Какие виды паяльников используются для пайки миниатюрных деталей. Как устроены паяльники с регулируемым нагревом. Чем отличаются импульсные паяльники. Как работают паяльники с охлаждением и отсосом газов.
Виды паяльников для пайки миниатюрных деталей
Для пайки миниатюрных деталей и элементов микросхем применяются специальные малогабаритные паяльники, которые можно разделить на несколько основных видов:
- Паяльники, работающие в постоянном режиме
- Импульсные паяльники
- Паяльники со сменными элементами
- Паяльники с охлаждением и отсосом газов
- Паяльники с регулируемым нагревом
Рассмотрим особенности конструкции и применения каждого вида более подробно.
Паяльники, работающие в постоянном режиме
Это наиболее простые по конструкции паяльники для пайки миниатюрных деталей. Их основные особенности:
- Малая мощность — обычно 15-30 Вт
- Тонкий наконечник диаметром 0,5-1 мм
- Питание от низкого напряжения 6-12 В
- Нагревательный элемент из нихромовой проволоки
Такие паяльники позволяют паять провода диаметром от 0,1 мм и тонкие выводы микросхем. Однако они имеют недостаток — температура наконечника может колебаться при длительной работе.

Импульсные паяльники для пайки миниатюрных деталей
Импульсные паяльники обеспечивают более точный контроль температуры при пайке чувствительных элементов. Их ключевые особенности:
- Нагрев происходит короткими импульсами тока
- Есть регулировка длительности и мощности импульсов
- Быстрый нагрев и охлаждение рабочего конца
- Минимальный перегрев паяемых деталей
Такие паяльники позволяют точно дозировать количество тепла и избежать повреждения чувствительных компонентов при пайке.
Паяльники со сменными элементами для микропайки
Паяльники со сменными элементами обеспечивают универсальность применения. Их основные преимущества:
- Возможность быстрой замены наконечника
- Разные формы и размеры сменных жал
- Удобство при работе с разными типами деталей
- Экономичность — замена только изношенного элемента
Такая конструкция позволяет легко адаптировать паяльник под конкретную задачу микропайки.
Паяльники с охлаждением и отсосом газов
Для пайки особо чувствительных компонентов применяются паяльники с дополнительными функциями:

- Встроенное воздушное или жидкостное охлаждение
- Отсос образующихся при пайке газов
- Подача холодного воздуха в зону пайки
- Термостатирование наконечника
Это позволяет минимизировать термическое воздействие на паяемые детали и улучшить условия работы.
Паяльники с регулируемым нагревом для микропайки
Паяльники с возможностью регулировки температуры обеспечивают гибкость при работе с разными материалами. Их особенности:
- Плавная регулировка мощности нагрева
- Цифровая индикация температуры
- Поддержание заданной температуры
- Возможность программирования температурных режимов
Это позволяет точно настроить температуру под конкретный тип припоя и паяемых деталей.
Как выбрать паяльник для пайки миниатюрных деталей
При выборе паяльника для микропайки следует учитывать несколько важных факторов:
- Размер и тип паяемых деталей
- Требуемая точность регулировки температуры
- Необходимость дополнительных функций (охлаждение, отсос газов)
- Частота и продолжительность использования
- Бюджет на приобретение инструмента
Для профессионального применения лучше выбирать паяльные станции с широкими возможностями регулировки. Для редкого использования подойдет простой паяльник с тонким жалом.

Основные правила безопасности при пайке миниатюрных деталей
При работе с паяльником для микропайки важно соблюдать следующие правила безопасности:
- Использовать защитные очки для защиты глаз от брызг припоя
- Работать в хорошо вентилируемом помещении
- Не касаться нагретых частей паяльника
- Использовать подставку для паяльника между операциями
- Не оставлять включенный паяльник без присмотра
Соблюдение этих простых правил позволит избежать ожогов и других травм при пайке.
Заключение
Современные паяльники для пайки миниатюрных деталей позволяют выполнять самые сложные операции по монтажу электронных компонентов. Правильный выбор инструмента с учетом особенностей работы обеспечит высокое качество пайки и долгий срок службы паяльника.
|
Паяльники для пайки миниатюрных деталей Категория: Технология миниатюрных изделий Паяльники для пайки миниатюрных деталей Для пайки миниатюрных деталей микросхемных печатных плат, интегральных гибридных схем и других соединений, применяют малогабаритные паяльники, работающие в постоянном и импульсном режиме, с охлаждением и отсосом газов. Ввиду того что миниатюрные изделия и микросоединения весьма чувствительны к нагреву, при их пайке применяют теплоотводы, выполненные как отдельно от паяльника, так и вмонтированные в его корпус. Паяльники, работающие постоянном режиме. Для пайки проводов диаметром 0,1 мм и менее, тонких элементов контактных площадок и лепестков применяют паяльник, схема которого приведена на рис. 1, а. Спираль паяльника выполнена из нйхромовой проволоки, одета на керамическую трубку и сверху обмотана оплеткой. Электропаяльник несколько иной конструкции для пайки проволоки диаметром 0,025—0,2 мм изображен на рис. 1, б. Рис. 1. Паяльники, работающие в постоянном режиме Он состоит из нагревательных элементов, питаемых через понижающий трансформатор 220/24 В, металлического наконечника, фарфоровой трубки и эбонитовой ручки. Мощность паяльника— 30 Вт. Создано семейство паяльников для пайки микроэлементов и проводников диаметром от 0,01 мм и более. В табл. 22 приведены их технические характеристики. Для пайки проводов в стеклянной изоляции диаметром 0,005 мм применяют паяльник (рис. Нагревательным и рабочим элементом паяльника является петля из проволоки Х15Н60 диаметром 0,6—0,8 мм с радиусом закругления 0,5 мм. Паяльник питается от сети переменного тока через автотрансформатор. Нагретую петлю вначале помещают во флюс, а затем в припой до получения в вершине ее небольшой капли расплавленного припоя. Недостатком этих паяльников является большой защитный кожух, затрудняющий использование паяльника в труднодоступных местах и увеличивающий площадь нагреваемой поверхности. Поэтому основная мощность, потребляемая паяльником, идет на нагревание защитного кожуха и бесполезно рассеивается в окружающем пространстве. При многослойной намотке нагревателя верхние слои его перегреваются, что сокращает срок службы нагревателя и приводит к необходимости его замены. Указанные недостатки в значительной мере могут быть устранены за счет применения нагревателя, расположенного в специально высверленном отверстии паяльного стержня. Паяльники, работающие в импульсном режиме. Для исключения пережога деталей пайку производят в импульсном режиме, т. е. подвод тепла осуществляют в виде кратковременного теплового импульса. Импульсная пайка позволяет до минимума уменьшать время выполнения микросоединения и дает возможность регулировать продолжительность операции, а также количество выделяемого тепла. Подача импульсов энергии на рабочую часть паяльника обеспечивает быстрый нагрев паяемого соединения, исключая при этом перегрев изделий. Рис. 2. Паяльники, работающие в импульсном режиме: а — С теплоотводом; б — с цанговым зажимом При импульсной пайке в качестве источника тепла для плавления припоя обычно используют V-образную петлю из проволоки с большим удельным сопротивлением, нагреваемой импульсом электрического тока. Для быстрого нагрева и охлаждения рабочий конец петли уменьшают в сечении путем опиловки. Такой конец применяют при пайке схемы с предварительно лужеными контактными площадками. Если же в зону пайки необходимо введение припоя, то применяют петлю с напаянным медным или никелевым наконечником. Время нагрева рабочего конца паяльника мощностью 20—35 Вт без напаянного наконечника 0,5—2 с, с напаянным наконечником 2—3 с. При смене петли ее вынимают из корпуса паяльника вместе с медными шинами, соединение которых с проводом производится с помощью штепсельных разъемов. Паяльник работает в комплекте с блоком питания. Процесс пайки осуществляют следующим образом. Вначале устанавливают требуемое напряжение (в пределах 1—4 В) и необходимую длительность импульса (0,5—3 с). Затем паяльник устанавливают на паяемый вывод теплоотводом в сторону корпуса изделия или микроэлемента и нажимают до упора. При этом сначала вывод поджимается теплоотводом, а затем уже рабочий конец паяльника прикладывается к месту пайки. Педальной кнопкой подается импульс энергии и производится пайка. После кристаллизации припоя вначале снимается рабочий конец паяльника, а затем конец теплоотвода. Следует иметь в виду, что низкая объемная теплоемкость петли импульсного паяльника вызывает необходимость его перегрева до температуры, превышающей температуру плавления припоя. Для исключения перечисленных недостатков применяют контактно-импульсный метод пайки. Особенностью его является локальный нагрев мест микросоединений за счет тепла, выделяющегося в зоне контакта паяльного стержня с электродами при прохождении через них импульса электрического тока. Количество тепла, выделяющегося в зоне контакта, определяется переходным сопротивлением, величиной тока и длительностью импульса. При правильном подборе перечисленных параметров достигается высокая стабильность в количестве подводимого тепла. На рис. 144, б показан паяльник для контактно-импульсной пайки. Паяльный стержень установлен между электродами и закреплен цангой, расположенной в диэлектрическом корпусе. Пружинные электрододержатели 6 соединены через токо-проводящие провода с источником питания и образуют замкнутый электрический контур, по которому при пайке пропускают регулируемый по длительности и напряжению импульс тока. Паяльники со сменными элементами, охлаждением и отсосом газов. Унифицированный паяльник многоцелевого назначения со сменным рабочим элементом приведен на рис. 145, а. В зависимости от расположения монтажных соединений применяют рабочие элементы прямые или изогнутые под различными углами до 120 и 135°. Исходя из условий пайки подбирают диаметр и форму рабочего элемента. Паяльник состоит из сменного нагреваемого элемента, в состав которого входят стержень, перфорированная трубка, соединительная карболитовая гайка, керамическая трубка с нихромовой спиралью и контактный хвостовик. В рукоятке паяльника размещен электропатрон с припаянными к его выводам питающими проводами. При ввинчивании сменного рабочего элемента соединительная гайка обеспечивает взаимное закрепление узлов паяльника и замыкает цепь питания, прижимая контакты хвостовика нагревательного элемента к контактам гнезда электропатрона. Для стабилизации температуры в определенных пределах предусматривается саморегулирование паяльников. Камера обогрева таких паяльников не герметизирована. Через предусмотренные в корпусе отверстия обеспечивается свободная циркуляция воздуха. При этом слой воздуха, омывающий спираль, приобретает ее температуру, примерно 700 °С; следующий за ним слой, имеет температуру около 500 °С и, наконец, слой III’, непосредственно примыкающий изнутри к стенкам камеры, имеет температуру — 300 °С. Помимо воздушного охлаждения зоны термического влияния пайки в ряде конструкций паяльников предусматривается жидкостное охлаждение, а также импульсное питание нагревательных элементов (рис. 145, б). Паяльник такой конструкции состоит из токопроводящих шин, поворотных цанг, электродов, пружины, паяльного стержня, холодильника, выполненного из эластичного пористого материала, который пропитывается водой, датчика и ручки. Рис. 3. Паяльники со сменными элементами, охлаждением и отсосом газов: а, б — с воздушным охлаждением; в — с жидкостным охлаждением; г — с отсосом газов и подсосом воздуха; д — с дозированной подачей припоя Для удаления газов, образующихся в процессе пайки, применяют паяльники с отсосом газов и подсосом наружного воздуха, охлаждающего ручку паяльника и электроконтакты. В полой ручке смонтирован корпус, паяльный наконечник и электронагреватель, который соединен контактами с токоподводом. В стенках ручки предусмотрены прямоугольные пазы, в которых размещены контакты. Последние закрыты снаружи соединительной муфтой, а изнутри — штуцером шланга отсоса газов. При отсосе газов через центральный канал происходит забор наружного воздуха по каналу, который охлаждает контакты. Рис. 4. Паяльники с регулируемым нагревом Для обеспечения подачи дозированного количества припоя используют специальный паяльник. Он состоит из паяльного стержня, удлинителя, рукоятки с кнопкой управления подачей и трубки. Механизм подачи обеспечивает подачу установленной дозы припоя к рабочей части паяльного стержня и отвод его на некоторое расстояние после нажатия и отпускания кнопки. Этим обеспечивается подача дозы припоя малой величины. Регулирование и стабилизация режимов пайки. Качество паяных соединений в большой степени зависит от температуры паяльника. Для различных типов припоев температура пайки колеблется в широких пределах, однако в любом случае она не должна отличаться более чем на ±10 °С от заданной. Особенно важна стабильность температуры паяльника при пайке тончайших микропроводов. Существуют несколько приемов регулирования и стабилизации температуры паяльника: Первый из перечисленных приемов является наиболее простым, не требующим специальной аппаратуры. При пайке изделий с широкой номенклатурой применяемых размеров и материалов возникает необходимость в регулировании температуры нагрева жала паяльника, а также в изменении его положения относительно рукоятки паяльника (под любым углом) и в замене жала на больший или меньший размер. На рис. 4, а приведена схема паяльника, конструкция которого обеспечивает выполнение перечисленных требований. Он содержит проволочный нагреватель, нанесенный на керамическую трубку и изолированный снаружи стеклотканью, держатель с медным жалом, медную ленту, асбестовый изолятор, корпус и рукоятку. Нагреватель расположен сбоку от держателя. Перемещением жала относительно нагревателя и держателя регулируется его нагрев. В случае необходимости жало может быть извлечено из держателя и заменен другим с требуемым сечением. Возможны различные варианты выполнения конструкции паяльника с регулируемым нагревом. На рис. 4, б дана схема облегченного паяльника со сменным нагревательным элементом. Он состоит из нагревательного элемента, в состав которого входят сменный стержень, керамическая втулка с нихромовой спиралью (рис. 4, в) и термоизоляционным экраном, рукоятки, выполненной из термоизоляционного материала и токоподвода. Питание паяльника производят от источника тока напряжением 6В; мощность паяльника 15 Вт; время разогрева не более 2—3 мин. Термоизоляционный экран нагревательного элемента (рис. 4, в) обеспечивает свободное перемещение паяющего стержня, что позволяет уменьшить рассеивание тепла и регулировать температуру нагрева стержня в широких пределах. Для уменьшения эрозии жала паяльника на него наносят хромовое покрытие. Второй прием регулирования и стабилизации температуры также относительно прост, но он не обеспечивает заданной стабильности температуры паяльника при изменении интенсивности пайки. Особенно это заметно проявляется при использовании маломощных паяльников. Третий прием обеспечивает стабильность заданной температуры, но зависит от колебаний питающего напряжения. Наиболее гибким является четвертый прием. Независимо от колебаний питающего напряжения и интенсивности работы паяльника температура жала остается всегда в заданных пределах. Этот прием позволяет изменять среднюю поддерживаемую температуру паяльника в широких пределах, а по мере выгорания жала осуществлять корректировку регулирующих контактов милливольтметра таким образом, чтобы его температура оставалась в заданных пределах. Для обеспечения гибкого регулирования и стабилизации температуры паяльника служит автоматический регулятор, выполненный на основе контактного милливольтметра (например, М265), хромель-копелевой термопары и исполнительного реле. Принципиальная схема регулятора показана на рис. 5. При включении тумблера ВКг напряжение (36 В) через предохранитель Прх и нормально замкнутые контакты реле Рг подается на нагреватель паяльника. Обмотка реле Рг обесточена, так как транзистор TL заперт. Рис. 5. Схема регулирования и стабилизации температуры паяльников милливольтметра отклоняется вправо. При соприкосновении стрелки милливольтметра с задающей стрелкой на базу транзистора Tj через резистор подается отрицательное смещение. При этом транзистор отпирается, через обмотку реле начинает протекать ток. По достижении определенной величины реле срабатывает и отключает паяльник от питания. Напряжение через контакты реле подается на лампочку Jllt сигнализирующую о том, что температура паяльника достигла заданной и он отключен от питания. По мере остывания паяльника э. д. с. термопары падает, контакты милливольтметра размыкаются, транзистор запирается, реле вновь включает паяльник на нагрев и система приходит в первоначальное состояние. Диод Д t и конденсатор С± служат для питания исполнительной схемы постоянным током. Конденсатор С2 создает временную задержку запирания и отпирания транзистора порядка 0,8 с, необходимую для предотвращения многократных срабатываний и опусканий реле при кратковременных соприкосновениях подвижной и регулирующей стрелок милливол ьтметр а. Применение автоматического регулятора температуры паяльника позволяет повысить качество пайки соединений, увеличить срок службы и исключить перегрев паяльника, а также экономить электроэнергию. Имеются схемы питания паяльников, обеспечивающие автоматическое включение и выключение нагрева.
Реклама:Читать далее:Контактирование амальгамами и пастами
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 1, в), состоящий из рукоятки, к которой прикреплена под прямым углом планка с расположенными на ней набором кольцевых керамических изоляторов.
1, в), состоящий из рукоятки, к которой прикреплена под прямым углом планка с расположенными на ней набором кольцевых керамических изоляторов.
 На рис. 2, а показан разрез малогабаритного импульсного паяльника ПЭИТ-1В с теплоотводом, выполненным в корпусе. Паяльник состоит из электроизоляционного корпуса, сменного нагревателя, соединенного с токопроводящими медными шинами, теплоотводом, пружины и провода. Нагреватель выполнен из нихромовой проволоки диаметром 1 — 1,5 мм в виде остроизогнутой петли, которая служит одновременно рабочим концом паяльника.
На рис. 2, а показан разрез малогабаритного импульсного паяльника ПЭИТ-1В с теплоотводом, выполненным в корпусе. Паяльник состоит из электроизоляционного корпуса, сменного нагревателя, соединенного с токопроводящими медными шинами, теплоотводом, пружины и провода. Нагреватель выполнен из нихромовой проволоки диаметром 1 — 1,5 мм в виде остроизогнутой петли, которая служит одновременно рабочим концом паяльника. Блок питания состоит из реле времени, автотрансформатора, предназначенного для плавного регулирования напряжения во вторичной обмотке, разделительного понижающего трансформатора, служащего для исключения попадания сетевого напряжения на рабочий конец паяльника, и педальной кнопки.
Блок питания состоит из реле времени, автотрансформатора, предназначенного для плавного регулирования напряжения во вторичной обмотке, разделительного понижающего трансформатора, служащего для исключения попадания сетевого напряжения на рабочий конец паяльника, и педальной кнопки. Это приводит к пережогам припоя в процессе пайки, выгоранию и разбрызгиванию флюса в месте контакта, а также вызывает перегрев микроэлементов.
Это приводит к пережогам припоя в процессе пайки, выгоранию и разбрызгиванию флюса в месте контакта, а также вызывает перегрев микроэлементов. Материал электродов должен иметь высокое удельное электрическое сопротивление и теплопроводность. Паяльный стержень изготавливают из меди или серебра, обладающими хорошими тепловыми характеристиками.
Материал электродов должен иметь высокое удельное электрическое сопротивление и теплопроводность. Паяльный стержень изготавливают из меди или серебра, обладающими хорошими тепловыми характеристиками.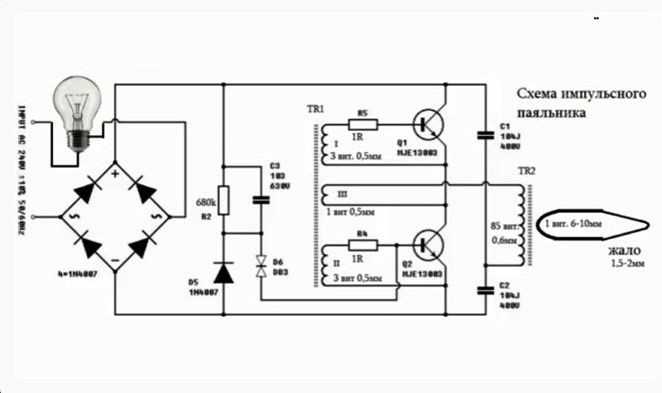 В комплект паяльника входят наборы сменных корпусов для пайки, лужения лепестков, а также для демонтажа с импульсным отсосом припоя.
В комплект паяльника входят наборы сменных корпусов для пайки, лужения лепестков, а также для демонтажа с импульсным отсосом припоя.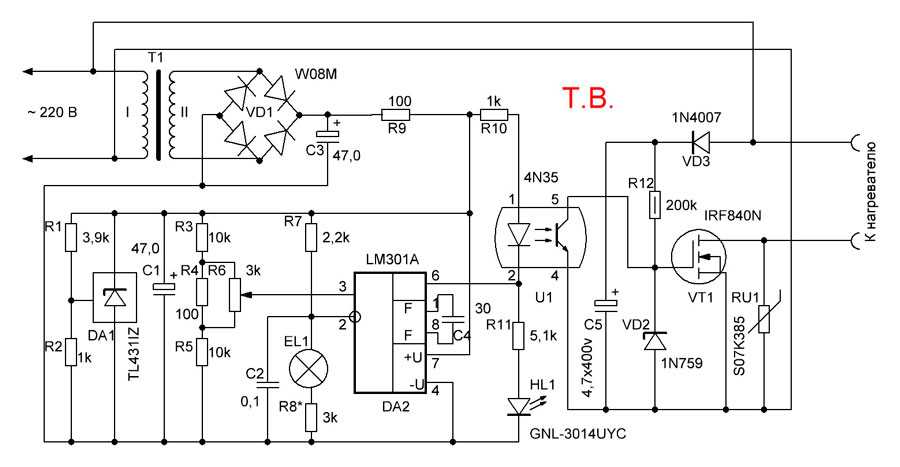 Паяльный стержень удерживается электродами и пружиной, стягивающей токопроводящие шины. Зону соединения и припой разогревают концом стержня. С помощью холодильника охлаждают паяемые изделия, не допуская их перегревания. Датчик подает сигналы на включение и отключение питания паяльника.
Паяльный стержень удерживается электродами и пружиной, стягивающей токопроводящие шины. Зону соединения и припой разогревают концом стержня. С помощью холодильника охлаждают паяемые изделия, не допуская их перегревания. Датчик подает сигналы на включение и отключение питания паяльника.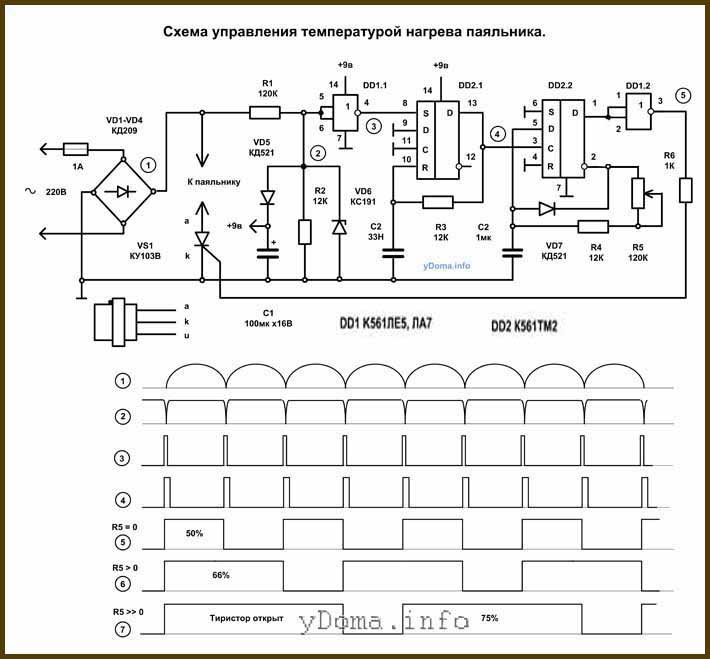

 По мере нагревания жала паяльника возрастает э. д. с. термопары, помещенной в паяльнике, и стрелка
По мере нагревания жала паяльника возрастает э. д. с. термопары, помещенной в паяльнике, и стрелка
Перегреватель для паяльника — Практическая электроника
Эта поделка использует сетевые напряжения и конструировать ее следует осторожно и аккуратно.
Наше главное оружие — это паяльник! Но порой, особенно когда надо что-то отпаять или заменить, сталкиваемся с тем, что температуры как-будто не хватает — припой на плате еле плавится, особенно если это точка пайки на полигоне значительной площади.
В чем тут дело? Посмотрим внимательно. На паяльнике указана номинальная мощность, например, на моем — 25 Ватт. Однако, не будем спешить — возьмем мультиметр и замеряем его сопротивление. Чаще всего оно выше ожидаемого. Например в моем случае — 2.43 кОм. Высчитываем мощность паяльника по школьному закону Джоуля-Ленца P=U2/R:
Чуть меньше 20 Ватт!
Что за фокусы? Может, бракованный? Но эти «фокусы» наблюдаются с большинством паяльников, утюгов, чайников и т.п. которые мы найдем под рукой…
Все проще. Паяльник рассчитан на входное напряжение больше номинального. Часто так и написано «220-240 В» например. А на деле мощность посчитана для напряжения 245-250 В. Производитель «перестраховывается». Мы же от этой перестраховки получаем недостаточно нагретый паяльник. Мощность снижается пропорционально квадрату напряжения — а снижение ее на 20% здорово сказывается на температуре. Припой на весу плавится (т.к. обычному ПОС-61 хватит меньше 200 градусов) — а на плате температура падает еще ниже и начинаются мучения.
Мощность снижается пропорционально квадрату напряжения — а снижение ее на 20% здорово сказывается на температуре. Припой на весу плавится (т.к. обычному ПОС-61 хватит меньше 200 градусов) — а на плате температура падает еще ниже и начинаются мучения.
Конечно, можно взять паяльник помощнее. Но понятно что инструмент на 40 Ватт не дает в полтора раза выше температуру по сравнению с 25 Ваттами. Он скорее позволяет прогревать бОльший объем материала. Купить паяльную станцию? Но дешевые зачастую не дают заявленной температуры, а дорогая — не всегда доступный вариант для начинающего мастера.
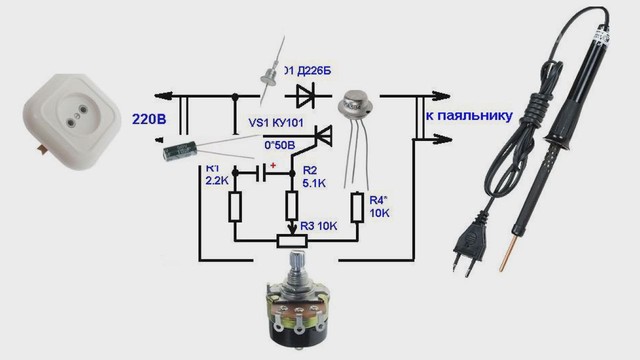
Рассмотрим очень простое решение на базе уже изученного нами диодного моста. Оно настолько просто, что компоненты для него можно взять из разобранного блока питания или даже вышедшей из строя энергосберегающей лампы.
Чем же поможет диодный мост? Паяльник-то будет работать и от выпрямленного напряжения. Но что нам с этого толку? Вспомним, что максимальное (пиковое) напряжение на выходе диодного моста — не 220 Вольт, а чуть ли не 310.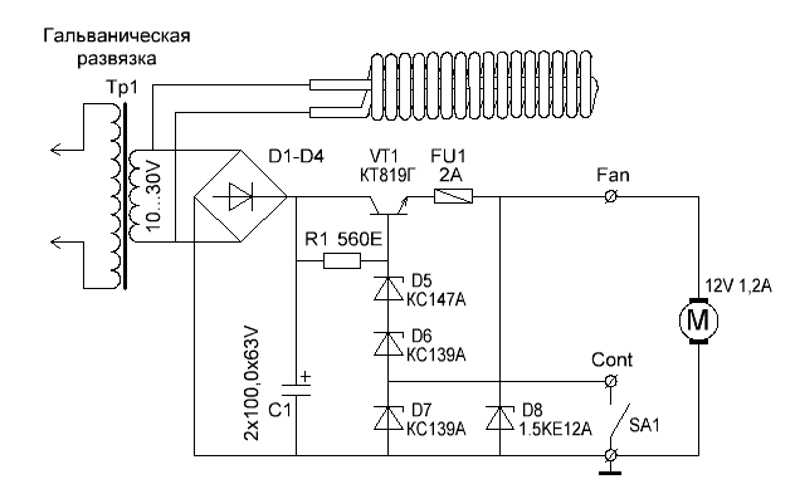 Если сглаживающий конденсатор отсутствует, среднеквадратичное напряжение будет примерно равно входному… Но с конденсатором ситуация меняется — он не дает напряжению проседать до нуля, приподнимает его между пиками – благодаря этому и среднеквадратичное значение увеличивается — при конденсаторе очень большой ёмкости даже почти до пикового.
Если сглаживающий конденсатор отсутствует, среднеквадратичное напряжение будет примерно равно входному… Но с конденсатором ситуация меняется — он не дает напряжению проседать до нуля, приподнимает его между пиками – благодаря этому и среднеквадратичное значение увеличивается — при конденсаторе очень большой ёмкости даже почти до пикового.
На графике ниже красная линия показывает как увеличивается это “действующее” напряжение.
Рассчитать точное значение действующего напряжения на выходе сложно (т.к. аналитическая формула состоит из обрезков синусоиды и обратной экспоненты). Но можно его оценить.
Будем считать что конденсатор полностью (до 312 Вольт) заряжается до момента пика. После пика, если он не слишком маленький, напряжение выхода диодного моста спадает быстрее чем на конденсаторе. Значит нагрузка питается только от конденсатора. Происходит это в течение почти целого полупериода, то есть 10 мс. Предположим, мы взяли конденсатор емкостью 10 мкФ. При указанном напряжении заряд на нем составил (заряд на конденсаторе это произведение напряжения на ёмкость) 10 * 312 = 3120 микро-Кулон (или 0.003 Кулона).
При указанном напряжении заряд на нем составил (заряд на конденсаторе это произведение напряжения на ёмкость) 10 * 312 = 3120 микро-Кулон (или 0.003 Кулона).
Кулон это заряд который получается, если ток в 1 Ампер течет в течение 1 секунды. В нашем случае, конечно, по мере разряда конденсатора напряжение и ток немного падают, но предположим что падают они ненамного – и посчитаем, насколько именно.
Итак, ток разряда конденсатора через наш паяльник, по закону Ома, это напряжение деленное на сопротивление. То есть 312 / 2430 = 0.12 Ампер. Такой ток в течение 10 мс (или 0.01 сек) “украдет” с конденсатора заряд всего в 0.12 * 0.01 = 0.001 Кл, то есть одну треть имеющегося. А значит и напряжение на конденсаторе упадет только на одну треть, до примерно 200 Вольт.
Среднее значение между этими максимальной и минимальной точкой будет где-то 255 Вольт, а среднеквадратичное даже немного больше (точное значение не будем искать, т.к. мы сделали довольно много мелких допущений которые на точность повлияют все равно).
Один из выводов для нас заключается в том, что для более мощной нагрузки конденсатор нужно увеличивать пропорционально.
Итак, конденсатор всего в несколько микрофарад позволит нам подать на паяльник 250-270 Вольт по желанию — и получить мощность равную или больше номинальной. Добавив переключатель, мы сможем к тому же ловко манипулировать температурой, повышая ее лишь когда это действительно нужно. Например, на улучшенной схеме предложены 2 конденсатора, а трех-позиционный тумблер может либо подключить один из них, либо оставить схему без конденсатора, если повышение температуры не требуется.
Помимо выключателя на входе схемы можно добавить резистор (или лучше терморезистор с отрицательным температурным коэффициентом) – привычный способ ограничить бросок тока через незаряженный изначально конденсатор (если вы никогда не сжигали диодные мосты, поставьте конденсатор на 100-470 мкФ и посмотрите что получится – только производите этот эксперимент очень осторожно).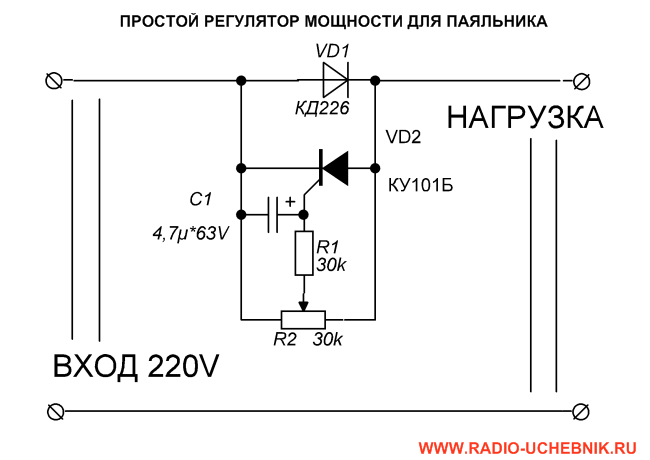
Готовое устройство можно смонтировать в корпусе обычного удлинителя (с вилкой и розеткой), как показано на фотографии. Использовать его в этом случае можно не только с паяльником, но и с некоторыми другими приборами не требующими строго переменного тока на входе (однако если вы плохо представляете о чем речь, лучше не экспериментировать).
Диодный мост можно взять любой на 600… 1000 Вольт и 1 Ампер (с запасом). Конденсатор электролитический на 400 Вольт и 4.7… 10 мкФ (больше можно, но сильный перегрев может сократить срок службы паяльника).
И хочу чтобы Вы прочитали про STM32F103C8T6. Пригодится Вам.
Паяльники — полное руководство
Наше руководство по паяльнику проведет вас через все оборудование, необходимое для пайки, от паяльных станций до жал.
В этом руководстве мы рассмотрим некоторые из многих различных применений паяльников, взвесим все «за» и «против» различного оборудования и доступных типов аксессуаров, а также изучим, какие типы наборов для пайки лучше всего использовать для конкретных задач или задач. Приложения.
Приложения.
Что такое паяльник?
Паяльник является основным ручным оборудованием, используемым в процессе пайки, в котором небольшое количество легкоплавкого металлического сплава, известного как припой, нагревается до высокой температуры с помощью наконечника паяльника.
По мере плавления этот припой направляется в пространство между двумя компонентами или заготовками и вокруг них. После соединения припой оставляют охлаждаться и затвердевать, создавая фиксированное и проводящее соединение, которое остается постоянным до повторного нагрева, достаточного для того, чтобы припой снова расплавился в жидкой форме. Этот процесс повторного нагрева и разделения ранее спаянного соединения называется распайкой.
Паяльники обычно подключаются к настенной розетке, чтобы отводить тепло через удлиненный металлический наконечник, содержащий нагревательный элемент, хотя также доступны различные типы беспроводных моделей. Пользователь держит утюг за другой конец от нагретого наконечника, где изолированная рукоятка обеспечивает удобный захват для повышенной точности при манипулировании инструментом вокруг мелких или хрупких компонентов.
Просмотреть все паяльники
Для чего используется паяльник?
С точки зрения огромного количества вещей, которые можно использовать для создания, ремонта, расширения или разборки, полный спектр потенциальных применений паяльника фактически безграничен. Однако всю эту невероятную универсальность можно разделить на две основные функции — пайка и распайка.
Пайка включает нагревание нагретого острия утюга до очень высокой температуры, прежде чем использовать его для расплавления припоя вокруг компонентов, которые будут спаяны. Когда он остынет до комнатной температуры, соединение затвердеет и станет постоянным — по крайней мере, до тех пор, пока оно не будет распаяно.
Температура инструмента имеет решающее значение, так как паяльник должен быть достаточно горячим, чтобы расплавить припой до жидкого состояния, но без расплавления или повреждения компонентов. Некоторые более продвинутые модели утюга будут включать функцию регулировки температуры, обеспечивающую улучшенный контроль и большую совместимость с рядом различных типов припоя. Однако большинство из них просто автоматически нагреваются до заданного уровня при подключении к сети или другому подходящему источнику питания.
Однако большинство из них просто автоматически нагреваются до заданного уровня при подключении к сети или другому подходящему источнику питания.
Основной процесс пайки считается довольно простым и понятным. Однако точное знание того, как и когда использовать паяльник для достижения наилучших возможных результатов, — это то, что профессиональные инженеры продолжают развивать в течение многих лет целенаправленного использования, а изучение правильных методов для достижения более аккуратного и эффективного соединения может потребовать значительного уровня. ловкость и опыт.
Чтобы научиться паять, вы можете прочитать наше руководство по пайке для начинающих, где вы найдете дополнительные полезные советы, советы по безопасности и помощь в изучении лучших методов пайки для различных сценариев.
Наше руководство по пайке для начинающих
Различные типы паяльного оборудования
Существует множество различных типов паяльного оборудования и наборов, доступных как для любителей, так и для профессиональных пользователей, начиная от основных стационарных инструментов и заканчивая широким спектром взаимозаменяемых насадок. , дополнения и аксессуары. В разделе ниже мы рассмотрим некоторые из вариантов, которые вы, возможно, захотите рассмотреть, в зависимости от того, как часто вы будете использовать свой паяльник и какие работы вы, вероятно, будете выполнять с ним.
, дополнения и аксессуары. В разделе ниже мы рассмотрим некоторые из вариантов, которые вы, возможно, захотите рассмотреть, в зависимости от того, как часто вы будете использовать свой паяльник и какие работы вы, вероятно, будете выполнять с ним.
Паяльные станции
Что такое паяльная станция и чем она отличается от обычного паяльника? Короче говоря, паяльная станция, как правило, составляет основу чуть более продвинутой и профессиональной установки. В то время как обычный утюг часто является относительно простым инструментом, который предварительно нагревается до фиксированной температуры, идеально подходящим для выполнения элементарных задач по обслуживанию или сборке, паяльная станция действует как отдельный блок управления.
Расширенная функциональность, обеспечиваемая станцией, почти всегда обеспечивает более полный и универсальный набор функций, чем могут предложить автономные инструменты, что позволяет пользователю решать гораздо более широкий спектр более тонких и сложных паяльных работ.
В приведенном ниже списке перечислены некоторые дополнительные параметры, которые могут возникнуть при работе с паяльной станцией.
Дополнительные варианты:
- Модели с защитой от электростатического разряда (электростатический разряд)
- Возможности горячего воздуха и вакуума
- Расширенный диапазон вариантов температуры наконечника
- Светодиодные или ЖК-дисплеи на выбор
Магазин паяльных станций
Зачем нужна паяльная станция?
Наиболее очевидная разница между паяльными станциями и паяльниками заключается в том, что они обычно обеспечивают возможность выбора диапазона определенных температур, а не только одного фиксированного температурного режима, который вы, как правило, имеете с автономным инструментом.
Регулятор температуры паяльной станции может быть аналоговым или цифровым; последний в наши дни гораздо более распространен и, как правило, обеспечивает гораздо большую степень точности для приложений с критическими температурами.
Диапазон просмотра
Жала для паяльника
Многие модели паяльников могут иметь различные съемные паяльные жала, иногда называемые битами. Стремясь достичь наиболее профессиональных и эффективных результатов, вы часто обнаружите, что различные типы паяльных работ, компонентов и поверхностей выигрывают от использования наконечников различных форм и стилей, вставляемых в ручку вашего утюга, чтобы обеспечить большую точность. .
При условии, что ваш инструмент имеет такое сменное гнездо, вы, как правило, сможете выбирать из достаточно широкого ассортимента паяльных жал, изготовленных из различных материалов и имеющих форму, специально предназначенную для выполнения конкретных работ. Многие из этих основных форм жал также быть доступны в изогнутом, угловом или длинном исполнении, что обеспечивает дополнительную точность или удобство при работе с определенными типами заготовок или при пайке в труднодоступных местах.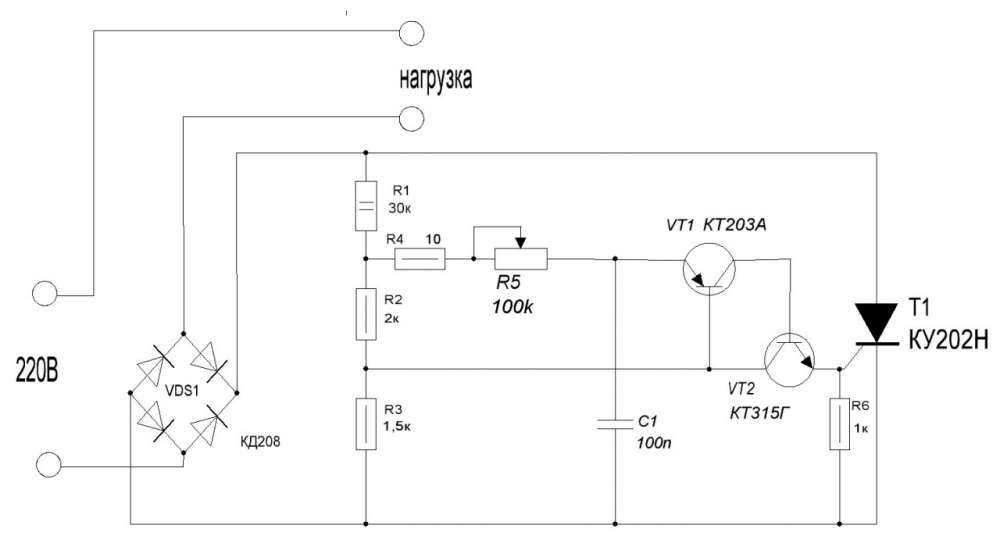
Важно правильно ухаживать за жалом во время его активной эксплуатации, чтобы увеличить его общий срок службы и снизить потребность в регулярной замене. В конце этого руководства мы рассмотрим несколько основных способов ухода за вашим паяльным оборудованием.
Общие формы наконечников:
- Скос (кончик копыта)
- Долото
- Конический
- Нож или лезвие
Магазин паяльных жал
Скошенное жало
Конец скошенного или копытного жала срезан под углом, так что доступная площадь поверхности на самом деле больше, чем диаметр самого жала.
Идеальное применение:
- Пайка
- Спайка проводов малого сечения
Диапазон просмотра
Жало долото
Жало паяльника долото имеет широкую уплощенную форму. Это помогает обеспечить больший нагрев и более равномерное нанесение припоя на большие площади, такие как выводы компонентов и контактные площадки.
Идеальное применение:
- Проволока для пайки
- Компоненты для сквозного и поверхностного монтажа
- Демонтаж
Диапазон просмотра
Коническое жало
Конец конического паяльного жала образует довольно плотное острие, похожее на кончик карандаша. Это позволяет наконечнику доставлять концентрированное тепло на гораздо меньшую площадь. Наряду с долотовидными наконечниками они часто рассматриваются как стандартная форма наконечника.
Идеальное применение:
- Общее применение при пайке
- Работа с тонкой электроникой
View Range
Нож или лезвие
Нож и лезвие имеют уплощенные кончики. Кончик ножа (показан справа) имеет более острую кромку с одной стороны. Наоборот, кончик лезвия (показан слева) имеет более широкую и более тонкую распределяющую поверхность.
Идеальное применение:
- Удаление припоя (или другие задачи по удалению материала)
- Нанесение материала в узкие зазоры
View Range
Паяльные пасты
Для некоторых специфических применений в электронике — чаще всего при работе с небольшими токопроводящими компонентами на печатных платах — может оказаться полезным использовать паяльную пасту вместо традиционного свернутого материала припоя.
Что такое паяльная паста? По сути, это комбинация порошкообразного припоя, взвешенного в густой липкой среде, известной как флюс. При использовании паяльных паст флюсовая основа действует как временный клей, помогая свободно удерживать компонент в требуемом положении даже до того, как паяльник приложит к нему какое-либо тепло.
Паяльная паста, как правило, доступна в различных классах (от Типа 1 до Типа 8), где более высокие номера классов указывают на более тонкое измельчение припоя, взвешенного в флюсовой среде. Лучший выбор для ваших требований будет во многом зависеть от уровня пригодности для печати, необходимого для миниатюрных компонентов и мелких деталей.
Идеальное применение:
- Высокоточная работа
- Массовое производство печатных плат
- Сборка прототипа печатной платы
Магазин паяльных паст
Что такое демонтаж?
Проще говоря, отпайка — это противоположность пайке. Другими словами, это означает удаление припоя из существующего соединения либо для полной разборки, либо просто в качестве первого шага в улучшении слабого соединения при повседневном устранении неполадок.
Другими словами, это означает удаление припоя из существующего соединения либо для полной разборки, либо просто в качестве первого шага в улучшении слабого соединения при повседневном устранении неполадок.
Однако, несмотря на то, что распайка может быть довольно простой работой, все же важно следовать правильному процессу и обеспечивать правильное выполнение задачи.
Зачем отпаивать?
Существует множество причин, по которым может потребоваться демонтаж существующего соединения между компонентами или заготовками.
По сути, основная цель любой работы по распайке состоит в том, чтобы аккуратно удалить расплавленный материал (будь то проволока, флюс или паста) с места, с которым вы работаете, чтобы можно было повторно установить компонент и создать лучшее соединение в следующая попытка. Таким образом, три основных этапа любой операции демонтажа будут следующими:
- Нагрев старого затвердевшего припоя, чтобы вернуть его в жидкое состояние
- Аккуратное удаление прикрепленного провода или компонента, ничего не повреждая
- Очистка существующего припоя для получения аккуратной поверхности для повторного монтажа
Существует множество методов и инструментов для достижения этих основных целей, но самый простой вариант — просто повторно нагреть старый припой с помощью простого утюга с фиксированной температурой. Хотя это не предлагает много вариантов для высокоточной работы, это может быть эффективно, если вам просто нужна базовая возможность удаления компонента.
Хотя это не предлагает много вариантов для высокоточной работы, это может быть эффективно, если вам просто нужна базовая возможность удаления компонента.
Для более детальной работы или для того, чтобы получить больше шансов удалить все следы предыдущих работ по пайке, вы можете воспользоваться любым из следующего: представляет собой плетеную или плетеную медную проволоку, обычно продаваемую на небольшой катушке, которую можно нагревать между наконечником утюга и заготовкой, чтобы впитать излишки припоя. Фитиль для припоя идеально подходит для работы на плоских поверхностях, но его применение ограничено в сложных условиях.
Посмотреть ассортимент
Насосы для удаления припоя
Это ряд небольших вакуумных инструментов высокого давления, которые могут быть либо ручными для использования с утюгом, либо электрическими и самонагревающимися. Насосы для удаления припоя более эффективны, чем оплетка, для удаления припоя из точечных отверстий и других сложных мест, но часто слишком велики, чтобы маневрировать в особо ограниченных пространствах.
Зона обзора
Тепловые пушки и сжатый воздух
Если вы не можете получить доступ к особо труднодоступным местам с помощью традиционных инструментов для пайки, иногда вы можете удалить нежелательный материал с помощью остронаправленного фена в сочетании со струями воздух высокого давления. Этот метод потребует дополнительного защитного износа и не подходит для применения с хрупкими компонентами, поэтому его следует использовать только в том случае, если нет альтернативы.
Просмотреть ассортимент
Как чистить и обслуживать паяльное оборудование
Чтобы продлить срок службы ваших паяльных инструментов и оборудования, важно правильно ухаживать за утюгами, наконечниками и другими паяльными принадлежностями. Среди самых основных форм обслуживания и ремонта, которые вы можете выполнять с этим типом оборудования, как и с любым другим типом инструмента, является регулярная чистка паяльника.
Самый простой способ очистить жало паяльника — это просто вручную стереть все загрязнения, оставшиеся после предыдущих сеансов. Осмотрите жало на наличие остатков припоя и нагара. Однако при интенсивном использовании может потребоваться дополнительная очистка.
Для достижения наилучших результатов обычно рекомендуется также регулярно использовать железную щетку или губку для очистки паяльника . Они часто продаются в комплекте, состоящем из чистящего лотка и либо губки из флюса и порошкообразного припоя, либо спирального шарика из сухой металлической шерсти. Более продвинутые наборы для очистки жала оставляют тонкий слой припоя на жале, что помогает предотвратить окисление инструмента с течением времени.
Популярные бренды
Antex Electronics
Просмотрите весь ассортимент паяльников от Antex Electronics и найдите паяльник, наиболее подходящий для ваших требований.
Просмотреть ассортимент
Ersa
Просмотреть Наборы паяльников Ersa, содержащие все оборудование, необходимое для основных операций пайки.
View Range
RS Pro
RS Pro, наша собственная торговая марка, предлагает высококачественные утюги и оборудование, идеально подходящие для различных задач пайки.
Диапазон просмотра
Weller
Купите паяльники Weller онлайн сегодня с RS.
View Range
Related Guides
Contact us
03457 201201
Follow us on
We accept
Our Services
- BOMs
- Calibration
- Delivery option
- Order History
- Quotes
- Returns
- Расписание заказов
- DesignSpark
Юридический отдел
- Cookie Policy
- Email Security
- Privacy Policy
- Website Terms
- Terms and Conditions of Sale
About RS
- About Us
- Careers
- Corporate Group
- Events
- ESG
- Our Certifications
- Пресс-центр
- Весь мир
Birchington Road, Corby, Northants, NN17 9RS, UK Паяльник с регулируемой температурой Принципиальная схема и инструкции
подобные схемы
Главная :: ШИМ и управление мощностью :: паяльник с регулируемой температурой
Описание
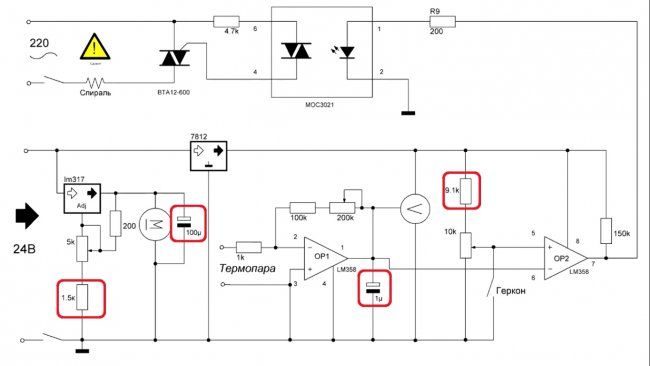
Одной из причин дороговизны коммерческих паяльных станций является то, что они, как правило, требуют использования паяльников со встроенными датчиками температуры, такими как термопары. Эта схема устраняет необходимость в специальном датчике, поскольку она измеряет температуру нагревательного элемента паяльника непосредственно по его сопротивлению. Таким образом, эта схема, в принципе, будет работать с любым железом, сопротивление которого изменяется предсказуемо и в правильном направлении в зависимости от температуры (т. е. с положительным температурным коэффициентом).
Паяльник, который идеально подходит для использования с этим контроллером, можно приобрести в Dick Smith Electronics (Cat T-2100). Эта схема работает от батареи 12 В или источника постоянного тока, работающего от сети. Он работает следующим образом: преобразователь постоянного тока (IC1, Q1, D1, Q2, T1, D2, L1 и т. д.) повышает входное напряжение 12 В постоянного тока примерно до 16 В. Более высокое напряжение повышает мощность утюга и сокращает время прогрева. Это выходное напряжение подается на мост сопротивления, в котором нагревательный элемент утюга образует одно плечо.
Принципиальная схема:
Другие компоненты моста включают резисторы R7-R9 и потенциометры VR2-VR4. Когда утюг достигает заданной температуры, установленной VR4, на выходе IC2a устанавливается высокий уровень, посылая сигнал на переключающий регулятор IC1. Это переводит выход преобразователя на относительно низкое напряжение. Двухцветный светодиод показывает, что утюг достиг заданной температуры, меняя цвет с красного на зеленый. Теперь утюг начинает охлаждаться, пока не упадет ниже заданной температуры, после чего выходное напряжение преобразователя постоянного тока снова становится высоким, и цикл повторяется.
Степень гистерезиса, встроенная в схему, заставляет светодиод мигать между красным и зеленым цветом, в то время как утюг поддерживается на заданной температуре. Откалибруйте схему следующим образом: пока утюг еще относительно холодный, контролируйте входное напряжение и ток и отрегулируйте VR1 так, чтобы входная мощность (Вольты x Амперы) составляла около 50 Вт. Когда вы это сделаете, установите VR4 на максимум и отрегулируйте VR2 так, чтобы светодиод мигал красным и зеленым, когда утюг достиг желаемой максимальной температуры.
Наконец, установите VR4 в среднее положение и отрегулируйте VR3 так, чтобы светодиод мигал, когда утюг достигает желаемой средней рабочей температуры. Например, вы можете установить максимальную температуру примерно на 400°C, а среднюю рабочую температуру примерно на 350°C. Общий температурный диапазон в этом случае должен составлять приблизительно от 280°C до 400°C. Проверьте правильность калибровки и при необходимости повторите процедуру регулировки.
