривод, содержащий объемные машины, называется объемным…
Система управления механизмом зажигания
2.3 Разработка принципиальной схемы
Датчик Холла это индукционный датчик, действующий на основе эффекта Холла. Он применяется в бесконтактных системах зажигания автомобильного типа. Построение системы на основе этого датчика является оптимальным решением…
Тиоколы
2.4 Разработка принципиальной схемы производства
Процесс получения формаля включает в себя 2 стадии. Технология производства 2,2-дихлордиэтилформаля включает в себя следующие стадии: Синтез формаля-сырца Отгон ЭХГ из формаля -сырца. Синтез осуществляется при Т=65-70оС…
Привод — подача — стол
Привод — подача — стол
Cтраница 2
Динамика привода подачи стола вертикально-фрезерных станков. [16]
Мощность привода подачи стола составляет 10 — 20 0 от общей мощности привода. [17]
В приводе подач стола имеется предохранительная муфта. [19]
Схема механизма привода подачи стола приведена на фиг. Обозна — чения на фигуре те же, что и на кинематической схеме фиг. [20]
Шаговые двигатели в приводах подач стола позволяют программировать формообразование в горизонтальной плоскости X-Y. На станке программируют ориентацию шлифовального круга относительно профиля, правку круга, пуск и остановку шлифовального круга и каретки. Станок обеспечивает точность обработки размеров 10 мкм, Ra — Q2 — & — 0 32 мкм. Оптическая система обеспечивает наблюдение за шлифованием и облегчает установку детали. Зона слежения сделана неподвижной. Последнее исключает необходимость в перестановках. Чертеж в масштабе 1; 1 движется вместе с деталью, а зоны обработки на чертеже и на заготовке совмещаются на экране. [21]
Действие электрической схемы управления приводом подачи стола сводится к следующему. [23]
Привод главного движения шпинделя и привод подачи стола размещены раздельно. [24]
На рис. 52 приведена гидравлическая схема привода подач стола, которая позволяет управлять циклом работы стола. Изменение направлений потока масла в гидроцилиндр осуществляется золотником 4, который имеет три позиции. [25]
Рассмотренный фрезерный станок характерен тем, что привод подачи стола непосредственно связан с приводом главного движения шпинделя. Это усложняет конструкцию привода и ограничивает применение имеющихся на станке одних и тех же подач для различных скоростей шпинделя. [26]
Линейный нагружатель использован для циклического нагружения механизма привода подачи стола, как при неподвижном столе, так и при его возвратно-поступательных перемещениях, а крутильный нагружатель — для циклического нагружения механизма привода шпинделя при вращающемся шпинделе. [28]
На рис. 7.62 показан ва / черничного колеса приводе подачи стола металлорежущего станка. [29]
В стойке 3 перемещается шпиндель 1, получающий равномерное вращательное движение от привода подачи стола. Стойка 3 перемещается по направляющим плиты 8, закрепленной на столе вертикально-фрезерного станка. [30]
Страницы: 1 2 3 4
Гидравлическая схема фрезерования
ПРОЕКТИРОВАНИЕ И АНАЛИЗ ГИДРАВЛИЧЕСКОЙ ЦЕПИ
ПРОЕКТИРОВАНИЕ И АНАЛИЗ ГИДРАВЛИЧЕСКОЙ ЦЕПИ. Гидравлический контур — это группа компонентов, таких как насосы, приводы и регулирующие клапаны, которые расположены таким образом, чтобы выполнять полезную задачу. При анализе или проектировании гидравлической схемы необходимо принять во внимание следующие три важных соображения: 1. Безопасность эксплуатации 2.
Get Priceдля вертикальных валковых мельниц
Схема гидравлической схемы фрезерования с вертикальной гидравликой — гидравлическая схема фрезерования , вертикальная гидравлика фрезерование принципиальная схема вертикальная валковая мельница мезин-фрезерование вертикальные особенности вертикальная вальцовая мельница мезин-фрезерование вертикальные особенности изготовлено здесь. Вертикальное фрезерование гидравлическая схема для вертикального фрезерования.Истинная ценность гидравлики.
Получить ценугидравлическая схема для вертикальных валковых мельниц sife
гидравлическая схема для фрезерования CPY Heavy Industry. Схема гидравлического фрезерования. схемы для сухих шаровых мельниц Вертикальный фрезерный станок гидравлический контур гидравлический контур валковой мельницы
Получить ценуСхемы и формулы гидравлических систем Cross Mfg.
Схемы и формулы гидравлических систем для фронтального погрузчика, лебедки, дровоколов и других полезных формулы.Схемы и формулы гидравлических систем для фронтального погрузчика, лебедки, бревна и другие полезные формулы. Гидравлический насос и двигатель должны соответствовать требованиям к крутящему моменту лебедки. Дровокол.
Получить ценуГидравлический контур Википедия
Гидравлический контур. Перейти к навигации Перейти к поиску. Гидравлический контур — это система, состоящая из взаимосвязанного набора дискретных компонентов, транспортирующих жидкость. Целью этой системы может быть управление потоком жидкости (как в сети трубок с охлаждающей жидкостью в термодинамической системе) или управление давлением жидкости (как в гидравлических усилителях).
Получить ценуCincinnati Milling Machine Co. Перепечатки публикаций
Веб-сайт Vintage Machinery служит центром обмена информацией для многих вышедших из печати публикаций, касающихся старинного оборудования и их производителей, представленных на сайт нашими членами и посетителями.
Получить ценуconceptdraw
Принципиальная схема гидравлического пресса. Пильный станок, Револьверно-фрезерный станок, Вертикальный фрезерный станок, Горизонтальный фрезерный станок, Фрезерный станок, Плоскошлифовальный станок, Формовочный станок, Фальцевальный станок, Режущий станок, Ручной роликовый пресс, Сверлильный пресс, Сверлильный станок, Сварка вольфрамовым инертным газом, GTAW, Сварка TIG, Сварка металла в инертном газе
Получить ценудля шлифовального станка
Гидравлический контур шлифования.Гидравлический контур для шлифовального станка. Конструкция гидравлического контура для шлифовальной мельницы KGS 306AH. Гидравлическая схема для шлифовального станка. Следы вибрации могут. Получить цену Автоматический плоскошлифовальный станок серии SGE Sharp Industries.
Получить ценуРуководства / брошюры по станкам Page 2 CNCzone
Amada Pega 244 необходимы электрические схемы; Руководство Fuji Frenic 5000s; Нужна помощь! инструкция по эксплуатации чпу фрезерные касуга kv540b hs (без дата кабеля для подключения к пк) Нужна помощь! Leblond 16 Гидравлическая проблема в DAHLIH HC 2000 (горизонтальный обрабатывающий центр) Нужна помощь!
Получить ценудля вертикальных вальцовых мельниц
Схема гидравлического фрезерованияСхема гидравлической схемы измельчающей мельницы для вертикальных вальцовых мельниц.Схема гидравлического фрезерования СКМ. Страница 189 из 34. Mais de 100. 100 Comentrios. Бате-папо онлайн. гидравлическая схема вертикальных валковых мельниц.
Уточнить ценуwarco схема фрезерного станка техноспарк.
Принципиальная схема гидравлического прессаПрочитать / загрузить Исследование экспертной системы для проектирования гидравлических схем, дороги, Вестмид, Пайнтаун, фрезерные машины, гидравлический пресс, эксцентриковый пресс, принципиальная схема фрезерного станка warco, гидравлическая схема производителя угольной дробилки.
Получить ценуГидравлическая схема гильотинной машины
Гидравлическая схема гильотинной машины Большое спасибо за загрузку гидравлической схемы гильотинной машины. Как вы, возможно, знаете, люди много раз искали выбранные ими показания, такие как эта гидравлическая принципиальная схема гильотинного станка, но в итоге получали заразительные загрузки.
Получить ценуГидравлический формирователь YouTube
09 марта 2017гидравлический формирователь или рабочий гидравлический формирователь для дипломированных инженеров-механиков.Современные технологии фрезерный станок с ЧПУ Металл Продолжительность 1423. LA
Получить ценуОбъяснение гидравлических символов Онлайн-обучение гидравлике
Символы проектирования гидравлических цепей. Гидравлические символы могут дать четкое представление о функциях каждого гидравлического компонента, и поэтому размещение каждого символа на странице таким же образом, как компоненты размещены в цепи, позволяет диагностировать и понимать полную функцию гидравлического оборудования.
Получить ценуГидравлический насос Wood-Mizer, удерживаемый в цепи? in Sawmills
, 4 апреля 2014 г. Я начал замечать на днях, когда пил, как часто гидравлический насос переключается между включениями и выключениями при подталкивании бревна в нужное положение, и это привело меня к победе.Гидравлический насос Wood-Mizer HOLD ON Circuit? (Прочитано 1582 раз) 0 пользователей и 1 гость просматривают эту тему. Присмотрелся к схемам, они немного двусмысленны.
Получить ценуКонструкция гидравлического контура для патрона сверлильного станка
Конструкция открытого гидравлического контура для фрезерного станка Shanghai Shibang Machine Co, Ltd — высокотехнологичный гидравлический контур для фрезерного станка. Страница 1 из. Получить больше информации; Гидравлический контур для фрезерного станка с чпу viratnagarin.
Получить ценуГидравлические схемы Atlas Knowledge
Этот курс разработан для ознакомления участников со схемами гидравлической системы. После завершения этого курса участники должны уметь интерпретировать символы, которые используются на схематических представлениях гидравлической системы, и использовать схематические представления для отслеживания потока жидкости через различные типы гидравлических контуров.
Получить ценуГидравлическая схема Схема электрических соединений Галерея
Гидравлическая схема Схема гидравлической схемы, анимация гидравлической схемы, гидравлическая схема цилиндра двойного действия, гидравлическая схема экскаватора, гидравлическая схема pdf, чтение гидравлической схемы, программное обеспечение для гидравлических схем, символы гидравлических схем, гидравлические схемы
Получить ценуГидравлические схемы мельничных установок Psyminded
Гидравлические схемы шлифовальных станков.принципиальные гидравлические схемы мельничного цеха. Мельница Китай. ГИДРАВЛИЧЕСКАЯ дробилка или дробильная машина .или дробильная машина, гидравлический контур гидравлической щековой дробилки pdf. Теперь говорите; Книга 2, Глава 10 Цепи управления потоком Гидравлическая система Пневматика
Получить ценуСхема условных обозначений гидравлической системы авиакомпании (Design
Обозначения гидравлической схемы) Используйте эту страницу в качестве ссылки для поиска общих схематических символов, используемых в гидравлических схемах, гидравлических схемах, пневматических схемах , схемы и схемы.Ознакомьтесь с этими другими информационными ссылками на гидравлическую энергию для получения дополнительной информации.
Получить ценуШахтный камень гидравлическая шаровая мельница klabrickellparents
Конусная каменная дробилка. Принципиальная схема дробилки. Принципиальная схема машин конусной камнедробилки. Схема песчаной мельницы Дешевая машина Crushermining истинное значение гидравлических схем. Принципиальная схема вращающейся дробилки. Выберите высококачественную шаровую мельницу 2018 по лучшей цене от сертифицированных китайских производителей фрезерных станков
Получить ценуБазовый гидравлический контур.21. Принципиальная схема Клапан сброса давления (2) Как только сила, создаваемая давлением на входе в точке A, превышает силу противодействующей пружины, клапан начинает открываться. В этой ситуации, например, шток поршня полностью выдвинут; вся подача насоса течет по цене
Получить ценуГидравлический контур для формовочной машины в Cookprocessor
Принципиальная схема для гидравлической формовочной машины Обычно для гидравлической формовочной машины используется контур дозирования. Схема выхода измерителя показана на рисунке ниже.Рис. 1 Контур выхода дозатора В положении на рис. (А) регулирующий клапан переменного расхода со встроенным обратным клапаном расположен в обратной линии.
Получить ценуСхема гидравлического пресса WordPress
7 марта 2015 г. Схема гидравлического пресса. 10. 1.3.1. Гидравлические контуры с переменным и постоянным расходом. Часто схематическая диаграмма, показанная выше, используется для основных заводов. Это называется географическим. Аффилированный институт машиностроения и гидравлических приводов, Университет Иоганна Кеплера, Линц, Австрия.Скачать полнотекстовый.
Получить ценуГидравлический чертеж в GetDrawings Бесплатно для личного пользования
736×1121 38 лучших гидравлических изображений на станке с ЧПУ, фрезерование с ЧПУ. 1052×868 Авиационные системы Основные гидравлические системы. Упрощенная гидравлическая схема экскаватора 320×320 Скачать научную схему. 1200×675 Истинное значение гидравлических схем. Рисование линий. 1. Ножничный подъемный стол 1200×1600 Планы 1000кг.
Получить ценуРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ И ЗАПЧАСТЯМ SP300 ХОЛОДИЛЬНЫЙ СТАНОК
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ И ЗАПЧАСТЯМ SP300 ХОЛОДИЛЬНЫЙ СТАНОК ДЛЯ ПОГРУЗЧИКОВ 9504 1-21-10-4.СОДЕРЖАНИЕ Фрезерование вокруг люков Глубокие надрезы Фрезерование конических надрезов На схеме на этой странице показано расположение наклеек, используемых на BRADCO Cold
Получить ценуЭлементы дизайна Машины и оборудование Элементы дизайна
Производственный сектор тесно связан с машиностроением и промышленный дизайн. Библиотека форм «Машины и оборудование» включена в решение «Планы компоновки завода» из области «Планы строительства» в ConceptDraw Solution Park. Чертеж фрезерного станка с ЧПУ
Получить ценуГидравлические схемы для станков ROCKFORD MACHINE
Это изобретение относится к гидравлическим схемам, а более конкретно к гидравлической схеме для гидравлического станка.Общая цель настоящего изобретения состоит в том, чтобы предоставить гидравлический контур для станков класса строгальных или строгальных станков улучшенной конструкции и расположения.
Получить ценуГидравлический контур шлифовального станка
Гидравлический контур фрезерного станка Анимация. Гидравлический контур шлифовального станка. Конструкция гидравлического контура для формирователя, истинное значение гидравлических схем, где все гидравлические. подробнее. Получить цену; atul станки круглошлифовальные.
Получить ценуСоздание схемы пневматической или гидравлической системы управления Visio
Создание схемы пневматической или гидравлической системы управления. Создайте схему пневматической или гидравлической системы управления. Создавайте диаграммы гидравлической мощности для документирования гидравлических или пневматических систем управления, например, используемых в системах автоматизации производства, тяжелой технике или автомобильных подвесках.
Получить ценуГидравлическая функция соленоида Wood-Mizer
Гидравлическая функция соленоида.Это соленоид, используемый для управления гидравлическим двигателем, управления удлинителем. ЦЕПЬ НОРМАЛЬНО ОТКРЫТЫЙ ЦЕПЬ СХЕМА НЕАКТИВНОЕ СОСТОЯНИЕ Плавкий предохранитель на 225 А предназначен для защиты гидравлической цепи. В стандартной мельнице используется один предохранитель, в то время как в супер-мельнице или LT70 используются два.
Get PriceГидравлическая схема. пневматическая или гидравлическая трансмиссия
Получить цену(PDF) Решения для гидравлической балансировки кинематических цепей позиционирования и подачи в портальных фрезерных станках
D.Продан, Э. Бэлан, А. Бухарестяну и Г. Константин / Proceedings in Manufacturing Systems, Vol. 9, вып. 1, 2014/25
—
30 27
Рис. 3. Узел гидравлической балансировки: 1 — бак, 2 — всасывающий фильтр,
3, 4 — насос, 5 — электродвигатель, 6 — обратный клапан, 7 — реле давления
, 8 — балансировочный цилиндр, 9 — аккумулятор, 10 — клапан давления
, 11 — гидрораспределитель, 12 — обратный фильтр, 13
— система шкивов, 14 — манометр, E — соленоид .
Максимальное значение уравновешивающего давления составляет
регулируется с помощью клапана давления 10. Поток большого насоса
3 может быть сброшен обратно в резервуар без подачи
в балансировочный контур с помощью распределительного устройства. —
тор 11. Давление может поддерживаться в контуре
при определенных условиях после остановки насосов
с помощью аккумулятора 9 [6], питаемого от балансировочного контура
одновременно с цилиндром 8.Когда насос 3
протекает непосредственно в бак, фильтрация масла осуществляется через возвратный фильтр 12. Давление в балансировочном контуре
считывается на манометре 14.
Есть три фазы, которые можно определить в операции
на диаграмме выше:
1. Ход подъема. Электродвигатель запускается, и как только реле 7 подтверждает, что установленное давление
достигнуто, на электромагните E
распределителя 11 устанавливается напряжение.
На этом этапе насосы обеспечивают расход Q
1
и
Q
2
(Q
1
> Q
2
), при условии, что в результате получается
Потокдолжен проверять в установившемся режиме условие:
21
QQvSQ
U
+ <⋅ =
. (2)
В соотношении (2) использованы следующие обозначения:
v — скорость движения поперечины, S — полезная площадь цилиндра,
втулка, Q
U
— расход, необходимый для подъема.
Расход, сбрасываемый клапаном давления Q
PV
:
vSQQQ
PV
⋅ — + =
21
. (3)
Потери мощности на подъемной ступени через блок балансировки
составляют:
PVLU
QpP ⋅ =
. (4)
2. Остановитесь после подъема. На первом этапе устанавливается напряжение
выкл в электромагните Е; тогда двигатель 5 может быть остановлен
,, если нет другого позиционирования, за которым следует следовать, и
, если поперечина заблокирована.
Потеря мощности в этой фазе равна нулю.
3. Ход спуска. Для выполнения этой фазы запускается электродвигатель 5
, и система ожидает подтверждения давления
реле давления 7.
Электромагнит E не приводится в действие во время этой фазы
. Если движение осуществляется также со скоростью v,
, то можно считать:
vSQ
D
⋅ =
, (5)
2
QQQ
DPV
+ =
, ( 6)
PVLD
QpP ⋅ =
.(7)
где: Q
D
— необходимый расход при падении, P
LD
— потеря энергии
в виде тепла. В этой мощности из гидроагрегата получается только составляющая ∆P
, где ∆P составляет:
2
QpP ⋅ = ∆
. (8)
При команде «Стоп» после спуска желаемое положение подтверждается, и кинематическая цепь позиционирования останавливается
, выполняется индексация и блокировка, за которыми следует
команда остановки электродвигателя.
На всех этих этапах аккумулятор 9 обеспечивает старт
пиков расхода, а также поддерживает объем находящегося под давлением масла
[6, 7].
Обычно поперечина в таких станках после того, как
индексируется в желаемом положении, фиксируется на направляющих.
Есть два типа блокировки:
• блокировка дисковыми пружинами и гидравлической разблокировкой,
• гидравлическая блокировка и разблокировка с поддержанием состояния
заблокировано с помощью другого гидроаккумулятора.
На рисунке 4 показана работа установки
блокировки / разблокировки поперечины в машине FLP 2000 [8].
Давление 9 (не показано) питает цилиндры, используемые для блокировки
на колоннах 2. При достижении настроенного давления
реле давления 3.1 источник может быть отключен. Аккумулятор 6 объема V
0
, нагруженный при давлении
p
0
[6], поддерживает цилиндры в положении блокировки
.Если давление в реле давления падает до установленного значения 3,2
, источник снова активируется. Герметичность контура повышается за счет обратного клапана. Давление
, уверенное в блокировке, можно увидеть на датчике 7. Если мы хотим, чтобы
разблокировала поперечину, распределитель 4 приводится в действие соленоидом,
и его цепь
разряжается должным образом. до открытия клапана 5. Это состояние подтверждается реле давления 3.3.
На рисунке 5 частично показана реальная установка.
4. СИСТЕМЫ БАЛАНСИРОВКИ РАМН В
ИНСТРУМЕНТЫ ДЛЯ ТЯЖЕЛЫХ УСЛОВИЙ
Для балансировки двух цилиндров в этом станке использовались две идентичные установки
, принципиальная схема которых
показана на рис. as-
монтажный цилиндр, рабочая головка, редуктор, электродвигатель и
необходимые специальные устройства смонтированы.
Как использовать гидравлику в станках
Джош Косфорд, ответственный редактор
Станок — это станок, в котором используется управляемый инструмент для формования материалов, обычно путем резки, шлифования, сверления, растачивания или формовки и т. Д.В отличие от ручных инструментов, которые требуют, чтобы оператор полностью контролировал формирование металла, в станке используется один или несколько фиксированных или вращающихся инструментов для перемещения вдоль оси для придания формы металлу. Машина может перемещаться электрически, гидравлически или вручную, но в станке используются направляющие и шарико-винтовые пары для подачи инструмента вдоль его оси.
Гидравлика улучшает токарные станки
Ручные токарные станки каждого поколения используют патрон для зажима заготовки для обработки. Ручной патрон использует спираль и шестерню для регулировки и затягивания кулачков.Для затяжки используется ключ с ключом, и если процесс не выполняется с достаточным усилием, заготовка может соскользнуть во время обработки. Машинистам часто приходится работать молотком по гаечному ключу, чтобы добиться достаточного усилия зажима, что может быть утомительным в производственной среде.
Гидравлический (или силовой) патрон был разработан для повышения производительности в области скорости и повторяемости. Гидравлическая энергия может закрыть гидравлический патрон за доли секунды, что, очевидно, сокращает время цикла по сравнению с ударом гаечного ключа.А поскольку гидравлическое давление легко контролировать с помощью предохранительных или редукционных клапанов, усилие зажима может быть точно и многократно достигнуто, предотвращая чрезмерный или недостаточный зажим, который может повредить заготовку.
Цилиндр дышла, такой как этот от Kitagawa, может зажимать и протягивать материал через патрон, позволяя оператору или станку отрезать материал и затем начать создание новой готовой детали без перезапуска или перезапуска процесса обработки.
В гидравлическом патроне используется кольцевой привод, который толкает коническую цангу, прижимая губки к заготовке.Очевидно, необходимо предусмотреть, чтобы стационарный трубопровод позволял вращающемуся цилиндру принимать поток, хотя это можно легко преодолеть с помощью технологии уплотнения, допускающей как осевое, так и радиальное перемещение.
При использовании патрона со сквозным отверстием можно добавить элементы, позволяющие подавать пруток сырья в машину гидравлически, а не оператор, тянущий или проталкивающий пруток через машину вручную. Цилиндр дышла может зажимать и протягивать материал через патрон, позволяя оператору или машине отрезать материал и затем начать создание новой готовой детали без перезапуска или перезапуска процесса обработки.
Фактически, токарные станки с гидравлическими патронами и тяговыми стержнями используются в станках с ЧПУ, а не в ручных токарных станках. Скорость и мощность станка с ЧПУ почти такие же, как и от рабочего оборудования токарного станка. Зачем обрабатывать весь компонент за десять минут, а пять минут тратить на его настройку и снятие с машины?
Упрощение удержания заготовки
Придерживание заготовки является основной функцией большинства гидравлических компонентов, используемых в станкостроении.При фрезеровании зажимные тиски используются для фиксации заготовок, удерживаемых на рабочем столе. Как и в случае стандартных настольных тисков, тиски внутри станка с ЧПУ необходимо вручную открывать, закрывать и затягивать. Те же трудности, что и токарные станки, существуют с фрезерными станками, поскольку вы рискуете либо ослабить детали с недостаточным зажимом, либо повредить детали с чрезмерным зажимом.
Гидравлическое крепление обеспечивает легко контролируемое усилие зажима, скорость и повторяемость. Преимущество гидравлического крепления на мельницах по сравнению с токарными станками состоит в том, что мельницы можно довольно легко оснастить компонентами с вторичного рынка.Токарный станок обычно необходимо заказывать с гидравлическими патронами и дышлами, так как последующая модернизация может быть затруднена. Однако гидравлическое оборудование для мельниц можно легко добавить позже через сторонних поставщиков.
Гидравлические зажимы, подобные этому от Roemheld, помогают закрепить детали во время обработки.
Гидравлический зажим для фрезерных столов предлагается во многих конфигурациях, но наиболее популярным является поворотный зажим. Частично поворотный привод, частично гидравлический цилиндр, поворотный зажим устанавливается штоком вверх и поворачивается при втягивании.Когда он во втягивании опускается на заготовку, он надежно прижимает ее к станине.
И наоборот, поворотный зажим выдвигается для высвобождения материала при вращении стержня и перемещении зажимного кронштейна в сторону, позволяя оператору легко снимать заготовку. Любой фрезерный станок с ЧПУ можно модернизировать для использования гидравлического крепления, и обычно это просто вопрос добавления небольшого силового агрегата с регулирующими клапанами. Часто этими клапанами можно управлять с помощью компьютерного контроллера станка с ЧПУ, что упрощает модернизацию.Гидравлические приводы питаются от внешнего блока питания, часто очень компактного, который можно убрать с дороги.
Уменьшение размера с помощью HPU
Гидравлические силовые агрегаты для станкостроительной промышленности уникальны для данного сегмента, и в них используются методы, не применяемые в других средах. Их миниатюрный размер часто является основным соображением, поскольку они должны вписываться в крошечную область недвижимости внутри машины, особенно если машина оборудована силовым агрегатом с завода.
с ЧПУ для станкостроительной промышленности должны быть компактными, чтобы поместиться в станке. Изображение предоставлено Daikin
Из всех тем, посвященных гидроэнергетике в школах, гидравлика станков чаще всего не учитывалась. Дело не в том, что они слишком сложные или замысловатые, но кажется, что они просто пролетели незамеченными. Мир станков с ЧПУ становится все более конкурентным, что привело к резкому падению цен на станки за последнее десятилетие.Снижение затрат началось с менее дорогих компонентов, на которые снизилась и цена силового агрегата.
Результат этой жесткой конкуренции привел к тому, что несколько поставщиков компактных силовых агрегатов смогли производить компоненты, необходимые для станков с ЧПУ. Группа насос / двигатель должна быть эффективной как по размеру, так и по потреблению энергии, но при этом должна хорошо работать, когда ее об этом попросят. Насос часто соединяется с двигателем для экономии места, что означает, что один компонент должен иметь специальный вал с внутренней резьбой.Моноблочный насос / двигатель — одна из причин, по которой немногие производители создают системы для станкостроительной промышленности.
После того, как группа насоса / двигателя установлена в крошечный резервуар, необходимо прикрепить оставшееся оборудование. Эти компоненты включают охладители, фильтрацию, водопровод и иногда клапаны. Силовой агрегат иногда имеет расширенное управление, например, дистанционный компенсатор давления, позволяющий оператору изменять давление насоса на ходу. Охладители часто представляют собой просто радиаторы, подключенные к сливной линии корпуса насоса, и, если вам повезет, охлаждающий вентилятор двигателя поможет отвести тепло.Если клапаны устанавливаются на силовой агрегат, это почти исключительно компактные клапаны на коллекторе. Индивидуальные компактные коллекторы с картриджными клапанами становятся все более популярными, особенно по мере того, как поставщики становятся более гибкими в своем производстве.
Пространство для независимых гидравлических мастерских на рынке гидравлических станков ограничено, по крайней мере, с точки зрения Уровня 1. Компактные гидравлические агрегаты, разработанные для станков с ЧПУ, предназначены для производителей оригинального оборудования, специализированы и требуются в больших объемах.Возможно, вам повезет отремонтировать или заменить старый или устаревший силовой агрегат, но в любом случае местный гидравлический магазин лучше всего подойдет для индивидуальных обновлений, таких как приложения для обработки материалов, которые поддерживают основную функцию машины.
Однако из-за размеров станкостроительной отрасли пресловутый пирог очень велик. Даже поставщик шлангов, работающий с некоторыми крупными производителями оригинального оборудования, может обеспечить значительную часть рынка шлангов только в этой отрасли. Если вы производитель компонентов гидравлической энергии, лучше всего начать с малого и поставить вспомогательные компоненты, такие как приспособления или запасные части.Этот рынок будет только расти, особенно по мере того, как Индустрия 4.0 распространяется на все сферы производства, а старые ручные формы производства отходят на второй план.
Filed Under: Fluid Power Basics, Fluid Power World Magazine Статьи
История и конструкция фрезерных станков
Фрезерные станки на протяжении десятилетий оказывали влияние на мир производства и производства. Без них бесчисленные инновации никогда бы не увидели свет.На самом базовом уровне фрезерный станок использует вращающиеся фрезы для удаления материала с твердого блока путем подачи фрезы вдоль блока материала. Существует много типов фрезерных станков, но в этой статье мы рассмотрим детали и историю самого распространенного: вертикальной коленной фрезы.
ОСНОВНЫЕ КОМПОНЕНТЫ
Мельницы сложны, с сотнями отдельных деталей, точно собранных, чтобы создать надежную и точную машину. Однако некоторые детали и узлы заслуживают большего внимания, чем другие.Детали, которые выполняют фактическую резку, как правило, концевые фрезы, часто попадают в категорию «Инструментальная оснастка». Детали, которые поддерживают концевые фрезы, такие как цанги, также могут называться инструментальной оснасткой. Сверла, зенковки и зенковки также попадают в эту категорию.
Схема фрезерного станка (исходник)
Инструмент удерживается в шпинделе, который вращается с заданной пользователем скоростью. Весь узел двигателя содержит множество прецизионных компонентов, включая двигатель шпинделя, подшипники шпинделя и пиноль, которая перемещает шпиндель вверх и вниз.
Существует множество способов удержания инструмента в шпинделе, включая цанги, патроны типа Jacobs, держатели гидравлических инструментов и многое другое. Для точной и повторяемой установки внутри шпинделя в держателях инструмента и цангах часто используются конусы станка.
Ассортимент цанг (источник)
Рабочий стол — это плоская поверхность под шпинделем для фиксации работы. Рабочие столы обычно имеют Т-образные прорези, поэтому в них легко вставлять гайки и шпильки для фиксации.Стол может перемещаться по одной, двум или всем трем осям, в зависимости от конфигурации станка. На ручном фрезерном станке движение стола контролируется маховиком.
Колено — это секция фрезерного станка, которая перемещает весь стол, включая узел для продольного и поперечного перемещения, вверх и вниз. Это регулируется пользователем с помощью большой рукоятки с вертикальным перемещением.
ИСТОРИЯ
Фрезерные станки изначально были разработаны для ускорения подачи вручную.Впервые они появились в начале 1800-х годов (1814–1818 гг.), Хотя точную историю трудно проследить из-за того, что в то время в небольших магазинах происходило большое развитие. 1840-1860-е годы принесли создание нескольких популярных дизайнов, многие из которых были ориентированы на производство. У них по-прежнему не было классических трех осей движения, которые мы знаем сегодня, но они были больше похожи на сверлильный станок, часто устанавливаемый в линию, где каждая машина выполняла одну операцию.
В 1861 году компания Brown & Sharpe создала новаторский универсальный фрезерный станок, который мог фрезеровать детали сложной геометрии с перемещением по трем осям.С тех пор производство пошло вверх по мере приближения Первой мировой войны. В течение следующих нескольких десятилетий технология фрезерования быстро развивалась, и появление высокоточных станков, таких как кондукторный станок, установило стандарт точности фрезерования. Теперь машинисты могли быстро и точно находить отверстия с большой точностью, что сделало мельницы обычным делом для создания прототипов и производства оборудования военного времени. Это быстрое развитие продолжалось и в послевоенный период, в течение которого было разработано несколько ключевых технологий, в том числе гайки с защитой от люфта, которые привели к еще большей точности.
В 1936 году Рудольф Банноу задумал фрезерный станок Bridgeport, который все еще находится в производстве. Он был легче, дешевле и проще в использовании, чем многие фрезерные станки, представленные на рынке в то время, и сразу стал успешным. Его успех вдохновил других на копирование дизайна, что привело к появлению множества клонов.
В 1950-х годах ЧПУ (числовое программное управление) наконец перешло из лаборатории в механический цех, где машинисты использовали перфоленту для управления движениями фрезерного станка.Изначально обработка с ЧПУ использовалась только в аэрокосмической отрасли, где надежное воссоздание сложных профилей и профилей крыла оказалось затруднительным. Он медленно завоевал популярность в других местах, но в 60-х и 70-х годах, когда методы хранения и ввода данных улучшились, он перерос в полноценное ЧПУ (компьютерное числовое управление).
С тех пор технологии, лежащие в основе хранения данных, вычислений и станков, постоянно совершенствовались, поэтому теперь мы можем иметь станки с ЧПУ на нашем рабочем месте или использовать их для создания гигантских сложных деталей из многих материалов.
ВИДЫ ФРЕЗЕРОВ
Хотя трехосевые фрезерные станки наиболее распространены, в некоторых случаях могут потребоваться дополнительные оси. Не все трехкоординатные станки способны на одно и то же. Здесь в игру вступает управление машиной.
Трехосевые фрезы могут перемещаться в трех направлениях: X, Y и Z. Однако в зависимости от аппаратного или программного обеспечения, которое управляет станком, он может быть не в состоянии точно перемещать все три одновременно, что требует условий «2.5D »или« 2 + 1 »фрезерование. Это указывает на то, что, хотя фреза может резать, используя все три оси, она не может выполнять движения, в которых используются все три оси одновременно. Например, вместо того, чтобы выполнять плавную кривую в трехмерном пространстве, им пришлось бы двигаться сначала по осям X и Y, а затем по Z отдельно.
Еще одно общее различие между типами фрезерования — фрезерование «3 + 2», которое описывает, как определенные пятиосевые станки выполняют свои движения. В этой ситуации две оси вращения часто используются для правильной ориентации детали и для получения идеального угла инструмента, в то время как 3 нормальные оси используются для фрезерования.«Полные 5 осей» делают то же самое, но одновременно, при этом все пять осей движутся одновременно. Это действительно требует более сложного CAM, но позволит сэкономить много времени при длительной работе и, вероятно, также обеспечит лучшую чистоту поверхности благодаря отсутствию толчковых движений.
ХАРАКТЕРИСТИКИ ФРЕЗЕРНОГО СТАНКА
Технология фрезерных станков, наиболее важные из которых были затронуты в нашей недавней публикации «Эволюция прецизионных инструментов», постоянно развивается.Некоторые методы, такие как использование охлаждающей жидкости для предотвращения перегрева детали и инструмента, используются десятилетиями, но другие, такие как обнаружение поломки инструмента, становятся все более популярными.
СОЖ через инструмент (источник)
Охлаждающая жидкость имеет решающее значение для предотвращения поломки инструмента, улучшения качества поверхности и продления срока службы инструмента во время большинства фрезерных операций. С годами он не только стал более распространенным и простым в использовании, но и с компьютерным управлением машины теперь могут увеличивать давление охлаждающей жидкости, включать и выключать охлаждающую жидкость, предупреждать пользователей о низких уровнях концентрации и также фильтровать ее.В дополнение к охлаждающей жидкости под высоким давлением и затоплением в настоящее время широко используется охлаждающая жидкость через инструмент, особенно при глубоком бурении, где сложнее подать СОЖ в зону резания, где она больше всего нужна.
Осмотр инструмента и работы в середине работы оказал огромное влияние на увеличение времени работы фрезерных станков. Зонды могут проверять инструменты между операциями, предупреждать операторов о поломке или даже автоматически заменять новый инструмент. Некоторые машины могут даже обнаруживать износ инструмента во время работы и автоматически корректировать значения компенсации износа, чтобы ваши детали и дальше оставались идеального размера.Зонды с рубиновыми наконечниками теперь также стали обычным явлением — их можно установить, как любой другой инструмент, в устройство смены инструмента и исследовать деталь или элемент для точного определения местоположения. А теперь, когда у каждого в кармане есть мощный компьютер, машины могут отправлять оповещения операторам удаленно. Все эти технологии сделали фрезерование отличных деталей проще, чем когда-либо, даже во время «отбоя», когда цех закрыт.
В Plethora мы идем еще дальше — сейчас самое время воспользоваться огромными достижениями в области вычислений и производства, чтобы навсегда изменить производство.Благодаря мощности умного программного обеспечения, многолетним знаниям в области обработки и высокотехнологичным обрабатывающим центрам Plethora теперь может поддерживать работу мельниц дольше, производить детали более эффективно и доставлять их вам с меньшими хлопотами. Спасибо, что присоединились к нам!
| ID | Модель | Описание |
| 6750010 | Дорожные фрезы | |
| 6750012 | 1000 CBA | WIRTGEN 1000 CBA Холодная фреза Каталог запасных частей, гидравлические схемы, электрические схемы. |
| 6750014 | 1300 постоянного тока | WIRTGEN 1300 DC Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750016 | 2000 г. | WIRTGEN 2000 DC Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750018 | 2100 постоянного тока | WIRTGEN 2100 DC Дорожная фреза Каталог запасных частей, гидравлические схемы, электрические схемы. |
| 6750020 | W 35 | WIRTGEN W 35 Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750022 | Вт 35DC | WIRTGEN W 35DC Холодная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750024 | Вт 50 | WIRTGEN W 50 Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750026 | Вт 50DC | WIRTGEN W 50DC Холодная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750028 | Вт 60 | WIRTGEN W 60 Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750030 | Вт 100 | WIRTGEN W 100 Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750032 | W 100F | WIRTGEN W 100F Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750034 | W 120F | WIRTGEN W 120F Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750036 | W 130F | WIRTGEN W 130F Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750038 | Вт 150 | WIRTGEN W 150 Дорожная фреза Каталог запасных частей, гидравлические схемы, электрические схемы. |
| 6750040 | Вт 350 | WIRTGEN W 350 Дорожная фреза Каталог запасных частей, гидравлические схемы, электрические схемы. |
| 6750042 | W 350E | WIRTGEN W 350E Холодная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750044 | Вт 500 | WIRTGEN W 500 Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750046 | Вт 600 | WIRTGEN W 600 Дорожная фреза Каталог запасных частей, гидравлические схемы, электрические схемы. |
| 6750048 | Вт 1000 | WIRTGEN W 1000 Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750050 | W 1000F | WIRTGEN W 1000F Холодная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750052 | W 1000L | WIRTGEN W 1000L Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750054 | W 1200F | WIRTGEN W 1200F Холодная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750056 | W 1300F | WIRTGEN W 1300F Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750058 | Вт 1500 | WIRTGEN W 1500 Дорожная фреза Каталог запасных частей, гидравлические схемы, электрические схемы. |
| 6750060 | W 1900 | WIRTGEN W 1900 Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750062 | W 2000 | WIRTGEN W 2000 Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750064 | Вт 2100 | WIRTGEN W 2100 Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750066 | Вт 2200 | WIRTGEN W 2200 Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750068 | W 2200CR | WIRTGEN W 2200CR Холодная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750070 | W 2200SM | WIRTGEN W 2200SM Дорожная фреза Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750072 | Машины для холодного ресайклинга | |
| 6750074 | КМА 150 | WIRTGEN KMA 150 Машины для холодного ресайклинга Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750076 | КМА 200 | WIRTGEN KMA 200 Машины для холодного ресайклинга Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750078 | RACO 350 | WIRTGEN RACO 350 Машины для холодного ресайклинга Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750080 | WLB 10 | WIRTGEN WLB 10 Машины для холодного ресайклинга Каталог запасных частей, гидравлические схемы, электрические схемы. |
| 6750082 | WM 1000 | WIRTGEN WM 1000 Машины для холодного ресайклинга Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750084 | WM 400 | WIRTGEN WM 400 Машины для холодного ресайклинга Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750086 | WR 2000 | WIRTGEN WR 2000 Машины для холодного ресайклинга Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750088 | WR 2000S | WIRTGEN WR 2000S Машины для холодного ресайклинга Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750090 | WR 2000SK | WIRTGEN WR 2000SK Машины для холодного ресайклинга Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750092 | WR 2400 | WIRTGEN WR 2400 Машины для холодного ресайклинга Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750094 | WR 2500 | WIRTGEN WR 2500 Машины для холодного ресайклинга Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750096 | WR 2500K | WIRTGEN WR 2500K Машины для холодного ресайклинга Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750098 | WR 4200 | WIRTGEN WR 4200 Машины для холодного ресайклинга Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750100 | WS 2200 | WIRTGEN WS 2200 Машины для холодного ресайклинга Каталог запасных частей, Гидравлические схемы, Электрические схемы. |
| 6750102 | WS 2500 | WIRTGEN WS 2500 Машины для холодного ресайклинга Каталог запасных частей, гидравлические схемы, электрические схемы. |
| 6750104 | Машины для горячей вторичной переработки | |
| 6750106 | 4500 HM | WIRTGEN 4500 HM Машины из горячей вторичной переработки Каталог запасных частей, гидравлические схемы, электрические схемы. |
| 6750108 | 4500 RX | WIRTGEN 4500 RX Машины из горячей вторичной переработки Каталог запасных частей, гидравлические схемы, электрические схемы. |
| 6750110 | HM 4500 | WIRTGEN HM 4500 Машины из горячей вторичной переработки Каталог запасных частей, гидравлические схемы, электрические схемы. |
| 6750112 | RX 4500 | WIRTGEN RX 4500 Машины из горячей вторичной переработки Каталог запасных частей, гидравлические схемы, электрические схемы. |
| 6750114 | Брусчатка со скользящими формами | |
| 6750116 | SP 250 | Каталог запасных частей асфальтоукладчика WIRTGEN SP 250, гидравлические схемы, электрические схемы. |
| 6750118 | SP 500 | Каталог запасных частей асфальтоукладчика WIRTGEN SP 500, гидравлические схемы, электрические схемы. |
| 6750120 | SP 500 VARIO | Каталог запасных частей асфальтоукладчика WIRTGEN SP 500 VARIO, гидравлические схемы, электрические схемы. |
| 6750122 | SP 850 | Каталог запасных частей асфальтоукладчика WIRTGEN SP 850, гидравлические и электрические схемы. |
| 6750124 | SP 850 VARIO | Каталог запасных частей бетоноукладчиков скольжения WIRTGEN SP 850 VARIO, гидравлические схемы, электрические схемы. |
| 6750126 | SP 1200 | Каталог запасных частей асфальтоукладчика WIRTGEN SP 1200, гидравлические схемы, электрические схемы. |
| 6750128 | SP 150 | Каталог запасных частей асфальтоукладчика WIRTGEN SP 150, гидравлические и электрические схемы. |
| 6750130 | SP 1500 | Каталог запасных частей асфальтоукладчика WIRTGEN SP 1500, гидравлические и электрические схемы. |
| 6750132 | SP 1500L | Каталог запасных частей асфальтоукладчика WIRTGEN SP 1500L, гидравлические схемы, электрические схемы. |
| 6750134 | SP 1600 | Каталог запасных частей асфальтоукладчика WIRTGEN SP 1600, гидравлические схемы, электрические схемы. |
| 6750136 | TCM 850 | Каталог запасных частей асфальтоукладчика WIRTGEN TCM 850, гидравлические и электрические схемы. |
| 6750138 | ТКМ 950 | Каталог запасных частей асфальтоукладчика WIRTGEN TCM 950, гидравлические и электрические схемы. |
| 6750140 | ТКМ 1600 | Каталог запасных частей асфальтоукладчика WIRTGEN TCM 1600, гидравлические схемы, электрические схемы. |
| 6750142 | ТКМ 1800 | Каталог запасных частей асфальтоукладчика WIRTGEN TCM 1800, гидравлические схемы, электрические схемы. |
| 6750144 | 2500 см | Карьерный комбайн |
| 6750146 | 2500 см | Каталог запасных частей для карьерного комбайна WIRTGEN 2500 SM, гидравлические схемы, электрические схемы. |
Добыча руды Импорт каменных дробилок из Китая
1988 Год основания 1988
69+ Патенты и сертификаты
400+ Количество сотрудников
13350+ Обслуживаем клиентов
Звездные продукты
Системы дробильно-сортировочной установкипродуманы до мельчайших деталей, и весь процесс всегда находится в руднике.
Онлайн чатПолные квалификационные аттестаты
C&M Mining Machinery — частная китайская компания, занимающаяся проектированием, производством и поставкой мобильных решений для дробления и сортировки по всему миру для строительной, горнодобывающей, карьерной и перерабатывающей промышленности.
Передовые производственные технологии и оборудование
C&M Mining Machinery владеет более чем 50 запатентованным оборудованием собственной разработки, обеспечивающим оцифровку заготовок, автоматизацию сварки и сборочного формования, а также строгий контроль качества продукции на протяжении всего процесса.
Котельная по индивидуальному заказу
C&M Mining Machinery имеет сильную команду разработчиков котлов и построила полную систему исследований и разработок.
Комплексное и профессиональное послепродажное обслуживание
C&M Mining Machinery имеет профессиональные группы послепродажного обслуживания, которые предоставляют техническое руководство для всего процесса установки и бесплатное обучение для эксплуатационного и обслуживающего персонала..
Добро пожаловать в компанию
C&M Mining Machinery — высокотехнологичная инженерная группа. Мы специализируемся на исследованиях, разработке и производстве оборудования для промышленного дробления, измельчения порошков, обогащения полезных ископаемых и других сопутствующих устройств.
Выучить больше[randpic] Преобразование ручного фрезерного станка в станок с ЧПУ | Марка: Бытовой гараж был переоборудован в механический цех, где Майкл обрабатывает большинство компонентов комплекта с помощью огромного пятиосевого станка CN
. Читать дальше [randpic] оценка стоимости медного карьера — spitsideu оценка стоимости медного карьера Copper Hill (GCR) Невсун — оператор рудника Биша, одного из карьерных рудников с самым высоким содержанием меди в тоннах
Читать дальше [рандпик] дым кремнезема на валковой дробилке поставщик валковой дробилки для мельницы для измельчения кварцевого песка.рулонная дробилка кремнеземного дыма. роликовые дробилки
Читать дальше [randpic] Производитель конусных дробилок | Propel IndustriesГираторная конусная дробилка обеспечивает повышенную производительность при сокращении времени на техническое обслуживание и простои. Гарантирует безотказную работу в диапазоне
Читать дальше U.S. Новости отрасли обработки больших деталей
Будьте в курсе новых технологий и тенденций, используемых в промышленности США по механической обработке крупных деталей и ремонту гидравлических прессов. Будьте в курсе технологий, используемых для производства гидроцилиндров. Узнайте, что происходит с механическими цехами и станками. Инженеры Kiefer Tool (Том Кифер-младший, Джон Кифер-младший, Джим Кифер и Том Кифер-старший) являются экспертами в области обработки больших деталей, ремонта гидравлических прессов и изготовления гидроцилиндров на заказ.Их понимание индустрии станков и механических цехов легендарно. Периодически инженеры Kiefer Tool публикуют новостные статьи в этом «журнале». В этом журнале также публикуются статьи, написанные другими талантливыми и опытными инсайдерами в области машиностроения.
Экскурсия по механическому цеху большой вместимости с оборудованием с ЧПУ в США
В этом видео показаны видеосъемка с воздуха и съемка с уровня пола изнутри и снаружи огромного цеха крупногабаритных станков Kiefer Tool & Mold площадью 36 000 квадратных футов в Кливленде, штат Огайо.Он дает вам обзор больших возможностей обработки Kiefer и большого обрабатывающего оборудования с ЧПУ. Узнайте о возможностях Kiefer по обработке больших деталей в области шлифования, токарной обработки, фрезерования, растачивания и больших токарных станков. Посмотрите, как Kiefer выполняет крупногабаритное производство и механическую обработку. Если ваша производственная компания ищет большой цех станков с ЧПУ или большой цех токарных станков с большими возможностями обработки в США, посмотрите это видео.
Вы увидите, как тяжелое промышленное и производственное оборудование ремонтируется, модернизируется и восстанавливается.Большая часть этого выполняется в нашем современном цехе с ЧПУ с полностью автоматизированным оборудованием, чтобы гарантировать точность деталей и минимальные допуски для проектов любого размера, большого или малого.
Термин ЧПУ означает компьютерное числовое управление и означает компьютеризированное автоматизированное управление обрабатывающими инструментами, такими как сверла, токарные станки и расточные инструменты. Инструкции запрограммированы в программное обеспечение ЧПУ, а все остальное машины сделают — с большей точностью, чем это возможно при ручном управлении!
Наш машинный цех с ЧПУ предлагает следующие услуги:
— Прецизионная обработка с ЧПУ
— Большая обработка с ЧПУ
— Фрезерование с ЧПУ
— Услуги по токарной и сверлильной обработке с ЧПУ
— Детали, обработанные с ЧПУ
Наши услуги в механическом цехе большой мощности включают в себя:
— Обработка крупных деталей
— Обработка крупных деталей
— Обработка больших диаметров с ЧПУ
— Токарная обработка большого диаметра
— Токарная обработка с большой производительностью
— Горизонтальное растачивание и фрезерование
— Нарезание резьбы и нарезание ключей
— Обработка большого диаметра
— Вертикальное растачивание и токарная обработка
— Восстановление гидравлических прессов
— Ремонт гидравлических прессов, техническое обслуживание, осмотры, полевые услуги
— Производство и ремонт гидравлических цилиндров на заказ
— Производство гидравлических и механических, прессов и компонентов
— Ремонт гидравлических прессов, компонентов и оборудования
— Оборудование, используемое для обработки и изготовления крупных деталей и заготовок
— Точная, быстрая и доступная обработка крупных деталей
Это видео также знакомит вас с квалифицированной командой инженеров, машинистов, программистов и сварщиков Кифера, имеющей опыт работы со сложным оборудованием и машинами, а также экспертов в бесчисленных приложениях и конструкциях компонентов.
Kiefer Tool and Mold — главный поставщик для производства и ремонта промышленных машин, производственного оборудования и компонентов машин в больших количествах и в больших объемах в США. С 1965 года компания Kiefer разрабатывает и совершенствует процессы, которые позволяют нам быть точными, эффективными и экономичными при производстве и ремонте промышленного оборудования. Мы обрабатываем и ремонтируем крупногабаритное оборудование для множества промышленных и производственных отраслей Америки с использованием инновационных процессов, которые позволяют нам быть гибкими и универсальными в обработке крупных деталей точно, быстро и по доступной цене.
https://kiefertool.com/machining/gett…
Стоимость наших услуг по обработке крупных деталей варьируется от 75 до 150 долларов в час, а стоимость проектов начинается от 500 долларов.
Для получения предложения свяжитесь с Kiefer Tool по телефону (216) 251-0076
Чтобы отправить запрос предложения, чертеж САПР или заказ на покупку, отправьте электронное письмо по адресу [email protected]
Чтобы узнать больше о наших возможностях ЧПУ: https://kiefertool.com/machining/cnc-…
Чтобы узнать больше о наших возможностях по обработке больших деталей в США:
https: // kiefertool.ru / services / large…
Веб-сайт: https://kiefertool.com/
Что происходит в отрасли?
Аддитивное производство металлов для крупных деталей
Написано Яном Райтом, опубликовано Engineering.com 9 мая 2019 г.
В производстве производство крупных деталей исторически было дорогостоящим и трудоемким, но рост 3D-печати металлом (простите за каламбур) меняет эту парадигму. В то время как 3D-печать металлом может быть разбита на различные подтипы — наплавление в порошковом слое (PBF), селективное лазерное плавление (SLM), электронно-лучевое аддитивное производство (EBAM) и т. Д.- не все из них подходят (или даже могут) изготавливать крупногабаритные детали. Узнать больше>
Гидравлические опции для прессования с большим усилием
Написано Джимом Камилло, опубликовано Assembly Magazine 6 мая 2019 г.
Опубликовано 9 мая 2019 г.
Если для прессования требуется усилие 10 тонн или более, производители могут рассчитывать на гидравлические, гидропневматические и пневмогидравлические прессы.
Решения распространенных проблем ремонта гидравлических прессов
Опубликовано 13 марта 2019 г.
Первый шаг в ремонте гидравлического пресса, который просто не работает или работает не оптимально, — это обратиться к руководству по техническому обслуживанию гидравлического пресса или контрольному списку технического обслуживания.Чтобы максимально увеличить время безотказной работы и надежность вашего гидравлического пресса, важно заботиться о прессе вашей компании, выполняя профилактические работы по техническому обслуживанию. Чтобы избежать проблем с гидравлическим прессом и обеспечить оптимальную работу пресса, обязательно соблюдайте график профилактического обслуживания (PM), предоставленный производителем гидравлического пресса, если этот документ доступен. Когда производственные компании используют гидравлические прессы для штамповки продаваемой продукции, они полагаются на своих операторов, которые поддерживают работу своих прессов.Простые задачи, такие как замена масла / жидкости или чистка радиатора, устранят незначительные проблемы с эффективностью гидравлического пресса. Если оператор гидравлического пресса замечает утечку гидравлической жидкости, проверьте гидравлические линии и фитинги.
Проблема возникает, когда гидроцилиндр пресса или гидроцилиндр не втягивается или возвращается медленно. Когда гидравлический пресс просто перестает работать, проблема может быть в электрике. Если поршень дергается, возможно, потребуется удалить воздух из гидравлической системы.Если на вашем производственном предприятии возникают проблемы с гидроцилиндрами двойного действия, вашей обслуживающей бригаде необходимо будет устранить неполадки. Если заводской гидравлический пресс не выдерживает давления, механику вашей фирмы может потребоваться отрегулировать насос и клапаны.
Если ваша фирма использует пресс, произведенный Dake, и он работает неправильно, попробуйте диагностировать симптомы, чтобы определить причину проблемы, чтобы вы могли выполнить решение. Dake опубликовал в Интернете таблицу, в которой перечислены наиболее распространенные проблемы, с которыми сталкиваются операторы гидравлических прессов, их внутренние причины и возможные решения.
Если вам нужно знать, как отремонтировать гидравлический пресс, позвоните по телефону 216-251-0076 и попросите поговорить со специалистом по ремонту и обслуживанию гидравлического пресса. Если рама вашего гидравлического пресса треснула, Kiefer Tool может сварить ее, чтобы исправить. Однако вам, возможно, придется подумать о замене гидравлического пресса, если рама треснула, если пресс больше не может создавать давление или у пресса постоянные электрические проблемы. Kiefer Tool строит и производит новые гидравлические прессы с нуля для производственных компаний в Соединенных Штатах.
Услуги по обработке больших токарных станков для производственных предприятий и фирм в США в США
Опубликовано 13 марта 2019 г.
Несколько компаний в США специализируются на крупных токарных работах на ручных токарных станках. Среди лидеров этого типа обработки — Lincoln Park Boring в Мичигане, Kiefer Tool в Огайо, Aeromet Industries в Индиане и Hall Machine в Огайо. Kiefer Tool выполняет большие токарные и металлообрабатывающие станки для производственных компаний, расположенных в нижних 48 штатах.Большая часть больших операций по обработке на токарном станке, выполняемых Kiefer Tool, выполняется для фирм, расположенных в «поясе ржавчины». Их станочники выполняют тяжелые токарные работы, такие как резка и токарная обработка огромных заготовок, используя токарные станки Monarch большой мощности, промышленные токарные станки с ЧПУ и ручные токарные станки South Bend. Они имеют чрезвычайно жесткие допуски при обработке длинных деталей и промышленных компонентов большого диаметра. Их механики являются экспертами в области точной обработки и фрезерования действительно твердых металлов и сплавов. Большой станочный цех Kiefer Tool оснащен различными многошпиндельными токарными станками, центрирующими станками, токарными станками Baileigh Industrial, токарными центрами с ЧПУ, вертикально-револьверным станком Froriep, инструментальным цехом Bridgeport и токарными станками для металлообработки, настольными токарными станками Bolton и токарными станками швейцарского типа.
OEM-документация используется для производства и установки точных запасных частей для гидравлических и механических прессов
Опубликовано 7 марта 2019 г.
Kiefer Tool использует схемы OEM, инженерные чертежи, чертежи машин, рабочие чертежи, технические чертежи, ортогональные проекции (виды), технологические карты, изометрические проекции, чертежи САПР, расчеты веса, цифровые изображения, книги, патентные чертежи, масштабные чертежи, PDF-файлы, 3D-модели, сборочные чертежи, электрические чертежи, схемы и даже эскизы для изготовления запасных частей для промышленных прессов.Когда наши технические специалисты производят и устанавливают запасные части для прессов, по возможности, они обращаются к технической документации, в которой подробно описывается, как работают конкретные модели гидравлических, кузнечных и штамповочных прессов, чтобы определить выбор материалов, оптимальные процессы обработки, отделку, геометрические требования, допуски. спецификации и координатные размеры. Наши инженеры и механики также обращаются к оригинальным руководствам по ремонту / техническому обслуживанию / эксплуатации пресса во время восстановления компонентов пресса, если такие руководства доступны.Для получения дополнительной информации о приобретении запасных частей для прессов и получении руководств по обслуживанию прессов щелкните здесь.
Гидравлические и механические прессы Запасные части, запасные части, цилиндры и аксессуары, продаваемые в США
Размещено 7 марта 2019 г.
Kiefer Tool and Mold продает базовые готовые и неоригинальные запасные части и запасные части для гидравлических прессов, штамповочных прессов и механических прессов. Kiefer Too продает гидроцилиндры, запасные цилиндры для прессов и аксессуары для прессов.Однако их самая ценная услуга для производителей в Соединенных Штатах — их способность обрабатывать нестандартные запасные части и компоненты, которые необходимы для ремонта машинных прессов и кузнечных прессов, чтобы вернуть их в производство. Их компания по ремонту прессов восстанавливает, ремонтирует и ремонтирует станки, гидравлические прессы, формовочные прессы, штамповочные прессы, пробивные прессы, силовые прессы, машинные прессы и связанные с ними компоненты и детали. Они продают и производят детали для 20-тонных прессов, 40-тонных прессов, 150-тонных прессов, 400-тонных прессов, а также огромных гидравлических и кузнечных прессов.Они даже изготовили запасные части для пресса Alcoa 50 000 тонн.
Kiefer Tool продает и производит запасные части для гидравлических прессов Dake, прессов Erie, прессов Beckwood, прессов Magnum, гидравлических прессов Phoenix, прессов Bliss, прессов Verson, прессов Niagara Machine (Clearing), прессов WARCO (West American Rubber Company), прессов Danly , Прессы Federal, листогибочные прессы Cincinnati, оборудование для обработки пластмасс Milacron (Cincinnati Milling Machine Company), прессы Campbell и прессы Pacific.Несмотря на то, что компания больше не имеет в наличии переходников для цеховых прессов и запасных частей для оправок и прессов Manley, она может изготовить на заказ детали для этих машин.
Модернизация и обновление ЧПУ фрезерных станков на переднем крае
Написано Синтией Кустуш
Опубликовано Modern Machine Shop 6 марта 2019 г.
Century Tool была основана в 1974 году и на протяжении большей части своей истории стабильно развивалась. В 1987 году компания Century Tool and Gage Co.(Фентон, Мичиган) приобрела свой первый вертикальный стан Heyligenstaedt, оборудованный первой системой ЧПУ Fidia, которая была доступна в Северной Америке. Пытаясь добиться более высоких скоростей подачи и точности для сложного фрезерования больших пресс-форм, Century Tool и Gage Co. модернизировали системы управления Fidia с ЧПУ на существующих обрабатывающих центрах. Завод оснащен четырьмя пятикоординатными обрабатывающими центрами с ЧПУ; семь сверхмощных вертикальных и горизонтальных машин; три многошпиндельных сверла с подвижной колонной; 29 рабочих станций CAD / CAM; и испытательный пресс мощностью 500, 600, 1500 и 3000 тонн.
19 апреля 2018 года компания Plastic News объявила, что Tooling Tech Group приобрела Century Tool Group, в которую входят два предприятия в Мичигане: Century Tool & Gage Co. в Фентоне и CTG Bel-Kur Automation in Temperance. Компания Tooling Tech из Форт-Лорами, штат Огайо, утверждает, что сделка делает ее крупнейшим поставщиком инструментов в Северной Америке. Century Tool Group — инжиниринговая и производственная компания, которая поставляет пресс-формы, оборудование для автоматизации и приспособления для автомобилестроения, тяжелых грузовиков и других стран Северной Америки, специализируясь на композитных наружных деталях класса А.Century Tool & Gage производит пресс-формы среднего и большого размера. CTG Bel-Kur — это подразделение автоматизации компании, которое поставляет автоматизированное сборочное оборудование и приспособления для последующей переработки на линиях компрессионного формования. Тони Сегер, основавший Tooling Tech в 1982 году, сказал, что Century Tool — это «компания мирового класса, которая идеально соответствует нашей операционной модели« все, что нужно, вовремя, каждый раз »». Сегер сказал, что сделка поможет Tooling Tech расширить и без того сильные позиции компании на рынках автомобилей, тяжелых грузовиков и автоматизации.Tooling Tech производит пресс-формы и пресс-формы для выдувного формования, термоформования и структурной пены. Компания также производит оснастку для литья под давлением и штамповочные штампы. Подразделения Tooling Tech Group включают Tooling Technology, Fremont Plastic Moulds, Majestic Industries, G.H. Tool, а теперь и Century Tool & Gage и CTG Bel-Kur Automation. Tooling Tech Group производит широкий спектр инструментов для изготовления компонентов транспортных средств, включая мягкую отделку, компоненты трансмиссии, структурные штамповки, корпуса клапанов, компоненты приборной панели и под капотом, акустические панели, компоненты крыши, резервуары для жидкости, компоненты грузовиков и подкрылки колес.Компания Tooling Tech заняла 3-е место в последнем опросе производителей пресс-форм в Северной Америке, проведенном Plastics News, с объемом продаж 115 миллионов долларов. Century Tool заняла 24-е место с объемом продаж 35 миллионов долларов.
Услуги по обработке крупных деталей для американских фирм MFG | Тарифы от $ 100 в час
Опубликовано 7 марта 2019 г.
Kiefer Tool предоставляет услуги по обработке крупных деталей для производственных и промышленных компаний на большей части континентальной части США. Тарифы на обработку больших, больших, длинных и тяжелых компонентов оборудования и массивных деталей начинаются от 100 долларов в час.Благодаря нашему опыту и превосходному оборудованию, мы выполняем высококачественные работы по токарной обработке большого диаметра и крупным проектам вертикальной токарной обработки / растачивания. Мы ремонтируем большие гидроцилиндры и компоненты гидравлических прессов, что заставляет нас заниматься процессами сверления, расточки, шлифования, фрезерования, сварки и изготовления. Не вдаваясь в технические подробности, Kiefer Tool также превосходен в обработке 3 + 2. Мы соблюдаем жесткие допуски при выполнении прецизионных станков с ЧПУ, шпонки и нарезки зубьев шестерен. Мы производим, изготавливаем и монтируем огромные стальные и металлические детали и машины.Детали, которые мы обрабатываем, часто весят от нескольких сотен до нескольких тысяч фунтов, но у нас есть возможности и возможности обрабатывать детали весом до 100 тонн. Большинство деталей, которые мы обрабатываем, предназначены для ремонтных работ, хотя мы проводим довольно много времени в нашем крупномасштабном механическом цехе, производя запасные части для тяжелого оборудования, больших гидравлических прессов и производственных машин. Мы также обрабатываем и производим единичные изделия, оригинальное оборудование и прототипы.
Загрузите или купите руководства по ремонту гидравлических прессов, руководства по эксплуатации, руководства по техническому обслуживанию, схемы и списки деталей
Представлено 5 марта 2019 г.
Гидравлический пресс для замены и продажа запасных частей
Опубликовано 5 марта 2019 г.
Kiefer Tool продает базовые готовые запасные части для гидравлических, механических и штамповочных прессов.Изготавливаем запасные части для гидравлических прессов на заказ. Другие известные фирмы продают запасные части для гидравлических, штамповочных и механических прессов. Эти фирмы включают Dake Corporation, French Oil Mil Machinery Co., Granger, Eaton, BCN Technical Services, Erie Press, Pacific Press Technologies, Beckwood Corporation, Enprotech Industrial Technologies, Magnum Press, Phoenix Hydraulic Press, Greenerd, Neff Press, Carver, Прессы Sutherland, Standard Industrial, Macrodyne и M&M Tool and Machinery.
Информация об услугах по обработке и ремонту крупных деталей
- Запрос цен на услуги по обработке крупных деталей
- Заказчики, которым требуются услуги по обработке крупных деталей
- Запланировать вывоз детали или выездную проверку на месте
- Аварийная обработка (срочные критически важные работы) Услуги по обработке и ремонту крупных деталей
- Оборудование для обработки и изготовления крупногабаритных деталей и заготовок
- Точная, быстрая и доступная обработка больших деталей
- Вместимость крупных механических цехов в Огайо, Индиана, Мичиган, Нью-Йорк и Пенсильвания
- Запросить услуги по обработке и токарной обработке крупных деталей и ценовое предложение
- Отправьте чертеж САПР, PDF или JPEG для запроса на обработку крупных деталей
- Механическая обработка, вертикальное растачивание и токарная обработка большого диаметра
- Ремонт гидравлических прессов
- Ремонт гидравлических прессов, техническое обслуживание, осмотры, выездное обслуживание
- Изготовление и ремонт гидроцилиндров на заказ
- Гидравлическое и механическое оборудование и производство прессов и компонентов
- Гидравлический пресс, ремонт узлов и оборудования
Обновления Kiefer Tool Зоны обслуживания гидравлических прессов и производственного оборудования
Опубликовано 3 марта 2019 г.
Kiefer Tool ремонтирует и восстанавливает гидравлические прессы и производственное оборудование для компаний Среднего Запада, Средней Атлантики, Северо-Востока и некоторых частей юга Соединенных Штатов.Мы ремонтируем оборудование для производственных компаний в Кливленде, Колумбусе, Янгстауне, Эри, Толедо, Акроне, Цинциннати, Рочестере (Нью-Йорк), Форт-Уэйн, Милуоки, Питтсбурге, Детройте, Индианаполисе, Чикаго, Буффало, Уилинге, Сент-Луисе, Атланте, Нэшвилле. , Ноксвилл, Лексингтон, Филадельфия, Нью-Йорк, Бостон, Роли, Омаха, Луисвилл, Олбани, Балтимор, Хантсвилл (Алабама), Фармингтон-Хиллз (Мичиган), Миннеаполис, Шарлотт, Норфолк (Вирджиния), Канзас-Сити, Гранд-Рапидс (Мичиган) ), Мемфис и Аллентаун (Пенсильвания).
Мы ремонтируем гидравлические прессы и производственное оборудование для промышленных предприятий в Огайо, Пенсильвании, Нью-Йорке, Западной Вирджинии, Индиане, Мичигане, Западной Вирджинии, Вирджинии, Коннектикуте, Род-Айленде, Массачусетсе, Вермонте, Иллинойсе, Нью-Гэмпшире, Мэн, Кентукки, Делавэре. , Мэриленд, Нью-Джерси, Северная Каролина, Южная Каролина, Висконсин, Миннесота, Айова, Миссури, Северная Дакота, Южная Дакота, Небраска, Теннесси и Канзас.У нас также есть клиенты в Северной Джорджии, Алабаме, Арканзасе и Миссисипи. Из-за непомерно высокой стоимости доставки или транспортировки крупных гидравлических частей и оборудования на большие расстояния Kiefer Tool редко обслуживает компаний, расположенных в западной части США или на крайнем юге. Из-за стоимости проезда инженеры Kiefer Tool и специалисты по техническому обслуживанию обычно не ездят по в западные или северо-западные штаты.
Knuth Machine Tools назначает президента
Опубликовано TheFabricator.com 20 февраля, 2019
Knuth Machine Tools USA, поставщик обычных станков и станков с ЧПУ, а также принадлежностей, назначил Фрэнка Фонтана президентом филиала в Северной, Центральной и Южной Америке. Фонтана присоединился к компании в 2010 году в качестве регионального торгового представителя, неоднократно получал звание продавца года и в конечном итоге прошел путь до менеджера по продажам, а затем вице-президента по продажам.
При обработке длинномерных деталей важен климат в механическом цехе
Автор Джедд Коул
Опубликовано Modern Machine Shop 22 февраля 2019 г.
Tuftco Corp.производит тафтинговые машины для ковров. Эти машины, которые имеют длинный ряд игл, используемых для наклеивания ковровых ниток на их общее основание, представляют особые проблемы для обработки. Когда компании потребовался более точный станок, способный справляться с чрезвычайно длинными горизонтальными перемещениями, обрабатывающий центр XiMill компании Bertsche Engineering Corp. представился в качестве решения. Для обработки длинных титановых игловодителей требовался фрезерный станок со сверхдлинным ходом по оси X.
Обработка больших размеров
Написано Аланом Рихтером
Опубликовано Cutting Tool Engineering 12 февраля 2019 г.
Lincoln Park Boring Co., в Ромулусе, штат Мичиган, обрабатывает большие детали с контролируемой температурой в помещении площадью 60 000 кв. футов. магазин. Фирма использует свой сверхмощный портальный вертикально-расточный стан Henri Liné Promill для обработки огромных деталей.
Присматривается к приложениям для обработки автомобилей на Тайване
Написано Дереком Корном
Опубликовано Modern Machine Shop 28 февраля 2019 г.
Пятиосевой станок Pinnacle BX700T был представлен на Тайваньской ассоциации производителей станков и аксессуаров (TMBA) в ноябре 2018 года.Эта машина оснащена встроенным поворотным столом с осью C, который находится заподлицо с основным столом. В сочетании с фрезерной головкой для оси B, поворотный стол обеспечивает полную пятиосевую обработку для таких применений, как производство колес. Поворотный стол можно индексировать таким образом, чтобы его Т-образные пазы совпадали с Т-образными пазами на основном столе, чтобы можно было закрепить на станке большие детали.
Кто проверяет и ремонтирует сломанные гидравлические прессы?
Опубликовано 3 марта, 2019
Если ваша компания рассматривает возможность списания гидравлического пресса или гидроцилиндра, потому что компания-производитель, построившая пресс, больше не работает или не будет предоставлять услуги по ремонту, сначала поговорите с инженером Kiefer Tool.Возможно, мы сможем осмотреть ваш гидравлический пресс, чтобы узнать, стоит ли его ремонтировать или восстанавливать. Мы проверяем крейцкопфы, вилки, стыковые пластины, крепления, сцепление / тормоза, уплотнения, коллекторы, станины, клапаны, маховики, гидроцилиндры, подвижные плиты, цилиндры сварного корпуса, насосы, гидравлические трубы, гидроцилиндры, системы смазки, основания цилиндров, цапфы, механические приводы, подшипники, компоненты роботизированной автоматизации, гидравлические фитинги, узлы, главные цилиндры, поршни и штоки поршней, органы управления, электрические системы, цилиндры цилиндров, фланцы, головки цилиндров, порты, матрицы и пуансоны, цилиндры рулевых тяг, уплотнительные кольца и другие детали гидравлических прессов.
Ремонт гидравлических прессов, техническое обслуживание, проверки и полевое обслуживание
Опубликовано 22 февраля 2019 г.
Kiefer Tool предоставляет компаниям-производителям ремонт гидравлических прессов, техническое обслуживание гидравлических прессов, инспекции на месте, ремонт на месте, техническую поддержку и полевые услуги. Цены начинаются от 100 долларов. в час.
Услуги и расходы по ремонту и восстановлению гидравлических прессов
Опубликовано 13 февраля 2019 г.
Kiefer Tool ремонтирует и обслуживает гидравлические прессы для производственных компаний в США.Гидравлические прессы нуждаются в ремонте и восстановлении. Бренды гидравлических прессов, над которыми работает Kiefer Tool, включают Mesta Machine Company, Pacific, Sutherland, Williams and White, Hannifin, Wabash, Bruno, Neff, Birch, Verson, Beckwood, SEYI, Stamtec, Lombard, Heim, Denison Hydraulics, Danly, Loewy. Hydropress, Komatsu, Pheonix, Magnum, Press Master, Macrodyne, Dake, Bliss, Minster, Prince, Aida, Standard Industrial, Schuler и Erie среди других производителей прессов.
Обзор мирового рынка гидравлических цилиндров 2018 — Wipro Infrastructure, Weber-Hydraulik, Dongyang
Опубликовано www.trueherald.com 14 ноября 2018 г.
компаний на рынке гидравлических цилиндров включают:
Автоматические эффекты автоматизации механического цеха с ЧПУ
Написано Дереком Корном, исполнительным редактором журнала Modern Machine Shop
Опубликовано в Modern Machine Shop 01.11.18
Опубликовано здесь 5 ноября 2018 г.
Автоматическая обработка и сбор данных помогли Custom Tool не только вырастить свой бизнес за счет увеличения производства, но и сформировать образ мышления непрерывного совершенствования, который позволил компании стать более эффективной во многих областях.
Видео: улучшенная оснастка для аэрокосмической обработки
Создано Джеймсом Андертоном для Engineering.com
Опубликовано 18 октября 2018 г.
При обработке крупных деталей, таких как переборка самолета или нервюра крыла, удержание заготовки может быть проблемой. Как лучше всего закрепить деталь, когда 95 процентов материала будет обработано механической обработкой? Как бороться с тепловым расширением и вибрацией? Как можно уменьшить изменения в настройках? По словам Михаэля Гаунса, руководителя группы стационарного крепления заготовок в SCHUNK, для фрезерования в аэрокосмической отрасли можно использовать более эффективный подход к креплению заготовок.Способ зажима детали следует учитывать еще на этапе проектирования. Во многих случаях добавление точек удержания в первый OP может уменьшить количество изменений в настройке и улучшить качество. Посмотрите это видео, чтобы узнать больше об этой важной части процесса обработки от Gaunce.
Отправьте чертеж САПР, PDF или JPEG для запроса на обработку крупных деталей
Опубликовано 11.05.18
Чтобы получить ценовое предложение на услуги обработки крупных деталей, отправьте файл CAD, PDF или JPEG, содержащий чертеж деталей, которые вы нужно обработать или изготовить.
Услуги по обработке больших деталей, выполняемые опытными машинистами в Кливленде
Опубликовано 25.10.18
Посмотрите видео, в котором опытные машинисты Kiefer Tool в Кливленде выполняют услуги по обработке больших деталей в крупном механическом цехе. Современное предприятие Kiefer Tool оборудовано высокой площадкой с мостовыми кранами для подъема тяжелых грузов, способными поднимать до 60 000 фунтов. В этом видео вы увидите, как машинисты снимают фаску с отверстия диаметром 41 дюйм на гидроцилиндре из легированной стали AISI 8630, который весит 18 000 фунтов.Этот цилиндр может быть обработан только производителем, работающим по контракту с полным обслуживанием, который специализируется на производстве крупных промышленных изделий и обработанных деталей на заказ. На видео большая буровая штанга вращается со скоростью 180 футов поверхности в минуту для снятия фаски с очень большого компонента ковочного пресса для титана мощностью 3500 тонн, используемого производителем аэрокосмических материалов.
Крупная прецизионная обработка тяжелого стального клапана для OEM-клиента
Опубликовано 25.10.18
Посмотрите видео, в котором крупная компания-производитель деталей использует прецизионную обработку большого гидравлического клапана для производителя оригинального оборудования в аэрокосмической промышленности .Kiefer Tool использует новейшее технологическое оборудование для выполнения круговой интерполяции с помощью горизонтально-расточного станка с ЧПУ Giddings & Lewis с ЧПУ для создания отверстия диаметром 10 дюймов на стороне гидравлического клапана. Это отверстие используется для заполнения клапана маслом из бака, когда гидроцилиндр находится в процессе выдвижения.
Крупная обрабатывающая компания, выполняющая обработку большого диаметра
Размещено 25.10.18
Посмотрите видео о крупной обрабатывающей компании, выполняющей обработку большого диаметра.На этом видео показан крупнотоннажный механический цех Kiefer Tool в Кливленде. Выполняемая операция — хонингование 40-дюймового гидроцилиндра ковочного пресса для титана на горизонтально-расточном стане Lucas. Этот процесс предназначен для доводки изделия до диаметра 32 микрон до 40-дюймового отверстия после завершения точения большого диаметра. Большая часть, изображенная в этом видео, — это зажимной цилиндр для штампов ковочного пресса для титана мощностью 3500 тонн.
Токарная обработка большого диаметра на токарном станке с ЧПУ в станочном цехе с ЧПУ
Размещено 25.10.18
Посмотрите видеоролик, в котором цех с большим диаметром обрабатывает токарную обработку большого диаметра на токарном станке с ЧПУ.Kiefer Tool обрабатывает прецизионные канавки на гидравлическом клапане диаметром 16 дюймов, чтобы обеспечить герметичность гидравлического цилиндра под давлением масла. Эти канавки удерживают уплотнения высокого давления для этого клапана при установке на гидроцилиндр. Большая часть — это клапан ковочного пресса для ковки титана HPM 3500 тонн.
Заказчики, которым требуются услуги по обработке крупных деталей
Опубликовано 18 октября 2018 г.
Kiefer Tool — это компания по контрактному производству, которая обрабатывает, изготавливает и производит большие, тяжелые, сложные и крупные детали и компоненты в соответствии с точными спецификациями своих клиентов.Клиенты обычно предоставляют инженерам Kiefer чертежи САПР, чтобы машинисты могли соблюдать очень жесткие допуски. Список клиентов Kiefer Tool включает Eaton, GE, Alpha Packaging, Saint-Gobain и Aetna Plastics. Kiefer Tool производит крупногабаритные детали, которые обычно превосходят ожидания, требования и требования своих клиентов с точки зрения долговечности, времени выполнения работ, затрат, качества и допусков на обработку.
Видео о процессах обработки и производства крупных деталей
Опубликовано 18 октября 2018 г.
Видеоролики по обработке крупных деталей демонстрируют, как в США работают рабочие и механические мастерские, выполняющие различные процессы.Посмотрите видеоролики, демонстрирующие, что используется для обработки больших сложных деталей с ЧПУ, обработки крупных и тяжелых деталей, высокоточной обработки с ЧПУ, ЧПУ и ручной токарной обработки большого диаметра, фрезерования с ЧПУ, растачивания крупных деталей и больших токарных станков, обрабатывающих очень длинные валы.
Sadler Corporation в Стоу, Огайо, использует 36-футовый сверлильно-фрезерный станок с ЧПУ с подвижной колонной для обработки крупных деталей
Опубликовано 18 октября 2018 г.
Большой сверлильный / большой фрезерный станок с подвижной колонной VSP 50 с ЧПУ предназначен для сверления растачивание, зенкование, развертывание отверстий, нарезание резьбы и легкое фрезерование деталей больших и средних размеров.Он имеет размер стола 36 футов на 8 футов с устройством смены инструмента на 30 мест. Он оборудован контроллером Anilam 5500. MAS VSP 50 обеспечивает быструю, точную и надежную обработку и сверление сложных компонентов, требующих большого количества операций.
ALKAB Contract Manufacturing, Inc. ищет механиков
Опубликовано 18 октября 2018 г.
ALKAB Contract Manufacturing, Inc. в настоящее время ищет станочника с ЧПУ для производства крупных деталей, а также слесаря-сварщика.Фирма по производству крупных комплектующих, расположенная в Нью-Кенсингтоне, штат Пенсильвания, предлагает отличную рабочую среду, конкурентоспособную заработную плату и пакет льгот. Цех по индивидуальному производству был основан в 1990 году и имеет всеобъемлющую систему управления качеством, соответствующую стандарту ISO 9000: 2015.
Возможности трудоустройства в Standard Machine, Inc. в Кливленде, штат Огайо
Опубликовано 18 октября 2018 г. Компания
Standard Machine, Inc., основанная в Кливленде в 1969 году, специализируется на обработке крупных деталей и высокоточной обработке.Возможности, включая механическую обработку, фрезерование, шлифование, нарезание резьбы, изготовление, растачивание и сверление. Сейчас компания принимает резюме на квалифицированных машинистов. Фирма предлагает конкурентоспособную заработную плату, сверхурочную работу, медицинское обслуживание, оплачиваемый отпуск, размер компании 401 тыс. И ежеквартальное распределение прибыли. Квалифицированные кандидаты должны иметь как минимум 3-летний опыт работы с ЧПУ или ручными горизонтальными или вертикально-расточными станками. Вы можете отправить свое резюме в электронном виде по адресу [email protected] или по факсу 216-631-2837.
Оборудование, используемое для обработки и изготовления крупногабаритных деталей и заготовок
Опубликовано 27 сентября 2018 г.
Участники выставки «Металлообработка» на IMTS 2018 продемонстрировали оборудование, используемое для производства крупногабаритных деталей. Компания Okuma America Corp. представила участникам конгресса свой новый мощный токарный станок с ЧПУ с двумя опорами LU7000EX. Этот токарный станок используется в механических цехах для обработки крупногабаритных деталей. Он оснащен револьверной головкой с болтовым креплением и длинной расточной оправкой. Токарный станок имеет широкий спектр спецификаций двигателей шпинделя, что позволяет легко обрабатывать большие детали и большие заготовки.32-я выставка IMTS (International Manufacturing Technology Show) стала крупнейшей выставкой за всю историю. На выставку зарегистрировалось более 120 тысяч посетителей. IMTS 2018 проходил с 10 по 15 сентября 2018 года в McCormick Place в Чикаго.
Небольшой рост цеха по производству инструментов и штампов в Огайо связан с частными инвестициями / акционерным капиталом и акцентом на обработку крупных деталей
Опубликовано 30 августа 2018 г.
Coldwater Machine была основана в 1954 году как цех по производству инструментов и штампов. Теперь компания, занимающаяся прецизионной обработкой, предлагает инженерные решения.Они производят и интегрируют автоматизацию сборки и специальные машины. Также специализируются на обработке крупных деталей. В 2001 году компания Coldwater Machine была куплена частной инвестиционной фирмой JMAC, расположенной в Колумбусе, штат Огайо. Компания Coldwater недавно расширила свои производственные площади до 132 500 квадратных футов, предоставив дополнительную площадь для установки координатно-расточного станка Mitsui Seiki J6CNC и других станков. В 2010 году группа прямых инвестиций North River Capital из Индианы приобрела контрольный пакет акций компании Coldwater Machine.CMM объясняет свой рост тем, что больше внимания уделяется обработке крупных деталей. Coldwater может изготовить на заказ крупные металлические компоненты в соответствии со спецификациями заказчика или привлечь свою команду инженеров, которые являются экспертами в разработке решений для сложных приложений крепления деталей, чтобы помочь в проектировании. Служба прецизионной обработки крупных деталей компании Coldwater Machine может производить крупные детали с жесткими требованиями к допускам, такие как большие приспособления, приспособления, подъемные устройства и подъемно-транспортное оборудование. Фирма недавно открыла новый инженерный комплекс площадью 2300 квадратных футов в Дейтоне, штат Огайо.Самый большой и старейший станок CMC — расточный станок Wotan 1968 года выпуска, который имеет ход по оси X 260 дюймов (6 604 мм) и ход по оси Y 91 дюйм (2311 мм). В 2017 году компания Coldwater Machine Company построила линию лазерной сварки компонентов трансмиссии и производства дифференциалов и зубчатых колес.
Компания, удостоенная награды, специализируется на производстве изделий с высокой точностью обработки
Опубликовано 28 августа 2018 г.Эта награда вручается региональному бизнесу, который продемонстрировал поддержку Pioneer и его программ, студентов и выпускников. Covert Manufacturing находится в Галионе, штат Огайо. У них есть два объекта. Подразделение механической обработки расположено на территории площадью 295 000 квадратных футов. Компания, принадлежащая женщине, также имеет вторичное производственное предприятие площадью почти 37 000 квадратных футов. Covert Manufacturing — это производственная обрабатывающая компания с оборотом 50 миллионов долларов в год, которая пережила значительный рост. Covert Manufacturing инвестирует в современные токарные станки с ЧПУ, обрабатывающие и инструментальные технологии.Их разнообразные станки с ЧПУ и надежные токарные станки используются для обработки больших деталей и токарной обработки крупных деталей. Некоторые из их токарных станков имеют сдвоенные шпиндели и сдвоенные револьверные головки следующих диаметров и длин: диаметр поворота 20 дюймов x длина 40 дюймов, диаметр поворота 12 дюймов x длина 30 дюймов и диаметр поворота 23 дюйма x длина 35 дюймов. Компания приобрела свои первые машины Makino в 1970-х годах. Makino специализируется на производстве станков, таких как 4- и 5-осевые горизонтальные обрабатывающие центры, графитовые обрабатывающие центры и вертикальные обрабатывающие центры.Компания, основанная в 1967 году, обеспечивает высококачественную обработку на более чем 10 вертикальных обрабатывающих центрах с рабочей зоной 42 x 27 x 27 дюймов и возможностью вращения по осям. Компания, в которой работает более 350 сотрудников, использует более 50 горизонтальных обрабатывающих центров для ремонта и производства крупных деталей и крупных компонентов, включая сдвоенные 24-дюймовые столы и роботизированные ячейки.
Aeromet Industries является лидером отрасли в производстве и ремонте барабанов моталки, барабанов разматывателя и барабанов с оправкой
Опубликовано 27 августа 2018 г.
Aeromet Industries, Inc.была основана в арендованном гараже в Лансинге, штат Иллинойс, в 1971 году. Эти «специалисты по оправкам и барабанам» — это компания, которая занимается проектированием, изготовлением и ремонтом оправок. Крупная компания по механической обработке деталей в настоящее время использует предприятие площадью 25 000 квадратных футов в Гриффите, штат Индиана. В механическом цехе используются современные горизонтальные и вертикальные станки, а также большой токарный станок с поворотным механизмом для обработки пластика, нержавеющей стали, титана, сплавов, алюминия и стали длиной до 394 дюймов, шириной 138 дюймов и высотой 84 дюйма. Их токарное оборудование большого диаметра позволяет обрабатывать детали длиной до 433 дюймов и диаметром 72 дюйма.Машинисты Aeromet используют возможности 3-х осевой обработки с ЧПУ с 3- и 4-кулачковым зажимным патроном. Их механический цех может обрабатывать тяжелые детали и компоненты до 50 тонн. Компания зарегистрирована ISO 9001: 2000. Компания специализируется на обработке больших деталей с ЧПУ. Они являются экспертами в строительстве и ремонте барабанов намотчика, барабанов разматывателя и барабанов с оправкой.
Рабочие магазины сталкиваются с проблемами, которые требуют решений, значительно отличающихся от их более крупных производственных аналогов
Опубликовано Industry Today 30 января 2018 г.
Автор: Dr.Рональд Л. Холлис, президент и генеральный директор MFG.com
Опубликовано 24 августа 2018 г.
2018 предлагает множество уникальных возможностей и проблем для малых и средних производителей (SMM) в США.
После многих лет перевода нашей производственной базы в офшор мы теперь стоим перед выбором, чтобы возродить и оживить эту базу. Быстро развивающаяся экономика и благоприятное для бизнеса законодательство создали атмосферу оптимизма и позволили по-новому взглянуть на то, как получить прибыль для развития бизнеса, освоения новых технологий и выхода на новые рынки.
Но где же эти возможности? То, что лучше всего подходит для крупного производственного предприятия с 60 обрабатывающими центрами, не применимо и не должно применяться к небольшому цеху из 7 человек с 3 станками. Доходы и ресурсы требуют масштабного творческого подхода.
На MFG.com мы ежедневно работаем с сотнями SMM, которые борются за новую работу и клиентов. Возможности, которые определяют успешные SMM, поразительны, и это тенденции, которые мы видим, которые могут дать им устойчивое, масштабируемое и более конкурентное преимущество в 2018 году.
Пробел в навыках
Поиск квалифицированных производственных талантов в 2018 году — это рынок продавца — за него отвечает квалифицированный производственный работник. SMM сталкиваются с полной силой конкуренции за таланты, часто им не хватает гибкости, чтобы предложить преимущества или льготы более крупных производителей. SMM могут рассчитывать на партнерство с местными общественными колледжами или старшими школами, чтобы помочь воспитать одаренных от природы и направить их в свой бизнес. Создание культуры, привлекающей и удерживающей новые таланты, приобретает все большее значение, особенно среди молодых миллениалов, которые стремятся к большему от своей работы, чем просто к зарплате.В 2018 году обучение и квалификация станут привлекательными стимулами.
Технологии аддитивного производства
Хотя большинство приложений аддитивного производства (AM) были экспериментальными или для создания прототипов за последние два десятилетия, эта тенденция быстро меняется. Согласно недавно опубликованному отчету Modern Machine Shop 2018 Top Shops, 37% наиболее активных SMM в США используют AM в своих магазинах (рост на 19%). Но из них 74% используют AM для «3D-печати инструментов или приспособлений для собственного использования в цехах».«Хотя услуги по созданию прототипов могут открыть новый поток доходов для SMM, самая большая ценность может заключаться в экономии времени и денег в других творческих приложениях. Стоимость AM-технологий значительно снизилась и вполне доступна для серьезного производителя.
Автоматизация
Для SMM автоматизация — средство достижения цели. Слишком часто предложения или технологии представляются с учетом более крупных производителей, которые просто игнорируют ограничения небольших магазинов. К счастью, на текущем рынке доступность и доступность инструментов автоматизации преобладают.Существуют дополнительные и доступные варианты автоматизации, которые могут существенно повлиять на эффективность небольшого производителя и его восприятие потенциальными клиентами, включая хранение и транспортировку, подбор и размещение, смену инструмента и другие многозадачные операции. У SMM есть множество ресурсов, из которых можно выбрать совет и помощь с решениями по автоматизации для одного станка: поставщики инструментов, поставщики оборудования (нового или бывшего в употреблении), а также те, кто ремонтирует станки или системы ЧПУ. Интеллектуальная автоматизация может облегчить рабочую нагрузку и компенсировать нехватку навыков.
Процессы, процессы, процессы
Измерение эффективности становится все более важным требованием для SMM, которые хотят развивать свой бизнес в 2018 году. С улучшением экономики многие покупатели пересматривают свои позиции в отношении офшоринга в последнее десятилетие. Но хотя они открыты для более близких поставщиков, их требования к производительности и отчетности не изменились. Данные больше не роскошь — они обязательны. SMM должны принять эту реальность и стремиться собрать и предоставить клиентам больше данных о времени цикла, обслуживании и доставке.Лучше всего начать с ЧПУ. Многие SMM упускают из виду возможности ЧПУ при записи данных и сосредотачиваются исключительно на изготовлении детали. SMM, которые начнут предоставлять больше данных, больше свидетельств улучшений и лучшее управление своими процессами обработки, найдут более восприимчивых потенциальных клиентов и долгосрочных клиентов. Наряду с данными бизнес должен иметь последовательные, проверенные и задокументированные процедуры, чтобы гарантировать, что каждый проект выполняется оптимальным образом для согласованности и эффективности.
Услуги
Процессы и данные — это часть больших возможностей для SMM. Прошли те времена, когда мы доставляли запчасти в одиночку. Продажа — это не конец процесса — это начало возможности отличить один бизнес от другого. На MFG.com самые распространенные 2 жалобы от покупателей — это (1) отсутствие связи с поставщиками после продажи и (2) невыполнение обязательств по предоставлению услуг — доставка, бухгалтерский учет, незавершенные заказы и отсутствие контроля качества. В то время как допуски, геометрия и материалы всегда будут равносильны предприятиям по механической обработке и производителям комплектного оборудования, лояльность в сфере услуг укрепляется.Программные приложения для планирования ресурсов предприятия (ERP), которые включают в себя финансы, доставку, рабочий процесс, планирование технического обслуживания и управление доставкой, могут улучшить обслуживание SMM. Преимущества заблаговременного мониторинга сбоев, повышения эффективности и повышения качества данных, предоставляемых клиенту после доставки, являются простыми отличительными чертами для производителя и одной из самых эффективных стратегий удержания клиента. Короче говоря, эти улучшения могут позволить SMM предлагать множество услуг, таких как более крупные производители, при сохранении прибыльности и концентрации.
2018 увидит больше технологий, доступных SMM для «подключаемых модулей» и взаимодействия со своими клиентами, для тех производителей, которые готовы потратить время на оценку этих возможностей и их применение с учетом интересов своих клиентов. По мере того, как эти технологии будут приняты и развернуты более крупными производителями, они установят «норму» для своих клиентов, которая заставит SMM адаптироваться и адаптироваться, чтобы конкурировать в будущем.
Крупногабаритные станочные цеха используют большое обрабатывающее оборудование для ремонта или производства действительно больших деталей
Опубликовано 23.08.18
Такие компании, как Kiefer Tool and Mold, используют специализированное оборудование для обработки и изготовления крупных / тяжелых деталей, деталей и производства / компоненты промышленного оборудования.Ниже перечислены основные категории оборудования для обработки крупных деталей, используемого компаниями в США для ремонта или производства действительно крупных изделий.
- Гибкий механический цех с большими квадратными ногами и высоким потолком
- Специализированное оборудование для перемещения крупногабаритных деталей и заготовок, включая вилочные погрузчики, подъемники, мостовые краны и такелажное оборудование
- Большие горизонтальные и вертикальные фрезерные центры и станки
- Большие горизонтальные и вертикальные расточные станки, включая большие сверлильные станки
- Большие вертикальные токарные станки, токарные станки, центры и станки
- Мостовые фрезы и строгальные станки
- Станки протяжно-протяжные и формовочные для ключей
- Шлифовальное оборудование большой площади
- Станки с ЧПУ, такие как обрабатывающие центры
- Различные режущие инструменты из карбида и быстрорежущей стали, такие как концевые фрезы, торцевые фрезы и инструменты для нарезания канавок
- Контрольно-измерительное оборудование
- Сварочное оборудование
- Оборудование для компоновки и позиционирования
- Системы контроля температуры на производственном предприятии
- Смазочные материалы и жидкости для металлообработки
Читать статью полностью>
Проекты и изображения по обработке крупных деталей
Опубликовано 21.08.18
Kiefer Tool специализируется на обработке крупных деталей и компонентов.Просмотр изображений обработки крупных деталей. Kiefer Tool — это крупный механический цех. На протяжении многих лет компания Kiefer Tool & Mold обрабатывала, производила и собирала всевозможные компоненты, изделия и машины для различных отраслей промышленности. Kiefer Tool обладает опытом и знаниями в области производства, ремонта и восстановления всех видов промышленного оборудования по всей стране. На предприятии имеется большая рабочая зона для обработки, изготовления и сборки широкого спектра промышленного оборудования.В этой галерее представлены некоторые машины и отрасли, над которыми мы работали за 50 с лишним лет нашей деятельности. Подробнее>
Перемещение больших и сложных деталей для специализированного оборудования
Опубликовано Cutting Tool Engineering 01.05.16
Написано Christopher Tate
Опубликовано здесь 21.08.18
Выдержка: Краны обеспечивают необходимую грузоподъемность и гибкость для подъема и перемещать материал по фабрике. Во многих случаях кран — единственный инструмент, который может выполнять тяжелые задачи.Консольные краны — это простые машины, которые имеют L-образную конструкцию с мачтой, которая поддерживает одну стрелу, называемую стрелой. Тележка и лебедка устанавливаются на стрелу и двигаются относительно мачты. Козловые краны относятся к другому типу и имеют U-образную конструкцию, в которой две стойки поддерживают балку, и вся конструкция может перемещаться вперед и назад. Тележка и подъемник перемещаются по области между опорами, позволяя размещать груз в любом месте внутри зоны между опорными стойками. Козловые краны могут покрывать большие площади, чем консольные краны, и более экономичны, чем мостовые краны, что делает их идеальными для определенных участков в цехе, где мостовые краны недоступны.Мостовые краны, также называемые мостовыми кранами, крепятся к опорной стали здания и располагаются рядом с крышей. Мостовые краны, как следует из названия, «мост» или пролет всего здания. Противоположные стены поддерживают рельсы, несущие конструкции моста, с тележкой и подъемником, движущимися по рельсам на мосту. Оборудование, необходимое для прикрепления груза к крану, называемое такелажем, столь же разнообразно, как и нагрузки. Подъемы тяжелых кранов и сборка крупных компонентов — опасная работа, в которой под угрозой находятся жизни людей и миллионы долларов.Подробнее>
Горизонтальные обрабатывающие центры являются неотъемлемой частью обработки крупных деталей
15.08.18
Горизонтальная обработка (фрезерование) происходит на горизонтальном обрабатывающем центре (HMC). Эти большие машины для тяжелых условий эксплуатации могут использоваться для обработки компонентов самолетов и других крупных деталей и заготовок. Горизонтальные обрабатывающие центры Mazak различаются по размеру и мощности. В то время как большинство цехов производят более короткие аэрокосмические детали на пятиосевых станках или более крупные детали на портальном оборудовании, Fort Walton Machining заняла свою нишу где-то посередине благодаря передовой системе профилирования от Mazak.Они разработаны с учетом качества, надежности, простоты эксплуатации и безопасности. Когда крупному механическому цеху требуется продуктивная обработка больших и сложных деталей, таких как блоки цилиндров или большие детали из черных металлов, они часто используют горизонтальные обрабатывающие центры. Горизонтальная обработка основана на использовании вращающихся фрез для удаления металла с заготовки. Горизонтальные обрабатывающие центры обрабатывают смесь разнообразных, все более сложных призматических деталей. Посетители IMTS 2018 увидят очень большие станки, такие как мостовые мельницы, вертикальные станки, горизонтальные обрабатывающие центры и портальные станки.Международная выставка производственных технологий (IMTS 2018) проходит с 10 по 15 сентября 2018 года в McCormick Place в Чикаго, штат Иллинойс. Выставка является ведущей выставкой производственных технологий в Северной Америке. Для ремонта и изготовления крупных деталей требуются большие машины. Компания Kiefer Tool and Mold из Кливленда, штат Огайо, специализируется на горизонтальном растачивании и фрезеровании больших деталей. Kiefer Tool отлично справляется с обработкой очень крупных деталей, необходимых для инженерных работ, нефтегазовых проектов, энергетических систем, аэрокосмической промышленности, строительства и других подобных приложений.TMX Workholding Solutions недавно поставила этот 71-дюймовый кованый стальной патрон весом 8000 фунтов для клиента нефтегазовой отрасли в Луизиане. R&W Machine — ведущий поставщик услуг по обработке крупных деталей из Чикаго для тысяч приложений в десятках отраслей. Фирма обрабатывает большие и сложные детали, такие как коробки передач, корпуса подшипников, железнодорожные оси и компоненты трансмиссии.
Тенденции в поиске поставщиков услуг по обработке крупных деталей
Опубликовано 13.08.18
Инженеры, специалисты по закупкам, покупатели и агенты по закупкам у OEM-производителей (производителей оригинального оборудования) и других производственных компаний используют поисковые системы и другие онлайн-платформы, такие как ThomasNet, для поиска услуг по обработке крупных деталей, крупной обработки с ЧПУ, прецизионной обработки и услуг токарной обработки большого диаметра.ThomasNet (ранее «Регистр американских производителей Томаса») используется для поиска поставщиков, партнеров по поставкам станков и цехов крупногабаритных станков, которые могут ремонтировать или производить крупные и тяжелые металлические детали, стальные компоненты и промышленное оборудование. В связи с улучшением ситуации в производственном секторе, в таких сервисах, как ThomasNet, наблюдается рост числа людей, пытающихся найти поставщиков и услуг для обработки крупных деталей и станков с ЧПУ. В связи с бумом производства в США спрос на услуги по механической обработке резко вырос.За последний год по июль 2018 года в обрабатывающей промышленности США появилось 327000 рабочих мест, больше, чем за любой 12-месячный период с апреля 1995 года, когда эта цифра прибавила 345000 рабочих мест. По мере того, как экономика накаляется, компаниям-производителям становится все труднее найти компанию, которая может производить точную, быструю и доступную обработку больших деталей. Четыре ключевых фактора при выборе подходящего партнера по поставке крупногабаритных деталей включают стоимость, возможности, опыт и качество. Если ваша компания пытается найти крупный механический цех, чтобы запросить расценки на услуги по обработке крупных деталей и токарной обработке большого диаметра, рассмотрите возможность обращения в Kiefer Tool and Mold из Кливленда, Огайо или в Precise Tool & MFG.Рочестера, штат Нью-Йорк.
Обеспокоенность по поводу укомплектования персоналом компаний по обработке крупных деталей
Поскольку бэби-бумеры продолжают выходить на пенсию в ошеломляющем количестве, а экономика обрабатывающей промышленности США процветает благодаря 25-процентному тарифу Дональда Трампа на импорт стали и снижению корпоративного налога, крупные механические мастерские, такие как Kiefer Tool and Mold, K&M Machine Fabricating, Edgar Industries and Standard Перед Machine of Cleveland стоит задача нанять достаточно квалифицированных механиков, механиков и / или станков с ЧПУ, слесарей, механиков по обслуживанию, сварщиков или других рабочих, которые обладают квалифицированной профессией или участвуют в программе обучения квалифицированным профессиям.Такие компании, как Silfex, которые производят компоненты для полупроводниковой, оптической и солнечной промышленности, пытаются нанять квалифицированных станков с ЧПУ и 5-осевых станков для создания современных кремниевых компонентов, используемых для создания высокотехнологичных устройств. Некоторые компании настолько обеспокоены нехваткой сварщиков и машинистов, что прибегают к творческим методам поиска сварщиков и машинистов. Одна группа производителей в Висконсине спонсировала соревнование по сварке в средней школе. Том Симеоне из Manor Tool and Mfg.Co. в Чикаго, заявила, что существует значительный дисбаланс между объемом работ, выполняемым во время этого производственного бума, и наличием квалифицированной рабочей силы для завершения работы. Согласно Manpower Group, самый сложный сегмент рабочей силы для работодателей по отношению к персоналу — это квалифицированные специалисты, сварщики, электрики, машинисты и другие, преобладающие в производстве и строительстве. Заводы в Канаде отчаянно нуждаются в сварщиках, изготовителях инструментов и штампов, слесарей и слесарей, и с каждым годом ситуация становится все хуже.
Поиск услуг по обработке крупных деталей на ThomasNet
Все больше и больше производственных компаний используют Интернет для поиска машинных мастерских, у которых есть мощности и возможности для ремонта или изготовления крупных деталей. ThomasNet — один из самых популярных веб-сайтов для поиска компаний и услуг по обработке крупных деталей. Онлайновая база данных крупных обрабатывающих компаний публикуется и поддерживается Thomas Industrial Network, одним из пяти бизнес-единиц Томаса.Журнал Modern Machine Shop определяет обработку крупных деталей / обработку крупных деталей как задачу обработки любой детали, которая является слишком тяжелой или громоздкой для одного человека, чтобы быстро переместить деталь в другое место, или слишком большой, чтобы поместиться в рабочей зоне. наиболее распространенные станки с ЧПУ.
Точная, быстрая и доступная обработка крупных деталей вашей компании
08.02.18
Kiefer Tool and Mold обрабатывает крупные детали точно, быстро и по доступной цене.Прецизионная обработка в Kiefer Tool включает изготовление компонента, который точно соответствует точным чертежам, предоставленным нашими клиентами. Внимание фирмы к деталям является образцовым. Kiefer Tool обладает опытом и оборудованием, позволяющим выдерживать жесткие допуски при обработке очень крупных деталей и компонентов. Обработка крупных деталей может быть выполнена в течение 24 часов в зависимости от объема работ. Опыт инженеров и машинистов позволяет им эффективно выполнять работу заказчика в кратчайшие сроки.Kiefer Tool стремится удерживать цены на обработку крупных деталей в пределах бюджета своего клиента. Если вашей компании требуется точная, немедленная и недорогая обработка крупной детали или компонента, обратитесь в Kiefer Tool.
Компактный пятиосевой станок для резки крупных деталей
18.07.18
Два станка XXL от DMG MORI, портал DMU 200 и портал DMU 340, предназначены для обработки крупных деталей. По заявлению компании, обе модели предлагают пятиосевую одновременную обработку и сочетают в себе большую рабочую зону с небольшой занимаемой площадью.
Двухседельный токарный центр для большой энергетики, аэрокосмических деталей
07.10.18
Двухседельный токарный станок с ЧПУ Multus U5000 от Okuma America обрабатывает крупные детали для энергетической и аэрокосмической промышленности. Говорят, что этот станок представляет собой прочную платформу для обработки больших, ресурсоемких деталей.
Обработка деталей для крупнейшей в мире цифровой камеры
10.07.18
В июльском выпуске журнала Modern Machine Shop рассказывается об общей картине. Настолько большой, что в нем подробно рассказывается, как один цех приобрел опыт в области механической обработки, необходимый для производства деталей для самой большой в мире цифровой камеры, которая будет установлена внутри Большого синоптического обзорного телескопа в Чили.Одна история даже затрагивает вопросы, которые возникли у цеха, когда он рассматривал возможность перехода с вертикальных обрабатывающих центров на горизонтальные обрабатывающие центры.
Ansco добивается успеха в производстве комплектных компонентов
18.07.18
Ansco вложила значительные средства в широкий спектр оборудования, от токарных центров до горизонтальных обрабатывающих центров, в широком диапазоне размеров, подходящих практически для любого применения. Стерлинг основал Ansco в 1991 году со своими сыновьями Джеффом, Джоном и Дэйвом. Его зять, Том Кук, является финансовым менеджером.Ansco — это контрактный механический цех с полным спектром услуг, специализирующийся на фрезеровании и токарной обработке диаметров до 63 дюймов. Ansco инвестировала в целую линейку горизонтальных обрабатывающих центров разного размера: от двух Makino a51, способных обрабатывать детали размером до 24,8 на 35,4 дюйма, до a92, который может обрабатывать детали размером до 59 на 59 дюймов. Ansco приобрела пять HMC Makino — два A51, один A81, один A82 и один A92, что позволило компании предлагать и поставлять детали любого размера. Благодаря размерам поддонов от 15,7 до почти 40 дюймов и способности работать с инструментами самых разных размеров, Makinos позволяет Ansco подобрать подходящую машину для соответствующей работы без чрезмерных вложений в капитальное оборудование.
Вертикальное растачивание и токарная обработка большого диаметра в Кливленде, штат Огайо
07.10.18
Kiefer Tool, из Кливленда, предоставляет услуги по вертикальному растачиванию и токарной обработке большого диаметра, включая растачивание деталей большого диаметра, растачивание гидравлических цилиндров, точение нестандартной резьбы и нарезание канавок.
Токарная обработка крупных деталей в Кайахога-Фолс, штат Огайо
10.07.19
Компания Ansco Machine Company, основанная Майком Стерлингом в 1991 году, расположена в Кайахога-Фолс, штат Огайо. У них есть машины, которые обрабатывают все, от мелких компонентов до самых крупных.Это машинный цех с полным спектром услуг, специализирующийся на токарной обработке крупных деталей и 5-осевом фрезеровании с ЧПУ. Фирма имеет возможность обрабатывать длинные детали и валы длиной до 112 дюймов.
Запросите услуги по обработке и токарной обработке крупных деталей и предложение
07.05.18
Kiefer Tool & Mold Inc. — крупный механический цех, расположенный в Кливленде, штат Огайо, который специализируется на обработке крупных деталей и токарных услугах большого диаметра. Kiefer Tool специализируется на обработке компонентов, деталей и оборудования, изготовленных из легированных сталей, алюминия и бронзы.Чтобы ознакомиться с обзором наших услуг по обработке крупных деталей, нажмите здесь. Для получения информации о наших услугах по токарной обработке большого диаметра и вертикальному растачиванию большого диаметра щелкните здесь.
Крупные станочные цеха в Огайо, Индиана, Мичиган, Нью-Йорк и Пенсильвания
28.06.18
Крупные станочные цеха в Огайо, Индиане, Мичигане, Нью-Йорке и Пенсильвании предоставляют клиентам разнообразные услуги по прецизионной обработке деталей. производственных секторов. Широкомасштабные услуги по сварке и изготовлению также предоставляются мастерскими, которые могут обрабатывать большие проекты и большие заготовки.Станки с ЧПУ большой мощности часто используются для управления работой и перемещением токарных, отрезных и расточных станков. Три основных процесса обработки, применяемые в крупнотоннажных станках, подразделяются на фрезерование, растачивание (сверление) и токарную обработку.
Рекомендуемые машинные цеха большой мощности в Огайо, Индиана, Мичиган, Нью-Йорк и Пенсильвания
Машинные цеха большой мощности с вертикальными и горизонтальными машинами большой мощности в Огайо, Индиане, Мичигане, Нью-Йорке и Пенсильвании включают следующие предприятия.Некоторые из перечисленных ниже фирм также проектируют и проектируют крупные промышленные детали.
- Kiefer Tool and Mold, Inc. в Кливленде, Огайо
- Standard Machine, Inc. В Кливленде, Огайо
- Оборудование для производства напитков и производители в Кливленде, Огайо
- Ellwood Ohio Machine (компания группы Ellwood) в Кливленде, Огайо
- K&M Machine-Fabricating, Inc., Кассополис, Мичиган
- Lincoln Park Boring Co. в Ромулусе, штат Мичиган,
- Edgar Industries в Нью-Кенсингтоне, Пенсильвания
- Alliance Innovative, Лакаванна, Нью-Йорк,
- Lamm’s Machine, Inc.в Аллентауне, Пенсильвания
- High Tech Mold & Machine, Inc., Юнионтаун, Огайо
- Dynamic Industries Inc., Цинциннати, Огайо
Ведущие производители гидроцилиндров по индивидуальному заказу в США в 2018 году
05.10.18
В 2018 году ведущими производителями гидроцилиндров по индивидуальному заказу в США являются Kiefer Tool and Mold, Parker Hannifin, Eaton, Texas Hydraulics, West Craft Производство, Bailey Hydraulics, Hanna Cylinders, цилиндры и клапаны, Energy Manufacturing Company, Перекрестное производство, Пользовательские цилиндры, Ligon Hydraulic Cylinder Group, JARP Industries, Prince Manufacturing, R&J Cylinder and Machine, Columbus Hydraulics, Южный гидравлический цилиндр, Peninsular Cylinder Company , HSI Corporation и Rosenboom.Ожидается, что к 2025 году рынок гидроцилиндров достигнет 16,4 млрд долларов при среднегодовом темпе роста 6%. Kiefer Tool & Mold — производитель изготовленных по индивидуальному заказу промышленных гидравлических и пневматических / пневматических цилиндров, используемых в строительном оборудовании, горнодобывающем оборудовании, сельском хозяйстве, лесном хозяйстве и лесозаготовке, обработке материалов, переработке и переработке отходов, нефти и газе, борьбе со снегом и льдом, подъемных кранах и стрелах. грузовики, самолеты и авиалинии, оборудование для перевозки автомобилей, бетон и асфальт, производственное оборудование, военный транспорт, укладка труб, гидравлические прессы, аттракционы, пищевая промышленность, оборудование и гражданское строительство.Kiefer Tool также ремонтирует большие гидроцилиндры. Помимо обработки нестандартных цилиндров, Kiefer Tool также предоставляет услуги по ремонту, восстановлению, ремонту, восстановлению или модернизации существующего цилиндра. К типам цилиндров, производимых или обслуживаемых Kiefer Tool, относятся следующие;
- стандартные цилиндры
- цилиндры одинарного (плунжерные) и двустороннего действия,
- цилиндры рулевые
- цилиндры сварные / резьбовые (цилиндры с болтовой головкой)
- телескопические / многоступенчатые цилиндры
- цилиндры верхней тяги
- цилиндры погрузчика
- боковые цилиндры
- дополнительных цилиндров
- цилиндры для строительных работ
- цилиндры дифференциала
- цилиндры определения положения
2018-2025 Глобальный отчет об исследовании рынка гидравлических цилиндров одинарного действия на 2018 год
26.04.18
В этом отчете изучается состояние и прогноз мирового рынка гидравлических цилиндров одинарного действия, классифицируется размер мирового рынка гидравлических цилиндров одинарного действия (стоимость и объем ) по производителям, типу, применению и региону.Этот отчет посвящен ведущим производителям в Северной Америке, Европе, Японии, Китае и других регионах (Индия, Юго-Восточная Азия, Центральная и Южная Америка, Ближний Восток и Африка). Kiefer Tool & Mold — производитель промышленных гидравлических и пневматических / пневматических цилиндров на заказ, используемых в строительном оборудовании, производственном оборудовании и гражданском строительстве.
Глобальный отчет об анализе рынка гидравлических цилиндров 2018 — Прецизионные гидравлические цилиндры, Parker-Hannifin, металлопродукция и производство энергииИсследование помогает проанализировать изменения в динамике рынка жидкостных цилиндров, объем регионального рынка, технологические инновации и бизнес-возможности жидкостных цилиндров в ближайшие годы. Отчет предлагает ключевые идеи для понимания рынка гидравлических цилиндров и удовлетворения ваших потребностей в содержании отчета. Он сегментирован по участникам рынка, драйверам и фиксаторам, анализу доли рынка жидкостных цилиндров с указанием типов продуктов и приложений, выручки и валовой прибыли по регионам. Во-первых, в отчете представлен базовый обзор рынка жидкостных цилиндров, включая определение, классификацию продуктов, области применения и историю темпов роста рынка жидкостных цилиндров с 2013 по 2017 год.Доля рынка жидкостных цилиндров, основанная на охвате продукции, включает (цилиндры двойного действия и цилиндры одностороннего действия), а области применения, рассматриваемые в исследовании рынка жидкостных цилиндров, включают (нефть и газ, горнодобывающая промышленность, аэрокосмическая и оборонная промышленность и автомобилестроение). Следующая часть, основанная на анализе отраслевой цепочки рынка жидкостных цилиндров, охватывает поставщиков сырья и анализ цен, процесс производства продукции и структуру затрат, производство, потребление, развивающиеся страны, новости индустрии жидкостных цилиндров и политику по регионам.Ведущие компании и инвесторы на мировом рынке гидравлических цилиндров включают KYB, Eaton, Wipro Infrastructure Engineering, гидравлический цилиндр Jiangsu Hengli, прецизионные гидравлические цилиндры, Dongyang Mechatronics, Caterpillar, Parker-Hannifin, Bosch Rexroth, Metal Products, Weber-Hydraulik, Energy Manufacturing и Pacoma.
Гидравлический цилиндр Перспективы
26.04.18
Увеличение использования электрогидравлических цилиндров станет основной тенденцией, которая будет набирать обороты в течение следующих четырех лет.Гидравлические цилиндры в сочетании с электроникой устранят необходимость в отдельных гидравлических насосах и трубопроводах, а также обеспечат повышенную точность, улучшенную функциональность и улучшенную простоту использования и контроля.
Приобретены прецизионные гидравлические цилиндры из Уилмингтона за 85 миллионов долларов
26.04.18
Компания из Карфагена, штат Миссури, приобрела Precision Hydraulic Cylinders, глобального производителя инженерных гидроцилиндров со штаб-квартирой в Уилмингтоне, за 85 миллионов долларов. Leggett & Platt Inc.приобрела Precision Hydraulic Cylinders (PHC) 31 января, согласно официальным данным Leggett & Platt Inc. Сьюзан Маккой, вице-президент по связям с инвесторами компании из Миссури, заявила в четверг, что официальные лица фирмы не планируют менять местоположение штаб-квартиры PHC. или операции в Северной Каролине. Согласно веб-сайту компании, PHC специализируется на поставках гидроцилиндров многим мировым производителям оригинального оборудования на рынках мобильного оборудования. Маккой сказал, что у PHC есть корпоративные и административные офисы в Уилмингтоне.
Texas Hydraulics с полиэтиленовым покрытием приобретает Oilgear
26.04.18
Texas Hydraulics, портфельная компания Wynnchurch Capital LLC, приобрела The Oilgear Company, поставщика высокотехнологичных гидравлических насосов, клапанов и др. системы и послепродажное обслуживание для тяжелых условий эксплуатации. Финансовые условия не разглашаются. Компания Texas Hydraulics, основанная в 1968 году, со штаб-квартирой в Темпле, штат Техас, является ведущим производителем высокотехнологичных и специально разработанных гидроцилиндров, вертлюгов и сопутствующих компонентов.Компания известна как ведущий поставщик интерфейсных дизайнерских решений для самых сложных приложений. Texas Hydraulics использует свой технический опыт, связанный с интеграцией клапанов, технологией определения положения, производством цилиндров с большим диаметром и большим ходом, чтобы предложить своим клиентам дифференцированное ценностное предложение. Компания имеет давние отношения с первоклассными OEM-заказчиками на различных конечных рынках, включая инфраструктуру, коммунальные услуги, природные ресурсы и транспорт.
Комплексная обработка крупных деталей в аэрокосмической отрасли
26.04.18
Machine Specialties Inc. требовалось производить крупные детали с постоянно возрастающей степенью сложности. M120 Millturn от WFL позволяет цеху обрабатывать крупные детали всего за один зажим. Machine Specialties, Inc., или MSI, производит прецизионные детали с 1969 года. Они являются ведущими специалистами по контрактной обработке и отделке металлов, которые разрабатывают и производят сложные и экономичные решения.
Большие, тяжелые, неудобные детали тоже требуют крепления
26.04.18
Информация по обработке больших деталей с https://advancedmanufacturing.org. Advanced Manufacturing Media — ведущий источник новостей и подробной технической информации о передовом производстве в Северной Америке. Услуги крупнотоннажного цеха Kiefer Tool включают в себя обработку крупных деталей, высокоточную обработку, токарную обработку большого диаметра и обработку с ЧПУ.
Преодолейте задачу по производству крупногабаритных деталей
26.04.18
Производители крупногабаритных деталей наверняка знают, с какими проблемами сталкивается этот тип работ.Детали тяжелые, громоздкие и требуют жестких допусков на обработку. Инструменты, используемые для их обработки, могут быть значительными. Настройка занимает больше времени из-за всего, что связано с работой с большими деталями и большими инструментами. И обработка становится еще более сложной, когда детали требуют нескольких операций, таких как фрезерование, сверление и растачивание, — все из которых обычно связаны с большими досягаемостями.
Рынок гидроцилиндров и приводов в США — анализ и прогноз до 2025 г.S. Производство гидроцилиндров и приводов, оставляя значительный простор для гидроцилиндров и приводов неаэрокосмического типа, линейных и поворотных (38%).
Типы машинных цехов
9 ноября 2017 г.
Механические мастерские могут быть малыми предприятиями и часто называются «мастерскими по найму». Некоторые производственные компании владеют собственными механическими цехами, и им не нужно заключать контракты с отдельными механическими цехами, такими как Kiefer Tool и Die.
Типы машинных цехов
- Малые машинные мастерские или мастерские
- Станочные цеха с ЧПУ
- Цехи по производству крупногабаритных изделий
- Собственные машинные цеха производственных компаний
- Машиностроительные заводы
- Учебные мастерские при школах и колледжах
В средних школах и инженерных колледжах есть механические мастерские, где студенты-инженеры используют инструменты с механическим приводом и станки для изготовления, отделки или ремонта деталей машин или производственного оборудования.Kiefer Tool and Die часто ремонтирует машины, используемые производственными компаниями в Огайо, Мичигане и Пенсильвании. Автомеханический цех специализируется на ремонте, восстановлении и восстановлении двигателей для легковых и грузовых автомобилей. В настоящее время автомобильные механические мастерские используют передовые технологии обработки для производства автомобильных запчастей или ремонта транспортных средств. Услуги автомастерских включают шлифование, изготовление шестерен, прототипирование деталей, обратный инжиниринг автомобильных деталей, ремонт двигателей, гидравлический ремонт, ремонт валов, пятиосевую обработку, роботизацию и автоматизацию линий передачи.Kiefer Tool and Die не занимается этим видом деятельности, а занимается ремонтом гидравлических компонентов тяжелой мобильной техники и строительных машин. Kiefer Tool and Mold специализируется на резке, сверлении, формовании, сварке и отделке металлов, сплавов, стали и других материалов с использованием станков. Типичные обрабатывающие инструменты, используемые в механическом цехе, включают вертикальные и горизонтально-расточные станки, токарные станки по металлу, краны для обработки крупных деталей, шлифовальные станки, станки с ЧПУ, горизонтальные и вертикальные обрабатывающие центры, вертикальные формирователи (долбежные станки), станки для ключей и гидравлические прессы.В то время как Kiefer Tool and Die начинала свою деятельность как производитель инструментов и штампов, компания за эти годы продвинулась вперед в области прецизионной обработки и обработки крупных деталей для производственных компаний в районе Кливленда или Большого Кливленда. С 1965 года компания Kiefer Tool and Die является лидером в области станкостроения в Кливленде. На протяжении многих лет механические станки и металлообрабатывающие станки, используемые для изготовления производственного оборудования, помогли развить экономическую инфраструктуру города Кливленда, обеспечили его рабочую силу и стимулировали промышленный рост.Станкостроительная промышленность в Кливленде следовала традициям производственных сообществ восточного побережья, поощряя первоклассных инженеров и механиков создавать собственные механические цеха. Еще в 1965 году Джон Кифер-старший перетащил 12-дюймовый токарный станок с двигателем, фрезерный станок с портом моста и другое оборудование за своим домом в подвал. В этом здании площадью 24 кв. Фута. пространство, которое он произвел на замену компонентам для производства болтов, и родился Kiefer Tool & Mold. Сегодня Kiefer Tool производит и ремонтирует многие типы металлических компонентов, гидравлического оборудования, валов, станков, штампов и пресс-форм.Станки с ЧПУ компании Kiefer Tool точно производят детали массового производства, такие как поршни, винты, карданные передачи и шестерни.
В одном колледже женщины-инженеры помогают перестроить механический цех
9 ноября 2017 г.
Механический цех — большое дело инженерного колледжа Франклина В. Олина в Нидхэме, штат Массачусетс. Только около 20 процентов дипломов инженеров в этой стране получают женщины. Престижный инженерный колледж Олин-Колледж гордится тем, что стоит особняком: половина его студентов — женщины.Хотя в механическом цехе Kiefer Tool and Die нет женщин, женщины могут подать заявку на вакансию, нажав здесь.
CNCReport.com
26.10.17
Веб-сайт, который менеджеры Kiefer Tool and Mold часто просматривают, — это CNCReport.com, созданный в 2007 году. управления (ЧПУ), это одно из лучших. Сайт был разработан Джеем Пирсоном, экспертом по ЧПУ и президентом Pierson Workholding.На этом сайте представлены актуальные новости станкостроительной отрасли с ЧПУ, обзоры продукции с ЧПУ, редакционные статьи о обрабатывающей и обрабатывающей промышленности, а также советы для цехов станков. Этот сайт настоятельно рекомендуется профессионалам отрасли, которые хотят быть экспертами в области фрезерных, шлифовальных, фрезерных и токарных станков по металлу, которые управляются системами ЧПУ.
Новости станков от IndustryWeek
26.10.17
Этот источник новостей станков информирует производителей и механические цеха о последних тенденциях и новостях в области станкостроения, индустрии точной обработки, производственного оборудования и заводов в Соединенных Штатах .Раздел «Новости станков» на сайте IndustryWeek предоставляет отличную информацию для производителей, которые хотят быть в курсе последних достижений в области электроинструментов, токарных и фрезерных станков, а также новых способов резки и профилирования стали, металла и других материалов. IndustryWeek издает компания Penton, которая в настоящее время является частью международной издательской компании Informa.
Новости обработки с TheFabricator.com
10/12/17
TheFabricator.com, публикация Ассоциации производителей и производителей, Intl., предоставляет новости о прецизионной обработке, обрабатывающих компаниях, новом обрабатывающем оборудовании, технологии станков, слияниях и поглощениях в обрабатывающей промышленности, росте рынка станков, выставках инструментов и механической обработки, пресс-релизах механических цехов и многом другом.
Новости точной аэрокосмической обработки и резки металла
10/12/17
Журнал Aerospace Manufacturing and Design Magazine предоставляет новости о аэрокосмическом производстве, механической обработке и резке металла. Журнал специализируется на производстве аэрокосмических конструкций, механической обработке с ЧПУ, фрезеровании, токарной обработке, токарных станках, прецизионной обработке, аэрокосмических компонентах, аэрокосмических материалах и аэрокосмических технологиях.
MachiningNews.com Технологический портал
10/12/17
Machiningnews.com предоставляет новости о последних разработках в области станкостроения. Текущая информация охватывает такие темы, как станки с ЧПУ, технологии обработки металлов, металлообрабатывающие станки, автоматизация обработки и роботы, станкостроение, контроль и измерения, технологии автоматизированного проектирования (CAD) и новости обрабатывающей промышленности.
Веб-сайт Национальной ассоциации инструментальной и механической обработки
15.05.17
Конференция лучших магазинов 2017
15.05.17
IMTS 2018
Международная выставка производственных технологий, 10-15 сентября 2018 г., McCormick Place, Чикаго, Иллинойс, США
15.05.17
The Fabricator Magazine
15.05.17
Производственная обработка
15.05.17
Онлайн-расширение журнала «Производственная обработка» и самый полный веб-сайт, доступный для профессионалов в области высокоточной обработки.
Журнал Modern Machine Shop
15.05.17
Топ-5 поставщиков на рынке 5-осевых обрабатывающих центров с ЧПУ с 2017 по 2021 год: Technavio
15.05.17
Услуги формовочных прессов, станков и механических цехов
08.02.18
- Услуги по обработке стали, сплавов и алюминия
- Горизонтальное растачивание, фрезерование и обработка
- Вертикально-расточные и токарные услуги
- OD, ID, поверхность, услуги прецизионного шлифования
- Услуги по нарезке зубьев и обработке зубчатых колес
- Услуги по прецизионной обработке с ЧПУ
- Услуги по высокоточной обработке на заказ
- Услуги по обработке компонентов производственного оборудования
- Служба сварки стали и изготовления металлов
- Производство коротких и длинных серий, обработка с ЧПУ, обработка прототипов
- Компания по производству гидравлических цилиндров на заказ
- Изготовление и производство гидравлических и механических прессов на заказ
- Монтаж гидравлического, производственного и промышленного оборудования
- Обратный инжиниринг деталей производственного оборудования
- Услуги по обработке больших деталей и больших объемов
- Ремонт гидравлических, промышленных и производственных машин
- Услуги по ремонту профилегибочных машин, валов и шпинделей
- Формовочные прессы, ремонт деталей и станков
- Производство и ремонт гидравлического оборудования
- Ремонт промышленного и производственного оборудования и машин
- Ремонт и изготовление оснастки, штампов, пресс-форм
- Услуги ускоренной обработки и ремонт технологического оборудования
- Ремонт гидравлического оборудования, прессов, узлов, машин
- Темпы обработки и стоимость ремонта производственного оборудования
- Формовочные прессы, новости станкостроения и машиностроения
