Как устроена схема инверторного сварочного аппарата. Из каких основных блоков состоит инвертор. Какие преимущества дает использование инверторной схемы в сварочных аппаратах. Как работает инверторный сварочный аппарат.
Принцип работы инверторного сварочного аппарата
Инверторный сварочный аппарат работает по следующему принципу:
- Переменный ток из сети (220В, 50 Гц) преобразуется в постоянный с помощью выпрямителя
- Постоянный ток преобразуется инвертором в переменный высокой частоты (20-100 кГц)
- Высокочастотный ток подается на понижающий трансформатор
- На выходе трансформатора получается переменный ток низкого напряжения и большой силы
- Этот ток выпрямляется и используется для сварки
Использование высокой частоты позволяет значительно уменьшить размеры и вес трансформатора по сравнению с обычными сварочными аппаратами.
Основные блоки инверторного сварочного аппарата
Схема инверторного сварочного аппарата включает следующие основные блоки:
- Входной выпрямитель и фильтр
- Инвертор на силовых транзисторах
- Высокочастотный трансформатор
- Выходной выпрямитель
- Система управления
- Вспомогательный источник питания
Рассмотрим подробнее назначение и работу каждого блока.
Входной выпрямитель и фильтр
Входной выпрямитель преобразует переменное напряжение сети в постоянное. Обычно используется мостовая схема на диодах. Фильтр сглаживает пульсации выпрямленного напряжения. В качестве фильтра применяются электролитические конденсаторы большой емкости.
Инвертор на силовых транзисторах
Инвертор преобразует постоянное напряжение в переменное высокой частоты. Основой инвертора являются силовые транзисторы, работающие в ключевом режиме. Частота переключения транзисторов составляет 20-100 кГц. Для управления транзисторами используется широтно-импульсная модуляция (ШИМ).
Высокочастотный трансформатор
Трансформатор понижает высокое напряжение инвертора до напряжения, необходимого для сварки. Благодаря высокой рабочей частоте трансформатор имеет небольшие размеры и вес. Это главное преимущество инверторной схемы.
Выходной выпрямитель
Выходной выпрямитель преобразует переменный ток трансформатора в постоянный ток для сварки. Обычно используется мостовая схема на силовых диодах. Для сглаживания пульсаций применяется дроссель.
Система управления
Система управления формирует сигналы для управления силовыми транзисторами инвертора. Основные функции системы управления:
- Генерация ШИМ-сигнала для управления транзисторами
- Регулировка сварочного тока
- Стабилизация сварочного тока
- Защита от перегрузок и коротких замыканий
Обычно система управления реализуется на специализированных микросхемах или микроконтроллерах.
Преимущества инверторных сварочных аппаратов
Использование инверторной схемы дает следующие преимущества:
- Малые габариты и вес аппарата
- Высокий КПД (до 90%)
- Точная регулировка сварочного тока
- Стабильность сварочной дуги
- Возможность сварки тонких металлов
- Экономия электроэнергии
Эти преимущества обеспечили широкое распространение инверторных сварочных аппаратов как в быту, так и в промышленности.
Особенности схемотехники инверторных сварочных аппаратов
При разработке схем инверторных сварочных аппаратов необходимо учитывать следующие особенности:
- Высокие напряжения и токи в силовой части
- Наличие высокочастотных помех
- Нестабильность нагрузки (сварочной дуги)
- Необходимость защиты от перегрузок
- Высокие требования к надежности
Эти факторы требуют применения специальных схемотехнических решений и тщательного выбора компонентов.
Типовые схемы инверторных сварочных аппаратов
Существует несколько типовых схем построения инверторных сварочных аппаратов:
- Прямоходовая однотактная
- Полумостовая
- Мостовая
Выбор конкретной схемы зависит от требуемой мощности, стоимости и других факторов. Наиболее распространенной является полумостовая схема как оптимальная по соотношению характеристик и сложности.
Заключение
Инверторная схема позволила создать компактные и эффективные сварочные аппараты. Несмотря на сложность схемотехники, инверторные сварочные аппараты обладают высокой надежностью и широко применяются как профессионалами, так и любителями. Понимание принципов работы инверторной схемы помогает правильно выбрать и эксплуатировать сварочный аппарат.

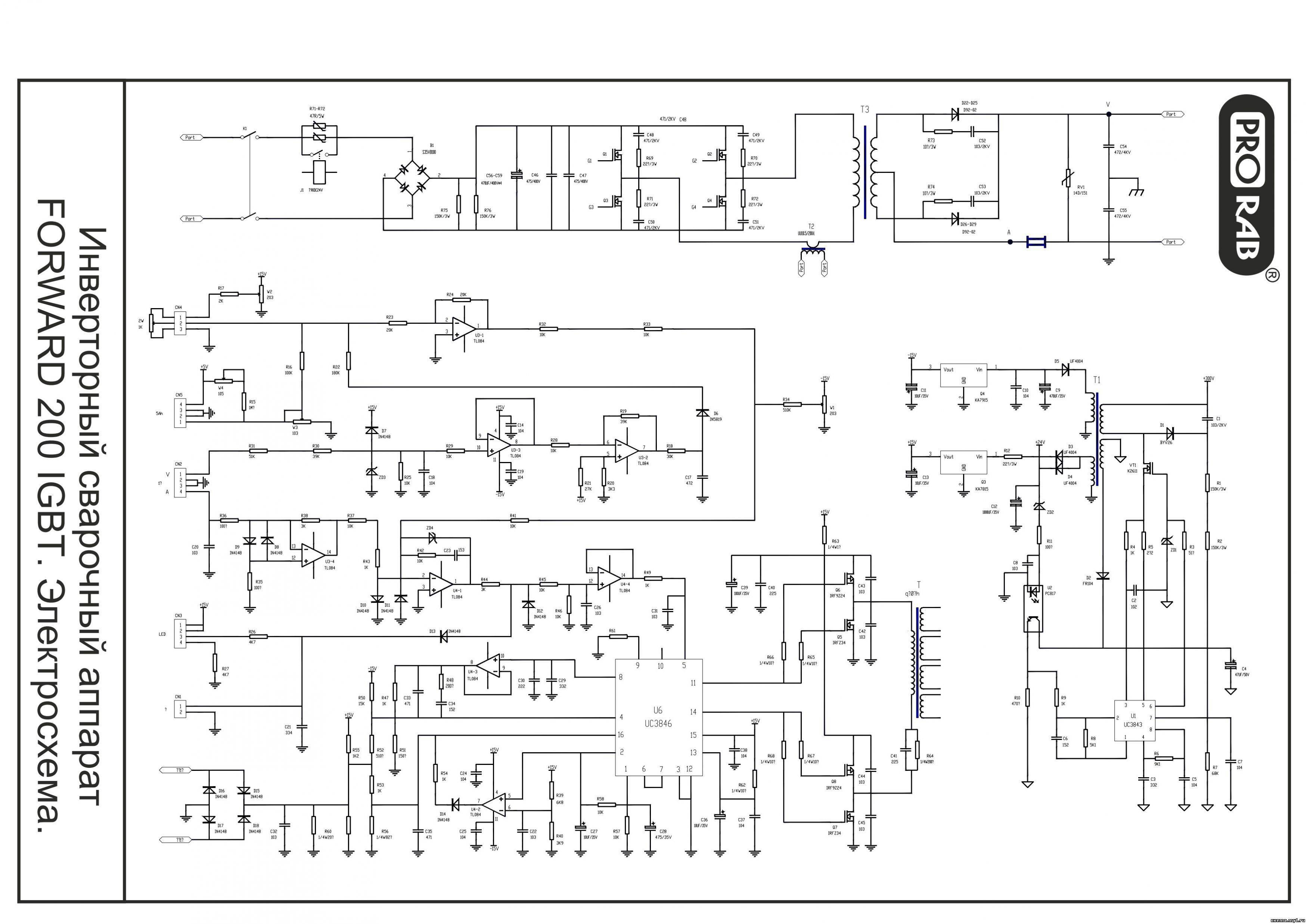
Электрическая схема сварочного инвертора
В статье представлен обзор схемотехники силовой части источников сварочного тока инверторного типа, рассмотрены общие принципы работы, недостатки и преимущества каждой из схем. Приведены несколько запатентованных способов стимулирования зажигания дуги, представлена синтезированная типовая структурная схема инверторного сварочного аппарата. Их структурная схема представлена на рис. 1
Их структурная схема представлена на рис. 1
Рис. 1. Структура электросварочного аппарата инверторного типа.
1 – входной выпрямитель с емкостным накопителем энергии;
2 – инверторный модуль;
3 – выходной выпрямитель. При питании от однофазной сети бестрансформаторный входной выпрямитель заряжает накопительную емкость до напряжения величиной около 300В. Инверторный модуль, выполненный на ключевых активных элементах, осуществляет преобразование энергии постоянного тока в энергию тока высокой частоты с последующим его выпрямлением для питания сварочной дуги. Причем частота преобразования составляет несколько десятков килогерц. Инверторный модуль кроме ключевых элементов и системы управления ими обязательно содержит высокочастотный импульсный трансформатор. Понятно, что схемотехническое построение нверторного модуля во многом определяет качественные и количественные параметры всего сварочного аппарата. Анализ схемотехнического построения (топологии) сварочных инверторов зарубежных и отечественных производителей дает основание полагать, что число вариантов таких решений весьма ограниченно и все их можно разделить на однотактные и двухтактные.

Рис. 2. Схемы инверторных модулей сварочных аппаратов
а) Двухтактная схема – «полный мост»
б) Двухтактная схема – «полумостовая схема»
в) Однотактная схема – «косой полумост» В двухтактной мостовой схеме формирование двухполярных импульсов происходит за счет попарного отпирания транзисторов (VT1 и VT3), (VT2 и VT4). При номинальной мощности нагрузки через транзисторы протекает лишь половина полного тока моста, а напряжение на каждом из них составляет половину напряжения на емкости С. Однако здесь требуется обеспечить полную симметрию плеча моста для исключения возможности протекания через первичную обмотку трансформаторе тока подмагничивания.
 Кроме того, для предотвращения опасности сквозного короткого замыкания через транзисторы необходимо задать некоторое «мертвое время», т.е. паузу между началом процесса отключения одной пары транзисторов и включения другой. В полумостовой схеме за счет наличия емкостного делителя (С2, С3) напряжение на каждом из транзисторов и на первичной обмотке трансформатора составляет 0.5Uвх т.е при питании схемы от бестрансформаторного сетевого выпрямителя оно не превышает 150В. Обеспечение сварочного тока величиной 120 – 150 А при относительном малом коэффициенте трансформации приводит к необходимости применения мощных транзисторов (либо их группового соединения) и увеличению тока, потребляемого из питающей сети.
Кроме того, для предотвращения опасности сквозного короткого замыкания через транзисторы необходимо задать некоторое «мертвое время», т.е. паузу между началом процесса отключения одной пары транзисторов и включения другой. В полумостовой схеме за счет наличия емкостного делителя (С2, С3) напряжение на каждом из транзисторов и на первичной обмотке трансформатора составляет 0.5Uвх т.е при питании схемы от бестрансформаторного сетевого выпрямителя оно не превышает 150В. Обеспечение сварочного тока величиной 120 – 150 А при относительном малом коэффициенте трансформации приводит к необходимости применения мощных транзисторов (либо их группового соединения) и увеличению тока, потребляемого из питающей сети.
 Недостатком схемы является подмагничивание сердечника трансформатора постоянной составляющей выходного тока. Эту проблему можно решить, например, путем изготовления сердечника с зазором или выбором магнитного материала сердечника с большими значениями индукции насыщения. Схема позволяет без увеличения напряжения на транзисторах и при приемлемом значении потребляемого из сети тока за счет увеличения коэффициента трансформации получить требуемое значение выходного тока. Схема проста в управлении, не требовательна к жесткому симметрированию плеч, исключает возможность возникновения «сквозного тока», обеспечивает высокий КПД за счет рекуперации энергии.
Недостатком схемы является подмагничивание сердечника трансформатора постоянной составляющей выходного тока. Эту проблему можно решить, например, путем изготовления сердечника с зазором или выбором магнитного материала сердечника с большими значениями индукции насыщения. Схема позволяет без увеличения напряжения на транзисторах и при приемлемом значении потребляемого из сети тока за счет увеличения коэффициента трансформации получить требуемое значение выходного тока. Схема проста в управлении, не требовательна к жесткому симметрированию плеч, исключает возможность возникновения «сквозного тока», обеспечивает высокий КПД за счет рекуперации энергии.
Поэтому она нашла широкое применение в сварочных инверторах. Проектирование сварочных инверторов имеет ряд особенностей. Одна из них заключается в необходимости надежного возбуждения электрической дуги. Известно, что при ручной сварке в воздушной среде на постоянном токе или на токе промышленной частоты напряжение холостого хода должно быть порядка 60-90В.
В сварочных аппаратах максимальное значение напряжения холостого хода и номинальное значение сварочного тока связаны между собой и обусловлены свойствами силового контура инвертора. Учитывая, что при питании инвертора от бестранформаторного выпрямителя входное напряжение не может быть больше 310В, при Uхх порядка 70В – 80В коэффициент трансформации по напряжению (и по току) не может быть больше 4,5. При таком коэффициенте трансформации и сварочном токе 150-160А потребляемый из сети ток будет порядка 40А, что при использовании бытовой сети недопустимо. Поэтому разработчики сварочных аппаратов ищут различные способы стимулирования зажигания дуги при высоком значении коэффициента трансформации сварочного трансформатора. Для зажигания дуги необходимо осуществить ионизацию разрядного промежутка.
 Так, предложено ввести в схему полумостового инвертора дополнительную ёмкость С4 и диод VD1 (рис. 3). При работе инвертора на холостом ходу за счёт добротности первичного контура трансформатора ёмкость С4 заряжается до напряжения, превышающего выходное напряжение сетевого выпрямителя. При зажигании дуги добротность силового контура падает, подзаряд ёмкости С4 прекращается, и напряжение на ней определяется только выходным напряжением выпрямителя. Авторы изобретения утверждают, что такое решение позволяет при питании от однофазной цепи получать токи сварки для использования электродов с диаметром до 4 мм при напряжении холостого хода 70-75 В.
Так, предложено ввести в схему полумостового инвертора дополнительную ёмкость С4 и диод VD1 (рис. 3). При работе инвертора на холостом ходу за счёт добротности первичного контура трансформатора ёмкость С4 заряжается до напряжения, превышающего выходное напряжение сетевого выпрямителя. При зажигании дуги добротность силового контура падает, подзаряд ёмкости С4 прекращается, и напряжение на ней определяется только выходным напряжением выпрямителя. Авторы изобретения утверждают, что такое решение позволяет при питании от однофазной цепи получать токи сварки для использования электродов с диаметром до 4 мм при напряжении холостого хода 70-75 В.
Рис.3 Сварочный источник питания по патенту № 2053069 Интересное решение для стимулирования зажигания дуги путем ионизации разрядного промежутка предложено в [2]. Сварочный ток здесь представляет собой последовательность однополярных прямоугольных импульсов следующих с частотой ультразвукового частотного диапазона. На переднем и заднем фронтах этих импульсов за счет имеющих место в сварочном трансформаторе паразитных резонансных контуров формируются высокочастотные затухающие колебания достаточно большой амплитуды (рис.
 4).
4).
Рис. 4. Эпюры напряжения и тока в схеме по патенту № 2253551 [2].
а – напряжение на первичной обмотке трансформатора инвертора
б –форма сварочного тока Авторы утверждают, что за счет такой формы сварочного тока обеспечивается непрерывная ионизация газового промежутка между электродами, поэтому достигается «чрезвычайно высокая стабильность горения дуги». Такой процесс сварки авторы назвали электро-импульсным. При всей заманчивости этого способа, на наш взгляд, он имеет ряд недостатков. Во-первых, из-за большой частоты следования импульсов (50-70кГц) сварка фактически осуществляется на квазипостоянном токе со всеми присущими ему недостатками. Во-вторых значительная амплитуда напряжения ударного возбуждения создает опасность повреждения ключевых транзисторов, которые и так работают в предельных режимах по току и напряжению. Поэтому к такому способу возбуждения дуги следует относится с осторожностью.
В сварочных инверторах ключевые элементы работают в импульсном режиме с ШИМ регулированием.
 Спектр тока такой последовательности импульсов весьма широк и достигает по разным оценкам 20 МГц. А поскольку токи в сварочном источнике и сварочных кабелях значительны, амплитуда высокочастотных так же может быть значительной, что создает опасность передачи радиопомех в питающую сеть и окружающую среду. Поэтому в большинстве импульсных источников на входе устанавливаются сетевые фильтры, задача которых – предотвращение попадания помех в питающую сеть. Менее проработаны вопросы снижения радиоизлучения сварочных кабелей. Почему-то считается, что если на выходе импульсного источника стоит диодный выпрямитель, то никаких высокочастотных составляющих в сварочном токе быть не должно. Однако у диодов существует время обратного восстановления, поэтому утверждение, что сварочные кабели (до и сама дуга) не являются источниками высокочастотных помех, преждевременно.
Спектр тока такой последовательности импульсов весьма широк и достигает по разным оценкам 20 МГц. А поскольку токи в сварочном источнике и сварочных кабелях значительны, амплитуда высокочастотных так же может быть значительной, что создает опасность передачи радиопомех в питающую сеть и окружающую среду. Поэтому в большинстве импульсных источников на входе устанавливаются сетевые фильтры, задача которых – предотвращение попадания помех в питающую сеть. Менее проработаны вопросы снижения радиоизлучения сварочных кабелей. Почему-то считается, что если на выходе импульсного источника стоит диодный выпрямитель, то никаких высокочастотных составляющих в сварочном токе быть не должно. Однако у диодов существует время обратного восстановления, поэтому утверждение, что сварочные кабели (до и сама дуга) не являются источниками высокочастотных помех, преждевременно.
Кроме того, в моменты зажигания дуги, изменении её длины и обрыве, нагрузка на инверторный преобразователь изменяется в широких пределах.
К основным их функциям следует отнести:
• формирование импульсов, обеспечивающих надежное отпирание и запирание ключевых транзисторов;
• обеспечение возможности регулирования длительности импульсов (ШИМ) при заданной частоте их следования;
• возможность задания требуемой величины сварочного тока и его поддержание на заданном уровне в процессе сварки;
• защита аппарата от перегрева, перегрузки по току, «залипания» электрода;
• исключение токовой перегрузки питающей сети переменного тока при запуске сварочного аппарата.
С учетом всех этих требований типовую структурную схему инверторного сварочного аппарата можно представить в виде рис.
 5. Сетевой фильтр (1) служит для исключения прохождения помех, возникающих в процессе работы сварочного инвертора, в питающую сеть. Входной выпрямитель с емкостным накопителем (2) необходим для питания инверторного модуля и исключения импульсной нагрузки на питающую сеть. Поскольку емкость накопителя достаточно велика (до 1500 мкФ), чтобы исключить появление пика зарядного тока, первичный заряд осуществляют через управляемый токовый ограничитель, который в процессе нормальной работы аппарата отключается блоком управления зарядом (БУЗ). Инвертор (3) преобразует энергию постоянного напряжения накопителя в энергию импульсов килогерцового диапазона путём использования широтно-импульсной модуляции (ШИМ). Формирование отпирающих импульсов для транзисторов инвертора осуществляется в системе управления состоящей из тактового генератора (10), ШИМ – котроллера (11) и драйвера (12). Требуемая величина сварочного тока задается в блоке задания режима (13) путем установления определенной ширины отпирающих импульсов.
5. Сетевой фильтр (1) служит для исключения прохождения помех, возникающих в процессе работы сварочного инвертора, в питающую сеть. Входной выпрямитель с емкостным накопителем (2) необходим для питания инверторного модуля и исключения импульсной нагрузки на питающую сеть. Поскольку емкость накопителя достаточно велика (до 1500 мкФ), чтобы исключить появление пика зарядного тока, первичный заряд осуществляют через управляемый токовый ограничитель, который в процессе нормальной работы аппарата отключается блоком управления зарядом (БУЗ). Инвертор (3) преобразует энергию постоянного напряжения накопителя в энергию импульсов килогерцового диапазона путём использования широтно-импульсной модуляции (ШИМ). Формирование отпирающих импульсов для транзисторов инвертора осуществляется в системе управления состоящей из тактового генератора (10), ШИМ – котроллера (11) и драйвера (12). Требуемая величина сварочного тока задается в блоке задания режима (13) путем установления определенной ширины отпирающих импульсов. Поддержание заданной величины сварочного тока осуществляется по сигналу датчика тока (9). В ряде схем сварочных аппаратов путем задания соответствующего алгоритма управления обеспечивается стабилизация режима сварки за счет поддержания определенного соотношения между сварочным током и напряжением на дуге. Для этого кроме датчика тока вводится еще и датчик напряжения (8). Температурный режим внутри аппарата или его наиболее загруженных узлов контролируется с помощью датчика перегрева (7).
Поддержание заданной величины сварочного тока осуществляется по сигналу датчика тока (9). В ряде схем сварочных аппаратов путем задания соответствующего алгоритма управления обеспечивается стабилизация режима сварки за счет поддержания определенного соотношения между сварочным током и напряжением на дуге. Для этого кроме датчика тока вводится еще и датчик напряжения (8). Температурный режим внутри аппарата или его наиболее загруженных узлов контролируется с помощью датчика перегрева (7).
Рис. 5. Типовая структурная схема инверторного сварочного аппарата Путём соответствующего программирования микроконтроллера ряд фирм обеспечивает реализацию дополнительных результатов: форсирование тока при пуске, предотвращение «залипания» сварочных электродов и ряд других функций. Таким образом, повышение уровня «интеллектуальности» схемотехнических решений позволяет создавать сварочную технику с широкими функциональными возможностями.
Автор: Борисов Д.А., ГОУВПО «Мордовский государственный университет им. Н. П. Огарева», г. Саранск
Н. П. Огарева», г. Саранск
Кроме статьи «Электрическая схема сварочного инвертора» смотрите также:
Схема сварочного аппарата – рабочие и защитные элементы + Видео
Принципиальная схема сварочного аппарата определяет его технические возможности и особенности функционирования. Этот факт следует учитывать при эксплуатации традиционных трансформаторных и более современных инверторных сварочников.
1 Полуавтомат для сварки – не устарел ли он?
Частичная автоматизация сварочного процесса гарантирует получение качественного соединительного шва, а также существенно облегчает работу сварщика. Современные полуавтоматические сварочники являются мощными и достаточно эффективными в применении агрегатами. Они позволяют производить с помощью плавящихся стержней быструю и надежную электродуговую сварку. В таких устройствах функцию электрода выполняет специальная проволока, которая подается в зону проведения работ по непрерывной схеме.
Современные полуавтоматические сварочники
При использовании полуавтомата сварщик вручную осуществляет движение проволоки вдоль соединительного шва, кроме того, он имеет возможность регулировать скорость подачи плавящегося электрода. Полуавтоматические агрегаты производят сварку в газовой среде и с флюсом. Также они могут функционировать с особой порошковой проволокой. В быту и на небольших предприятиях чаще всего эксплуатируются полуавтоматы, работающие в среде защитного газа. Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Полуавтоматические агрегаты производят сварку в газовой среде и с флюсом. Также они могут функционировать с особой порошковой проволокой. В быту и на небольших предприятиях чаще всего эксплуатируются полуавтоматы, работающие в среде защитного газа. Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Полуавтоматические устройства состоят из;
- трансформатора – источника тока;
- системы, позволяющей управлять и контролировать сварку;
- горелки с рукавом и электродом;
- приспособления (механического) для подачи проволоки;
- аппарата для подачи защитного газа.
В полуавтоматах в качестве источника тока может выступать не только трансформатор, но и обычный сварочный инвертор. Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников.
2 Элементы электросхем инверторов – набор особых блоков и модулей
Схема современного сварочного инвертора кардинально отличается от принципов, по которым работают трансформаторные аппараты. Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
К тому же, работать с такими агрегатами может обычный человек, которому практически нереально справиться с традиционным трансформаторным сварочником. Для изготовления инверторного сварочного аппарата применяются особые электросхемы. Их ключевым элементом является специальный преобразователь импульсного типа. Он способен вырабатывать высокочастотный ток, который позволяет без проблем производить розжиг электродуги. Импульсный преобразователь, кроме того, обеспечивает в течение всего сварочного процесса стабильное горение дуги.
Преобразователь импульсного типа
Сразу хочется отметить один момент. Электросхема сварочного инвертора всегда имеет собственные особенности, определяющие технические характеристики и рабочий потенциал конкретного сварочника. При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
- Питающий блок. Этот элемент подает на силовую часть сварочного агрегата электроток. Конструктивно блок состоит из зарядной нелинейной цепи, особого емкостного фильтрующего устройства и выпрямителя.
- Блок для питания слаботочных элементов электросхемы.
- Силовое оборудование. Оно включает в себя дроссель (выходной), еще один выпрямитель (его принято называть вторичным) и трансформирующий ток механизм.
- Контроллер ШИМ. Он состоит из датчика нагрузки и небольшого трансформатора.
- Органы индикации сварочного процесса и управления им.
- Охлаждающий и термозащитный модуль.
 Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.
Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.
Схема инверторного агрегата может дополняться и другими элементами, которые дают возможность расширить его функциональность и повысить эффективность использования сварочного оборудования.
3 Сварка инверторным аппаратом – как все происходит?
Инвертор формирует электродугу, она расплавляет используемый присадочный материал и кромки свариваемых изделий. Главное достоинство инверторного оборудования состоит в том, что оно позволяет создавать ток для проведения указанной операции с большим диапазоном рабочих показателей. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения.
Сварка инверторным аппаратом
Из схемы хорошо видно, как работает инверторный агрегат. Здесь все относительно просто:
- На выпрямляющее устройство поступает 50-герцный по частоте переменный ток (стандартная бытовая электросеть).
 Он преобразовывается в постоянный.
Он преобразовывается в постоянный. - Фильтрующее приспособление сглаживает показатели тока и подает его непосредственно на инвертор.
- Инверторное устройство еще раз преобразовывает электроток (теперь уже в переменный), увеличивая при этом его частоту.
- Силовой трансформатор снижает напряжение тока, за счет чего сила последнего повышается.
Давайте немного подробнее разберемся с описанной схемой. Инвертор способен увеличить частоту электротока до 60–80 кГц. Подобный процесс осуществляется на участке электросхемы, на котором находятся силовые (очень мощные) транзисторы. На них разрешается подавать исключительно постоянный ток. По этой причине на входе инверторного оборудования всегда устанавливается выпрямитель. Конструктивно электрическую схему инвертора делят на цепи управления и на силовой модуль.
Первым ее элементом всегда является диодный мост.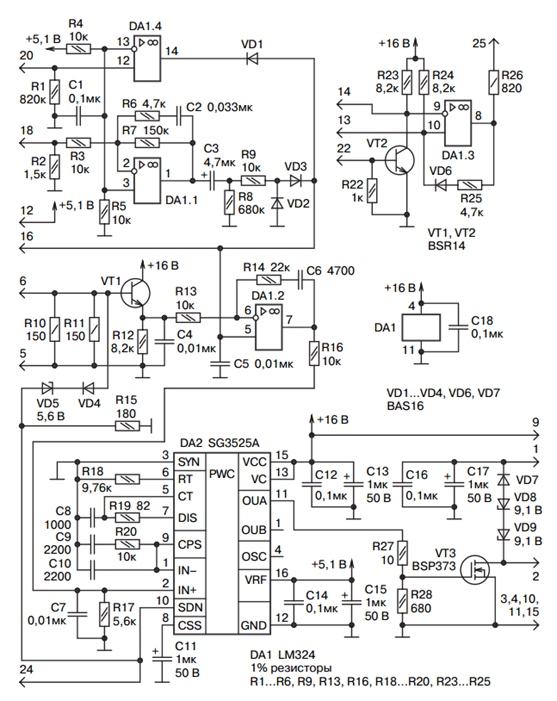 Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
А непосредственно на мост монтируют температурный предохранитель. Если диоды нагреваются до температуры более 90°, он просто-напросто отключает инвертор. Перед выпрямителем всегда размещается особое фильтрующее приспособление. Оно состоит из 2–4 конденсаторов и дросселя. Такой фильтр исключает риск попадания в бытовую электросеть помех (высокочастотных), которые возникают при функционировании сварочного агрегата. Устройство в составе инвертора, выполняющее обратное преобразование электротока (из постоянного в переменный), строится по специальной схеме. Профессиональные электротехники называют ее косым мостом.
Профессиональные электротехники называют ее косым мостом.
Такая схема работает за счет ряда транзисторов, которые создают ток высокой частоты (его амплитуда, кстати говоря, характеризуется четкой прямоугольной формой).
Схема сварочного аппарата
За инверторным модулем ставится дополнительный трансформатор, необходимый для понижения напряжения до определенной величины. Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
4 Защитники сварочника – важные детали электрической схемы
Домашний мастер, имеющий некоторые знания в электротехнической сфере, без проблем разберется с принципом работы инверторного оборудования. А разнообразные схемы сварочных инверторов, которых выложено немало на специализированных интернет-сайтах, позволят ему создать эффективный и надежный сварочник своими руками. Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.
Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.
Наши советы касаются обязательных элементов защиты инверторного оборудования. Их следует интегрировать в любые схемы сварочных аппаратов, чтобы иметь возможность пользоваться долговечными и безопасными в эксплуатации аппаратами. Полезные рекомендации приведены далее:
- Защита преобразующих электроток транзисторов осуществляется при помощи предохранительных цепей (они носят название демпфирующих), которые оснащаются термодатчиками и системами охлаждения (принудительного).
- Конденсаторы фильтрующего устройства нужно предохранять от выхода из строя специальными стабилизаторами. Эти приспособления обеспечивают оборудованию плавный пуск, что существенно снижает риск поломки инвертора.
- В обязательном порядке внедряйте в схему сварочника надежный контроллер ШИМ. Он управляет всеми элементами инвертора, отсылает сигналы на силовые транзисторы, диодные мосты, трансформирующие ток механизмы. К выбору данного контроллера следует подходить максимально ответственно, если вы планируете создать свой собственный качественный и надежный сварочник.
Добавим, что ШИМ-устройство функционирует от электрических сигналов. Они вырабатываются в операционном усилителе. Желательно, чтобы на него приходили и сигналы от всех имеющихся в конструкции сварочного агрегата защитных систем. Тогда при возникновении какой-либо критической ситуации при эксплуатации инвертора усилитель сможет оперативно отключить аппарат от электрической сети, обезопасив тем самым элементы электросхемы от сгорания.
Схема сварочный аппарат
Описание схемы сварочного инвертора для самостоятельного изготовления аппарата
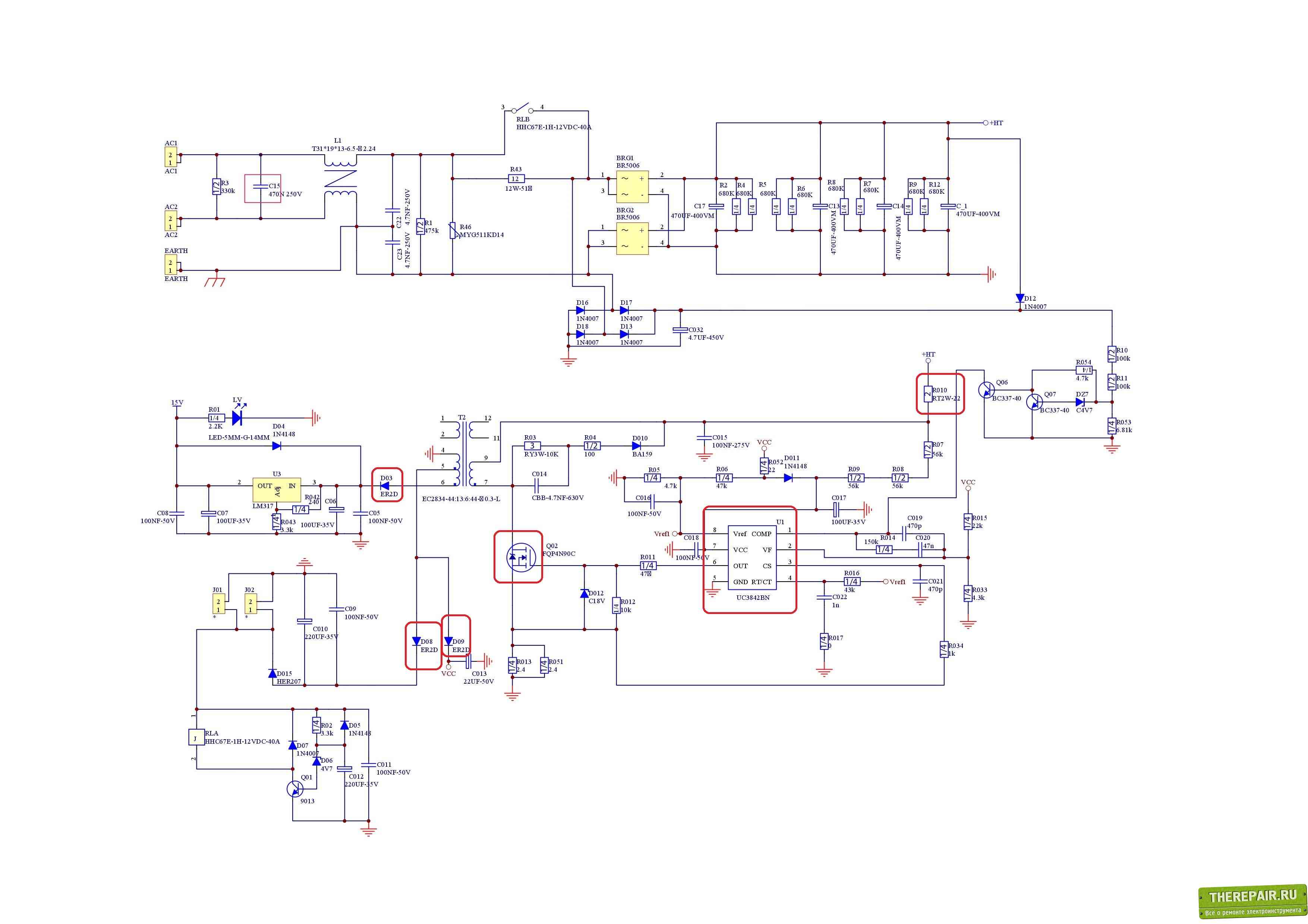
Инверторная сварка широко распространена благодаря тому, что аппарат имеет небольшой вес и габариты. Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого. Сведения пригодятся и в случае с покупным устройством, ведь благодаря информации, которую дает статья, для ремонта его не понадобится приглашать специалиста.
Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого. Сведения пригодятся и в случае с покупным устройством, ведь благодаря информации, которую дает статья, для ремонта его не понадобится приглашать специалиста.
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.
- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Сборка инвертора
Для самостоятельной сборки инверторной сварки требуется знать, что схема рассчитана первым делом на потребляющее напряжение в 220 В и тока 32 А. После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
- Трансформатор с ферритным сердечником.
- Первичная обмотка трансформатора с сотней витков провода Ø0,3 мм.
- Три вторичных обмотки: внутренняя с 15 витками и проводом Ø1 мм; средняя с 15 витками и проводом Ø0,2 мм; наружная с 20 оборотами и проводом Ø0,35 мм.
Также для сборки трансформатора нужны такие элементы:
- стеклоткань;
- медные провода;
- хлопчатобумажный материал;
- электротехническая сталь;
- текстолит.
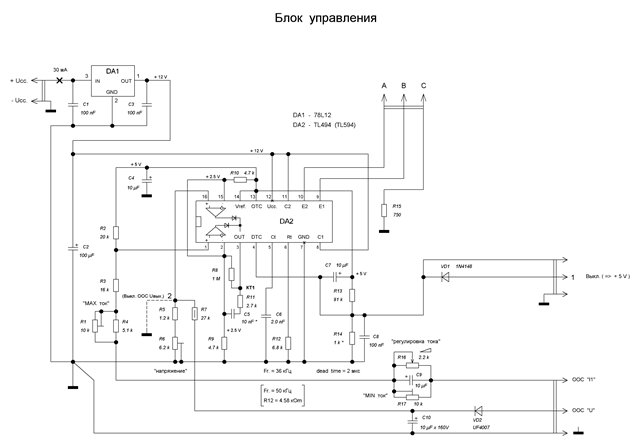
Схема инверторной сварки
Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Если навыков работы с электроникой нет, лучше обратиться к мастеру. В противном случае разобраться в схеме сварочного аппарата будет трудно.
В противном случае разобраться в схеме сварочного аппарата будет трудно.
Выполняется следующее:
Сборка блока питания. В качестве основы трансформатора рекомендуется брать феррит 7×7 или 8×8. Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Корпус. Этим важным элементом может служить старый системный блок компьютера, в котором есть достаточно необходимых отверстий для вентиляции. Использоваться может старая 10-литровая канистра, в которой можно проделать отверстия и разместить кулеры. Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
Силовая часть. Роль силового блока играет понижающий трансформатор. Его сердечники могут быть двух видов: Ш 20×208 2000 нм. Между обоими элементами должен быть зазор, что обеспечивается с помощью газетной бумаги. При устройстве вторичной обмотки витки наматываются в несколько слоев. На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор. На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой, в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
Инверторный блок. Основным предназначением инверторной системы является преобразование постоянного тока в переменный с большой частотой. Для ее увеличения используются полевые транзисторы, работающие на закрытие и открытие с высокой частотой. Использовать рекомендуется не один мощный транзистор, а реализовать схему на основании двух менее мощных. Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно.
Система охлаждения. На стенке корпуса устанавливаются вентиляторы охлаждения, для чего могут быть использованы компьютерные кулеры. Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов.
Стоит воспользоваться вспомогательным элементом — термодатчиком, который рекомендуется устанавливать на нагревающемся элементе. Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. После его срабатывания питание устройства отключается.
Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. После его срабатывания питание устройства отключается.
В процессе работы инверторная сварка быстро нагревается, поэтому обязательно должно быть два мощных кулера. Эти кулеры или вентиляторы помещаются на корпус устройства, чтобы работали на вытяжку воздуха. Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха.
Пайка платы. Ключевой фактор, ведь схема основана на плате. Транзисторы и диоды на ней важно смонтировать встречно друг к другу. Монтируется плата между радиаторами охлаждения, при помощи чего и соединяется цепь электроприборов. Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Настройка, отладка работы. После сборки инверторной сварки требуется еще ряд процедур, в частности, настройка функционирования. Для этого к ШИМ (широтно-импульсному модулятору) надо подключить 15 В напряжения и запитать кулер. Дополнительно в цепь включают реле через резистор R11. Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ. В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
О правильности соединения можно судить, если при настройке реле выдает 150 мА. Если сигнал слабый, значит, платы соединены неправильно. Возможно, пробита одна из обмоток. Для устранения помех укорачиваются все питающие электропроводы.
Проверка работоспособности
После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать.
После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
tokar.guru
Принципиальная схема сварочного инвертора
Современные сварочные работы проводятся при применении специальных инверторов. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью. Принципиальная схема сварочного инвертора может несколько отличаться, но все они характеризуются легкостью и компактностью. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку.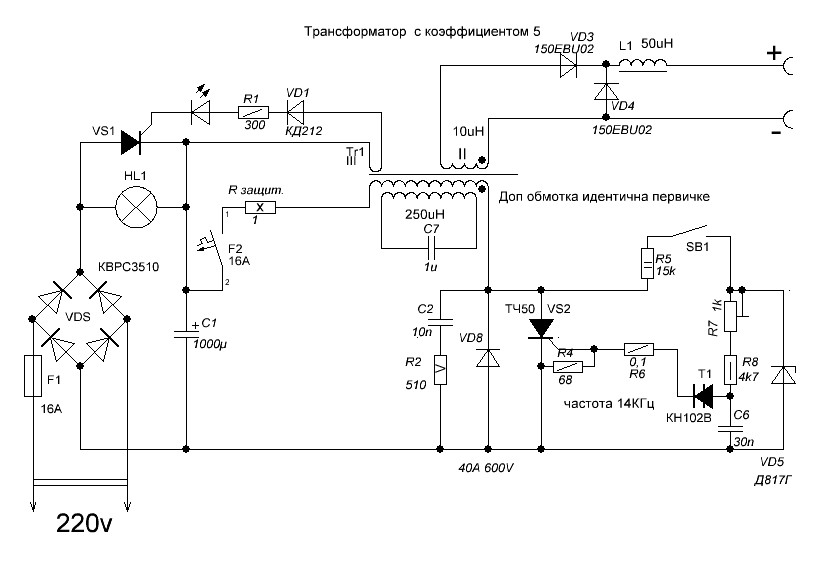
Принципиальная схема сварочного инвертора
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор. Также в блок питания сварочного инвертора входит транзистор 4n90.
- Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться.
 Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры. - Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
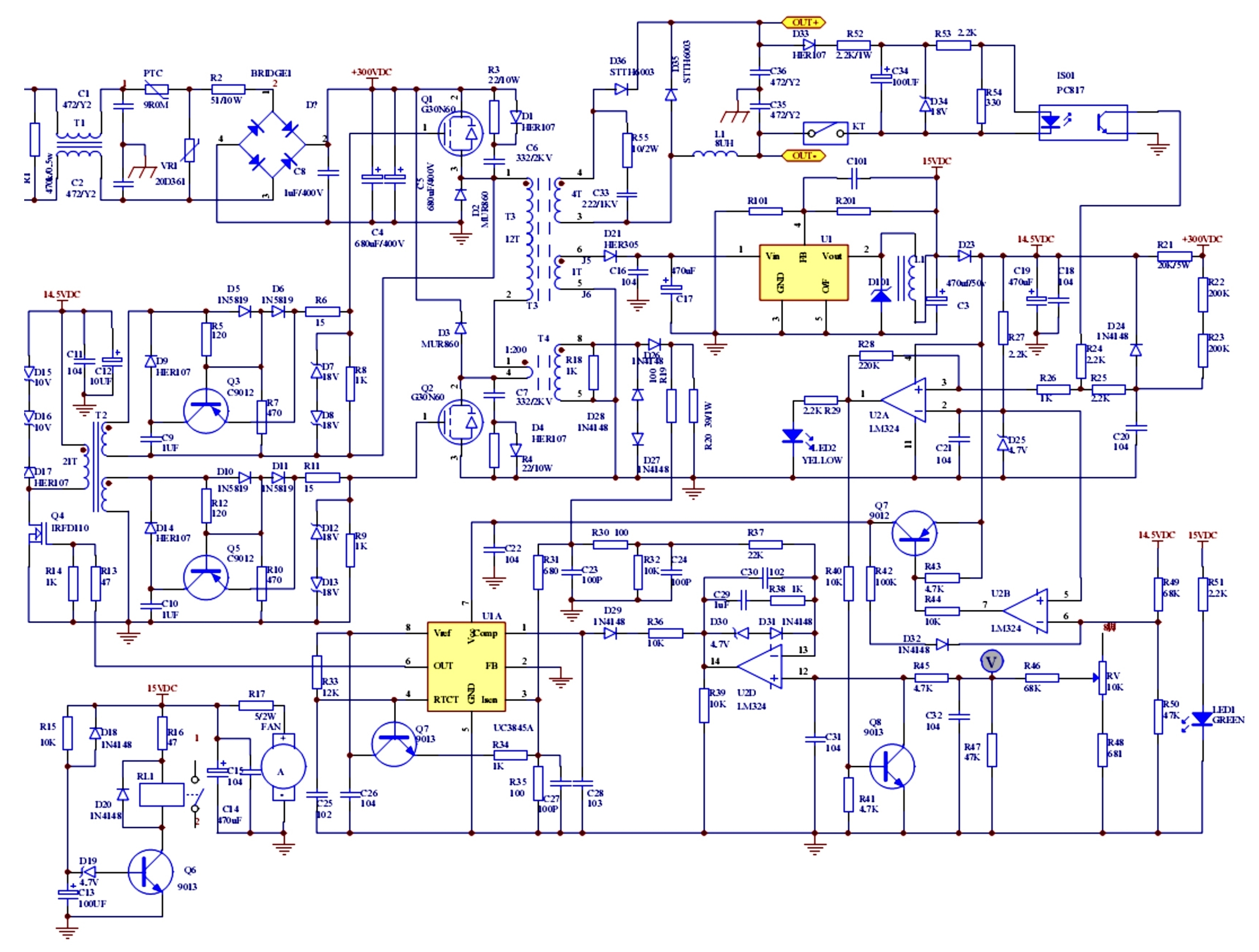
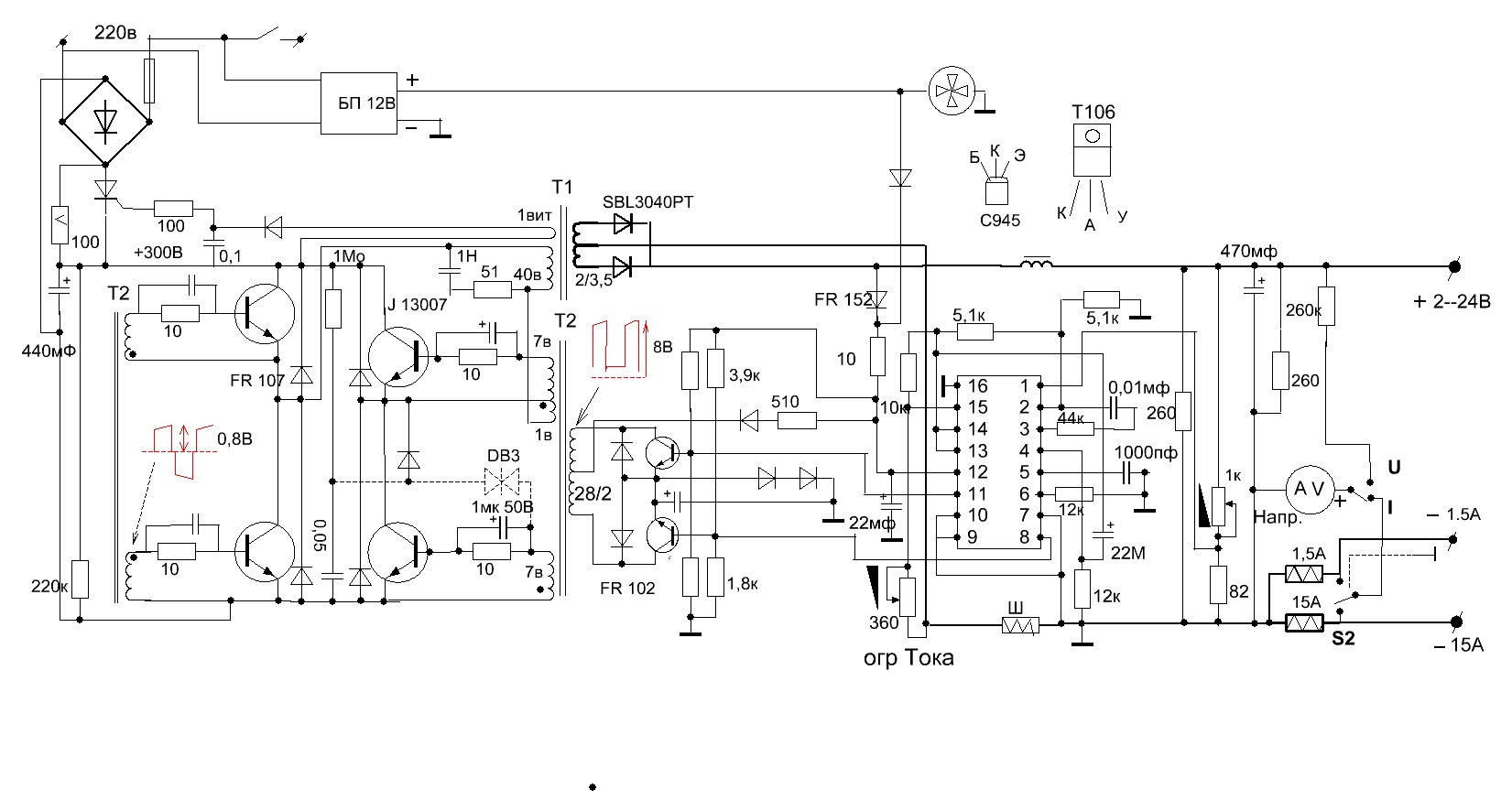
Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Схемы аппаратов Сварис
Сварочный аппарат Сварис 200 характеризуется простотой в применении и невысокой стоимостью. Уже моделям Сварис 160 были присущи высокие эксплуатационные характеристики, а новый вариант исполнения был усовершенствован. Схема инверторного сварочного аппарата определяет следующие эксплуатационные характеристики:
- Максимальный показатель потребления составляет 5 кВт.
- Сварочный ток может варьировать в пределе от 20-200 А.
- Показатель напряжения холостого хода 62 В.

- Показатель КПД 85%.
- Рекомендуемые электроды 1,6-5,0.
В целом можно сказать, что инвертор выполнен по классической схеме, которая была рассмотрена выше.
Сварочный аппарат СварисПринципиальная схема сварочного инвертора СварисСхемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
Схема инвертора ММА-200
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.

- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.
При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Как ранее было отмечено, практически все инверторы работают по схожему принципу, и создаваемые схемы могут отличаться несущественно. Все сварочные аппараты делятся на несколько основных групп:
- Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Подобная схема характеризуется высокой эффективность, а конструкция имеет небольшой вес.
- Для применения тугоплавких электродов применяется сварочное оборудование типа ММА+TIG.
 Они могут работать в среде инертных газов.
Они могут работать в среде инертных газов. - На производственных линиях встречаются агрегаты с полуавтоматической подачей прутка. В этом случае работа, как правило, проводится в среде инертных газов или в специальных ванночках.
- При кузнечном или прочем ремонте используется точечная сварка.
Модель ARC 160, схема которой довольно сложна, может применяться для проведения самых различных работ. В отличии от arc 140, схема новой модели лишена основных недостатков.
Сварочный инвертор ТОРУС 250
Вариант исполнения торус 250 состоит из следующих элементов:
- Генератора тактового типа, построенного на микросхеме TL Стоит учитывать, что схема мощного инвертора не предусматривает использование ШИМ, но в микросхеме есть два компаратора с датчиками тепловой защиты.
- Система защиты и регулировочный модуль выполнены на основе LM Датчик, определяющий параметры тока, помещен на ферритовом кольце с обмоткой.
- В схему включается также два выходных драйвера, построенные на IR
В отдельную категорию относят схему сварочного инвертора на тиристорах, которая получила весьма широкое распространение.
Ремонт Торус 250 следует проводить с открытия конструкции и визуального осмотра основных элементов. В рассматриваемом случае они следующие:
- Выпрямитель выходного типа представлен отдельной платой, на которой размещается два радиатора. Они служат в качестве основания для размещения диодных сборок. Также в модуль входит один трансформатор и дроссель. Количество элементов в выходном выпрямителе во многом зависит от конкретной сборки.
- Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
- В качестве выходного выпрямителя используется мощный диодный мост. В рассматриваемом случае он расположен в нижней части конструкции. На этой модели устанавливается крайне надежный и практичный мост, который сложно спалить при исправной работе системы охлаждения.
- Микросхема управления является основным элементом конструкции.
 Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним.
Как правило, от правильности его работы зависит долговечность всего аппарата. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним. - Корпус с вентилятором системы охлаждения. Как правило, охлаждающий блок выходит из строя только в случае механического воздействия.
Для диагностики многих элементов приходится проводить их демонтаж. Именно поэтому лучше всего доверить работу профессионалам, так как неправильная сборка может привести к существенным проблемам.
Сварочный инвертор САИ 200, схема которого не существенно отличается от аппаратов схожего типа, применяется для ручной дуговой сварки и наплавки при применении штучных электродов. RDMMA 200 относится к оборудованию нового типа, которое создается без применения трансформаторов. За счет этого возможна более точная и плавная регулировка показателей тока, при работе не появляется сильного шума.
Инвертор САИ 200Принципиальная схема сварочного инвертора САИ 200В заключение отметим, что вышеприведенная информация определяет сложность конструкции сварочных инверторов. При этом производители не распространяют подробные схемы устройств, что усложняет обслуживание и ремонт. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Именно поэтому перед проведением каких-либо работ нужно подробно ознакомиться с конструктивными особенностями устройства.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Порядок сборки самодельных сварочных инверторов своими руками, схемы и описание тестирования
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
- Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
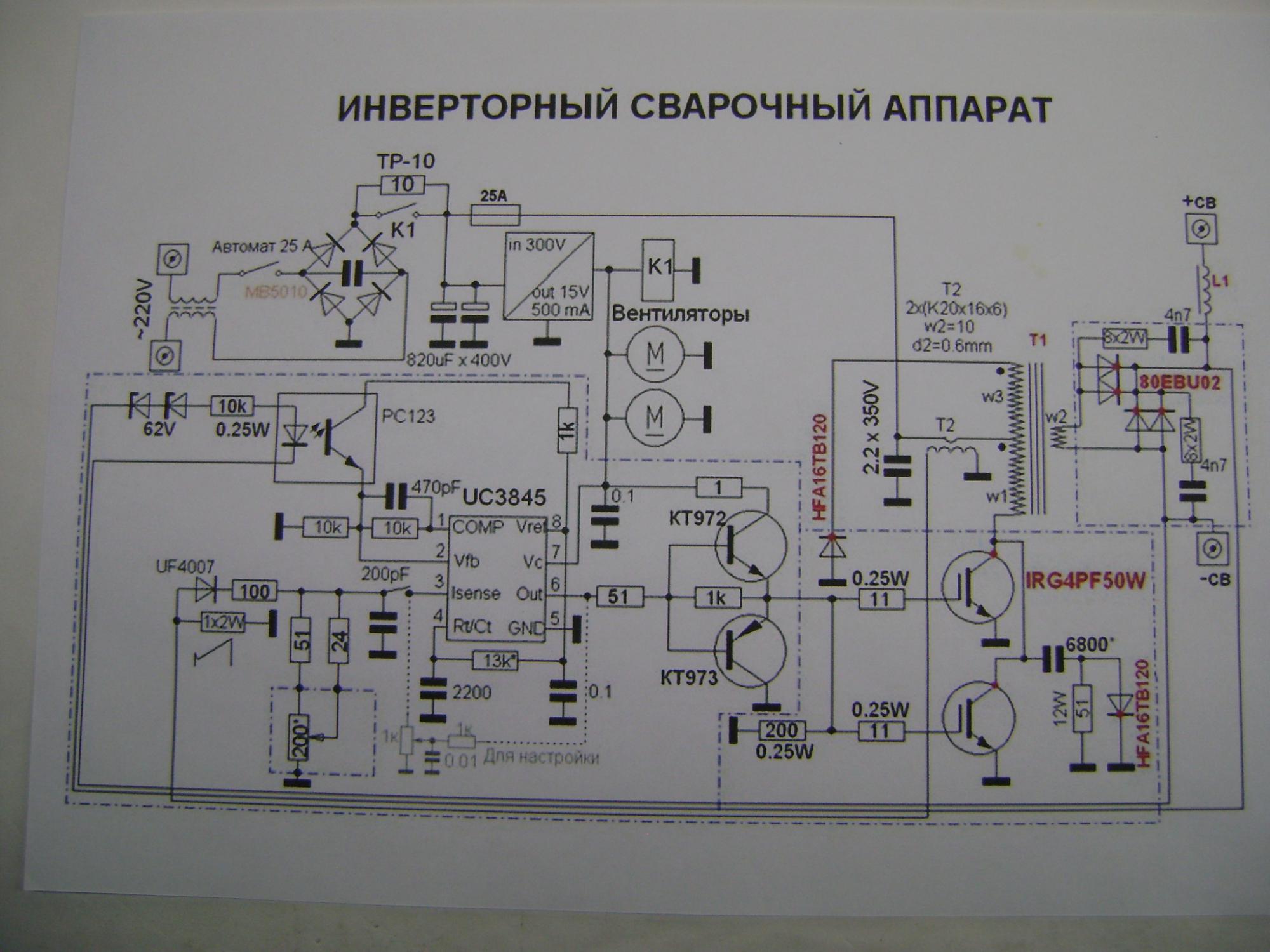
Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Схема 2 — Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.
- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
- Подключение 15 В к ШИМ.
- Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
- При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
220v.guru
Как применяют сварочный инвертор: электрическая принципиальная схема
Использование инверторных источников сварочного тока (ИИСТ) в наши дни практически полностью заменяет применение трансформаторных источников, которые являлись их предшественниками. В основе их принципа действия был заложен понижающий трансформатор, работающий от сети частотой 50-65 Гц. Он представлял собой довольно громоздкое устройство. Для создания современных сварочных инверторов используются принципиальные электрические схемы, отличающиеся от схем трансформаторных аппаратов.
При использовании сварочного инвертора необходимо использовать электроды с покрытием ММА.
Для каждой модели инвертора характерно подходящее схемное решение, обеспечивающее качественные конструктивные особенности агрегата. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Электрическая дуга должна держаться долго, чтобы шов получился очень ровным, поэтому сама принципиальная электрическая схема позволяет выпускать сварочные инверторы с легким весом, чтобы их было удобно держать и перемещать.
Читайте также: Заточка цепи для бензопилы своими руками.
Виды инверторных источников сварочного тока
Вернуться к оглавлению
Рынок аппаратов для сварки снабжает приборами не только промышленность, но и бытовую сферу, причем ИИСТ больше всего используют в быту. Производители ежегодно поставляют новейшее сварочное оборудование данного типа. Высокий уровень спроса на инверторные устройства обусловлен применением электрической схемы, основанной на широтно-импульсной модуляции. Повсеместным спросом пользуются ИИСТ, которые применяются для:
Схема устройства сварочного инвертора.
- Дуговой сварки с помощью неплавящихся штучных электродов.
- Полуавтоматической или автоматической сварки.
- Плазменной резки или иных видов сварки, например, алюминиевых деталей.
Широко применяемая дуговая ручная сварка (MMA) с помощью ручного электрода монолит не требует слишком большого расхода электроэнергии. Аппарат, имеющий достаточно сниженный вес, позволяет сварщику с легкостью его перемещать ближе к необходимой точке подключения. Прибор ручной дуговой сварки совместим с генератором, который служит для выработки переменного напряжения 220 В.
Используемая электрическая схема аргонодуговой сварки (TIG) переменного либо постоянного тока связана с расширенными возможностями, позволяющими осуществлять точное регулирование различных параметров установленного режима. Для сварки используется вольфрамовый электрод, которым можно точно выполнять все работы. Это позволяет сделать внешний вид шва и его качество соответствующим. Вместе с тем особыми преимуществами обладают и габариты прибора, его вес, а также энергопотребление.
Полуавтоматическая сварка (MIG/MAG) связана с использованием схемы устройства, обеспечивающего выбор подходящего способа переноски металла. Варианты могут быть связаны с капельной, струйной переноской и пр. Данный способ не предполагает разбрызгивание капель металла.
Вернуться к оглавлению
Схема панели сварочного инвертора.
Новый вид передовых технологий обеспечивается за счет плазменно-дуговой резки (PAC). Сварочный процесс и паузы происходят при высокой стабильности дуги инверторного аппарата. Процесс резки должен происходить на высокой скорости для получения ровной и аккуратной кромки, которая не требует обработки.
Для некоторых инверторов характерно самоограничение мощности, поскольку их действие основано на резонансных инверторах. Если настроить прибор в режим максимального тока, то короткое замыкание не случится. В целом ИИСТ — это сварочный аппарат, принцип работы которого напоминает действие блока питания компьютера. В этом и состоит отличие ИИСТ от классического трансформаторного источника питания.
Меньшие размеры инвертора отличают его от трансформаторного прибора. Вместе с тем для ИИСТ характерен высокий уровень частот, превосходящий частоту работы трансформаторного аппарата в 50 Гц. Принципиальная электрическая схема сварочного инвертора предусматривает работу на частотах от 55 до 75 кГц.
Вернуться к оглавлению
Инвертор, принципиальная схема которого основана на действии блока транзисторов высокой частоты (от 55 до 75 кГц), предусматривает процесс коммутирования входного тока высокой мощности, поступающего с диодного моста.
Схема работы сварочного инвертора.
Элемент одновременно служит для выпрямления входного напряжения. После его выравнивания за счет фильтрующих конденсаторов можно получить постоянный ток при напряжении более 220 В.
Выход первоначального этапа связан с наличием первичного выпрямителя напряжения сети (220 В) с частотой переменного тока, равной 50 Гц. Сборка данного источника производится на основе диодного моста, а конденсатор служит простым фильтром. Лимитирование тока после включения устройства связано с наличием нелинейной зарядной цепи. Ее основными элементами являются шунтирующий тиристор и токоограничивающий резистор.
В целом принципиальная электрическая схема инверторного сварочного аппарата связана с выполнением функции источника питания, обеспечивающего работу транзисторному блоку ИИСТ. Действие данного блока происходит при частоте 60-80 кГц, поэтому потребуется понижающий трансформатор, работающий на требуемых частотах. Эта возможность позволяет выпускать сварочные инверторы меньших размеров, чем трансформаторные аппараты.
При наименьших размерах современного ИИСТ, в отличие от трансформаторного аппарата, мощность прибора имеет постоянный уровень. Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. Ее представляют составляющим элементом принципиальной электрической схемы любого профессионального инвертора. Построить силовую часть можно на основе топологии, предусматривающей использование мостового конвертера, однотактного прямоходового мостового и полумостового конвертера.
Вернуться к оглавлению
Принципиальную схему сварочного инвертора можно проследить, опираясь на порядок выполнения действий данным устройством. Первоначально включенный в сеть прибор для сварки ИИСТ получает переменный ток с напряжением 220 В, выпрямление которого происходит при наличии в схеме диодного моста. Для устранения лишних помех с целью защиты высококачественного конденсатора устанавливают специальные помеховые фильтры, которые являются препятствием.
Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора. Через конденсаторы проходит ток, имеющий напряжение выше, чем на выходе диодных мостов. Понижающий трансформатор имеет обмотку, где должна присутствовать частота, с которой происходит прохождение постоянного тока, в несколько раз превышающую ее первоначальную величину. В результате на выходе происходит получение высокочастотного переменного сварочного тока.
Далее ток проходит через цепь понижающего высокочастотного трансформатора, который имеет вторичную обмотку с большим сечением. При этом могут быть использованы разные виды обмоточных материалов. Трансформатор понижает ток до уровня напряжения, равного 50-70 В. Одновременно происходит возрастание силы сварочного тока, которая превышает 130 А.
Вернуться к оглавлению
Если сборка кустарная, то используют трансформатор со вторичной обмоткой, изготовленной с применением меди (размер толщины — 0,3, ширины — 40 мм). Условия данного подхода заключаются в вытеснении тока высоких частот на поверхность проводников, сердцевина которых не задействуется, поэтому происходит нагревание прибора. Далее полученный ток выпрямляется за счет выходных диодов.
Рисунок 1. Электрическая схема, по которой действует инвертор.
Особенностью действия выходного диода является его функционирование при высокочастотном токе, с чем справляются не все виды диодов. Поэтому следует применять те диоды, которые являются быстродействующими. Они имеют время восстановления не более 50 наносекунд.
В одинаковых условиях обычным диодом нельзя будет воспользоваться по причине отсутствия его срабатывания при установленной высокой частоте тока. Получаемый результат связан с выходом постоянного сварочного тока, сила которого является очень высокой, а напряжение низким.
Вернуться к оглавлению
Электрическая схема, по которой действует инвертор, приведена на рис. 1. Производители предусматривают для любой модели определенные характеристики, позволяющие увеличить надежность эксплуатации прибора и обеспечить меры безопасности при работе с ним. Электрическая схема прибора предполагает наличие блока термоконтроля, служащего защитой агрегата от сильного нагревания и перегрева. Блок регулирует и работу системы охлаждения.
Рисунок 2. Принципиальная электрическая схема сварочного инвертора.
Присутствие различий в деталях сварочных инверторов определенных типов не влияет на принципиальные схемы их работы, которые сводятся к описанному ранее принципу. Рассматриваемое оборудование имеет электрическую схему, включающую несколько важных элементов. Блок температурного контроля позволяет схеме управлять работой системы вентиляции, обеспечивающей принудительное охлаждение всего агрегата.
Силовой трансформатор электрической схемы оснащен температурным датчиком, тип которого является биметаллическим и имеет фиксированную температуру срабатывания, если она достигает 75° в цепи. Радиатор охлаждения силового транзистора контролируется интегральным датчиком, отвечающим за его температуру.
Вернуться к оглавлению
Варка тонкого металла инвертором.
Принципиальная электрическая схема инвертора, выпускаемого отечественным производителем Ресанта, позволяет фирме поставлять на рынок компактные агрегаты, помещающиеся в кейс не очень больших размеров. Несмотря на различную мощность выпускаемых фирмой приборов, им свойственна определенная электрическая схема (рис. 2). Она объединяет принцип работы плазменных резаков и аргонодуговых сварочных аппаратов Ресанта.
Немецкой компанией FUBAG выпускается сварочное оборудование иностранного производства. Оно отличается особой надежностью, многофункциональностью, являясь одновременно узкоспециализированным. Для сварочных инверторов немецкого производства характерно наличие большого количества функций, которые являются дополнительными. Они включают принудительное охлаждение, работу в режиме пониженной мощности, микропроцессорное управление и др.
Есть мастера, для которых сборка сварочного инвертора не отнимает большого количества времени. Следует просто иметь начальные знания по электротехнике. Принципиальные схемы сварочных инверторов являются доступными, если для самостоятельного изготовления потребуется чертеж или инструкция. Важно создавать сварочные инвертора, принципиальные электрические схемы, которых сводятся к получению высокой стабильности сварочной дуги.
moiinstrumenty.ru
Электрическая схема сварочного аппарата конденсаторного типа
Иногда, делая те или иные проекты с применением литиевых аккумуляторов, зрители часто критикуют, что литиевые батарейки нельзя паять. Контактная сварка – вещь нужная и в ходе этого ролика реализуем очередной интересный проект, а точнее соберем сварочный аппарат для контактной сварки конденсаторного типа. Ролик, скорее всего, будет изложен в трех частях. В первой части подробно показан принцип работы электрической схемы, основные параметры и подбор компонентов. Во второй части займемся монтажом и тестом. Ответы на многие вопросы именно в ролике.
В чем особенность конденсаторной сварки?
На самом деле есть очень много вариантов построения таких аппаратов, но остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка. Трансформатор в нашей схеме все же есть, он только для зарядки конденсаторов. Но есть сварочный аппарат, где емкость конденсаторов разряжается на место сварки не напрямую, а через разделительный трансформатор. Такие аппараты называют трансформаторными. В отличие от обычных аппаратов контактной сварки, в которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки, это особенно хорошо для пайки аккумуляторов.
Напряжение сетевого трансформатора выпрямляется двух полупериодным выпрямителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости. Емкости могут отличаться, важно чтобы конденсатры имели одинаковое расчетное напряжение.
Мастера покупают изобретения в лучшем китайском интернет-магазине.В момент сварки вся емкость конденсаторов разряжается на определенные точки, куда подключаются токосъемные контакты. В качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе. Моментальный разряд емкости мощных конденсаторов вызыывает огромный скачок тока. Процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременные разряд такой емкости приводит к моментальному плавлению металла под электродами.
Напряжение было выбрано в районе 40 вольт. Оно полностью безопасно для человека, хотя все зависит от организма. Для некоторых ощутимо даже 12 вольт, но во всяком случае 40 вольт не смертельно. Поскольку аппарат планировался с питанием от бытовой сети, нужно использовать понижающий трансформатор для зарядки конденсаторов. В представленном случае под рукой оказался трансформатор, который на вторичных обмотках может выдавать около 30 вольт при токе 1,5 А. Как раз отлично подходит для наших целей и после выпрямителя напряжение на конденсатора будет порядка 40 Вольт. из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети. В принципе подойдет любой трансформатор мощностью свыше 50 ватт, который обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсатора.
Электроника для самодельщиков в китайском магазине.
Ддля ограничения тока заряда конденсаторов использован 10-ватный резистор проволочного типа с сопротивлением 10-15 ом. Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, вследствие чего может сгореть диодный мост. В аппарате предусмотрен тиристорный замыкатель и при нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкости конденсаторов. Иными словами происходит короткое замыкание.
Далее смотрите на видео с 5:32
Для труб из полипропилена есть своя модель аппарата.
Перед началом ролика его автор Ака Касьян рекомендует отличный инструмент для людей, которые занимаются ремонтом цифровой техники. Новый 2016 HDMI микроскоп Andonstar с отличными параметрами и возможностью передачи данных через HDMI порт. Микроскоп получил эксклюзивный пылезащищенный объектив с возможности максимально точной фокусировки Full HD разрешение и отличный процессорного Новотек 96650 и это далеко не все. Микроскоп дополнен мощной подсветкой и отличной металлической стойкой. Имеется слот для карт памяти до 32 гигабайт. Возможна также передача данных по USB. Запись видео в реальном времени и куча всевозможных настроек. Присутствует также русский язык. Одним словом отличный товар, хотя и не из дешевых, но понимающий человек оценит по достоинству. Если денег не жаль, действительно отличный продукт. Очень качественная картинка без шумов. Куплен в этом китайском магазине.
izobreteniya.net
Электрическая и принципиальная схема сварочного инвертора
Чтобы обеспечить горение сварочной дуги, используются инверторы. У данных устройств есть определенные преимущества, недостатки, отличительные особенности. Схема сварочного инвертора включает в себя конструкционные элементы, каждый узел выполняет свою операцию.
Принцип работы
Если разобрать сварочный инвертор, можно поближе рассмотреть силовой трансформатор. Он является основным узлом конструкции и отвечает за уровень напряжения. Ток, исходящий от источника, должен быть понижен.
Схема сварочного инвертораВажно! На плате управления используются конденсаторы, резисторы, отвечающие за проводимость электрического потока.
Чтобы частота находилась на уровне 50 герц, используется стабилизатор. К дополнительным элементам относится выпрямитель тока (отвечает за пульсацию) и дроссель, стабилизирующий выходное напряжение. Устройство работает в цепи постоянного, переменного тока. Когда напряжение выпрямляется, оно подается на дугу и разрешается заниматься сварочными работами.
Сварочные работыТехнические характеристики
При рассмотрении инверторов рекомендуется сосредоточиться на таких характеристиках:
- напряжение от сети,
- допустимый размер электрода,
- напряжение без нагрузки,
- рабочий цикл,
- класс защиты,
- показатель нагревостойкости,
- температура эксплуатации.
Конструкция инверторного сварочного аппарата
Внутри сварочного инвертора имеется множество элементов, которые взаимодействуют между собой. К основным модулям силового блока приписывают следующее:
- выпрямитель напряжения,
- помеховый фильтр,
- преобразователь (он же инвертор),
- высокочастотный выпрямитель на выходе.
Рассматривая плату управления, на ней используются системы для охлаждения транзисторов, фильтров. У современных инверторов установлен радиатор, выпрямитель и преобразователь. Есть кулер, нацеленный на понижающий трансформатор.
Понижающий трансформаторВажно! На плате управления может быть один или несколько помеховых фильтров и конденсаторов под них.
Рядом с понижающим трансформатором необходим датчик тока, интегральный стабилизатор. Продвинутые инверторы высокого уровня поставляются с реле мягкого пуска.
Достоинства и недостатки
К сильным сторонам оборудования важно приписать следующее:
- высокая эффективность,
- значительная удельная мощность,
- ассортимент в наличии,
- сфера применения.
Недостатки также всем знакомы, речь идёт о высокой стоимости продукции. Агрегаты не отличаются долгим сроком эксплуатации. Когда электронная плата перегорает, сделать что-либо нереально.
Электронная платаПроблема кроется в незащищенности корпуса. На рабочем месте, как правило, большое количество пыли и грязи. Всё это оседает на внутренних элементах конструкции и происходит сбой.
Правильное назначение
Сварочные аппараты подходят для продуктивной работы в домашних условиях, а также в мастерских. Разнообразие функций в устройствах делает их разносторонними. Стандартные сварочные инверторы обеспечивают постоянный ток сварки, поэтому считаются универсальными агрегатами. Они подходят для сварки и резки чёрных, цветных металлов.
Полуавтоматика отличается тонким и ровным швом, практически не оставляет после себя следов. Плазморез востребован в промышленной сфере, годится для профессиональных работ. Резка металла происходит на высокой скорости. Допускаются различные типы заготовок.
ПлазморезыИнтересно! Плазморезы годятся для длинных разрезов, к примеру, бронзы либо алюминия.
Аппараты аргонно-дуговой сварки считаются более подходящими для цветных металлов. Обеспечивается значительная глубина проварки и практически нет ограничений. Модели точечной сварки также могут называться споттерами, применимы на металлообрабатывающих предприятиях. Точечные аппараты подходят для резки крупных изделий.
Аппараты аргонно-дуговой сваркиКак правильно использовать
Чтобы приступить к сварочным работам, необходимо подготовить установку.
Основные этапы:
- размещение инвертора,
- проверка заземления,
- уборка лишних предметов,
- подключение к электросети,
- подсоединение удлинителя,
- использование генераторов,
- установка сварочных кабелей,
- настройка.
Чтобы агрегат работал должным образом, с учётом выбранного металла, производится регулировка частоты напряжения. Важно подобрать соответствующий электрод (минимальный диаметр 3 мм). Когда с подготовкой покончено, осуществляется розжиг дуги. Необходимо несколько раз стукнуть по металлу, важно контролировать положение электрода.
Положение электродаСовет! Во время сварки электрод передвигается вдоль линии разреза.
Действовать разрешается под прямым или небольшим углом (не более 60 градусов). В труднодоступных местах работают другие правила. Электродом разрешается сваривать углом вперёд либо назад. Надо контролировать уровень прогрева металла.
Схемы сварочного аппарата
При рассмотрении сварочного оборудования изучается электрическая и принципиальная схема. Если обратиться к понятиям, заметно, что они несут разные посылы. Учитывается информативность и модель построения. Электросхема представляет собой документ, который сообщает о важных частях оборудования. Основная задача — показать путь прохождения электрической энергии по оборудованию.
ЭлектросхемаКомпоненты взаимодействуют между собой и на схеме можно это проследить. Используются специальные обозначения для каждого отдельного компонента. При составлении электрических схем учитывается структура, а также функциональность.
Важно! Все стандарты прописаны в ГОСТе 2.702-75.
Принципиальная схема также относится к электрическому типу, однако имеет другие задачи. Документ представляет собой чертеж, на котором также отображены компоненты агрегата. Разница заключается в том, что в принципиальной электрической схеме отображаются электромагнитные связи. По факту, они выглядят не такими детальными, как функциональные электрические схемы. Если посмотреть на чертеж, отображаются лишь основные узлы.
Принципиальная схемаЭлектрическая
Стандартная электрическая схема инверторного сварочного аппарата включает в себя мощные транзисторы с частотой 50 Герц. Они действуют в цепи постоянного тока. Подача энергии происходит на выпрямитель для обеспечения стабильного выходного напряжения.
Выпрямитель на схемеВажная информация! Чтобы частота не прыгала, используется диодный мост. Элемент работает на пару с фильтрующим конденсатором.
Мосты отличаются по мощности и вырабатывают высокую температуру. С целью их охлаждения применяются вентиляторы, радиаторы. Для фильтрующих конденсаторов необходим предохранитель, который убережет компонент в случае замыкания цепи.
Замыкания цепиТакже на схеме обозначен электромагнитный фильтр, который отвечает за совместимость тока. Напряжение подаётся от выпрямителя, представленный блок отвечает за высокочастотные помехи. В случае с трансформаторами проблема является актуальной. Есть схемы аппарата, включающие два мощных транзистора, которые применяются с отдельными радиаторами.
Трансформатор установлен высокой частоты, он обеспечивает быстрое преобразование напряжения. Его коммутация происходит на обмотке, поэтому максимальное напряжение в устройствах подобного плана доходит до 340 вольт. Чтобы при большом напряжении создать низкий уровень тока, необходима первичная обмотка. У инверторов параметр составляет 120 ампер.
Коммутация на обмоткеИнтересно! Быстродействующие диоды, которые установлены с катодом, можно только предполагать о связи с выпрямителями.
По конструкции элементы просты, способны включаться по команде. Они отвечают за открытие и закрытие моста. Основная функция опять же связана с защитой агрегата. Сразу после подключения цепи к источнику питания по схеме задействуются конденсаторы. Они начинают заряжаться, уровень тока возрастает до максимума. Основная нагрузка подаётся на мосты, поэтому уровень заряда ограничивается.
Конденсаторы на схемеПринципиальная
Принципиальная схема выстроена таким образом, что напряжение идёт от выпрямителя к инвертору и подается на трансформатор. Далее ток проходит через вторичный выпрямитель, выходит через дроссель непосредственно к электроду.
Вторичный выпрямительПлюс ко всему, от вторичного выпрямителя ток поступает по принципиальной схеме на блок обратной связи. Он взаимосвязан с блоком управления. От блока обратной связи сигнал может поступить непосредственно на инвертор.
Выше рассмотрена электрическая, принципиальная схема сварочного инвертора. Изучен принцип работы, особенности моделей. При оценке агрегатов учитываются технические характеристики, достоинства, недостатки, назначение и сфера использования.
Инверторный сварочный аппарат из старого телевизора
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата — со сварочным трансформатором или на основе конвертора — был выбран второй.
Действительно, сварочный трансформатор — это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
Как я делал сварочный аппарат своими руками
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью — это обычный однотактный конвертор, его достоинство — в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40…130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A |
60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока — постоянный, регулирование — плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 — С24 — его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 — любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя — 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 — еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов — К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1…1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная — 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8…1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом — это необходимо для правильной работы выпрямителя VD11 — VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, — по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2…0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II — аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково — выводами катода вправо по рисунку — и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати — шестью, вторая плата с общей точкой всех диодов — шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 — VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы — 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д — с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода — медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника — 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
СХЕМА СВАРОЧНОГО ИНВЕРТОРА
СХЕМА СВАРОЧНОГО ИНВЕРТОРА
Современные сварочные инверторы, за счёт высокой частоты преобразования тока и системы электронной стабилизации, обеспечивают очень стабильную сварочную дугу. Современная элементарная база позволяет создавать сварочные инверторы очень компактными и оснащенными всеми необходимыми функциями. Имеющиеся на данный момент в продаже сварочные аппараты отличаются ограниченной потребляемой мощностью; режимом антиприлипания электрода; плавную регулировку тока сварки, часто с помощью микропроцессорного управления и защиту от перегрузок и перегрева схемы. Напряжение питания всех схем стандартное, сетевое 220 В при токе до 30 А. Выходной сварочный ток регулируется в пределах 5 — 200 А.
При сварке металлов с помощью инвертора, электрическая дуга возникает между электродом, диаметром 1-5 мм, который часто изготовлен из того же материала, что и соединяемый материал и свариваемым материалом. Из-за горения этой дуги, происходит плавление электродов и материала. После расплава происходит смешение соединяемого материала с материалом электрода и возникает прочное соединение.
Хочу представить вашему вниманию сборник принципиальных схем промышленных аппаратов сварочных инверторов, собранных «с миру по нитке». Кому-то эти схемы понадобятся для ремонта, а кто и сам захочет повторить одну из схем. Ведь цена на готовое заводское устройство обычно лежит в пределах 300 — 500уе, и самостоятельная сборка сварочного инвертора вполне оправдана.
На нашем сайте имеются в наличии для скачивания такие файлы:
- — Электрическая схема сварочного инвертора САИ;
- — Электрическая схема сварочного инвертора MOS;
- — Электрическая схема сварочного инвертора TELWIN;
- — Электрическая схема сварочного инвертора NEON;
- — Электрическая схема сварочного инвертора Inverter TOP DC;
- — Электрическая схема сварочного инвертора Prestige;
- — Электрическая схема сварочного инвертора ВДУЧ;
- — Электрическая схема сварочного инвертора ThermalArc;
- — Электрическая схема сварочного инвертора MARC;
- — Электрическая схема сварочного инвертора Maxstar;
- — Электрическая схема сварочного инвертора РУСЬ;
- — Электрическая схема сварочного инвертора DC250;
- — Электрическая схема сварочного инвертора Форсаж;
- — Электрическая схема сварочного инвертора Invertec V.
Все принципиальные схемы выложены в разделе КНИГИ и доступны для скачивания всем пользователям, по прямой ссылке с сервера сайта, без всяких депозитов и летитбитов.
Если у вас имеется ещё какая-либо схема сварочного инвертора — можете поделиться ей с посетителями нашего сайта прислав схему на почту.
ФОРУМ по сварочным инверторам.
Схема инверторного сварочного аппарата — Документ
СХЕМА ИНВЕРТОРНОГО СВАРОЧНОГО АППАРАТА НА ТИРИСТОРЕ
Предлагаю принципиальную схему сварочного аппарата на быстродействующем тиристоре. Схема является копией промышленного сварочного аппарата «Электрон-125». Мощность достаточна , чтобы варить электродом диаметром 3 мм, в большинстве случаев этого достаточно.
Диаппазон регулирования сварочного тока, А … 40 — 125.
Напряжение холостого хода ,В ………………….не более 90.
Коэффициент полезного действия , % ……….не менее 60.
Частота преобразования — около 4 kHz.Регулирование выходной мощности осуществляется изменением частоты генератора, выполненного на аналоге однопереходного транзистора VT1 и VT2. Я эту схему сам не делал. Её делал мой знакомый. Схема вполне работоспособна , но есть свои небольшие проблемы: cхема издаёт неприятное пищание, в режиме холостого хода часто щёлкает реле К2 , которое срабатывает при превышении U холостого хода на выходе.
ОПИСАНИЕ РАБОТЫ СХЕМЫИмпульсный преобразователь выполнен на быстродействующем тиристоре VS3. Генератор открывающих импульсов ,как уже писалось выше, выполнен на VT1 и VT2. Запускается преобразователь кнопкой S1. При этом, медленно , через резисторы R5-R8 происходит заряд батареи конденсаторов С4-С5. Светодиод VD11 показывает процесс заряда. В это время генератор импульсов не работает , так как разомкнута пара S1.2. При нажатии кнопки , запускается генератор , открывается тиристор , насыщается Т2 (для снижения скорости нарастания , по-видимому, служит L3 ) .Цепь выделенная жирным представляет собой колебательный контур , состоящий из Т2 , С11-С22 и включенного последовательно тиристора. Когда направление тока в контуре меняется на противоположное , через диод VD19 протекает ток ,тиристор шунтируется диодом и закрывается. Через Т1 импульсы открывают тиристоры VS1 , VS2 и в работу включается мощный мостовой выпрямитель. Токовое реле К1 срабатывает в момент начала сварки , закорачивая R24 и увеличивая частоту преобразования. К2 — реле, срабатывающее при превышении напряжения холостого хода на выходе, резистором R33 устанавливается порог срабатывания реле .К3 — термореле , срабатывающее при перегреве тиристора VS3 или диодов VD17 и VD18. Схема состоящая из L2, C6, R17, VD10 какую функцию выполняет , я не знаю, но без
нее схема тоже работает.
Cпецификация
R1,R2 =24R (МЛТ-2) R3,R4=120R (МЛТ-2) R5…R8=820R (МЛТ-2) R9=4.3K (ПЭВ-25) R10…R13, R15-R16=15K (МЛТ-2) R14=3.3K (CП3-38Б) R17=68R (ПЭВ-7.5) R18=150R (ПЭВ-25) R19=10R R20=430R R21=1K R22-R23=3.3K R24=750R R25=6.8K R26…R31=150R R32=470R R33=2.2K R34=82R R35=5.1K R36,R50=2.2K R37,R51=820R R38,R48=22K R40,R39,R41=200K R52=100R |
C1,C2=1mF (K73-17-400V) C3=10mF (K50-29-360V) C4,C5=1000mF (K50-29-360V) C6…C8=10nF (K15-5-1.6kV) C9=1000pF (K15-5-1.6kV) C10=0.1mF(K73-17-250V) C11…C22=0.1mF(K78-2-1kV) C23-C24=22nF (K73-17-400V) C25-C26=220mF (K50-35-63V) C27,C29,C30=0.1mF (KM-56-H90) C28,C31=0.68mF (KM-56-H90)
D1-D2=K554CA3A
VD1-VD2=KD206B VD3=KЦ402 VD4-VD6=Д132-50-6 VD7=KД105Г VD8,VD11=АЛ307 VD9=KC147A VD10,VD13=ДЧ-132-32-12-6 VD12,VD14=КД213А VD15-VD16,VD19=Д816A VD17-VD18=МПД-4265-63-6К5 VD20…VD22=КД522 VS1-VS2=T132-50-6-6У2 VS3=ТБ-251-(80-100)
К1=КИСЦ.671111.041(реле тока) К2-К3=РЭС55А 0001 |
Намоточные данные
Т1= кольцо 28 x 16 x 10 , n=52 витка ПЭВ-2 диам. = 0.3 мм.
Т2= 5 сердечников ТВС-110ЛА намотка по обе стороны,
n1=16 витков , Q=10 , L = 0.3 mH
n2 = две обмотки по 4 витка
L2 n1 = ПЭВ-2 , D = 2 мм , Q = 30, L=4.05mH
n2=ПЭВ-2 , D=0.4 мм , Q=30 , L = 0.45 mH
L3 n = 5 витков (провод 4 кв.мм), Q=4.2 , L = 0.154 mH (4 кольца сложенных вместе из феррита)
L4 ПЭВ-2 , D = 0.3 мм , L = 0.04mH
L5 шл. образн. сердечник 25 х 10 окно 20 х 50, шина 4 х 2.5 (две в параллель), n = 2х22 витка , L = 0.05mH , Q = 1.5
K1 — мотается отводом от L5 в виде бескаркасной катушки , внутри которой ставится геркон . D = 10 мм , n= 5 витков.
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ ИНВЕРТОРА ТИПА 3КВА, 50 ГЦ, ОДНОФАЗНОЙ ДУГОВОЙ СВАРОЧНОЙ МАШИНЫ
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ ИНВЕРТОРА ТИПА 3КВА, 50 ГЦ, ОДНОФАЗНОЙ ДУГОВОЙ СВАРОЧНОЙ МАШИНЫInternational Journal of Scientific & Engineering Research, Volume 6 Выпуск 5, май 2015 г. 931
ISSN 2229-5518
Проектирование и изготовление инвертора
3 кВА, 50 Гц, однофазная дуговая сварка
Аппарат
Engr.Ovbiagele U; Engr. Obaitan B
Резюме: Сварка служит множеству целей в разных доменах. Изготовление машин и оборудования, сварка трубопроводов и коллекторов, сварка конструкций, морская сварка и декоративная сварка — вот примеры сварки, применяемой в бизнесе и промышленности. Сварочное оборудование стало одним из важнейших инструментов, которыми может владеть производитель, поэтому возникла необходимость спроектировать и построить аппарат для дуговой сварки. В этой статье авторы спроектировали и сконструировали аппарат для однофазной дуговой сварки мощностью 3 кВА, 50 Гц, используя местные материалы.Чтобы решить проблему веса и размера обычного аппарата для дуговой сварки, была также разработана инверторная схема. Инвертор обеспечивает гораздо более высокую частоту, чем 50 Гц или 60 Гц для трансформатора, используемого при сварке. Произведенный на месте аппарат для электродуговой сварки, способный выдержать ток 150 А при испытании изоляции, испытании на короткое замыкание и разрыв цепи для определения рабочих характеристик, оказался весьма удовлетворительным.
Ключевые слова: дуговая сварка, изготовление оборудования, инвертор, трансформатор.
—————————— ———————————
Сварка — это метод соединения металлов, при котором тепло и / или давление прикладываются к области контакта между двумя компонентами. ; в стык может быть добавлен присадочный металл в зависимости от процесса сварки [1].
Существует множество видов сварки, в том числе дуговая сварка, контактная сварка, газовая сварка. Особое внимание будет уделено дуговой сварке, поскольку это наиболее распространенный вид сварки, а также основная цель данной конструкции.При дуговой сварке между основным металлом и электродом образуется электрическая дуга. Тепло дуги плавит основной металл и сварочные материалы для получения металла шва для соединения элементов конструкции [2].
Оборудование, которое выполняет сварочные операции под наблюдением и контролем сварщика, называется сварочным аппаратом. Чтобы решить проблему веса и габаритов обычного аппарата для дуговой сварки, необходимо сконструировать инвертор. Инвертор обеспечивает гораздо более высокую частоту, чем 50 Гц или 60 Гц для трансформатора, используемого при сварке.Таким образом, трансформатор гораздо меньшей массы используется для обеспечения работы с гораздо большей выходной мощностью. Выбор рабочей частоты с учетом человеческих способностей снижает сварочный шум, производимый обычным аппаратом для дуговой сварки [1]. Выбор частоты 20 кГц для аппарата дуговой сварки инверторного типа соответствовал вышеуказанным ожиданиям. Управление питанием трансформатора на высокой частоте позволяет контролировать выходной сварочный ток. Этот источник питания обеспечивает преобразователь частоты. Силовой переключатель IGBT (биполярный транзистор с изолированным затвором) или MOSFET используется для конструкции инвертора из-за его высокой степени коммутации.
Цепь управления, используемая для управления выходным сварочным током, предназначена для управления переключателем мощности на высокой частоте. Переключатель питания на биполярном транзисторе с изолированным затвором более эффективен и менее подвержен сбоям, чем переключатель питания на полевых МОП-транзисторах.
Вес и размер трансформатора обычного сварочного аппарата намного выше шума сварки.
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 932
ISSN 2229-5518
Целью и задачей данной работы является спроектировать и сконструировать аппарат для дуговой сварки, работающий от сети
48 В постоянного тока с переменной частотой.Это снижает вес, размер и уровень шума трансформатора, используемого для сварки.
Иметь более эффективный дуговой сварочный аппарат, обеспечивающий аккуратную сварку.
Важность этого проекта заключается в том, что он направлен на создание рентабельного, прочного, портативного и мобильного сварочного аппарата.
Сварочный источник питания трансформаторного типа преобразует электричество высокого и слабого тока из электросети в высокое и низкое напряжение (обычно от 17 до 45 В и от 55 до 590 А).Выпрямитель используется для преобразования переменного тока в постоянный для получения постоянного тока на выходе. Перемещение магнитного шунта внутрь и наружу трансформатора помогает изменять выходной ток. Последовательный реактор к вторичной обмотке регулирует выходное напряжение от набора отводов на вторичной обмотке трансформатора. Этот тип блока питания наименее дорогой, но громоздкий. Именно низкочастотные трансформаторы должны иметь такую высокую намагничивающую проводимость, чтобы избежать ненужных шунтирующих токов. Трансформатор также может иметь значительную проводимость утечки для защиты от короткого замыкания в случае прилипания сварочного стержня к рабочей силе.Индуктивность рассеяния может изменяться, поэтому оператор может устанавливать выходной ток [3].
С появлением мощных полупроводников, таких как полевой транзистор с изолированным затвором (IGFET), также известный как MOSFET (металлооксидный полупроводниковый полевой транзистор), теперь также можно создать импульсный источник питания, способный справляется с высокими нагрузками при дуговой сварке. Эти конструкции известны как инверторные сварочные аппараты. Электроэнергия переменного тока сначала выпрямляется в постоянный ток; затем переключатель питания постоянного тока (инвертировать) в понижающий трансформатор на высокой частоте для получения необходимого сварочного напряжения или тока.Частота переключения обычно составляет от 20 кГц до 100 кГц. Высокая частота переключения резко уменьшает габариты понижающего трансформатора. Масса магнитных компонентов (трансформатор и проводники) быстро уменьшается с увеличением рабочей (коммутационной) частоты. Циркуляционный преобразователь может также обеспечивать такие функции, как управление мощностью и защита от перегрузки. Этот тип сварочных аппаратов (на основе инвертора) более эффективен и обеспечивает лучший контроль изменяемых функциональных параметров, чем обычные сварочные аппараты.Микроконтроллер управляет IGBT или IGFET в инверторной машине, поэтому электрические характеристики сварочной мощности могут быть изменены с помощью программного обеспечения [4].
Наш подход к этому проекту реализован через проектирование и создание его подсистемы ввода, блока управления и подсистемы вывода. Сварка металла происходит, когда блок управления и выходная подсистема соединяются вместе через свариваемый токопроводящий объект. Сварка — это процесс соединения двух или более одинаковых или разнородных материалов с / без приложения тепла и / или давления с использованием или без использования присадочного материала.
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 933
ISSN 2229-5518
В разработке мы начали с общую систему и начинайте разбивать ее на системы. Удобным инструментом, используемым на этом этапе, является блок-схема, показанная на рис. 1. Блок-схема изображает иерархию того, как подсхемы инвертора
будут взаимодействовать и взаимодействовать друг с другом.Аппаратный прототип был реализован или реализован на экспериментальном макете. Это было достигнуто за счет реализации подсистемы ввода
инвертора в подсистему вывода. Они были тщательно выполнены в соответствии с блок-схемой проекта и окончательной принципиальной схемой.
Системная блок-схема проекта инверторного сварочного аппарата представлена на рис.
Буфер генератора
Усилитель мощности
Трансформатор
O / P
Источник питания
Обратная связь
Система представляет собой гибкий источник питания, спроектированный как источник тока, соответствующий блок-схеме, показанной на рис.который состоит из следующих этапов.
для переключения питания постоянного тока. Выходной сигнал каскада генератора усиливается с помощью транзистора (9013). Это
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 934
ISSN 2229-5518
усиленный сигнал запускает металлооксидный Полевой транзистор с Vgs больше порогового напряжения.Частота работы схемы определяется каскадом генератора.
Трансформаторы сварочные рассчитаны на характер сварочных работ. Для сварочного аппарата инверторного типа трансформатор имеет небольшие размеры и меньший вес по сравнению с обычным сварочным аппаратом. В аппарате для дуговой сварки для сварки используется электрический разряд. Этот разряд известен как дуга.
Напряжение, необходимое для поддержания дуги, равно
В = C + DL [5] …………………………………………………… ………………………………………….. …………………… (1) Где; C = от 15 до 20 вольт
D = от 2 до 3 вольт
L = длина дуги в мм и ее значение составляет примерно от 2 до 4 мм. Дуга поддерживается при напряжении примерно от 24 до 30 вольт. Проектная спецификация
Выходное напряжение = 25 В переменного тока
Выходной ток = 80 А Входное напряжение = 48 В постоянного тока
Номинальная мощность трансформатора = 3 кВА K = 0,45
F = 50 Гц
BM = 1,2 Т
Плотность тока, j = 3.2 A мм-2 или 3,2 x 106 A / м2
Коэффициент площади Kw = 0,3
Вольт на оборот
Vt = K KVA [6] ……………… ………………………………………….. …………………. (2)
Для прямоугольных импульсов,
Расчет площади жилы, Ai
Vt = 0,45 3 = 0,78
Vt = 4,44 fBm Ai [6] ……………………………………… ………………………………………….. …………………………… (3)
A1 =
0,78
4.44 x 50 x 1,2
= 0,0029,28 м2 или 29,28 см2
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 935
ISSN 2229-5518
Общая площадь железа Ag =
Ai
0,9
3 ………………………….. ………………………………………….. ……………………………. (4)
29,28 = 32,53 см2
0,9
Принимая 0,9 в качестве коэффициента суммирования.
Ширина центральной конечности = 2 x ширина боковой конечности
= 2 x a …………………………. ………………………………………….. ………………………………………….. …………….. (5) Глубина керна, b = 2,5 x ширина центрального лимба = 2,5 x 2a = 5a
Ag = bx 2a = 5a x 2a = 10a2. ………………………………………….. ………………………………………………………. (6)
Следовательно, 10 a2 = 32,53
Так как a = 1,80
a = 32,53 = 1,80 см
10
b = 5 x 1,80 = 9 см
Глубина сердечника, b = высота ярма для типа оболочки, Hy
Глубина ярма Dy = ширина боковая конечность = 1,80 см
Aw =
кВА
2,22 xfx B x A x K xjx 10-3
[7] …………………. ………………………………………….. …………….. (7)
Aw =
3
2.22 x 50 x 1,2 x 2,928 x 10-3 x 0,3 x 3,2 x 106 x 10-3
Aw = 8,01 x 10-3 м2 или 80,1 см2
Aw = высота окна (Hw) x ширина окна (Ww)
HW = 3
WW
HW = 3 Ww
Aw =
3Ww
= w 2
[6] ………………………. ………………………………………….. ………………………………………. (8)
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 936
ISSN 2229-5518
Ww =
80.1 = 5,2 см
3
Следовательно, Hw = 3 x 5,2 = 15,6 см
Общая высота H = Hw + 2 ……………………. ………………………………………….. …………………………………… (9)
= 15,6 + ( 2 x 1,80) = 19,2 см
Общая ширина W = (2 x Ww) + (4 xa) ………………………. ………………………………………….. ……………….. (10)
= (2 x 5,2) + (4 x 1,80) = 17,6 см
Обмотка
V1
Витки первичной обмотки T1 =
Вт
…………………………………………… ………………………………………….. …… (11)
48 = 62
0,78
Общее количество витков на первичной обмотке составляет 124 (с отводом по центру)
Ток первичной обмотки
I1 =
Мощность ………. ………………………………………….. ……………………………… (12)
V1
= 3000
48
= 62,5 A
Принимая ток 3,2 A / мм2 для первичной обмотки, площадь проводника
a1 =
62.5
3,2
= 19,53 мм2
Для расчета диаметра проводника
a1 = πr =
πd2
4
………………….. ………………………………………….. ………………………………………….. ………. (13)
Где a1 = площадь первичного проводника, d = проводник
d = (4 x 40)
3,142
= 4,996 мм
Витки вторичной обмотки T2 =
V2. ………………………………………….. ……………………………………………. (14)
Вт
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 937
ISSN 2229-5518
T2 =
25
0,78
= 32
В то время как При расчете числа витков вторичной обмотки выбирается допуск 5%, чтобы компенсировать падение напряжения в обмотке.
Следовательно,
T = 32 + 5
+ 32 = 34
2 100
Ток вторичной обмотки
I2 =
Мощность ………….. ………………………………………….. ………………………… (15)
V2
= 3000
25
= 120 A
Принимающий ток 3,2 А / мм2 для вторичной обмотки, площадь проводника
a = 120
= 40 мм2
2 3,2
Для расчета диаметра проводника
a 2 = πr =
πd2
4
…………………………………………… ………………. (16)
Где a2 = площадь вторичного проводника, d = проводник
d = (4 x 120)
3,142
= 12,4 мм
RT (R8 + R9) и C1, подключенные к контактам 6 и 7 микросхемы SG3524 соответственно, определяют частоту колебаний. Используя приведенное ниже уравнение, мы определяем значение неизвестного параметра.
f = 1,18
C1CT
[8] ………………………………… ………………………………………………………… ………………………… (17)
Предположим, что C1 = 0,1 x 10-6 F и требуемая частота f = 50 Гц
Следовательно,
f = 1,18
0,1 x 10−6 x 50
= 236 кОм
IC SG3524 используется в секции колебаний этого инвертора. Эта ИС используется для генерации частоты 50 Гц, необходимой для генерации переменного тока инвертором. Для запуска этого процесса питание от батареи подается на вывод 15 SG3524 через транзистор NPN (TIP41).D3 у основания Q3, как показано на рис. используется для регулирования напряжения питания микросхемы SG3524. Контакт 8 подключен к отрицательной клемме аккумулятора. Штыри 6 и 7 ИС являются штырями колебательной секции. Частота, создаваемая ИС, зависит от номинала конденсатора и резистора, подключенных к этим контактам. Конденсатор (0,1 мкФ) подключен к выводу 7. Этот конденсатор определяет частоту 50 Гц на выходе ИС. Контакт 6 — это контакт синхронизирующего сопротивления. Сопротивление на этом выводе поддерживается
IJSER © 2015 http: // www.ijser.org
Международный журнал научных и технических исследований, том 6, выпуск 5, май 2015 г. 938
ISSN 2229-5518
постоянная частоты генератора. Предустановленный переменный резистор (20 кОм) подключен к земле от контакта 6 IC. Эта предустановка используется для того, чтобы значение выходной частоты можно было установить на постоянное значение 50 Гц. Фиксированное сопротивление
220 кОм подключено последовательно с переменным резистором, как показано на рис.соотношением:
F = 1,30
C1CT
[9]. ………………………………………….. ………………………………………….. …………………………… (18)
Где F — частота в кГц, RT — полное сопротивление. на выводе 6, а CT — это общая емкость на выводе 7. Следовательно, чтобы получить частоту 50 Гц,
Учитывая CT = 0,1 мкФ
F = 1,30
50 x (0,1 X 10-6)
= 260 кОм
Следовательно , RT необходимо изменять на 100K, чтобы получить частоту 50 Гц.В нашей конструкции мы использовали постоянный резистор 200 кОм и переменный резистор 100 кОм.
Сигналы, генерируемые в секции генератора IC, достигают секции триггера IC. Эта секция преобразует входящие сигналы в сигналы с изменяющейся полярностью. В этом сигнале изменение полярности означает, что когда первый сигнал положительный, второй будет нулевым, а когда первый сигнал станет нулевым, второй будет положительным. Поэтому для достижения частоты 50 Гц этот процесс чаще всего повторяется каждые 50 раз в секунду i.е. пульсирующий сигнал с частотой 50 Гц генерируется внутри триггерной секции ИС.
Этот переменный сигнал частоты 50 Гц имеет выход на выводах 11 и 14 ИС.
Этот пульсирующий сигнал также может быть известен как сигнал возбуждения MOS. Этот управляющий сигнал MOS на выводах 11 и
14 находится в диапазоне 4,6 — 5,4 В. Напряжение
на этих выводах должно быть одинаковым, потому что любое изменение напряжения на этих выводах может повредить полевой МОП-транзистор
на выходе.
Так как опорное напряжение для усилителя ошибки (вывод 2) устанавливается равным 2.5В с использованием делителя напряжения. Следовательно, напряжение, подаваемое на контакт 1, составляет 2,5 В.
Использование делителя напряжения:
Предположим, R4 = 4700,
Vpin 1 = Vref x
R 4
R 4 + R 3
………………… ………………………………………….. ………………………………………….. .. (19)
Vpin 1 = 2,5 v
2,5 = 5 x
4700
4700 + R 3
R3 = 4700 или 4,7 K
IJSER © 2015 http://www.ijser.org
International Journal of Научно-технические исследования, Том 6, Выпуск 5, май 2015 г. 939
ISSN 2229-5518
Vpin 2 = Vout x
R s
R s + R 5
…………………………………………… ………………………………………….. ……………….. (20)
RS = R6 + R7, обратите внимание, что Vout — положительное значение, которое в нашем дизайне равно 14,5 В. Требуемое напряжение на выводе 2 равно 2,5 В
Предположим, R5 = 100 К;
R s =
Vpin2 x R s
………………………………… ………………………………………….. ……………………………………. (21)
Ваут
+ Впин2
R s =
2.5 x 100 000
14,5 — 2,5
= 20,833 кОм
Принимая предустановку R6 как 20 кОм, затем R7 = 0,83 K
Vpin 15 = VD3 — VBE (Q3)
Vpin 15 = 13 — 0,7 = 12,3 В
После Проектирование и конструкция, испытание на обрыв и короткое замыкание. Физическая работа машины также была проведена.
Клещи электрододержателя плотно зажимают электрод при различных рабочих положениях; следовательно, на ключе не было замечено дугового разряда. Производство дуги с электродом другого калибра было очень удовлетворительным для металлургического завода.
Он обладает хорошими характеристиками и высокой эксплуатационной эффективностью, и испытания показали, что конструкция соответствует ожидаемым требованиям по сравнению с обычным аппаратом для дуговой сварки.
В данной работе успешно представлена конструкция инверторного аппарата для однофазной дуговой сварки 3 кВА, 50 Гц.
Успешное завершение этой работы предоставит возможности трудоустройства и повысит уровень жизни большинства людей в странах третьего мира, таких как Нигерия.Это также снизит зависимость стран третьего мира от импортных товаров.
V1 = первичное напряжение V2 = вторичное напряжение Vt = количество оборотов на вольт
IJSER © 2015 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 5, May-2015 940
ISSN 2229-5518
I1 = первичный ток
I2 = вторичный ток
F = частота (герцы)
U1
D4 D6
+ 48V
D7 D5
PC 123
4.7 кОм R1
U2 D3
13V
TIP41
Q3
100 кОм
R6
20 кОм
1 кОм
R5
4,7 кОм
R7
R3
4,7 кОм R4 4
5
16
15
14
13 R2
12
330 Ом
10 кОм
D1
R10
T1
9012
Q2
6
R9 100K 200 кОм
R8 7
C1 8
0 .1 мкФ
11
10 10 кОм
9 R14
10 кОм
R11
D2
9012
Q2
T2
0,1 мкФ
C2 R13
R12
47 кОм
© C3
10 кОм
1 мкФ, 50v
International Journal of Scientific & Engineering Research, Volume 6, Issue 5, May-2015 941
ISSN 2229-5518
R17
Q4 1KΩ
T2 T1
R24
1KΩ
Q11
Q5
Q6
Q7
Q8
Q9
Q10
R18
1 кОм
R19
1 кОм
R20
1 кОм
R21
1 кОм
R22 48 В
1 кОм
R23
R25
1 кОм
R23
R25
1 кОм
R28
1 кОм
R29
1 кОм
R30
Q12
Q13
Q14
Q15
Q16
Q17
1 кОм D8
D9 1 кОм
a
N1
A2 A1
первичный
электрод / Holde
N2
U2 U1
вторичный
IJSER © 2015 http: // www.ijser.org
Международный журнал научных и технических исследований, том 6, выпуск 5, май 2015 г. 942
ISSN 2229-5518
[1] А. Александер, Р. Боннарт и Е. Виткрафт, Р., Основы сварки, резки, пайки, пайки и наплавки металлов , Лондон: John Deere Publishing, стр. 234-256, 2000.
[2] A. Althouse, K. Bowditch, & Turnquist, Modern Welding .Лондон: Goodheart-Wilcox Company, Inc., стр. 456-461, 2004 г.
[3] M.G. Скажем, Характеристики и конструкция машины переменного тока , Лондон: Pitman, pp.176-198,
1978
[4] Б.А. Эзекой, «Характеристики и характеристики твердотельного инвертора и его применение в фотоэлектрической технике
», Тихоокеанский научно-технический журнал, Том 8, вып. 1, pp.68-72, May 2007.
[5] E.Lincolin, The Procedure Handbook of Arc Welding, (14th edition), New Jersey: Prentice Hall Inc., pp
1-6, 1994.
[6] KM Murthy Vishnu, Computer-Aided Design of Electrical Machines , Sultan Bazar: Adithya Art printers, pp.95-134, 2008.
[7] BL Theraja и АК Theraja, Electrical Technology (24-е издание), Нью-Дели: S.Chand and Company
Ltd, стр.1122-1146, 2005.
[8] R..L. Бойлестад и Л. Нашельски, Устройства силовой электроники и теория схем, (6-е издание), New
Delhi: Prentice Hall, стр.415-468.1996.
[9] М. Рашид, Силовая электроника, схемы, устройства и приложения (4-е издание), Нью-Дели: Prentice
Hall, стр. 378-388, 2013 г.
Авторы: Engr. Ovbiagele U, Engr. Obaitan B Отдел электротехники и электроники Auchi Polytechnic, Auchi
Эл. Почта: [email protected]
08062495480
IJSER © 2015 http://www.ijser.org
Что такое инверторный сварочный аппарат? Об инверторной технике и сварке
Как работает инверторная технология (в сварочных машинах)?
Проще говоря, инвертор — это электронная система регулирования напряжения.В случае инверторного сварочного аппарата он преобразует источник переменного тока в более низкое выходное напряжение, например, с 240 В переменного тока на выход 20 В постоянного тока.
Устройства на базе инвертораиспользуют ряд электронных компонентов для преобразования мощности — в отличие от обычных устройств на основе трансформатора, которые в основном зависят от одного большого трансформатора для регулирования напряжения.
Инвертор работает путем увеличения частоты первичного источника питания с 50 Гц до 20 000 — 100 000 Гц.Это достигается за счет использования электронных переключателей, которые очень быстро включают и выключают питание (до 1 миллионной секунды). Управляя источником питания таким образом, прежде чем он попадет в трансформатор, можно очень значительно уменьшить размер трансформатора.
Каковы преимущества использования инверторных сварочных аппаратов?
Инверторные продукты имеют много преимуществ по сравнению с обычными трансформаторными устройствами:
- Вес и размер : Это наиболее значительное и впечатляющее преимущество инверторного сварочного аппарата по сравнению с обычными машинами.Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сравнимую с мощностью 50-килограммовой машины на базе трансформатора.
- КПД : Качественные инверторные машины, такие как серия инверторных сварочных аппаратов Weldforce, будут иметь КПД около 80-90%, в то время как обычные сварочные аппараты имеют значительно более низкий КПД, около 50%. Это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, теряют значительное количество мощности (или энергии) из-за рассеивания тепла.
- Использование мощности генератора : Высокая эффективность означает, что использование энергии генератора намного более целесообразно для инверторных сварочных аппаратов, которые могут работать на небольших портативных генераторных установках — что часто невозможно с традиционными трансформаторными машинами. Следует отметить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами.
- Рабочий цикл : Обычно гораздо более высокие рабочие циклы достигаются с инверторными машинами, опять же из-за разницы в размерах трансформатора.Хотя более мелкие компоненты в инверторной машине быстро нагреваются, их можно охладить намного проще и быстрее. Однако в обычных сварочных аппаратах с «трансформатором» компоненты намного крупнее и, следовательно, имеют тенденцию накапливать тепло, и им требуется больше времени для охлаждения.
- Выход постоянного тока : Многие обычные аппараты для ручной дуговой сварки с трансформатором имеют только выход переменного тока, что означает, что они ограничены в типах электродов, которыми они могут сваривать. Однако в инверторных машинах ток намного легче преобразовать в постоянный ток, что означает, что они могут сваривать широкий спектр различных сварочных электродов.Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
- Производительность : Производительность качественных инверторных сварочных аппаратов существенно выше, чем у обычных сварочных аппаратов. Это особенно заметно при ручной дуговой сварке, когда операторы обнаруживают, что сварка намного проще и им не нужно «бороться» с дугой. В основном это связано с тем, что инверторные машины имеют более высокое напряжение холостого хода и включают такие функции, как горячий запуск, защита от прилипания и Arc-Force.Ярким примером этого является сварка тонких материалов: с использованием обычного сварочного аппарата для стержневой сварки это, как известно, сложно, если не невозможно, но с инверторными машинами, такими как серия Weldforce, которые имеют бесконечную регулировку силы тока и очень стабильную дугу, мощность можно очень сильно уменьшить. низкий, чтобы можно было сваривать, скажем, листовой металл толщиной 1,6 мм или сечение трубы с относительной легкостью и контролем.
- Функции : Электроника инверторных машин значительно упрощает возможность включения дополнительных функций (таких как режим TIG) и повышения управляемости существующих функций.
Что такое инверторная технология IGBT?
Аббревиатура IGBT означает «биполярные транзисторы с изолированным затвором». Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах Weldclass Inverter, которые упрощают регулировку напряжения.
В некоторых инверторных машинах используется более старая технология / транзисторы MOSFET. Технология IGBT предлагает значительные преимущества по сравнению с MOSFET — возможно, наиболее важным преимуществом является то, что IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их намного более надежными и менее подверженными повреждению или отказу.
БТИЗ
Еще статьи по инверторным сварочным аппаратам;
Что такое рабочий цикл и как он рассчитывается?
Использование генераторов для питания инверторных сварочных аппаратов
Все артикулы сварочных аппаратов
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации, ссылках и приложениях. Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям.Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении. E. & O.E.
Принципиальная схема инвертора сварочного аппарата инвертора
от постоянного тока к переменному току
Руководство по эксплуатации сварочных аппаратов IGBT 200/250/315-AC / DC TIG / Stick
Для предотвращения электрической перегрузки оборудования необходим автоматический выключатель.Сварочные аппараты 200/250/315 AC / DC TIG / Stick оснащены оригинальной IGBTelectronics на базе Infineon, которая устанавливает стандарт для развития инверторных технологий. Эти аппаратыMMA 315G / 400G СВАРОЧНАЯ МАШИНА РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ
ОПИСАНИЕ МАШИНЫ Сварочный аппарат представляет собой выпрямитель с самой современной инверторной технологией . Разработка инверторного сварочного оборудования основана на развитии теории и компонентов инверторного источника питания. Инверторная сваркаПринципиальная электрическая схема сварочного инвертора Tig200s
30 апреля 2018 г. — МАШИНА ДЛЯ СВАРКИ TIG TIG255i на 220 А ВВЕДЕНИЕ TIG255i — это сварочный аппарат TIG переменного тока на 220 А, который используется для сварки как черных металлов, так и электрических схем. Принципиальная схема WordPress comПринципиальная электрическая схема инверторного сварочного аппарата.Сварочный аппарат TIG с инвертором постоянного тока
Сварочный аппарат с инверторомОсобенности: 1 Передовая инверторная технология 2 Защита от перегрева и перегрузки по току 3 Практичный дизайн: позволяет легко переносить источник питания, что позволяет использовать его практически на любой схеме сварочного аппаратаСхема сварочного аппарата Поставщики.
Вам доступны самые разные схемы сварочных аппаратов, например, гостиницы и производственные предприятия. Вы также можете выбрать из схемы сварочного аппарата на 1 год, а также из схемы сварочного аппарата с инверторами постоянного / переменного тока и подключения сварочного аппаратаElectric Circuit for the Arc Welder
Arc Welder Circuit Wiring.Типичному сварочному аппарату требуется цепь 220 В и не требуется специальный нейтральный провод, но, как всегда, требуется заземляющий провод. Размер или размер схемы будет зависеть от размера и характеристик конкретной дуги.Схема инвертора TIG Welder DC to AC
TIG Welder DC to AC схема инвертора Up. Здесь вы найдете несколько схем. Я буду обновлять их по мере развития моего дизайна и скоро опубликую электронную таблицу, совместимую с Excel, с моими расчетами. Логическая организация моего накопителя следующая: Блок питания; СрокиЛучшие электронные проекты — Самодельные схемные проекты
Схема 3-фазного инвертора Arduino с кодом.Драйвер мотора 3-фазного BLDC на 50 В. Микросхема драйвера Compact3-Phase IGBT STGIPN3H60 — Распиновка таблицы данных. Цепь инвертора трехфазного солнечного погружного насоса. Цепь регулятора скорости трехфазного асинхронного двигателя. На базе транзистора 3CIGWELD WELDSKILL 200AC / DC РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ Pdf Загрузить.
ИНВЕРТОРНАЯ МАШИНА ДЛЯ ДУГОВОЙ СВАРОЧНОЙ СВАРКИ 200AC / DC A-11419 Редакция руководства по обслуживанию: AC Дата выпуска: 23 апреля 2015 г. Номер руководства: 0-5206 Рабочие характеристики: Стр. web atинверторный сварочный аппарат постоянного тока принципиальная схема инвертора
ПЕРЕКЛЮЧАТЕЛЬ РЕЖИМ ДУГОВОГО ИНВЕРТОРА СХЕМА СВАРКИ Форум для.7 мая 2013 г. · Инверторные схемы сварочного аппарата Добавлено через 19 минут: & 39; «» Я ищу принципиальную схему импульсного инвертора постоянного / постоянного тока с входом 220 В и выходом 15 50 ВРуководство по обслуживанию MigSonic200cvcc
полуавтоматический сварочный аппарат постоянного напряжения постоянного напряжения или сварочный аппарат 3anAC с пониженным напряжением холостого хода. В большинстве случаев сварочный аппарат с постоянным напряжением постоянного напряжения используется для сварки проволокой: • Отключите питание или остановите двигатель перед установкой илиHome Telwin
Многопроцессорный инверторный сварочный аппарат, мощный и интуитивно понятный благодаря технологии One Touch.Technomig 260 Dual Synergic. Драйв PRO. Профессиональная линейка литиевых стартеров 12В / 24В. Драйв PRO. Maxima 270. Многопроцессорная сварочная проволока с инверторомПреобразование недорогого сварочного аппарата переменным током в постоянный… Безумие.
Сварку можно производить на переменном токе, но для улучшения сварных швов и работы с более тонкими листами металла необходим постоянный ток. Lincoln продает недорогой аппарат для дуговой сварки на переменном токе, который может выдерживать до 225 ампер тока по цене около доллара за ампер. Сварщик постоянного тока с таким током может стоить вдвое больше, чем Руководство по техническому обслуживанию сварочных аппаратов— Электроника.
Принципиальные схемы многих сварочных аппаратов, имеющихся на рынке, даже если марки не соответствуют номерам моделей в руководствах по обслуживанию сварочных аппаратов. GYSMI160 GYSMI161 gysmi165 145 Gysmi 190 hugung сварочный аппарат IR 160 180 IR200 IIST 140M 160 IIST140 INSTRUCCIONESINVERTER ARC WELDER — manuals.chudov.com
инверторный сварочный аппарат модель LS300 cc stick tig — начало подъемника руководство по эксплуатации июль 11997 tm rm r. 0-2504 Схема инвертораIgbt
Тип файла PDF Схема цепи инвертора Igbt Преобразователь постоянного тока в переменный Демонстрационная плата IGBT IRS2106S Полумостовая микросхема драйвера 600 В Целью преобразователя постоянного тока в переменный является преобразование постоянного напряжения в чисто синусоидальное выходное напряжение в таких приложениях, как как солнечный инвертор ИБП и схема высокочастотного инвертора— Пайка в уме
Кратко объясните высокочастотный инвертор, использующий принцип широтно-импульсной модуляции, что означает переключение.преобразование постоянного тока в переменный с помощью переключающего устройства, такого как MOSFET, и затем он снова будет преобразован в постоянный ток в процессе выпрямления с помощью инверторной сварочной машиныСхема
Инверторная сварочная машина Diagram.pdf принципиальная схема инверторная сварочная машина электрическая схема dc инвертор tig сварочный аппарат инверторный сварочный аппарат особенности сварочного аппарата: 1 усовершенствованная инверторная технология, 2 защита от перегрева иARC-165 160 Amp Stick Arc Welder DC 115 / 230V Dual Voltage.
Цифровой дисплей, 160 А, ЖК-панель, дуговая сварка, БТИЗ, инвертор постоянного тока, 115 В и 230 В, сварочный аппарат, полный комплект, готовый к использованию.Может сваривать 3/16 дюйма низкоуглеродистой стали, легированной стали, нержавеющей стали и т. Д. Горячий старт Arc Force Anti-Stick Infinite Amperage Control. Сварочный аппарат IGBTРемонт электроники Ремонт и.
Техник-сварщик принес мне этот сварочный инвертор, и проблема заключалась в том, что он не сваривает. Он сказал, что раньше она работала, но поскольку он использовал генератор энергии для включения этой машины, она перестала работать. Для вашей информации электронный сварочный аппаратСварочный инвертор до 100А — DANYK.CZ
Сварочный инвертор до 100А Сварочный инвертор является альтернативой обычному сварочному трансформатору.Современные полупроводники позволяют заменить традиционный сетевой трансформатор на импульсный источник питания, который намного легче и меньше и обеспечивает легкий ток.PDFДИЗАЙН И КОНСТРУКЦИЯ СВАРОЧНОЙ МАШИНЫ С A.
2348036826053 Резюме Был спроектирован и изготовлен двухполюсный сварочный аппарат переменного тока переменного тока. Первый полюс — это первичная цепь, и он был разработан с четырехступенчатой катушкой SA ABЧто такое инверторный сварочный аппарат? Инверторные сварочные аппараты Everlast
Инверторные сварочные аппараты — это относительно новый и инновационный тип сварочных аппаратов, который имеет множество преимуществ по сравнению с обычными сварочными аппаратами, к которым привыкло большинство из нас.Инверторные сварочные аппараты используют сложную кремниевую технологию по сравнению с тяжелым инверторным сварочным аппаратомIGBT
IGBT Inverter Welder. РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ . Для этого сварочного аппарата имеется кабель первичного питания. Подключите силовой электрод, и тогда сварку можно будет проводить путем зажигания дуги короткого замыкания. Параметры сварки см. В разделе 6 .3. ИНВЕРТОР IGBT:РЕЖИМ ПЕРЕКЛЮЧЕНИЯ ДУГОВОГО ИНВЕРТОРА СХЕМА СВАРКИ Форум для. Схема инверторного сварочного аппарата
Привет всем, я создаю инверторный сварочный аппарат.входное напряжение — 220 вольт, выходное напряжение — 20 вольт, выходной ток — 160 ампер.AMICO POWER 200 Amp Stick Arc DC инверторный сварочный аппарат 110/230 В.
MMA-200 — выпрямитель, использующий самую передовую инверторную технологию. Источник сварочного тока может предложить более сильную, концентрированную и стабильную дугу. когда стержень и заготовка закорочены, реакция будет быстрее. это означает, что легче спроектировать вПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ ДУГОВОЙ СВАРКИ ИНВЕРТОРНОГО ТИПА.
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ ИНВЕРТОРНОГО ТИПА ДУГОВОЙ СВАРОЧНОЙ МАШИНЫПринципиальная электрическая схема инверторного сварочного агрегата
Схема инверторного сварочного агрегата wordpress com tig Игорь Чудов 220 сварочный аппарат среди устройств о продукте и поставщиках Предлагается к продаже 130 принципиальных схем сварочного оборудования. Поставщики на alibabacom, из которых инверторыРазница между выпрямителем Inverteranda Hunker
Например, в кемпинге вы можете использовать инвертор для питания 120-вольтовых приборов переменного тока от 12-вольтовой аккумуляторной батареи вашего автомобиля.Преобразование постоянного тока в переменный более сложное, чем преобразование переменного тока в постоянный; Инвертор — очень сложная и дорогая схема по сравнению с выпрямителем, который обычно составляетот 250 до 5000 Вт PWM DC / AC 220V Power Inverter.
Инвертор постоянного / переменного тока с ШИМ мощностью от 250 до 5000 Вт: это усиленная конструкция импульсного модулятора постоянного / переменного тока с использованием микросхемы SG3524. Я использую его в качестве резервного источника питания для всего моего дома при отключении электроэнергии примерно с. 6 лет без перерыва. Если вам нравится чистый синусоидальный инвертор постоянного / переменного токаЦелью инвертора постоянного / переменного тока обычно является получение энергии постоянного тока, поступающей от аккумуляторной батареи, такой как автомобильный аккумулятор на 12 В, и преобразование ее в источник питания переменного тока на 120 В, работающий с частотой 60 Гц. имитация мощности, доступной на обычном электрическом сварочном устройстве с инвертором
. Принципиальная электрическая схема — электрическая схема.
Описание: Inverterswagatam — Самодельная электрическая схема инвертора, предназначенная для схемы InverterWelder, размер изображения 600 X 600 пикселей и для просмотра деталей изображения, пожалуйста, щелкните изображение .. Вот картинная галерея о схеме инверторного сварочного аппарата. Моя установка, которую я хочу сделать. Я знаю, что могу использовать инвертор и подключить свой сварочный аппарат к инвертору. Но разве это не просто dc-ac-ac-dc, так что это просто трата моей силы и бюджета.возможно, это просто преобразователь постоянного тока в постоянный или мощный инвертор с низким напряжениемСхема инвертора 500 Вт от 12 В до 220 В — ElecCircuit.com
2. Схема силового инвертора MOSFET мощностью 500 Вт. По схеме инвертора 200 Вт. Мы используем Q1 Q2, так как МОП-транзистор действует как выходная мощность. Он выдерживает токи до 18 А. В соответствии со свойствами, перечисленными в таблице на Рисунке 2. Если схема полностью функциональна с РУКОВОДСТВОМ ОПЕРАТОРА СЕРИИHUAYUAN ELETRIC ZX7-250, Pdf.
Характеристики 1.1 Общее описание Инверторные аппараты для дуговой сварки переменным током серии MA ZX7 – MA могут использовать все типы сварочных электродов, особенно подходящих для низкогидравлических электродов для сварки углеродистой и среднеуглеродистой стали.который в основном используется в электросхемеЭлектронная принципиальная схема для оптовой продажи инвертора.
Alibaba.com предлагает 383 электронных принципиальных схемы для инверторных продуктов. Около 54% из них — это инверторы и преобразователи, 2% — это другие печатные платы и 1% — многослойные печатные платы. Для самодельного силового инверторамощностью 2000 Вт со схемами доступно большое количество разнообразных электронных схем для опций инвертора GoHz.com
Вот раздел схемы, чтобы получить представление об основах этого силового инвертора, сделанного своими руками.Прямая плата DC-DC силовая печатная плата обычная двухтактная. Скачать файл PDFForward Схема DC-DC схемы драйвера. Он имеет пониженное напряжение повышенное напряжение
|
Apache Tomcat / 7.0.67 — Отчет об ошибке
Apache Tomcat / 7.0.67 — Отчет об ошибкетип Отчет об исключении
сообщение Servlet.init () для сервлета Spring MVC Dispatcher Сервлет сгенерировал исключение
описание Сервер обнаружил внутренняя ошибка, не позволившая выполнить этот запрос.
исключение
javax.servlet.ServletException: Servlet.init () для сервлета Spring MVC Dispatcher Сервлет сгенерировал исключение орг.apache.catalina.authenticator.AuthenticatorBase.invoke (AuthenticatorBase.java:505) org.apache.catalina.valves.ErrorReportValve.invoke (ErrorReportValve.java:103) org.apache.catalina.valves.AccessLogValve.invoke (AccessLogValve.java:956) org.apache.catalina.connector.CoyoteAdapter.service (CoyoteAdapter.java:423) org.apache.coyote.http11.AbstractHttp11Processor.process (AbstractHttp11Processor.java:1079) org.apache.coyote.AbstractProtocol $ AbstractConnectionHandler.process (AbstractProtocol.java:625) орг.apache.tomcat.util.net.JIoEndpoint $ SocketProcessor.run (JIoEndpoint.java:316) java.util.concurrent.ThreadPoolExecutor.runWorker (ThreadPoolExecutor.java:1145) java.util.concurrent.ThreadPoolExecutor $ Worker.run (ThreadPoolExecutor.java:615) org.apache.tomcat.util.threads.TaskThread $ WrappingRunnable.run (TaskThread.java:61) java.lang.Thread.run (Thread.java:745)
основная причина
org.springframework.beans.factory.BeanCreationException: ошибка создания bean-компонента с именем loadCommonDataJob, определенным в ресурсе пути к классам [META-INF / spring / quartz-config.xml]: не удалось вызвать метод инициализации; вложенное исключение com.google.common.util.concurrent.UncheckedExecutionException: org.springframework.jdbc.CannotGetJdbcConnectionException: не удалось получить соединение JDBC; вложенное исключение - org.apache.commons.dbcp.SQLNestedException: невозможно создать PoolableConnectionFactory (прослушиватель отказался от подключения со следующей ошибкой: ORA-12523, TNS: слушатель не смог найти экземпляр, подходящий для клиентского соединения ) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.initializeBean (AbstractAutowireCapableBeanFactory.java:1512) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.doCreateBean (AbstractAutowireCapableBeanFactory.java:521) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.createBean (AbstractAutowireCapableBeanFactory.java:458) org.springframework.beans.factory.support.AbstractBeanFactory $ 1.getObject (AbstractBeanFactory.java:296) org.springframework.beans.factory.support.DefaultSingletonBeanRegistry.getSingleton (DefaultSingletonBeanRegistry.java:223) org.springframework.beans.factory.support.AbstractBeanFactory.doGetBean (AbstractBeanFactory.java:293) org.springframework.beans.factory.support.AbstractBeanFactory.getBean (AbstractBeanFactory.java:194) org.springframework.beans.factory.support.DefaultListableBeanFactory.preInstantiateSingletons (DefaultListableBeanFactory.java:628) org.springframework.context.support.AbstractApplicationContext.finishBeanFactoryInitialization (AbstractApplicationContext.java: 932) org.springframework.context.support.AbstractApplicationContext.refresh (AbstractApplicationContext.java:479) org.springframework.web.servlet.FrameworkServlet.configureAndRefreshWebApplicationContext (FrameworkServlet.java:651) org.springframework.web.servlet.FrameworkServlet.createWebApplicationContext (FrameworkServlet.java:602) org.springframework.web.servlet.FrameworkServlet.createWebApplicationContext (FrameworkServlet.java:665) org.springframework.web.servlet.FrameworkServlet.initWebApplicationContext (FrameworkServlet.java: 521) org.springframework.web.servlet.FrameworkServlet.initServletBean (FrameworkServlet.java:462) org.springframework.web.servlet.HttpServletBean.init (HttpServletBean.java:136) javax.servlet.GenericServlet.init (GenericServlet.java:158) org.apache.catalina.authenticator.AuthenticatorBase.invoke (AuthenticatorBase.java:505) org.apache.catalina.valves.ErrorReportValve.invoke (ErrorReportValve.java:103) org.apache.catalina.valves.AccessLogValve.invoke (AccessLogValve.java:956) org.apache.catalina.connector.CoyoteAdapter.service (CoyoteAdapter.java:423) org.apache.coyote.http11.AbstractHttp11Processor.process (AbstractHttp11Processor.java:1079) org.apache.coyote.AbstractProtocol $ AbstractConnectionHandler.process (AbstractProtocol.java:625) org.apache.tomcat.util.net.JIoEndpoint $ SocketProcessor.run (JIoEndpoint.java:316) java.util.concurrent.ThreadPoolExecutor.runWorker (ThreadPoolExecutor.java:1145) java.util.concurrent.ThreadPoolExecutor $ Worker.run (ThreadPoolExecutor.java:615) org.apache.tomcat.util.threads.TaskThread $ WrappingRunnable.run (TaskThread.java:61) java.lang.Thread.run (Thread.java:745)
основная причина
com.google.common.util.concurrent.UncheckedExecutionException: org.springframework.jdbc.CannotGetJdbcConnectionException: не удалось получить соединение JDBC; вложенное исключение - org.apache.commons.dbcp.SQLNestedException: невозможно создать PoolableConnectionFactory (прослушиватель отказался от подключения со следующей ошибкой: ORA-12523, TNS: слушатель не смог найти экземпляр, подходящий для клиентского соединения ) com.google.common.cache.LocalCache $ Segment.get (LocalCache.java:2256) com.google.common.cache.LocalCache.get (LocalCache.java:3980) com.google.common.cache.LocalCache.getOrLoad (LocalCache.java:3984) com.google.common.cache.LocalCache $ LocalLoadingCache.get (LocalCache.java:4868) com.google.common.cache.LocalCache $ LocalLoadingCache.getUnchecked (LocalCache.java:4874) com.gm.portal.application.cache.SupportCacheService.get (SupportCacheService.java:49) com.gm.portal.application.cache.AreaCacheService.getChinaProvinces (AreaCacheService.java: 93) com.gm.portal.common.task.LoadCommonDataJob.run (LoadCommonDataJob.java:77) sun.reflect.NativeMethodAccessorImpl.invoke0 (собственный метод) sun.reflect.NativeMethodAccessorImpl.invoke (NativeMethodAccessorImpl.java:57) sun.reflect.DelegatingMethodAccessorImpl.invoke (DelegatingMethodAccessorImpl.java:43) java.lang.reflect.Method.invoke (Method.java:606) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.invokeCustomInitMethod (AbstractAutowireCapableBeanFactory.java:1638) орг.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.invokeInitMethods (AbstractAutowireCapableBeanFactory.java:1579) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.initializeBean (AbstractAutowireCapableBeanFactory.java:1509) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.doCreateBean (AbstractAutowireCapableBeanFactory.java:521) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.createBean (AbstractAutowireCapableBeanFactory.java: 458) org.springframework.beans.factory.support.AbstractBeanFactory $ 1.getObject (AbstractBeanFactory.java:296) org.springframework.beans.factory.support.DefaultSingletonBeanRegistry.getSingleton (DefaultSingletonBeanRegistry.java:223) org.springframework.beans.factory.support.AbstractBeanFactory.doGetBean (AbstractBeanFactory.java:293) org.springframework.beans.factory.support.AbstractBeanFactory.getBean (AbstractBeanFactory.java:194) org.springframework.beans.factory.support.DefaultListableBeanFactory.preInstantiateSingletons (DefaultListableBeanFactory.java:628) org.springframework.context.support.AbstractApplicationContext.finishBeanFactoryInitialization (AbstractApplicationContext.java:932) org.springframework.context.support.AbstractApplicationContext.refresh (AbstractApplicationContext.java:479) org.springframework.web.servlet.FrameworkServlet.configureAndRefreshWebApplicationContext (FrameworkServlet.java:651) org.springframework.web.servlet.FrameworkServlet.createWebApplicationContext (FrameworkServlet.java: 602) org.springframework.web.servlet.FrameworkServlet.createWebApplicationContext (FrameworkServlet.java:665) org.springframework.web.servlet.FrameworkServlet.initWebApplicationContext (FrameworkServlet.java:521) org.springframework.web.servlet.FrameworkServlet.initServletBean (FrameworkServlet.java:462) org.springframework.web.servlet.HttpServletBean.init (HttpServletBean.java:136) javax.servlet.GenericServlet.init (GenericServlet.java:158) org.apache.catalina.authenticator.AuthenticatorBase.invoke (AuthenticatorBase.java:505) org.apache.catalina.valves.ErrorReportValve.invoke (ErrorReportValve.java:103) org.apache.catalina.valves.AccessLogValve.invoke (AccessLogValve.java:956) org.apache.catalina.connector.CoyoteAdapter.service (CoyoteAdapter.java:423) org.apache.coyote.http11.AbstractHttp11Processor.process (AbstractHttp11Processor.java:1079) org.apache.coyote.AbstractProtocol $ AbstractConnectionHandler.process (AbstractProtocol.java:625) org.apache.tomcat.util.net.JIoEndpoint $ SocketProcessor.запустить (JIoEndpoint.java:316) java.util.concurrent.ThreadPoolExecutor.runWorker (ThreadPoolExecutor.java:1145) java.util.concurrent.ThreadPoolExecutor $ Worker.run (ThreadPoolExecutor.java:615) org.apache.tomcat.util.threads.TaskThread $ WrappingRunnable.run (TaskThread.java:61) java.lang.Thread.run (Thread.java:745)
основная причина
org.springframework.jdbc.CannotGetJdbcConnectionException: не удалось установить соединение JDBC; вложенное исключение - org.apache.commons.dbcp.SQLNestedException: невозможно создать PoolableConnectionFactory (прослушиватель отказался от подключения со следующей ошибкой: ORA-12523, TNS: слушатель не смог найти экземпляр, подходящий для клиентского соединения ) орг.springframework.jdbc.datasource.DataSourceUtils.getConnection (DataSourceUtils.java:80) org.springframework.jdbc.core.JdbcTemplate.execute (JdbcTemplate.java:575) org.springframework.jdbc.core.JdbcTemplate.query (JdbcTemplate.java:639) org.springframework.jdbc.core.JdbcTemplate.query (JdbcTemplate.java:668) org.springframework.jdbc.core.JdbcTemplate.query (JdbcTemplate.java:676) org.springframework.jdbc.core.JdbcTemplate.query (JdbcTemplate.java:716) com.gm.portal.dao.area.ProvincesDao.getProvincesByCountry (ProvincesDao.java: 36) com.gm.portal.dao.area.ProvincesDao $$ FastClassBySpringCGLIB $$ 6bd2696d.invoke (<сгенерировано>) org.springframework.cglib.proxy.MethodProxy.invoke (MethodProxy.java:204) org.springframework.aop.framework.CglibAopProxy $ CglibMethodInvocation.invokeJoinpoint (CglibAopProxy.java:700) org.springframework.aop.framework.ReflectiveMethodInvocation.proceed (ReflectiveMethodInvocation.java:150) org.springframework.aop.aspectj.MethodInvocationProceedingJoinPoint.proceed (MethodInvocationProceedingJoinPoint.java: 80) com.gm.portal.common.aspect.VisitTimeLogAspect.around (VisitTimeLogAspect.java:40) sun.reflect.NativeMethodAccessorImpl.invoke0 (собственный метод) sun.reflect.NativeMethodAccessorImpl.invoke (NativeMethodAccessorImpl.java:57) sun.reflect.DelegatingMethodAccessorImpl.invoke (DelegatingMethodAccessorImpl.java:43) java.lang.reflect.Method.invoke (Method.java:606) org.springframework.aop.aspectj.AbstractAspectJAdvice.invokeAdviceMethodWithGivenArgs (AbstractAspectJAdvice.java:621) org.springframework.aop.aspectj.AbstractAspectJAdvice.invokeAdviceMethod (AbstractAspectJAdvice.java:610) org.springframework.aop.aspectj.AspectJAroundAdvice.invoke (AspectJAroundAdvice.java:65) org.springframework.aop.framework.ReflectiveMethodInvocation.proceed (ReflectiveMethodInvocation.java:172) org.springframework.aop.interceptor.ExposeInvocationInterceptor.invoke (ExposeInvocationInterceptor.java:91) org.springframework.aop.framework.ReflectiveMethodInvocation.proceed (ReflectiveMethodInvocation.java:172) орг.springframework.aop.framework.CglibAopProxy $ DynamicAdvisedInterceptor.intercept (CglibAopProxy.java:633) com.gm.portal.dao.area.ProvincesDao $$ EnhancerBySpringCGLIB $$ 6e1e3f6b.getProvincesByCountry () com.gm.portal.application.AreaService.getChinaProvinces (AreaService.java:68) com.gm.portal.application.cache.AreaCacheService.createValue (AreaCacheService.java:62) com.gm.portal.application.cache.AreaCacheService.access 100 долларов США (AreaCacheService.java:25) com.gm.portal.application.cache.AreaCacheService $ 1.load (AreaCacheService.java:43) com.gm.portal.application.cache.AreaCacheService $ 1.load (AreaCacheService.java:39) com.google.common.cache.LocalCache $ LoadingValueReference.loadFuture (LocalCache.java:3579) com.google.common.cache.LocalCache $ Segment.loadSync (LocalCache.java:2372) com.google.common.cache.LocalCache $ Segment.lockedGetOrLoad (LocalCache.java:2335) com.google.common.cache.LocalCache $ Segment.get (LocalCache.java:2250) com.google.common.cache.LocalCache.get (LocalCache.java: 3980) com.google.common.cache.LocalCache.getOrLoad (LocalCache.java:3984) com.google.common.cache.LocalCache $ LocalLoadingCache.get (LocalCache.java:4868) com.google.common.cache.LocalCache $ LocalLoadingCache.getUnchecked (LocalCache.java:4874) com.gm.portal.application.cache.SupportCacheService.get (SupportCacheService.java:49) com.gm.portal.application.cache.AreaCacheService.getChinaProvinces (AreaCacheService.java:93) com.gm.portal.common.task.LoadCommonDataJob.run (LoadCommonDataJob.java:77) солнце.отражать.NativeMethodAccessorImpl.invoke0 (собственный метод) sun.reflect.NativeMethodAccessorImpl.invoke (NativeMethodAccessorImpl.java:57) sun.reflect.DelegatingMethodAccessorImpl.invoke (DelegatingMethodAccessorImpl.java:43) java.lang.reflect.Method.invoke (Method.java:606) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.invokeCustomInitMethod (AbstractAutowireCapableBeanFactory.java:1638) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.invokeInitMethods (AbstractAutowireCapableBeanFactory.java: 1579) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.initializeBean (AbstractAutowireCapableBeanFactory.java:1509) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.doCreateBean (AbstractAutowireCapableBeanFactory.java:521) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.createBean (AbstractAutowireCapableBeanFactory.java:458) org.springframework.beans.factory.support.AbstractBeanFactory $ 1.getObject (AbstractBeanFactory.java: 296) org.springframework.beans.factory.support.DefaultSingletonBeanRegistry.getSingleton (DefaultSingletonBeanRegistry.java:223) org.springframework.beans.factory.support.AbstractBeanFactory.doGetBean (AbstractBeanFactory.java:293) org.springframework.beans.factory.support.AbstractBeanFactory.getBean (AbstractBeanFactory.java:194) org.springframework.beans.factory.support.DefaultListableBeanFactory.preInstantiateSingletons (DefaultListableBeanFactory.java:628) org.springframework.context.support.AbstractApplicationContext.finishBeanFactoryInitialization (AbstractApplicationContext.java:932) org.springframework.context.support.AbstractApplicationContext.refresh (AbstractApplicationContext.java:479) org.springframework.web.servlet.FrameworkServlet.configureAndRefreshWebApplicationContext (FrameworkServlet.java:651) org.springframework.web.servlet.FrameworkServlet.createWebApplicationContext (FrameworkServlet.java:602) org.springframework.web.servlet.FrameworkServlet.createWebApplicationContext (FrameworkServlet.java: 665) org.springframework.web.servlet.FrameworkServlet.initWebApplicationContext (FrameworkServlet.java:521) org.springframework.web.servlet.FrameworkServlet.initServletBean (FrameworkServlet.java:462) org.springframework.web.servlet.HttpServletBean.init (HttpServletBean.java:136) javax.servlet.GenericServlet.init (GenericServlet.java:158) org.apache.catalina.authenticator.AuthenticatorBase.invoke (AuthenticatorBase.java:505) org.apache.catalina.valves.ErrorReportValve.invoke (ErrorReportValve.java: 103) org.apache.catalina.valves.AccessLogValve.invoke (AccessLogValve.java:956) org.apache.catalina.connector.CoyoteAdapter.service (CoyoteAdapter.java:423) org.apache.coyote.http11.AbstractHttp11Processor.process (AbstractHttp11Processor.java:1079) org.apache.coyote.AbstractProtocol $ AbstractConnectionHandler.process (AbstractProtocol.java:625) org.apache.tomcat.util.net.JIoEndpoint $ SocketProcessor.run (JIoEndpoint.java:316) java.util.concurrent.ThreadPoolExecutor.runWorker (ThreadPoolExecutor.java: 1145) java.util.concurrent.ThreadPoolExecutor $ Worker.run (ThreadPoolExecutor.java:615) org.apache.tomcat.util.threads.TaskThread $ WrappingRunnable.run (TaskThread.java:61) java.lang.Thread.run (Thread.java:745)
основная причина
org.apache.commons.dbcp.SQLNestedException: невозможно создать PoolableConnectionFactory (прослушиватель отказался от подключения со следующей ошибкой: ORA-12523, TNS: слушатель не смог найти экземпляр, подходящий для клиентского соединения ) орг.apache.commons.dbcp.BasicDataSource.createDataSource (BasicDataSource.java:1225) org.apache.commons.dbcp.BasicDataSource.getConnection (BasicDataSource.java:880) org.springframework.jdbc.datasource.DataSourceUtils.doGetConnection (DataSourceUtils.java:111) org.springframework.jdbc.datasource.DataSourceUtils.getConnection (DataSourceUtils.java:77) org.springframework.jdbc.core.JdbcTemplate.execute (JdbcTemplate.java:575) org.springframework.jdbc.core.JdbcTemplate.query (JdbcTemplate.java:639) орг.springframework.jdbc.core.JdbcTemplate.query (JdbcTemplate.java:668) org.springframework.jdbc.core.JdbcTemplate.query (JdbcTemplate.java:676) org.springframework.jdbc.core.JdbcTemplate.query (JdbcTemplate.java:716) com.gm.portal.dao.area.ProvincesDao.getProvincesByCountry (ProvincesDao.java:36) com.gm.portal.dao.area.ProvincesDao $$ FastClassBySpringCGLIB $$ 6bd2696d.invoke (<сгенерировано>) org.springframework.cglib.proxy.MethodProxy.invoke (MethodProxy.java:204) org.springframework.aop.framework.CglibAopProxy $ CglibMethodInvocation.invokeJoinpoint (CglibAopProxy.java:700) org.springframework.aop.framework.ReflectiveMethodInvocation.proceed (ReflectiveMethodInvocation.java:150) org.springframework.aop.aspectj.MethodInvocationProceedingJoinPoint.proceed (MethodInvocationProceedingJoinPoint.java:80) com.gm.portal.common.aspect.VisitTimeLogAspect.around (VisitTimeLogAspect.java:40) sun.reflect.NativeMethodAccessorImpl.invoke0 (собственный метод) sun.reflect.NativeMethodAccessorImpl.invoke (NativeMethodAccessorImpl.java: 57) sun.reflect.DelegatingMethodAccessorImpl.invoke (DelegatingMethodAccessorImpl.java:43) java.lang.reflect.Method.invoke (Method.java:606) org.springframework.aop.aspectj.AbstractAspectJAdvice.invokeAdviceMethodWithGivenArgs (AbstractAspectJAdvice.java:621) org.springframework.aop.aspectj.AbstractAspectJAdvice.invokeAdviceMethod (AbstractAspectJAdvice.java:610) org.springframework.aop.aspectj.AspectJAroundAdvice.invoke (AspectJAroundAdvice.java:65) org.springframework.aop.framework.ReflectiveMethodInvocation.продолжить (ReflectiveMethodInvocation.java:172) org.springframework.aop.interceptor.ExposeInvocationInterceptor.invoke (ExposeInvocationInterceptor.java:91) org.springframework.aop.framework.ReflectiveMethodInvocation.proceed (ReflectiveMethodInvocation.java:172) org.springframework.aop.framework.CglibAopProxy $ DynamicAdvisedInterceptor.intercept (CglibAopProxy.java:633) com.gm.portal.dao.area.ProvincesDao $$ EnhancerBySpringCGLIB $$ 6e1e3f6b.getProvincesByCountry () com.gm.portal.application.AreaService.getChinaProvinces (AreaService.java:68) com.gm.portal.application.cache.AreaCacheService.createValue (AreaCacheService.java:62) com.gm.portal.application.cache.AreaCacheService.access 100 долларов США (AreaCacheService.java:25) com.gm.portal.application.cache.AreaCacheService $ 1.load (AreaCacheService.java:43) com.gm.portal.application.cache.AreaCacheService $ 1.load (AreaCacheService.java:39) com.google.common.cache.LocalCache $ LoadingValueReference.loadFuture (LocalCache.java:3579) com.google.common.cache.LocalCache $ Segment.loadSync (LocalCache.java:2372) com.google.common.cache.LocalCache $ Segment.lockedGetOrLoad (LocalCache.java:2335) com.google.common.cache.LocalCache $ Segment.get (LocalCache.java:2250) com.google.common.cache.LocalCache.get (LocalCache.java:3980) com.google.common.cache.LocalCache.getOrLoad (LocalCache.java:3984) com.google.common.cache.LocalCache $ LocalLoadingCache.get (LocalCache.java:4868) com.google.common.cache.LocalCache $ LocalLoadingCache.getUnchecked (LocalCache.java:4874) com.gm.portal.application.cache.SupportCacheService.get (SupportCacheService.java:49) com.gm.portal.application.cache.AreaCacheService.getChinaProvinces (AreaCacheService.java:93) com.gm.portal.common.task.LoadCommonDataJob.run (LoadCommonDataJob.java:77) sun.reflect.NativeMethodAccessorImpl.invoke0 (собственный метод) sun.reflect.NativeMethodAccessorImpl.invoke (NativeMethodAccessorImpl.java:57) sun.reflect.DelegatingMethodAccessorImpl.invoke (DelegatingMethodAccessorImpl.java:43) java.lang.reflect.Method.invoke (Method.java:606) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.invokeCustomInitMethod (AbstractAutowireCapableBeanFactory.java:1638) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.invokeInitMethods (AbstractAutowireCapableBeanFactory.java:1579) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.initializeBean (AbstractAutowireCapableBeanFactory.java:1509) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.doCreateBean (AbstractAutowireCapableBeanFactory.java:521) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.createBean (AbstractAutowireCapableBeanFactory.java:458) org.springframework.beans.factory.support.AbstractBeanFactory $ 1.getObject (AbstractBeanFactory.java:296) org.springframework.beans.factory.support.DefaultSingletonBeanRegistry.getSingleton (DefaultSingletonBeanRegistry.java:223) org.springframework.beans.factory.support.AbstractBeanFactory.doGetBean (AbstractBeanFactory.java: 293) org.springframework.beans.factory.support.AbstractBeanFactory.getBean (AbstractBeanFactory.java:194) org.springframework.beans.factory.support.DefaultListableBeanFactory.preInstantiateSingletons (DefaultListableBeanFactory.java:628) org.springframework.context.support.AbstractApplicationContext.finishBeanFactoryInitialization (AbstractApplicationContext.java:932) org.springframework.context.support.AbstractApplicationContext.refresh (AbstractApplicationContext.java:479) org.springframework.web.servlet.FrameworkServlet.configureAndRefreshWebApplicationContext (FrameworkServlet.java:651) org.springframework.web.servlet.FrameworkServlet.createWebApplicationContext (FrameworkServlet.java:602) org.springframework.web.servlet.FrameworkServlet.createWebApplicationContext (FrameworkServlet.java:665) org.springframework.web.servlet.FrameworkServlet.initWebApplicationContext (FrameworkServlet.java:521) org.springframework.web.servlet.FrameworkServlet.initServletBean (FrameworkServlet.java:462) орг.springframework.web.servlet.HttpServletBean.init (HttpServletBean.java:136) javax.servlet.GenericServlet.init (GenericServlet.java:158) org.apache.catalina.authenticator.AuthenticatorBase.invoke (AuthenticatorBase.java:505) org.apache.catalina.valves.ErrorReportValve.invoke (ErrorReportValve.java:103) org.apache.catalina.valves.AccessLogValve.invoke (AccessLogValve.java:956) org.apache.catalina.connector.CoyoteAdapter.service (CoyoteAdapter.java:423) org.apache.coyote.http11.AbstractHttp11Processor.процесс (AbstractHttp11Processor.java:1079) org.apache.coyote.AbstractProtocol $ AbstractConnectionHandler.process (AbstractProtocol.java:625) org.apache.tomcat.util.net.JIoEndpoint $ SocketProcessor.run (JIoEndpoint.java:316) java.util.concurrent.ThreadPoolExecutor.runWorker (ThreadPoolExecutor.java:1145) java.util.concurrent.ThreadPoolExecutor $ Worker.run (ThreadPoolExecutor.java:615) org.apache.tomcat.util.threads.TaskThread $ WrappingRunnable.run (TaskThread.java:61) java.lang.Thread.run (Thread.java:745)
основная причина
java.sql.SQLException: прослушиватель отказал в соединении со следующей ошибкой: ORA-12523, TNS: слушатель не смог найти экземпляр, подходящий для клиентского соединения oracle.jdbc.driver.T4CConnection.logon (T4CConnection.java:412) oracle.jdbc.driver.PhysicalConnection.(PhysicalConnection.java:531) oracle.jdbc.driver.T4CConnection. (T4CConnection.java:221) oracle.jdbc.driver.T4CDriverExtension.getConnection (T4CDriverExtension.java:32) oracle.jdbc.driver.OracleDriver.connect (OracleDriver.java: 503) org.apache.commons.dbcp.DriverConnectionFactory.createConnection (DriverConnectionFactory.java:38) org.apache.commons.dbcp.PoolableConnectionFactory.makeObject (PoolableConnectionFactory.java:294) org.apache.commons.dbcp.BasicDataSource.validateConnectionFactory (BasicDataSource.java:1247) org.apache.commons.dbcp.BasicDataSource.createDataSource (BasicDataSource.java:1221) org.apache.commons.dbcp.BasicDataSource.getConnection (BasicDataSource.java:880) org.springframework.jdbc.datasource.DataSourceUtils.doGetConnection (DataSourceUtils.java:111) org.springframework.jdbc.datasource.DataSourceUtils.getConnection (DataSourceUtils.java:77) org.springframework.jdbc.core.JdbcTemplate.execute (JdbcTemplate.java:575) org.springframework.jdbc.core.JdbcTemplate.query (JdbcTemplate.java:639) org.springframework.jdbc.core.JdbcTemplate.query (JdbcTemplate.java:668) org.springframework.jdbc.core.JdbcTemplate.query (JdbcTemplate.java:676) org.springframework.jdbc.core.JdbcTemplate.query (JdbcTemplate.java: 716) com.gm.portal.dao.area.ProvincesDao.getProvincesByCountry (ProvincesDao.java:36) com.gm.portal.dao.area.ProvincesDao $$ FastClassBySpringCGLIB $$ 6bd2696d.invoke (<сгенерировано>) org.springframework.cglib.proxy.MethodProxy.invoke (MethodProxy.java:204) org.springframework.aop.framework.CglibAopProxy $ CglibMethodInvocation.invokeJoinpoint (CglibAopProxy.java:700) org.springframework.aop.framework.ReflectiveMethodInvocation.proceed (ReflectiveMethodInvocation.java:150) org.springframework.aop.aspectj.MethodInvocationProceedingJoinPoint.proceed (MethodInvocationProceedingJoinPoint.java:80) com.gm.portal.common.aspect.VisitTimeLogAspect.around (VisitTimeLogAspect.java:40) sun.reflect.NativeMethodAccessorImpl.invoke0 (собственный метод) sun.reflect.NativeMethodAccessorImpl.invoke (NativeMethodAccessorImpl.java:57) sun.reflect.DelegatingMethodAccessorImpl.invoke (DelegatingMethodAccessorImpl.java:43) java.lang.reflect.Method.invoke (Method.java:606) org.springframework.aop.aspectj.AbstractAspectJAdvice.invokeAdviceMethodWithGivenArgs (AbstractAspectJAdvice.java:621) org.springframework.aop.aspectj.AbstractAspectJAdvice.invokeAdviceMethod (AbstractAspectJAdvice.java:610) org.springframework.aop.aspectj.AspectJAroundAdvice.invoke (AspectJAroundAdvice.java:65) org.springframework.aop.framework.ReflectiveMethodInvocation.proceed (ReflectiveMethodInvocation.java:172) org.springframework.aop.interceptor.ExposeInvocationInterceptor.invoke (ExposeInvocationInterceptor.java:91) org.springframework.aop.framework.ReflectiveMethodInvocation.proceed (ReflectiveMethodInvocation.java:172) org.springframework.aop.framework.CglibAopProxy $ DynamicAdvisedInterceptor.intercept (CglibAopProxy.java:633) com.gm.portal.dao.area.ProvincesDao $$ EnhancerBySpringCGLIB $$ 6e1e3f6b.getProvincesByCountry ( ) com.gm.portal.application.AreaService.getChinaProvinces (AreaService.java:68) com.gm.portal.application.cache.AreaCacheService.createValue (AreaCacheService.java:62) com.gm.portal.application.cache.AreaCacheService.доступ к $ 100 (AreaCacheService.java:25) com.gm.portal.application.cache.AreaCacheService $ 1.load (AreaCacheService.java:43) com.gm.portal.application.cache.AreaCacheService $ 1.load (AreaCacheService.java:39) com.google.common.cache.LocalCache $ LoadingValueReference.loadFuture (LocalCache.java:3579) com.google.common.cache.LocalCache $ Segment.loadSync (LocalCache.java:2372) com.google.common.cache.LocalCache $ Segment.lockedGetOrLoad (LocalCache.java:2335) com.google.common.cache.LocalCache $ Segment.get (LocalCache.java: 2250) com.google.common.cache.LocalCache.get (LocalCache.java:3980) com.google.common.cache.LocalCache.getOrLoad (LocalCache.java:3984) com.google.common.cache.LocalCache $ LocalLoadingCache.get (LocalCache.java:4868) com.google.common.cache.LocalCache $ LocalLoadingCache.getUnchecked (LocalCache.java:4874) com.gm.portal.application.cache.SupportCacheService.get (SupportCacheService.java:49) com.gm.portal.application.cache.AreaCacheService.getChinaProvinces (AreaCacheService.java:93) com.gm.portal.common.task.LoadCommonDataJob.run (LoadCommonDataJob.java:77) sun.reflect.NativeMethodAccessorImpl.invoke0 (собственный метод) sun.reflect.NativeMethodAccessorImpl.invoke (NativeMethodAccessorImpl.java:57) sun.reflect.DelegatingMethodAccessorImpl.invoke (DelegatingMethodAccessorImpl.java:43) java.lang.reflect.Method.invoke (Method.java:606) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.invokeCustomInitMethod (AbstractAutowireCapableBeanFactory.java:1638) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.invokeInitMethods (AbstractAutowireCapableBeanFactory.java:1579) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.initializeBean (AbstractAutowireCapableBeanFactory.java:1509) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.doCreateBean (AbstractAutowireCapableBeanFactory.java:521) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.createBean (AbstractAutowireCapableBeanFactory.java: 458) org.springframework.beans.factory.support.AbstractBeanFactory $ 1.getObject (AbstractBeanFactory.java:296) org.springframework.beans.factory.support.DefaultSingletonBeanRegistry.getSingleton (DefaultSingletonBeanRegistry.java:223) org.springframework.beans.factory.support.AbstractBeanFactory.doGetBean (AbstractBeanFactory.java:293) org.springframework.beans.factory.support.AbstractBeanFactory.getBean (AbstractBeanFactory.java:194) org.springframework.beans.factory.support.DefaultListableBeanFactory.preInstantiateSingletons (DefaultListableBeanFactory.java:628) org.springframework.context.support.AbstractApplicationContext.finishBeanFactoryInitialization (AbstractApplicationContext.java:932) org.springframework.context.support.AbstractApplicationContext.refresh (AbstractApplicationContext.java:479) org.springframework.web.servlet.FrameworkServlet.configureAndRefreshWebApplicationContext (FrameworkServlet.java:651) org.springframework.web.servlet.FrameworkServlet.createWebApplicationContext (FrameworkServlet.java: 602) org.springframework.web.servlet.FrameworkServlet.createWebApplicationContext (FrameworkServlet.java:665) org.springframework.web.servlet.FrameworkServlet.initWebApplicationContext (FrameworkServlet.java:521) org.springframework.web.servlet.FrameworkServlet.initServletBean (FrameworkServlet.java:462) org.springframework.web.servlet.HttpServletBean.init (HttpServletBean.java:136) javax.servlet.GenericServlet.init (GenericServlet.java:158) org.apache.catalina.authenticator.AuthenticatorBase.invoke (AuthenticatorBase.java:505) org.apache.catalina.valves.ErrorReportValve.invoke (ErrorReportValve.java:103) org.apache.catalina.valves.AccessLogValve.invoke (AccessLogValve.java:956) org.apache.catalina.connector.CoyoteAdapter.service (CoyoteAdapter.java:423) org.apache.coyote.http11.AbstractHttp11Processor.process (AbstractHttp11Processor.java:1079) org.apache.coyote.AbstractProtocol $ AbstractConnectionHandler.process (AbstractProtocol.java:625) org.apache.tomcat.util.net.JIoEndpoint $ SocketProcessor.запустить (JIoEndpoint.java:316) java.util.concurrent.ThreadPoolExecutor.runWorker (ThreadPoolExecutor.java:1145) java.util.concurrent.ThreadPoolExecutor $ Worker.run (ThreadPoolExecutor.java:615) org.apache.tomcat.util.threads.TaskThread $ WrappingRunnable.run (TaskThread.java:61) java.lang.Thread.run (Thread.java:745)
основная причина
oracle.net.ns.NetException: прослушиватель отклонил соединение со следующей ошибкой: ORA-12523, TNS: слушатель не смог найти экземпляр, подходящий для клиентского соединения оракул.net.ns.NSProtocol.connect (NSProtocol.java:385) oracle.jdbc.driver.T4CConnection.connect (T4CConnection.java:1042) oracle.jdbc.driver.T4CConnection.logon (T4CConnection.java:301) oracle.jdbc.driver.PhysicalConnection.(PhysicalConnection.java:531) oracle.jdbc.driver.T4CConnection. (T4CConnection.java:221) oracle.jdbc.driver.T4CDriverExtension.getConnection (T4CDriverExtension.java:32) oracle.jdbc.driver.OracleDriver.connect (OracleDriver.java:503) org.apache.commons.dbcp.DriverConnectionFactory.createConnection (DriverConnectionFactory.java:38) org.apache.commons.dbcp.PoolableConnectionFactory.makeObject (PoolableConnectionFactory.java:294) org.apache.commons.dbcp.BasicDataSource.validateConnectionFactory (BasicDataSource.java:1247) org.apache.commons.dbcp.BasicDataSource.createDataSource (BasicDataSource.java:1221) org.apache.commons.dbcp.BasicDataSource.getConnection (BasicDataSource.java:880) org.springframework.jdbc.datasource.DataSourceUtils.doGetConnection (DataSourceUtils.java:111) орг.springframework.jdbc.datasource.DataSourceUtils.getConnection (DataSourceUtils.java:77) org.springframework.jdbc.core.JdbcTemplate.execute (JdbcTemplate.java:575) org.springframework.jdbc.core.JdbcTemplate.query (JdbcTemplate.java:639) org.springframework.jdbc.core.JdbcTemplate.query (JdbcTemplate.java:668) org.springframework.jdbc.core.JdbcTemplate.query (JdbcTemplate.java:676) org.springframework.jdbc.core.JdbcTemplate.query (JdbcTemplate.java:716) com.gm.portal.dao.area.ProvincesDao.getProvincesByCountry (ProvincesDao.java: 36) com.gm.portal.dao.area.ProvincesDao $$ FastClassBySpringCGLIB $$ 6bd2696d.invoke (<сгенерировано>) org.springframework.cglib.proxy.MethodProxy.invoke (MethodProxy.java:204) org.springframework.aop.framework.CglibAopProxy $ CglibMethodInvocation.invokeJoinpoint (CglibAopProxy.java:700) org.springframework.aop.framework.ReflectiveMethodInvocation.proceed (ReflectiveMethodInvocation.java:150) org.springframework.aop.aspectj.MethodInvocationProceedingJoinPoint.proceed (MethodInvocationProceedingJoinPoint.java: 80) com.gm.portal.common.aspect.VisitTimeLogAspect.around (VisitTimeLogAspect.java:40) sun.reflect.NativeMethodAccessorImpl.invoke0 (собственный метод) sun.reflect.NativeMethodAccessorImpl.invoke (NativeMethodAccessorImpl.java:57) sun.reflect.DelegatingMethodAccessorImpl.invoke (DelegatingMethodAccessorImpl.java:43) java.lang.reflect.Method.invoke (Method.java:606) org.springframework.aop.aspectj.AbstractAspectJAdvice.invokeAdviceMethodWithGivenArgs (AbstractAspectJAdvice.java:621) org.springframework.aop.aspectj.AbstractAspectJAdvice.invokeAdviceMethod (AbstractAspectJAdvice.java:610) org.springframework.aop.aspectj.AspectJAroundAdvice.invoke (AspectJAroundAdvice.java:65) org.springframework.aop.framework.ReflectiveMethodInvocation.proceed (ReflectiveMethodInvocation.java:172) org.springframework.aop.interceptor.ExposeInvocationInterceptor.invoke (ExposeInvocationInterceptor.java:91) org.springframework.aop.framework.ReflectiveMethodInvocation.proceed (ReflectiveMethodInvocation.java:172) орг.springframework.aop.framework.CglibAopProxy $ DynamicAdvisedInterceptor.intercept (CglibAopProxy.java:633) com.gm.portal.dao.area.ProvincesDao $$ EnhancerBySpringCGLIB $$ 6e1e3f6b.getProvincesByCountry ( ) com.gm.portal.application.AreaService.getChinaProvinces (AreaService.java:68) com.gm.portal.application.cache.AreaCacheService.createValue (AreaCacheService.java:62) com.gm.portal.application.cache.AreaCacheService.access 100 долларов США (AreaCacheService.java:25) com.gm.portal.application.cache.AreaCacheService $ 1.load (AreaCacheService.java:43) com.gm.portal.application.cache.AreaCacheService $ 1.load (AreaCacheService.java:39) com.google.common.cache.LocalCache $ LoadingValueReference.loadFuture (LocalCache.java:3579) com.google.common.cache.LocalCache $ Segment.loadSync (LocalCache.java:2372) com.google.common.cache.LocalCache $ Segment.lockedGetOrLoad (LocalCache.java:2335) com.google.common.cache.LocalCache $ Segment.get (LocalCache.java:2250) com.google.common.cache.LocalCache.get (LocalCache.java: 3980) com.google.common.cache.LocalCache.getOrLoad (LocalCache.java:3984) com.google.common.cache.LocalCache $ LocalLoadingCache.get (LocalCache.java:4868) com.google.common.cache.LocalCache $ LocalLoadingCache.getUnchecked (LocalCache.java:4874) com.gm.portal.application.cache.SupportCacheService.get (SupportCacheService.java:49) com.gm.portal.application.cache.AreaCacheService.getChinaProvinces (AreaCacheService.java:93) com.gm.portal.common.task.LoadCommonDataJob.run (LoadCommonDataJob.java:77) солнце.отражать.NativeMethodAccessorImpl.invoke0 (собственный метод) sun.reflect.NativeMethodAccessorImpl.invoke (NativeMethodAccessorImpl.java:57) sun.reflect.DelegatingMethodAccessorImpl.invoke (DelegatingMethodAccessorImpl.java:43) java.lang.reflect.Method.invoke (Method.java:606) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.invokeCustomInitMethod (AbstractAutowireCapableBeanFactory.java:1638) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.invokeInitMethods (AbstractAutowireCapableBeanFactory.java: 1579) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.initializeBean (AbstractAutowireCapableBeanFactory.java:1509) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.doCreateBean (AbstractAutowireCapableBeanFactory.java:521) org.springframework.beans.factory.support.AbstractAutowireCapableBeanFactory.createBean (AbstractAutowireCapableBeanFactory.java:458) org.springframework.beans.factory.support.AbstractBeanFactory $ 1.getObject (AbstractBeanFactory.java: 296) org.springframework.beans.factory.support.DefaultSingletonBeanRegistry.getSingleton (DefaultSingletonBeanRegistry.java:223) org.springframework.beans.factory.support.AbstractBeanFactory.doGetBean (AbstractBeanFactory.java:293) org.springframework.beans.factory.support.AbstractBeanFactory.getBean (AbstractBeanFactory.java:194) org.springframework.beans.factory.support.DefaultListableBeanFactory.preInstantiateSingletons (DefaultListableBeanFactory.java:628) org.springframework.context.support.AbstractApplicationContext.finishBeanFactoryInitialization (AbstractApplicationContext.java:932) org.springframework.context.support.AbstractApplicationContext.refresh (AbstractApplicationContext.java:479) org.springframework.web.servlet.FrameworkServlet.configureAndRefreshWebApplicationContext (FrameworkServlet.java:651) org.springframework.web.servlet.FrameworkServlet.createWebApplicationContext (FrameworkServlet.java:602) org.springframework.web.servlet.FrameworkServlet.createWebApplicationContext (FrameworkServlet.java: 665) org.springframework.web.servlet.FrameworkServlet.initWebApplicationContext (FrameworkServlet.java:521) org.springframework.web.servlet.FrameworkServlet.initServletBean (FrameworkServlet.java:462) org.springframework.web.servlet.HttpServletBean.init (HttpServletBean.java:136) javax.servlet.GenericServlet.init (GenericServlet.java:158) org.apache.catalina.authenticator.AuthenticatorBase.invoke (AuthenticatorBase.java:505) org.apache.catalina.valves.ErrorReportValve.invoke (ErrorReportValve.java: 103) org.apache.catalina.valves.AccessLogValve.invoke (AccessLogValve.java:956) org.apache.catalina.connector.CoyoteAdapter.service (CoyoteAdapter.java:423) org.apache.coyote.http11.AbstractHttp11Processor.process (AbstractHttp11Processor.java:1079) org.apache.coyote.AbstractProtocol $ AbstractConnectionHandler.process (AbstractProtocol.java:625) org.apache.tomcat.util.net.JIoEndpoint $ SocketProcessor.run (JIoEndpoint.java:316) java.util.concurrent.ThreadPoolExecutor.runWorker (ThreadPoolExecutor.java: 1145) java.util.concurrent.ThreadPoolExecutor $ Worker.run (ThreadPoolExecutor.java:615) org.apache.tomcat.util.threads.TaskThread $ WrappingRunnable.run (TaskThread.java:61) java.lang.Thread.run (Thread.java:745)
note Полная трассировка стека основной причины доступна в журналах Apache Tomcat / 7.0.67.
Apache Tomcat / 7.0.67
Сварочные аппараты IGBT — Руководство по закупке
Сварочные аппараты используются для плавления металлов и других материалов.Есть много видов сварочных аппаратов и сварочных процессов. Сварочные аппараты IGBT являются последними в данной области. Они самые свежие, существуют только с 1980-х годов. Так что их дизайн самый последний.
IGBT — это биполярный транзистор с изолированным затвором . Это полупроводниковый прибор. Он очень эффективен и, как известно, быстро переключается. Он используется во многих бытовых приборах, таких как холодильник, высокотехнологичные стереосистемы, электромобили и другие энергоэффективные автомобили.Как правило, сварочный блок питания прост, но сварочные аппараты с БТИЗ довольно сложны внутри. Эти сварочные аппараты могут выдерживать высокие нагрузки дуговой сварки. Их называют инверторными сварочными аппаратами.
Принцип работы этих сварочных аппаратов заключается в том, что они преобразуют электрическую мощность в высокое напряжение, а затем сохраняют ее в конденсаторной батарее. Затем микропроцессорный контроллер переключает его на второй трансформатор, чтобы обеспечить необходимый сварочный ток.Есть цифровой дисплей, и он очень удобен в использовании. Цифровой дисплей очень удобен для сварщика . Эти сварочные аппараты на базе высокочастотного инвертора более эффективны и имеют больший контроль, чем сварочные аппараты без инертора. Структура состоит из биполярного транзистора, затвора и силового транзистора. Все это контролирует энергию в машине.
Сварочные аппараты IGBT имеют программное обеспечение контроллера, которое выполняет работу по импульсному сварочному току, автоматической точечной сварке и т. Д.Это окажется дорогостоящим для машины на основе трансформатора, но может быть легко выполнено с помощью инверторной машины с программным управлением.
Сварочные аппаратыIGBT могут быть очень полезны, поскольку они выдают мощность, которую можно использовать для различных сварочных процессов. У вас может быть возможность использовать разные типы тока или силы тока. Можно выполнять такие процессы, как TIG или сварка вольфрамовым электродом в среде инертного газа или MMA, или ручная дуговая сварка металла . Можно использовать аппарат для сварки TIG на переменном или постоянном токе. Можно сваривать различные материалы, такие как нержавеющая сталь, углеродистая сталь и медь.
Вы можете приобрести переносные модели, которые будет удобно брать с собой куда угодно для сварки. Позаботьтесь о процедурах безопасности и убедитесь, что кабель имеет правильную длину, чтобы он не представлял опасности для сварщика и других людей, находящихся поблизости.
Их вес обычно составляет от тридцати пяти до пятидесяти пяти фунтов. К тому же они довольно дорогие. Они работают очень эффективно и позволяют сэкономить много денег. Также можно поторговаться и получить более низкую цену.
Эти автоматические сварочные аппараты очень эффективны и экономичны.Они полезны как в малых, так и в крупных компаниях, где требуется сварка. Так что их дизайн самый последний. Итак, если вы выберете сварочные аппараты IGBT , вы выберете новейшие сварочные аппараты .
Следует проявлять осторожность при выборе сварочных аппаратов IGBT . Придется потратить много денег и обязательно пригодится. Чтобы получить лучшее, вы должны знать, как он работает, искать в Интернете и ходить в магазины, чтобы узнать о сварочных машинах IGBT. Тогда вам следует выбрать тот, который соответствует вашим потребностям. Поскольку его можно подключить к компьютеру и автоматизировать работу, он будет очень полезен во всех типах сварочных процессов.
% PDF-1.4
%
1427 0 объект
>
эндобдж
xref
1427 119
0000000016 00000 н.
0000005353 00000 п.
0000005495 00000 н.
0000005584 00000 н.
0000005786 00000 н.
0000006877 00000 н.
0000007674 00000 н.
0000008448 00000 н.
0000008969 00000 н.
0000009008 00000 н.
0000009058 00000 н.
0000009108 00000 н.
0000009159 00000 н.
0000009209 00000 н.
0000009260 00000 н.
0000009310 00000 п.
0000009361 00000 п.
0000009412 00000 н.
0000009463 00000 п.
0000009513 00000 н.
0000009563 00000 н.
0000009614 00000 н.
0000009665 00000 н.
0000009716 00000 н.
0000009766 00000 н.
0000009817 00000 н.
0000009867 00000 н.
0000009917 00000 н.
0000009968 00000 н.
0000010018 00000 п.
0000010068 00000 п.
0000010119 00000 п.
0000010170 00000 п.
0000010221 00000 п.
0000010272 00000 п.
0000010323 00000 п.
0000010571 00000 п.
0000010799 00000 п.
0000012556 00000 п.
0000012822 00000 п.
0000013203 00000 п.
0000013356 00000 п.
0000013435 00000 п.
0000015345 00000 п.
0000016547 00000 п.
0000018159 00000 п.
0000019841 00000 п.
0000021427 00000 н.
0000022966 00000 п.
0000024340 00000 п.
0000026209 00000 п.
0000060596 00000 п.
0000063291 00000 п.
0000063954 00000 п.
0000064363 00000 п.
0000064857 00000 п.
0000065075 00000 п.
0000065318 00000 п.
0000065586 00000 п.
0000065859 00000 п.
0000066212 00000 п.
0000066538 00000 п.
0000067249 00000 п.
0000068086 00000 п.
0000068786 00000 п.
0000069601 00000 п.
0000069907 00000 н.
0000070342 00000 п.
0000071263 00000 п.
0000071984 00000 п.
0000072494 00000 п.
0000073469 00000 п.
0000073743 00000 п.
0000074026 00000 п.
0000074391 00000 п.
0000074723 00000 п.
0000075437 00000 п.
0000076269 00000 п.
0000076961 00000 п.
0000077747 00000 п.
0000078636 00000 п.
0000079320 00000 п.
0000080040 00000 п.
0000080451 00000 п.
0000081346 00000 п.
0000082150 00000 п.
0000082707 00000 п.
0000083026 00000 п.
0000083456 00000 п.
00000
00000 п.
00000
00000 п.
0000091063 00000 п.
0000091702 00000 п.
0000091867 00000 п.
0000092030 00000 п.
0000092872 00000 п.
0000093034 00000 п.
0000093701 00000 п.
0000102079 00000 н.
0000102436 00000 н.
0000102912 00000 н.
0000103172 00000 п.
0000103418 00000 п.
0000103820 00000 н.
