Как работает инверторный сварочный полуавтомат. Из каких основных блоков он состоит. Какие преимущества имеют инверторные полуавтоматы перед трансформаторными. Какие типы инверторных схем используются в современных сварочных аппаратах.
Принцип работы инверторного сварочного полуавтомата
Инверторный сварочный полуавтомат представляет собой современное высокотехнологичное устройство для дуговой сварки плавящимся электродом в среде защитных газов. Основное отличие инверторного полуавтомата от традиционного трансформаторного заключается в принципе преобразования электрической энергии.
Как работает инверторный сварочный полуавтомат?
- Входное переменное напряжение 220В или 380В выпрямляется.
- Выпрямленное напряжение преобразуется в переменное высокой частоты (20-100 кГц).
- Высокочастотное напряжение подается на понижающий трансформатор.
- Пониженное высокочастотное напряжение выпрямляется.
- Выпрямленное напряжение подается на сварочную дугу.
Такая схема позволяет значительно уменьшить габариты и вес трансформатора, а также обеспечить высокую стабильность сварочного тока.

Основные блоки инверторного сварочного полуавтомата
Типичный инверторный сварочный полуавтомат состоит из следующих основных блоков:
- Входной выпрямитель — преобразует входное переменное напряжение в постоянное
- Инвертор — преобразует постоянное напряжение в переменное высокой частоты
- Высокочастотный трансформатор — понижает напряжение
- Выходной выпрямитель — выпрямляет пониженное высокочастотное напряжение
- Блок управления — обеспечивает регулировку и стабилизацию сварочного тока
- Механизм подачи проволоки — подает сварочную проволоку в зону сварки
Какую роль играет каждый из этих блоков? Входной выпрямитель преобразует сетевое напряжение в постоянное для питания инвертора. Инвертор формирует высокочастотное переменное напряжение. Трансформатор понижает это напряжение до необходимого для сварки уровня. Выходной выпрямитель преобразует переменное напряжение в постоянное сварочное. Блок управления обеспечивает стабильность процесса и регулировку параметров.
Преимущества инверторных сварочных полуавтоматов
По сравнению с традиционными трансформаторными аппаратами, инверторные сварочные полуавтоматы имеют ряд существенных преимуществ:

- Меньшие габариты и вес
- Более высокий КПД
- Лучшая стабильность сварочного тока
- Возможность точной регулировки параметров
- Наличие дополнительных функций управления процессом сварки
За счет чего достигаются эти преимущества? Уменьшение габаритов и веса обеспечивается применением высокочастотного трансформатора. Высокий КПД достигается за счет более эффективного преобразования энергии. Стабильность тока и возможность точной регулировки обеспечивается электронной системой управления.
Типы инверторных схем в сварочных полуавтоматах
В современных сварочных инверторах применяются различные схемотехнические решения. Наиболее распространенные типы инверторных схем:
- Полумостовая схема
- Мостовая схема
- Двухтактная прямоходовая схема
- Резонансная схема
Какие особенности имеет каждый тип схемы? Полумостовая схема проста, но имеет меньшую мощность. Мостовая схема обеспечивает высокую мощность, но более сложна. Прямоходовая схема эффективна на малых мощностях. Резонансная схема имеет высокий КПД, но сложна в реализации.

Особенности инверторных источников питания для сварки
Инверторные источники питания для сварки имеют ряд особенностей, которые необходимо учитывать при их разработке и эксплуатации:
- Высокие рабочие частоты (20-100 кГц)
- Большие пиковые токи в силовых элементах
- Необходимость эффективного отвода тепла
- Чувствительность к помехам и наводкам
Как решаются эти проблемы в современных инверторах? Применяются быстродействующие силовые полупроводники (IGBT, MOSFET). Используются специальные схемы снабберов для снижения коммутационных потерь. Разрабатываются эффективные системы охлаждения силовых элементов. Применяются методы экранирования и фильтрации для подавления помех.
Системы управления инверторными сварочными полуавтоматами
Современные инверторные сварочные полуавтоматы оснащаются сложными микропроцессорными системами управления, которые обеспечивают:
- Стабилизацию сварочного тока и напряжения
- Формирование оптимальных динамических характеристик
- Реализацию различных режимов сварки
- Контроль и индикацию параметров процесса
Какие функции выполняет система управления? Она обеспечивает поддержание заданных параметров сварки независимо от колебаний напряжения сети и длины дуги. Формирует оптимальную форму выходного тока для улучшения качества сварки. Реализует специальные режимы, например, сварку с импульсной подачей проволоки. Отображает текущие параметры и сохраняет их в памяти.
Перспективы развития инверторных сварочных полуавтоматов
Развитие инверторных сварочных полуавтоматов продолжается в следующих направлениях:
- Повышение энергоэффективности
- Улучшение динамических характеристик
- Расширение функциональных возможностей
- Интеграция с цифровыми системами управления производством
Какие новые технологии внедряются в современных инверторах? Применяются новые типы силовых полупроводников с улучшенными характеристиками. Разрабатываются адаптивные системы управления на основе нейронных сетей. Внедряются функции удаленного управления и мониторинга через промышленные сети. Создаются экспертные системы для оптимизации режимов сварки.
Схема инверторного сварочного аппарата — оборудование для инверторной сварки
Сварочные работы больше не привилегия профи, и специальные знания по сварке могут пригодиться не только сварщикам. Схема инверторного сварочного аппарата – в нашей статье.
Иметь сварочный аппарат – это уже не прихоть, а необходимость тем большая, чем больше хозяйство. Починить что-нибудь, не прибегая к помощи приглашенного сварщика – это дело чести настоящего хозяина. Понятно, что такая информация как схема сварочного аппарата, будет полезна домашнему мастеру.
Отличия инверторов от традиционных сварочных аппаратов
Традиционный сварочный аппарат – трансформаторного типа. Он способен преобразовать силу тока, повысив в несколько раз — до тысяч ампер. Трансформатор предназначен для разных видов сварки и считается более универсальным. При этом он имеет ряд недостатков.
Главный недостаток трансформатора – нестабильность дуги, которая зависит от колебаний напряжения сети. С помощью переменного тока, выдаваемого трансформатором, сделать качественный шов очень непросто. Поэтому применяют дополнительное оборудование – выпрямитель, который имеет немалый вес.
Поэтому применяют дополнительное оборудование – выпрямитель, который имеет немалый вес.
В отличие от трансформатора инвертор, вырабатывающий постоянный ток, не зависит от входного напряжения, обеспечивая устойчивую дугу. При этом, чем больше частота напряжения, тем меньше габариты аппарата. То есть, инвертор дает нам следующие преимущества:
- Компактность и небольшой вес;
- Низкая энергоемкость;
- Регулировка силы тока;
- Чистота и качество сварного шва.
Теперь, когда мы поняли, в чем отличия инвертора, посмотрим, какова схема инверторного сварочного аппарата.
Схема работы инвертора
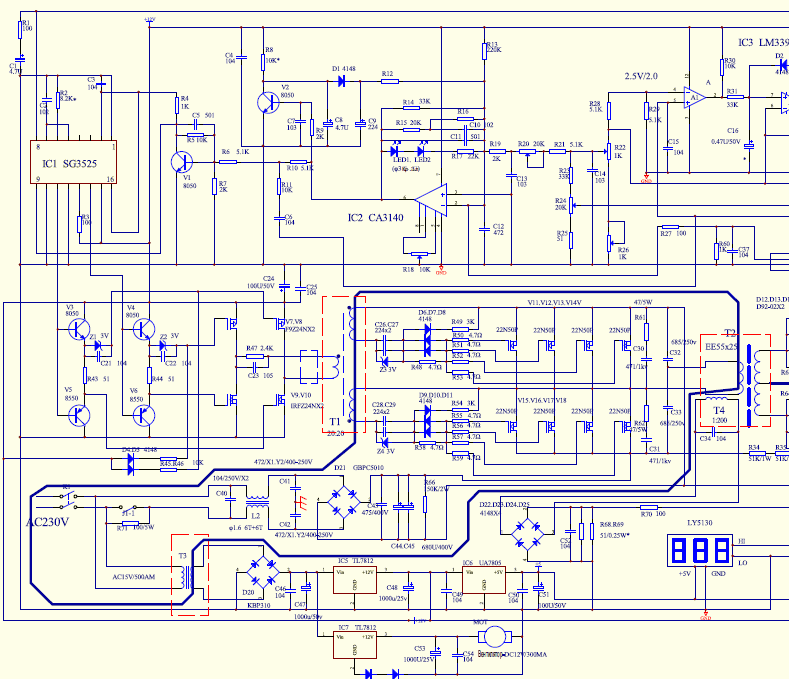
Рассмотрим, какова схема сварочного аппарата. Сварочный инвертор состоит: из выпрямителя, преобразователя, трансформатора, а также — выходного выпрямителя и управляющей схемы. В общем, схема инверторной сварки следующая.
Когда включается инвертор, ток попадает в первичный выпрямитель, где превращается в постоянный того же напряжения, что и в сети – 220 вольт. В инверторном блоке ток снова становится переменным, но уже с другой частотой – в несколько десятков килогерц (не 50 Гц как в сети). Для этого служат высокочастотные транзисторы и тиристоры.
В инверторном блоке ток снова становится переменным, но уже с другой частотой – в несколько десятков килогерц (не 50 Гц как в сети). Для этого служат высокочастотные транзисторы и тиристоры.
Ток высокой частоты попадает на трансформатор, который понижает напряжение, но повышает силу тока. Кроме того, трансформатор уменьшает потери тока (КПД около 90%) и обеспечивает стабильную подачу напряжения.
Вторичный выпрямитель снова преобразует переменный ток в постоянный. И далее ток попадает уже на электрод. Такова в целом схема инверторного сварочного аппарата. Конечно, устройство его гораздо сложнее.
Важнейший элемент — управляющий блок на основе микропроцессоров. Основной элемент блока — микросхема ШИМ-контроллера. Координируя работу всех узлов аппарата, блок обеспечивает стабильность напряжения на выходе и, соответственно, сварной дуги. В частности, переменный резистор в схеме блока регулирует силу тока сварки.
Такая схема инверторной сварки позволяет не только менять полярность тока на электроде, но и получать другие самые разнообразные характеристики сварки. Инверторы – компактные, легкие, удобные в работе – позволяют варить самые разнообразные металлоконструкции из черного металла.
Инверторы – компактные, легкие, удобные в работе – позволяют варить самые разнообразные металлоконструкции из черного металла.
Схема точечной сварки
Точечная сварка – это, если коротко, такой процесс, когда детали соединяются не сплошным швом, а в нескольких точках. Применяется такой вид сварки для деликатного соединения тонких деталей; используется в машиностроении, авиационной и других видах точной промышленности.
В общем, схема точечной сварки следующая. Это термоэлектрический процесс, в ходе которого ток пропускается через детали, подлежащие соединению, и нагревает их в необходимых точках. При этом прочность соединения зависит от силы тока и времени воздействия, усилия сжатия деталей, их структурой. Преимущества точечной сварки очевидны:
- Легкое, прочное и долговечное соединение.
- Возможность работы с деликатными материалами.
- Низкое безопасное напряжение.
- Высокая скорость работы.
Схема точечной сварки состоит в том, что ток контролируемой силы подается медными электродами, диаметр которых определяет плотность энергии.
Мягкий предполагает плавный нагрев заготовок небольшой силой тока относительно продолжительное время. Соответственно, при этом энергии потребляется меньше, и для такой сварки нужны аппараты меньшей мощности – более дешевые. Мягкий метод применяется при сварке деталей, которые необходимо закалить.
Жесткий метод отличает более высокие значения силы тока, значительным давлением и большей продолжительностью процесса сварки. Сварные аппараты подбирают исходя из задачи, соединение какого типа необходимо сделать, и различаются они типами встроенных трансформаторов. Помимо компактных приборов существуют также многофункциональные сварочные станки.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Схемы/Инструкции
|
Файл |
Описание |
Размер |
|
prestige144. |
Принципиальная электрическая схема инверторного сварочного источника Prestige144, производства итальянской компании BLUEWELD. |
507 Kb |
|
sai200.djvu |
Срисованная с оригинала принципиальная электрическая схема инверторного сварочного источника САИ 200, производства группы компаний ТСС. |
383 Kb |
|
inverter3200.djvu |
Приципиальная электрическая схема инверторного сварочного источника Inverter 3200 TOP DC китайского производства. |
318 Kb |
|
deca_mos_168.djvu |
Виды и приципиальная электрическая схема инверторного сварочного источника MOS 168, производства итальянской фирмы DECA. |
383 Kb |
|
B31-5A. |
Приципиальная электрическая схема зарядного устройства B31-5A. |
980 Kb |
|
instructions.rar |
Инструкции по настройке и схемы с описаниями на сварочные аппараты NEON ВД-161 и NEON ВД-201, производства ЗАО ЭлектроИнтел, Нижний Новгород. |
1.11 Mb |
|
telwin_140.pdf |
Электрическая принципиальная схема на инверторный сварочный аппарат TELWIN-140, производства итальянской компании TELWIN. |
48.2 Kb |
|
Privod_EPU1-1.djvu |
Паспорт на Электропривод унифицированный трёхфазный серии ЭПУ1…Д,М. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения. |
2.82 Mb |
|
mip200_300.pdf |
Схема электрическая принципиальная малогабаритного источника питания типа МИП-200(250;300;250T;300T)У3, предназначенного для дуговой сварки. |
353 Кb |
|
vduch450.djvu |
Схема силовой части инверторного сварочного источника ВДУЧ-350 |
194 Кb |
|
ospz-2m.djvu |
Инструкция по эксплуатации Осциллятора ОСПЗ-2М. |
1.02 Mb |
|
rks14.pdf |
Паспорт и схема блока управления контактной сваркой РКС-14. |
356 Kb |
|
rus2004. |
Схема сварочного инвертора РУСЬ-2004,2005, нарисованная от руки во время ремонта. |
114 Kb |
|
mtr1201.djvu |
|
211 Kb |
|
rks502.djvu |
|
255 Kb |
|
pa-107. |
Неполная документация на п/а то-ли ПА-107, то-ли ПШ-107 или ПСШ-107. Буквы маркировки точно установить не удалось. П/а предназначен для сварки порошковой проволокой. Принципиальные схемы все есть, но монтажных схем и спецификаций элементов нет. Описание частично (%95) удалось восстановить. Может у кого-то есть более полная версия документации ? |
754 Kb |
|
uza-150-80-y4.djvu |
Паспорт, инструкция по эксплуатации, описание и принципиальная электрическая схема устройства зарядного автоматического типа УЗА-150-80-У4. |
920 Kb |
|
dc250_31.djvu |
Описание, инструкция по эксплуатации и принципиальные схемы инверторного источника сварочного тока DC250.31, производства научно-производственного предприятия «Технотрон». |
1. |
|
Privod_ET-1.djvu |
Полная документация на привод ЭТ-1Е1. Это тиристорный, однофазный, нереверсивный привод постоянного тока, с ОС по ЭДС. Частота вращения 72-3600 об/мин. Регулировка производится вниз от максимальной. |
2.01 Mb |
|
13rp.djvu |
Отсканированный паспорт устройства поджига дуги типа 13РП, предназначенного для возбуждения дуги в плазмотронах. Что немаловажно, в паспорте есть намоточные данные трансформатора и дросселей. |
493 Kb |
|
VD-0801.djvu |
Руководство по эксплуатации сварочного выпрямителя ВД-0801 (укр.). |
214 Kb |
|
dc250.rar |
В архиве отсканированный паспорт инверторного сварочного источника DC250. 31 НПП «Технотрон», г.Чебоксары. Фотографии внутренностей аналогичного аппарата DC250.33 можно посмотреть здесь. DC250.33 отличается от DC250.31 тем, что в первом используются диоды 150EBU04 вместо модуля HEA320NJ40C на выходе. В последних 250.31 так же использовались выходные диоды 150EBU04. В инверторе использовано по 4 транзистора в плече + диод. в данный момент выпускаются только 250.33, в которых применены IRGPS40B120U либо IRG4PSH71U. диод — DSEP3012CR, либо HFA30PB120 (на отдельном радиаторе, аппарат снят с производства). Магнитопровод сварочного трансформатора 120х80х15 мм (за размеры точно не ручаюсь) производства ОАО Ашинский металлургический завод, из аморфного железа 5БДСР с немагнитным зазором. первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка — ЛЭП119х0,1 (сколько жил не помню). оба провода — ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после «х», только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. 31 НПП «Технотрон», г.Чебоксары. Фотографии внутренностей аналогичного аппарата DC250.33 можно посмотреть здесь. DC250.33 отличается от DC250.31 тем, что в первом используются диоды 150EBU04 вместо модуля HEA320NJ40C на выходе. В последних 250.31 так же использовались выходные диоды 150EBU04. В инверторе использовано по 4 транзистора в плече + диод. в данный момент выпускаются только 250.33, в которых применены IRGPS40B120U либо IRG4PSH71U. диод — DSEP3012CR, либо HFA30PB120 (на отдельном радиаторе, аппарат снят с производства). Магнитопровод сварочного трансформатора 120х80х15 мм (за размеры точно не ручаюсь) производства ОАО Ашинский металлургический завод, из аморфного железа 5БДСР с немагнитным зазором. первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка — ЛЭП119х0,1 (сколько жил не помню). оба провода — ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после «х», только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм |
4.83 Mb |
|
Agregat_ADD-3124.djvu |
Документация на сварочный агрегат АДД-3124, который предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке,резке и наплавке металлов постоянным током. Пределы регулирования сварочного тока 40-315А Ном.сварочное напряжение 32,6В Ном.частота вращения 1800+/-30 об/мин. |
475 Kb |
|
Privod_ET6.djvu |
Документация и схемы на электропривод постоянного тока серии ЭТ-6, который предназначен для регулирования и стабилизации частоты вращения электродвигателя постоянного тока в диапазоне 1:10000 (если допустимо техническими условиями для данного электродвигателя).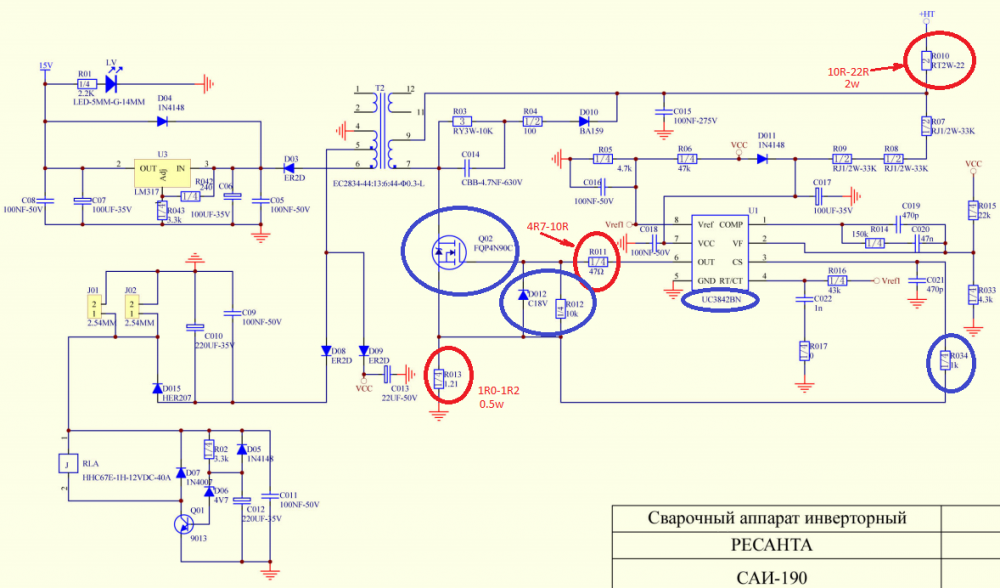 В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом. В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом. |
2.62 Mb |
|
spektrometr.pdf |
Схемы и описание тиристорного генератора импульсов от эмиссионного спектрометра POLYVAC E2000, применяемого для спектрального анализа железосодержащих сплавов (чугуны, стали и т.п.). Генератор достаточно мощный (1 — 1,5 кВт). |
1.4 Mb |
|
zariadka.djvu |
|
357 Kb |
|
klasik_141.djvu |
Фотографии и, нарисованные от руки, схемы инверторного сварочного источника Klasik 141. |
469 Kb |
|
PDG-508m.djvu |
Техническое описание, схема и инструкция по эксплуатации сварочного полуавтомата типа ПДГ-508М. |
305 Kb |
|
busp2.djvu |
Техническое описание и инструкция по эксплуатации блока управления сварочным полуавтоматом типа БУСП-2У3.1. |
1.71 Mb |
|
vdg303-401.djvu |
Принципиальные электрические схемы сварочных источников ВДГ-303-3, ВДГ-401 и полуавтомата ПДГ-312-4 производства фирмы СЭЛМА. |
239 Kb |
|
nname.djvu |
Принципиальная электрическая схема однофазного полуавтомата типа …. |
92 Kb |
|
kama. |
Руководство на сварочный дизель-генератор компании KAMA. |
1.19 Mb |
|
Сварочный источник ВДУ-601 |
Схема промышленного универсального сварочного источника ВДУ-601. |
185Кb |
|
Выпрямитель ТПП-160-70-У3.1 |
Схема промышленного зарядного ТПП-160-70-У3.1 . Схема была срисована с агрегата при ремонте. |
98Кb |
|
Выпрямители ТПЕ ТПП |
Схемы и описание выпрямителей ТПЕ и ТПП, предназначенных для зарядки тяговых аккум. батарей: — щелочных на Uном=24-72 V и ёмкостью от 300 до 600 A*ч , — кислотных на Uном=24-80 V и ёмкостью от 160 до 400 А*ч . Особенности схемы: Тиристорный 3-фазный выпрямитель с трехобмоточными трансформаторами тока на строне выпрямленного напряжения. 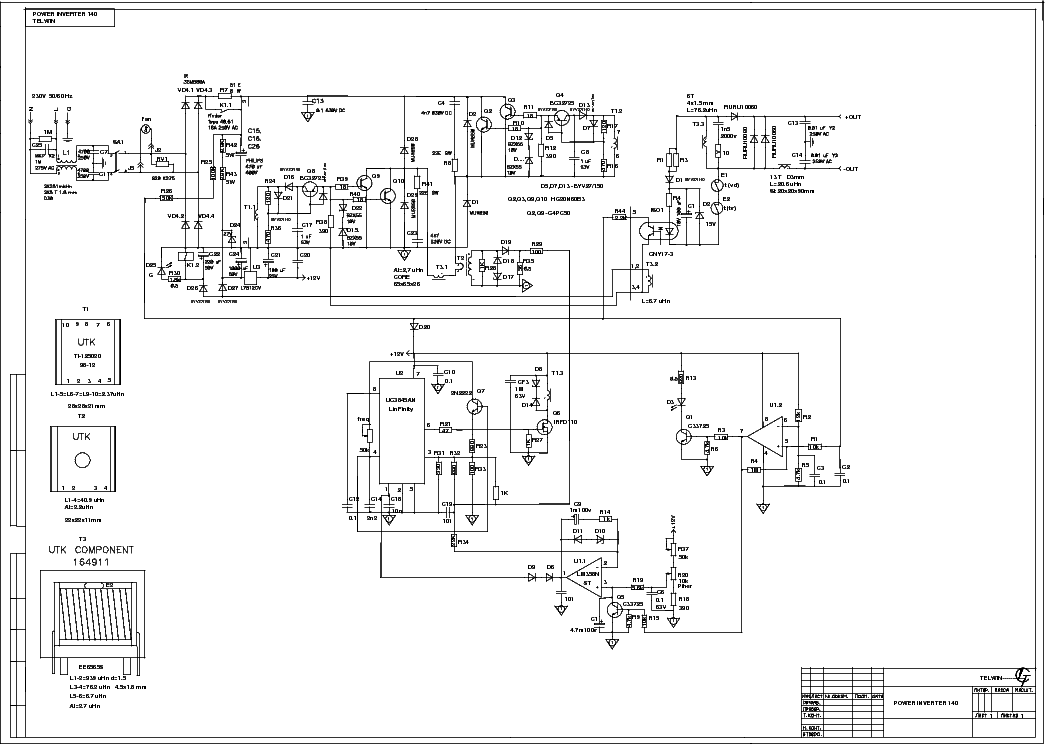 УЭ всех тиристоров объединены. УЭ всех тиристоров объединены. |
407Кb |
|
Инвертор |
Срисованная с оригинала схема сварочного источника Telwin conica160. В схеме не прорисована цепь питания реле от сх. контроля залипания. |
147Кb |
|
Инструкция эксплуатации |
Полная документация на электропривод асинхронный глубокорегулируемый комплектный Размер 2М-5-21, который предназначен для работы в системах автоматического регулирования частоты вращения электродвигателей двух механизмов подачи и электродвигателя шпинделя токарных станков с ЧПУ. В документацию входит инструкция по эксплуатации, техническое описание, альбом электрических схем, инструкция по сигнатурному контролю и техническое описание и инструкция по эксплуатации фотоэлектрического преобразователя угловых перемещений модели ВЕ178А5. |
874Кb |
|
vdu504.gif |
Принципиальная электрическая схема сварочного источника ВДУ-504. |
355Кb |
|
mk300.djvu |
Фотографии внутренностей инверторного сварочного источника МК300А. |
283Кb |
|
Telwin.rar |
Принципиальная электрическая схема инверторного сварочного источника Телвин 130. Схему с образца, в процессе ремонта, срисовали. Для просмотра схемы потребуется как минимум Pcad2000. |
92.1Кb |
|
fors_upr.djvu |
Фирменная принципиальная электрическая схема блока управления инверторного источника Форсаж, выпускаемого Рязанским приборостроительным заводом.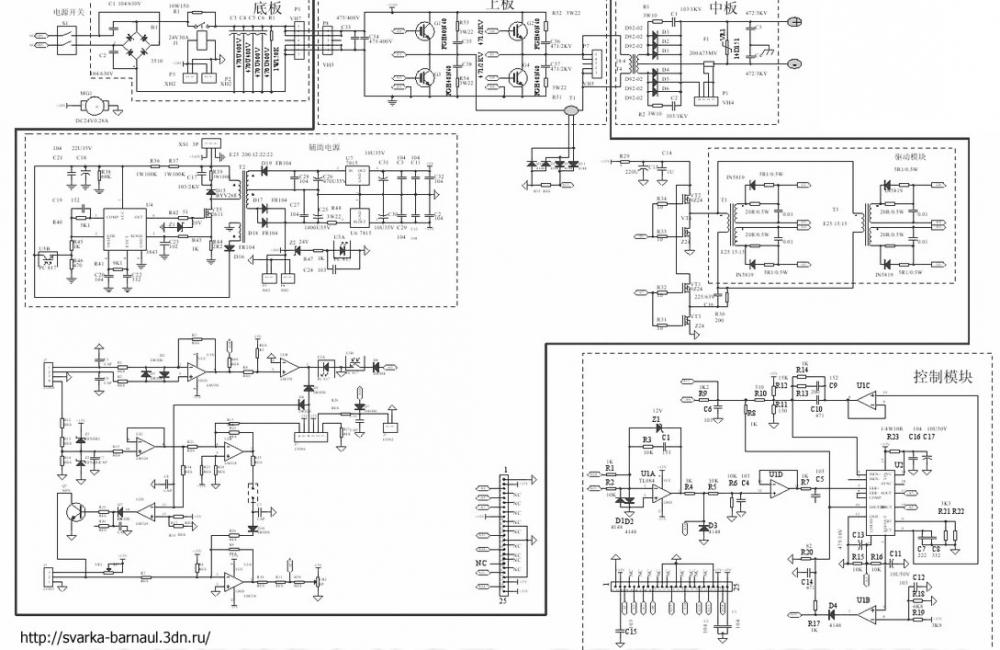 |
51.3Кb |
|
Forsag125.rar |
Инверторный сварочный источник Форсаж-125. Принципиальная схема силовой части и блока управления, а так же шесть фотографий с видами источника и куча осциллограмм! |
995Кb |
|
Udg-301.zip |
Схемы и описание установок УДГ-301 и УДГ-501 (номинальные токи сварки 315А и 500А,соответственно) для сварки алюминия и его сплавов неплавящимся вольфрамовым электродом в среде аргона на переменном токе. |
725Кb |
|
Ru2005.djvu |
Фотографии внутренностей инверторного сварочного источника Русь-2005 |
641Кb |
|
etu3601.djvu |
Техническое описание и принципиальные электрические схемы электропривода ЭТУ3601 предназначенного для создания, на основе высокомоментных электродвигателей постоянного тока, быстродействующих и широко регулируемых (с диапазоном регулирования 1:10000) приводов подач металлорежущих станков, в том числе станков с ЧПУ.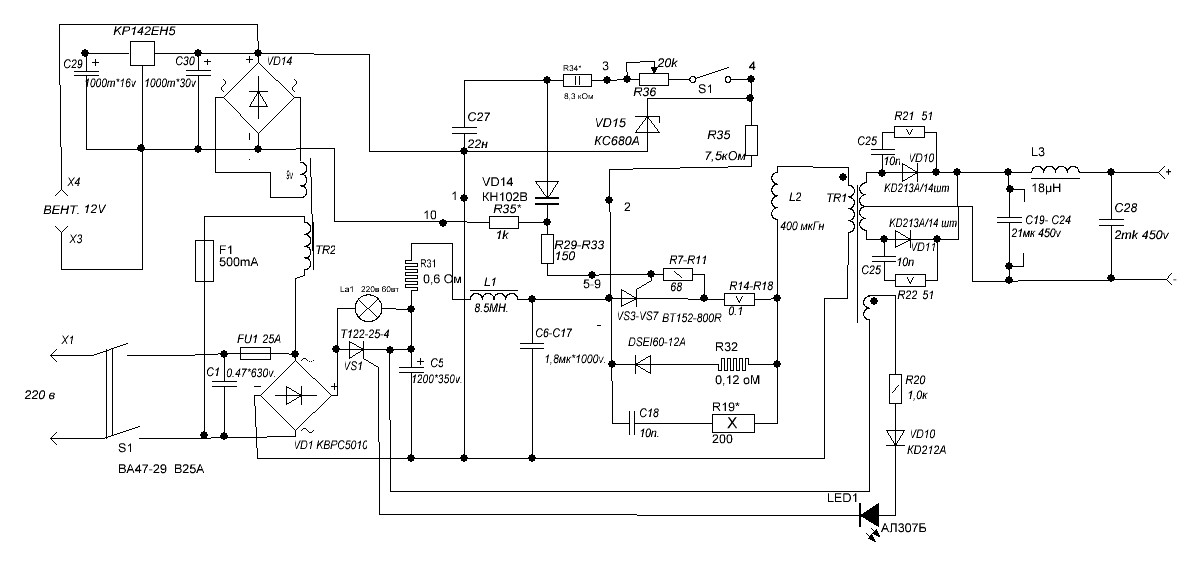 |
2.24Mb |
|
invertorColt1300.djvu |
Фотографии внутренностей, а так же принципиальная электрическая схема силовой части и драйверов сварочного инверторного источника COLT 1300, производства итальянской фирмы CEMONT |
3.92Mb |
|
UDG-101.rar |
Техническое описание и схема сварочной установки типа УДГ-101 предназначенной для ручной apгоно-дуговой сварки неплавящимся (вольфрамовым) электродом на постоянном токе изделий из нержавеющих сталей, меди и ее сплавов малых толщин (от 0,2 до 2,5 мм). |
3.71Mb |
|
VDM4X301.djvu + |
Техническое описание и схема сварочного универсального четырехпостового источника. В документации неплохо расписано формирование ВАХ со всеми ОС по току и напряжению. Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях. Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях. |
1.01Mb + |
|
RVI-501.djvu |
Техническое описание регулятора времени на интегральных схемах серии РВИ. Регулятор предназначен для управления циклом сварки машин контактной сварки переменного тока. |
980 Kb |
|
A-547.djvu |
Техническое описание и инструкция по эксплуатации на полуавтомат сварочный А-547Ум типа ПДГ-309, предназначенный для электродуговой сварки металла тонкой электродной проволокой в двуокиси углерода. |
360 Kb |
|
vdu-505.djvu |
Техническое описание и схемы сварочного выпрямителя ВДУ-505, предназначенного для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки в среде углекислого газа и под флюсом. |
472 Kb |
|
ppk.djvu |
Техническое описание и инструкция по эксплуатации ПРИБОРА ПРИВАРКИ КАТОДОВ (ППК). По сути, прибор является конденсаторной контактной сварочной установкой |
1.28 Mb |
|
vduch26.djvu |
Силовая схема и схема блока управления тиристорного инверторного сварочного источника ВДУЧ-16 |
677 Kb |
|
liga.djvu |
Руководство по эксплуатации и принципиальная схема электролизёра ЛИГА-2. |
156 Kb |
|
VD-160i.pdf |
|
337 Kb |
|
Mpa.djvu |
Описание микроплазменного сварочного аппарата предназначенного для резки низкотемпературной плазмой материалов, в том числе и тугоплавких, сварки и пайки чёрных и цветных металлов. В качестве плазмообразующей среды используется водяной пар. |
739 Kb |
|
Fora120.djvu |
Фотографии внутренностей инверторного сварочного источника Фора-120. Интересной особенностью источника является автогенераторный режим работы инвертора. Регулировка тока осуществляется за счёт изменения частоты генерации (управляющим генератором). |
2.51 Mb |
|
Plazmorez.djvu |
Описание и схемы (правда пока без спецификации) на аппарат воздушно-плазменной резки АПР-150-1 |
216 Kb |
|
alplaz_04. |
Инструкция и чертёжк Алплазу-04 и Мультиплазу 2500. Мультиплаз 2500 прообраз алплаза и инструкции у них как две капли воды похожи, отличается он повышенной мощностью источника питания и возможностью работы с дугой прямого действия. |
406 Kb |
|
ultrasonik_400W.djvu |
Схема ультразвукового генератора взятая из паспорта к установке ультразвукового искрового легирования. |
44.4 Kb |
|
ims1600.djvu |
Фотографии внутренностей инверторного сварочного источника IMS1600. |
232 Kb |
|
BME-160.djvu |
Фотографии внутренностей, а так же силовая электрическая схема отечественного инверторного сварочного источника BME-160. |
102 Kb |
|
PICO-160. |
Фотографии внутренностей, а так же силовая электрическая схема инверторного сварочного источника PICO-160. |
436 Kb |
|
MAXPOWER_WT-180S.djvu |
Инструкция по эксплуатации и фотографии китайского инверторного сварочного источника MAXPOWER WT-180S. |
497 Kb |
|
lisa.djvu |
|
443 Kb |
|
pdg101.djvu |
|
110 Kb |
|
Vir101. |
Паспорт на ВОЗБУДИТЕЛЬ ДУГИ ВИРЦ101 УЗ. |
8.81 Kb |
|
Piton.djvu |
Руководство по эксплуатации и схемы сварочного полуавтомата ПИТОН (ПДГ-15-3У3, ПДГ-20-3У3 380В). |
866 Kb |
|
Osppz.djvu |
Руководство по эксплуатации осциллятора ОСППЗ-300 М1. |
157 Kb |
|
pulsar220.djvu |
Принципиальная электрическая схема силовой части и блока управления однофазного варианта полуавтомата ПУЛЬСАР. |
55.5 Kb |
|
vdu506.djvu |
Техническое описание и инструкция по эксплуатации сварочного источника ВДУ-506. |
1.53 Mb |
|
Pylsar.djvu |
Техническое описание и инструкция по эксплуатации сварочного полуавтомата ПУЛЬСАР. |
334 Kb |
|
ThermalArc250S.pdf |
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 250S DC CC, компании Thermadyne Company. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики. |
486 Kb |
|
ThermalArc160S.pdf |
Руководство по эксплуатации(англ. ) инверторного сварочного источника, ThermalArc model 160S DC CC, компании Thermadyne Company. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используется полумостовой преобразователь и сетевой выпрямитель с удвоением напряжения. Приводятся вольтамперные характеристики. При выходном напряжении менее 10В, в режиме TIG, внутреннее сопротивление источника становится отрицательным, благодаря чему снижается эрозия вольфрамового электрода при КЗ. ) инверторного сварочного источника, ThermalArc model 160S DC CC, компании Thermadyne Company. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используется полумостовой преобразователь и сетевой выпрямитель с удвоением напряжения. Приводятся вольтамперные характеристики. При выходном напряжении менее 10В, в режиме TIG, внутреннее сопротивление источника становится отрицательным, благодаря чему снижается эрозия вольфрамового электрода при КЗ. |
437 Kb |
|
invertec_130.pdf |
Инструкция по эксплуатации на инверторный сварочный источник Invertec V100 & V130(Англ.) известной фирмы Lincoln Electric, где кроме всего прочего приведена силовая электрическая схема источника |
569 Kb |
|
udgu301.djvu |
|
579 Kb |
|
schemahf.djvu |
|
98 Kb |
|
lhf500.djvu |
|
123 Kb |
|
osc.djvu |
|
15 Kb |
|
maxstar150. |
Руководство для владельца по использованию сварочного аппарата Maxstar150 (Англ.). Имеются некоторые монтажные и принципиальные схемы. |
710 Kb |
|
timer.djvu |
Инструкция по эксплуатации таймера TGE-2, модель 61925. |
340 Kb |
 djvu
djvu gif
gif djvu
djvu zip
zip 23 Mb
23 Mb djvu
djvu Приведены схема электрическая принципиальная и осциллограммы в характерных точках.
Приведены схема электрическая принципиальная и осциллограммы в характерных точках. djvu
djvu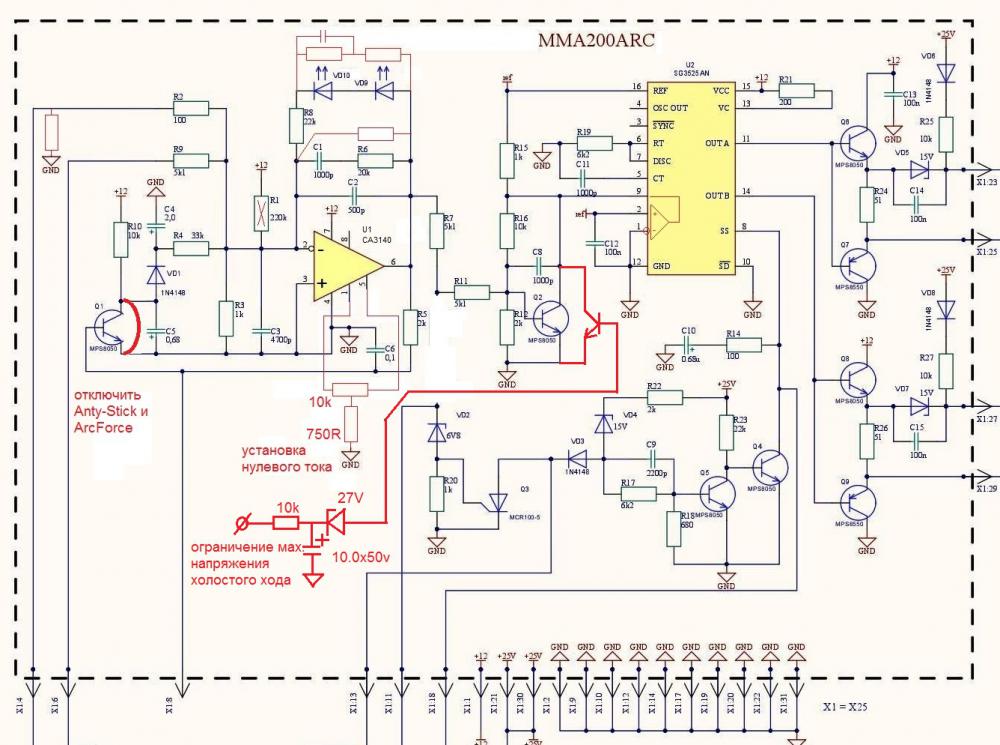 djvu
djvu rar
rar Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе (Рус.).
Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе (Рус.).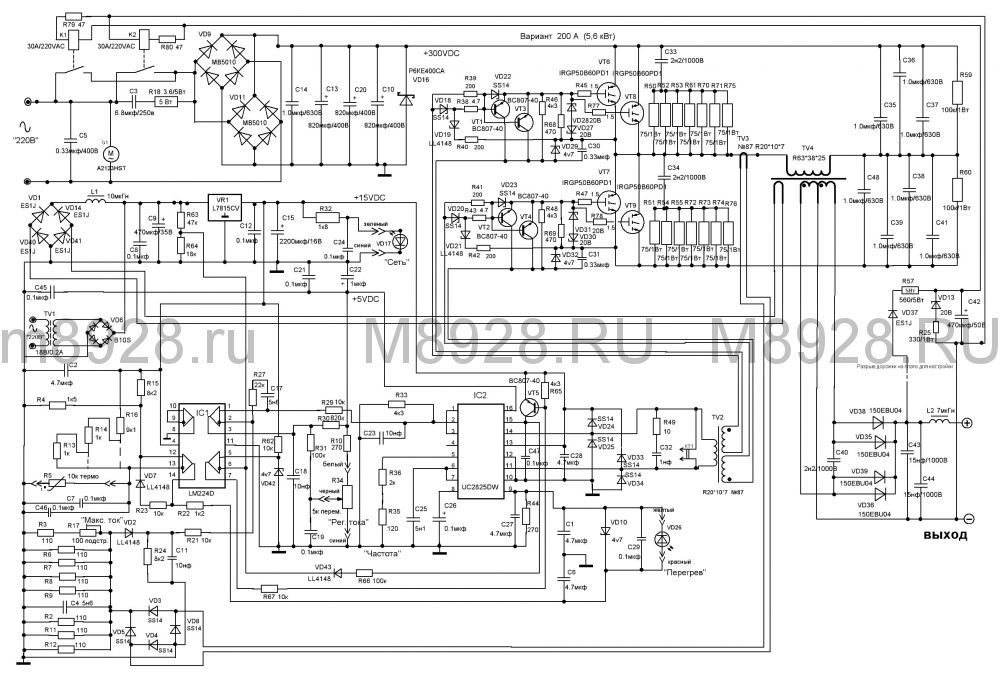 djvu
djvuНедорогой полуавтоматический регулятор расхода воды в баке
Swagatam 73 Комментарии
Схема, представленная здесь, контролирует уровень воды, поднимающейся внутри резервуара, и автоматически отключает двигатель насоса, как только уровень воды достигает краев резервуара.
Предлагаемая схема контроллера перелива воды в резервуаре представляет собой полуавтоматическое устройство, поскольку оно может только обнаруживать переполнение и выключать двигатель, но не может запускать двигатель при подаче воды.
Пользователь должен вручную включить мотопомпу при появлении воды или при откачивании воды из других источников, таких как скважина или река.
В схеме используются только транзисторы, она очень проста и ее можно понять по следующему описанию:
НА СХЕМЕ ЦЕПЕЙ показана схема, состоящая только из транзисторов и нескольких других пассивных компонентов.
Транзисторы T3 и T4 вместе с соответствующими деталями образуют простую схему защелки.
При кратковременном нажатии кнопки T2 смещается в прямом направлении и обеспечивает требуемое смещение T4, который также мгновенно проводит ток.
Когда T4 проводит, реле срабатывает, и мотопомпа включается.
Напряжение обратной связи от коллектора Т4, достигающее основания Т3 через резистор R4, гарантирует, что Т3 останется запертым и в проводящем режиме даже после того, как кнопка будет отпущена.
Как только вода достигает порогового уровня резервуара, она вступает в контакт с парой клемм, расположенных на нужной высоте внутри резервуара.
Вода соединяет две клеммы, и через них начинает протекать напряжение утечки, которого становится достаточно для срабатывания пары Дарлингтона, состоящей из T1 и T2.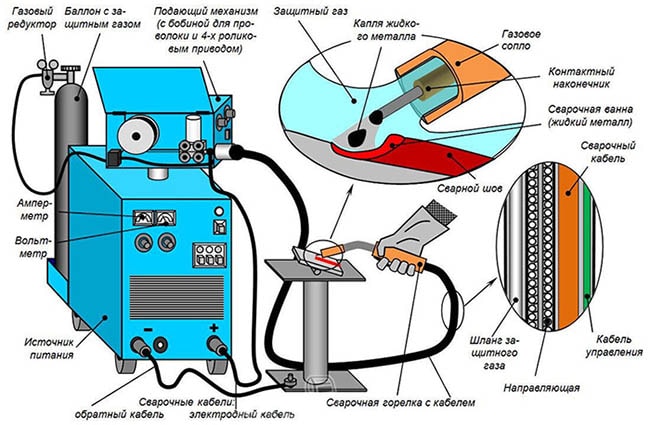
T1/T2 проводит и немедленно заземляет сигнал обратной связи на базе T3.
T3 блокируется напряжением смещения, и защелка ломается, отключая реле и двигатель.
Контур остается в этом положении до тех пор, пока уровень воды в баке не опустится ниже сенсорных клемм и снова не будет нажата кнопка.
ПРОВЕРЬТЕ ЭТУ ЦЕПЬ СНАЧАЛА, ПОДКЛЮЧИВ ЛАМПУ ВМЕСТО ДВИГАТЕЛЯ.
ПИТАНИЕ ЦЕПИ ОТ ИСТОЧНИКА ПОСТОЯННОГО ТОКА 12 В.
НАЖМИТЕ НА ВЫКЛЮЧАТЕЛЬ, ЛАМПА ДОЛЖНА ЗАЖИГАТЬСЯ.
ТЕПЕРЬ ВРУЧНУЮ ОКУНИТЕ ДВА НАКОНЕЧНИКА СЕНСОРНЫХ ПРОВОДОВ В ВОДУ, ЭТО МОМЕНТАЛЬНО ВЫКЛЮЧИТ ЛАМПУ И ПРИВЕДЕТ ЦЕПЬ В ПРЕДЫДУЩЕЕ ПОЛОЖЕНИЕ.
Parts List
R1 = 1K,
R2 = 470K,
R3 = 10K
R4 = 1M (it’s situated just below T3)
T1, T2, T3 = BC547,
T4 = BC557
C1 = 0,22 UF
C2 = 10UF/25V
C3 = 100 UF/25V
D1 = 1N4148,
RELAY = 12 вольт/SPDT
POMP = Bell Type
около SWAGATAM59151 9002
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем/печатных плат, производитель.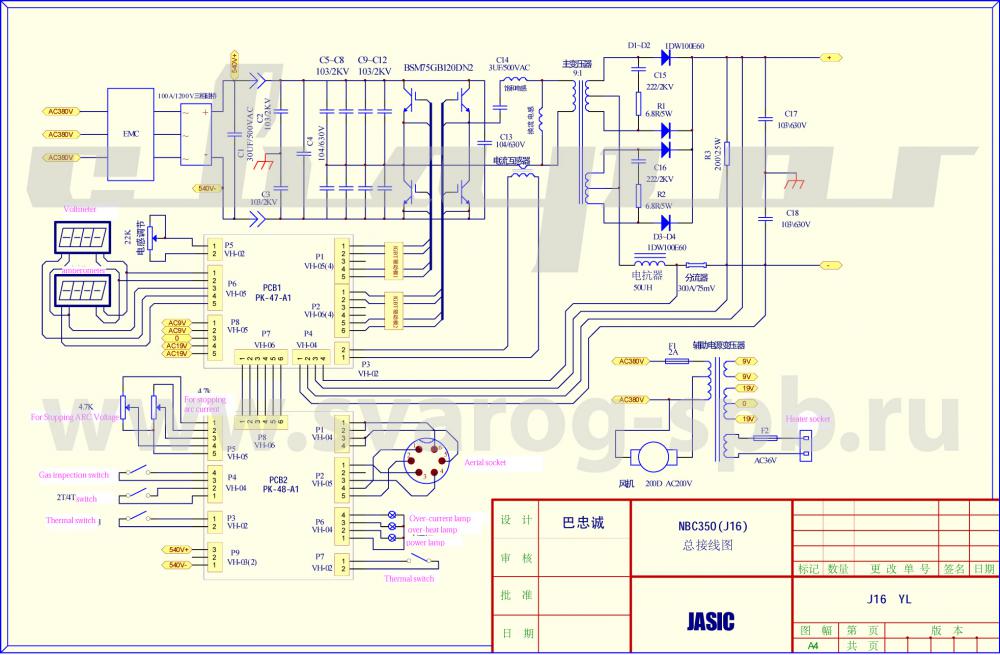 Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными схемами и учебными пособиями.
Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными схемами и учебными пособиями.
Если у вас есть какие-либо вопросы, связанные со схемой, вы можете ответить через комментарии, я буду очень рад помочь!
Сварочный автомат 2w1 BI-PULSE 251 4×4 MIG/MAG/PULS/PODWÓJNY PULS/MMA Welder Fantasy 400V
Описание:
ПРОИЗВОДИТЕЛЬ: F.HACHOWEC.
ГАРАНТИЯ: FACHOWIEC F.H.W.
Welder Fantasy — торговая марка, созданная компанией FACHOWIEC в 1991 году. Инверторные сварочные аппараты TIG/MMA, полуавтоматы MIG/MAG, плазменные резаки и другое оборудование, поставляемое под торговой маркой Welder Fantasy, получили признание. тысячами мастерских и компаний в Польше и за рубежом на протяжении многих лет.
Марка Welder Fantasy означает:
— Оборудование высочайшего качества,
— Гарантия надежности,
— Высокий уровень производительности,
— Лидер на польском рынке.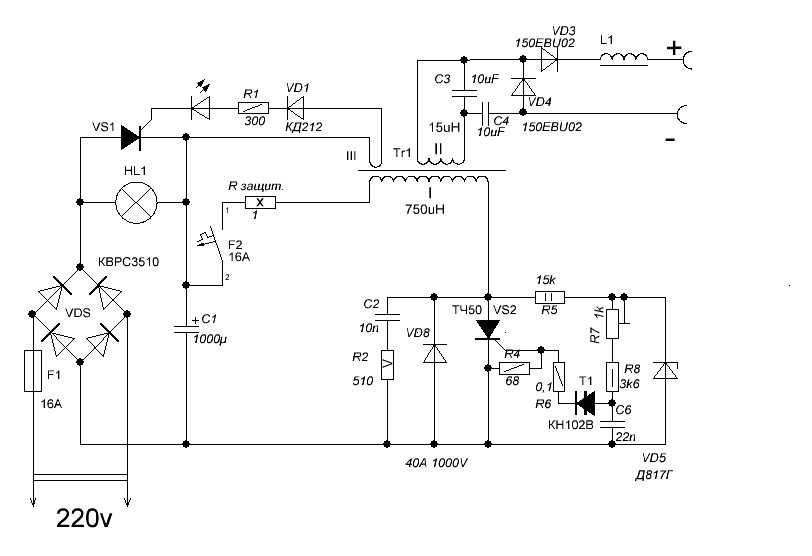
«WELDER FANTASY» ЯВЛЯЕТСЯ ЗАЩИЩЕННОЙ И ЗАРЕГИСТРИРОВАННОЙ ТОВАРНОЙ ЗНАКОМ – см. свидетельство о регистрации.
Сварочный аппарат Welder Fantasy BI-PULSE 251 — это современный синергетический инверторный сварочный аппарат, предлагающий множество дополнительных функций для выполнения различных сварочных операций. Его основным преимуществом является возможность сварки с помощью одиночный или двойной импульс ток методом MIG или MAG, а также возможность использования синергетических настроек.
Надежность машины и широкий спектр применения удовлетворят даже самых требовательных пользователей. Welder Fantasy BI-PULSE 251 представляет собой многофункциональный полуавтоматический инверторный сварочный аппарат, оснащенный 4-х роликовым механизмом подачи проволоки и предназначенный для ручной дуговой сварки металлов и металлических сплавов следующими методами:
* MIG /MAG одиночный импульс,
* MIG/MAG Double Pulse,
* MIG/MAG,
* SPOT,
* MMA.
Интуитивная и простая в использовании панель управления с цветным дисплеем позволяет быстро настроить все основные параметры сварки. Благодаря синергетическим настройкам можно автоматически регулировать параметры сварки в зависимости от диаметра проволоки и защитного газа. Сразу после выбора защитного газа на дисплее отображается информация о диаметрах сварочной проволоки, доступных в данной программе сварки. отдельные программы сварки подробно описаны в таблице ниже.
Сварочный аппарат обеспечивает плавную регулировку напряжения и тока и оснащен системой защиты от перегрева, которая защищает интегральные схемы от перегрева.
Благодаря применению современной технологии IGBT и высококачественных компонентов сварочный аппарат BI-PULSE 251 является идеальным выбором для профессиональных сварочных работ в автомобильной и сталелитейной промышленности, и многие другие.
Технология IGBT (Insulated Gate Bipolar Transistor) – это современная технология на основе биполярных транзисторов с изолированным затвором. Он сочетает в себе простоту управления полевыми транзисторами с высоким напряжением пробоя и скоростью переключения биполярных транзисторов. Использование технологии IGBT оказывает существенное влияние на увеличение срока надежной работы сварочного оборудования.
Высокий КПД устройства 60%.
MIG/MAG — дуговая сварка в газовой защите является одним из наиболее распространенных способов сварки при производстве сварных конструкций. Процесс полуавтоматической сварки включает сплавление кромок заготовки и расходуемого электродного материала с помощью тепла электрической дуги, тлеющей между сплошным проволочным электродом и свариваемой деталью. Процесс осуществляется в среде инертного или активного газа.
ИМПУЛЬСНЫЙ МИГ — усовершенствованный метод сварки, использующий наилучшую технику переноса расплавленного электродного материала на свариваемую деталь. Поскольку не происходит коротких замыканий, при импульсной сварке не образуются брызги и исключается явление «холодного притока». Сварочные позиции при импульсной сварке не ограничены, поскольку они являются производными от шаровидных или аэрозольных форм, и их использование определенно более эффективно. За счет охлаждения процесса струйной дуги метод MIG PULSE может расширить диапазон сварки, а меньший подвод тепла не вызывает проблем с прожиганием тонких материалов. MIG PULSE — один из лучших процессов сварки для широкого спектра применений и металлов.
ДВОЙНОЙ ИМПУЛЬС MIG — использование метода двойной импульсной сварки MIG/MAG позволяет добиться привлекательного эффекта поверхности сварного шва (эффект чешуи). Кроме того, использование автоматической подачи проволоки значительно повышает производительность сварки. Метод двойного импульса MIG/MAG позволяет регулировать импульс тока (баланс импульсов), а также регулировать скорость подачи проволоки. Это помогает значительно улучшить внешний вид поверхности сварного шва. Во время сварки MIG/MAG с двойным импульсом импульсы тока ограничены двумя диапазонами. Последовательная система, реализованная в наших устройствах, автоматически объединяет два уровня импульсов: горячий и холодный.
Метод двойного импульса MIG/MAG позволяет регулировать импульс тока (баланс импульсов), а также регулировать скорость подачи проволоки. Это помогает значительно улучшить внешний вид поверхности сварного шва. Во время сварки MIG/MAG с двойным импульсом импульсы тока ограничены двумя диапазонами. Последовательная система, реализованная в наших устройствах, автоматически объединяет два уровня импульсов: горячий и холодный.
Преимущества использования метода MIG/MAG с двойным импульсом:
— Метод сварки MIG/MAG с двойным импульсом быстрее, чем метод TIG превосходный окончательный вид соединения, аналогичный методу TIG,
— Метод двойного импульса MIG/MAG также вызывает меньшие искажения, чем метод TIG.
АВТО — синергетические настройки. В режиме АВТО пользователь выбирает основные параметры сварки, такие как тип материала, толщина свариваемой детали и диаметр сварочной проволоки.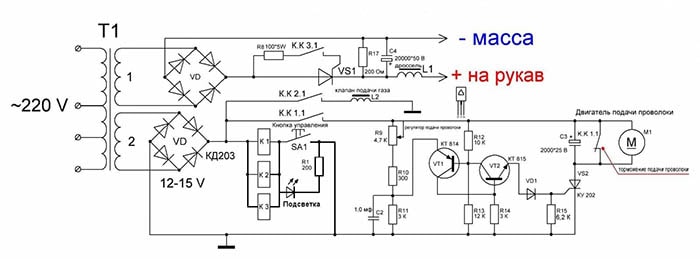 Остальные параметры устройства подбираются автоматически по базе загруженных программ. АВТОМАТИЧЕСКИЙ режим позволяет выполнять сварку только постоянным током – он не позволяет регулировать параметры ИМПУЛЬС или двойной ИМПУЛЬС.
Остальные параметры устройства подбираются автоматически по базе загруженных программ. АВТОМАТИЧЕСКИЙ режим позволяет выполнять сварку только постоянным током – он не позволяет регулировать параметры ИМПУЛЬС или двойной ИМПУЛЬС.
ММА — метод сварки покрытым электродом, при котором электрод состоит из металлического сердечника, покрытого специальным покрытием. Сварщик подает электрод по мере его вплавления в заготовку, чтобы поддерживать постоянную длину дуги, одновременно толкая ее вдоль линии сварки. Он позволяет выполнять сварку всеми типами электродов, такими как основные, целлюлозные, рутиловые или кислотные.
MMA VRD — функция VRD (Voltage Reduction Device), доступная в режиме MMA, представляет собой модуль, снижающий стационарное (без нагрузки) напряжение вторичной цепи сварочного аппарата. Функция VRD повышает безопасность и снижает риск поражения электрическим током. Эта функция включает и выключает сварочную мощность при измерении сопротивления между электродом и свариваемым изделием во время сварки.
Дополнительные характеристики:
— Контроль индуктивности при сварке MIG/MAG — правильно подобранная индуктивность сварки снижает количество брызг. Индуктивность зависит от диаметра сварочной проволоки, используемого защитного газа, силы тока и положения сварки. Уменьшение индуктивности делает дугу более стабильной и интенсивной, а ее увеличение будет способствовать образованию жидкой сварочной ванны и поможет уменьшить разбрызгивание. Правильно подобранная индуктивность приводит к более стабильной дуге, равномерному переносу капель жидкого металла, поддержанию постоянного размера сварочной ванны и характерному повторяющемуся звуку без брызг и взрывов.
— SPOT — ограниченная по времени функция сварки, используемая для прихватки компонентов, позволяющая получить сварные швы одинаковой длины.
— дуговое зажигание через:
• 2Т — два такта,
• 4Т — четыре такта,
• 4Тс — четыре такта специальные, применяются для сварки алюминиевых сплавов.
— регулирование частоты импульсов в диапазоне 0 – 5 Гц,
— регулировка баланса импульсов в диапазоне -10% – 10%,
— регулировка параметров U1 и I1 – напряжение дуги и пусковой ток, а U2, I2 – конечное напряжение и ток, т.е. заварка кратера.
— ПРОЖИГ — функция, предотвращающая прилипание электродной проволоки к контактному наконечнику за счет быстрого вытягивания проволоки после завершения операции сварки. Устройство позволяет установить время работы функции обратного прожига в диапазоне от 0 до 10 с.
— ГОРЯЧИЙ СТАРТ — функция, которая увеличивает силу тока при зажигании дуги, облегчая запуск сварки MMA и MIG/MAG.
— ПРЕД ГАЗ — регулирование времени истечения защитного газа перед началом сварки в диапазоне 0 – 20 с.
— ПОСТ-ГАЗ — регулирование времени подачи защитного газа после окончания сварки в диапазоне 0 – 20 с.
— ANTI STICK — функция, предотвращающая прилипание электрода к свариваемому материалу в режиме ММА.
Сварочные программы, доступные в синергетическом режиме:
| Способ сварки | Тип материала проволоки |
Тип защитного газа |
Диаметр проволоки [мм] | Диапазон тока [A] |
| CO 2 — непрерывная сварка MIG/MAG |
Fe | СО 2 | 0,8 | 30 — 250 |
| 1,0 | 52 — 250 | |||
| 1,2 | 70 — 250 | |||
| Fe | Аргон | 0,8 | 40 — 250 | |
| 1,0 | 60 — 250 | |||
| 1,2 | 65 -250 | |||
| Сварка PMIG — MIG с одиночным импульсом | Алси |
Аргон |
1,0 | 25 — 250 |
| 1,2 | 30 — 250 | |||
| AlMg |
Аргон | 1,0 | 25 — 250 | |
| 1,2 | 30 — 250 | |||
| CRNI |
Аргон | 1,0 | 45 — 250 | |
| 1,2 | 70 — 250 | |||
| Фе |
Аргон | 0,8 | 35 — 250 | |
| 1,0 |
40 — 250 | |||
| 1,2 | 65 — 250 | |||
| DPMIG — сварка MIG с двойным импульсом |
Алси |
Аргон | 1,0 | 25 — 250 |
| 1,2 | 30 — 250 | |||
| AlMg |
Аргон | 1,0 | 25 — 250 | |
| 1,2 | 30 — 250 | |||
| CRNI |
Аргон | 1,0 | 45 — 250 | |
| 1,2 | 70 — 250 | |||
| Fe |
Аргон | 0,8 | 35 — 250 | |
| 1,0 | 40 — 250 | |||
| 1,2 | 65 — 250 |
. Полный комплект включает в себя:
Полный комплект включает в себя:
— Сварная модель фэнтезийной модели. электрододержатель 2,5 м,
— Шлем Welder Fantasy 3036 с автоматическим затемнением,
— Регулятор CO2/аргона с нагревателем, 9 шт.0079 — 4 рулона алюминиевых катушек для подачи проволоки 1,0 мм и 1,2 мм,
— 4 рулона для подачи стальной проволоки 0,8 мм и 1,0 мм,
— шланг для защитного газа,
— Руководство пользователя на польском языке плюс гарантийный талон.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
|
Параметр |
ДВУХИМПУЛЬСНЫЙ WF 251 |
| Блок питания |
|
|
Номинальное входное напряжение [В] |
3~400 |
|
Частота [Гц] |
50/60 |
|
Тип предохранителя [А] |
20с |
|
Номинальная входная мощность [кВА] |
8,2 |
|
Допустимое отклонение мощности [%] |
±10 |
|
Диапазон тока MIG/MAG [A] |
25 — 250 |
| Диапазон тока MMA [A] |
20 — 250 |
|
Рабочий цикл |
60 % / 250 А |
|
Диаметр проволоки [мм] |
0,8 — 1,2 |
|
Устройство подачи проволоки, тип |
4R ПРОФ. Похожие записи
|