Как устроен инверторный сварочный аппарат. Из каких основных блоков состоит схема инвертора для сварки. Какие преимущества у инверторной сварки перед трансформаторной. Как работает инверторный сварочный аппарат.
Устройство инверторного сварочного аппарата
Инверторный сварочный аппарат состоит из нескольких основных функциональных блоков:
- Входной выпрямитель и фильтр
- Инвертор на силовых транзисторах
- Высокочастотный трансформатор
- Выходной выпрямитель
- Система управления
Рассмотрим подробнее назначение и принцип работы каждого блока.
Входной выпрямитель и фильтр
Этот блок преобразует переменное напряжение сети 220В в постоянное напряжение около 300В. Состоит из диодного моста и конденсаторов большой емкости.
Инвертор на силовых транзисторах
Инвертор преобразует постоянное напряжение в переменное высокой частоты (20-100 кГц). В качестве силовых ключей используются IGBT или MOSFET транзисторы.
Высокочастотный трансформатор
Понижает высокое напряжение до необходимого для сварки (60-70В). За счет высокой частоты имеет малые габариты.
Выходной выпрямитель
Выпрямляет переменный ток высокой частоты с вторичной обмотки трансформатора в постоянный сварочный ток.
Система управления
Формирует управляющие сигналы для силовых транзисторов инвертора, обеспечивает стабилизацию сварочного тока, защитные функции.
Принцип работы инверторного сварочного аппарата
Принцип работы инверторного сварочного аппарата заключается в следующем:
- Входное напряжение 220В выпрямляется и фильтруется
- Постоянное напряжение преобразуется инвертором в переменное высокой частоты
- Высокочастотный трансформатор понижает напряжение
- Выходной выпрямитель формирует постоянный сварочный ток
- Система управления обеспечивает стабилизацию тока и защитные функции
Такая схема позволяет получить стабильный сварочный ток при малых габаритах и весе аппарата.
Преимущества инверторной сварки
Инверторные сварочные аппараты имеют ряд преимуществ по сравнению с традиционными трансформаторными:
- Малые габариты и вес
- Высокий КПД (до 90%)
- Стабильный сварочный ток
- Плавная регулировка тока
- Возможность сварки тонких металлов
- Низкое энергопотребление
Благодаря этим преимуществам инверторные сварочные аппараты получили широкое распространение как в быту, так и в промышленности.

Схема инверторного сварочного аппарата
Рассмотрим типовую схему инверторного сварочного аппарата:
«` «`На схеме показаны основные функциональные блоки инверторного сварочного аппарата и их взаимосвязь. Система управления контролирует работу всех блоков, обеспечивая стабильность сварочного процесса.
Как выбрать инверторный сварочный аппарат
При выборе инверторного сварочного аппарата следует обратить внимание на следующие характеристики:
- Диапазон сварочного тока — должен соответствовать планируемым задачам
- Продолжительность включения (ПВ) — чем выше, тем дольше можно работать без перерыва
- Наличие дополнительных функций (горячий старт, форсаж дуги и т.д.)
- Тип используемых электродов
- Масса аппарата — важно для мобильного использования
- Надежность и качество сборки
Правильный выбор инверторного сварочного аппарата позволит эффективно выполнять необходимые сварочные работы.

Обслуживание инверторных сварочных аппаратов
Для обеспечения долговечной работы инверторного сварочного аппарата необходимо выполнять следующие правила обслуживания:
- Регулярно очищать аппарат от пыли и грязи
- Проверять состояние силовых разъемов и кабелей
- Следить за состоянием вентиляционных отверстий
- Не допускать перегрева аппарата, соблюдать режим работы
- Хранить в сухом месте, защищенном от влаги
При соблюдении этих простых правил инверторный сварочный аппарат прослужит долго и надежно.
Перспективы развития инверторных сварочных технологий
Инверторные технологии в сварке продолжают активно развиваться. Основные направления развития:
- Повышение КПД и снижение энергопотребления
- Уменьшение массы и габаритов аппаратов
- Расширение функциональных возможностей
- Интеграция с цифровыми технологиями и автоматизация процессов
- Применение новых материалов в конструкции
Эти тенденции позволят сделать инверторную сварку еще более эффективной и доступной для широкого круга пользователей.
принцип действия, устройство и схема инверторной сварки на транзисторах
 Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
 Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).
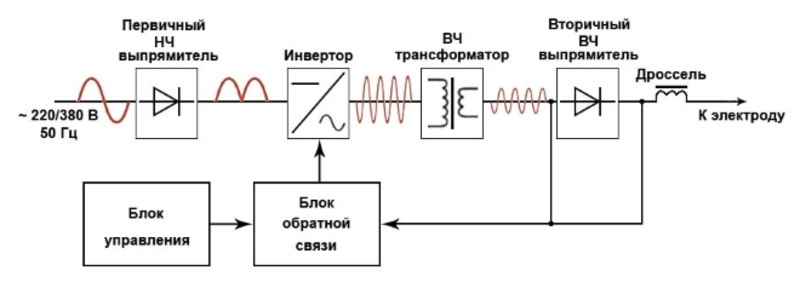
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
 Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
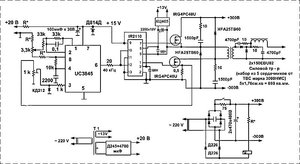
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
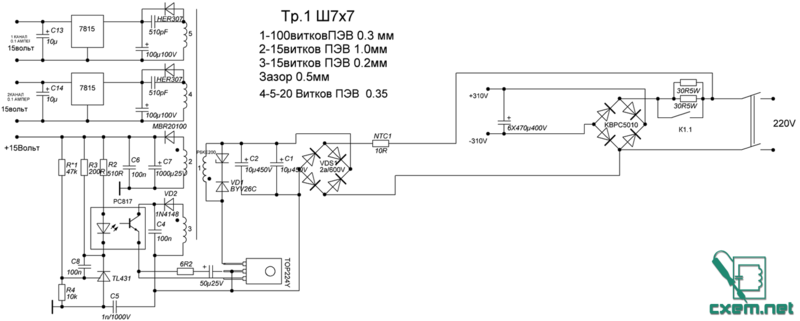
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:
 Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
 С7: 1000мк 25 В.
С7: 1000мк 25 В.- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
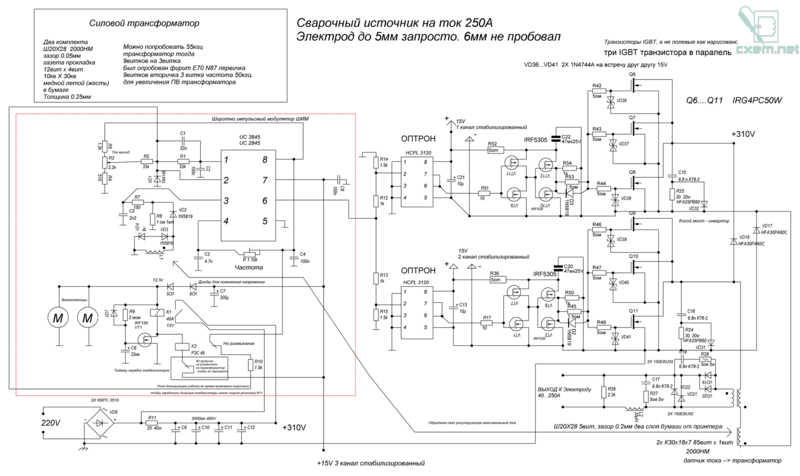
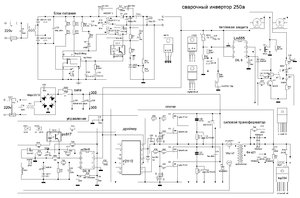
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
 Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Originally posted 2018-07-04 07:13:44.
схема самодельной инверторной сварки и как сделать аппарат?
На чтение 10 мин. Просмотров 9.3k. Опубликовано Обновлено
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки
 Чертеж инверторного сварочного аппарата.
Чертеж инверторного сварочного аппарата.Прежде чем начать собирать , мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
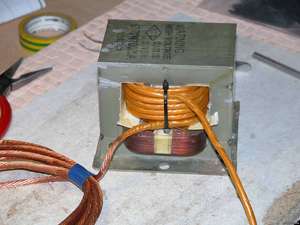
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является , мотающийся при феррите в Ш7*7 либо 8*8.
 Блок питания инвертора.
Блок питания инвертора.При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра. - Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
 Изготовление сварочного инвертора.
Изготовление сварочного инвертора.Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
[box type=”info”]Рекомендуется использовать не один мощный транзистор, а пару со средней мощностью. Благодаря конструктивному подходу к проблеме стабилизируется частота тока и уменьшится шум во время сварки.[/box]Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата
 Электрическая схема инвертора для сварки.
Электрическая схема инвертора для сварки.Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать ? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
 Схема изготовления инвертора своими руками.
Схема изготовления инвертора своими руками. Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
[box type=”warning”]При полной зарядке конденсаторов в агрегате, подключается к электросети реле, отвечающее за замыкание резисторов. С прямой подачей, без реле, есть риск взрыва аппарата.[/box]При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора
 Чертеж сварочного инвертора для сборки своими руками.
Чертеж сварочного инвертора для сборки своими руками.Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
Схема работы и основные детали сварочного инвертора
Уникальные возможности инверторов и вполне понятная схема сварочного аппарата объясняют тот высокий интерес, который проявляют к ним многие пользователи.
Некоторые из них даже пытаются изготовить аппарат своими руками. Однако для того чтобы собрать сварочный аппарат в домашних условиях необходимо хотя бы приблизительно знать, что представляет собой схема инвертора.
Лишь после изучения схемного решения этого электронного прибора можно будет собрать качественный бытовой инвертор и в случае необходимости самостоятельно отремонтировать его.
Как происходит преобразование
Электрические схемы инверторных устройств от различных производителей могут отличаться небольшими деталями, однако все они работают по одному и тому же алгоритму. Основная задача встроенной электроники во всех случаях сводится к следующему:

- обеспечить выпрямление входного сетевого напряжения;
- преобразовать (инвертировать) его в импульсный сигнал относительно высокой частоты;
- понизить уровень полученного импульсного сигнала до требуемого значения и снова выпрямить его на выходе устройства.
Основная цель этой цепочки – получить постоянный ток величины, необходимой для поддержания сварочного процесса. Причём сделать это нужно так, чтобы используемые в схеме детали позволили снизить габариты и вес всего аппарата в целом.
Поскольку электронный преобразователь состоит из полупроводниковых деталей, то поставленная перед конструкторами задача решается без особых проблем. Инвертор всегда значительно меньше по размерам, чем обычный трансформаторный преобразователь тока.
Однако схема сварочного инвертора значительно сложнее, и собрать ее своими руками с нуля практически невозможно. Можно только использовать готовые части, соединив в общую конструкцию.
Ещё одним достоинством инвертора является возможность электронного регулирования амплитудного значения тока. Это позволяет расширить возможности прибора, варить металл разной толщины, в том числе сваривать достаточно тонкие детали. Причем делать это можно без механических регуляторов, заметно уступающих по надёжности своим электронным аналогам.
Пояснения к работе аппарата
Хорошо знакомые с электроникой специалисты сразу заметят, что рассмотренный принцип преобразования используется в блоках питания большинства современных электронных приборов (в компьютерах, холодильниках, телевизорах и так далее).
 Основная особенность электросхем (схемных решений) инверторов – это увеличение частоты переменного сигнала за счёт его преобразования (инвертирования).
Основная особенность электросхем (схемных решений) инверторов – это увеличение частоты переменного сигнала за счёт его преобразования (инвертирования).
Многим неспециалистам не вполне понятно, зачем нужно дважды преобразовывать один и тот же сигнал, сначала выпрямляя его, затем превращать в переменный, а после снова выпрямлять.
Дело в том, что размеры и вес основного узла любого сварочного аппарата – его трансформатора – определяются не только мощностью, но и частотой протекающего через обмотки тока. Чем выше рабочая частота – тем более лёгким и компактным получается сам трансформатор.
Зависимость от частоты достаточно сильна; при её четырехкратном увеличении габариты трансформаторного модуля снижаются вдвое.
Поскольку типовая схема инверторных источников сварочного тока обеспечивает повышение частоты с 50 Герц до 60-80 килогерц –выигрыш в габаритах и весе может оказаться очень существенным.
В итоге получается очень лёгкий и компактный сварочный инвертор, при изготовлении которого расходуется минимум дорогих материалов (включая дефицитную медь).
Сетевой выпрямитель
Особенности работы инвертора предполагают наличие на его входе постоянного сигнала, получаемого путём выпрямления сетевого напряжения 220 Вольт. Выпрямительный модуль состоит из классического диодного мостика и нескольких конденсаторов, обеспечивающих фильтрацию получаемых после выпрямления пульсаций.

К источнику электроэнергии, обеспечивающему электрическим питанием сварочный инвертор, выпрямитель подключён через ещё одну фильтрующую цепочку, защищающую сеть от высокочастотных помех.
Большие рабочие токи выпрямителя сильно нагревают диодный мост, вследствие чего во время работы он нуждается в непрерывном охлаждении. Один из традиционных способов снижения температуры – крепление моста на специальном радиаторе с термическим предохранителем, отключающим схему при его нагреве до 90°.
После подключения резонансного сварочного инвертора к сети, зарядный ток конденсаторов увеличивается настолько, что может вызывать пробой элементов диодного мостика.
Во избежание этого каждый сварочный инвертор должен оборудоваться схемой обеспечения плавного запуска. Для этого в неё вводятся элемент коммутации (реле) и резистор, ослабляющий уровень потребляемого тока в момент включения.
После того как инверторный аппарат выходит на рабочий режим функционирования, реле своими контактами блокирует резистор, отключая его временно от схемы.
Импульсный преобразователь
 На выходе выпрямительного модуля увеличенное напряжение 310 Вольт поступает на участок схемы с транзисторами. Они в сварочном инверторе выполняют функцию импульсных ключей.
На выходе выпрямительного модуля увеличенное напряжение 310 Вольт поступает на участок схемы с транзисторами. Они в сварочном инверторе выполняют функцию импульсных ключей.
Основное функциональное назначение транзисторов – обеспечение коммутации подводимого к ним напряжения с целью получения импульсного сигнала прямоугольной формы частотой в диапазоне от 60 до 80 килогерц.
Ключевые транзисторы так же, как и диодные мостики, всегда монтируются на радиаторах, обеспечивающих возможность их постоянного охлаждения. Для защиты этих элементов от перенапряжения в схеме предусмотрены специальные демпферные RC-цепочки. Работу остальных преобразовательных модулей сварочного инвертора стоит рассмотреть отдельно.
Импульсный трансформатор
 Важнейшим элементом схемы любого сварочного агрегата, определяющим особенности технологического процесса сварки, является понижающий трансформатор.
Важнейшим элементом схемы любого сварочного агрегата, определяющим особенности технологического процесса сварки, является понижающий трансформатор.
В сварочных инверторах он отличается особой компактностью. Другое существенное отличие этого узла от традиционных трансформаторов – наличие ещё одной (дополнительной) выходной обмотки, предназначенной для запитывания схемы управления.
На приёмную обмотку инверторного преобразователя поступает последовательность прямоугольных импульсов величиной порядка 310 Вольт и частотой 60-80 килогерц. При этом наводимое во вторичной обмотке напряжение снижается до 60-70 Вольт (за счёт меньшего количества витков).
Одновременно с этим величина тока в выходных цепях сварочного инвертора возрастает до 110-130 Ампер, после чего ток подвергается окончательному выпрямлению.
Выходное выпрямительное устройство
Сигнал, формируемый высокочастотным трансформатором, должен быть преобразован в постоянный ток, используемый для получения сварочной дуги. Для этого необходим выходной выпрямительный узел.
Его схема построена на основе сдвоенных диодов, отличающихся высоким быстродействием и определяющих максимальный потребляемый ток всего сварочного аппарата. Эти выходные элементы также устанавливаются на охлаждающие радиаторы.

Схема запуска устройства работает так. В момент включения напряжение питания через стабилизаторный блок подаётся на модуль управления и сразу активирует его.
После этого в работу вступают ключевые транзисторы, благодаря чему во вспомогательной обмотке трансформатора начинает действовать переменное напряжение.
Затем оно выпрямляется с помощью диодного мостика и через стабилизатор начинает самостоятельно питать управляющую схему, отключая последнюю от сетевого выпрямителя сварочного инвертора.
Управляющий модуль
Управляющая схема предназначена для координации переключений всех узлов сварочного инвертора. Её основу составляет микросхема с функцией микроконтроллера, осуществляющего широтно-импульсную модуляцию входного сигнала. Основная задача этой схемы – управление переключением инверторных транзисторов, стоящих на её выходе.
Помимо этого, в состав управляющего модуля входит ряд дополнительных элементов, облегчающих процесс формирования импульсного сигнала и управления его параметрами.
Благодаря принципиально иной схеме работы, сварочные аппараты инверторного типа позволяют получать стабильную дугу. Инвертор делает сварку компактной, быстрой и удобной.
Коэффициент полезного действия при этом возрастает почти до 90%, а потребляемая мощность снижается, что приводит к экономии электроэнергии. Применение транзисторов и диодов открывает возможности для развития сварочной техники.
Появляются аппараты с дополнительными функциями, такими, как автоматическое отключение и программирование работы.
cxema.org — Самый простой сварочный инвертор
Сварочный инвертор был разработан на популярном форуме человеком под ником тимвал, ветка до сих пор очень активна. Именно эта схема популярна по причине простоты. Мой вариант сварочного инвертора рассчитан на ток всего в 100 ампер, это мало, но для моих задач больше не нужно.

Схема представляет из себя однотактный прямоходовый инвертор всего на одном IGBT транзисторе IRG4PC50KD.

Инвертор состоит из нескольких частей:
- Входной выпрямитель с накопительными конденсаторами и системой плавного пуска;
- Системы управления с драйвером на основе комплементарной пары составных транзисторов средней мощности;
- Силовая часть состоящая из IGBT транзистора и трансформатора;
- Выходная часть, состоящая из дросселя с выпрямителем.
Сетевое напряжение выпрямляется входным диодным мостом KBPC3510


и сглаживается ёмкими электролитами.


Важно заметить, что питание в начальный момент времени поступает не напрямую, а через балластный резистор R12, это нужно для плавной зарядки конденсаторов, иначе бросок тока может вывести из строя входной диодный мост и выбить автоматы.
Одновременно питание от конденсаторов через другой балластный резистор R11 поступает на линию питания микросхемы ШИМ.
Сердцем схемы является ШИМ контроллер UC3844,

который работает на частоте около 30кГц, сигнал с микросхемы сначала поступает на драйвер, выполненный на транзисторах VT2 и VT3, а затем на силовой транзистор VT4.
Напряжение на конденсаторах растет, растет и питание микросхемы и как только оно дойдет до порогового значения, для UC3844 оно составляет около 16 вольт, микросхема начнет вырабатывать управляющие импульсы, что приведет к запуску всего инвертора.
Во вторичных обмотках трансформатора появиться напряжение, это приведет к тому, что сработает силовое реле К1 и своими контактами замкнёт балластный резистор R12, и сетевое напряжение будет поступать напрямую на схему. Планый запуск длиться всего пару секунд. После плавного запуска инвертор будет работать в штатном режиме. Выходное напряжение инвертора около 60 вольт, этого достаточно для нормального розжига дуги.
Если во время сварки вращать регулятор ограничения тока (резистор R3), моментально сработает система обратной связи (цепь, состоящая из токового трансформатора ТТ, диодов VD2-VD4, резисторов R5 и R7, конденсатора С4).
Токовый трансформатор намотан на тороидальном ферритовом сердечнике небольших размеров, он имеет две обмотки, первичная — всего один виток и вторичная.




Силовой трансформатор выполнен на сердечнке EPCOS E55/28/25 феррит №87.


Сердечник был без каркаса, поэтому его пришлось сделать самому из мтеклотекстолита.


Трансформатор имеет 4 обмотки:
- сетевая;
- вторичная силовая;
- фиксирующая;
- обмотка самозапитки для системы управления.
В моём варианте обмотка самозапитки не используется, взамен применен небольшой импульсный источник питания на 24 вольта с током 1-1,5 Ампера.

Начала всех обмоток на схеме указаны точками, я советую промаркировать начало намотки, например одевая на обмотку красную термоусадку, чтобы потом не гадать где начала, а где концы намоток.
В самом начале мотается сетевая обмотка, но не полностью, а по частям. В моем случае для намотки этой обмотки был использован провод диаметром 1,20мм 25 витков. Провод нужно уложить равномерно, виток к витку.


Затем обмотка изолируется, но перед этим заливается эпоксидной смолой. Смола будет заполнять все пустоты. Т.к. из-за сильных магнитных полей в трансформаторе будут образоваться вибрации и изоляция провода со временем может пострадать, а со смолой обмотка будет полностью неподвижной.
Ставим изоляцию каптоновым термостойким скотчем и мотаем остальную часть первичной обмотки. Количество витков, провод и направление намотки тоже самое.
Опять все заливаем смолой, а поверх ставим изоляцию. Позже, уже на плате концы этих обмоток соединяются параллельно.


После мотаем фиксирующую обмотку, диаметр провода 0,5мм. Количество витков 25-26, то есть тоже самое, что и в случае первичной обмотки. Эта обмотка намотана так, чтобы провод попадал между витками первичной обмотки. Фиксирующая обмотка равномерно растянута по всему каркасу. Аналогичным образом поступаем и с этой обмоткой, смола, изоляция. К стати ранее я ставил изоляцию в 2-3 слоя, а после намотки фиксирующей обмотки изоляция нужна более серьезная, слоя 4-5.
Ну и наконец силовая обмотка, самая трудоемкая. Ее можно намотать медной шиной либо что еще лучше — лентой. Наиболее эффективно работает литцендрат — провод, который состоит из большого количества параллельных тонких изолированных друг от друга проводов, такая намотка делается для минимизации влияния скин эффекта. Но при частотах в 30кГц, этот эффект не столь ощутимый, поэтому при большом желании можно взять пару тройку медных проводов большого диаметра, но такой провод очень трудно уложить, поэтому мой выбор остановился на литцендрате.
Обмотка состоит из 100 параллельных жил провода 0,5мм. Скручиваем все это дело дрелью и покрываем дополнительной изоляцией, опят же каптоновый скотч.


Количество витков всего 9, по расчетам этого хватит для того, чтобы напряжение холостого хода инвертора было в районе 60 вольт. После намотки её так же следует залить смолой.
Схема однотактная и между половинками сердечника нужен немагнитный зазор. В моем случае для получения необходимого зазора под всеми кернами были установлены прокладки, обычный чек от банкомата.

Далее трансформатор собирается, половинки сердечника надежно стягиваются, можно даже приклеить.



Трансформатор тока. Ферритовое колечко,проницаемость может быть от 1500 до 3000. Размеры моего кольца R18х8х6. Важно, чтобы оно было ферритовым, схожие кольца можно найти в некоторых импульсных блоках питания, они стоят по входу в качестве дросселя и на них как правило две обмотки. Желто-белые, зелено-синие кольца не подойдут, материал там иной.
Сначала сердечник изолируют, в моем случае каптноновым скотчем, затем мотают вторичную обмотку. Провод в лаковой изоляции, диаметр может быть от 0,25 до 0,5мм. Количество витков в моем случае 76.


Далее обмотку нужно изолировать, можно просто залить эпоксидной смолой. Первичная обмотка — один виток из двух параллельных жил провода 1,20мм идущий к силовому трансформатору.


Выходной выпрямитель классический для этой топологии. Два диода прямой и замыкающий, притом замыкающий нужен более мощный, но можно не заморачиватся и сразу воткнуть два диода типа 150EBU04 на 150 ампер с обратным напряжением 400 вольт. Диоды из этой линейки как правило применяют именно в сварочных инверторах. Диоды обязательно нужны ультра быстрые. Можно применить диодные сборки STTh30003.


В каждом корпусе два независимых друг от друга ультра быстрых диода, каждый на 100 Ампер с обратным напряжением 300 вольт. Они даже лучше, чем 150EBU04 т.к. площадь подложки у них гораздо больше и толще. Соединение винтовое, что очень удобно.

Дроссель. Тут все не так однозначно и по факту дроссель довольно критичен Чем больше его индуктивность, тем хорошо будет зажигаться дуга даже при малых токах. По схеме дроссель на 40мкГн, его хватит, но уверенный розжиг дуги я получил при токах от 30 ампер и в принципе этого хватит.
Честно сказать для дросселя пробовал разные материалы — алсифер, неизвестные кольца которые по всей видимости применяются в качестве фильтра в частотных преобразователях и наконец сердечник набранный из трансформаторных пластин.
Наилучшим решением является применение сердечников из порошкового железа, они специально созданы для работы в качестве дросселя, но кольцо нужно приличных размеров, и их найти не так уж и просто и стоят они приличных денег. В итоге по совету коллеги Тимура, который ранее собирал данный сварочник, мой выбор остановился на пакете из железных трансформаторных пластин.


Фишка в том, что сердечник фактически невозможно загнать в насыщение, то есть можно увеличить индуктивность и получить уверенный розжиг дуги при сварочных токах хоть 5 ампер, я понимаю, что на таких токах никто не варит, но все же.
Пакет собирал из того что было, в итоге сердечник получился с размерами 86х30х17мм. Пластины обмотал каптоноым скотчем, затем бумажный и намотал обмотку. Обмотка к сожалению алюминиевая, да медь лучше, но алюминиевый был в наличии. Обмотка намотана в три ряда, каждый ряд по 10-12 витков. После намотки каждого ряда обмотку покрывал лаком в несколько слоев и ставил изоляцию из ткани. Итоговая индуктивность дросселя около 80мкГн. Недостаток такого дросселя — большие размеры и вес, но в моем случае все получилось достаточно компактно, и даже умудрился зафиксировать его на плате. Выводы дросселя были обжаты медными луженными клеммами, ключевое слово луженными иначе такое соединение долго не проработает, будет перегреваться и окисляться.


Входная часть. Диодный мост взят готовый, сборка KBPC3510, мост на 35 ампер, обратное напряжение 1000 вольт, устанавливается на радиатор.


Силовое реле в схеме плавного пуска с катушкой 24 вольта, рассчитан на ток в 15-30 реальных ампер, если сварочник планируете на токи более 120 ампер, то реле желательно использовать именно 30-и амперное.


Входные электролитические конденсаторы на 450 вольт, в моем случае 2штуки по 470мкФ, желательно установить три, хуже не будет. Подбирайте конденсаторы от хорошего производителя с минимально возможным внутренним сопротивлением.


Ограничительный резистор по входу желательно взять на 10 ватт, сопротивление от 10 до 30 Ом.

Диоды VD7, VD8 и VD9 в схеме преобразователя нужны ультра быстрые, именно на тот ток и напряжение, которые по схеме.
Сборку конденсаторов я заменил одним, емкостью 0,33мкФ, конденсатор специального назначения созданный для работы в импульсных схемах, такие применяют в индукционных нагревателях. Обычные пленочные конденсаторы ставить сюда крайне не желательно.


Микросхема ШИМ у меня установлена на панельку для беспаячного монтажа, после полной наладки микросхему обязательно нужно запаять на плату.


Силовые дорожки на плате просто залудить и усилить припоем не достаточно, нужно их армировать медным проводом.


НАЛАДКА
Обязательно разряжайте входные конденсаторы перед началом наладочных работ!
Подаем сначала напряжение 24 вольт для управления, сетевое питания в тот момент отключено. Проверяем сигнал на затворе IGBT транзистора, к стати во время наладки можно использовать полевые транзисторы, я к примеру ставил IRF840, он слабый, но наладить схему можно. Транзистор обязательно должен быть установлен на радиаторе.
Проверяем наличие управляющих импульсов на затворе полевого ключа относительно массы питания, импульсы должны быть примерно с заполнением 45-47%, частототой около 30кГц, если они есть, то все нормально идем далее.
Первый запуск схемы делаем через страховочную лампу накаливания на 100 ватт. Схему управления желательно питать от отдельного внешнего источника питания на 24 вольта, отлично подходит лабораторный блок питания, притом родную систему питания можно исключить, повторюсь это только во время наладочных работ.
Нагрузочный резистор в схеме обратной связи по току заменяем на 10-и омный 1-2 ватт, это нужно, чтобы была возможность наладить схему при малых выходных токах.
Подключаем силу, то есть втыкаем вилку в розетку, лампа на момент вспыхнет, т.к. конденсаторы в начальный момент заряжаются достаточно большим током. Проверяем напряжение на выходе инвертора, оно должно быть около 60 вольт, напомню, что это напряжение холостого хода без выходной нагрузки. Регулятор тока ставим в минимальное положение.
Нагружаем инвертор, например нихромовой спиралью или лампочкой, нагрузку сначала даем небольшую, затем постепенно увеличиваем до тех пор, пока не сработает ограничение тока, то есть длительность управляющих импульсов резко не уменьшиться. Притом схема должна реагировать на вращение переменного резистора, длительность импульсов должна плавно меняться в зависимости от положения ползунка переменного резистора. Если этого не происходит, меняем местами концы вторичной обмотки трансформатора тока. Далее меняем страховочную лампу на более мощную (около 300 ватт).
Можно воткнуть более мощный полевой транзистор либо IGBT, но помните, что у нас по прежнему схема не до конца налажена. Сопротивление нагрузочного резистора можно уменьшить раза в два и повторяем то же самое, только на более больших токах. Можно попробовать инвертор на короткое замыкание при малых значениях тока, на этом этапе мы уже понимаем, что собрали сварку и можно разжечь небольшую дугу.
Если регулировка тока происходит в штатном режиме, то все сделано правильно. Помним о том, что инвертор без охлаждения и долго не балуемся.
Сейчас нам нужно привести инвертор в нормальное состояние. Только на этом этапе, после полной наладки схемы устанавливаем силовой IGBT транзистор. Радиаторы охлаждения целесообразно взять от процессоров ПК, они довольно добротные. Выходной выпрямитель у меня без изолирующей прокладки, термопаста имеется. А вот радиатор с силовым транзистором и одним из быстродействующих диодов, находятся на втором радиаторе и они обязательно должны быть изолированы теплопроводящей изоляционной прокладкой.


Силовой трансформатор, дроссель и радиаторы нужно надежно зафиксировать. Трансформатор и дроссель достаточно затянуть пластиковыми хомутами, можно дополнительно приклеить их к плате.


Радиаторы же желательно прикрутить к плате и обеспечить изоляцию друг от друга, чтобы они ни в коем случае не соприкасались во время вибраций или падений.
Очень важным моментом является охлаждение, не экономьте на вентиляторах, ставьте мощные высокооборотистые большого диаметра.
Правильно собранная схема во время работы не должна издавать свистов и шумов, если есть подобного рода проблемы, скорее всего проблема в трансформаторе, неправильный зазор, неверное количество витков или неправильная фазировка.


Проверим напряжение холостого хода, видим,что оно около 60 вольт, притом если нагрузка отсутствует вращая регулятор выходное напряжение не меняется. Ток потребления системы управления на холостом ходу от источника 24 вольта всего 80мА, с учетом тока потребления катушки реле.
Нагружаем инвертор для проверки системы ограничения тока. Нагрузкой служит мощный реостат, сопротивление выставлено меньше пол ома. Ток должен регулироваться достаточно плавно. Выставляем минимальный ток и попробуем зажечь дугу. Берём двух миллиметровый электрод и попробуем поварить на токах около 50-70 Ампер.
Видео по сборке и наладке сварочного инвертора:
С уважением — АКА КАСЬЯН
Описание схемы сварочного инвертора для самостоятельного изготовления аппарата
 Инверторная сварка широко распространена благодаря тому, что аппарат имеет небольшой вес и габариты. Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого. Сведения пригодятся и в случае с покупным устройством, ведь благодаря информации, которую дает статья, для ремонта его не понадобится приглашать специалиста.
Инверторная сварка широко распространена благодаря тому, что аппарат имеет небольшой вес и габариты. Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого. Сведения пригодятся и в случае с покупным устройством, ведь благодаря информации, которую дает статья, для ремонта его не понадобится приглашать специалиста.
Особенности работы инвертора
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.
- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
 Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Сборка инвертора
Для самостоятельной сборки инверторной сварки требуется знать, что схема рассчитана первым делом на потребляющее напряжение в 220 В и тока 32 А. После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
 Трансформатор с ферритным сердечником.
Трансформатор с ферритным сердечником.- Первичная обмотка трансформатора с сотней витков провода Ø0,3 мм.
- Три вторичных обмотки: внутренняя с 15 витками и проводом Ø1 мм; средняя с 15 витками и проводом Ø0,2 мм; наружная с 20 оборотами и проводом Ø0,35 мм.
Также для сборки трансформатора нужны такие элементы:
- стеклоткань;
- медные провода;
- хлопчатобумажный материал;
- электротехническая сталь;
- текстолит.
Схема инверторной сварки
 Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Если навыков работы с электроникой нет, лучше обратиться к мастеру. В противном случае разобраться в схеме сварочного аппарата будет трудно.
Поэтапное описание сборки
Выполняется следующее:
Сборка блока питания. В качестве основы трансформатора рекомендуется брать феррит 7×7 или 8×8. Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Корпус. Этим важным элементом может служить старый системный блок компьютера, в котором есть достаточно необходимых отверстий для вентиляции. Использоваться может старая 10-литровая канистра, в которой можно проделать отверстия и разместить кулеры. Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
 Силовая часть. Роль силового блока играет понижающий трансформатор. Его сердечники могут быть двух видов: Ш 20×208 2000 нм. Между обоими элементами должен быть зазор, что обеспечивается с помощью газетной бумаги. При устройстве вторичной обмотки витки наматываются в несколько слоев. На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
Силовая часть. Роль силового блока играет понижающий трансформатор. Его сердечники могут быть двух видов: Ш 20×208 2000 нм. Между обоими элементами должен быть зазор, что обеспечивается с помощью газетной бумаги. При устройстве вторичной обмотки витки наматываются в несколько слоев. На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор. На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой, в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
Инверторный блок. Основным предназначением инверторной системы является преобразование постоянного тока в переменный с большой частотой. Для ее увеличения используются полевые транзисторы, работающие на закрытие и открытие с высокой частотой. Использовать рекомендуется не один мощный транзистор, а реализовать схему на основании двух менее мощных. Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно.
 Система охлаждения. На стенке корпуса устанавливаются вентиляторы охлаждения, для чего могут быть использованы компьютерные кулеры. Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов.
Система охлаждения. На стенке корпуса устанавливаются вентиляторы охлаждения, для чего могут быть использованы компьютерные кулеры. Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов.
Стоит воспользоваться вспомогательным элементом — термодатчиком, который рекомендуется устанавливать на нагревающемся элементе. Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. После его срабатывания питание устройства отключается.
В процессе работы инверторная сварка быстро нагревается, поэтому обязательно должно быть два мощных кулера. Эти кулеры или вентиляторы помещаются на корпус устройства, чтобы работали на вытяжку воздуха. Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха.
Пайка платы. Ключевой фактор, ведь схема основана на плате. Транзисторы и диоды на ней важно смонтировать встречно друг к другу. Монтируется плата между радиаторами охлаждения, при помощи чего и соединяется цепь электроприборов. Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Настройка, отладка работы. После сборки инверторной сварки требуется еще ряд процедур, в частности, настройка функционирования. Для этого к ШИМ (широтно-импульсному модулятору) надо подключить 15 В напряжения и запитать кулер. Дополнительно в цепь включают реле через резистор R11. Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ. В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
О правильности соединения можно судить, если при настройке реле выдает 150 мА. Если сигнал слабый, значит, платы соединены неправильно. Возможно, пробита одна из обмоток. Для устранения помех укорачиваются все питающие электропроводы.
Проверка работоспособности
 После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать.
После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.
Как пользоваться аппаратом
 После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
Сварочный инвертор своими руками: схема сборки и описание
Сварочный инвертор, изготовленный своими руками, по функциональности и производительности ничуть не уступает своему заводскому аналогу. При этом, обойдется совсем недорого. Мы расскажем, как собрать самодельный аппарат пошагово.
Сварочное оборудование инверторного типа используется в мастерской и мобильными бригадами. Отличается малым весом и габаритами, высоким качеством сварного шва. Домашнему мастеру тоже не помешает свой аппарат, покупать который часто не по карману. В таком случае можно собрать сварочный инвертор своими руками. Даже самая простая схема позволит работать электродами диаметром 3–4 мм и использовать аппарат для личных нужд. Согласно описанию ему достаточно питания от бытовой сети 220 В.

Рисунок 5 — Схема инверторного сварочного аппарата
Как работает сварочный инвертор
Внутри инвертора происходит выпрямление входного напряжения. Затем преобразованное напряжение с помощью транзисторных ключей трансформируется в переменный ток высокой частоты. Далее происходит выпрямление переменного тока в постоянный.

Рисунок 2 — Схематическое устройство инвертора
Установка ключевых транзисторов высокой мощности и диодного моста сокращает габариты трансформатора. На выходе получается высокочастотный ток 30–90 кГц. Диодный выпрямитель дает на выходе постоянное напряжение. Оно преобразуется в постоянный ток фильтром из нескольких конденсаторов большой емкости, что необходимо для сглаживания пульсации.
Диодный мост и фильтр представляют блок питания инвертора. На входе стоят ключевые транзисторы, обеспечивающие питание импульсного трансформатора. За ним подключается высокочастотный выпрямитель, выдающий постоянный ток высокой частоты.
Схема считается простой и доступной для самостоятельной реализации.
Перечень необходимых материалов и инструментов
Инверторная сварка своими руками будет потреблять 32 А, а после преобразования выдавать ток 250 А, который обеспечит прочный и качественный шов. Для реализации задачи потребуются следующие комплектующие:
- трансформатор с ферритным сердечником для силовой части;
- медная жесть для обмоток;
- провод ПЭВ;
- стальные листы для корпуса или готовый короб;
- изолирующий материал;
- текстолит;
- вентиляторы и радиаторы;
- конденсаторы, резисторы, транзисторы и диоды;
- ШИП-контроллер;
- кнопки и переключатели передней панели;
- провода для соединения узлов;
- силовые кабели большого сечения.
Зажим для массы и держатель рекомендуется приобрести в магазине специнструмента. Некоторые умельцы делают держатель из стальной проволоки сечением 6 мм. Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж.
Простые схемы инверторной сварки
Первый шаг на пути к изготовлению сварочного инвертора – выбор проверенной рабочей схемы. Существует несколько вариантов, требующих детального изучения.
Самый простой сварочный аппарат:

Принципиальная электрическая схема сварочного инвертора:

Рисунок 4 — Принципиальная электрическая схема сварочного инвертора
Схема инверторного сварочного аппарата:

Рисунок 5 — Схема инверторного сварочного аппарата
Процесс поэтапной сборки
Комплектующие самодельного сварочного инвертора монтируются на основание из плиты гетинакса толщиной 5 мм. В центре делается круглое отверстие под вентилятор. Потом его ограждают решеткой. На переднюю панель корпуса выводят светодиоды, тумблеры и ручки резисторов. Располагать провода следует с воздушным зазором. В дальнейшем корпус нужно будет закрыть кожухом из листов текстолита либо винипласта толщиной не меньше 4 мм. В месте крепления электрода устанавливается кнопка. Ее и кабель подключения тщательно изолируют.
Перемотанный трансформатор размещается на панели. Для крепления понадобятся скобы из медной проволоки диаметром не менее 3 мм. Под платы используют фольгированный текстолит толщиной 1 мм. В каждой делают меленькие прорези для снижения нагрузки на диодных выводах. Крепят платы навстречу выводам транзисторов. Последовательность и правильность сборки сверяется со схемой самодельного инвертора.

На плату припаиваются конденсаторы, количеством около 14 штук. Они выведут выбросы трансформатора в цепь питания. Нейтрализовать резонансные выбросы тока трансформатором помогут встроенные снабберы, содержащие конденсаторы С15 и С16. Снабберы выбирают хорошего качества и проверенных производителей, потому что у них в инверторе очень важная роль. Они должны снизить резонансные выбросы и потери IGBT в момент отключения. Устройства забирают на себя всю мощность, что снижает выделение тепла в несколько раз. Лучшими признаны модели СВВ-81 и К78-2.
Для охлаждения и защиты от перегрева хорошо подходят радиаторы от компьютеров системных блоков типа Pentium 4 и Athlon 64.
Корпус сварочного инвертора
Корпус понадобится для компактного размещения всех компонентов. По ширине в нем должен свободно разместиться трансформатор. Еще 70% пространства отводится под все остальное. Для установки плат должны быть перемычки.
Верхний защитный кожух можно согнуть из листа 0,5–1 мм, сварить или сделать составным из нескольких пластин. В листах, закрывающих боковые стенки, выполнить вентиляционные отверстия. На корпусе должна быть ручка для транспортировки.
Конструкция должна легко разбираться. На фронтальной панели делают пазы под установку кнопки включения, переключателей тока, ШИМ-контроллера, световых индикаторов и разъемов.
В качестве декоративного покрытия подойдет обычная или молотковая краска красного, синего и оранжевого цветов.

Где взять блок питания и как его подключить
Блок питания сварочного инвертора вполне можно сделать из бесперебойника. Потребуются только трансформатор и корпус ИБП с удаленной остальной начинкой. Входом будет обмотка с большим сопротивлением и «родное» гнездо на торце корпуса. После подачи напряжения 220 В нужно найти пару с разностью потенциалов 15 В. Эти провода станут выходом из БП. Здесь потребуется еще поставить диодный мост, к которому будут подключаться потребители. На выходе получится напряжение около 15 В, которое просядет под нагрузкой. Тогда вольтаж придется подбирать опытным путем.
Импульсный блок питания позволяет снизить габариты и вес трансформатора, сэкономить материалы. Мощные транзисторы постоянного напряжения, установленные в инверторной схеме, обеспечивают переключение с 50 до 80 кГц. С помощью группы мощных диодов (диодного моста) получается на выходе постоянное пульсирующее напряжение. Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Сделать трансформатор можно на сердечниках типа Е42 из старого лампового монитора. Потребуется 5 таких приборов. Один пойдет для дросселя. Для остальных элементов нужны сердечники 2000 НМ. Напряжение холостого хода получится 36 В при длине дуги 4–5 мм. Выходные кабели рекомендуется заправить в ферритовые трубки или кольца.
Схема сварочного резонансного инвертора:

Рисунок 8 — Схема сварочного резонансного инвертора
Диодный мост
Диодный «косой мост» предназначен для трансформации в блоке питания переменного тока в постоянный. Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Выходные провода оставляют длиной 15 см. При установке мост отделяется прикрепленным к корпусу стальным листом.
Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.
Рисунок 9 — Намотка трансформатора
Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Подключение инверторного блока
Изготовление резонансного инвертора осуществляется на базе деталей от старого монитора либо телевизора. Используются компьютерный блок питания, его кулер и радиаторы.
Для защиты транзисторов применяются стабилитроны КС-213. Силовые транзисторы частотного типа должны быть рядом с трансформатором, чтобы гасить наводки и помехи.
Дорожки на текстолитовой плате толщиной 4–6 мм под силовой мост придется расширить с учетом того, что протекают токи порядка 30 А. Минимальное сечение питающего кабеля брать минимум 3 мм². Силовые диоды на выходе защищаются RC-цепочкой.

Рисунок 10 — Подключение инверторного блока
Конструирование и подключение системы охлаждения
Для хорошего охлаждения рабочих узлов в корпусе нужно предусмотреть достаточное количество вентиляционных отверстий. Их располагают на противоположных стенках. В качестве вентилятора используют кулер 220 В от старого компьютера на 0,15 А и выше.
Его ориентируют на вытяжку горячего воздуха. Приток холодного воздуха обеспечат отверстия.
Вентилятор располагают как можно ближе к трансформатору. Второй вентилятор должен обдувать радиатор с выпрямительными диодами. Работа сварочного инвертора связана с повышенным тепловыделением, поэтому нужно использовать не менее двух вентиляторов.

Рисунок 11 — Система охлаждения
Желательно установить на наиболее нагревающемся элементе термодатчик. При перегреве он сработает на отключение питания самого инвертора.
Механизм предотвращения залипания электрода
При работе электродами сварщики сталкиваются с проблемами при поджиге дуги и залипанием электродов. Электроды разогреваются, мощности потребляют больше, провода перегреваются от нагрузки и выбивают автоматы. Трансформатор гудит, стержни гнутся, и осыпается обмазка, а процесс не идет.
Решить проблему и сохранить сварочный инвертор поможет автоматический механизм предотвращения залипания. Собранный по схеме модуль встраивается в первичную и вторичную обмотку сварочного трансформатора. Устройство упростит работу, дуга станет проще зажигаться, и перегрузок сети не будет.

Рисунок 12 — Механизм предотвращения залипания электрода
Основная схема
Принцип работы схемы следующий. Вторичная обмотка сварочного трансформатора соединяется с выпрямителем переменного тока и со стабилизатором напряжения. Выход соединяется со слаботочным реле РЭС-10 на замыкание. Последовательно подключается керамический конденсатор С3. Он подбирается по мощности трансформатора, емкостью 2–10 мкФ и напряжением свыше 400 В. Выполняет функцию реактивного резистора.
После подачи питания на конденсатор во вторичной обмотке возникает переменное напряжение. Потом срабатывает реле Р2, размыкающее силовое реле Р1 с напряжением 220 В. Параллельно в обмотку включен конденсатор С4 с характеристикой 20–25 А. Его контакты закорачивают С3, и трансформатор включается в обычном режиме.
При стабильной дуге на вторичной обмотке напряжение держится в диапазоне 35–45 В. Этого достаточно для реле Р2. При коротком замыкании переменный ток исчезает на вторичной обмотке. В итоге Р2 обесточивается и выключает реле Р1. Первичная обмотка при этом питается лишь через конденсатор С3, на котором замыкается сетевое напряжение. Небольшой ток 150–200 мА безопасен для сети. Электроды не залипают, а если это и произошло, то легко отделяются. После стабилизации ситуации срабатывает реле и включается трансформатор на рабочий режим.
Все хорошо, но при коротком замыкании слышатся щелчки. От такой неприятности избавляются включением тиристоров в ключевом режиме по приведенной ниже схеме.

Рисунок 13 — Включение тиристоров в ключевом режиме
Конденсатор успешно заменяет лампа накаливания на 100–300 Вт. При коротком замыкании она вспыхнет.

Рисунок 14 — Схема с возможностью регулировки выходного тока
Предпусковая диагностика аппарата
Диагностика и подготовка сварочного инвертора к работе – это не менее важный процесс, чем сама сборка.

Инвертор запитывается от 15 В и подключается к плате ШИМ. Параллельно подается питание на конвектор, что уменьшит нагрев устройства и снизит шум.
После зарядки конденсаторов подключается реле, необходимое для замыкания резистора. Таким образом снижаются скачки напряжения при включении инвертора.
Включение инвертора в сеть 220 В в обход резистора может вызвать взрыв.
Теперь нужно проверить срабатывание реле замыкания резистора после подачи тока на ШИМ. Диагностируются импульсы на плате через несколько секунд после срабатывания реле. Для проверки исправности и работоспособности моста на него подается питание 15 В. Устанавливается холостой ход и сила тока выше 100 мА.
Правильность монтажа трансформаторных фаз контролируется осциллографом на 2 луча. Предварительно включается питание моста от конденсаторов с использованием лампы 200 Вт на 220 В. Частота ШИМ устанавливается 55 кГц. На осциллографе нужно отследить, чтобы напряжение не превышало 330 В.

Частота собранного сварочного инвертора определяется плавным снижением частоты ШИМ до появления на нижнем ключе IGBT незначительного заворота. Полученный показатель делится на два, а к результату добавляется частота пресыщения. Итоговое число будет рабочим колебанием частот трансформатора.
Потребление моста должно быть в пределах 150 мА. Свечение лампы неяркое. Интенсивный свет указывает на пробой обмотки либо на погрешности конструкции моста. У трансформатора не должно быть звуковых и шумовых эффектов. В случае их появления проверяют полярность. Тестовое питание на мост подключают с помощью бытового прибора, например чайника, на 2,2 Вт.
Проводники, выходящие от ШИМ, делают короткими, скручивают и укладывают дальше от источников помех. Ток инвертора постепенно повышается через резистор. Нижний ключ по показаниям осциллографа должен оставаться в пределах 500 В. Стандартный показатель составляет 340 В. Появление шума способно вывести из строя IGBT.
Пробную сварку начинают с 10 с. После этого проверяют радиаторы. Если они не холодные, то продлевают сварку до 20 с. Затем уже можно варить 1 минуту и дольше.
Трансформатор перегревается после использования 2–4 электродов. Для охлаждения вентилятору достаточно 2 минут, после чего работу продолжают.
Поделитесь опытом изготовления инвертора своими руками в комментариях к данной статье.
Устройство сварочного инвертора: принцип работы, схема
Все чаще для сварки стали использовать не трансформаторные сварочные аппараты, а инверторные. Они не просаживают сеть, ими легче варить. Это обусловлено тем, что устройство сварочного инвертора значительно отличается от трансформаторного сварочного аппарата.
Содержание статьи
Чем сварочный инвертор лучше трансформатора
Начнем с того, что такое инверторный сварочный аппарат. Это устройство для ручной или полуавтоматической сварки, работающее от сетевого напряжения. Есть аппараты, которые подключают к сети 220 В, есть на 380 В. Вне зависимости от количества фаз, сварочный ток (который идет на электрод) постоянный. Так что варить инверторным сварочным аппаратом легче — дуга стабильна и не скачет. Кроме того, есть такие опции как «антизалипание» и защита от перегрева. Но это не все его плюсы.
Сварочный инверторный аппарат намного меньше и легче трансформаторного. Это важно, особенно, если надо таскать его по участку. Еще одно преимущество — он не «садит» сеть, не «дает» скачков напряжения.
В чем же дело, чем отличается инверторный аппарат от трансформаторного? Весь секрет в тройном преобразовании напряжения. Сначала переменное напряжение преобразуют в постоянное, а затем снова в переменное, но уже очень высокой частоты. Его затем на вторичном выпрямителе снова преобразуют в постоянный ток. Он и используется при сварке. Это и есть вкратце принцип работы сварочного инвертора.
Благодаря современной схемотехнике, качественные сварочные инверторы обладают высокой надежностью.
Как работает инверторный сварочный аппарат: блок-схема
Принципиальные схемы инверторных сварочников разных фирм отличаются, как отличается и элементная база. Но состоят все они из тех же блоков, так как принцип работы у всех одинаковый.
В первичном НЧ (низкочастотном) выпрямителе сетевое напряжение преобразуется в постоянное, которое подается на вход инвертора. Инвертор преобразует постоянное напряжение частотой 50 Гц в переменное напряжение высокой частоты (десятки кГц). Высокочастотный трансформатор понижает напряжение и увеличивает ток, который может превышать 250 А. Именно сила тока нужна при сварке. Вторичный выпрямитель преобразует переменное напряжение в постоянное, а дроссель завершает преобразование и на электрод уходит постоянный ток.

Блок-схема сварочного инверторного аппарата
Это общий принцип работы инверторного сварочного инвертора. Как видите, он называется так потому что инвертор — ключевой элемент схемы.
Инвертор — это устройство для преобразования постоянного тока в переменный с изменением величины напряжения. Обычно представляет собой генератор периодического напряжения, по форме приближённого к синусоиде, или дискретного сигнала.
Большая часть инверторных сварочных аппаратов имеет еще контроллеры и устройства поддержания заданных параметров. Выполнены они обычно на базе процессоров, хотя есть и электромеханические модели.
Для чего нужны все эти преобразования и почему инверторный сварочный аппарат такой маленький и легкий
Для чего столько ступеней преобразования? Для того чтобы получить на выходе ток в сотни ампер и не перегрузить при этом электрическую сеть. Вторая задача — получить постоянный ток, так как варить на «постоянке» проще. Дуга стабильна, ее проще контролировать.
В простейших трансформаторных сварочных аппаратах выпрямление происходило на трансформаторе и, после некоторой стабилизации (несколько конденсаторов), сразу шло на электрод. Для преобразования сетевого напряжения частотой 50 Гц трансформатор требуется большой по размеру, так как диаметр проволоки должен быть большим. И это определяло размеры самого аппарата и его вес.

Принцип работы сварочного инвертора: ступени преобразования напряжения и тока
В инверторах путем преобразований частоту увеличивают до нескольких десятков килогерц (может быть 50-80 кГц) и уже после этого преобразуют в постоянное. Высокочастотное переменное напряжение преобразуется в постоянное на трансформаторе малого размера. Он в разы меньше и легче. Именно поэтому инверторные сварочники такие компактные и легкие. Но так как ступеней преобразования много, требуется контроль и согласование работы всех блоков. Поэтому инверторные сварочные аппараты при малых размерах и весе стоят больше. Хоть, вроде, налицо экономия материалов. А дело в том, что есть еще контролеры, которые стоят немало.
Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
У каждого производителя принципиальные схемы инверторных сварочных аппаратов разные. Мало того, даже разные линейки одного и того же производителя могут существенно отличаться. Но устройство сварочного инвертора имеет общие черты. Блоки те же. Просто собраны смогут быть по-разному. Это входной выпрямитель на базе мощного диодного моста и сглаживающих конденсаторов, инвертор — на ключевых транзисторах (тип IGBT или MOSFET) и выходной выпрямитель на базе высокочастотного понижающего трансформатора и диодного моста с выходным конденсаторным фильтром.

Принципиальная схема инверторного сварочного аппарата РЕСАНТА САИ 140
Далее рассмотрим, как работает сварочный аппарат, основываясь на схеме инверторного сварочного аппарата РЕСАНТА САИ 140. Он не лучше и не хуже остальных, просто есть его схемы.
Первичный выпрямитель и конденсаторный фильтр
Задача первичного выпрямителя — преобразовать синусоиду частотой в 50 Гц в постоянный ток. В реалии он получается не совсем постоянным, а с некоторой пульсацией, но это уже явно не синусоида. Реализуется это обычным диодным мостом, который «переворачивает» нижнюю полуволну синусоиды.

Как работает сварочный инвертор: первая ступень преобразования напряжения в Ресанта САИ 140
Сетевое напряжение через входную стабилизирующую группу попадает на конденсаторы С1 и С2. Основная задача — снятие статического напряжения на землю. Именно поэтому включать инверторную сварку крайне желательно в розетку с действующим заземлением, а не просто с имеющимся контактом.
Далее, диодный мост «переворачивает» нижнюю полуволну. На его выходе получается пульсирующее напряжение. Для сглаживания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ). На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
И конденсаторы, и диоды при работе сильно греются. Для лучшего отвода тепла их монтируют на алюминиевые радиаторы. Часто еще делают дополнительный обдув — ставят вентилятор. Если вы хотите, чтобы сварочный аппарат прослужил долго, следите за тем, чтобы кулер был в рабочем состоянии.
Инвертор
Блок инвертора преобразует постоянное выпрямленное напряжение низкой частоты в переменное напряжение высокой частоты. Реализуется обычно на ключевых транзисторах, которые открываются и закрываются с большой частотой. Именно они формируют переменное напряжение с частотой в десятки килогерц. Управляет их переключением контроллер.

Силовые транзисторы G30N60, при помощи которых преобразуется постоянный ток в высокочастотный переменный
G30N60 — биполярный транзистор с изолированным затвором (IGBTs).
На выходе инвертора получаем не синусоиду, а практически прямоугольные импульсы. Но для дальнейшего выпрямления это не проблема. Зато частота высокая, что значит, что вторичный выпрямитель можно сделать на небольшом по размеру трансформаторе.
Выпрямление и стабилизация
Полученное высокочастотное напряжение подается на высокочастотный трансформатор. Напряжение на нем понижается, ток увеличивается. Через его первичную обмотку протекает высокое напряжение небольшой силы тока, а со вторичной снимается более низкое напряжение, но сила тока уже порядка 150-220 ампер — в зависимости от мощности и класса аппарата.

Выходное преобразование напряжения перед подачей на электрод
Для получения постоянного напряжения на выходе трансформатора стоит диодный мост. Он выдает уже практически постоянное напряжение, которое «доглаживается» выходными конденсаторами и идет на сварочный электрод. Диоды на выходном мосту стоят особые — с высокой скоростью срабатывания (не более 40-55 наносекунд). Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
STTH6003CW — диод быстродействующий 300В, 30А, 55нс.
Остальные блоки на схеме — это как раз управление, «дополнительные опции» типа защит от перегрева и залипания электрода.
На что обратить внимание при выборе сварочного инвертора
Речь пойдет не о характеристиках, а о выборе марок и производителей. Ситуация на рынке со сварочными инверторами не лучше и не хуже, чем с остальными инструментами или бытовой техникой. Очень много товара из Поднебесной. Ценовая категория — от самого дешевого, до среднего. Есть также российские аппараты, украинские и белорусские. Они, в основном, в среднем ценовом диапазоне, хотя есть и более дорогие линейки. «Европейцев» в последние годы очень мало и цена далеко не «средняя».

Как работает сварочный инвертор — это одно. Надо еще, чтобы он был ремонтопригодным. Схемотехника может существенно различаться
Так что же выбрать? Оптимально — нормальный Китай и аппараты производства стран СНГ. И будьте осторожны. Очень много дешевых китайских подделок, которые имитируют российские, украинские или белорусские марки или даже «нормальный» товар из Поднебесной. В «фирменных» приборах заявленные параметры соответствуют реальным. И, если вы выставили ток, скажем, 130 ампер, на выходе вы получите именно 130 ампер плюс-минус пару процентов. В дешевых же поделках приходится потом «опытным» путем переписывать цифры на регуляторах. Потому что при положении регулятора 150 А, но на выходе может быть всего 90 А. В лучшем случае — 110-120 А, что явно не радует.
Ремонт и сервис
Второй момент, на который надо обратить внимание при выборе сварочного инверторного аппарата — его ремонтопригодность и доступность элементной базы. Производители разделились на два лагеря. У одних компоненты для ремонта стоят недорого, легкодоступны. Следовательно, ремонт быстрый, без особых проблем и недорого. Вторая группа производителей исходит из того, что нечего ремонтировать — покупайте новый аппарат. Элементная база подбирается особая, просто так ее не найти, приходится заказывать. Поставляет ее тот же производитель по очень высоким ценам. Так что действительно, часто получается дешевле купить новый аппарат, чем ремонтировать вышедший из строя.

Важно чтобы заявленные характеристики совпадали с реальными
Как ни странно, сварочные инверторы «второй группы» обычно работают нормально и довольно долго. Так что отзывы о работе обычно положительные. Но вот ремонт… Это проблема.
Ну, и следует обратить внимание на наличие сервисных центров в вашем регионе. И на то, на какой срок дают гарантию. Не только производители, но и сервисники. Может получиться так, что гарантия на аппарат солидная — несколько лет. А на ремонтные работы — всего месяц-два-три. Скажем, вам не повезло, ваш сварочник сломался очень быстро. Отвезли в мастерскую, они отремонтировали, а на отремонтированный аппарат дают гарантию два месяца. И все. Дальше «за свои деньги».
Электрическая схема инверторного сварочного аппарата(WS200)
Электрическая схема инверторного сварочного аппарата
Описание продукта
Печатная плата инверторного сварочного аппарата имеет следующие характеристики:
Нечувствительность к колебаниям тока или длины сварочной ванны для непрерывной дуговой сварки.
Высокая стабильность сварочного тока.
Немедленный запуск из-за высокого открытого напряжения
Sarting ARC мощный
Очень мягкое плавление благодаря постоянному току, гладкий внешний вид сварного шва.
Защита от перенапряжения и пониженного напряжения.
Очень хорошее проникновение и отличная стабильность ARC.
Технические параметры
| Модель | WS-250 | WS-200 | WS-180 35 | 900|
| Входное напряжение | 50/60 Гц (1 фаза) 230 В ± 10% | 50/60 Гц (1 фаза) 230 В ± 10% | 50/60 Гц ( 1 фаза) 230 В ± 10% | 50/60 Гц (1 фаза) 230 В ± 10% |
| Напряжение холостого хода | 80 В | 80 В | 80 В | 80 В |
| Номинальный входной ток | Макс.46A | Макс. 42A | Макс. 36,8A | Макс. 30A |
| Входная мощность | Макс. 9 кВт | Макс. 6,6 кВт | Макс. 5,8 кВт | Макс. 5 кВт |
| Рабочий цикл | 60% | 60% | 60% | 60% |
| Диапазон тока | 10-250A | 10-200A | 10-180A | 10-160A |
| Сварочный стержень | .5-5 мм | 1,5-4 мм | 1,5-4 мм | 1,5-4 мм |
| Габаритные размеры | 39x17x28 см | 39x17x28 см 3 | 39x17x28 см | 39x17x28 см |
| Вес | 8,5 кг | 8 кг | 7,5 кг | 7 кг |
| Класс защиты IP | IP21 | IP21 | IP21 | |
| Товарный знак | OEM / SONSCN | OEM / SONSCN | OEM / SON47 OEM / SON47 9005 SONSCN |
Информация о упаковке ritation
Одна печатная плата в одной коробке из пенопласта (33x21x14 см), 2 коробки из пеноматериала в одной коробке (35x22x29 см).
Кол-во загрузки : 2500 шт. / 20GP; 6090 шт. / 40HQ
000
000
000
Q: Как сохранить конкурентоспособность наших цен?
A: У нас есть отношения с большим количеством поставщиков, и мы можем найти лучший источник материалов для постоянной экономии ваших затрат, соблюдения вашего графика разработки, удовлетворения ваших потребностей в прототипировании или массовом производстве.
Вопрос: вы фабрика или торговая компания?
A: Мы фабрика, мы предоставляем услуги OEM.
Q: Где находится ваш завод?
A: Город Юнкан, Чжэцзян, Китай
Вопрос: Какой у вас сертификат?
A: CE и CCC, все виды сертификатов могут быть предоставлены на основе большого количества закупок.
Q: Сколько времени потребуется, если запросить образцы?
A: Вообще говоря, через 3 рабочих дня после получения оплаты.
Q: Каково ваше время выполнения заказа для массовых продуктов, таких как 5000 единиц на единицу?
A: Это примерно 15-35 дней после получения предоплаты.
Q: Каковы ваши условия оплаты?
A: T / T, наличными, Western Union или L / C.
Q: Каков охват вашего рынка во всем регионе?
A: Наши рынки по всему миру во всех уголках, у нас более 10 лет опыта в этой отрасли.
Q: Какова ваша основная производственная линия?
A: В основном мы производим инверторные аппараты для дуговой сварки, аппараты для сварки TIG, пускатели перемычек и ИБП. и т. д.
Q: Какая у вас гарантия?
A: Это 12 месяцев. Обычно мы поставляем некоторые запчасти для ремонта клиентом со следующим заказом, если какая-то поломка.
.Принципиальная схема
Инверторный сварочный аппарат Mma 200 Arc Welder Portable
принципиальная схема инверторный сварочный аппарат MMA 200 портативный дуговой сварочный аппарат
Почему стоит выбрать sonscn?
1. — Специализируется на производстве инверторных сварочных аппаратов IGBT более 10 лет.
2. — Производство было создано инженерами с более профессиональной и технологической поддержкой, строгим контролем качества и способностью поставлять машины с максимальным соотношением цены и качества.
3. — Все используемые компоненты являются новыми и оригинальными, без каких-либо подержанных или повторно используемых компонентов. Важные компоненты — импортные.
4. — Низкий уровень ремонта: менее 1,2%.
5. — Высокая мощность: машины могут достигать высокой мощности. Сварите электрод от 3,2 мм до 5 мм.
6. — Высокий рабочий цикл: может достигать 80% при температуре 25 ℃.
7. — Высокий контроль качества оборудования, мы производим печатные платы самостоятельно, каждая машина проходит 6 этапов проверки перед упаковкой.
8. — Быстрый срок поставки: с производственным конденсатором 25000 шт. / Месяц для своевременной доставки.
1.Показ изображения
2.Детальный рисунок
3.Технический параметр принципиальная схема инверторный сварочный аппарат mma-200 dc сварочный аппарат Малогабаритный инверторный сварочный аппарат с IGBT имеет следующие параметры: 4 220 В, 1 фаза 50/60 Гц технические условия 2. Легкий и удобный: конструкция с учетом портативности и использования вне помещений, ручка (или плечевой ремень) наверху позволяет носить устройство повсюду. Это идеальный сварочный аппарат, подходящий для небольших строительных работ, обивочной промышленности , высотная, полевые работы, ремонт и домашний разнорабочий. Есть стандартные аксессуары и дополнительные аксессуары на ваш выбор. Обычно есть 2 способа упаковки сварочного аппарата. 38x33x31cm (2 коробки / коробка) 43.5×31,5×39 см (2 коробки / коробка) 44 Цех 8 3 1 Использование технологии IGBT / MOSFET значительно повышает надежность аппарата. 2 Высокий рабочий цикл, значительно повышает эффективность сварщика, экономит энергию. 3 Небольшой размер, стабильное и надежное качество. 4 Легкое зажигание дуги, небольшое разбрызгивание, стабильный ток и хорошее формирование. 5 Можно использовать кислотный и основной электроды 6 Высокое напряжение холостого хода, сильная дуга с функцией компенсации силы. 7 Широко используется в отделке помещений и на высоких рабочих местах. Контроль качества в процессе производства Производственная линия 03
0 967
Входное напряжение 50/60 Гц 1 ~ 230 В ± 10% входной ток Макс.42A Напряжение холостого хода 80V .Схема КПД Инверторный сварочный аппарат Mma-200 Dc Welder Machine
0
ARC200 Выходной ток 30-200A Входное напряжение Рабочий цикл 25 Входной ток 42A Сварочный стержень 1.5-5 мм Напряжение холостого хода 80 В Подходящая плата 1,5-13 мм Эффективность 85% Уровень защиты IP21 Входная мощность 6,6 кВт Вес 4,6 кг Выходное напряжение 28,9 В Размеры (см) 31x13x20 030003
1. Инверторная технология IGBT: Портативный сварочный аппарат использует передовую инверторную технологию, которая характеризуется сверхмощным сварочным аппаратом с меньшими размерами и меньшим весом (4,9 кг), но также гарантирует высокий коэффициент использования мощности.
3. Горячий старт: обеспечивает легкое идеальное зажигание дуги.
4. Сила дуги: ток автоматически увеличивается, если длина дуги слишком короткая.
5. Охлаждение вентилятором: двойной вентилятор сводит к минимуму поступление частиц, улучшает рабочий цикл, характеристики сварки и продлевает срок службы.
6. Защита от перегрузки: Идеальная функция самозащиты в случае перенапряжения. низкое напряжение, перегрузка по току, перегрев, безопасность и надежность.
7. Подходит для всех видов основного сварочного прутка, включая кислотный, щелочной и покрытый целлюлозой электрод.
1. Один сварочный аппарат MMA и принадлежности кладут в 1 цветную коробку или 1 картонную коробку
Затем 2 коробки кладут в одну стандартную коробку.
2. Один сварочный аппарат MMA и принадлежности помещаются в 1 пластиковый ящик для инструментов.
Затем 2 коробки кладут в одну стандартную коробку.
1. Упаковка картонной / цветной коробки 2. Пластиковая упаковка ящика для инструментов Размер ящика 36,5x15x28 см Размер ящика для инструментов Размер коробки Размер коробки GW / CTN 16 кг GW / CTN 18kgs41 1470pcs / 735ctns 20FT’S 1040pcs / 520ctns
Производится 5 цехов на одном сварочном аппарате.
.Сварочный аппарат инвертора высокопроизводительной схемы Мастерская Рабочий Станок Количество / день Время работы Вставка компонентов в картон 4 1000 шт. 10 часов Мастерская досок 40 10 10003 1000 шт. 10hours 40 10 1000 шт. 10 часов Полиграфический цех 5 3 0
4 0
4 9000 часов 0
Испытательный цех 10 10 Delixi Mma-200
Высокопроизводительная электрическая схема инверторного сварочного аппарата DELIXI MMA-200
Деталь MMA140I MMA160I MMA200I Напряжение питания (В) 230 230 230 Входная мощность ) 5.6 6,6 8,8 Предохранитель (A) 24,4 28,7 38,3 КПД 0,85 0,85 0,85 Коэффициент мощности 0,73 0,73 0,73 Макс.напряжение холостого хода (В) 67 67 76 Диапазон тока (А) 10-140 10-160 10-200 Рабочий цикл (%) EN60974-1 40 ℃ 140 при 60% 160 при 60% 200 при 60% Ток при 100% (A) 108 124 155 Используемый электрод (мм) 1.6-4,0 1,6-4,0 1,6-5,0 Класс изоляции F F F Класс защиты IP21S IP21S IP21S Размер (мм ) 360 * 235 * 310 360 * 235 * 310 460 * 255 * 340 Вес (кг) 7 7,5 11,0 Код (НЕТ) 891123 891124 891125 Грузоподъемность 20-футового контейнера (шт.) 1070 1070 700 Грузоподъемность 40-футового контейнера (шт.) 2140 2140 1400 40’HQ Грузоподъемность контейнера (шт.) 2600 2600 1700
Похожие записи
