Как правильно подключить сварочный трансформатор. Какие провода нужны для подключения. На что обратить внимание при монтаже. Какие могут возникнуть неисправности при эксплуатации сварочного трансформатора.
Основные компоненты сварочного трансформатора
Сварочный трансформатор состоит из следующих основных частей:
- Магнитопровод — сердечник из электротехнической стали
- Первичная обмотка из изолированного провода
- Вторичная подвижная обмотка из неизолированного провода
- Регулятор сварочного тока (винтовая пара)
- Клеммы для подключения сварочных кабелей
Главная задача трансформатора — преобразовать напряжение сети (220 или 380 В) в низкое напряжение (60-70 В), но с большой силой тока, необходимой для создания сварочной дуги.
Схема подключения сварочного трансформатора
Схема подключения сварочного трансформатора включает следующие элементы:
- Сварочный пост
- Трехжильный шланговый кабель с заземляющей жилой
- Сварочный трансформатор
- Регулятор сварочного тока
- Заземляющие зажимы корпуса трансформатора
- Одножильный шланговый кабель для подключения электрододержателя
- Электрододержатель
- Заземляющие провода
Пошаговая инструкция по подключению сварочного трансформатора
Для правильного подключения сварочного трансформатора следуйте этой инструкции:
- Проверьте соответствие напряжения первичной обмотки трансформатора напряжению сети.
- Подготовьте штепсельную вилку соответствующей термопропускной способности.
- Подберите розетку с автоматическим выключателем или предохранителем.
- Подсоедините обратный кабель к соответствующей клемме трансформатора.
- Подключите кабель электрододержателя к выходной клемме трансформатора.
- Обеспечьте надежное заземление корпуса трансформатора.
- Подключите питающий кабель к электрощиту через отдельный автоматический выключатель.
Выбор сечения проводов для сварочного трансформатора
Сечение сварочных кабелей выбирают в зависимости от максимального сварочного тока:
- До 100 А — 16 мм2
- До 200 А — 25 мм2
- До 300 А — 35 мм2
- До 400 А — 50 мм2
- До 500 А — 70 мм2
Длина сварочных кабелей должна быть минимально необходимой. При увеличении длины нужно соответственно увеличивать и сечение провода.
Требования к заземлению сварочного трансформатора
При подключении сварочного трансформатора обязательно выполнение следующих требований по заземлению:

- Корпус трансформатора должен быть надежно заземлен
- Зажимы вторичной обмотки также подлежат заземлению
- Заземление выполняется отдельным проводником сечением не менее 6 мм2
- Запрещено использовать в качестве заземления водопроводные трубы, батареи отопления и т.п.
Возможные неисправности сварочного трансформатора
При эксплуатации сварочного трансформатора могут возникнуть следующие проблемы:
- Сильное гудение и нагрев обмоток из-за виткового замыкания
- Чрезмерно большой сварочный ток вследствие короткого замыкания в обмотках
- Невозможность регулировки сварочного тока
- Ненормальный гул регулятора при сварке
- Перегрев контактных соединений
При возникновении таких неисправностей требуется диагностика и ремонт трансформатора квалифицированным специалистом.
Правила безопасной эксплуатации сварочного трансформатора
Для безопасной работы со сварочным трансформатором необходимо соблюдать следующие правила:
- Использовать средства индивидуальной защиты (маску, спецодежду, перчатки)
- Обеспечить хорошую вентиляцию рабочего места
- Не допускать попадания влаги на трансформатор
- Периодически проверять исправность изоляции кабелей
- Не оставлять включенный трансформатор без присмотра
- Отключать питание по окончании работы
Преимущества и недостатки сварочных трансформаторов
Сварочные трансформаторы имеют ряд достоинств и недостатков по сравнению с другими типами сварочных аппаратов:
Преимущества:
- Простота конструкции и надежность
- Низкая стоимость
- Возможность длительной работы
- Высокая ремонтопригодность
Недостатки:
- Большие габариты и вес
- Низкий КПД
- Небольшой диапазон регулировки тока
- Чувствительность к колебаниям напряжения в сети
Несмотря на недостатки, сварочные трансформаторы по-прежнему широко применяются как в быту, так и на производстве благодаря своей надежности и неприхотливости в обслуживании.
Как выполняется подключение сварочного аппарата? — moyakovka.ru
Для того чтобы работа со сваркой прошла без лишних проблем, нужно разобраться в том, как подключить сварочный аппарат. Перед тем как подключать агрегат для сварки, его нужно разместить в подходящем месте. Очень важно, чтобы ничего не мешало притоку воздуха к отверстиям на корпусе оборудования. Охлаждение часто намеренно усиливается. Для этого, выполняя подключение сварочного аппарата, за ним устанавливают вентилятор. Очень важно следить за тем, чтобы агрегат не контактировал с пылью, а также влажными и агрессивными парами.
Основные рекомендации и техника безопасности
Прежде чем вы соберетесь подключить сварочный аппарат, обязательно удостоверьтесь в том, что частота и напряжение, указанные на корпусе оборудования, совпадают с аналогичным показателем в сети. Подключение такого оборудования требует устройства правильных соединений. Для этого используются следующие провода: фаза или же 2 фазы в сочетании с нейтралью и провод для заземления, который обычно имеет зеленый или желтый цвет.
Положение электрода при сварке.В случае если выбранная вами модель сварочного аппарата дает возможность самостоятельно устанавливать напряжение, следует зафиксировать переключатель в положении, которое соответствовало бы напряжению в вашей сети. Положение фиксируется при помощи блокирующего винта.
Для подключения сварочного аппарата используется штепсельная вилка. Очень важно, чтобы она соответствовала установленным нормативам термопропускной способности. Эта вилка обязательно должна иметь наконечник, обеспечивающий заземление. Именно к нему и подключится соответствующий кабель. Такую вилку нельзя включать в обыкновенную домашнюю розетку. Для подключения подходит розетка с плавким предохранителем. Подходит и автовыключатель.
Вам нужно будет соединить обратный кабель «земля» с соответствующей клеммой. Соединять нужно на наименее возможном расстоянии от будущего шва. Для крепления кабеля-держателя к выдающемуся фрагменту электрода используется специально предусмотренный зажим.
Прежде чем подключать сварочный агрегат непосредственно к сети, обязательно проверьте, насколько надежно укреплены штепсели.
Из-за плохого контакта аппарат не будет работать в полную силу и быстро выйдет из строя.
Рисунок 1. Схема подключения сварочного аппарата: 1-сварочный пост; 2—трехжильный шланговый кабель; 3 — трансформатор; 4-регулятор; 5-заземляющие зажимы корпуса агрегата; 6 — одножильный шланговый кабель; 7-электродержатель; 8 — провода заземления.Существует достаточно много схем, в соответствии с которыми выполняется подключение сварочного агрегата. Наиболее распространенная схема подключения приведена на рис. 1.
- 1 позиция — это сварочный пост;
- номером 2 обозначен трехжильный шланговый кабель;
- 3 — трансформатор;
- 4 позиция — регулятор;
- номер 5 — заземляющие зажимы корпуса агрегата;
- 6 — одножильный шланговый кабель;
- 7 позиция — электродержатель;
- номер 8 — провода заземления.
Запомните и выполняйте все эти правила при подключении сварочного аппарата, чтобы избежать травм и прочих малоприятных последствий. В результате нарушения системы безопасности сварочного аппарата может произойти возгорание или удар током. В случае поломки какого-либо из питающих кабелей его нужно незамедлительно заменить. Лучше всего доверить эту работу профессионалам. Любые ремонтные и профилактические работы можно выполнять только после того, как сварочный аппарат будет отключен от сети.
Во время подключения сварочного аппарата следует обязательно проверить качество стационарно уложенного, а также гибкого проводов. Проверьте их заземление, целостность и изоляцию на соответствие установленным стандартам. Не стоит слишком сильно экономить на заземлении. Лучше всего использовать для него гибкий провод из меди. В случае обнаружения скруток, трещин и других дефектов провод нужно заменить. Использование поврежденных проводов приводит к перегреву и может стать причиной поломки сварочного аппарата. Немаловажным фактом является необходимость размотки проводов. Если пренебречь этим требованием, возникнет индуктивность, а сопротивление снизится.
Напряжение для сварочных аппаратов не нормируется, поэтому обращайте внимание на характеристики именно той модели, с которой вам предстоит работать. При сборке такого оборудования ему задается определенный уровень напряжения. Значение сопротивления при этом не учитывается.
Вернуться к оглавлению
Пошаговая инструкция по подключению сварочного аппарата
Рисунок 2. Схема последовательности подключения сварочного аппарата.После того как вы проверите целостность агрегата и всех сопутствующих комплектующих, а также установите соответствие напряжений, можете приступать непосредственно к подключению вашего сварочного аппарата. Для этого вам понадобятся:
- сам агрегат;
- удлинитель;
- переходник для удлинителя.
При подключении аппарата можете ориентироваться на схему на рис. 2.
Подключение выполняется в определенной последовательности, а именно:
- Сначала подготавливается штепсельная вилка с соответствующими параметрами термопропускной способности.
- Подбирается розетка с автовыключателем или предохранителем.
- Выполняется подсоединение обратного кабеля к клемме.
- Кабель-держатель подсоединяется к фрагменту электрода при помощи зажима.
После того как вы все это сделаете, сварочный аппарат можно будет включать в сеть. У большинства моделей достаточно короткие провода, поэтому зачастую их подключение требует использования удлинителя. Удлинитель должен иметь провод достаточного сечения. От количества промежуточных соединений зависит надежность и безопасность работы. Чем их меньше, тем лучше.
Вернуться к оглавлению
Особенности подключения в зависимости от типа аппарата
Рисунок 3. Сварочный аппарат типа трансформатор может работать в широком диапазоне сварочного тока. Его рекомендуется подключать к щитку.Порядок подключения сварочного аппарата во многом зависит от особенностей его устройства. Так, в случае применения двухфазной модели подключение проводов будет выполняться в индивидуальной последовательности. Первый провод нужно будет пустить на фазу, второй — к нейтральному выходу, а третий провод подключить на защиту. Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Очень важно знать основные особенности подключения аппарата типа трансформатор. Типичный представитель показан на рис. 3. В случае применения такого оборудования подключение выполняется в соответствии с рядом особых правил. Трансформаторы могут работать в широком диапазоне сварочного тока. При включении некоторых из них в розетку образуется достаточно мощный бросок тока, который может сжечь розетку и выключить защитный автомат. Поэтому рекомендуется подключать такой сварочный аппарат к щитку. Подробная схема подключения сварочного трансформатора показана на рис. 4.
Обязательно выполняйте эти правила во время работы. При их несоблюдении вы рискуете получить травмы, которых можно было бы с легкостью избежать. В результате неправильного подключения сварочного аппарата можно получить удар током, возможны снижение качества сварки, возгорание и т.д.
Вернуться к оглавлению
Возможные проблемы после подключения
Рисунок 4. Схема подключения сварочного трансформатора.После подключения сварочного аппарата могут возникать различные проблемы, к которым нужно быть готовым и знать, как от них избавиться. Если имеет место сильный нагрев обмоток и гудение, то причина кроется в витковом замыкании в первичных обмотках. В этом случае придется полностью или частично перемотать обмотки.
Сварочные трансформаторы могут давать слишком большой ток по причине короткого замыкания в обмотке регулятора или во вторичной обмотке. Для устранения неисправности нужно ликвидировать замыкание в обмотках или выполнить перемотку.
Если при воздействии регулятором не происходит уменьшения сварочного тока, то причина, как правило, в замыкании между зажимами регулятора.
Во время работы с аппаратом вы можете услышать нехарактерный для него гул. Обычно он появляется по причине ослабления натяжения пружины или из-за поломки провода.
https://moyakovka.ru/youtu.be/UX81XigBgBY
Причиной слишком сильного нагрева контактов в соединениях обычно являются нарушения электрического контакта. Избавиться от этой неисправности можно путем переборки перегревающихся соединений. Контактные поверхности зачищаются и плотно пригоняются. Выполняется затяжка до отказа зажимов. Удачной работы!
Подключение сварочного аппарата (схема подключения сварочного аппарата). Как выбрать сварочный аппарат и кабель к нему | Полезные статьи
Как правильно подключить кабели к сварочному инвертору
Сварочный аппарат – это оборудование, с помощью которого можно преобразовать ток и напряжение, которые необходимы для получения дуги между электродом и свариваемым металлом. В первую очередь, в процессе качественной работы сварочного аппарата, основным фактором является его мощность. Так, например, для сварки решеток или заборов, достаточно будет электрода до 4 мм, сварочный ток будет колебаться в пределах 180-220 ампер. Существенную роль играет и напряжение холостого хода (Ux.x.). Считается, чем выше напряжение, тем проще разжечь дугу. Зачастую напряжение холостого хода составляет 30-80 В. Так же сварочный аппарат, имеет рычаг регулировки тока, при помощи которого можно увеличить или уменьшить ток. В основном, сварочные аппараты рассчитаны на 220 или 380 В, и это необходимо учитывать при подключении сварочного аппарата. Если у вас однофазный сварочный аппарат, то сварочный кабель подключают к питающему автомату в следующем порядке – одну жилу на фазу, вторую на нейтраль, а третью на защитный ноль. Так же производится и подключение кабелей если у вас трехфазный сварочный инвертор, но с одним условием — используется 5-ти жильный кабель, 3 жилы которого подключаются к клеммам L1, L2 и L3.
Удлинить сварочный кабель на инверторе можно, учитывая потери напряжения и, соответственно, силу тока. Чем длинней кабель, тем больший ток нужно устанавливать на выходе. В техдокументации некоторых аппаратов указан категорический запрет на удлинение сварочного кабеля. При подключении кабелей к сварочному аппарату Ресанта нужно это иметь в виду. На практике же работы других аппаратов не заметно ухудшений при удлинении кабелей до 5-6 метров. Это связано с запасом мощности и ресурсом, заложенными производителями в сварочный аппарат. В любом случае, соединения на сварочном кабеле не допускаются. Короткий кабель заменяется более длинным отрезком с соответствующими заделками.
Как выбрать сварочное оборудование
На сегодняшний день, производители предлагают большой выбор сварочного оборудования. И что бы выбрать оптимальный вариант, необходимо, как минимум иметь понятие, какие аппараты бывают, на какие характеристики следует обратить внимание, и что необходимо знать, для правильного подключения приобретенного аппарата.
Ассортимент сварочных аппаратов огромен, но основной выбор состоит из:
• сварочных трансформаторов;
• сварочных выпрямителей;
• инверторов.
Бытует совсем неверное утверждение, что чем тяжелей и больше аппарат, тем лучше — габариты и вес не определяют его функциональных возможностей. Вес обычного трансформатора не превышает 30 кг, сварочного выпрямителя — 20 кг, а инвертора — 10 кг. Естественно и цены на аппараты будут разные.
Одно из основных условий, на которое необходимо обратить внимание, это параметры при сварочном токе, ПВР (процент времени работы) или ПВ (продолжительность включения). Для отсчета времени ориентируются на интервал 15 минут. Достаточно удобной опцией розжига дуги, обладает большее количество устройств. Что касается аппаратов с выпрямлением сварочного тока, то они производят весьма качественный шов, имеют функции пуска двигателя, заряд аккумулятора, нагревают и рихтуют металл с помощью угольного электрода.
Часто возникает вопрос, можно ли подключать сварочный аппарат через счетчик? Нужно учесть, что новые бытовые счетчики рассчитаны на ток в 40-50 ампер, а это равняется ~8 кВт активной мощности. Следовательно, необходимо подбирать сварочный аппарат, который будет потреблять ток менее указанного на счетчике и номинала вводного автоматического выключателя. Если номинальный ток сварочного аппарата будет выбран правильно, то электрический счетчик не пострадает.
Кабель для сварочного аппарата (кабель для сварки).
Для продуктивной работы сварочного аппарата, необходимо выбирать сварочный кабель, что бы его площадь сечения, длина и падение напряжения сварочного контура не превышало 2 Вт. Сварочный кабель КГ представляет собой изолированный гибкий токопроводник с одной или несколькими жилами, сплетенными из медных проволок различных диаметров (от 0,18 мм до 0,2 мм). Такой кабель выполняет функцию подвода тока от сварочного аппарата или источника напряжения к приспособлению, с помощью которого удерживается электрод.
В заключение нужно отметить, чтобы ваше сварочное оборудование работало бесперебойно и оправдало свой эксплуатационный срок, необходимо выбирать сварочный кабель в соответствии с техническими характеристиками сварочного аппарата.
Исходя из технических данных сварочного аппарата, можно подобрать необходимое сечение кабеля для сварки, выбрав его из нижеприведенной таблицы:
Допустимая токовая нагрузка в зависимости от сечения сварочного кабеля
Как правильно подключить сварочный трансформатор, схемы
Электросварочное оборудование должно быть надежно заземлено. На кожухах трансформаторов имеются специальные болты с надписью «Земля». Помимо этого, у сварочных трансформаторов заземляют зажимы вторичных обмоток. Схема подключения сварочного трансформатора показана на рисунке.
Схема подключения сварочного трансформатора к сварочному посту: 1 — сварочный пост, 2 — шланговый трехжильный кабель с заземляющей жилой, 3 — сварочный трансформатор, 4 — регулятор, 5 — заземляющие зажимы корпуса, 6 — шланговый одножильный кабель, 7 — электрододержатель, 8 — заземляющие провода
Перед пуском у трансформатора необходимо проверить соответствие напряжения его первичной обмотки подводимому напряжению сети. До включения трансформаторов сварочная цепь должна быть разомкнута.
Трансформаторы следует подключать к питающей сети отдельными рубильниками.
Расстояние от сети до сварочного аппарата должно быть наименьшим. Сечения проводов, присоединяемых к вторичным цепям трансформаторов или к выводам сварочных генераторов, выбирают по таблице.
| Сечение провода, мм2 | Наибольшая допустимая сила тока, А | Сечение провода, мм2 | Наибольшая допустимая сила тока, А |
| 16 | 100 | 70 | 270 |
| 25 | 140 | 95 | 330 |
| 35 | 170 | 120 | 380 |
| 50 | 215 | 150 | 440 |
Для подвода тока к электрододержателю применяют изолированные гибкие провода в защитном шланге длиной не менее 3 м. Их сечения выбирают по таблице.
Нормы нагрузок на гибкие сварочные провода, присоединяемые к электрододержателю.
| Наибольшая допустимая сила тока, А | Сечение провода, мм2 | |
| одинарного | двойного | |
| 200 | 25 | |
| 300 | 50 | 2х16 |
| 450 | 70 | 2х25 |
| 600 | 95 | 2х35 |
В качестве обратного провода для соединения свариваемого изделия с источником сварочного тока могут служить стальные шины остаточного сечения, различные стальные конструкции, сама свариваемая конструкция и т. д. Не разрешается использовать в качестве обратного провода сети заземления, а также металлические конструкции зданий, оборудодования и т. д.
Падение напряжения в питающих соединительных сварочных проводах допускается не более 5% напряжения сети. Если это условие не выдерживается, сечение проводов необходимо увеличить.
Полезные советы по эксплуатации сварочных трансформаторов
Обслуживание сварочных трансформаторов проще, чем сварочных генераторов, и уход за ними сводится к обеспечению надежного заземления корпуса, содержанию всех контактов в хорошем состоянии и периодической проверке сопротивления изоляции обмоток, особенно при работе установки на открытом воздухе.Во время эксплуатации в сварочных трансформаторах могут возникнуть следующие неисправности:
- сильное гудение и нагрев обмоток вследствие виткового замыкания в первичных обмотках. Повреждение устраняют частичной или полной перемоткой обмоток;
- трансформатор дает очень большой ток вследствие короткого замыкания во вторичной обмотке или в обмотке регулятора. Устраняют неисправность ликвидацией замыкания в обмотках или их перемоткой;
- сварочный ток не уменьшается при воздействии регулятора, что может быть вызвано замыканием между зажимами регулятора;
- регулятор при сварке ненормально гудит, это может возникнуть из-за неисправности привода или из-за ослабления натяжения пружины;
- сильный нагрев контактов в соединениях вследствие нарушения электрического контакта; неисправность устраняют переборкой греющихся соединений, зачисткой и плотной пригонкой контактных поверхностей и затяжкой до отказа зажимов.
Как правильно подключить сварочный трансформатор
Электросварочное оборудование должно быть накрепко заземлено. На кожухах трансформаторов имеются особые болты с надписью «Земля». Кроме этого, у сварочных трансформаторов заземляют зажимы вторичных обмоток. Схема подключения сварочного трансформатора показана на рисунке.
Схема подключения сварочного трансформатора к сварочному посту: 1 — сварочный пост, 2
— шланговый трехжильный кабель с заземляющей жилой, 3 — сварочный трансформатор, 4
— регулятор, 5 — заземляющие зажимы корпуса, 6 — шланговый одножильный кабель, 7
— электрододержатель, 8 — заземляющие провода
Перед запуском у трансформатора нужно проверить соответствие напряжения его первичной обмотки подводимому напряжению сети.
До включения трансформаторов сварочная цепь должна быть разомкнута.
Трансформаторы следует подключать к питающей сети отдельными рубильниками.
Расстояние от сети до сварочного аппарата должно быть минимальным.
Сечения проводов, присоединяемых к вторичным цепям трансформаторов либо к выводам
сварочных генераторов, выбирают по таблице.
| Сечение провода, мм2 | Большая допустимая сила тока, А | Сечение провода, мм2 | Большая допустимая сила тока, А |
| 16 | 100 | 70 | 270 |
| 25 | 140 | 95 | 330 |
| 35 | 170 | 120 | 380 |
| 50 | 215 | 150 | 440 |
Для подвода тока к электрододержателю используют изолированные гибкие провода в защитном шланге длиной более 3 м. Их сечения выбирают по таблице.
Нормы нагрузок на гибкие сварочные провода, присоединяемые к электрододержателю.
| Большая допустимая сила тока, А | Сечение провода, мм2 | |
| одинарного | двойного | |
| 200 | 25 | |
| 300 | 50 | 2х16 |
| 450 | 70 | 2х25 |
| 600 | 95 | 2х35 |
В качестве оборотного провода для соединения свариваемого изделия с источником сварочного тока могут служить железные шины остаточного сечения, разные железные конструкции, сама свариваемая конструкция и т. д. Не разрешается использовать в качестве оборотного провода сети
заземления, также железные конструкции построек, оборудодования и т. д.
Падение напряжения в питающих соединительных сварочных проводах допускается менее 5% напряжения сети. Если это условие не выдерживается, сечение проводов нужно прирастить.
Полезные советы по эксплуатации сварочных трансформаторов
Сервис сварочных трансформаторов проще, чем сварочных генераторов, и уход за ними сводится к обеспечению надежного заземления корпуса, содержанию всех контактов в неплохом состоянии и повторяющейся проверке сопротивления изоляции обмоток, в особенности при работе установки на открытом воздухе.
Во время эксплуатации в сварочных трансформаторах могут
появиться последующие неисправности:
- сильное гудение и нагрев обмоток вследствие виткового замыкания в
первичных обмотках. Повреждение избавляют частичной либо полной перемоткой обмоток; - трансформатор дает очень большой ток вследствие недлинного замыкания во вторичной обмотке либо в обмотке регулятора.
Избавляют неисправность ликвидацией замыкания в обмотках либо их перемоткой; - сварочный ток не миниатюризируется при воздействии регулятора, что может быть вызвано замыканием меж зажимами регулятора;
- регулятор при сварке ненормально гудит, это может появиться из-за неисправности привода либо из-за ослабления натяжения пружины;
- сильный нагрев контактов в соединениях вследствие нарушения электронного контакта; неисправность избавляют переборкой греющихся
соединений, зачисткой и плотной пригонкой контактных поверхностей и затяжкой
до отказа зажимов.
Сварочный трансформатор: расчет, устройство и схема
Для выполнения электродуговой сварки необходим определенный набор оборудования, в него входит сварочный трансформатор. На рынке существуют производственные и бытовые аппараты, они различаются техническими характеристиками.
Трансформатор для электродуговой сваркиГлавная задача трансформатора –преобразование подаваемого электричества до требуемых параметров.
Взаимодействие компонентов входящих в состав сварочного трансформатора, в результате, приводит генерации сварной дуги, которая располагается между рабочим инструментом и заготовкой.
Устройство сварочного трансформатора и характеристики
Для возникновения дуги, обеспечивающей разогрев и расплавление кромок заготовки, требуется изменить характеристики электричества подаваемого из сети.
Сварочный трансформатор преобразует поступающее электричество следующим образом:
- напряжение снижает;
- силу тока поднимает.
В преобразовании электричества принимают участие следующие узлы:
Устройство сварочного трансформатора
- магнитопровод;
- первая обмотка, собираемая из изолированного кабеля;
- перемещающейся второй обмотки. Ее выполняют из провода без изоляции, это необходимо для повышения тепловой отдачи;
- винтовая пара;
- штурвал для управления винтовой парой;
- клеммники для сварных кабелей.
В состав сварочных агрегатов включают дополнительные компоненты, которые предназначены для совершенствования их работы.
Устройство пускового механизма
Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения.
Устройство пускового механизма трансформатора
Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию.
Устройство магнитопровода
Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки.
Виды магнитопроводов трансформатора
Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.
Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.
Принцип работы сварочного трансформатора
Аппаратура для сварки работает по алгоритму:
- Питание подается на первую обмотку. В ней генерируется магнитный поток, замыкающийся на сердечнике.
- Затем питание направляется на вторую обмотку.
- Магнитопровод, который собран из ферромагнитов, генерирует постоянное магнитное поле. Индуцирующий поток производит ЭДС.
- Разность в числе витков допускает колебание тока с требуемыми для выполнения сварки параметрами. Эти же показатели учитывают при расчетах аппаратуры для сварки.
Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.
Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.
Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки.
Холостой ход
Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.
ЭДС в первой обмотке появляются из-за наличия:
- магнитного потока;
- его рассеивания.
Холостой ход трансформатора
Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.
Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять.
Это позволяет напряжению, которое может появиться на корпусе в результате повреждения изоляции, уйти в землю, не нанеся ни какого вреда рабочему – сварщику.
Схема сварочного трансформатора и ее модификации
Аппаратура для сварки состоит из:
- трансформатора;
- приборы для изменения размера тока.
Для розжига и поддержания дуги необходимо обеспечить наличие индуктивного сопротивления второй обмотки.
Подъем индуктивного сопротивления ведет к тому, что изменяется наклон статистических параметров источника энергии. В результате приводит к постоянству всей системы «источник тока – дуга».
Электрическая схема сварочного трансформатора типа ТДМ
У сварочных аппаратов, работающих под нагрузкой, количество мощности в разы больше, чем потери, которые они несут при работе в холостую.
Сварочная аппаратура с шунтом
Настройка рассеивания магнитного поля осуществляется переменой геометрических параметров пространства между составными частями магнитопровода. В виду того, что магнитная проницаемость железа выше чем у воздуха то придвижении шунта изменяется сопротивление потока, который проходит по воздуху. Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода.
Сварочная аппаратура с шунтом
Трансформаторы этого типа изготавливают для решения производственных задач.
Сварочные трансформаторы с секционными обмотками
Такая аппаратура производилось в ХХ века для решения производственных и бытовых задач. В них реализовано несколько степеней настройки количества витков в обеих катушках.
Секционная обмотка трансформатора
Тиристорные сварочные трансформаторы
Для настройки напряжения и тока применяют фазовый сдвиг тиристора. При этом происходит изменение среднего значения напряжения.
Для работы однофазной сети нужны два тиристора, включенных навстречу друг другу. Причем их настройка должно быть синхронной и симметричной. Трансформаторы на основании полупроводников (тиристоров) обладают жесткой статической характеристикой. Ее регулировка производится по напряжению при помощи тиристоров.
Тиристоры хороши для настойки напряжения и тока в электрических цепях переменного характера, дело в том, что закрытие происходит при изменении полярности.
В схемах с постоянным током для закрытия тиристоров применяют резонансные схемы. Но это сложно, дорого и накладывает определенные сложности на возможность регулирования.
Тиристорные сварочные трансформаторы
В полупроводниковых трансформаторах тиристоры монтируют в первой обмотке, тому есть две причины:
- Вторичные токи в сварочных источниках значительно больше, чем предельный ток тиристоров, он достигает 800 А.
- Высокий КПД так как потери на падении напряжения в открытых вентилях в первой обмотке в отношении рабочего ниже в несколько раз.
В современных устройствах используют обмотки из алюминия, для повышения надежности конструкции к ним на концах приварены медные накладки.
Отличия и разновидности оборудования
На производстве применяют следующие виды сварочных аппаратов:
Разновидности сварочного оборудования
- трансформаторы;
- выпрямители;
- инверторы.
Ещё выделяют:
- полуавтоматы;
- генераторы — сварочные аппараты с бензиновым или дизельным электрогенератором;
- и прочие промышленные аппараты.
Сварочные трансформаторы
Так называют устройство, которое предназначено для преобразования переменного тока получаемого из сети в напряжение необходимо для выполнения электрической сварки.
Сварочный трансформатор
Ключевым узлом этого устройства является трансформатор, который понижает сетевое напряжение до уровня холостого хода.
Достоинства и недостатки сварочных трансформаторов
К несомненным преимуществам этого оборудования относят довольной высокий КПД от 70 до 90%, простоту работы и высокую ремонтопригодность. Кроме этого аппараты этого класса отличает невысокая стоимость.
Вместе с тем, аппараты этого типа иногда не в состоянии обеспечить постоянство горения дуги. Это обусловлено характеристиками переменного тока. Для получения качественной сварки целесообразно применять электроды, адаптированные для работы с переменным током. Кроме того, на качестве сварки отрицательно сказываются и колебания напряжения на входе.
Аппараты этого типа нельзя применять для работы с нержавейкой и цветными металлами. Высокий вес аппарата и его габариты вызывают ряд сложностей при его транспортировке с места на место.
Но надо отметить, что сварочный трансформатор – это не плохой выбор для домашних нужд.
Сварочные выпрямители
Аппаратура, которое преобразует переменное напряжение, поступающее из сети питания в постоянное, необходимое для выполнения электросварочных работ.
На практике применяют несколько схем выпрямителей, в которых реализованы разные методы получения выходных параметров напряжения и тока. Применяют разные способы регулировки параметров тока и вольт-амперной характеристики.
Сварочные выпрямители
В эти способы входят:
Изменение настроек трансформатора, применение дросселя, настройка с помощью полупроводников (тиристоров и транзисторов). В самых простых аппаратах для регулирования тока применяют трансформатор, а для его выпрямления диодные схемы. В силовую часть такого оборудования входят трансформатор, выпрямитель, дроссель.
Достоинства и недостатки сварочных выпрямителей
Главное достоинство выпрямителей, если сравнивать их с трансформаторами, заключено в том что, для сварки применяют постоянный ток. Это обеспечивает качество розжига и поддержания параметров дуги и это соответственно приводит к качеству сварного шва. Применение выпрямителя позволяет сваривать не только обыкновенные стали, но обрабатывать нержавейку и цветные металлы. Кроме того, надо учесть и то, что сваривание с применением выпрямителя обеспечивает малое количество брызг.
По сути, описанные достоинства дают однозначный ответ на вопрос – какой аппарат выбрать трансформатор или выпрямитель, но разумеется нельзя забывать и стоимости этого оборудования.
Выпрямители имеют и отдельные недочеты – большой вес конструкции, потеря мощности, падение напряжения в сети во время проведения сварочных работ. Кстати, все сказанное в полной мере относится и к трансформаторам.
Сварочные инверторы
Аппаратура этого типа предназначено для преобразования постоянного тока в переменный. Инвертор работает следующим образом. Ток, с частотой в 50 Гц, попадает на выпрямитель. На нем он, пройдя, через фильтр сглаживается и преобразуется в переменный. Частота такого тока оставляет несколько килогерц. Современные схемы позволяют получать ток с частотой 100 Гц. Этот этап преобразования, является самым важным в работе инвертора и это позволяет добиться существенных преимуществ в сравнении с другими моделями сварочного оборудования.
После этого, полученное высокочастотное напряжение роняют до значения холостого хода. А ток вырастает до размеров достаточных для выполнения сварочных работ, то есть до величины 100 – 200 А.
Схема инвертора и комплектующие используемые в работе позволяют создавать сварочные аппараты с малым весом и высокими техническими характеристиками.
Предприятия – производители выпускают аппараты для выполнения сварки:
- в ручном режиме;
- неплавящимся электродом в аргонной среде;
- в полуавтоматическом режиме под защитой газов и многие другие.
К несомненным достоинствам этого класса оборудования можно отнести – малый вес и габариты. Это позволяет передвигать инвертор на строительной или производственной площадке без особых сложностей.
В составе инвертора нет трансформатора и это позволило избежать потерь на нагрев обмоток и перемагничивания сердечника и получить высокий КПД. При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт.
Схема инверторного сварочного аппарата
Схемы применяемые в инверторах позволяют генерировать практически все параметры вольт-амперных характеристик – это говорит о том, что аппараты этого типа допустимы для применения во всех видах сварочных работ. Кроме того, инверторы обеспечивают работу с легированными, нержавеющими сталями и цветными металлами.
Инверторная схема не нуждается в частых и длительных перерывах в работе.
Конструкция инвертора позволяет выполнять плавную регулировку режимов сварки во всем диапазоне токов и напряжений, необходимых для выполнения сварочных работ. Инвертор обладает широким диапазоном токов от нескольких единиц до сотен тысяч. В быту применяют аппараты, которые позволяют варить металл относительно тонкими электродами до 3 мм. Применение аппаратов такого уровня позволяет формировать шов в различных положениях и обеспечить минимальное количество брызг расплавленного металла, возникающих при сварочных работах.
Инверторные сварочные аппараты
Инверторные сварочные аппараты, производимые в наши дни, по большей части имеют микропроцессорное управление. Оно позволяет:
- обеспечить рост тока при розжиге дуги;
- минимизировать залипание электрода и детали и еще ряд функций облегчающих работу сварщика.
После выполнения сварки с помощью трансформатора или выпрямителя, работа с инвертором может с полным основанием считаться праздником.
Между тем инверторы обладают рядом недостатков. В частности, ремонт инвертора может обойтись в копеечку. Кроме того, у аппаратов инверторного типа повышенные требования к условиям хранения. Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники.
На что обращать внимание при выборе
Надо понимать, что выбор сварочного оборудования это непростая задача и решают ее в несколько этапов.
- Необходимо знать марку свариваемых материалов и вид требуемого шва. Так, для обработки стали или нержавейки достаточно аппарата обеспечивающего ручную дуговую сварку. Для сварки обыкновенной стали можно использовать аппараты с переменным и постоянным током. Для работы с нержавеющей сталью необходимо использовать аппараты постоянного тока. Рабочие характеристики сварочного трансформатора позволяют работать с разными материалами.
- В зависимости от размера тока, аппараты в 200 А, относят к бытовым, а в 300 к профессиональным.
- В зависимости от типа работы – полуавтоматы, обладающие сложной конструкцией и довольно высокой стоимостью, показывают высокую производительность и простоту в управлении.
- Инверторы обладают малыми габаритами и весом и широкой возможностью настроек.
- Немаловажное значение имеет место выполнения работ, в частности, климатические условия.
- Само собой, принимая решение о выборе аппарата необходимо обращать внимание на компанию – производителя.
Возможные неисправности и ремонт
Сварочная аппаратура, как и любое техническое устройство, всегда может выйти из строя. Существуют некоторые признаки, по которым можно определить возникшие неисправности.
Возможные неисправности
Например, при проведении сварки, постоянно происходит залипание электрода. Это может быть вызвано низким напряжением, неправильной настройкой тока, неправильным выбором электрода и рядом других причин.
Отсутствие дуги может быть вызвано перебитым кабелем, перегревом сварочного оборудования и множеством других причин.
Для ремонта сварочного трансформатора необходимо обладать определенными знаниями, то есть необходимо умение читать принципиальные электрические схемы и навык выполнения электромонтажных работ. Именно поэтому имеет смысл при возникновении неисправностей обращаться в мастерскую по их ремонту и обслуживанию.
Как правильно смонтировать трансформатор
Сварочную аппаратуру необходимо надежно заземлить. Для облегчения жизни, на трансформаторов устанавливают специальные болтовые зажимы с сопроводительной надписью «ЗЕМЛЯ».
Классификация по различным признакам
Сварочная аппаратура классифицируется по следующим признакам – по фазам, по применяемости.
На практике применяют одно и трехфазные сварочные аппараты. Однофазные аппараты, по большей части применяют для выполнения сварочных работ переменным током. Трехфазные применяют на строительных и производственных.
К однофазным относятся аппараты марки ТД. По сути, это трансформаторы с хорошим магнитным рассеиванием и перемещающимися обмотками. Их снабжают механическими регуляторами, выполненными в виде винтовых.
Трехфазные аппараты применяют для сварки трехфазной дугой. Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами.
Трехфазный сварочный трансформатор
Трехфазные аппараты применяют для организации многопостовой сварки. В частности, использование такого оборудования позволяет использовать как минимум два электрода одновременно. В конструкцию аппарата вносят некритичные изменения. Такое применение аппаратуры позволяет поднять экономический эффект от сварочных работ.
Устройство сварочного трансформатора ТДМ
Трансформатор ТДМ включает в свой состав следующие части:
Устройство сварочного трансформатора ТДМ
- металлический корпус;
- клеммы для сварочных;
- штурвал для настройки аппарата;
- магнитопровод;
- первая обмотка;
- вторая обмотка;
- винтовую пару для перемещения частей обмоток.
Принцип работы трансформатора ТДМ
Как уже отмечалось в конструкцию аппарата ТДМ входит магнитопровод, представленный в виде набор стальных пластин и изолированных обмоток. Ток, подаваемый из сети электропитания, попадает на первичную обмотку. В это время вторая обмотка, которая является перемещаемой, должна быть подключена к сварочному электроду и обрабатываемой деталью.
Между обмотками существует зазор, который и определяет параметры сварочного тока и напряжения. Чем больше размер зазора, тем больше сварочный ток. Это достигается за счет рассеивания магнитного поля.
Сварочный трансформатор своими руками
Для изготовления сварочного аппарата своими руками надо понимать его базовые принципы работ. Первым делом необходимо определиться с параметром мощности тока. Для сварки массивных заготовок будет востребована высокая мощность генерируемого тока.
Кроме того, нельзя забывать и о том, что этот параметр жестко связан с тем, какие электроды будут использоваться во время работы. Для работы с металлом от 3 до 5 мм, необходимо использовать электроды 3 – 4 мм. Если толщина металла менее 2 мм, то вполне достаточно электродов 1,5 – 3 мм.
Другими словами, если планируется использование электродов толщиной 4 мм, то сила тока должна составлять 150 – 200 А, а электроды в 2 мм, сила тока должна составлять 50 – 70 А.
Дуга формируется за счет использования трансформатора, состоящего из обмоток и магнитопровода.
Расчет сварочного трансформатора
У каждого типа сварки свои требования к трансформационным устройствам. Базовый расчет выполняют на основании разности количества витков на первичной и вторичной обмотке. Для понижающего оборудования работает следующее правило – если существует необходимость снижения напряжения в 10 раз, то количество витков на вторичной обмотке должно быть в 10 раз меньше. Надо отметить, что это правило имеет обратную силу.
У каждого трансформатора имеется так называемый коэффициент трансформации. Он показывает размер масштаба силы тока при переходе с первичной обмотки на вторичную. Руководствуясь этим принципом можно выполнить расчет сварочного трансформатора пригодного для любого типа сварки.
Как подключить сварочный аппарат на 380 вольт
Сварка – ответственный и потенциально опасный процесс, при выполнении которого нужно учитывать множество факторов, соблюдать технологию и правила безопасности. Неправильное подключение сварочного аппарата 380 Вт – причина резких скачков напряжения, что приводит к выходу из строя бытовых приборов, «прилипанию» электрода и несчастным случаям.
Требования к проводке и розеткам
Таблица требуемых технических характеристик для сварочного аппарата
По принципу действия сварочный аппарат – это преобразователь тока в сварочную дугу. Диапазон рабочего тока (мощность оборудования) – основная характеристика прибора, определяющая его технические параметры. Она должна соответствовать возможностям электросети здания. Чтобы это определить, напряжение в сети умножают на предельно допустимое значение тока (указывается на автомате вводного щитка). Сравнивают полученное значение с данными в техпаспорте оборудования.
От бытовой розетки на 220 В можно запитать только инверторный прибор, который является более совершенным аппаратом со многими настройками и параметрами безопасности. При этом она должна быть со встроенным тугоплавким предохранителем или автовыключателем. В старых домах проводка рассчитана на максимальный ток 10 А, а при пуске прибора происходит скачок до 40 А – в таких зданиях нужно присоединяться к щитку.
Трансформаторный прибор, который предназначен для работы от 380 В, подключают только через электрощиток. При «слабой» проводке рекомендуется использовать бензогенератор.
Последовательность подключения агрегата
Общая схема подсоединения выполняется в следующей последовательности:
Схема электрических преобразований тока для сварки в инверторе
- Провести необходимые расчёты и убедиться, что подключение оборудования для сварочных работ к сети здания допустимо.
- Проверить автоматы и состояние пробок, убедиться в отсутствии «жучков».
- Выставить значение рабочего напряжения, необходимого для проведения конкретных работ в зависимости от сложности, объёма и вида металла. Настройка регулирует положение сердечника трансформатора.
- Перевести переключатель аппарата в положение 220 В или 380 В.
- При возможности подсоединения на 220 В вставить вилку в розетку.
- Для подключения сварочного аппарата в сеть 380В два питающих конца подаются на «фазу», третий – на «ноль». Рекомендуется использовать промышленную розетку и соответствующую вилку.
Использование удлинителей
Максимальная длина шнура аппарата — не более 2,5 м, для проведения крупных работ её не хватает. В таком случае для подключения сварочного агрегата разрешено применение удлинителя. При его выборе нужно соблюдать следующие требования:
Схемы подключения сварочных аппаратов
- сечение провода должно соответствовать правилу: 1 кв. мм на каждые 8 А;
- общая длина питающего провода – не более 10 м.
Во время работы кабель должен быть полностью развёрнут, что предотвратит его перегревание и образование индуктивного сопротивления. Нужно избегать промежуточных соединений – через них происходят большие потери тока. Категорически исключено применение повреждённых проводов.
Соблюдение требований и стандартов при подсоединении гарантирует последующее безопасное и эффективное использование оборудования.
Видео по теме: Как из 380 получается 220 и куда подключать заземление
Подключение сварочного аппарата 380в схема
Описание подключения сварочного аппарата 380В
Сегодня мы поговорим о том, как самостоятельно осуществить подключение сварочного аппарата 380В для его дальнейшего использования. Сразу стоит предупредить, что если сварочный аппарат будет использоваться в домашних условиях, то очень важно знать, какую нагрузку смогут выдержать автоматы в электросети вашего дома или квартиры. И только после этого уже выбрать инвертор нужного типа и мощности. При выборе сварочного аппарата, конечно же, нужно учитывать многие важные характеристики. Мы опишем основные моменты, на которые обязательно нужно обращать внимание при выборе этого достаточно дорогостоящего оборудования. Важно подобрать такой агрегат, чтобы с его помощью можно было выполнять максимум задач, но и чтобы по стоимости он соответствовал заявленным параметрам. Итак, на чем же все-таки стоит акцентировать внимание?
Принципы работы сварочного аппарата 380В.
- Мощность потребляемого тока. К примеру, для того чтобы выполнять сварочные работы дома, достаточно сварочного агрегата мощностью до 5 кВт. Покупка же устройства с более высоким порогом потребляемой энергии будет нерациональной тратой денег.
- Устойчивость к перепадам электроэнергии. Так как в сети электроснабжения часто возникает как резкое падение, так и резкий подъем напряжения тока.
- На какой диапазон напряжения в сети рассчитан подключаемый сварочный аппарат.
После оценки всех перечисленных параметров, а также некоторых других важных условий, вы уже будете знать о том, как правильно подключить сварочный аппарат к электросети. Мы немного постараемся помочь в этом и опишем технические ключевые моменты.
Читайте также:
Как правильно использовать буру.
Способы применения флюса для пайки.
О свойствах канифоли читайте здесь.
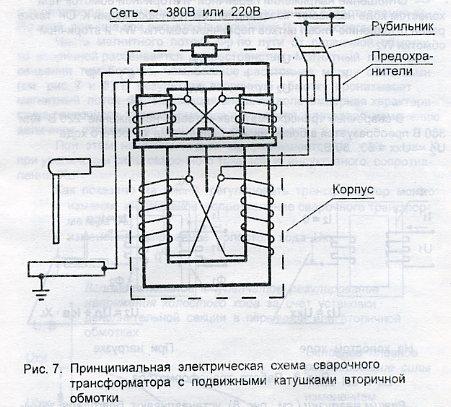
Принципиальная электрическая схема соединения первичных обмоток сварочного аппарата на напряжение: а) 220 В; б) 380 В (вторичная обмотка не указана).
По своей сути, сварочный аппарат является источником инверторного сварочного тока и сварочной дуги. Понятно, что эта дуга возникает между электродом и металлом. А сам аппарат для сварки выступает как преобразователь. Для определения допустимой мощности оборудования для типа электрической проводки в помещении, нужно умножить значение напряжения в сети на максимальное значение тока, которое указано на автомате вводного щитка агрегата для такого рода работ. Для подключения самого агрегата на 380 В к нему надо правильно подключать выходящие контакты.
Важно установить заземление во избежание поражения электрическим током при выполнении сварочных работ.
Схема подключения оборудования для сварочных работ, который используется в быту будет следующей:
- Определить необходимую мощность устройства для выполнения сварки в соответствии с тем, что будет подвергаться сварке.
- Используя ручку регулятора тока, отрегулировать положение сердечника трансформатора. Этими действиями уменьшается или увеличивается сила тока.
- При необходимости установите переключатель на корпусе агрегата в положение 380 В
- Два питающих конца подсоедините к «фазе», а третий конец — к «нулю».
Запомните: толстые концы определяют выход, а тонкие — вход.
Вернуться к оглавлению
Схема подключения сварочного аппарата 380В.
В стандартной комплектации такие аппараты имеют электрошнур длиной от 1,8 м и до 2,5 м. Но этой длины сетевого провода может не хватить для проведения работ по сварке металлических поверхностей. Но как подключить сварочный агрегат в таком случае?
В таких ситуациях используют удлинители. Но бесконтрольно их использовать достаточно опасно, требуются предварительные подсчеты. Так, при сечении провода в 1,5 кв.мм максимальный ток, который можно пропускать по такому проводу, 16 А.
Немаловажная деталь — провод удлинителя нужно всегда разворачивать. Это связано с тем, что так провод под нагрузкой не перегревается и быстрее остывает, а это уменьшает риск возгорания.
К тому же в таком состоянии не образуется дополнительное индуктивное сопротивление.
Выполняя такие несложные требования, вы сможете правильно подключить сварочный аппарат и безопасно выполнять сварку.
Подключение и эксплуатация сварочного аппарата. Подключение сварочного аппарата 380в схема
ГлавнаяСхемаПодключение сварочного аппарата 380в схема
Сегодня мы поговорим о том, как самостоятельно осуществить подключение сварочного аппарата 380В для его дальнейшего использования. Сразу стоит предупредить, что если сварочный аппарат будет использоваться в домашних условиях, то очень важно знать, какую нагрузку смогут выдержать автоматы в электросети вашего дома или квартиры. И только после этого уже выбрать инвертор нужного типа и мощности. При выборе сварочного аппарата, конечно же, нужно учитывать многие важные характеристики. Мы опишем основные моменты, на которые обязательно нужно обращать внимание при выборе этого достаточно дорогостоящего оборудования. Важно подобрать такой агрегат, чтобы с его помощью можно было выполнять максимум задач, но и чтобы по стоимости он соответствовал заявленным параметрам. Итак, на чем же все-таки стоит акцентировать внимание?
Принципы работы сварочного аппарата 380В.
- Мощность потребляемого тока. К примеру, для того чтобы выполнять сварочные работы дома, достаточно сварочного агрегата мощностью до 5 кВт. Покупка же устройства с более высоким порогом потребляемой энергии будет нерациональной тратой денег.
- Устойчивость к перепадам электроэнергии. Так как в сети электроснабжения часто возникает как резкое падение, так и резкий подъем напряжения тока.
- На какой диапазон напряжения в сети рассчитан подключаемый сварочный аппарат.
После оценки всех перечисленных параметров, а также некоторых других важных условий, вы уже будете знать о том, как правильно подключить сварочный аппарат к электросети. Мы немного постараемся помочь в этом и опишем технические ключевые моменты.
Выполнение подключения оборудования для сварочных работ
Принципиальная электрическая схема соединения первичных обмоток сварочного аппарата на напряжение: а) 220 В; б) 380 В (вторичная обмотка не указана).
По своей сути, сварочный аппарат является источником инверторного сварочного тока и сварочной дуги. Понятно, что эта дуга возникает между электродом и металлом. А сам аппарат для сварки выступает как преобразователь. Для определения допустимой мощности оборудования для типа электрической проводки в помещении, нужно умножить значение напряжения в сети на максимальное значение тока, которое указано на автомате вводного щитка агрегата для такого рода работ. Для подключения самого агрегата на 380 В к нему надо правильно подключать выходящие контакты.
Важно установить заземление во избежание поражения электрическим током при выполнении сварочных работ.
Схема подключения оборудования для сварочных работ, который используется в быту будет следующей:
- Определить необходимую мощность устройства для выполнения сварки в соответствии с тем, что будет подвергаться сварке.
- Используя ручку регулятора тока, отрегулировать положение сердечника трансформатора. Этими действиями уменьшается или увеличивается сила тока.
- При необходимости установите переключатель на корпусе агрегата в положение 380 В
- Два питающих конца подсоедините к «фазе», а третий конец — к «нулю».
Запомните: толстые концы определяют выход, а тонкие — вход.
Вернуться к оглавлению
Использование удлинителей шнура для сварочного агрегата
Схема подключения сварочного аппарата 380В.
В стандартной комплектации такие аппараты имеют электрошнур длиной от 1,8 м и до 2,5 м. Но этой длины сетевого провода может не хватить для проведения работ по сварке металлических поверхностей. Но как подключить сварочный агрегат в таком случае?
В таких ситуациях используют удлинители. Но бесконтрольно их использовать достаточно опасно, требуются предварительные подсчеты. Так, при сечении провода в 1,5 кв.мм максимальный ток, который можно пропускать по такому проводу, 16 А.
Немаловажная деталь — провод удлинителя нужно всегда разворачивать. Это связано с тем, что так провод под нагрузкой не перегревается и быстрее остывает, а это уменьшает риск возгорания.
К тому же в таком состоянии не образуется дополнительное индуктивное сопротивление.
Выполняя такие несложные требования, вы сможете правильно подключить сварочный аппарат и безопасно выполнять сварку.
expertsvarki.ru
Сварка – ответственный и потенциально опасный процесс, при выполнении которого нужно учитывать множество факторов, соблюдать технологию и правила безопасности. Неправильное подключение сварочного аппарата 380 Вт – причина резких скачков напряжения, что приводит к выходу из строя бытовых приборов, «прилипанию» электрода и несчастным случаям.
Требования к проводке и розеткам
Таблица требуемых технических характеристик для сварочного аппарата
По принципу действия сварочный аппарат – это преобразователь тока в сварочную дугу. Диапазон рабочего тока (мощность оборудования) – основная характеристика прибора, определяющая его технические параметры. Она должна соответствовать возможностям электросети здания. Чтобы это определить, напряжение в сети умножают на предельно допустимое значение тока (указывается на автомате вводного щитка). Сравнивают полученное значение с данными в техпаспорте оборудования.
От бытовой розетки на 220 В можно запитать только инверторный прибор, который является более совершенным аппаратом со многими настройками и параметрами безопасности. При этом она должна быть со встроенным тугоплавким предохранителем или автовыключателем. В старых домах проводка рассчитана на максимальный ток 10 А, а при пуске прибора происходит скачок до 40 А – в таких зданиях нужно присоединяться к щитку.
Трансформаторный прибор, который предназначен для работы от 380 В, подключают только через электрощиток. При «слабой» проводке рекомендуется использовать бензогенератор.
Последовательность подключения агрегата
Общая схема подсоединения выполняется в следующей последовательности:
Схема электрических преобразований тока для сварки в инверторе
- Провести необходимые расчёты и убедиться, что подключение оборудования для сварочных работ к сети здания допустимо.
- Проверить автоматы и состояние пробок, убедиться в отсутствии «жучков».
- Выставить значение рабочего напряжения, необходимого для проведения конкретных работ в зависимости от сложности, объёма и вида металла. Настройка регулирует положение сердечника трансформатора.
- Перевести переключатель аппарата в положение 220 В или 380 В.
- При возможности подсоединения на 220 В вставить вилку в розетку.
- Для подключения сварочного аппарата в сеть 380В два питающих конца подаются на «фазу», третий – на «ноль». Рекомендуется использовать промышленную розетку и соответствующую вилку.
Использование удлинителей
Максимальная длина шнура аппарата — не более 2,5 м, для проведения крупных работ её не хватает. В таком случае для подключения сварочного агрегата разрешено применение удлинителя. При его выборе нужно соблюдать следующие требования:
Схемы подключения сварочных аппаратов
- сечение провода должно соответствовать правилу: 1 кв. мм на каждые 8 А;
- общая длина питающего провода – не более 10 м.
Во время работы кабель должен быть полностью развёрнут, что предотвратит его перегревание и образование индуктивного сопротивления. Нужно избегать промежуточных соединений – через них происходят большие потери тока. Категорически исключено применение повреждённых проводов.
Соблюдение требований и стандартов при подсоединении гарантирует последующее безопасное и эффективное использование оборудования.
Видео по теме: Как из 380 получается 220 и куда подключать заземление
specnavigator.ru
Чтобы процесс сварки проходил как можно более безопасно и во время него не возникало ни каких серьезных проблем, следует разобраться с тем, как подключить сварочный аппарат. Для этого требуется учесть несколько основных факторов, таких как место расположения. Тип аппарата, место нахождения вентиляции и прочее. Вентиляция является одним из самых важных моментов при размещении инвертора, так как они сильно подвержены перегреванию. Также нужно обратить внимание на контакт с пылью. Таким образом, подключение сварочного аппарата может стать непростым процессом для новичков.
Подключение сварочного аппарата к генератору 220 В
Основные рекомендации и техника безопасности
Подключение сварочного аппарата начинается с проверки параметров сети. Оно должно совпадать с тем, которое указано на корпусе техники, так как в ином случае ее нельзя будет использовать. Здесь необходимо соблюдать устройства правильных соединений. Тут необходимо использовать заземление и провода фазы, которые могут состоять из одной фазы или двух фаз и нейтрали.
Если в модели имеется функция самостоятельного регулирования входного напряжения, то ее следует поставить в то положение, значение которого будет соответствовать напряжению в сети. Для фиксации положения, как правило, используется закрепляющий винт.
Аппарат в сеть подключается при помощи обыкновенной штепсельной вилки. Она должна быть в исправном состоянии и соответствовать температурным нормам, так как во время работы будет происходить нагрев. В вилке должно быть заземление, к которому подключается специальный кабель. Также нужно соединить кабель «земли» с соответствующей клеммой. Соединение должно происходить недалеко от будущего шва, но на безопасном расстоянии. Для закрепления на металлической поверхности используется специальный зажим.
Пошаговая инструкция по подключению сварочного аппарата
Если вы не знаете, как подключить сварочный аппарат, то следует выполнить указанную ниже последовательность действий. Естественно, что перед подключением, нужно в очередной раз проверить целостность самого аппарата, работоспособность комплектующих, а также узнать рабочее напряжение. Для подключения следует иметь такие вещи как:
- Сварочный аппарат;
- Удлинитель;
- Переходник.
Пошаговая последовательность подключения выглядит следующим образом:
- Подготовка вилки для подключения, которая должна обладать определенным набором параметров, соответствующим необходимой термопропускной способности;
- Выбирается розетка, в которой есть предохранитель или автоматический выключатель;
- Обратный кабель подключается к клемме;
- Кабель с держателем подключается к электроду с помощью зажима.
Только после завершения всех этих процедур технику можно подключать к сети. Практически все модели обладают короткими проводами, так что для их подключения нужно применять дополнительный удлинитель. Провод в нем должен быть достаточно большим, чтобы выдержать заданный уровень напряжения.
Схема подключения сварочного аппарата
Особенности подключения в зависимости от типа аппарата
Естественно, что мини сварочный аппарат и большая профессиональная модель будут иметь свои особенности. Если вам требуется подключить сварочный инвертор с двумя фазами, то здесь соединение проводов будет идти в индивидуальной последовательности. Первый провод пускается сразу на фазу. Второй провод соединяется с нейтральным выходом. Третий провод соединяется с защитой.
Если приходится подключать трехфазный аппарат, то здесь уже нет обязательной последовательности. Одним из главных правил как подключить сварочный аппарат является соединение двух первых проводов к любым фазам, а одного к защите.
Для специалистов очень важно знать все особенности подключения различных аппаратов, особенно таких как сварочный трансформатор. Если применяется именно такая техника, то здесь требуется учитывать ряд специальных требований. Ведь трансформатор предназначается для работ в широком диапазоне параметров сварочного тока. Это приводит к тому, что в сети появляется резкий скачок тока. Из-за этого может выключиться защитный автомат или сгореть розетка. Такая разновидность техники подключается к щитку.
Невыполнение вышеуказанных правил может привести к серьезным поломкам техники, а также представляет риск для жизни и здоровья людей. Предварительная проверка помогает не только избежать ненужных травм, но и обеспечивает хорошие стабильные режимы сварки, не говоря уже о пожароопасной ситуации.
Подключение инверторного сварочного аппарата является наиболее простым из всей серии, так как большинство из них просто включаются в обыкновенную розетку без дополнительных клемм, заземлений и прочего. Единственным вопросом, который может возникнуть, как подключать сварочные провода к сварочному инвертору. Здесь также все предельно просто, так как держатель ставится на одну клемму, а зажим – на вторую. На большинстве моделей даже указываются соответствующие значки, чтобы нельзя было перепутать.
Варианты подключения сварочного аппарата в сеть
Возможные проблемы при подключении
Когда была совершена правильная настройка сварочного аппарата, но все равно могут возникать какие-либо неполадки. Одними из наиболее распространенных проблем является сильное гудение трансформатора, которое зачастую сопровождается перегревом обмоток, так что даже принудительная и естественная вентиляция не справляется. Причина неполадки здесь кроется в витковом замыкании, которое происходит в первичной обмотке. Единственным решением такой проблемы является перемотка обмотки, которая может пройти частично или полностью.
Когда сварочный аппарат присоединяют в сеть, то они могут давать слишком высокий ток. В этом также кроется причина короткого замыкания, но на этот раз ее локацией становится вторичная обмотка или обмотка регулятора. Чтобы исправить ситуацию здесь также требуется перемотка или ликвидация замыкания.
Если при необходимости снизить величину тока, ничего не выходит и регулятор крутится впустую, то здесь явно проблема с зажимами регулятора.
Периодически может возникать гул на аппарате, который не характерен для нормальной работы. Такая ситуация может возникать из-за ослабления пружины или по причине поломки провода.
Может возникнуть, что аппарат не включается. Здесь нужно проверить все контакты соединения, так как может быть переломлен контакт, что-то отсоединено и так далее. Все осмотры должны проводиться только при полном отключении от сети.
Таким образом, следует знать не только, как подключить инверторный сварочный аппарат, но и как справиться с его неполадками.
Видео: подключение сварочного аппарата к генератору
svarkaipayka.ru
Сварочный аппарат – это преобразователь напряжения и тока, которые необходимы дляполучения дуги между электродом и металлом. Производители сварочныхаппаратов стараются создать как можно лучшие условия специалисту при егоработе.
Прежде всего, в работе играет играет роль диапазон сварочного тока (образноговоря, мощность аппарата). Для сварки заборов, решеток и др. конструкцийдостаточно электрода до 4 мм, и сварочный ток в этом случае будет колебатьсяв пределах 180-220 А. Также играет роль Ux.x. (напряжениехолостого хода), чем оно выше, тем легче зажечь дугу. Обычно оносоставляет 35-80 В. Но многие аппараты уже имеют функцию поджига дуги,что удобно. Если в аппарате существует функция выпрямления сварочноготока, то шов будет качественнее и ровнее.
У сварочного аппарата есть ручка для регулировки тока (утрансформатора регулируется сердечник), ток уменьшается илиувеличивается. На вторичной обмотке сварочного трансформатора меньшевитков чем на первичной, это необходимо для увеличения тока.
При подключении сварочного аппарата необходимо посмотреть, на какоенапряжение он рассчитан, если и на 220 В и на 380 В, надо переключитьсоответствующий переключатель.
Для подключения сварочного аппарата на 220В в сеть 380В необходимо подключить кпитающему автомату один провод на фазу, другой на нейтраль, третий проводподключить к защитному нулевому проводнику для защиты корпуса. Для подключениябытового сварочного аппарата на 380 В к автомату (необходимо убедиться, что автомат по номинальному току достаточен для работы сварочного аппарата) подключить питающие концы к любым двум фазам, а также подключить третий провод к защитному нулевому проводнику для защиты корпуса. Если не видно, где вход, а где выход сварочного трансформатора — толстые концы сварочные (выход), более тонкие (вход). Фактически, в первичную обмотку трансформатора просто добавляется некоторое кол-во витков и питающее напряжение увеличивают с 220 до 380В.
Сварочный аппарат Nordika 3200
Сварочный трансформатор NORDIKA 3200 предназначен для ручной дуговой сваркипеременным током низкоуглеродистых и низколегированных сталей. Аппарат оборудован вентилятором и защитой от перегрева, укомплектован кабелями, электрододержателем, клеммой заземления, маской, щеткой и молоточком. Производитель фирма TELWIN.
Характеристики:Напряжение питания, 220-380 ВПотребляемая мощность, 3,5 кВтМаксимальный потребляемый ток, 16 АНапряжение холостого хода, 48 ВСварочный ток, 55-190 АДиаметр электродов, 2-4 ммВес, 20 кгГабариты, 650х325х425 мм
На сердечнике, сделанном из трансформаторной стали, размещены две обмотки —первичная и вторичная. В аппаратах такого типа одна обмотка закрепленастатично, а вторая передвигается относительно первой по сердечнику. Именноэтим перемещением и осуществляется регулировка силы тока.
Чтобы определить допустимую мощность сварочного аппарата для определенной электропроводки, нужно напряжение сети умножить на максимальное значение тока, указанное на автомате вводного щитка.
При увеличении тока (сварочного) на вторичной обмотке трансформаторауменьшается напряжение, мощность должна оставаться одной и той же (свойствотрансформатора).
www.electricdom.ru
Чтобы правильно и безопасно использовать сварочный аппарат, необходимо обеспечить его подключение согласно всем особенностям обращения с этим оборудованием. Важно правильно выполнить подключение сварочного аппарата.
Схема устройства сварочного аппарата.
Внимание надо обращать на любые мелочи, включая выбор питающего кабеля для устройства. Для работы со сварочным аппаратом необходимо иметь опыт, так как оборудование это потенциально опасное, начинать работу без опыта и защиты нельзя.
Правила подключения сварочного аппарата
Чтобы правильно пользоваться сваркой, следует выполнять все требования и рекомендации по включению сварочного аппарата:
Схема подключения сварочного аппарата.
- Первое, что необходимо сделать, это проверить частоту и напряжение. Данные указываются производителем на корпусе оборудования. Они должны совпадать с показателями сети. Само подключение может выполняться одним из нескольких способов: использование двух фаз, одной фазы и нейтрали, использование отдельно заземления.
- Если модель сварочного оборудования позволяет, нужно сразу выбрать необходимое напряжение для питающей сети. Переключатель фиксируется в выбранном положении. Важно определить, с какой сетью будет осуществляться работа, в противном случае аппарат выйдет из строя.
- Для подключения надо использовать штепсельную вилку, характеристики которой соответствуют всем нормативам. Вилки без труда можно приобрести как отдельно, так и вместе с удлиняющими кабелями, что значительно облегчает подключение. Для вилки должен иметься в наличии наконечник с заземлением, через него и будет осуществляться подключение. Обычная розетка уже не подходит, надо использовать специальный плавкий предохранитель, допускается применять и автопереключатель, чтобы сделать подключение простым и безопасным.
- Включение сварочного аппарата осуществляется за счет обратного кабеля «земля», который крепится к клеммам в необходимой рабочей точке. При этом расстояние от будущего шва должно быть минимальным по возможности. Кабель-держатель надо фиксировать к специальному фрагменту корпуса, используя надежный зажим.
- Перед тем как начинать включение к сети, необходимо повторно проверить, чтобы все штепсели и кабели были подключены надежно и прочно. Если наблюдается плохой контакт, это может стать причиной остановки оборудования, возникновения опасной ситуации.
Перед тем как начинать работать, требуется приготовить перчатки, специальную сварочную маску с защитой для глаз. Это обязательное условие, так как во время сварки образуется высокотемпературная дуга. Она может сильно повредить глаза, если не обеспечить их защиту.
Проводка для сварочного аппарата
Схема устройства однофазного трансформатора сварочного аппарата.
Если сварочный аппарат будет использоваться в домашних условиях, то надо сразу проследить, какого типа проводка установлена, осмотреть розетки. Происходит это из-за того, что слабая проводка может привести к выходу из строя сварочного аппарата. Обычно в старых домах розетки рассчитаны на ток в 10 А, а этого может быть недостаточно для выполнения сварочных работ. В этом случае может потребоваться использование специальных генераторов. Нужно осмотреть состояние счетчика, ни в коем случае нельзя, чтобы на нем стояли так называемые жучки.
Если не учесть этих требований, то во время включения сварочного аппарата может возникнуть резкий скачок напряжения, свет вполне может пропасть не только в квартире, но и во всем доме. Сильные понижения до 150 В приводят к тому, что сварка становится невозможной, а в помещении возникают колебания, которые опасны для любого электрооборудования, осветительных приборов.
Можно ли использовать удлинитель?
Когда выполняется подключение аппарата для сварки, важно использовать правильный сетевой провод, его длина должна составлять до 1,8-2,5 м. Поэтому возникает вопрос, можно ли применять удлинитель, если это требуется. Особых ограничений нет, но и бесконтрольно пользоваться подобным оборудованием нельзя. Для этого требуется провести расчет, без него подключать удлинитель не рекомендуется.
Начинать надо с сечения электрического кабеля. Для изделия в 1,5 м² можно использовать ток с максимальным значением в 16 А. Для оборудования с сечением кабеля в 2,5 м² значение тока уже выше — до 25 А. Нужно учесть, какой тип оборудования для сварки будет использоваться, какие условия для его применения существуют. Производители сварочных аппаратов сами указывают все необходимые значения, остается только приобрести удлинитель, выполняющий все требования.
Схема бензогенератора.
При использовании удлинителя необходимо полностью разворачивать провод, чтобы он быстро и легко остывал, не образовывалось индуктивного сопротивления. Важно использовать заземление, от этого зависит безопасность работы.
Иногда возникает необходимость удлинить кабель около самого входа сварочного аппарата. Промежуточных соединений лучше не делать, следует использовать целый многожильный кабель с требуемым сечением. Для тока в 140 А сечение не должно быть меньше 35 мм². Лучше всего использовать медные жилы, диаметр которых составляет от 7 мм.
Сварочный генератор или бензогенератор?
Для правильного использования оборудования важно выбрать генератор. Часто случается так, что при падении напряжения во время сварки процесс останавливается, он становится невозможным. Многие совершают при этом ошибку, применяя для работы бензогенератор, который и будет обеспечивать питание сварочного оборудования. Его мощность небольшая, качественную работу он просто не в состоянии обеспечить.
Нельзя применять генераторы, мощность которых составляет меньше 5 кВт, так как они не выдержат необходимого напряжения.
Значение выходящего напряжения будет сильно отличаться от общей мощности.
При использовании электрода на 3 мм сила тока составляет 120 А, напряжение должно быть 40 В. На выходе мощность составит 120х40=4,8 кВт. Если КПД сварочного инвертора равно 0,8-0,9, то на входе мощность должна быть 4,8/0,8/=6 кВт. Важно помнить, что сварочный аппарат инверторного типа чувствительный к любым скачкам напряжения при входе. Если не обеспечить нормальные условия работы, то оборудование быстро выйдет из строя.
Если сеть слабая, то лучше использовать сварочный аппарат, который соединяется не с бензогенератором, а с электрогенератором. Здесь отлично подходит модель Champion DW 180 AE, для которой возможен сварочный ток в 180 А. При необходимости можно использовать специальный стабилизатор переменного тока, который монтируется перед сварочным оборудованием. Стоимость такого оборудования значительная, но его применение необходимо для качественного выполнения работ и безопасности.
Для безопасного использования сварочного аппарата важно обеспечить его грамотное включение. Для этого надо следовать довольно простым рекомендациям, использовать для подключения только правильно выбранные кабели, при необходимости приобретать генератор для питания устройства.
moyasvarka.ru
Типовая конструкция сварочного аппарата для электродуговой сварки включает в себя две основные части: источник питания, куда поступает напряжение от сети и сварочный узел. сварочный узел, в свою очередь, состоит из держателя, самого электрода и нулевого провода. Когда электрод кратковременно касается места будущего соединения, в этом месте проскакивает искра (возникает пробой) в зазоре из воздуха. С этого и начинается, непосредственно, сварка. Сварщик должен успеть убрать разогретый конец, чтобы тот не прилип к металлической поверхности. Одновременно, нужно удерживать такое минимальное расстояние между электродом и металлом, которое позволяет сохранить электрическую дугу. Электрическая дуга – это достаточно длительный электрический разряд, возникающий между областью будущего сварного шва и концом электрода. Область сварки еще называют дуговой зоной. На катодной области образуется температура свыше 30000С. При этом разность потенциалов остается сравнительно небольшой, всего 20 – 25 В. Во время образования дуги вначале происходит пробой воздушного зазора электронами. После, в доли секунды, происходит стабилизация процесса в промежутке дуги. Далее наступает ионизация электронами молекул газа, в результате чего появляется ионная проводимость. Горение дуги стабилизируется при помощи плавящейся и испаряющейся обмазки электродов. Во время сварки, под влиянием высокой температуры, электрод начинает плавиться. На его конце появляется капля из расплавленного металла: она отрывается и падает на металлическую поверхность детали. На металл переносится в пределах 95% общей массы электрода, остальная часть обращается в пар и брызги. Сила тока, диаметр электрода, длина дуги и другие факторы – влияют на скорость образования капель и их размер. Оболочка, которой покрыты электроды, образует шлак для скрытия капель металла. В результате, капли металла, проходя через дугу, не замыкают дуговой промежуток. Порядок работы типового сварочного трансформатора и схема его подключенияТрансформатор – главный источник питания всей системы сварки. С его помощью понижается сетевое однофазное напряжение с 220В до рабочего значения для сварки порядка 50 – 80В. Нестандартные условия работы требуют от трансформатора наибольшей отдачи мощности во время сварочных работ. Конструкция сварочного трансформатора предполагает прохождение по нему больших токов. Для улучшения технических характеристик сварочного аппарата используют дополнительные устройства:
|
electric-220.ru
Еще совсем недавно вопрос, как подключить сварочный аппарат, задавали только сварщики-профессионалы. Сегодня эта тема волнует большую армию умельцев-любителей. Современные производители значительно расширили рамки понятия «бытовые приборы и инструменты». Сейчас в этот список попадают различного назначения станки и приспособления. Среди этого разнообразия есть и сварочный аппарат.
Схема устройства сварочного аппарата.
Подключение сварочного аппарата может стать проблемой для тех, кто приобрел подобный инструмент впервые или попросил у соседа. Подключить нужно правильно, чтобы во время работы не повредить электропроводку, розетки, да и сам аппарат. Паспорт на оборудование, как правило, не содержит таких рекомендаций.
Разновидности сварочного аппарата
Определиться с типом «сварочника» нужно прежде, чем приступать к работе. Существуют две разновидности аппарата: инверторный и трансформаторный. Инверторный сварочный аппарат — легкий и компактный — снабжен множеством защит и регулировок. Существуют разные модели, различающиеся мощностью и выходным током, предназначенные для настоящих «профи» и для «чайников». Небольшой вес (до 5-6 кг) и скромные габариты позволяют использовать подобные устройства как переносные. Их можно просто повесить на плечо и работать в самых сложных условиях. Аппарат уверенно варит электродами диаметром до 4-5 мм, да и стоит вполне приемлемо.
Классификация сварочных аппаратов.
Единственный недостаток — ремонтопригодность. В случае поломки без познаний в современной электронике починить самостоятельно его не удастся. Важный совет новичкам от профессионалов — «инверторник» нельзя ставить на землю. Обязательно нужно подложить под аппарат деревянную или пластмассовую дощечку.
В основе трансформаторных сварочных аппаратов лежит традиционная схема: сетевой трансформатор с медными обмотками. Отсюда солидные габариты, приличный вес и соответствующая цена. К несомненным плюсам таких устройств следует отнести возможность работы с металлом практически любой толщины и простоту в ремонте.
Вернуться к оглавлению
Требования к розеткам и проводке
Сварка — дело серьезное, ответственное. Нужно соблюдать осторожность, чтобы не оставить себя и соседей без света, не повредить другие электроприборы, не допустить возгорания.
Прежде чем начать работу, необходимо убедиться, что возможности электросети допускают подключение выбранного сварочного аппарата. Нужно проверить состояние пробок и автоматов, удостовериться в отсутствии «жучков». В домах старой постройки электропроводка и розетки способны работать при токах до 10 А. В паспорте любого электроприбора указывается его мощность и номинальный (рабочий) ток. При включении происходит бросок тока (пусковой ток), который может превышать номинальный в 3 раза.
Таблица требуемых технических характеристик для сварочного аппарата.
Устройством плавного пуска, устраняющим подобные броски, снабжен инверторный аппарат. Его можно подключать в сеть, рассчитанную на 16 А. У трансформаторных моделей пусковые токи могут достигать 40 А. Обычная бытовая розетка этого не выдержит — может загореться. Лучше подсоединиться к электрощитку, используя промышленную розетку.
Если рабочий ток аппарата превысит допустимые возможности электросети, напряжение в ней «просядет» с 220 В до 140-150 В. Это может привести к поломке бытовых электроприборов и вызвать «прилипание» сварочного электрода. Работать будет невозможно.
Вернуться к оглавлению
Какими пользоваться удлинителями
Длина сетевого провода обычного «сварочника» не превышает 2 м. Поэтому часто в работе используются удлинители. К их выбору нужно подойти также тщательно. Известно, что через медный провод сечением в 1 кв. мм можно «пропустить» ток силой не более 10 А (для алюминиевого — 8 А).
Зная пусковые и рабочие параметры сварочного аппарата, можно высчитать, какое сечение должен иметь провод удлинителя. Лучше взять с небольшим запасом, чтобы обеспечить себе комфортные условия работы. Не стоит покупать на рынке удлинитель подешевле. Под толстым слоем изоляции можно чаще всего обнаружить тонкий проводок. Разумнее обратиться в специализированный магазин и самостоятельно выбрать подходящий по площади сечения провод, да и розетку присмотреть соответствующую. Желательно, чтобы она была изготовлена из термореактивной пластмассы, той, что не плавится при нагревании.
Важно помнить, что провод удлинителя при работе должен быть полностью развернут. Так он лучше охлаждается и не создает дополнительной индуктивной нагрузки.
Необходимо позаботиться и о безопасности. Электрические провода не должны иметь повреждений изоляции, лежать на мокром полу и касаться работающих механизмов. Нужно обязательно использовать заземление.
Нередки случаи, когда удлинять приходится и провода на выходе. Делать промежуточные соединения при этом не рекомендуется. Высокие выходные токи могут привести к большим электрическим потерям в таких местах. Руководствуясь максимальными эксплуатационными параметрами аппарата, следует приобрести цельный многожильный медный провод необходимой длины. Сечение лучше выбрать, пользуясь правилом: на каждые 8 А тока — 1 кв. мм площади провода.
Если электросеть «слабая», а варить необходимо, можно попытаться подключить для питания сварочного аппарата бензогенератор. Следует учесть, что его выходное напряжение зависит от величины нагрузки. Можно подсчитать минимальную мощность, которой должен обладать генератор, чтобы обеспечить нормальную работу. Для сварки самым ходовым 3-миллиметровым электродом необходимый ток может достигать 120 А при 40 В напряжения. Таким образом, при КПД генератора 80% его мощность должна быть не ниже 6 кВт.
Справедливости ради нужно отметить, что существуют устройства, совмещающие в себе электрогенератор и сварочный аппарат. Но цена на них высока для домашнего умельца.
Существует множество видов и моделей сварочного оборудования. На даче, в гараже и дома можно воспользоваться любым.
Единственное непременное условие — схема подключения должна обеспечить удобные и безопасные условия работы.
moiinstrumenty.ru
Подключение сварочного аппарата (схема подключения сварочного аппарата). Как выбрать сварочный аппарат и кабель к нему | Полезные статьи — Кабель.РФ
Как правильно подключить кабели к сварочному инвертору
Сварочный аппарат – это оборудование, с помощью которого можно преобразовать ток и напряжение, которые необходимы для получения дуги между электродом и свариваемым металлом. В первую очередь, в процессе качественной работы сварочного аппарата, основным фактором является его мощность. Так, например, для сварки решеток или заборов, достаточно будет электрода до 4 мм, сварочный ток будет колебаться в пределах 180-220 ампер. Существенную роль играет и напряжение холостого хода (Ux.x.). Считается, чем выше напряжение, тем проще разжечь дугу. Зачастую напряжение холостого хода составляет 30-80 В. Так же сварочный аппарат, имеет рычаг регулировки тока, при помощи которого можно увеличить или уменьшить ток. В основном, сварочные аппараты рассчитаны на 220 или 380 В, и это необходимо учитывать при подключении сварочного аппарата. Если у вас однофазный сварочный аппарат, то сварочный кабель подключают к питающему автомату в следующем порядке – одну жилу на фазу, вторую на нейтраль, а третью на защитный ноль. Так же производится и подключение кабелей если у вас трехфазный сварочный инвертор, но с одним условием — используется 5-ти жильный кабель, 3 жилы которого подключаются к клеммам L1, L2 и L3.
Удлинить сварочный кабель на инверторе можно, учитывая потери напряжения и, соответственно, силу тока. Чем длинней кабель, тем больший ток нужно устанавливать на выходе. В техдокументации некоторых аппаратов указан категорический запрет на удлинение сварочного кабеля. При подключении кабелей к сварочному аппарату Ресанта нужно это иметь в виду. На практике же работы других аппаратов не заметно ухудшений при удлинении кабелей до 5-6 метров. Это связано с запасом мощности и ресурсом, заложенными производителями в сварочный аппарат. В любом случае, соединения на сварочном кабеле не допускаются. Короткий кабель заменяется более длинным отрезком с соответствующими заделками.
Как выбрать сварочное оборудование
На сегодняшний день, производители предлагают большой выбор сварочного оборудования. И что бы выбрать оптимальный вариант, необходимо, как минимум иметь понятие, какие аппараты бывают, на какие характеристики следует обратить внимание, и что необходимо знать, для правильного подключения приобретенного аппарата.
Ассортимент сварочных аппаратов огромен, но основной выбор состоит из: • сварочных трансформаторов; • сварочных выпрямителей;
• инверторов.
Бытует совсем неверное утверждение, что чем тяжелей и больше аппарат, тем лучше — габариты и вес не определяют его функциональных возможностей. Вес обычного трансформатора не превышает 30 кг, сварочного выпрямителя — 20 кг, а инвертора — 10 кг. Естественно и цены на аппараты будут разные.
Одно из основных условий, на которое необходимо обратить внимание, это параметры при сварочном токе, ПВР (процент времени работы) или ПВ (продолжительность включения). Для отсчета времени ориентируются на интервал 15 минут. Достаточно удобной опцией розжига дуги, обладает большее количество устройств. Что касается аппаратов с выпрямлением сварочного тока, то они производят весьма качественный шов, имеют функции пуска двигателя, заряд аккумулятора, нагревают и рихтуют металл с помощью угольного электрода.
Часто возникает вопрос, можно ли подключать сварочный аппарат через счетчик? Нужно учесть, что новые бытовые счетчики рассчитаны на ток в 40-50 ампер, а это равняется ~8 кВт активной мощности. Следовательно, необходимо подбирать сварочный аппарат, который будет потреблять ток менее указанного на счетчике и номинала вводного автоматического выключателя. Если номинальный ток сварочного аппарата будет выбран правильно, то электрический счетчик не пострадает.
Кабель для сварочного аппарата (кабель для сварки).
Для продуктивной работы сварочного аппарата, необходимо выбирать сварочный кабель, что бы его площадь сечения, длина и падение напряжения сварочного контура не превышало 2 Вт. Сварочный кабель КГ представляет собой изолированный гибкий токопроводник с одной или несколькими жилами, сплетенными из медных проволок различных диаметров (от 0,18 мм до 0,2 мм). Такой кабель выполняет функцию подвода тока от сварочного аппарата или источника напряжения к приспособлению, с помощью которого удерживается электрод.
В заключение нужно отметить, чтобы ваше сварочное оборудование работало бесперебойно и оправдало свой эксплуатационный срок, необходимо выбирать сварочный кабель в соответствии с техническими характеристиками сварочного аппарата.
Исходя из технических данных сварочного аппарата, можно подобрать необходимое сечение кабеля для сварки, выбрав его из нижеприведенной таблицы:
Допустимая токовая нагрузка в зависимости от сечения сварочного кабеля
Как подключить сварочный аппарат на 380 схема. Подключение сварочного аппарата (схема подключения сварочного аппарата). Как выбрать сварочный аппарат и кабель к нему
Чтобы процесс сварки проходил как можно более безопасно и во время него не возникало ни каких серьезных проблем, следует разобраться с тем, как подключить сварочный аппарат. Для этого требуется учесть несколько основных факторов, таких как место расположения. Тип аппарата, место нахождения вентиляции и прочее. Вентиляция является одним из самых важных моментов при размещении инвертора, так как они сильно подвержены перегреванию. Также нужно обратить внимание на контакт с пылью. Таким образом, подключение сварочного аппарата может стать непростым процессом для новичков.
Подключение сварочного аппарата начинается с проверки параметров сети. Оно должно совпадать с тем, которое указано на корпусе техники, так как в ином случае ее нельзя будет использовать. Здесь необходимо соблюдать устройства правильных соединений. Тут необходимо использовать заземление и провода фазы, которые могут состоять из одной фазы или двух фаз и нейтрали.
Если в модели имеется функция самостоятельного регулирования входного напряжения, то ее следует поставить в то положение, значение которого будет соответствовать напряжению в сети. Для фиксации положения, как правило, используется закрепляющий винт.
Аппарат в сеть подключается при помощи обыкновенной штепсельной вилки. Она должна быть в исправном состоянии и соответствовать температурным нормам, так как во время работы будет происходить нагрев. В вилке должно быть заземление, к которому подключается специальный кабель. Также нужно соединить кабель «земли» с соответствующей клеммой. Соединение должно происходить недалеко от будущего шва, но на безопасном расстоянии. Для закрепления на металлической поверхности используется специальный зажим.
Пошаговая инструкция по подключению сварочного аппарата
Если вы не знаете, как подключить сварочный аппарат, то следует выполнить указанную ниже последовательность действий. Естественно, что перед подключением, нужно в очередной раз проверить целостность самого аппарата, работоспособность комплектующих, а также узнать рабочее напряжение. Для подключения следует иметь такие вещи как:
- Сварочный аппарат;
- Удлинитель;
- Переходник.
Пошаговая последовательность подключения выглядит следующим образом:
- Подготовка вилки для подключения, которая должна обладать определенным набором параметров, соответствующим необходимой термопропускной способности;
- Выбирается розетка, в которой есть предохранитель или автоматический выключатель;
- Обратный кабель подключается к клемме;
- Кабель с держателем подключается к электроду с помощью зажима.
Только после завершения всех этих процедур технику можно подключать к сети. Практически все модели обладают короткими проводами, так что для их подключения нужно применять дополнительный удлинитель. Провод в нем должен быть достаточно большим, чтобы выдержать заданный уровень напряжения.
Особенности подключения в зависимости от типа аппарата
Естественно, что и большая профессиональная модель будут иметь свои особенности. Если вам требуется подключить сварочный инвертор с двумя фазами, то здесь соединение проводов будет идти в индивидуальной последовательности. Первый провод пускается сразу на фазу. Второй провод соединяется с нейтральным выходом. Третий провод соединяется с защитой.
Если приходится подключать трехфазный аппарат, то здесь уже нет обязательной последовательности. Одним из главных правил как подключить сварочный аппарат является соединение двух первых проводов к любым фазам, а одного к защите.
Для специалистов очень важно знать все особенности подключения различных аппаратов, особенно таких как . Если применяется именно такая техника, то здесь требуется учитывать ряд специальных требований. Ведь трансформатор предназначается для работ в широком диапазоне параметров сварочного тока. Это приводит к тому, что в сети появляется резкий скачок тока. Из-за этого может выключиться защитный автомат или сгореть розетка. Такая разновидность техники подключается к щитку.
Невыполнение вышеуказанных правил может привести к серьезным поломкам техники, а также представляет риск для жизни и здоровья людей. Предварительная проверка помогает не только избежать ненужных травм, но и обеспечивает хорошие стабильные режимы сварки, не говоря уже о пожароопасной ситуации.
Подключение инверторного сварочного аппарата является наиболее простым из всей серии, так как большинство из них просто включаются в обыкновенную розетку без дополнительных клемм, заземлений и прочего. Единственным вопросом, который может возникнуть, как подключать . Здесь также все предельно просто, так как держатель ставится на одну клемму, а зажим – на вторую. На большинстве моделей даже указываются соответствующие значки, чтобы нельзя было перепутать.
Возможные проблемы при подключении
Когда была совершена правильная настройка сварочного аппарата, но все равно могут возникать какие-либо неполадки. Одними из наиболее распространенных проблем является сильное гудение трансформатора, которое зачастую сопровождается перегревом обмоток, так что даже принудительная и естественная вентиляция не справляется. Причина неполадки здесь кроется в витковом замыкании, которое происходит в первичной обмотке. Единственным решением такой проблемы является перемотка обмотки, которая может пройти частично или полностью.
Когда сварочный аппарат присоединяют в сеть, то они могут давать слишком высокий ток. В этом также кроется причина короткого замыкания, но на этот раз ее локацией становится вторичная обмотка или обмотка регулятора. Чтобы исправить ситуацию здесь также требуется перемотка или ликвидация замыкания.
Если при необходимости снизить величину тока, ничего не выходит и регулятор крутится впустую, то здесь явно проблема с зажимами регулятора.
Периодически может возникать гул на аппарате, который не характерен для нормальной работы. Такая ситуация может возникать из-за ослабления пружины или по причине поломки провода.
Может возникнуть, что аппарат не включается. Здесь нужно проверить все контакты соединения, так как может быть переломлен контакт, что-то отсоединено и так далее. Все осмотры должны проводиться только при полном отключении от сети.
Таким образом, следует знать не только, как подключить инверторный сварочный аппарат, но и как справиться с его неполадками.
Видео: подключение сварочного аппарата к генератору
Сварка – ответственный и потенциально опасный процесс, при выполнении которого нужно учитывать множество факторов, соблюдать технологию и правила безопасности. Неправильное подключение сварочного аппарата 380 Вт – причина резких скачков напряжения, что приводит к выходу из строя бытовых приборов, «прилипанию» электрода и несчастным случаям.
Требования к проводке и розеткам
По принципу действия сварочный аппарат – это преобразователь тока в сварочную дугу. Диапазон рабочего тока (мощность оборудования) – основная характеристика прибора, определяющая его технические параметры. Она должна соответствовать возможностям электросети здания. Чтобы это определить, напряжение в сети умножают на предельно допустимое значение тока (указывается на автомате вводного щитка). Сравнивают полученное значение с данными в техпаспорте оборудования.
От бытовой розетки на 220 В можно запитать только инверторный прибор, который является более совершенным аппаратом со многими настройками и параметрами безопасности. При этом она должна быть со встроенным тугоплавким предохранителем или автовыключателем. В старых домах проводка рассчитана на максимальный ток 10 А, а при пуске прибора происходит скачок до 40 А – в таких зданиях нужно присоединяться к щитку.
Трансформаторный прибор, который предназначен для работы от 380 В, подключают только через электрощиток. При «слабой» проводке рекомендуется использовать бензогенератор.
Последовательность подключения агрегата
Общая схема подсоединения выполняется в следующей последовательности:
- Провести необходимые расчёты и убедиться, что подключение оборудования для сварочных работ к сети здания допустимо.
- Проверить автоматы и состояние пробок, убедиться в отсутствии «жучков».
- Выставить значение рабочего напряжения, необходимого для проведения конкретных работ в зависимости от сложности, объёма и вида металла. Настройка регулирует положение сердечника трансформатора.
- Перевести переключатель аппарата в положение 220 В или 380 В.
- При возможности подсоединения на 220 В вставить вилку в розетку.
- Для подключения сварочного аппарата в сеть 380В два питающих конца подаются на «фазу», третий – на «ноль». Рекомендуется использовать промышленную розетку и соответствующую вилку.
Использование удлинителей
Максимальная длина шнура аппарата — не более 2,5 м, для проведения крупных работ её не хватает. В таком случае для подключения сварочного агрегата разрешено применение удлинителя. При его выборе нужно соблюдать следующие требования:
- сечение провода должно соответствовать правилу: 1 кв. мм на каждые 8 А;
- общая длина питающего провода – не более 10 м.
Во время работы кабель должен быть полностью развёрнут, что предотвратит его перегревание и образование индуктивного сопротивления. Нужно избегать промежуточных соединений – через них происходят большие потери тока. Категорически исключено применение повреждённых проводов.
Соблюдение требований и стандартов при подсоединении гарантирует последующее безопасное и эффективное использование оборудования.
Как правильно подключить кабели к сварочному инвертору
Сварочный аппарат — это оборудование, с помощью которого можно преобразовать ток и напряжение, которые необходимы для получения дуги между электродом и свариваемым металлом. В первую очередь, в процессе качественной работы сварочного аппарата, основным фактором является его мощность. Так, например, для сварки решеток или заборов, достаточно будет электрода до 4 мм, сварочный ток будет колебаться в пределах 180-220 ампер. Существенную роль играет и напряжение холостого хода (Ux.x.). Считается, чем выше напряжение, тем проще разжечь дугу. Зачастую напряжение холостого хода составляет 30-80 В. Так же сварочный аппарат, имеет рычаг регулировки тока, при помощи которого можно увеличить или уменьшить ток. В основном, сварочные аппараты рассчитаны на 220 или 380 В, и это необходимо учитывать при подключении сварочного аппарата. Если у вас однофазный сварочный аппарат, то сварочный кабель подключают к питающему автомату в следующем порядке — одну жилу на фазу, вторую на нейтраль, а третью на защитный ноль. Так же производится и подключение кабелей если у вас трехфазный сварочный инвертор, но с одним условием — используется 5-ти жильный кабель, 3 жилы которого подключаются к клеммам L1, L2 и L3.
Удлинить сварочный кабель на инверторе можно, учитывая потери напряжения и, соответственно, силу тока. Чем длинней кабель, тем больший ток нужно устанавливать на выходе. В техдокументации некоторых аппаратов указан категорический запрет на удлинение сварочного кабеля. При подключении кабелей к сварочному аппарату Ресанта нужно это иметь в виду. На практике же работы других аппаратов не заметно ухудшений при удлинении кабелей до 5-6 метров. Это связано с запасом мощности и ресурсом, заложенными производителями в сварочный аппарат. В любом случае, соединения на сварочном кабеле не допускаются. Короткий кабель заменяется более длинным отрезком с соответствующими заделками.
Как выбрать сварочное оборудование
На сегодняшний день, производители предлагают большой выбор сварочного оборудования. И что бы выбрать оптимальный вариант, необходимо, как минимум иметь понятие, какие аппараты бывают, на какие характеристики следует обратить внимание, и что необходимо знать, для правильного подключения приобретенного аппарата.
Ассортимент сварочных аппаратов огромен, но основной выбор состоит из:
Сварочных трансформаторов; . сварочных выпрямителей;
. инверторов.
Бытует совсем неверное утверждение, что чем тяжелей и больше аппарат, тем лучше — габариты и вес не определяют его функциональных возможностей. Вес обычного трансформатора не превышает 30 кг, сварочного выпрямителя — 20 кг, а инвертора — 10 кг. Естественно и цены на аппараты будут разные.
Одно из основных условий, на которое необходимо обратить внимание, это параметры при сварочном токе, ПВР (процент времени работы) или ПВ (продолжительность включения). Для отсчета времени ориентируются на интервал 15 минут. Достаточно удобной опцией розжига дуги, обладает большее количество устройств. Что касается аппаратов с выпрямлением сварочного тока, то они производят весьма качественный шов, имеют функции пуска двигателя, заряд аккумулятора, нагревают и рихтуют металл с помощью угольного электрода.
Часто возникает вопрос, можно ли подключать сварочный аппарат через счетчик? Нужно учесть, что новые бытовые счетчики рассчитаны на ток в 40-50 ампер, а это равняется ~8 кВт активной мощности. Следовательно, необходимо подбирать сварочный аппарат, который будет потреблять ток менее указанного на счетчике и номинала вводного автоматического выключателя. Если номинальный ток сварочного аппарата будет выбран правильно, то электрический счетчик не пострадает.
Кабель для сварочного аппарата (кабель для сварки).
Для продуктивной работы сварочного аппарата, необходимо выбирать сварочный кабель, что бы его площадь сечения, длина и падение напряжения сварочного контура не превышало 2 Вт. Сварочный кабель КГ представляет собой изолированный гибкий токопроводник с одной или несколькими жилами, сплетенными из медных проволок различных диаметров (от 0,18 мм до 0,2 мм). Такой кабель выполняет функцию подвода тока от сварочного аппарата или источника напряжения к приспособлению, с помощью которого удерживается электрод.
В заключение нужно отметить, чтобы ваше сварочное оборудование работало бесперебойно и оправдало свой эксплуатационный срок, необходимо выбирать сварочный кабель в соответствии с техническими характеристиками сварочного аппарата.
Купленный полуавтомат успешно распакован, колеса и рукоятки для перемещения, если они есть, установлены. Самое время запускать технику в работу. Как же правильно подключить провода к инверторному сварочному аппарату и как вести себя, чтобы избежать неприятностей в виде возгорания или удара током?
Прежде чем начать:
- Убедитесь, что агрегат расположен в подходящем месте. Ничто не должно мешать притоку воздуха к отверстиям, а в непосредственной близости не должно быть пыли, влажных и агрессивных паров.
- Узнайте, соответствуют ли частота и напряжение, обозначенные на корпусе прибора, показателям электросети. Если ваша модель позволяет, зафиксируйте переключатель при помощи блокирующего винта в нужном положении – 220 или 380 В.
- Проверьте целостность и изоляцию кабелей – гибких и стационарных. На них не должно быть скруток или трещин, так как они будут вызывать перегрев.
- Подготовьте розетку с плавким предохранителем или автовыключателем.
Тонкости подключения
Для инверторных полуавтоматов используют провода «фаза» или две «фазы» в сочетании с «нулем», а также зеленый или желтый проводники – для заземления. Питание происходит посредством штепсельной вилки, соответствующей нормативам термопропускной способности. Обратный кабель присоединяют к клемме заземления. Чтобы улучшить контакт и избежать потерь напряжения, к последней припаивают специальные наконечники.
В аппаратах, эксплуатируемых от трехфазной сети, первый провод пускает на «фазу» питающего автомата, второй – на нейтральный выход, а третий – на защитный «ноль». Перед тем как подключить бытовой сварочный аппарат к трехфазной сети на 380 В, определите, где находятся тонкие входные, а где – толстые выходные питающие концы. Затем подсоедините два из них к любым двум «фазам», третий – к защитному «нулевому» проводу.
Что нужно знать о кабеле
Для эффективной работы необходимо подобрать гибкие правильного сечения и оптимальной длины. Их характеристики должны быть такими, чтобы напряжение во время сварки падало не более, чем на 2 В.
Оптимальное решение – медные многожильные кабели круглого сечения, облегчающие работу за счет гибкости. Их основу составляет токоведущая жила до 95 мм 2 , в составе которой – много проволок диаметром 0,18-0,2 мм. Именно такая модификация, в отличие от одножильной, подходит и для подключения питания, и для заземления.
Величина сечения подбирается в зависимости от мощности инвертора и сварочного тока. К примеру, показателя в 16 мм 2 достаточно для 189 А, в то время как аналог на 95 мм 2 рассчитан на эксплуатацию вплоть до 522 А. Оптимальным считается значение 35 мм 2 , ориентированное на бытовые модели до 140 А.
Стандартной длины провода 1,8-2,5 м, как правило, бывает недостаточно. Для удлинителя важно подобрать и правильный материал. К примеру, сечение 1,5 мм 2 рассчитано на максимальный ток 16 А, а для розеток на 25 А понадобится аналог 2,5 мм 2 . Тенденция такова: чем меньше промежуточных соединений, тем надежнее и безопаснее сварка.
Как бороться с неполадками в сети
Чтобы обезопасить полуавтомат от выхода из строя из-за скачков напряжения, многие используют в качестве источника питания бензогенераторы. Однако мощности таких устройств зачастую оказывается недостаточно для работы. Вместо этого можно подключить сварочный аппарат через сетевой фильтр, защищающий от импульсных помех, перегрузок и короткого замыкания, или прибегнуть к . При выборе последнего важно ориентироваться, какой ввод на электрощитке – одно- или трехфазный, а также учесть выходную мощность полуавтомата и диапазон изменений входных напряжений в сети.
И напоследок совет. Не присоединяйте остальные составляющие инверторного полуавтомата – газовый баллон, катушку с проволокой – при включенном питании. Нажимайте кнопку «Пуск», только когда полный комплект оборудования будет готов к работе!
Комментариев:
Для того чтобы работа со сваркой прошла без лишних проблем, нужно разобраться в том, как подключить сварочный аппарат. Перед тем как подключать агрегат для сварки, его нужно разместить в подходящем месте. Очень важно, чтобы ничего не мешало притоку воздуха к отверстиям на корпусе оборудования. Охлаждение часто намеренно усиливается. Для этого, выполняя подключение сварочного аппарата, за ним устанавливают вентилятор. Очень важно следить за тем, чтобы агрегат не контактировал с пылью, а также влажными и агрессивными парами.
Прежде чем вы соберетесь подключить сварочный аппарат, обязательно удостоверьтесь в том, что частота и напряжение, указанные на корпусе оборудования, совпадают с аналогичным показателем в сети. Подключение такого оборудования требует устройства правильных соединений. Для этого используются следующие провода: фаза или же 2 фазы в сочетании с нейтралью и провод для заземления, который обычно имеет зеленый или желтый цвет.
В случае если выбранная вами модель сварочного аппарата дает возможность самостоятельно устанавливать напряжение, следует зафиксировать переключатель в положении, которое соответствовало бы напряжению в вашей сети. Положение фиксируется при помощи блокирующего винта.
Для подключения сварочного аппарата используется штепсельная вилка. Очень важно, чтобы она соответствовала установленным нормативам термопропускной способности. Эта вилка обязательно должна иметь наконечник, обеспечивающий заземление. Именно к нему и подключится соответствующий кабель. Такую вилку нельзя включать в обыкновенную домашнюю розетку. Для подключения подходит розетка с плавким предохранителем. Подходит и автовыключатель.
Вам нужно будет соединить обратный кабель «земля» с соответствующей клеммой. Соединять нужно на наименее возможном расстоянии от будущего шва. Для крепления кабеля-держателя к выдающемуся фрагменту электрода используется специально предусмотренный зажим.
Прежде чем подключать сварочный агрегат непосредственно к сети, обязательно проверьте, насколько надежно укреплены штепсели.
Из-за плохого контакта аппарат не будет работать в полную силу и быстро выйдет из строя.
Рисунок 1. Схема подключения сварочного аппарата: 1-сварочный пост; 2—трехжильный шланговый кабель; 3 — трансформатор; 4-регулятор; 5-заземляющие зажимы корпуса агрегата; 6 — одножильный шланговый кабель; 7-электродержатель; 8 — провода заземления.
Существует достаточно много схем, в соответствии с которыми выполняется подключение сварочного агрегата. Наиболее распространенная схема подключения приведена на рис. 1.
- 1 позиция — это сварочный пост;
- номером 2 обозначен трехжильный шланговый кабель;
- 3 — трансформатор;
- 4 позиция — регулятор;
- номер 5 — заземляющие зажимы корпуса агрегата;
- 6 — одножильный шланговый кабель;
- 7 позиция — электродержатель;
- номер 8 — провода заземления.
Запомните и выполняйте все эти правила при подключении сварочного аппарата, чтобы избежать травм и прочих малоприятных последствий. В результате нарушения системы безопасности сварочного аппарата может произойти возгорание или удар током. В случае поломки какого-либо из питающих кабелей его нужно незамедлительно заменить. Лучше всего доверить эту работу профессионалам. Любые ремонтные и профилактические работы можно выполнять только после того, как сварочный аппарат будет отключен от сети.
Во время подключения сварочного аппарата следует обязательно проверить качество стационарно уложенного, а также гибкого проводов. Проверьте их заземление, целостность и изоляцию на соответствие установленным стандартам. Не стоит слишком сильно экономить на заземлении. Лучше всего использовать для него гибкий провод из меди. В случае обнаружения скруток, трещин и других дефектов провод нужно заменить. Использование поврежденных проводов приводит к перегреву и может стать причиной поломки сварочного аппарата. Немаловажным фактом является необходимость размотки проводов. Если пренебречь этим требованием, возникнет индуктивность, а сопротивление снизится.
Напряжение для сварочных аппаратов не нормируется, поэтому обращайте внимание на характеристики именно той модели, с которой вам предстоит работать. При сборке такого оборудования ему задается определенный уровень напряжения. Значение сопротивления при этом не учитывается.
Вернуться к оглавлению
Пошаговая инструкция по подключению сварочного аппарата
Рисунок 2. Схема последовательности подключения сварочного аппарата.
После того как вы проверите целостность агрегата и всех сопутствующих комплектующих, а также установите соответствие напряжений, можете приступать непосредственно к подключению вашего сварочного аппарата. Для этого вам понадобятся:
- сам агрегат;
- удлинитель;
- переходник для удлинителя.
При подключении аппарата можете ориентироваться на схему на рис. 2.
Подключение выполняется в определенной последовательности, а именно:
- Сначала подготавливается штепсельная вилка с соответствующими параметрами термопропускной способности.
- Подбирается розетка с автовыключателем или предохранителем.
- Выполняется подсоединение обратного кабеля к клемме.
- Кабель-держатель подсоединяется к фрагменту электрода при помощи зажима.
После того как вы все это сделаете, сварочный аппарат можно будет включать в сеть. У большинства моделей достаточно короткие провода, поэтому зачастую их подключение требует использования удлинителя. Удлинитель должен иметь провод достаточного сечения. От количества промежуточных соединений зависит надежность и безопасность работы. Чем их меньше, тем лучше.
Вернуться к оглавлению
Особенности подключения в зависимости от типа аппарата
Рисунок 3. Сварочный аппарат типа трансформатор может работать в широком диапазоне сварочного тока. Его рекомендуется подключать к щитку.
Порядок подключения сварочного аппарата во многом зависит от особенностей его устройства. Так, в случае применения двухфазной модели подключение проводов будет выполняться в индивидуальной последовательности. Первый провод нужно будет пустить на фазу, второй — к нейтральному выходу, а третий провод подключить на защиту. Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Очень важно знать основные особенности подключения аппарата типа трансформатор. Типичный представитель показан на рис. 3. В случае применения такого оборудования подключение выполняется в соответствии с рядом особых правил. Трансформаторы могут работать в широком диапазоне сварочного тока. При включении некоторых из них в розетку образуется достаточно мощный бросок тока, который может сжечь розетку и выключить защитный автомат. Поэтому рекомендуется подключать такой сварочный аппарат к щитку. Подробная схема подключения сварочного трансформатора показана на рис. 4.
Обязательно выполняйте эти правила во время работы. При их несоблюдении вы рискуете получить травмы, которых можно было бы с легкостью избежать. В результате неправильного подключения сварочного аппарата можно получить удар током, возможны снижение качества сварки, возгорание и т.д.
Конструкция сварочного трансформатора (со схемой) | Оборудование
В этой статье мы обсудим устройство сварочного трансформатора с помощью схемы.
Сварочный трансформатор имеет две цепи: первичная и вторичная. Эти две обмотки не имеют электрических соединений, но магнитно связаны друг с другом. Основная функция трансформатора заключается в изменении мощности переменного тока высокого напряжения и низкого тока для сварки. Входное напряжение трансформатора может составлять 440 В или 220 В.Напряжение холостого хода на выходе аппарата обычно составляет от 10 до 100 В, а выходной ток может составлять 600 А. Сварочный аппарат не имеет вращающейся части. Он имеет воздушное или масляное охлаждение. Установки с высоким током охлаждаются маслом.
Для небольших работ по изготовлению или ремонту используется однофазный входной трансформаторный комплект 220 В, но для более высоких рабочих нагрузок используется трехфазный (входной 440) трансформаторный сварочный комплект. Сварочные цепи должным образом заземлены для защиты сварщика в случае выхода из строя трансформатора и попадания основного напряжения питания на цепь сварочной стороны трансформатора.Сторона сварки обеспечивает диапазон настройки тока.
Величину тока можно отрегулировать, вставив в цепь катушку реактивного сопротивления. Реактор обычно устанавливается на электродной стороне вторичной обмотки.
Сварочная установка обеспечивает диапазон настройки тока, выходной ток для сварки в аппарате зависит от размера электрода или толщины работы.
Наличие колес, транспортировочных ручек и стропов позволяет легко транспортировать трансформатор.
При напряжении 70 В трансформатор является идеальным устройством для сварки металлов небольшой толщины. Более того, при таком напряжении обеспечивается стабильное зажигание и горение дуги даже на сильно загрязненных продуктах, затронутых коррозией. Надежная изоляция и относительно небольшой вес делают его непревзойденным в эксплуатации как в заводских условиях, так и в полевых условиях под навесом.
Как проверить сварочный трансформатор за 10 шагов
Проблемы с производительностью сварщика часто могут быть связаны с самим сварочным трансформатором.Вы можете выяснить, является ли трансформатор источником проблемы, выполнив быструю серию тестов на трансформаторе. P Вам не нужно будет платить кому-либо за диагностику проблем со сварщиком.
Как проверить сварочный трансформатор? Есть 10 шагов для проверки сварочного трансформатора. Вот они:
- Выполните визуальный осмотр
- Определите схему подключения
- Получите мультиметр
- Убедитесь, что питание отключено
- Дважды проверьте питание
- Проверка входного напряжения
- Проверка выходного напряжения
- Проверка целостности первичных обмоток
- Проверка целостности вторичных обмоток
- Устранение проблем с производительностью сварочного аппарата
выполните эти 10 шагов для легкого тестирования сварочного трансформатора, если вы поймете, как выполнять каждый шаг.Ниже вы найдете подробные инструкции по устранению проблем со сварочными трансформаторами.
1. Проведите визуальный осмотр трансформатора.
Начните с получения руководства пользователя для сварщика. Информация в этом документе может быть довольно исчерпывающей в деталях, в чем вы можете убедиться, просмотрев руководство пользователя для одной конкретной модели сварочного аппарата MIG, производимого Hobart.
Глубоко в руководстве пользователя находится схема с частичным вырезом, показывающая многочисленные детали, включенные в сборку машины. Это поможет вам найти трансформатор для визуального осмотра. Он также покажет вам, где должны быть расположены различные части сварочного аппарата на случай, если вам придется снять другие части, чтобы получить доступ к трансформатору.
Я настоятельно рекомендую делать хорошие снимки при разборке сварочного аппарата для доступа к трансформатору. Это поможет вам снова собрать сварщика. Фотографии также являются отличным способом показать что-либо необычное производителю или мастеру по ремонту, не показывая им сварщика.
Как только вы получите доступ к трансформатору, обратите внимание на следующие признаки того, что может быть проблема с вашим трансформатором:
- Признаки перегрева: деформации или плавление на внешней стороне трансформатора или частей вокруг него
- Не беспокойтесь о тестировании трансформатора, если есть явные признаки перегрева.
- Ослабленные соединения: ослабленные соединения могут привести к поломке трансформатора.
- Вздутие: трансформатор необходимо заменить, если кажется, что какая-либо его часть выпирает, это еще один признак повреждения от перегрева
2.Расчет схемы подключения
Для тестирования трансформатора в сварочном аппарате необходимо понять, как трансформатор был собран. Схема подключения должна быть указана в инструкции по эксплуатации. Руководства по эксплуатации большинства сварщиков содержат сложные электрические схемы.
В целом трансформаторы, используемые при сварке, следуют этой конструктивной схеме:
- Отводы первичной обмотки и отводы вторичной обмотки расположены во вторичных обмотках
- Вторичная обмотка подключена к розетке или переключателю тока
- Одна сторона вторичной обмотки соединена со сварочным стержнем, а другая — со сварными деталями.
- Первичный и вторичный ответвители служат для снижения напряжения в системе.
- Переключатели ответвлений (не включены во все сварочные аппараты)
- Они позволяют сварщику регулировать напряжение поворотом крана. трансформатор работает, при этом используется недорогое оборудование.
3. Приобретите мультиметр
Первым шагом к проверке сварочного трансформатора является приобретение мультиметра, такого как цифровой мультиметр Etekcity. Доступный по цене мультиметр, например, производства Etekcity, предоставит вам следующие возможности:
- Измерение напряжения постоянного и переменного тока от источника постоянного тока
- Сопротивление
- Диод
- Непрерывность
Мультиметр, указанный выше, может использоваться только для измерения постоянного тока.Если вам нужно измерить эти параметры в системе с переменным током, вам понадобится мультиметр, такой как цифровой мультиметр Etekcity для переменного тока.
Цифровой клещевой мультиметр Meterek — более универсальный вариант. Он может точно измерять как переменное, так и постоянное напряжение и ток. Он также включает в себя специальный режим для проверки целостности, среди других функций режима.
Проверка целостности цепи является важным этапом процедуры проверки сварочных трансформаторов, о чем будет сказано ниже в этой статье.
Связанное чтение: В чем разница между сваркой на переменном и постоянном токе >> Переменный ток и постоянный ток
4. Убедитесь, что питание отключено
Перед подключением мультиметра или проведением любого тестирования убедитесь, что система отключен от всех источников питания. Для таких машин, как сварочные аппараты, требуются понижающие трансформаторы, поскольку они требуют, чтобы более высокое напряжение, поступающее в систему, преобразовывалось в более низкое напряжение.
Именно по этой причине те, кто пытается сделать свои собственные рудиментарные аппараты для дуговой сварки в домашних условиях, будут тянуть трансформаторы из микроволн для своих сварщиков. Трансформаторы представляют собой важные стандарты безопасности. Работа с системой, которая не была полностью отключена от источника питания , сопряжена с высоким риском поражения электрическим током.
По этой причине перед испытанием необходимо снять трансформатор и удалить воздух из конденсаторов. Термин «обескровливание конденсаторов» просто относится к процессу утечки энергии из конденсаторов.
Пока трансформатор имеет резисторы стока, этот процесс не требует каких-либо дополнительных вмешательств перед переходом к следующему этапу.
Связанная статья: Средства индивидуальной защиты для сварщиков — СИЗ | Список и требования
Однако, если трансформатор не имеет резисторов стока, , тогда вам может потребоваться короткое замыкание конденсаторов. По всей вероятности, трансформатор в вашем сварочном аппарате, вероятно, имеет резисторы стока, а это означает, что вы можете позволить резисторам самостоятельно отводить мощность от конденсаторов.
5. Двойная проверка, чтобы убедиться, что трансформатор обесточен.
Рекомендуем вам дважды проверить отсутствие питания на трансформаторе с помощью мультиметра. Для начала убедитесь, что мультиметр или омметр установлен на минимальное значение по шкале напряжения. Это можно сделать, перемещая ручку, расположенную в центре мультиметра.
Если вы не знаете, что делать, рекомендуем вам прочитать руководство по эксплуатации мультиметра или посмотреть это полезное видео.
Как использовать мультиметр для начинающих — Как измерить напряжение, сопротивление, целостность цепи и ток >> Посмотрите видео ниже
Затем прикоснитесь к 2 выводам мультиметра вместе, чтобы убедиться, что вы получить значение 0. Если на экране дисплея мультиметра отображается любое значение, кроме 0, отрегулируйте центральную ручку в секции напряжения до тех пор, пока на экране дисплея не появится 0.
6. Проверьте входное напряжение в трансформаторе
Первый тест, который вы захотите выполнить, — это проверить входное напряжение трансформатора. Сварочные трансформаторы имеют первичную и вторичную обмотки, как описано в книге Принципы и применения сварки .
Понижающий трансформатор, используемый при сварке, имеет больше витков проволоки в первичной обмотке, чем во вторичной обмотке.
Это позволяет сварщику получать ток высокого напряжения с малой силой тока и преобразовывать его в ток низкого напряжения с большой силой тока для сварочных целей.
Входная и выходная стороны трансформатора должны быть маркированы на внешней стороне трансформатора. Если это не так, тогда вам нужно будет проверить электрическую схему, включенную в руководство пользователя сварщика.
Затем возьмите мультиметр и убедитесь, что он настроен на испытательное напряжение. Поместите по одному выводу мультиметра с каждой стороны клеммы входного напряжения и запишите напряжение, как показано на экране дисплея.
Убедитесь, что вы повторяете этот тест несколько раз, чтобы получить точные результаты. Странные показания могут быть результатом неправильного использования мультиметра.
После того, как вы определили, что у вас есть точные показания и согласованные результаты, вы можете сравнить показания напряжения с заявленным входным напряжением, указанным в разделе технических характеристик руководства пользователя.
Если входное напряжение не соответствует указанному входному напряжению, перейдите к проверке источника напряжения перед поиском неисправности трансформатора.
7. Проверьте выходное напряжение
Вы также захотите проверить выходное напряжение трансформатора. Клеммы, на которых подается выходное напряжение, должны быть маркированы на трансформаторе.
В случае, если вы не можете определить, какая клемма передает выходное напряжение, посмотрите схему подключения в руководстве пользователя сварочного аппарата.
По крайней мере, выходное напряжение должно быть меньше входного напряжения понижающего трансформатора, типа трансформатора, обычно используемого при сварке. Если выходное напряжение больше или равно входному напряжению в понижающем трансформаторе, возможно, проблема во вторичной катушке.
Чтобы измерить выходное напряжение сварочного трансформатора, убедитесь, что центральная ручка мультиметра установлена на измерение напряжения. Поместите по одному выводу на каждый конец выходной клеммы.Проверьте напряжение несколько раз, чтобы убедиться, что показания точны и согласованы.
Показания выходного напряжения должны, по крайней мере, находиться в разумном диапазоне значений, перечисленных в разделе технических характеристик руководства пользователя для вашего сварочного аппарата.
Более дешевые мультиметры не обязательно являются самыми точными, но они вполне подходят для этих целей и обязательно сообщат вам, попадает ли ваше тестируемое значение в ожидаемый диапазон.
Если вы обнаружите неожиданное значение, вам потребуется устранить проблемы со сварочным трансформатором. Если входное напряжение в порядке, но выходное напряжение слишком низкое или высокое, тогда, вероятно, проблема с вторичными обмотками, как упоминалось ранее.
Это может быть или не быть ремонт, который вы можете сделать самостоятельно. Вы можете подумать о поиске электрика или компании по ремонту сварочных аппаратов, которые могут отремонтировать вторичную обмотку по цене ниже, чем стоимость полной замены трансформатора.
Перед тем, как продолжить чтение, вот статья, которую мы написали: Если ваш сварочный аппарат продолжает отключать выключатель, прочтите это руководство
8. Выполните проверку целостности первичных обмоток
Начните с перемещения ручки на мультиметре, чтобы увидеть сопротивление. Чтобы начать измерение сопротивления, необходимо переместить ручку в секцию омметра мультиметра.
Для начала соедините вместе отдельные выводы мультиметра. Мультиметр должен показывать непрерывность.
Непрерывность обычно отображается на мультиметре непрерывным звуковым сигналом. Многие мультиметры не имеют специального режима непрерывности , как этот универсальный мультиметр .
К счастью, вы все еще можете измерить непрерывность мультиметрами без специального режима проверки целостности цепи. В таких системах значение сопротивления должно быть близким к нулю.
Снимите проводку со стороны входа трансформатора. Затем прикоснитесь положительным и отрицательным выводами мультиметра к противоположным входным клеммам.
Значение сопротивления должно быть близко к 0 , что указывает на целостность цепи. Если это не так, обязательно проверьте проводку несколько раз, чтобы убедиться, что проблема заключается в ложных показаниях мультиметра.
Если вы по-прежнему получаете показание сопротивления, которое выходит за пределы ожидаемого диапазона значений, то, вероятно, у вас неисправный трансформатор.
Эта проблема может означать, что трансформатор необходимо полностью заменить.По всей видимости, не существует ремонта, который может исправить сварочный трансформатор, который просто не работает.
Как работают сварочные трансформаторы. Разборка и объяснение >> Посмотрите видео ниже
9. Выполните проверку целостности вторичных обмоток
Вам также потребуется выполнить проверку целостности вторичных обмоток трансформатора. Отсоедините выходные провода от трансформатора.Убедитесь, что мультиметр настроен на считывание сопротивления.
Для большей точности сначала соедините 2 вывода мультиметра вместе, считывая сопротивление, чтобы мультиметр мог проверить целостность цепи. Мультиметр издаст звуковой сигнал и / или отобразит значение сопротивления, близкое к 0.
Затем подключите каждый провод к каждой выходной клемме. Мультиметр должен показывать непрерывность.
Если мультиметр не показывает целостность цепи, вам следует проверить вторичную цепь на предмет короткого замыкания на массу, , которое часто вызывается оголенным проводом.В этом случае необходимо будет полностью заменить трансформатор.
10. Устранение неисправностей, вызванных трансформатором
Проблемы с производительностью сварочного аппарата часто могут быть связаны с трансформатором. Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварщик не работает должным образом.
В руководстве пользователя этого трансформатора для дуговой сварки указывается , что цепь открытого трансформатора является одной из потенциальных причин, по которой сварщик не сможет выполнять сварку вообще. Вы также можете заметить, что сварочный аппарат работает нормально при первом запуске, но вскоре перестает работать.
Если на ваш сварочный аппарат не подается постоянный ток, то такая нестабильная работа сварочного аппарата может быть результатом плохих внутренних соединений.
Часть процедуры поиска и устранения неисправностей должна включать в себя выполнение серии тестов трансформатора, чтобы убедиться, что неисправный трансформатор не является причиной проблем с производительностью.
Почему все еще используются сварочные аппараты на базе трансформаторов?
Большой спор в области сварочных ям между инверторными сварщиками и трансформаторными сварщиками.На протяжении большей части истории производства трансформаторные сварочные аппараты были нормой. Однако в конце 1980-х инженеры-программисты начали проектировать сварочные аппараты на основе инверторов.
Инверторные сварочные аппараты используют кремниевую технологию. Это компьютеризированные сварочные аппараты, которые могут легко регулировать ток, не прибегая к громоздким трансформаторам и выпрямителям, характерным для традиционных сварочных аппаратов.
Связанное чтение: Каковы преимущества инверторного сварочного аппарата?
Сварщики трансформаторов по-прежнему сохраняют свои достоинства. Во-первых, их намного проще ремонтировать. Подумайте, насколько легче отремонтировать старый автомобиль, чем ремонтировать современные автомобили с более сложными компьютерными системами.
По этой причине многим операторам удобнее работать с трансформаторными сварочными аппаратами.
Сварщики трансформаторов тоже работают намного дольше. Это означает, что на усовершенствование сварочных аппаратов трансформаторов было потрачено больше времени, чем на сварочные аппараты инверторного типа.Честно говоря, за последние годы инверторы немного догнали.
Инверторные сварочные аппараты все еще дороже трансформаторных сварочных аппаратов , хотя средняя стоимость инверторов с годами снизилась. Если в домашнем магазине вы в основном свариваете стальную пресс-форму, то вы обнаружите, что трансформатор по-прежнему будет вполне соответствовать вашим требованиям.
Если принять во внимание цену, сварочные аппараты для трансформаторов — лучший вариант для сварщиков своими руками.
Инверторытакже требуют больше затрат на ремонт после истечения срока гарантии, говорится в этой статье, появившейся в The Fabricator .Инверторы — это дорогостоящее оборудование, которое нужно ремонтировать, особенно если вы постоянно сталкиваетесь с проблемами в компьютерной системе.
Трансформаторы дешевле ремонтировать или заменять, потому что вы можете получить запасные части из металлолома.
Сколько Ом должен показывать трансформатор?
Показания омметра не должны существенно отличаться между результатом теста и сопротивлением, указанным в таблице данных трансформатора.
Сопротивление переменного тока поддерживается проводами, намотанными вокруг его сердечника.Вы измеряете это, касаясь омметром красных и черных контактов на противоположных концах проводки трансформатора.
Если есть существенная разница между данными вашего трансформатора, вам следует подумать о его немедленной замене.
Любое показание бесконечного сопротивления или OL может быть измерено как неисправность трансформатора и подлежит замене.
Какая сторона трансформатора имеет более высокое сопротивление?
Какая сторона трансформатора имеет большее сопротивление? Входная сторона трансформатора (или первичная обмотка) обычно имеет более высокое значение, поскольку основная электрическая мощность подключается в этой точке.На выходной (или вторичной) стороне электрический ток направляется на нагрузку.
Напряжение на первичной обмотке понижающего трансформатора всегда выше, чем на вторичной обмотке, поэтому она имеет более высокое сопротивление, чем вторичная проводка.
Таким образом, сторона с большим сопротивлением должна быть первичной стороной. Другие способы найти свой первичный источник:
- Используйте мультиметр в непрерывном режиме, , и вы можете проверить первичный, а затем вторичный провода, чтобы увидеть более высокое значение мультиметра.
- Если ваш трансформатор представляет собой трансформатор с центральным ответвлением , вы обнаружите, что первичная обмотка обычно имеет два провода, а вторичная — три провода.
- Если ваш трансформатор промаркирован, первичное напряжение отображается как в верхней части трансформатора, а меньшее вторичное напряжение отображается в нижней части дисплея.
Как размагнитить сердечник трансформатора?
Как размагнитить сердечник трансформатора? Чтобы размагнитить катушку трансформатора, необходимо подать постоянный ток, и его величина должна быть уменьшена, так как полярность направленного тока меняется несколько раз на обратную.
Размагничивание имеет решающее значение для трансформатора, поскольку сердечник может иметь остаточный магнетизм после отключения от источника питания или остаточный магнетизм в результате измерения сопротивления обмотки.
Если ваш трансформатор не размагничен должным образом, это может вызвать высокие пусковые токи при повторном включении сердечника. Этот остаточный магнетизм может вызвать повреждение катушек или снизить давление зажима.
Эти механические удары, вызванные перегрузкой по току, могут привести к ослаблению обмотки и механическому повреждению.
Лучше ли инверторные сварочные аппараты, чем трансформаторные?
Обе машины имеют свои преимущества и недостатки в зависимости от таких факторов, как место, эффективность и долговечность.
Инверторы обычно используют меньше ампер для достижения того же напряжения, что и трансформаторы, поэтому они более эффективны и производят более стабильную дугу. Трансформаторы имеют более высокие рабочие циклы и могут выдерживать более тяжелые операции, чем инверторы.
Они также имеют более длительный послужной список по долговечности, поскольку технология существует значительно дольше.
Инверторы занимают меньше места, чем трансформатор, поэтому они подходят сварщикам, которые работают в ограниченном пространстве. У инверторов больше рабочих частей, поэтому ремонт не так прост, как трансформатор более простой конструкции.
Первоначальная стоимость инвертора выше, чем стоимость трансформатора, но при их сравнительно низком потреблении электроэнергии (около 10%) ваш инвертор экономит деньги с течением времени.
Инверторы обладают большей универсальностью с точки зрения материалов, чем трансформаторы с возможностью программирования GMAW и GTAW.
Однако, если ваши потребности просты и вы ориентируетесь на низкоуглеродистую сталь, трансформатор — это все, что вам нужно для прочной и надежной машины, которая прослужит вам долгое время.
Какой трансформатор используется при дуговой сварке?
Какой трансформатор используется при дуговой сварке? Чаще всего сварщики дуговой сварки выбирают преобразователи на базе IGBT или MOSFET, рассчитанные на питание от сети постоянного тока или синтезированного переменного тока, такие как Dekopro Arc Welder.
Хотя для дуговой сварки доступно пять источников питания, большинство современных сварщиков не выбирают трансформаторы частоты сети.
Хотя простые системы с отводом первичного контура могут быть достаточно надежными для сварки MIG, колебания подачи могут быть проблематичными. Тиристорные регуляторы позволяют плавно регулировать мощность и могут использоваться для большинства сварочных целей.
Ссылки по теме: Что такое дуговая сварка?
Инверторные источники питания обладают наибольшими преимуществами с точки зрения эффективности и производительности.
Они преобразуют сетевой переменный ток (50 Гц) в высокочастотный переменный ток перед выпрямлением в постоянный ток, пригодный для сварки.
Рекомендуемая литература:
Как сваривать с генератором?
Что такое многофункциональный сварочный аппарат и когда его использовать?
Руководство покупателя портативного сварочного аппарата: 5 вещей, на которые следует обратить внимание
Сварочный трансформатор: принцип, требования и типы
Прочитав эту статью, вы узнаете: — 1. Принципы работы сварочного трансформатора 2. Требования к сварочному трансформатору 3. Типы.
Принцип работы сварочного трансформатора:В сварочной дуге переменного тока ток остается почти синусоидальным, в то время как напряжение искажается, как показано на рис.4.9.
Принимая во внимание эти переходные процессы, точка M указывает напряжение, необходимое для зажигания дуги. Время, в течение которого напряжение возрастает от нуля до напряжения, достаточного для повторного зажигания дуги, называется ВРЕМЯ ВОССТАНОВЛЕНИЯ ДУГИ. На переходном процессе напряжения дуги это обозначается как Если дуга должна быть устойчивой и тихой, время Y должно быть как можно короче, потому что в противном случае в течение промежуточного интервала катод может стать слишком холодным, чтобы испустить достаточное количество электронов и ионов для повторно зажгите и поддержите дугу.
Одним из способов уменьшения t 1 является повышение напряжения холостого хода источника сварочного тока, как видно из рис. 4.10. Кривая напряжения 2 имеет более низкое пиковое значение, чем кривая напряжения 2. Для кривой 1 напряжение зажигания дуги равно E, а время восстановления дуги составляет t 1 . В случае кривой 2 при том же напряжении повторного зажигания E дуга время восстановления t 2 значительно больше, чем t 1 .
Для поддержания продолжительной дуги переменного тока сварочная цепь должна иметь индуктивность *, которая будет создавать разность фаз между переходными процессами напряжения и тока порядка от 0-35 до 0-45.
При сварке малыми токами катод теряет больше тепла, чем при сварке большими токами. Следовательно, в первом случае время восстановления дуги должно быть как можно короче. Например, при токе от 160 до 250 ампер дуга легко возникает, когда трансформатор имеет напряжение холостого хода от 55 до 60 вольт, а при малых токах, скажем, от 60 до 70 ампер, напряжение холостого хода трансформатора должно составлять 70 до 80 вольт.
Однако повышение напряжения холостого хода может поставить под угрозу безопасность сварщика и снизить коэффициент мощности (т.е.е. Напряжение дуги / напряжение холостого хода) сварочного трансформатора. Поэтому крайне важно поддерживать напряжение холостого хода как можно более низким в рамках установленных ограничений.
Требования к сварочному трансформатору:Сварочный трансформатор должен удовлетворять следующим требованиям:
1. Он должен иметь падающую статическую вольт-амперную характеристику.
2. Чтобы избежать разбрызгивания, скачок сварочного тока во время короткого замыкания должен быть ограничен до минимально возможного значения, превышающего нормальный ток дуги.
3. Напряжение холостого хода обычно не должно превышать 80 вольт и ни в коем случае не должно превышать 100 вольт.
4. Выходной ток должен постоянно контролироваться во всем доступном диапазоне.
5. Напряжение холостого хода должно быть достаточно высоким для быстрого зажигания дуги и не слишком высоким, чтобы снизить экономичность сварки.
Основные типы сварочных трансформаторов:Четыре основных типа сварочных трансформаторов:
1.Тип с высоким реактивным сопротивлением,
2. Реактор внешний,
3. Реактор интегрального типа, и
4. Реактор насыщающегося типа.
1. Сварочный трансформатор с высоким реактивным сопротивлением:
Когда трансформатор подает ток, вокруг его обмоток возникают магнитные потоки.
Линии результирующего магнитного потока пересекают магнитную цепь и отсекают первичную (I) и вторичную (II) обмотки, как показано на рис.4.11. Однако не все линии магнитного потока делают это. Некоторые из линий магнитного потока из-за первичного тока не обрезают вторичные витки и наоборот, так как оба имеют свои пути в воздухе.
На диаграмме эти парциальные потоки обозначены как ɸ L1 и ɸ L2 . Другими словами, они отвечают за реактивное сопротивление * катушек и соответствующее падение реактивного напряжения на них. По мере увеличения тока потоки утечки также увеличиваются, как и e.м.ф. самоиндукции. Вот почему увеличение первичного или вторичного тока приводит к увеличению падения реактивного напряжения на соответствующих обмотках.
Чтобы сварочный трансформатор имел круто падающую вольт-амперную характеристику, как первичная, так и вторичная обмотки должны иметь высокое реактивное сопротивление, т.е. они должны иметь значительные потоки рассеяния. Это условие выполняется путем размещения первичной и вторичной обмоток либо на разных ответвлениях, либо на одном и том же ответвлении, но на некотором расстоянии друг от друга, например, расстояние «b» на приведенном выше рисунке.
На регулирование тока в сварочных трансформаторах с высоким реактивным сопротивлением можно воздействовать тремя способами. Один из них включает движущуюся первичную обмотку, как показано на рис. 4.12. Поскольку расстояние между обмотками меняется, меняется и реактивное сопротивление, а следовательно, и выходной сварочный ток.
Второй метод основан на использовании обмоток с ответвлениями либо на первичной, либо на вторичной стороне, и изменение коэффициента трансформации может быть выполнено путем включения или отключения необходимого количества витков, как показано на рис.4.13.
В третьем методе используется подвижный магнитный шунт. Положение шунта, размещенного на путях потоков утечки, как показано на рис. 4.14, регулирует выходной сварочный ток посредством управления реактивным сопротивлением.
2. Сварочный трансформатор с внешним реактором:
Этот тип сварочного трансформатора состоит из однофазного понижающего трансформатора с нормальным сопротивлением и отдельного реактора или дросселя.
Индуктивное реактивное сопротивление и сопротивление обмоток такого сварочного трансформатора низкие, поэтому его вторичное напряжение незначительно изменяется в зависимости от сварочного тока.Требуемая падающая или отрицательная вольт-амперная характеристика обеспечивается реактором, размещенным во вторичной обмотке сварочной цепи. Реактор состоит из стального сердечника и обмотки, намотанной проволокой, рассчитанной на максимально допустимый ток.
Если вторичное напряжение сварочного трансформатора составляет V 2 , напряжение дуги составляет V arc , а общее сопротивление вместе с реактивным падением на реакторе составляет V 2 , тогда эти три величины могут быть схематично показаны, как на рис.4.15 и связаны математически следующим образом.
Таким образом, напряжение дуги уменьшается с увеличением тока или с увеличением падения напряжения на реакторе. Это дает отрицательную или падающую вольт-амперную характеристику.
Управление сварочным током может быть достигнуто двумя способами, а именно, изменением сопротивления реактора (реактор с подвижной активной зоной) или изменением количества витков обмотки, включенной в цепь (реактор с ответвлениями).
Активная зона реактора с подвижной активной зоной, как показано на рис. 4.16, состоит из неподвижной части, несущей обмотку, и подвижной части, которую можно смещать к неподвижной активной зоне или от нее с помощью подходящего устройства, таким образом изменяя воздух. разрыв между ними. Увеличение воздушного зазора увеличивает сопротивление магнитной цепи реактора, в то время как его самоиндукция и индуктивное реактивное сопротивление падают, так что сварочный ток увеличивается.
Когда воздушный зазор уменьшается, сопротивление магнитной цепи также уменьшается, магнитный поток увеличивается, как и индуктивное сопротивление катушки, и сварочный ток падает.Таким образом можно очень точно и непрерывно регулировать сварочный ток.
В реакторе с отводом активная зона сделана сплошной, но змеевик разделен на несколько секций, каждая из которых имеет отвод, выведенный к точке регулятора, как показано на рис. 4.17. Перемещение контактного плеча через ответвители будет изменять количество витков в цепи, а вместе с тем и величину сварочного тока. Таким образом, ток регулируется пошагово.
3. Сварочный трансформатор со встроенным реактором:
Сварочный трансформатор интегрального реакторного типа, изображенный на рис.4.18 имеет первичную обмотку I, вторичную обмотку II и обмотку реактора III. Помимо основных ветвей, у активной зоны есть дополнительные ветви, несущие обмотку реактора. Сила тока регулируется с помощью подвижного сердечника C, помещенного между дополнительными ветвями.
Часть, несущая обмотку I и II, является, таким образом, собственно трансформатором, а часть, несущая обмотку III, является реактором.
Реактор может быть подключен к вторичной обмотке либо последовательно, либо последовательно.
Когда реактор включен последовательно, рисунок 4.18 (a), напряжение холостого хода трансформатора будет
.E t + E 2 + E r
, где E 2 — вторичное напряжение трансформатора, а E r — напряжение реактора.
Вспомогательное соединение сериисоздает стабильную дугу при малых токах и используется для сварки тонких пластин.
Когда реактор включен последовательно, противоположно, как показано на рис.4.18 (б), его напряжение вычитается из напряжения холостого хода трансформатора, то есть
E t + E 2 — E r
Оппозиционное соединение сериииспользуется для сварки толстых листов на больших токах.
4. Сварочный трансформатор с реактором насыщения:
В этом сварочном трансформаторе используется изолированная низковольтная цепь постоянного тока с низким током для изменения эффективных магнитных характеристик магнитопровода.Таким образом, большое количество переменного тока регулируется с помощью относительно небольшого количества постоянного тока, что позволяет регулировать выходную вольт-амперную характеристическую кривую от минимума до максимума. Например, когда в катушке реактора нет постоянного тока, она имеет минимальный импеданс и, следовательно, максимальную выходную мощность сварочного трансформатора.
Поскольку величина постоянного тока увеличивается с помощью реостата в цепи постоянного тока, появляется больше непрерывных магнитных силовых линий, поэтому сопротивление реактора увеличивается, а выходной ток сварочного трансформатора уменьшается.Преимущество этого метода заключается в том, что он удаляет подвижные части и изгибаются проводники, и его часто используют для источников питания для газо-вольфрамовой дуговой сварки.
На рис. 4.19 показаны основы схемы для простого источника питания с насыщаемым реактором. Для достижения желаемой цели низкого напряжения и высокого тока катушки реактора подключаются напротив управляющей катушки постоянного тока.
При работе на переменном токе очень важна форма волны для дуговой сварки вольфрамовым электродом в газе. Насыщаемый реактор имеет тенденцию вызывать серьезные искажения синусоидальной волны, поступающей от трансформатора.Размещение воздушного зазора в активной зоне реактора, как показано на рис. 4.19, является одним из способов уменьшения этого искажения. В качестве альтернативы в цепь управления постоянным током можно вставить большой дроссель. Любой из этих методов или их комбинация даст желаемый результат.
Параллельная работа сварочных трансформаторов:
При сварке иногда возникает потребность в токе, превышающем максимальный сварочный ток, получаемый от одного трансформатора. В этом случае желаемый сварочный ток может быть получен путем параллельной работы двух или более сварочных трансформаторов.
Меры предосторожности, необходимые для такой параллельной работы, заключаются в том, чтобы напряжения холостого хода или холостого хода трансформаторов были одинаковыми. Это особенно важно в случае сварочных трансформаторов с высоким реактивным сопротивлением, где напряжение холостого хода и коэффициент трансформации в некоторой степени изменяются в зависимости от условий регулировки и шага регулирования.
Когда два трансформатора подключены для параллельной работы, как показано на рис. 4.20, одинаковые выводы первичных обмоток должны быть подключены к идентичным линейным проводам A, B, C питающей сети, таким образом обеспечивая совпадение e.м.ф. фазы во вторичных обмотках. Затем аналогичные клеммы вторичных обмоток должны быть соединены попарно, как показано. Такие трехфазные двухоператорные трансформаторы продаются в Индии компанией M / s ES AB India Limited.
Многооператорные сварочные трансформаторы:
В системе сварочного трансформатора с несколькими дугами или несколькими операторами используется сильноточный источник постоянного напряжения для одновременного обеспечения нескольких сварочных цепей. Такая система используется, когда имеется большая концентрация точек сварки в относительно небольшой рабочей зоне, например, в судостроении, на строительных площадках для электростанций, нефтеперерабатывающих и химических заводов.
Многооперационный сварочный трансформатор с плоской вольт-амперной характеристикой может быть однофазным или трехфазным. Недостатком однофазного сварочного трансформатора с несколькими операторами является то, что он создает несимметричную нагрузку на трехфазную сеть питания. Если многопозиционный сварочный трансформатор должен иметь напряжение, которое не будет изменяться в зависимости от нагрузки (максимальное отклонение не должно превышать 5%), он должен иметь низкую магнитную утечку, то есть низкое индуктивное реактивное сопротивление.
Число дуг или сварочных цепей, которые могут быть подключены к сварочному трансформатору, можно найти по соотношению
n = I t / I a .K
где,
n = количество дуг или сварочных контуров,
I t = номинальный выходной ток сварочного трансформатора,
I a = средний ток дуги в каждой сварочной цепи,
K = коэффициент разнообразия.
Коэффициент разнообразия K учитывает тот факт, что все сварочные аппараты, работающие от одного и того же источника питания, не работают одновременно. Коэффициент разнообразия связан со средним рабочим циклом и законами вероятности, но уменьшается по мере увеличения числа сварщиков, работающих от одного и того же трансформатора.Обычно предполагается, что K находится в диапазоне от 0 ∙ 6 до 0 ∙ 8.
Каждая сварочная станция подключается через отдельный регулируемый дроссель (регулятор тока), который обеспечивает круто падающую статическую вольт-амперную характеристику для каждой сварочной цепи. Сварочные цепи подключаются параллельно, поскольку при таком расположении источник лучше используется при сварке малыми токами порядка 70–100 ампер.
Примечание:
Следует отметить, что сварочные трансформаторы имеют довольно низкий коэффициент мощности из-за того, что они содержат катушки с высоким индуктивным сопротивлением.Поэтому сварочные трансформаторы не должны иметь номинальную мощность выше, чем это необходимо для выполнения порученной работы. Они также не должны работать на холостом ходу в течение длительного времени.
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ, ИНК. I, ЧАСТЬ B 1.8.5.2 Трансформатор в сварочном аппарате работает примерно так же, как большая электростанция трансформатор. Первичное напряжение, поступающее в машину, слишком велико для безопасная сварка.Следовательно, оно понижается до пригодного для использования напряжения. Это лучше всего проиллюстрировано с объяснением о том, как работает единственный трансформатор. 1.8.5.3 В предыдущих параграфах мы имеем обнаружено, что электрический ток может быть индуцирован в проводник, когда этот проводник перемещается через магнитное поле к производят переменный ток. Если этот переменный ток проходит через проводник, пульсирующее магнитное поле будет окружать внешность этого проводника, то есть магнитное поле будет наращивать интенсивность через первые 90 электрических градусов или первые цикл.С этого момента магнитное поле будет спадать в течение следующей четверти цикла до тех пор, пока напряжение или текущие достигают ноль при 180 электрических градусах. Сразу же текущее направление меняется на противоположное. и магнитный поле снова начнет нарастать, пока не достигнет максимума в 270 электрических градусов в цикле. С этого момента ток и магнитное поле снова начинают затухать, пока они достигают нуля при 360 электрических градусах, где цикл начинается снова.1.8.5.4 Если этот провод намотан на материал с высокой магнитной проницаемостью (магнитный проницаемость — это способность воспринимать большое количество магнитных силовых линий) например, сталь, магнитное поле проникает это ядро. См. Рисунок 14. Этот проводник называется первичной обмоткой, а если на один из его выводов подается напряжение и цепь замкнута, ток будет течь. Когда наматывается вторая катушка тот же стальной сердечник, энергия, которая хранится в этом флуктуирующее магнитное поле в сердечнике индуцируется в этом вторичная обмотка.1.8.5.5 Это наращивание и коллапс это магнитное поле которые возбуждают электроны во вторичной обмотке трансформатора. Это вызывает электрический ток той же частоты, что и первичная обмотка. течь, когда вторичный контур замыкается зажиганием сварочной дуги. Помни это все трансформаторы работают только на переменном Текущий. 1.8.5.6 Упрощенный вариант сварочного трансформатора схематично показано на рисунке 15.Этот сварочный аппарат будет работать от входной мощности 230 вольт, а первичная обмотка имеет 230 вольт. витки проволоки на ядре. Нам нужно 80 вольт для зажигания дуги во вторичной обмотке или сварочная цепь, Таким образом, мы имеем 80 витков провода во вторичной обмотке сердечника. Перед дуга зажжена, напряжение между электродом и заготовкой составляет 80 вольт. Воспоминание что нет тока (сила тока) течет до тех пор, пока сварочный контур не завершится зажиганием дуги.РИСУНОК 14 СТАЛЬ ОСНОВНОЙ ПЕРВИЧНЫЙ КАТУШКА ВТОРИЧНАЯ КАТУШКА 80 V 80 460 ОБОРОТОВ V 460 ПОВОРОТЫ БАЗОВЫЙ ТРАНСФОРМАТОР
Сварочный трансформатор— ElectricalWorkbook
В этом разделе вы изучаете сварочный трансформатор — теория, типы и схемы.
Сварочные аппараты переменного тока, обеспечивающие питание для дуговой сварки, в основном состоят из сварочных трансформаторов. Сварочный трансформатор снижает напряжение источника питания примерно до 70–100 В, что является значением, необходимым для зажигания дуги. При дуговой сварке между электродом и заготовкой зажигается дуга, так что соединение доводится до температуры плавления за счет тепла дуги (около 35000 ° C).
Характеристика спада источника напряжения
При питании от сети переменного тока, даже если напряжение холостого хода, необходимое для зажигания дуги, составляет от 70 до 100 В, напряжение для поддержания дуги зависит от типа электрода и используемого тока.Обычно оно находится в диапазоне от 20 до 30 В. Наиболее важной характеристикой дуги является ее характеристика отрицательного сопротивления. Сопротивление дуги уменьшается с увеличением тока. Следовательно, любое небольшое увеличение тока вызывает уменьшение дуги, что, в свою очередь, еще больше увеличивает ток.
Это делает невозможным поддержание устойчивой дуги. Следовательно, напряжение питания должно быть таким, чтобы оно должно было быстро падать по мере увеличения тока, тем самым противодействуя увеличению тока.Поэтому источник напряжения должен иметь падающую характеристику, как показано на рис. 5.6. Эта характеристика спада помогает поддерживать сварочный ток, по существу, постоянным в рабочем диапазоне, независимо от небольших изменений длины дуги и, как следствие, небольших изменений напряжения дуги, которые неизбежны при ручной дуговой сварке. Достаточно стабильный ток во время сварки необходим для получения неизменно хорошего качества сварного шва.
В сварочной установке на переменном токе характеристика спада может быть достигнута либо за счет использования трансформатора в сочетании с реактором, последовательно соединенным с его вторичной обмоткой, либо за счет специальной конструкции самого трансформатора.В обоих этих случаях текущий контроль, дающий семейство таких характеристик спада, достигается многими различными способами. Все эти методы в основном основаны на изменении реактивного сопротивления сварочного контура. Ниже кратко рассмотрены лишь некоторые из них.
Рис. 5.6: Падение характеристики источника напряжения.
Сварочные трансформаторы в сочетании с реакторамиДля регулирования сварочного тока можно использовать ответвительный реактор в сочетании с трансформатором, как показано на рис.5.7 (а). Чем больше количество витков реактора в цепи, тем выше его реактивное сопротивление и меньше ток. Воздушный зазор в активной зоне реактора также можно изменять механическими средствами для изменения реактивного сопротивления. В качестве альтернативы реактивное сопротивление реактора можно изменить, предоставив
магнитный шунт в активной зоне реактора. Возможен ряд конструкций для постепенного изменения реактивного сопротивления реактора с использованием такого магнитного шунта. Этот магнитный шунт может быть выполнен в виде якоря (рис.5.7 б), угловое положение которого определяет реактивное сопротивление реактора. Реактивное сопротивление реактора является максимальным (следовательно, минимальным является ток), когда шунтирующая цепь почти замкнута, за исключением небольших воздушных зазоров между вращающейся и неподвижной частями сердечника, и минимально (следовательно, ток максимален), когда вращающаяся секция сердечника поворачивает на 90 o . Между этими двумя положениями также может быть получено любое промежуточное реактивное сопротивление. В другом варианте (рис. 5.7 в) подвижный (движущийся в направлении, перпендикулярном плоскости бумаги) сердечник прикреплен к винту
., с помощью которого он может быть вставлен в активную зону реактора или извлечен из активной зоны реактора.Когда подвижная активная зона полностью выходит из активной зоны реактора, реактивное сопротивление реактора минимально, а ток в этом состоянии максимален. С другой стороны, когда подвижная активная зона полностью находится в активной зоне реактора, реактивное сопротивление реактора является максимальным, а ток минимальным. В некоторых случаях эффект переменного реактивного сопротивления достигается с помощью преобразователя, управляемого постоянным током (также называемого насыщающимся реактором), путем изменения его управляющего постоянного тока (рис. 5.7 d). Насыщение сердечника в большей или меньшей степени зависит от силы постоянного тока, который, в свою очередь, изменяет реактивное сопротивление преобразователя.
Рис. 5.7: Сварочный трансформатор в сочетании с (а) реактором с ответвлениями, (б) реактором с вращающимся магнитным шунтом, (в) реактором с подвижным магнитным шунтом, (г) преобразователем
Сварочный трансформатор с переменным сопротивлением утечкиРеактивное сопротивление утечки самого трансформатора можно изменять с помощью различных методов, и, таким образом, можно управлять сварочным током без помощи отдельного реактора.
Рис.5.8: Сварочный трансформатор с регулируемым реактивным сопротивлением рассеяния с (a) вращающимся магнитным шунтом, (b) подвижным магнитным шунтом, (c) обеспечением насыщения постоянным током магнитного шунта
Три таких метода схематически проиллюстрированы на рис. 5.8 (a), (b) и (c) в принципе аналогичны рассмотренным ранее для изменения реактивного сопротивления реакторов, используемых вместе с трансформаторами. В первом методе (рис. 5.8 а) реактивное сопротивление рассеяния трансформатора изменяется с помощью вращающегося магнитного шунта, тогда как во втором методе (рис.5.8 б), его заменяют с помощью подвижного магнитного шунта. В третьем методе (рис. 5.8 в) то же самое достигается изменением насыщения магнитопровода постоянным током. В некоторых случаях подвижные катушки могут использоваться на ветви трансформатора для изменения реактивного сопротивления рассеяния, которое определяется относительным положением первичной и вторичной обмоток.
Связанные темы
-
Изолирующий трансформатор
В этом разделе вы изучаете изолирующий трансформатор — определение, теория и схема.Трансформатор…
-
Инструментальные трансформаторы
В этом разделе вы изучаете инструментальные трансформаторы — определение, типы и схемы. Измерительные приборы в…
-
Метод синхроскопа
В этом разделе вы изучаете метод синхроскопа для синхронизации генератора (или генератора переменного тока). В этом…
Сварочный трансформаторПринцип работы и применение и характеристики сварочного трансформатора
Сейчас у нас много блоков питания переменного тока.Таким образом, использование сварочного трансформатора играет важную роль в сварке по сравнению с мотор-генераторной установкой. Когда нам нужно использовать электродвигатель-генератор для сварки, мы должны запускать его непрерывно, что создает много шума. С помощью сварочного трансформатора сварка выполняется с меньшим шумом. Теперь рассмотрим подробнее сварочный трансформатор .
Конструкция сварочного трансформатора:
1. Сварочный трансформатор — понижающий трансформатор.
2. Он имеет магнитный сердечник с тонкой первичной обмоткой и большим количеством витков на одном плече.
3. Вторичная обмотка с меньшим количеством витков и большим поперечным сечением на другом плече.
4. Благодаря этому типу обмоток в первичной и вторичной обмотках он ведет себя как понижающий трансформатор.
5. Таким образом, мы получаем меньшее напряжение и больший ток на выходе вторичной обмотки. Это конструкция сварочного трансформатора переменного тока .
6. Сварочный трансформатор постоянного тока также имеет такой же тип обмотки, с той лишь разницей, что мы подключаем выпрямитель (который преобразует переменный ток в постоянный) во вторичной обмотке, чтобы получить выход постоянного тока.
7. Мы также подключаем индуктивность или фильтр для сглаживания постоянного тока. Это будет конструкция сварочного трансформатора постоянного тока. Схемы показаны ниже.
Рис. 1. Сварочный трансформатор постоянного тока
Рис. 2. Сварочный трансформатор переменного тока
Примечание:
Многие люди сомневаются, какая обмотка первичная, а какая вторичная. Обмотка, подключенная к источнику питания, называется первичной обмоткой, а обмотка, к которой подключена нагрузка, называется вторичной обмоткой.Работа сварочного трансформатора:
1. Поскольку это понижающий трансформатор, у нас меньшее напряжение на вторичной обмотке, которое составляет примерно от 15 до 45 вольт, и высокие значения тока, которые составляют примерно от 200 до 600 А, оно также может быть выше этого значения.
2. Для регулировки напряжения на вторичной обмотке имеются отводы на вторичной обмотке, благодаря чему мы можем получить необходимое количество вторичного тока для сварки.
3. Эти ответвления подключены к нескольким сильноточным выключателям.
4. Теперь один конец вторичной обмотки подсоединен к сварочному электроду, а другой конец подсоединен к сварочным деталям, как показано на рис. 2.
5. Когда протекает большой ток, выделяется большое количество тепла I2R из-за контактного сопротивления между сварочными деталями и электродом.
6. Из-за этого сильного нагрева кончик электрода плавится и заполняет зазор между сварочными деталями.
Это принцип работы сварочного трансформатора.
Вольт-амперная характеристика сварочного трансформатора:На приведенном ниже рисунке показаны вольт-амперные характеристики сварочного трансформатора.
Контроль дуги сварочного трансформатора:
Импеданс сварочного трансформатора должен быть выше, чем у обычного трансформатора для управления дугой, а также для управления током.
Мы можем использовать различные реакторы для управления дугой. Их
1. Реактор с ответвлением.
2. Реактор с подвижным змеевиком.
3. Магнитный шунтирующий реактор.
4. Бесступенчатый реактор.
5. Насыщаемый реактор.
Теперь давайте рассмотрим подробно каждый из этих методов управления дугой сварочного трансформатора .
1. Реактор с ответвлением:
Ниже приведена схема управления дугой с помощью ответвительного реактора.
С помощью кранов контролируем ток. Имеет ограниченный текущий контроль.
2. Реактор с подвижной спиралью:
Ниже представлена схема управления дугой с помощью реактора с подвижной катушкой.
Расстояние между первичной и вторичной обмотками определяет величину тока. Если расстояние между первичной и вторичной обмотками велико, то сила тока меньше.
3. Магнитный шунтирующий реактор:
Ниже представлена схема управления дугой с помощью магнитного шунтирующего реактора.
Регулировкой центрального магнитного шунта изменяют поток. Путем изменения магнитного потока можно изменить ток.
4. Реактор непрерывного действия:
Ниже приведена схема управления дугой с использованием реактора с бесступенчатым регулированием.
Путем варьирования изменяется высота ввода активной зоны реактора. Если вставка сердечника больше, реактивное сопротивление выше, поэтому выходной ток будет меньше.
5. Насыщаемый реактор:
Ниже представлена схема управления дугой с использованием насыщающегося реактора.
Реактивное сопротивление реактора здесь регулируется изменением значения постоянного тока. возбуждение, получаемое от постоянного тока управляемый преобразователь. Выше постоянный ток. токи, реактор приближается к насыщению. Это изменяет реактивное сопротивление реактора. Изменяя реактивное сопротивление, можно изменить ток.
С помощью вышеуказанных реакторов можно управлять током, что помогает контролировать дугу.
В этом посте мы узнали о сварочных трансформаторах.
T. J. Оборудование, материалы и услуги для сварки сопротивлением снегу
THE FINE PRINT: T. J. Snow не несет ответственности за то, что вы следуете этим указаниям. Вы делаете это на свой страх и риск и рискуете повредить свое оборудование. Если что-то пойдет не так, вы не сможете привлечь нас к ответственности. Если вы не можете принять эти ограничения, не продолжайте эти тесты.
- Убедитесь, что питание сварочного аппарата отключено и питание заблокировано в соответствии с утвержденными заводом процедурами блокировки и маркировки.
- Отсоедините линейные провода, идущие от трансформатора или переключателей ответвлений к системе управления.
- Если к трансформатору подключен переключатель ответвлений, убедитесь, что он находится на ответвлении, а не в положении «выключено».
- Подключите омметр к линейным проводам, которые вы отсоединили от блока управления. Вы должны прочитать нулевое сопротивление или «непрерывность» через первичную обмотку трансформатора.
- Затем подключите омметр между любым линейным проводом и вторичной обмоткой трансформатора.Вы должны прочитать бесконечное сопротивление или «без непрерывности».
- Теперь подключите омметр между линейным проводом и землей (или корпусом) трансформатора. Вы должны прочитать бесконечное сопротивление или «без непрерывности».
- Установите все переключатели в положение наивысшего значения.
- Убедитесь, что концы сварных швов или вторичная обмотка трансформатора представляют собой разомкнутую, а не замкнутую цепь. Это можно сделать, поместив между наконечниками кусок жесткого утеплителя или старую кредитную карту.
- Подключите шнур 110 В переменного тока с предохранителем к двум линейным проводам. Примечание: если обмотки трансформатора неисправны, вы, вероятно, перегорите предохранитель в шнуре 110 В.
- Проверьте вторичное выходное напряжение трансформатора с помощью вольтметра. Это измерение следует производить прямо на трансформаторе, а не на наконечниках. Плохие соединения во вторичном контуре могут вызвать большее падение напряжения на них. Также убедитесь, что вторичный контур все еще открыт (вверху), иначе трансформатор будет находиться под нагрузкой.
- Если ваш сварочный аппарат питается от сети 220 В переменного тока, вы должны прочитать примерно ½ номинального максимального вторичного напряжения.
- Если ваш сварочный аппарат имеет источник питания 440 В переменного тока, вы должны прочитать примерно от максимального номинального вторичного напряжения.
- Если значение напряжения близко, ваш трансформатор, вероятно, исправен.
- Если у вас есть амперметр клещевого типа, вы можете проверить первичный ток, потребляемый на линии 110 В. Для большинства трансформаторов он должен составлять не более 1-2 ампер.
Если возникнут вопросы, звоните Т.Специалисты по трансформаторам Дж. Сноу по телефону (423) 894-6234.
.
- Они позволяют сварщику регулировать напряжение поворотом крана. трансформатор работает, при этом используется недорогое оборудование.
