Как устроена электросхема фрезерных станков 6М82, 6М83 и других моделей серии 6М. Какие основные элементы входят в электрооборудование этих станков. Как работает система управления в различных режимах. На что обратить внимание при эксплуатации электрооборудования фрезерных станков серии 6М.
Общая характеристика электрооборудования фрезерных станков серии 6М
Электрооборудование консольно-фрезерных станков серии 6М (6М82, 6М82Г, 6М82Ш, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ) предназначено для работы от трехфазной сети переменного тока напряжением 380 В и частотой 50 Гц. По специальному заказу возможно исполнение на другие стандартные напряжения и частоту 60 Гц.
Основные элементы электрооборудования станков серии 6М:
- Электродвигатели главного привода и подач
- Пусковая и защитная аппаратура
- Элементы управления (кнопки, переключатели)
- Система электродинамического торможения шпинделя
- Электромагнит быстрых перемещений
- Концевые выключатели и командоаппараты
Особенности электрической схемы фрезерных станков 6М
Электрическая схема станков серии 6М обеспечивает следующие основные функции:
- Управление главным приводом с реверсом
- Управление приводом подач по трем координатам
- Быстрые перемещения по всем осям
- Работу в автоматическом цикле
- Блокировки для безопасной работы
- Динамическое торможение шпинделя
Принцип работы электросхемы в различных режимах
Режим ручного управления
В режиме ручного управления оператор может:
- Включать и выключать вращение шпинделя кнопками «Пуск» и «Стоп»
- Управлять подачами с помощью командоаппаратов 1КА и 2КА
- Включать быстрый ход кнопкой «Быстро»
Автоматический режим
В автоматическом режиме станок может выполнять следующие циклы:
- Правый скачкообразный с реверсом
- Левый скачкообразный с реверсом
- Маятниковый
Управление циклами осуществляется с помощью командоаппаратов и концевых выключателей.
Система электродинамического торможения шпинделя
Для быстрой и плавной остановки шпинделя применяется система электродинамического торможения, включающая:
- Селеновый выпрямитель
- Пускатель торможения
- Реле напряжения
Торможение осуществляется подачей постоянного тока в обмотку статора двигателя после его отключения от сети.

Блокировки и защиты в электросхеме станков 6М
Электросхема содержит ряд блокировок, обеспечивающих безопасную эксплуатацию:
- Запрет одновременной работы продольной и поперечной подач
- Блокировка включения подач при неработающем шпинделе
- Защита от перегрузок и коротких замыканий
- Нулевая защита всех электродвигателей
Особенности эксплуатации электрооборудования фрезерных станков серии 6М
При эксплуатации электрооборудования станков серии 6М необходимо:
- Регулярно проверять состояние пусковой и релейной аппаратуры
- Следить за надежностью контактных соединений
- Проводить профилактические осмотры электродвигателей не реже 1 раза в 2 месяца
- Своевременно менять смазку в подшипниках электродвигателей
- Проверять работу блокировок и защит
Основные элементы электросхемы фрезерных станков 6М
Ключевые элементы электрической схемы станков серии 6М:
- Вводный выключатель F1
- Магнитные пускатели ПШ, ПП, ПЛ, ПБ, ПТ
- Командоаппараты 1КА, 2КА, 3КА
- Кнопки управления SB1-SB6
- Переключатель режимов ПУ
- Электромагнит быстрого хода Y1
- Селеновый выпрямитель ВС
Преимущества электрической схемы станков серии 6М
Электросхема фрезерных станков 6М обладает рядом преимуществ:
- Универсальность — возможность работы в ручном и автоматическом режимах
- Наличие системы быстрых перемещений
- Эффективное электродинамическое торможение шпинделя
- Развитая система блокировок и защит
- Возможность реализации различных автоматических циклов
Возможные неисправности электрооборудования станков 6М и их устранение
При эксплуатации фрезерных станков серии 6М могут возникать следующие неисправности электрооборудования:
- Не включается главный привод — проверить контакты пускателя ПШ
- Не работает быстрый ход — проверить электромагнит Y1 и пускатель ПБ
- Не останавливается шпиндель — проверить цепь торможения (ВС, ПТ, РН)
- Срабатывает тепловая защита — проверить нагрузку и настройку реле
При обнаружении неисправностей следует обращаться к квалифицированному персоналу.
Электросхемы фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Сведения о производителе консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6P13
Производитель универсальных фрезерных станков — Горьковский завод фрезерных станков, основанный в 1931 году.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
Серия Р Горьковского завода фрезерных станков ГЗФС
- 6Г605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
- 6М12П станок консольно-фрезерный вертикальный, 320 х 1250
- 6М13П станок консольно-фрезерный вертикальный, 400 х 1600
- 6М82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6М82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6М82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6М83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6М83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6М83Ш станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Н12 станок консольно-фрезерный вертикальный, 320 х 1250
- 6Н13П станок консольно-фрезерный вертикальный, 400 х 1600
- 6Н82 станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Н82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный, 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный, 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный, 400 х 1600
- 6Т12-1 станок консольно-фрезерный вертикальный, 320 х 1250
- 6Т12 станок вертикальный консольно-фрезерный вертикальный, 320 х 1250
- 6Т12Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 320 х 1250
- 6Т13 станок консольно-фрезерный вертикальный, 400 х 1600
- 6Т13Ф20 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Т13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Т82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Т82-1 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Т82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Т82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Т83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83-1 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83Г станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Т83Ш станок консольно-фрезерный широкоуниверсальный, 400 х 1600
- 6605 станок продольно-фрезерный двухшпиндельный, 500 х 1600
- 6606 станок продольно-фрезерный трехшпиндельный, 630 х 2000
- ГФ2171 станок фрезерный вертикальный с ЧПУ и АСИ, 400 х 1600
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1./images/skeemid/puurpink.png)
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш
.Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Электросхемы консольно-фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Общие сведения
Электрооборудование станка предназначено для питания от сети трехфазного тока напряжением 380 В с частотой 50 Гц. По особому заказу оно может быть выполнено и на другие стандартные напряжения: 220 В или 500 В, а также на частоту сети 60 Гц.
В электрической схеме станка (рис. 50) предусмотрены: питание цепи управления от сети напряжением 127 в, питание цепи местного освещения от сети напряжением 36 В, нулевая защита всех электродвигателей, а также защита от коротких замыканий плавкими предохранителями и от перегрузок при помощи тепловых реле.
Вся пусковая электроаппаратура установлена в двух нишах станины станка.
В каждой нише имеется по две панели с электроаппаратурой; четыре панели составляют комплект панелей управления станка, имеющий общую монтажную схему (рис. 51).
Для подключения электрооборудования к сети и его отключения имеется вводный выключатель, рукоятка которого расположена на дверке левой ниши.
Описание электрооборудования
Управление электродвигателем шпинделя — кнопочное. Выбор направления вращения шпинделя производится реверсивным переключателем ПР, который устанавливает нужное вращение двигателя шпинделя.
Управление электродвигателем подачи производится от двух командоаппаратов.
Командоаппарат продольной подачи 1КА состоит из двух конечных выключателей: для включения правого и левого ходов стола.
Командоаппарат поперечной и вертикальной подач 2КА также состоит из двух конечных выключателей. Рукоятка командоаппарата 2КА имеет пять положений: назад, вниз, вперед, вверх и среднее нейтральное.
Для выполнения на станке разных режимов работы в электросхеме имеется переключатель ПУ на три положения рукоятки. При первом положении — «Автоматический цикл» — выполняются только автоматические циклы продольного хода стола, при втором положении — «Подача от рукояток» — производится нормальная работа станка и при третьем положении — «Круглый стол» — производится работа круглым столом, который как приспособление может быть установлен на столе станка.
Управление вращением круглого стола происходит при одностороннем вращении двигателя подачи.
Электронасос для охлаждающей жидкости управляется от выключателя ВО.
Выключатель ВМО служит для отключения местного освещения станка.
Специальный электромагнит ЭБ постоянного тока (рис. 52) служит для привода фрикционной муфты быстрого хода.
Одновременно с включением быстрого хода электромагнит отключает кулачковую муфту подачи.
Питание электромагнита ЭБ выполняется от селенового выпрямителя ВС, основное назначение которого — давать подмагничивающий ток двигателю шпинделя при торможении.
Вводный выключатель ВВ и реверсивный переключатель ПР предназначены для отключения ненагруженных цепей, поэтому при пользовании этими аппаратами электродвигатель шпинделя необходимо предварительно отключить кнопкой «Стоп».
Работа электросхемы при ручном управлении
Переключатель управления ПУ должен быть установлен в положении «Подача от рукояток».
После выбора направления вращения шпинделя переключателем ПР рукоятку вводного выключателя ВВ необходимо установить в положение «Включено». При этом будет подано напряжение сети на, клеммы магнитного пускателя ПШ.
От нажатия кнопки «Шпиндель» магнитный пускатель ПШ включается, и двигатель шпинделя будет вращаться.
При включенном пускателе ПШ рукояткой командоаппарата 1КА (или 2КА) можно включить движение стола со скоростью рабочей подачи. Для получения движения стола вправо (или назад, вниз) включается пускатель ПП, при левом ходе (или ходах вперед, вверх) работает пускатель ПЛ двигателя подачи.
Движение стола со скоростью быстрого хода происходит только при нажатой кнопке «Быстро», которая включает пускатель ПБ электромагнита быстрого хода.
Быстрым ходом стола можно пользоваться как при включенном, так и при отключенном двигателях шпинделя. При отключенном шпинделе быстрый ход осуществляется благодаря шунтированию контакта ПШ 12-28 контактом ПБ при нажатии кнопки «Быстро».
Автоматический останов двигателя подачи при движении стола (консоли или салазок) происходит при переводе концевым кулачком рукоятки командоаппарата 1КА (или 2КА) в нейтральное положение, при этом разрывается цепь питания пускателя ПП (или ПЛ), и двигатель останавливается.
Работа электросхемы при автоматическом управлении
Автоматическое управление применяется только для продольного хода стола.
На станке можно выполнять следующие автоматические циклы:
- правый скачкообразный с реверсом
- левый скачкообразный с реверсом
- маятниковый
При маятниковом цикле рабочая подача стола автоматически чередуется с быстрым ходом в каждом направлении.
Для работы на автоматическом цикле переключатель ПУ должен быть установлен в положение «Автоматический цикл».
Кроме того, необходимо также сделать механическое переключение валика, имеющегося в салазках станка, из положения «Ручное управление» в положение «Автоматический цикл». При последнем положении валика кулачковая муфта продольного хода заперта, и конечный выключатель 4КА нажат. Это обеспечивает управление продольным движением стола только от командоаппаратов 1КА и 3КА при сблокированных поперечной и вертикальной подачах.
Для объяснения работы схемы в автоматическом цикле разберем выполнение правого скачкообразного цикла с реверсом. Этот цикл состоит из автоматических переключений:
- с быстрого хода вправо на подачу вправо
- с подачи вправо на быстрый ход влево
- с быстрого хода влево на «Стоп»
Для получения быстрого хода стола в начале цикла нужно предварительно убедиться в том, что командоаппарат 3КА, управляющий работой пускателя ПБ при автоматических циклах, находится в не нажатом состоянии, т. е. через его контакт 43-26 происходит питание пускателя ПБ.
е. через его контакт 43-26 происходит питание пускателя ПБ.
Если контакт 3КА 43-26 не закрыт, то необходимо сделать поворот звездочки с восемью выступами, сидящей на валу рукоятки командоаппарата 1КА на один выступ, после чего контакт 3КА 43-26 закроется.
При повороте рукоятки командоаппарата 1КА вправо включится быстрый ход стола вправо, так как произойдет включение пускателей /7/7 для двигателя подачи и ПБ для электромагнита.
Отключение быстрого хода происходит, когда в нужной точке пути стола откидной кулачок сделает поворот звездочки на один выступ, при этом контакт 43-26 командоаппарата 3КА раскроется, электромагнит ЭБ будет отключен, и стол продолжит движение со скоростью рабочей подачи.
Для переключения движения в нужной точке пути с рабочей подачи вправо на быстрый ход влево в пазу стола должны быть установлены рядом два кулачка:
- кулачок № 1 для перевода рукоятки командоаппарата из положения вправо в положение влево
- кулачок № 3 (откидной) для отключения подачи вправо и включения быстрого хода
Когда кулачок № 1 переводит рукоятку командоаппарата 1КА в положение влево, то перед моментом раскрытия контакта 15-16 от нажатия кулачка № 3 на звездочку с выступами в командоаппарате 3КА контакт 43-26 уже закрывается, что обеспечивает питание пускателя ПП по цепи 15-42-43-25-16 при раскрытом контакте 15-16 командоаппарата 1КА (см. в схеме диаграмму переключателя 3КА).
в схеме диаграмму переключателя 3КА).
После перевода рукоятки в положение влево кулачок 3 повернет звездочку на один выступ и в командоаппарате 3КА раскроется контакт 43-26, отключая пускатель ПП — подача вправо. Закрытие нормально закрытого контакта пускателя ПП 22-18 замыкает цепь питания пускателя ПЛ, и двигатель реверсируется. Одновременно контакт 3КА 43-26 включает пускатель ПБ, и стол идет быстро влево.
Остановка быстрого хода влево происходит при переводе кулачком № 2 рукоятки командоаппарата 1КА в нейтральное положение, в котором отключаются двигатель подачи и электромагнит ЭБ.
Наладку на автоматические циклы следует производить без обрабатываемой детали, так как ошибки при наладке могут привести к включению быстрого хода вместо подачи, что может вызвать поломку инструмента.
Работа схемы при остальных автоматических циклах аналогична вышеописанной.
Импульсное включение двигателей
Для получения быстрого сцепления зубьев зубчатых колес при переключениях скоростей шпинделя предусмотрен кратковременный поворот двигателя шпинделя.
Для указанной цели имеется кнопка «Толчок», при нажатии которой двигатель шпинделя получает кратковременное вращение. Кратковременность включения пускателя ПШ происходит благодаря тому, что при его включении получает питание реле РП, которое, становясь на самопитание, разрывает своим контактом 33-27 цепь питания пускателя ПШ.
При переключениях подачи также имеется возможность кратковременного включения двигателя подачи с помощью конечного выключателя KB, который включает двигатель в то время, когда ручка переключения находится в выдвинутом положении.
Торможение шпинделя
Электропривод шпинделя имеет динамическое торможение двигателя, которое благодаря плавно нарастающему тормозному моменту лучше обеспечивает сохранность механизма при эксплуатации, чем другие способы торможения.
Для выполнения динамического торможения установлено следующее электрооборудование:
- Селеновый выпрямитель ВС, соединенный со специальной обмоткой трансформатора ТУ. Эта обмотка имеет напряжение 55 В при напряжении сети 380 В и 36 В при 220 В.

- Магнитный пускатель ПТ для включения постоянного тока в обмотку статора двигателя на время торможения.
- Промежуточное реле РН, имеющее катушку для напряжения сети трехфазного тока.
При нажатии кнопки «Стоп» ее нормально закрытый контакт отключает пускатель ПШ, и статор двигателя от сети отключается. В отключенной обмотке статора затухающее поле ротора наводит напряжение, приблизительно равное напряжению сети.
Во избежание пробоя селенового выпрямителя последний включается в цепь статора только после снижения наведенного напряжения до малой величины. Контроль исчезновения наведенного напряжения выполняет реле напряжения РН.
Когда реле РН обесточивается, оно своим нормально закрытым контактом 23-41 замыкает цепь питания пускателя ПТ, который подает в обмотку статора постоянный подмагничивающий ток, чем обеспечивается торможение двигателя.
После остановки шпинделя кнопку «Стоп» отпускают, при этом пускатель ПТ отключает селеновый выпрямитель от статора.
Процесс торможения двигателя длится при наибольшей включенной скорости шпинделя 1600 об/мин 3—5 сек.
Блокировки станка
Электросхема имеет ряд блокировок, которые введены для обеспечения правильной эксплуатации станка и его электрооборудования:
- Одновременное включение рукояток командоаппаратов 1КA и 2КА вызывает остановку двигателя подачи, так как совместная работа двух подач не допускается кинематикой станка
- В положении переключателя ПУ «Автоматический цикл» исключены работа поперечной и вертикальной подач и управление от кнопки «Быстро»
- В положении переключателя ПУ «Круглый стол» работа продольной, поперечной и вертикальной подач невозможна
- В положении переключателя ПУ «Подача от рукояток» нормально замкнутые контакты в реверсивном пускателе двигателя подачи зашунтированы для получения принудительного реверсирования двигателя подачи в случае «прилипания» якоря к неподвижному сердечнику магнита в пускателе
- Не допускается рабочая подача во всех направлениях, а также вращение круглого стола при не включенном двигателе шпинделя.

Схема электрическая принципиальная фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Электрическая принципиальная схема фрезерных станков серии 6М
Схема электрическая принципиальная консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Схема электрическая принципиальная консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерных станка
Перечень элементов схемы электрической принципиальной консольно-фрезерных станков
Перечень элементов схемы электрической принципиальной консольно-фрезерных станках. Скачать в увеличенном масштабе
Схема электрическая принципиальная фрезерных станков 6М82, 6М82Г, 6М82Ш, 6М82ГБ, 6М83, 6М83Г, 6М83Ш, 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Электрическая принципиальная схема фрезерных станков серии 6М
Схема электрическая принципиальная консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Диаграммы переключателей. Назначение путевых выключателей фрезерных станков серии 6М
Диаграммы переключателей. Назначение путевых выключателей на консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Перечень элементов схемы электрической принципиальной фрезерных станков серии 6М
Перечень элементов схемы электрической принципиальной консольно-фрезерных станках серии 6М. Смотреть в увеличенном масштабе
Cхема расположения электрооборудования на вертикальных консольно-фрезерных станках 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Cхема расположения электрооборудования на станках 6М12П, 6М12ПБ, 6М13П, 6М13ПБ
Cхема расположения электрооборудования на консольно-фрезерных станках 6М12П, 6М12ПБ, 6М13П, 6М13ПБ. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на горизонтальных консольно-фрезерных станках 6М82, 6М82Г, 6М82ГБ, 6М83, 6М83Г
Cхема расположения электрооборудования на станках 6М82, 6М82Г, 6М82ГБ, 6М83, 6М83Г
Cхема расположения электрооборудования на горизонтальных консольно-фрезерных станках 6М82, 6М82Г, 6М82ГБ, 6М83, 6М83Г. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Cхема расположения электрооборудования на широкоуниверсальных консольно-фрезерных станках 6М82Ш, 6М83Ш
Cхема расположения электрооборудования на станках 6М82Ш, 6М83Ш
Cхема расположения электрооборудования на широкоуниверсальных консольно-фрезерных станках 6М82Ш, 6М83Ш. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Описание электрооборудования фрезерных станков. Видеоролик.

- Консольно-фрезерные станки серии «М» № 2; 3. Руководство к электрооборудованию 380 в 50 Гц
- Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
- Комаров А.
 Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975 - Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
- Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
- Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Список литературы:
Связанные ссылки
Электросхемы фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Сведения о производителе консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6P13
Производитель универсальных фрезерных станков — Горьковский завод фрезерных станков, основанный в 1931 году.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
Серия 6Р Горьковского завода фрезерных станков ГЗФС
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный, 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный, 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный, 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
Электросхемы консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Общие сведения
В настоящем руководстве приведены сведения по эксплуатация электрооборудования станков моделей 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б.
На каждом из указанных станков могут применяться следующие величины напряжений переменного тока:
- силовая цепь 3х50 Гц, 60 Гц — 220, 380, 400, 415, 440 В;
- цепь управления 50 Гц, 60 Гц — 110 или 220 В;
- цепь местного освещения 50 Гц, 60 Гц — 36, 24 или 110 В;
- цепь электродинамического торможения -56-60 В (для сети 380-440 В) и 36 В (для сети 220 В).
Конкретно для каждого станка питающее напряжение указывается в свидетельстве о приемке (см. руководство к станкам, ч. III).
Освещение рабочего места производится светильником местного освещения, смонтированным слева на станине станка.
В консоли рассоложен электромагнит Y1 для быстрых перемещений.
Кнопки управления смонтированы на пультах — на консоли и левой стороне станины.
Все аппараты управления размещены на четырех панелях, встроенных в нишах с дверками, на лицевую сторону которых выведены рукоятки следующих органов управления:
- F1 — вводный выключатель;
- S2 (S4) — реверсивный переключатель шпинделя;
- S6 — переключатель режимов;
- S3 — выключатель охлаждения.
Станки 6Р82Ш и 6Р83Ш в отличие от других станков имеют два электродвигателя для привода горизонтального и поворотного шпинделей.
Завод-изготовитель оставляет за собой право вносить в электрооборудование станков дальнейшие изменения и усовершенствования.
При уходе за электрооборудованием необходимо периодически проверять состояние пусковой и релейной аппаратуры.
При осмотрах релейной аппаратуры особое внимание следует обращать на надежное замыкание и размыкание контактных мостиков.
Во время эксплуатация электродвигателей следует систематически производить их технические осмотры в профилактические ремонты. Периодичность технически осмотров устанавливается в зависимости от производственных условий, но не реже одного реза в два месяца. При профилактических ремонтах должна производиться разборка электродвигателя, внутренняя в наружная чистка, замена смазки подшипников. Смену смазки подлинников при нормальных условиях работы следует производить через 4000 часов работы, но при работе электродвигателя в пыльной в влажной среде ее следует производить чаще -по мере необходимости.
Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином. Камеру заполняют смазкой на 2/3 ее объема.
Первоначальный пуск станка
При первоначальном пуске станка необходимо прежде всего проверить внешним осмотром надежность заземления и состояние монтажа электрооборудования. При помощи вводного выключателя F1 станок подключить к цеховой сети.
Проверять четкость срабатывания магнитных пускателей в реле при помощи кнопок в переключателей станка, ограничение движений в наладочном режиме, при управлении станком от рукояток в автоматическом цикле в при работе с круглым столом.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков:
6Н12,
6Н13П,
6Н82,
6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков:
6Т12-1,
6Т13-1,
6Т82-1,
6Т83-1 и
ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Описание работы электросхемы консольно-фрезерных станков
Электросхема (рис. 1, 2) позволяет производить работу на станке в следующих режимах:
- управление от рукояток и кнопок управления
- автоматическое управление продольными перемещениями стола
- режим — круглый стол
Выбор режима работы производится переключателем S6.
При работе станка от рукояток и невращающемся шпинделе необходимо переключатель S2 (S4) установить в нулевое положение.
ВНИМАНИЕ! ПРЕЖДЕ ЧЕМ ОТКЛЮЧИТЬ СТАНОК ОТ СЕТИ ИЛИ ПРОИЗВЕСТИ РЕВЕРС ПРИ РАБОТАЩЕМ ЭЛЕКТРОДВИГАТЕЛЕ ШПИНДЕЛЯ НЕОБХОДИМО КНОПКОЙ «СТОП» ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ
Для облегчения переключения скоростей шпинделя я подачи в станке предусмотрено импульсное включение электродвигателя шпинделя — кнопкой S9, а электродвигателя подачи — конечным выключателем S14. При нажатии на кнопку S9 включается контактор шпинделя К4 в реле напряжения К1, н.о. контакты которого включают реле КЗ, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При нажатии на кнопку S9 включается контактор шпинделя К4 в реле напряжения К1, н.о. контакты которого включают реле КЗ, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При управлении от рукояток работа электросхемы обеспечивается замыканием контактов соответствующих конечных выключателей и кнопок.
Включение в отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи (S17, S19), вертикальной в поперечной подач (S16, S15).
Включение и отключение шпинделя производится соответственно кнопками «Пуск» — S10, S11; «Стоп» — S7, S8. При нажатии на кнопку «Стоп» одновременно с отключением электродвигателя шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии кнопки S12 (S13) «Быстро», включающей контактором К3 электромагнит быстрого хода Y1.
Торможение электродвигателя шпинделя — электродинамическое. При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях Y1. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях Y1. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При работе на одной из подач исключается возможность случайного включения другой подачи: блокировка осуществляется конечными выключателями S15- S19. При автоматическом управлении переключатель S6 должен быть установлен в положение «Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, в положение «Автоматический цикл». При последнем положения валика кулачковая муфта продольного хода заперта в конечный выключатель S20 нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движения стола кулачки, воздействуя на рукоятку включения продольной подачи в верхнюю звездочку (рис. 3), производят необходимые переключения в электросхеме конечными выключателями S17, S19, S18. Конечный выключатель S20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы.
3), производят необходимые переключения в электросхеме конечными выключателями S17, S19, S18. Конечный выключатель S20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы.
Описание работы рукояток и звездочек, воздействующих на конечные выключателя, а также настройки кулачков см. в руководстве по эксплуатации, часть I.
Работа электросхемы в автоматическом цикле — быстрый подвод — рабочая подача — быстрый отвод — происходит следующим образом: при отключенной рукоятке продольной подачи шток, воздействующий на конечный выключатель S18, должен находиться в глубокой впадине нижней звездочки. Контакты 41-17 конечного выключателя S18 должны быть замкнуты. С включением рукоятки продольного хода вправо происходит быстрое движение стола вправо. Отключение быстрого хода в нужной точке производится при воздействия кулачка на верхнюю звездочку, при повороте которой оба контакта конечного выключателя S18 размыкаются. Стол продолжает движение на рабочей подаче. При воздействии кулачков на рукоятку в звездочку происходят реверс подачи и включение быстрого хода влево. При переходе рукоятки через нейтральное положение питание контактора К5 осуществляется через контакты 35-43 конечного выключателя S18. Шток, воздействующий на конечный выключатель, в этот момент должен находиться на участке постоянной кривизны нижней звездочки.
При воздействии кулачков на рукоятку в звездочку происходят реверс подачи и включение быстрого хода влево. При переходе рукоятки через нейтральное положение питание контактора К5 осуществляется через контакты 35-43 конечного выключателя S18. Шток, воздействующий на конечный выключатель, в этот момент должен находиться на участке постоянной кривизны нижней звездочки.
Отключение быстрого хода влево в конец цикла осуществляются при переводе рукоятки кулачком в нейтральное положение. Работа станка на других циклах производится путем настройки соответствующих кулачков. Работа электросхемы в этом случае аналогична.
При работе с круглым столом переключатель S6 устанавливается в положение «Круглый стол». При этом включение продольных, поперечных и вертикальных подач исключается. Блокировка осуществляется конечными выключателями S14- S20.
Вращение круглого стола осуществляется от электродвигателя подач, пуск которого производится контактором К6 одновременно с электродвигателем шпинделя.
Быстрый ход круглого стола происходит при нажатии кнопки «Быстро», включающей контактор К3 электромагнита быстрого хода.
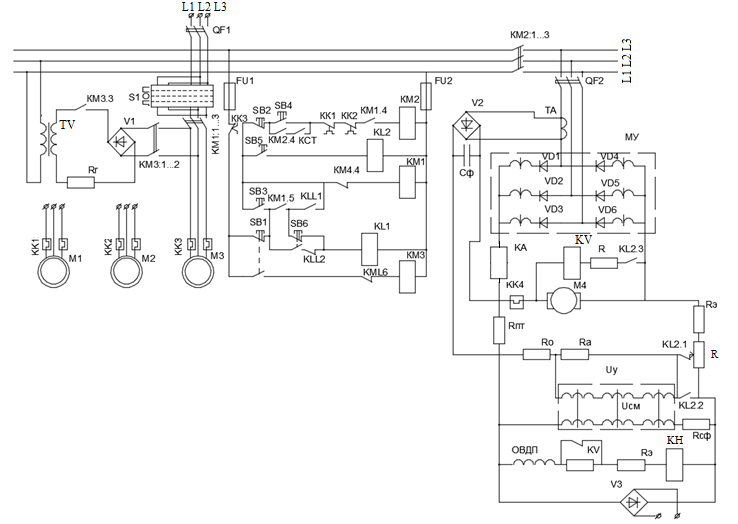
Cхема электрическая консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Электрическая схема консольно-фрезерных станков серии 6Р
1. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
2. Схема электрическая принципиальная фрезерных станков 6Р. Скачать в увеличенном масштабе
2. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
3. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
4. Cхема электрических соединений консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
Диаграммы переключателей. Назначение путевых выключателей
Диаграммы переключателей. Назначение путевых выключателей
Циклограмма работы станка. Диаграммы переключателей. Назначение путевых выключателей. Скачать в увеличенном масштабе
Назначение путевых выключателей. Скачать в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерных станков
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка. Скачать в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка. Скачать в увеличенном масштабе
Характеристики электродвигателей и нагревательных элементов консольно-фрезерных станков
Характеристики электродвигателей и нагревательных элементов фрезерных станков
Характеристики электродвигателей и нагревательных элементов станков. Скачать в увеличенном масштабе
Перечень элементов электрооборудования консольно-фрезерных станков
Перечень элементов электрооборудования консольно-фрезерных станков
Перечень элементов электрооборудования консольно-фрезерных станков. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
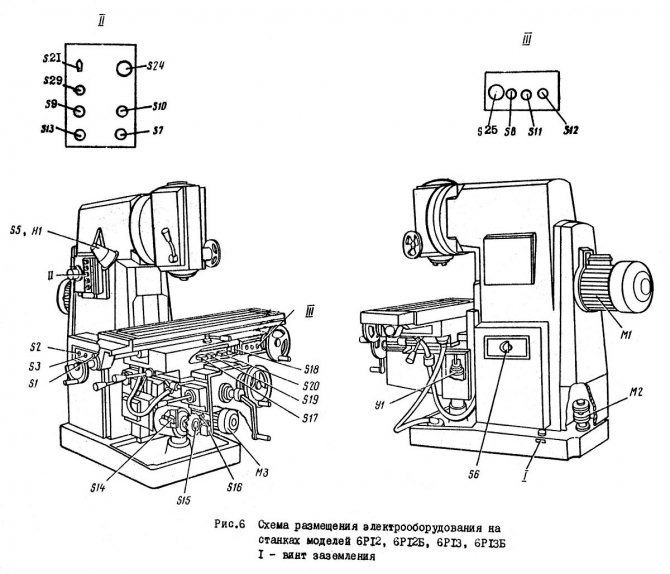
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
Cхема расположения электрооборудования на фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
Cхема расположения электрооборудования на фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б
Cхема расположения электрооборудования на фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б
Cхема расположения электрооборудования на фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р82Ш, 6Р83Ш
Cхема расположения электрооборудования на фрезерных станках 6Р82Ш, 6Р83Ш
Cхема расположения электрооборудования на фрезерных станках 6Р82Ш, 6Р83Ш. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Читайте также: Технология ремонта фрезерных станков