Как работает конденсаторная сварка. Какие преимущества у этого метода. Как собрать аппарат для конденсаторной сварки своими руками. На что обратить внимание при сборке и использовании.
Что такое конденсаторная сварка и в чем ее особенности
Конденсаторная сварка — это разновидность контактной точечной сварки, при которой энергия для нагрева и расплавления металла в зоне сварки накапливается в конденсаторах. Это позволяет получить очень короткий и мощный импульс тока.
Основные особенности конденсаторной сварки:
- Очень короткое время сварки — от долей до нескольких миллисекунд
- Высокая плотность энергии в зоне сварки
- Возможность сваривать тонкие и небольшие детали
- Минимальный нагрев деталей за пределами сварной точки
- Возможность сваривать разнородные металлы
Принцип работы конденсаторной сварочной машины
Принцип работы аппарата для конденсаторной сварки заключается в следующем:
- Конденсаторы заряжаются от источника питания до заданного напряжения
- При нажатии на кнопку конденсаторы разряжаются через первичную обмотку сварочного трансформатора
- Во вторичной обмотке трансформатора возникает мощный импульс тока, который проходит через детали
- За счет выделяемого тепла металл в точке контакта расплавляется и детали свариваются
Весь процесс занимает доли секунды, поэтому нагрев деталей минимален.

Преимущества конденсаторной сварки перед другими методами
Конденсаторная сварка имеет ряд важных преимуществ по сравнению с другими методами сварки:
- Возможность сваривать тонкие детали без прожога
- Минимальная зона термического влияния
- Отсутствие видимых следов сварки
- Высокая производительность
- Простота автоматизации процесса
- Экономичность и энергоэффективность
Благодаря этим преимуществам конденсаторная сварка широко применяется в электронике, приборостроении, ювелирном деле и других отраслях.
Области применения конденсаторной сварки
Основные области применения конденсаторной сварки включают:
- Сварка тонколистовых металлов
- Приварка выводов и контактов в электронике
- Сварка мелких деталей в приборостроении
- Ремонт ювелирных изделий
- Сварка элементов аккумуляторных батарей
- Приварка шпилек и метизов
Конденсаторная сварка позволяет соединять как однородные, так и разнородные металлы, включая сталь, медь, алюминий, титан и их сплавы.
Как собрать аппарат для конденсаторной сварки своими руками
Собрать простой аппарат для конденсаторной сварки можно своими руками. Для этого потребуются следующие компоненты:
- Сварочный трансформатор
- Блок конденсаторов большой емкости
- Тиристор или мощный транзистор
- Диодный мост
- Резисторы, кнопки, провода
- Электроды и держатель электродов
Схема сборки аппарата выглядит следующим образом:
- Собирается выпрямитель на диодном мосту
- К выпрямителю подключается блок конденсаторов
- Параллельно конденсаторам подключается первичная обмотка трансформатора через тиристор
- К вторичной обмотке подключаются электроды
- Добавляется схема управления тиристором
При сборке важно соблюдать меры безопасности, так как в схеме присутствуют высокие напряжения.
На что обратить внимание при сборке конденсаторной сварки
При самостоятельной сборке аппарата для конденсаторной сварки следует учитывать несколько важных моментов:
- Емкость конденсаторов должна быть достаточной для получения мощного импульса
- Тиристор или транзистор должны выдерживать большие токи
- Важно обеспечить надежную изоляцию токоведущих частей
- Необходимо предусмотреть защиту от короткого замыкания
- Желательно добавить регулировку мощности импульса
Правильно собранный аппарат позволит выполнять качественную сварку тонких деталей в домашних условиях.
Техника безопасности при работе с конденсаторной сваркой
При работе с аппаратом конденсаторной сварки необходимо соблюдать следующие правила безопасности:
- Использовать защитные очки и перчатки
- Не прикасаться к электродам и свариваемым деталям во время работы
- Обеспечить хорошую вентиляцию рабочего места
- Не допускать попадания влаги на аппарат
- Отключать питание аппарата, когда он не используется
Соблюдение этих простых правил позволит безопасно использовать конденсаторную сварку в домашних условиях.
Заключение
Конденсаторная сварка — эффективный метод соединения тонких металлических деталей. Собрать простой аппарат можно своими руками, что позволит выполнять многие работы в домашних условиях. При правильной сборке и соблюдении техники безопасности конденсаторная сварка станет незаменимым инструментом для любителей и профессионалов.
Простой аппарат для точечной сварки » Сделай сам своими руками
В радиолюбительской практике не часто применяется контактная сварка, но все же бывает. И когда такой случай настает, но нет ни желания, ни времени мастерить хороший и большой аппарат для точечной сварки. Да если и делать его, то потом он будет валяться без дела, так как следующее применение его может и не наступить.Например, вам нужно соединить в цепь несколько аккумуляторных батарей. Соединяются они тонкой металлической лентой, без пайки припоем, так как аккумуляторы вообще не рекомендуют паять. Для таких целей я покажу вам как собрать простой аппарат для точечной контактной свари своими руками минут за 30.
- Нам понадобиться трансформатор переменного тока с напряжением вторичной обмотки 15-25 Вольт. Нагрузочная способность не имеет значения.
- Конденсаторы. Я взял 2200 мкФ – 4 штуки. Можно больше, в зависимости от мощности которую вам необходимо получить.
- Кнопка любая.
- Провода.

- Медная проволока.
- Диодная сборка для выпрямления. Можно так же использовать один диод, для полуволнового выпрямления.
Схема аппарата для контактной точечной сварки
Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.
Сборка аппарата для сварки
Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.
Также сажаем на клей заглушку.
Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматываем изолентой.
То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Включаем, нажимаем кнопку зарядки. Происходит зарядка конденсаторов.
Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.
Но если вам нужно помощнее, то тогда можно доработать схему так.
Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
схема и описание точечной контактной сварки
На чтение 10 мин Просмотров 26.6к. Опубликовано
Конденсаторная сварка является одним из видов контактной сварки, которую активно используют в промышленности, а также для выполнения сварных операций своими руками в быту.
Технологическая схема операции следующая: в конденсаторах при их зарядке от выпрямителя осуществляется накопление энергии, которая при разряде трансформируется в тепловую энергию.
С помощью этой энергии и осуществляется соединение кромок металлических изделий. Расскажем, как выполнить конденсаторную сварку своими руками: схема и описание технологии.
Конденсаторная сварка: что это такое
Конденсаторная своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
- простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
- точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
- высокие показатели производительности, что крайне важно при серийном производстве;
- возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Достоинством конденсаторной сварки является возможность уменьшить площадь термического воздействия, снизить напряжение и свести к нулю риск деформации поверхностей ввиду высокой плотности энергии и кратковременности сварного импульса. Технология позволяет работать с цветными металлами с малой толщиной.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Выполняем конденсаторную сварку своими руками
Контактная сварка применяется сварщиками, поэтому купить заводской аппарат для ее выполнения несложно.
Модели, в отличие от агрегатов для точечной сварки, отличаются простой конструкцией, несложным управлением и стоят недорого, но многие умельцы все же принимают решение, собрать сварной аппарат конденсаторного типа своими руками. Это позволяет сэкономить деньги, реализовать собственный талант.
Температура сварки различных материалов.Выполнения данного задания требует от мастера следующего:
- найти в интернете нужную схему и подробное описание конструкционных особенностей агрегата;
- уяснить механизм работы устройства;
- подобрать актуальные материалы и приспособления: шпильки приварные, сварные электроды и т.п.
Механизм функционирования аппарата для конденсаторной сварки:
- ток направляется через первичную обмотку питающего трансформатора, выпрямитель, представленный диодным мостом;
- на диагонали моста осуществляется подача управляющего сигнала тиристора с кнопкой запуска;
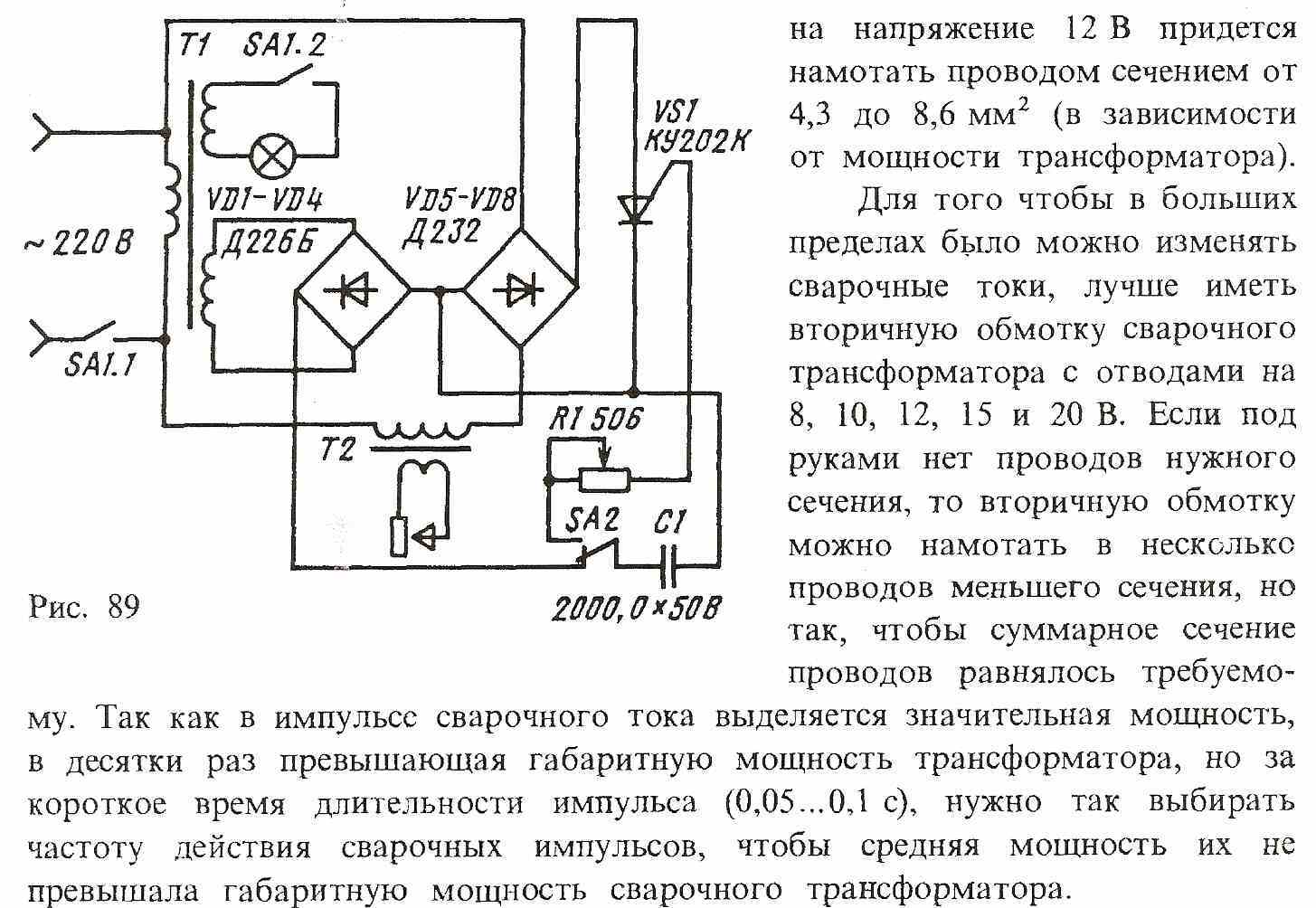
- в цепи тиристора вставлен конденсатор для накопления сварного импульса, который также нужно подключить к диагонали выпрямителя и первичной обмотке трансформаторной катушки.
Соединение участков металлических конструкций осуществляется при сильном электрическом влиянии, накопленном в двухполюсниках, а сам процесс делится на три категории:
- Контактная сварка.
Предполагает плотное прижатие заготовок друг к другу с последующим соприкосновением электродов к данному месту. Энергия, подающаяся на ограниченное пространство настолько велика, что это приводит к быстрому расплавлению и дальнейшему прикреплению кромок деталей. - Ударная технология.
Также предполагает соединение отдельных деталей из металла в единую конструкцию, но электричество подается к месту сваривания в виде кратковременного удара. Такая технология позволяет уменьшить продолжительность сварной операции до 1,5 м/с; - Точечная техника.
При использовании такого вида сварки потребуется два медных контакта, касающиеся объекта с двух граней. В результате изделия скрепляются в точке прикосновения к электроду.
При необходимости навесить на тонколистовую металлическую конструкцию приборы, фиксируемые гайками, можно воспользоваться той же конденсаторной сваркой.
С ее помощью на стенку конструкции приваривается специальная шпилька для конденсаторной сварки, а уже на нее фиксируют прибор. Шпильку помещают напротив основного металла и настраивают оборудование для выполнения операции приварки.
Дуга плавит основание шпильки и соответствующую ему площадь основного металла, после чего изделие вводят в сварную ванну и фиксируют на поверхности до тех пор, пока металлы не остынут. На выполнение такого потребуются миллисекунды, но он будет надежен и долговечен.
Схема при конденсаторной сварке
Схема конденсаторной сварки.Конденсаторная точечная сварка своими руками легко выполняется даже малоопытным сварщиком.
Ее основа ‒ электрическая схема с применением конденсаторов:
- Первичная обмотка проводится через выпрямитель, представленный .
Затем она подключается к источнику напряжения. - Тиристор подает сигнал на мостовую диагональ и управляется кнопкой запуска.
Конденсатор подключается к сети тиристора, диодному мосту и выводится на первичную обмотку. - Зарядить конденсатор можно путем, включения вспомогательной цепи с выпрямителем и трансформатором.
Конденсаторная сварка аккумуляторов своими руками осуществляется в следующей последовательности действий со стороны мастера:
- нажатие пусковой кнопки, запускающей временное реле;
- включение трансформатора при помощи тиристоров, после реле отключается;
- использование резистора с целью определения длительности импульса.
Требования к конденсаторной сварке
Сварные конденсаторы применяются в промышленном масштабе и в условиях небольших мастерских. В любом варианте нельзя нарушать технологию сварки для аккумуляторов своими руками, иначе сварные швы получаться низкокачественными.
Электрическая схема конденсаторной сварки.Соблюдение следующих условий позволит получить действительно качественный результат работы:
- обеспечьте подачу кратковременного импульса в течение временного промежутка до 0,1 с, а также последующее накопление энергозаряда от источника питания для нового импульса за максимально краткое время;
- позаботьтесь о хорошем контакте свариваемых деталей путем достаточного давления электрода на детали в момент подачи сварочного импульса;
- разжимание электродов производите с задержкой, дабы расплав остывал под давлением и улучшался режим кристаллизации металла сварного шва;
- диаметр точки, образуемой на металле от контакта с электродом, должен быть крупнее, нежели самая тонкая свариваемая заготовка в 2 раза;
- тщательно очистите поверхность свариваемых заготовок перед сваркой, дабы окисные пленки и ржавчина не спровоцировали существенное сопротивление для тока.
На заметку! Наиболее удачный вариант электродов для конденсаторной сварки – это омедненная проволока.
Конденсаторную точечную сварку осуществлять своими руками можно только при условии сборки агрегата с минимум двумя блоками: источником сварного импульса и сварочного блока. Также крайне важно предусмотреть возможность регулировки режима сварки и защиты.
Особенно важно придерживаться правил безопасной со сварным аппаратом, которые предполагают следующие пункты:
- для защиты глаз от искр от сварного аппарата надевают специальную маску;
- обезопасить кожу рук от ожога помогут перчатки, а тело – специальный защитный комбинезон;
- на ноги сварщика надевают ботинки с подошвой из плотного материала, не позволяющего повредить пальцы и ступню при работе.
Конструкции контактного блока
Контактный блок конденсаторной сварки ответственен за фиксацию и перемещение сварных . В большинстве случаев фиксация обоих стержней осуществляется вручную.
Схема конденсаторной сварки ударного типа.Более качественный вариант обеспечивает надежную фиксацию нижнего стержня, но оставляет подвижным верхний стержень. В данном случае верхний медный прут закрепляется так, чтобы он свободно двигался в вертикальной плоскости. А нижний ‒ оставляют в неподвижном состоянии.
Также на верхней части монтируют регулятор винтового образца, позволяющий создавать дополнительное давление. Главное, чтобы верхняя площадка и основание энергоблока имели хорошую изоляцию друг от друга. Некоторые модели сверху оснащены фонарем, что делает работу более комфортной.
При конструировании конденсаторной сварки своими руками потребуется иметь следующие детали:
- конденсатор, емкостью 1000-2000 мкФ, мощностью 10 В, напряжением 15;
- трансформатор требуемого размера ‒ 7 см, произведенный из сердечника типа Ш40;
- первичная обмотка, сделанная из трехсот слоев провода с диаметром 8 мм;
- вторичная обмотка из десяти обмоток медной шины;
- пусковик серии МТТ4К, включающий параллельные тиристоры, диоды и резистор.
На заметку! Если работа потребует соединения заготовок до 0,5 см, понадобится применить дополнительные коррективы в схему конструкции.
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.
Самодельный аппарат конденсаторной сварки.Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
- напряжение в зоне металлоизделий;
- вид и сила тока;
- длительность действия сварного импульса;
- число и размеры сварной проволоки, применяемой в работе.
Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению. Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей.
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Подведем итоги
Конденсаторная сварка актуальна при необходимости соединить детали из цветных металлов в единую конструкцию.
Технология имеет ряд достоинств, среди которых особенно ценна возможность уменьшить площадь термовоздействия, снизить напряжение и устранить риск деформации металлоповерхностей. Аппараты для конденсаторной сварки просты в использовании и легко собираются своими руками, что позволяет сэкономить.
Конденсаторная сварка своими руками — схема и описание
Этот вид сварки относится к точечному способу. Он удобен в случае, когда требуется приваривать небольшие детали друг к другу, а одну и маленькую. Преимущественно конденсаторную сварку используют для работы с цветными металлами.
Как только появилась возможность проводить точеную сварку в домашних условиях, метод стал набирать популярность среди неопытных сварщиков. Такая ситуация и прибавила актуальности вопросу на сегодняшний день. Что собой представляет этот процесс и как собственноручно сделать сварку для домашнего использования? Этот вопрос мы и постараемся сегодня разобрать в деталях.
Чем отличается конденсаторный способ от других видов?
Первое отличие, которое бросается в глаза, это скорость сварки и её экологичность. Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
- Конденсаторы собирают в себе требуемое количество энергии;
- Заряд переходит в тепло, которое используется для сварки.
Как уже упоминали ранее, этот вид сварки является экологически безопасным. Приборам не требуется жидкость для охлаждения из-за отсутствия тепловых выделений. Это преимущество позволяет прибавить времени к сроку эксплуатации конденсаторного устройства.
Принцип работы конденсаторной сварки
В процессе сваривания точечным способом, детали подвергаются зажиму двумя электродами, на которые приходит кратковременный ток. Затем между электродами образуется дуга, она и нагревает металл, расплавляя его. Сварочный импульс приходит в работу в течение 0,1 сек., он предоставляет общее ядро расплавки для обеих подвергающихся сварке частей заготовок. Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
Существуют вторичные обмотки, с них ток попадает на электроды, а на первичную обмотку, приходится импульс, который образовался при конденсаторном заряде. В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
Виды точечной сварки
Различают два основных вида конденсаторной сварки своими руками:
- Трансформаторный. При которой конденсатор разрядит энерго-заряд на обмотку трансформаторного оборудования. При этом заготовки расположены в сварочном поле, которое соединяется со вторичной обмоткой.
- Бестрансформаторный.
Преимущества
Как и у всех других видов, самостоятельная конденсаторная сварка отличается рядом положительных особенностей:
- При стабильной работе, есть возможность сэкономить электроэнергию;
- Надёжность и практичность. Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
- Скорость работы;
- Сварочный ток очень плотный;
- Аккуратность. Учитывая дозу потребляемой энергии, в поле соприкосновения образуется надёжный шов, компактной толщины. Такой способ широко используют для тонкой сварки цветного металла;
- Экономичность. Потребляемая мощность равна 20 кВА максимум. Это происходит при помощи отбора мощности благодаря стабилизации напряжения в сети.
Схема сборки агрегата своими руками
Через диодный мост (выпрямительный) проводится первичная обмотка, затем подключается к источнику напряжения. С тиристора идёт сигнал на мостовую диагональ. Тиристор управляется специальной кнопкой для запуска. Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
Как источник импульса, используют конденсатор, его емкость должна быть 1000-2000 мкФ. Для конструкции системы производится трансформатор из сердечника типа Ш40, требуемый размер 7 см. Чтобы сделать первичную обмотку, нужен провод диаметром 8 мм, который обматывается 300 раз. Вторичная обмотка предполагает использование медной шины, в 10 обмоток. Для входа используют практически любые конденсаторы, единственное требование мощность в 10 В., напряжение 15.
Когда работа будет требовать соединения заготовок до 0,5 см, стоит применить кое-какие коррективы в схему конструкции. Для более удобного управления сигналом, используют пусковик серии МТТ4К, он включает параллельные тиристоры, диоды и резистор. Дополнительное реле позволит корректировать рабочее время.
Такая самодельная конденсаторная сварка, работает при следующей последовательности действий:
- Нажимаем пусковую кнопку, она запустит временное реле;
- Трансформатор включается с помощью тиристоров, после реле отключается;
- Резистор используют для определения длительности импульса.
Как происходит процесс сварки?
После того как конденсаторная сварка своими руками собрана, мы готовы приступить к работам. Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Перед сварочными работами в домашних условиях, стоит приготовить такие материалы, как наждачная бумага, болгарка, нож, отвертка, любой зажим или пассатижи.
Вывод
Конденсаторную сварку очень широко применяют как дома, так и в промышленной зоне, как мы видим, она очень удобна и проста в применении, плюс ко всему имеет большое количество преимуществ. С помощью приведённой информации, Вы сможете вывести свои знания на новый уровень и удачно примените точечную сварку на практике.
Конденсаторная сварка своими руками схема и описание
Главная › Новости
Опубликовано: 06.09.2018
Конденсаторная точечная сварка вариант с мощным тиристоромУстройство, которые мы представим в этой статье носит название «конденсаторная сварка». Этой сваркой можно соединять очень мелкие или тонкие предметы и детали. Ее отличие от стандартной точечной сварки состоит в том, что нагрев места соединения деталей осуществляется за счет энергии разряда конденсаторов.
Куча электронных увлекательных штучек в этом китайском магазине .
Удобство этого вида конструкций в относительной простоте электрической схемы, которую можно собрать своими руками. Модель, представленная на видео, питается от сварочного трансформатора, переменный ток преобразуется выпрямителем. Напряжение составляет 70 вольт. Ток поступает на емкостное сопротивление, которое при необходимости можно заменить обычным сопротивлением, равным 10 кОм. После сопротивления ток поступает на конденсаторную батарею общей емкостью 30000 Мкф. Накопленный заряд на конденсаторах высвобождается через тиристор.
Конденсаторная точечная сварка. Собираем аппарат своими руками
Далее посмотрите, как работает точечная конденсаторная сварка.
После включения питания загорается лампочка, которая в данном случае играет роль индикатора напряжения. Когда лампочка перестает гореть, это означает, что конденсаторная батарея полностью заряжена. После этого сварочный аппарат готов к работе. Включение разряда осуществляется нажатием на кнопку, встроенной в держатель. Такая сварка позволяет приваривать не только тонкие пластинки, но и шпильки разного диаметра к металлическим поверхностям. Для этого предусмотрена возможность удержания шпильки в держателе.
Сварочный аппарат своими руками
Приветствую всех читателей сайта « Вольт-Индекс », иногда делая те или иные проекты на основы литиевых аккумуляторов, многие читатели часто критикуют, что литиевые батарейки нельзя паять. Это конечно так, но если паять очень быстро и не нагревать чрезмерно – можно. Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.
На самом деле в интернете очень много вариантов построения таких аппаратов, но мы остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка, чтобы потом не путаться хочу сказать, что трансформатор на нашей схеме.
Все же есть, он предназначен для зарядки конденсатора. Но есть сварочные аппараты, где емкость конденсатора разряжается на месте сварки не напрямую, а через разделительный трансформатор.
Такие аппараты называют трансформаторными.
В отличие от обычных аппаратов контактной сварки, у которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки. Это особенно хорошо для пайки аккумуляторов.
В схеме S3 подключается на массу. В архиве на схеме, все исправлено.
Напряжение с сетевого трансформатора выпрямляется двухполупериодным выпрямлителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости.
Если честно, емкости могут отличаться, но важно чтобы конденсаторы имели одинаковое расчетное напряжение.
В момент сварки вся емкость конденсатора разряжается на определенной точке, к которой подключаются съемные контакты. Притом в качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе.
Моментальный разряд емкости мощных конденсаторов вызывает огромный скачок тока, процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременный разряд такой емкости приводит к моментальному плавлению металла под электродами.
Давайте более подробно рассмотрим систему.
Напряжение было выбрано порядка 40 вольт. Такое напряжение полностью безопасно для человека, хотя все зависит от физиологии индивида. Для кого-то и 12 вольт максимум.
Но, во всяком случае, 40 вольт не смертельно. Поскольку аппарат планировался с питанием от сети нужно использовать понижающий трансформатор для зарядки конденсаторов.
В нашем случае был использован трансформатор, выдающий на вторичке около 30 вольт при токе в 1.5 ампера, что отлично подходит для наших целей.
После выпрямителей напряжение на конденсаторах будет порядка 40 вольт. Естественно из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети.
В принципе подойдет любой трансформатор мощностью свыше 50 ватт, которое обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсаторов.
Для ограничения тока заряда конденсатора использован 10 ваттный резистор проволочного типа с сопротивлением 10-15 Ом.
Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, в следствие чего может сгореть диодный мост.
В аппарате предусмотрен тиристорный замыкатель.
При нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкость конденсаторной батареи, то есть произойдет короткое замыкание. В нашем случает был взят тиристор Т 171-320.
Кратковременный ударный ток в нашей системе может доходить до 4 000 ампер.
Для того, чтобы этот «монстр» сработал нужно подать на управляющий электрод напряжение от 3.5 – 12 вольт. Указанное напряжение можно получить путем использования делителя напряжение на базе двух резисторов на 0.5 -1 ватт. Их подбором в средней точке нужно получить раннее указанное напряжение.
В качестве диодного выпрямителя был использован готовый мост на 10 Ампер, напряжение моста не менее 100 вольт, хотя такие мосты делают на 400 и более вольт. Мост в ходе работы не нагревается, но желательно посадить его на теплоотвод.
Цепочка из резистора, светодиода и стабилитрона представляет собой индикатор заряда конденсаторов и при достижении на них около 40 вольт светодиод загорается, что свидетельствует, о том, что аппарат готов к использованию.
Можно также использовать цифровой вольтметр.
При отсутствии стабилитронов на 40 вольт можно использовать несколько штук меньших номиналов.
Светодиод можно взять любой, а ограничительный резистор 0.25 ватт.
Конденсаторы были взяты с напряжением в 50 вольт — желательно на 63 либо 100 вольт. Общая емкость батареи составила 41 000 мкф.
Конечно можно увеличить емкость конденсатров лишь бы тиристор справился, а увеличение емкости даст возможность варить более крупные детали.
Конденсаторы были запаяны на общую плату, дорожки были дополнительно усилены. Также парралельно к конденсаторам был запаян 5 ваттный резистор на 1.5 кОм. Для разряда последних после выключения прибора. Также была предусмотрена кнопка для экстренного разряда емкости. Здесь принцип тот же – разряд через резистор только в этом случае он низкоомный.
Для запуска тиристора можно использовать абсолютно любой низковольную кнопку.
В первичной цепи трансформатора можно внедрить простой диммер. Это позволит регулировать напряжение на конденсаторах и выбрать оптимальное напряжение для сварки деталей из определенных металлов.
Members 244 сообщений Город: Кишинев Имя: ВладимирКонтактная сварка — DIY конденсаторная
Народ, привет!
Назрела проблема ремонтировать аккумуляторные сборки (NiMh, LiIon etc), а следовательно нужен аппарат точечной сварки. Паять буду тонкой никелевой лентой. Вникнув немного в тему, определили для себя, что с этой задачей хорошо будет справляться самодельный конденсаторный аппарат.За основу буду брать буржуйскую конструкцию:
Оригинальная конструкцияУ буржуинов получается очень хорошо.
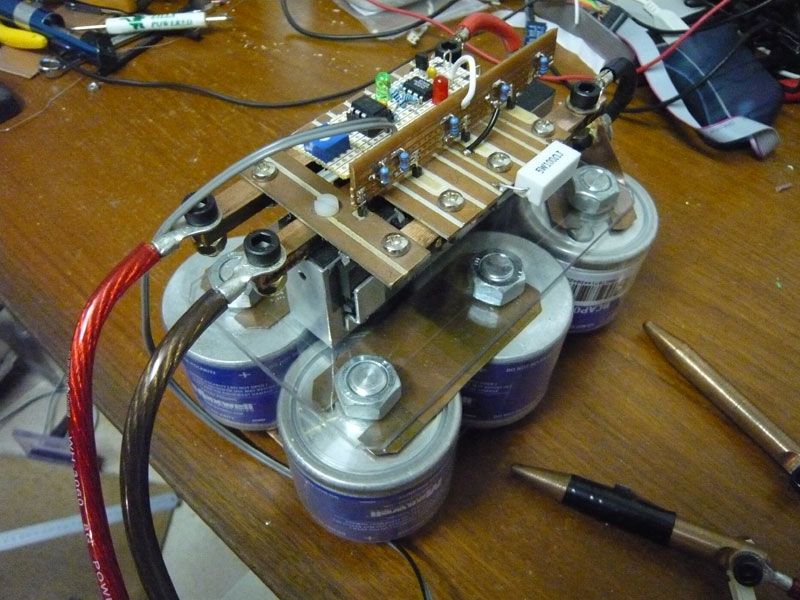
Как накопитель энергии возьму т.н. «автомобильный9quot; силовой аудио конденсатор на 1-2 Фарада, 24В. Эти конденсаторы довольны распространены, стоят около 70 долларов даже в нашем молдавском захолустье. С учетом местных цен один такой конденсатор брать дешевле, чем набирать батарею + компактнее + стильный корпус с вольтметром и подсветкой.
Блок питания — 24В 5А от ноутбука, благо он имеет второй выход USB На 5В. Тиристор — на 100А (есть в наличии симистор ТС171-250-8-3 на 250А, но, по моему, лучше брать именно тиристор, т.к. односторонняя проводимость уменьшит длительность импульса (с симистором будет образоваться колебательный контур — проверено на практике, когда делал подобие Гаусс-пушки).
Микросхема контроллера тоже есть в наличии, LM22678, получал как образцы.
Что хочется поменять во второй конструкции — иметь возможность устанавливать длительность импульса. Благо один вывод контроллера свободен, значит можно поменять его на PIC12F675 — совместим по выводам + есть АЦП, программу переписать не проблема. На свободный вывод садим линейный потенциометр + шкалу к нему.
Вообще-то у меня есть и личная разработка программируемого таймера на PI16F628 и ЖКИ экране, в свое время делал для устройства экспозиции УФ-светом печатных плат. Может возьму и ее за основу, т.к. ЖКИ экран более информативен + можно точно задавать форму и длительность импульса.
Буду постепенно выкладывать результаты.
Кто желает изучать тему по второй ссылке — будьте внимательны . в лучших традициях открытых разработок заложены несколько ошибок в разводке платы (не проведена дорожка к 4-й ноге контроллера зарядки) и в программе — разные имена процедур в теле программы DLY_xxx против Dly_xxx, ассемблер будет ругаться на необьявленные переменные).
Не верю, что так и было, автор специально поставил, чтоб народ хоть немного думал !Прикрепленные изображения
Сообщение отредактировал kreitzz: 12 December 2010 — 14:11
Members 2339 сообщенийКонтактная сварка — DIY конденсаторная
Лет 15 назад делал такую сварку, т.е. именно для сварки (соединения) аккумуляторов таких. За основу брал схемку из Радио (именно та, где держак выполнен в виде пистолета). Немного переработал, и на базе ее собрал три варианта. В том числе и конденсаторный. Кондер использовал какой-то обычный. О фарадных емкостях тогда можно было только мечтать. Схемки реализовывал на коленке, очень срочно нужно было. Что интересно, все работали неплохо. Ленточка соединительная отрывалась от тела аккумуляторов с дырками, т.е. ее куски оставались на местах сварки, что говорило о неплохом качестве сварки. На сколько помню, не все типы тиристоров хорошо работали, симисторы тоже не хотели (кажется). Держаки делал с прямой рукояткой, ставил вертикально, кнопка пуск монтировалась на вершине рукоятки (микрик обычный), удобно. Выбирая усилие прижима опытным путем быстро находил оптимальный вариант. Схемы были простыми, без контроллеров.
ВВ.#5 kreitzz
kreitzz Отправлено 16 December 2010 — 02:23
16 December 2010 — 02:23
Members 2339 сообщенийКонтактная сварка — DIY конденсаторная
А контроллер, по моему, прилада необходимая, если он способен запоминать режимы сварки. У меня свариваться изделия начинали не сразу, приходилось руку набивать, хоть и не долго. Потом, ведь контроллер может взять на себя функцию формирования кривой импульса.2*T, но как искать я так и не понял.
Или BTA40 взять? Или Т171-250-9?
Я насколько понимаю, на пригодность схемы влияет не только мощность тиристора, но в первую очередь быстродействие. Если можете посоветуйте несколько аналогов подходящих тиристров.
Раскрыть ветвь 3
Ищите параметр «ударный ток» или «I tsm», пользуйтесь калькулятором, например для нашей схемы нужен тиристор, который способен выдержать 2000 А. 2 тиристора 70TPS12 выдержат 2200 ампер. Если же брать 40TPS12, то у них 500А и их нужно будет 4 шт. минимум, а лучше 5.
ESR каждого конденсатора принимается за 0,1 (по таблице на просторах интернета, лучше конечно измерить, но прибора нет под рукой) в итоге 6 параллельных конденсаторов будут иметь ESR 0,01667 Ом, это значение нужно подставить в формулу закона Ома 32/0,016=2000А
Раскрыть ветвь 2
У меня в магазине из мощных тиристров только Т171-250-9 и 40TPS12. У Т171-250-9 ударный ток 6000, но di/dt в два раза меньше чем у 40TPS12, т.е. 80 против 150. Что лучше будет сборка из 40TPS12 или один Т171-250-9?
Раскрыть ветвь 1
я бы взял Т171-250-9, di/dt — 80 а/мкс, а постоянная времени для 60000х32 — почти 1мс. то есть 1000 мкс. и если разделить 2000А на 80 а/мкс, то получим 25 мкс. а это значительно меньше 1000 мкс
Конденсаторная сварка является методом сварки с запасенной энергией. Энергетические заряды будут накапливаться в конденсаторах в процессе зарядки от выпрямителя, после чего трансформироваться в теплоту. Она будет образовываться в процессе протекания тока между свариваемыми деталями. Именно поэтому конденсаторная сварка также называется контактной.
Электрическая схема точечной микросварки.
Элементы, которые будут необходимы:
устройство для сварки; электрод; трансформатор; проволока; конденсатор.Отличие точечного метода сварки от других существующих
Конденсаторная сварка с разрядом конденсатора через первичную обмотку трансформатора: а—схема процесса; б—диаграмма тока.
Основным отличием подобного метода соединения является экологичность. Стандартное устройство конденсаторной сварки работает на высоких токах, благодаря чему есть возможность получить шов отменного качества при небольшом расходе электроэнергии.
Конденсаторный метод сварки, как и приспособления для него, используется чаще всего в случаях, когда необходимо выполнить микросварку или соединить заготовки больших сечений и толщин. Точечная сварка своими руками заключается в следующем:
В конденсаторах накапливается энергия в необходимом количестве. Заряды превращаются в тепло, которое используется для сварки.Следует знать, что точечная сварка является экологичной, так как она практически не оказывает влияния на окружающую среду. Используемые устройства не нуждаются в жидкости для охлаждения, так как из них не выделяется тепло. Подобное значительное преимущество дает возможность увеличить цикл жизни всего устройства для получения неразъемных соединений.
Вместо типичных цилиндров в конструкциях используются специальные сервоприводы, в связи с чем отсутствует необходимость в пневмоподключении. Встраиваемые компоненты позволяют скопить сварочное усилие довольно быстро и эффективно. Электроды при этом будут действовать на основание деликатно.
Конденсаторная сварка имеет следующие преимущества:
возможность производить сварку на высокой скорости; точность соединения элементов; высокий уровень экологичности; надежность соединения; долговечность сварочных устройств.Схема конденсаторной сварки.
За счет высокой скорости точечная сварка не будет деформировать и расплавлять металл. Устройства действуют на различные обрабатываемые заготовки щадящим образом. Отличные показатели качества можно получить при контактном или ударном способе соединения заготовок. Например, ударно-конденсаторный метод лучше всего использовать для соединения цветных металлов и сплавов на их основе. В итоге шов получится эстетичным, надежным, а процесс получения неразъемных соединений займет небольшое количество времени.
Конденсаторная сварка достаточно часто используется в промышленных условиях благодаря сочетанию эксплуатационных характеристик. Образуется технологическое явление, в процессе которого нераздельный контакт заготовок из металла производится ввиду выделения тепла. При этом из места сварки путем усилия сжатия устранятся грязь, оксидные пленки, различные включения и выпуклости. В результате появятся соединения между атомами соединяемых покрытий.
Заряды энергии будут аккумулироваться при зарядке от генератора или выпрямителя. Производить регулировку энергии можно с помощью изменения напряжения и емкости зарядки.
Существующие разновидности точечной сварки
Конструкция трансформаторов для точечной сварки.
Иногда используется соединение без трансформаторов. Конденсаторы в данном случае будут разряжать энергию на соединяемое основание. Допускаются следующие схемы зарядки:
1000 мкФ устройства будут аккумулировать энергию на напряжение до 1000 В путем повышающего трансформатора, при этом время сварки составит 0,005 с. Ток сварки находится в промежутке от 10 до 100 А. Подобный способ опасен для человека в связи с высоким напряжением. 40000-400000 мкФ устройства будут аккумулировать энергию на напряжение до 60 В путем понижающего трансформатора. Время сварки может достигать 0,6 с. при этом ток сварки находится в промежутке от 1000 до 2000 А.В других случаях используется сварка с использованием трансформаторов. В данном случае конденсатор будет разряжать заряд энергии на первичную обмотку устройства трансформатора.
Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита.
Соединяемые детали при этом размещаются в контуре сварки, который соединяется со вторичной обмоткой трансформатора. Данный способ соединения используется в качестве микросварки со следующими параметрами:
напряжение зарядки – 1000 В; время сварки – 0,001 с.; ток сварки – 6000 А; емкость конденсаторных устройств – 1000 мкФ.Конденсатор будет аккумулировать энергию до конкретного количества при левом размещении рычага. При правом выполняется разряд тепловых обменников на первичную обмотку трансформаторной конструкции. Конденсаторный метод соединения во вторичной обмотке индуктируется электродвижущей силой. Данная сила обусловливает силу тока в цепочке сварки.
Сварка цветных металлов точечной сваркой
Цветные металлы контрастируют с обыкновенной сталью. В данном случае могут использоваться различные методы тепловой обработки. Все будет зависеть от вида соединяемого металла. Сварка подобных металлов имеет следующие особенности:
температура плавления; плотность; сродство к газам атмосферы; механические показатели при низких и высоких температурах.Сварочные горелки для точечной сварки.
По совокупности данных можно выделить металлы:
тяжелые цветные; активные и тугоплавкие; легкие.Из первой группы можно плавить металлы точечной сваркой без особых трудностей. Для проводов из меди в большинстве случаев применяются механизированные устройства. Они способны обеспечить соединение высокого качества и сохранять исходные размеры заготовок.
Для обработки металлов двух остальных групп понадобятся устройства с высокой концентрацией энергии. Сварка своими руками заготовок из данных групп выполняется крайне редко, так как в данном случае могут образовываться летучие вредные соединения.
Технология конденсаторной сварки
Процесс соединения заготовок точечным способом состоит из нескольких этапов. Прежде всего, соединяемые заготовки понадобится совместить в необходимом положении, поместить между электродами устройства для сварки, после чего прижать друг к другу. После этого их понадобится нагреть до состояния пластичности и подвергнуть последующей пластической деформации. В условиях промышленности в процессе использования автоматических конструкций частота сварки достигает 600 точек/мин. Чтобы можно было произвести качественную конденсаторную сварку своими руками, понадобится поддерживать одинаковую скорость перемещения всех электродов. Обязательно надо обеспечить необходимую величину давления и полный контакт свариваемых заготовок.
Заготовки будут нагреваться за счет прохождения тока сварки в виде кратковременного импульса. Длительность импульса зависит от условий сварки и может составлять от 0,01 до 0,1 с. Данным импульсом обеспечится расплавление элемента в зоне действия электродов и образуется общее жидкое ядро двух заготовок. Диаметр ядра может составлять от 4 до 12 мм. После того как прекратит действовать импульс тока, заготовки некоторое время под давлением будут удерживаться, чтобы образованное ядро могло остыть и кристаллизоваться.
Продолжительность нагрева и сила давления
Продолжительность нагрева или прохождения тока сварки может изменяться, она зависит от условий сварки и мощности используемой конструкции. В случае соединения элементов из сталей, которые склонны к закалке и образованию трещинок, понадобится увеличить продолжительность нагрева. Это делается для того, чтобы была возможность замедлить дальнейшее охлаждение металла. Сварку заготовок из нержавеющей стали понадобится производить с минимальной продолжительностью нагрева. Это нужно для того, чтобы была возможность предотвратить опасность нагрева наружного основания точки соединения до температуры превращений структуры. Следует знать, что в результате могут быть нарушены высокие антикоррозийные свойства внешних слоев металла.
Сила давления между электродами должна обеспечить надежное соединение заготовок в месте сварки. Она зависит от вида соединяемого металла и толщины свариваемых заготовок. Давление после нагрева имеет важное значение, так как его величина будет обеспечивать мелкозернистую структуру металла в месте соединения, при этом прочность точки соединения будет равна прочности базового металла.
Особенности выбора и использования электродов
Положение электрода при сварке.
Факторы, от которых зависит качество сварки:
Качество сварки будет зависеть от правильного выбора диаметра электрода из меди. Диаметр точки соединения обязательно должен превышать толщину тонкого элемента соединения сварки в несколько раз. Прижимом заготовок в момент прохождения импульса сварки может обеспечиться появление пояска для уплотнения возле расплавленного ядра. Благодаря этому не понадобятся какие-либо дополнительные меры защиты места соединения. Чтобы была возможность улучшить кристаллизацию расплавленной заготовки, электроды понадобится разжать с небольшой задержкой после прохождения импульса сварки. Чтобы можно было получить качественный и надежный шов сварки, соединяемые основания понадобится первым делом подготовить. В данном случае имеется в виду очистка элементов от ржавчины. Расстояние между точками соединения должно обеспечить уменьшение шунтирования тока через ближние точки. К примеру, для соединения двух заготовок толщиной в 2-5 мм расстояние между точками соединения будет изменяться от 15 до 50 мм.Электроды, которые используются для конденсаторной сварки, должны обеспечить прочность в интервале рабочих температур, высокую электро- и теплопроводность, а также легкость их обработки. Подобным требованиям соответствуют некоторые бронзы, которые включат в себя кобальт и кадмий. Подходят и сплавы меди с содержанием хрома. Следует знать, что по показателям тепло- и электропроводности медь существенно превосходит бронзу и сплавы, но данный металл во много раз хуже по показателям износостойкости. Поэтому лучше всего подходит для подобных целей сплав типа ЭВ, который являет собой практически чистую медь с добавлением хрома и цинка.
Чтобы уменьшить износ электродов, в процессе использования нужно интенсивно охлаждать их водой.
Как своими руками сделать устройство для сварки точечным способом?
Схема шовной сварки.
Устройство для сварки проволоки из меди можно с легкостью собрать самому. Для этого следует приобрести трансформатор мощностью 450 Вт. Трансформатор нужен стандартного типа, с первичной медной обмоткой толщиной в 0,75х2 мм и вторичной обмоткой силовым кабелем из алюминия 6 мм. В данном случае понадобится и угольный электрод.
Устройство для сварки проводов из меди работает на переменном токе от 35 до 40 А. Высшая точка напряжения составляет 15 В. В качестве держателя электрода можно использовать несколько зажимов. Проводником для изготавливаемого устройства может служить угольный электрод, который изготавливается из щетки троллейбусного контакта.
Если аккуратно эксплуатировать данное приспособление, то оно может прослужить несколько лет. Нужно следить за контактами, а также за тем, чтобы не разряжался аккумулятор. Схема сварки проводов из меди не подразумевает применение устройств с высокими ресурсами. Самодельное приспособление способно отлично справиться со значительными объемами работы.
Следует заметить: сварочные работы в данном случае можно автоматизировать, что является существенным преимуществом.
Конденсаторная сварка является сложным процессом, поэтому необходимо знать все нюансы.
Внимание, только СЕГОДНЯ!Схема и описание конденсаторной сварки своими руками: общие сведения, изготовление устройства
Конденсаторная сварка — это один из методов бесшовного соединения металлических деталей. Он осуществляется благодаря подаче тока и созданию короткого замыкания. Из-за этого металл расплавляется, и две заготовки надёжно скрепляются друг с другом. Такой процесс довольно дорогой, поэтому лучше выполнять его при помощи самодельного устройства. В этом поможет схема и описание конденсаторной сварки своими руками.
Общие сведения
Конденсаторная сварка считается одной из самых часто применяемых. Свою популярность она получила благодаря высокому качеству соединения и его долговечности. Чтобы использовать её для своих целей, необходимо подробно изучить всю доступную информацию. Она поможет избежать ошибок в изготовлении устройства и процессе соединения деталей.
Достоинства и недостатки
Самодельная контактная сварка на конденсаторах часто применяется не только в промышленности, но и в домашних условиях. Для её осуществления достаточно небольшого помещения, в котором можно расположить малогабаритный аппарат.
Основные преимущества технологии:
- высокая производительность;
- возможность скрепления деталей, изготовленных из разных материалов;
- долговечность применяемого оборудования;
- малое тепловыделение;
- высокая точность и качество шва;
- отсутствие затрат на покупку дополнительных расходных материалов.
Несмотря на большое количество достоинств, у технологии есть и несколько недостатков. Их обязательно нужно принимать во внимание перед планированием и началом работы. В противном случае можно столкнуться с проблемами, которые снизят качество изделия и повлекут за собой дополнительные финансовые затраты.
Среди основных недостатков выделяются такие:
- ограниченность размера сечения соединяемых деталей;
- кратковременность мощности процесса;
- помехи в сети, создаваемые импульсной нагрузкой.
Особенности применения
Во время конденсаторной сварки наблюдаются некоторые особенности, которые по-разному влияют на качество работы. Из-за этого следует учитывать все мельчайшие факторы и стараться добиться идеального результата.
Основные особенности:
- Запас энергии для выполнения сварки производится в специальных конденсаторах, которые устанавливаются внутри аппарата.
- Продолжительность процесса выделения энергии составляет от 1 до 3 миллисекунд. За счёт этого снижается термическое воздействие на зону, находящуюся вокруг места контакта.
- Для выполнения сварки в домашних условиях необходимо подключать прибор к обычной электросети, а в промышленности — к специальным устройствам, обладающим высокой мощностью.
- Лучше всего использовать конденсаторную сварку для ремонта кузова автомобиля или любого другого транспортного средства. С её помощью тонкий лист металла не будет подвержен деформации, что значительно улучшит качество выполненной работы.
Основные требования и технологические приёмы
Для того чтобы хорошо выполнить соединение двух деталей, необходимо принять во внимание основные требования к процессу. Они помогут избежать недочётов в работе и снизят риск возникновения непредвиденной ситуации.
Условия проведения работы:
- Для обеспечения максимально надёжного соединения необходимо в момент импульса оказывать достаточное давление контактных элементов на заготовки.
- Разжимать электроды следует через небольшой промежуток времени после завершения импульса. Это поможет получить лучшую кристаллизацию деталей.
- Поверхности скрепляемых деталей должны быть хорошо очищены от каких-либо загрязнений (ржавчина, плёнка окиси). Это позволит снизить сопротивление и увеличить воздействие тока на заготовку. При этом эффективность сварки значительно повысится.
- При выборе электродов следует отдавать предпочтение медным стержням. Их диаметр в точке контакта должен быть в 3 или более раз больше толщины скрепляемых деталей.
Кроме этого, очень важно правильно выбрать способ воздействия на свариваемые элементы. Все они используются для соединения определённых деталей и подходят для той или иной конструкции.
Среди них выделяются следующие:
- Точечная. Она используется для скрепления элементов, которые имеют различную толщину. Схема точечной сварки на конденсаторах предусматривает её использование в приборостроении и электронике.
- Роликовая. Этот вид представляет собой несколько последовательных точечных соединений, которые образуют сплошной шов. В такой сварке используются электроды, имеющие форму вращающейся катушки.
- Ударная. Она предназначается для создания цельных конструкций из деталей с небольшим сечением. Перед началом процесса подаётся дуговой заряд, который оплавляет края заготовок. Благодаря этому упрощается сваривание элементов после их соприкосновения.
Самодельные устройства
Есть несколько способов смастерить своими руками аппарат для конденсаторной сварки. Каждый из них выбирается исходя из особенности формы и размера конструкции, которую нужно сваривать, а также её назначения.
Простой вариант
Самая простая конструкция применяется только для соединения деталей толщиной до 0,5 миллиметра. Во всех остальных случаях установка не сможет качественно справиться со своей задачей. Такой аппарат можно изготовить в любой мастерской или гараже. Принцип его работы основывается на подачи импульса через трансформатор. Один из концов его вторичной обмотки подводится к электроду, а другой — к обрабатываемой детали.
Особенности процесса изготовления аппарата:
- За основу можно взять схему, в которой первичная обмотка подсоединяется к электросети.
- Один из её концов должен проходить через диагональ преобразователя в виде диодного моста, а другой — через тиристор, управляемый кнопкой пуска.
- Для вырабатывания необходимого импульса следует применять конденсатор ёмкостью от 1 до 2 тыс. микрофарад.
- Его обмотку (300 витков) лучше всего делать из ПЭВ провода с сечением не более 0,8 миллиметров.
- Вторичную обмотку (10 витков) следует изготавливать из медной шины.
- В качестве прибора управления может служить тиристор ПТЛ-50 или КУ200.
Сложная конструкция
Для изготовления более многофункционального прибора понадобится больше материалов и времени. Однако это даст возможность соединять заготовки толщиной около 1 миллиметра.
Нюансы создания аппарата своими руками:
- В качестве прибора для управления импульсом применяется бесконтактный пускатель МТТ4К, который рассчитан на силу электрического тока в 80 ампер. Блок дополняется диодами, резистором и тиристорами.
- В главной цепи входного трансформатора встраивается реле. С его помощью можно настроить скорость и интервал срабатывания установки.
- Необходимая для импульса энергия накапливается в электролитических конденсаторах, которые объединены в общую батарею при помощи параллельного соединения.
- Первичная обмотка трансформатора выполняется из провода сечением не более полутора миллиметров, а вторичная — из медной шины.
Принцип действия изготовленного своими руками прибора соответствует стандартной схеме. Она одинакова для всех подобных устройств и идеально подходит для работы аппарата в домашних условиях.
Порядок действий:
- После включения устройства срабатывает реле.
- С его помощью активируются контакты тиристоров, и включается трансформатор.
- Как только конденсатор будет полностью разряжен, происходит отключение аппарата.
Этапы работы
Процесс выполнения конденсаторной сварки довольно простой, и понять его сможет даже человек, который никогда не делал подобную работу. Она выполняется в три этапа, на которые затрачивается минимальное количество времени. От точности соблюдения порядка действий будет зависеть качество шва и прочность конструкции.
Порядок действий:
- Начальная стадия процесса подразумевает тщательную подготовку свариваемых деталей. Первым делом с их поверхности счищается ржавчина. Затем удаляются пыль, остатки каких-либо веществ и прочие загрязнения. Если этого не сделать, то шов получится кривым и хрупким.
- Обе заготовки стыкуются друг с другом в нужном положении.
- Затем они помещаются между двумя электродами.
- К месту соединения подводятся контакты.
- Мастер включает устройство, и на них подаётся импульс нужной силы.
- После завершения этой процедуры электроды возвращаются в начальное положение.
- Соединённые детали вынимаются, и проверяется качество шва.
- При необходимости заготовки поворачиваются под нужным углом, и сварка продолжается аналогичным образом.
Техника безопасности
Во время эксплуатации аппарата для контактной сварки нужно соблюдать простые меры предосторожности. С их помощью можно избежать поломки оборудования и снизить риск получения какой-либо серьёзной травмы (ожог от попадания раскалённого металла, удар электрическим током, раны, нанесённые движущимися частями устройства).
Основные правила техники безопасности:
- Запрещается выполнять какие-либо сварочные работы с незаземленным устройством.
- Чтобы избежать поражения электрическим током, не рекомендуется эксплуатировать аппарат, имеющий повреждения в защитном корпусе.
- Рабочий должен иметь прямой доступ к устройству аварийного отключения.
- Включать прибор можно только сухими руками. При этом также нужно проверить пространство вокруг аппарата на наличие влаги.
- Перед началом сварки мастер должен стать на резиновый коврик и проверить всё защитное обмундирование.
- Сварку на конденсаторах может выполнять только высококвалифицированный опытный рабочий.
- При смене электродов или установке детали необходимо обеспечить защиту рук и глаз от воздействия высоких температур.
- Рабочее место должно быть огорожено со всех сторон. Такая мера предосторожности поможет избежать возгорания в случае отлетания капель горячего металла.
- Около сварочного аппарата нельзя хранить горючие и легковоспламеняющиеся материалы.
- Если работа выполняется в полностью закрытом помещении, то необходимо обеспечить хорошую вентиляцию для удаления вредных паров.
- При возникновении какой-либо неисправности следует сразу же приостановить процесс сварки и отключить аппарат от источника питания.
Конденсаторная сварка — это быстрый и простой способ качественно соединить две металлические детали. При правильном её проведении и соблюдении всех правил техники безопасности можно значительно упростить процесс и снизить риск получения серьёзной травмы.
Самодельная сварка на конденсаторах: схема и описание аппарата
Способ соединения металлических деталей с помощью электросварки способствовал развитию технического прогресса в области машиностроения, строительства и других отраслей народного хозяйства. Конденсаторная сварка, как разновидность такого способа соединения деталей, стала применяться в Советском Союзе в конце тридцатых годов 20-го века.
Конденсаторная сварочная установка GX 1095
Технологические особенности
Технология, при которой место соприкосновения двух соединяемых металлов подвергается механическому усилию сжатия и последующему нагреву в результате пропускания электротока, называется контактной сваркой.
Контактная сварка
Точечная сварка для аккумуляторов своими руками
Конденсаторная сварка (КС) представляет одну из разновидностей подобной технологии с использованием аккумулированной энергии. Основное её отличие – кратковременная подача тока на стык, обусловленная временем разряда конденсаторов.
Внимание! Источником энергии электрического тока, проходящего через место контакта, служат конденсаторы, имеющие большую ёмкость. Разряжаясь через сварочную зону, они расплавляют металлы.
Время воздействия тока на шов минимизировано (до 3 мс), тем самым нагрев получается дозированный и максимально нацеленный на место контакта. Этим обеспечивается устойчивое качество соединения деталей в местах стыка.
Используемое оборудование
Существует деление установок на трансформаторные и безтрансформаторные модели. Наличие трансформатора позволяет регулировать напряжение заряда и ток разряда. Использование при разряде понижающего трансформатора даёт увеличение сварочного тока.
У безтрансформаторного оборудования свои плюсы: конструктивная простота и возможность образования теплового поля непосредственно в зоне сопротивления контакта (на плоскости). В этом случае импульс тока, доходящий до 100 А, действует на заготовки в течение 0,005 с. При необходимости токи увеличивают до 1,2 кА (при U = 60 V) и воздействуют на детали до 0,6 с.
Трансформаторная и безтрансформаторная схемы КС
Основные приёмы
Соединение двух металлов с помощью КС можно выполнять несколькими способами. К ним относятся следующие категории подобной технологии:
- точечная – применяется для сопряжения элементов, у которых большая разница в толщине материала (лист и шпилька), а также используется для выполнения электровакуумных электронных изделий и в точном приборостроении;
- шовная или роликовая – с помощью такой технологии соединяют мембраны и сильфоны, контактными электродами служат ролики, а место соединения являет собой сплошной шов;
- стыковая – разряд сначала оплавляет концы заготовок, потом их прижимают (метод оплавления), или ток подают в момент соприкосновения поверхностей (метод сопротивления).
Информация. Метод оплавления требует обязательного наличия выступа на привариваемых деталях. Это цилиндр диаметром 0,6-0,8 мм и высотой 0,55-0,75 мм. Такой выступ позволяет точно позиционировать место сварки и гарантировать устойчивую дугу горения по всей поверхности при разряде конденсатора.
Основные преимущества
К плюсам КС можно отнести следующие моменты:
- прочность места соединения;
- малая потребляемая мощность агрегатов;
- возможность автоматизации работы;
- большая производительность при простоте процесса;
- узкий сектор температурного воздействия;
- отсутствие всплесков нагрузки в сети питания при наличии больших сварочных токов.
Некоторые недостатки
Наличие специальных сварочных устройств и дополнительного оборудования, лимит на применение больших сечений могут вполне считаться минусами подобной технологии.
Аппарат с повышенной мощностью
Тут необходимо переделывать агрегат по другой методике, но это даст возможность сваривать более толстые листы и проволоку. Это также самодельная конструкция, но конденсаторная сварка получиться ничуть не хуже. Чтобы её сотворить потребуется: пускатель MTT4K с током 8 А и возвратным напряжением 800 В. К модулю управления присоединены тиристоры, пара диодов и один резистор.
Все реакции протекают, как и в предыдущем случае, но здесь нужно уделить внимание выбору конденсаторов. Их наличие – 3 пары со следующей мощностью:
- 1-я 47мкФ;
- 2-я 100мкФ;
- 3-я 470мкФ.
Герконовое реле
При этом напряжение повинно быть не меньше 50 В. Также потребуется герконовое реле с напряжением 20 В. Что касается обмотки, то тут понадобиться 1,5 мм провод и шина с 60 мм
2
. Сила электротока в зоне варки будет достигать 1500 А.
Разумеется, такой аппаратурой не получиться приварить трубы или арматуру, но для малых дел она будет отличным помощником.
Разновидности
Сваривание электропроводки
Каждая из рассматриваемых разновидностей КС применяется в зависимости от того, какой результат нужен.
Точечная конденсаторная сварка
Соединение заготовок осуществляют в определённых точках (отдельных местах), это регламентировано ГОСТ 15878-79.
Структура и границы такой точки зависят от следующих параметров:
- геометрических поверхностных характеристик электродов;
- силы и времени пропускаемого через точку тока;
- степени сжатия соединяемых поверхностей и их состояния.
Такой вид КС отлично подходит для работы с листовыми или профильными заготовками, при этом они накладываются друг на друга внахлёст.
Типы точечных соединений
Роликовая конденсаторная сварка
Другое её название – шовная. Представляет собой непрерывный ряд из перекрывающих друг друга точек. Токопроводящие электроды в виде роликов выполняют шов при прокатке через них наложенных внахлёст заготовок.
Внимание! Расположение электродов при точечной и роликовой КС может быть, как одностороннее, так и двухстороннее.
Подобную сварку используют для производства различных ёмкостей: баков, канистр, сосудов и т.д.
Схема роликовой сварки с разрезом шва
Стыковая конденсаторная сварка
Сварку оплавлением при таком способе получают при медленном приближении деталей, на которые подаётся ток. При соприкосновении двух поверхностей в зонах микроконтактов получается взрывное оплавление из-за возникновения в этих местах высокой плотности тока.
Важно! Магнитное поле выталкивает наружу кипящий металл, а сдавливание заготовок способствует образованию шва.
Таким способом сваривают между собой детали сложной конфигурации из металлов разного рода: медь, алюминий, углеродистые стали.
Несложные заготовки сращивают, пользуясь способом сопротивления, прижимая друг к другу и пропуская через них ток. В результате чего металлы в месте соприкосновения становятся пластичными, и происходит их осадка. Обязательна предварительная подготовка мест контакта.
Принцип действия
Объекты плотно скрепляются двумя проводниками, на которые подаётся кратковременный разряд электричества. Подобная реакция основывает дугу, которая своим жаром расплавляет сталь. После импульса продолжается сжатие под нагрузкой, что делает общий шов для пары предметов. Если рассматривать мероприятие подробнее, то она проходит так:
- накопительные конденсаторы собирают нужную энергию, которая поступает через первичную цепь;
- при контакте электрода с обрабатываемым материалом поступает интенсивный всплеск частиц, способствующий нагреву и плавке металлопроката;
- далее всё происходит повторно и в такой же последовательности.
Схема конденсаторной сварки ударного типа
Деятельность можно проводить с ограниченным количеством прокатов, и с толщиной не более 0,15 см.
Важно! Такой манерой возможно приварить тонкую проволоку к твёрдой стальной поверхности, при этом химические составы сплавов могут значительно отличаться.
Нужно отметить, что результат присоединения получается с очень положительными свойствами, а для агрегата не придётся покупать расходные компоненты. Во время применения допускается проявление нагрузки, которая создаёт помехи в электросети. Несмотря на это, конденсаторный подход закрепления широко распространён как в крупной промышленности, так и в частном использовании.
Конденсаторная сварка своими руками
Инвертор для сварки
В домашних условиях, когда возникает необходимость соединить медные или алюминиевые детали, это можно сделать с помощью самодельной конденсаторной сварки. Для правильной работы с различными металлами нужно опираться на графики их сварочных температур.
Графики температур сварки для металлов
Работа подобных схем основана на следующем принципе:
- напряжение сети понижается трансформатором и выпрямляется с помощью диодного моста;
- выпрямленное напряжение накапливается на конденсаторе большой емкости, включенном в диагональ диодного моста;
- в цепь через тиристор подключаются рабочие электроды;
- при кратковременной подаче напряжения на управляющий электрод тиристора последний открывается, и конденсатор разряжается через электроды на место сварки.
Необходимо сильно прижать свариваемые поверхности с помощью струбцины и прикоснутся к ним электродами, нажав на кнопку разряда.
Схема при КС
Конденсаторная точечная сварка своими руками схема которой подбирается индивидуально, может содержать в себе батарею конденсаторов для увеличения емкости.
Схема самодельной конденсаторной сварки
К сведению. Если включить вместо обычного трансформатора в цепь самоделки автотрансформатор, то можно выполнять регулировку напряжения на выходе, тем самым меняя величину сварочного тока. Главное, чтобы тиристор был рассчитан на его максимальное значение.
Применять подобную сварку можно для сваривания между собой и ремонта литиевых аккумуляторов, например, 18650.
Требования к конденсаторной сварке
Самодельный аппарат должен включать в себя как минимум два узла:
- источник импульсов;
- сварочный блок.
При этом желательно организовать регулировку сварочных режимов и защиту схемы. В домашних условиях при выполнении работ необходимо выполнять ряд условий. Основные моменты, на которые следует обратить внимание, следующие:
- обеспечение достаточной мощности давления и качественного контакта в момент воздействия импульса тока;
- гарантирование короткого промежутка времени (до 0,1с.) для разряда и максимально малого времени заряда конденсаторов и достаточной временной выдержки для остывания расплава;
- размер точки прикосновения электрода обязан быть в два раза больше самой тонкой из заготовок.
Не стоит забывать! Места сварки обязательно очищать от грязи, ржавчины и окислов.
Процесс конденсаторной сварки
Конструкции контактного блока
У изготовленной конденсаторной сварки своими руками схема и описание могут быть разными, но контактный блок в основном одинаковый. Этот узел отвечает за фиксацию или перемещение по сварной плоскости рабочих электродов. В домашних условиях это простая фиксация при помощи различных зажимов или винтов. Ими же регулируется степень сжатия. Обычно один из электродов (нижний) закрепляется статично. Он имеет размеры: сечение – 5-8 мм, длину – 10-20 мм. Подвижный электрод крепится на верхней площадке и имеет горизонтальную степень свободы.
Совет. В качестве электродов допустимо брать толстую омеднённую проволоку или медный пруток. Узел прижима деталей и узел подачи токового импульса должны быть изолированы друг от друга.
Контактный блок
Приспособление отвечает за крепёж и перемещение стержней. В большинстве ситуаций установка предусматривает фиксацию ручного образца. Более качественное же фиксирует нижний, и делает подвижным верхний стержень (готовый блок напоминает слесарные тиски). Здесь закрепляется медный прут небольшой длинны и с окружностью 0.8 см. Он должен свободно двигаться в вертикальной плоскости. Нижний же остаётся в неподвижном состоянии. Также на верхней части устанавливается регулятор винтового образца, благодаря которому можно создать дополнительное давление. При этом верхняя площадка и основание энергоблока должны быть наделены хорошей изоляцией друг от друга. В некоторых моделях сверху можно прикрепить фонарь, это придаст дополнительное удобство для работы.
Контактный блок
Особенности работы самодельного агрегата
Самодельная контактная сварка на конденсаторах должна обеспечивать стабильные параметры:
- величины тока импульса;
- входного напряжения;
- длительности подачи импульса;
- достаточную мощность для работы с заданным диаметром электродов.
Правильно собранный и отрегулированный аппарат не должен по своим характеристикам отличаться от заводских моделей. При производстве работ необходимо соблюдать технику безопасности и защиту от искр и ультрафиолета.
Конденсаторная сварка – незаменимая вещь в гараже любого радиолюбителя или автовладельца. Независимо от того, каким аппаратом пользоваться, самодельным или заводского производства, простота и качество работы будут только радовать.
Необходимо знать
Тому, кто решил собрать свой сварочный аппарат самостоятельно, следует обратить внимание на следующие моменты:
- Рекомендуемая ёмкость конденсатора должна составлять порядка 1000 – 2000 мкФ.
- Для изготовления трансформатора лучше всего подходит сердечник разновидности Ш40. Его оптимальная толщина – 70 мм.
- Параметры первичной обмотки – 300 витков медного провода диаметром 8 мм.
- Параметры вторичной обмотки – 10 витков медной шины, имеющей сечение 20 квадратных миллиметров.
- Для управления хорошо подойдёт тиристор ПТЛ-50.
- Входное напряжение должен обеспечивать трансформатор мощностью не менее 10 Вт и выходным напряжением 15 В.
Опираясь на эти данные, можно собрать вполне работоспособное устройство для точечной сварки. И хотя оно будет не столь совершенно и удобно, как оборудование заводского изготовления, с его помощью вполне можно будет освоить азы профессии сварщика и даже приступить к изготовлению различных деталей.
Используя описываемую технологию, удаётся соединять не только тонкие стальные листы, но и изделия из цветных металлов. При проведении работ важно учитывать не только толщину, но и другие особенности материалов. Если металл при нагреве склонен к образованию микротрещин, или при его обработке возникают высокие внутренние напряжения, необходимо увеличить длительность импульса, подняв, таким образом, температуру нагрева.
Сварочный аппарат для контактной сварки конденсаторного типа
Приветствую всех читателей сайта «Вольт-Индекс», иногда делая те или иные проекты на основы литиевых аккумуляторов, многие читатели часто критикуют, что литиевые батарейки нельзя паять. Это конечно так, но если паять очень быстро и не нагревать чрезмерно – можно. Входе этой статьи мы постараемся сделать аппарат для контактной сварки конденсаторного типа.
На самом деле в интернете очень много вариантов построения таких аппаратов, но мы остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка, чтобы потом не путаться хочу сказать, что трансформатор на нашей схеме.
Все же есть, он предназначен для зарядки конденсатора. Но есть сварочные аппараты, где емкость конденсатора разряжается на месте сварки не напрямую, а через разделительный трансформатор.
Такие аппараты называют трансформаторными.
В отличие от обычных аппаратов контактной сварки, у которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки. Это особенно хорошо для пайки аккумуляторов.
В схеме S3 подключается на массу. В архиве на схеме, все исправлено.
Принцип работы следующий.
Напряжение с сетевого трансформатора выпрямляется двухполупериодным выпрямлителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости.
Если честно, емкости могут отличаться, но важно чтобы конденсаторы имели одинаковое расчетное напряжение.
В момент сварки вся емкость конденсатора разряжается на определенной точке, к которой подключаются съемные контакты. Притом в качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе.
Моментальный разряд емкости мощных конденсаторов вызывает огромный скачок тока, процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременный разряд такой емкости приводит к моментальному плавлению металла под электродами.
Давайте более подробно рассмотрим систему.
Напряжение было выбрано порядка 40 вольт. Такое напряжение полностью безопасно для человека, хотя все зависит от физиологии индивида. Для кого-то и 12 вольт максимум.
Но, во всяком случае, 40 вольт не смертельно. Поскольку аппарат планировался с питанием от сети нужно использовать понижающий трансформатор для зарядки конденсаторов.
В нашем случае был использован трансформатор, выдающий на вторичке около 30 вольт при токе в 1.5 ампера, что отлично подходит для наших целей.
После выпрямителей напряжение на конденсаторах будет порядка 40 вольт. Естественно из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети.
В принципе подойдет любой трансформатор мощностью свыше 50 ватт, которое обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсаторов.
Для ограничения тока заряда конденсатора использован 10 ваттный резистор проволочного типа с сопротивлением 10-15 Ом.
Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, в следствие чего может сгореть диодный мост.
В аппарате предусмотрен тиристорный замыкатель.
При нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкость конденсаторной батареи, то есть произойдет короткое замыкание. В нашем случает был взят тиристор Т 171-320.
Кратковременный ударный ток в нашей системе может доходить до 4 000 ампер.
Для того, чтобы этот «монстр» сработал нужно подать на управляющий электрод напряжение от 3.5 – 12 вольт. Указанное напряжение можно получить путем использования делителя напряжение на базе двух резисторов на 0.5 -1 ватт. Их подбором в средней точке нужно получить раннее указанное напряжение.
В качестве диодного выпрямителя был использован готовый мост на 10 Ампер, напряжение моста не менее 100 вольт, хотя такие мосты делают на 400 и более вольт. Мост в ходе работы не нагревается, но желательно посадить его на теплоотвод.
Цепочка из резистора, светодиода и стабилитрона представляет собой индикатор заряда конденсаторов и при достижении на них около 40 вольт светодиод загорается, что свидетельствует, о том, что аппарат готов к использованию.
Можно также использовать цифровой вольтметр.
При отсутствии стабилитронов на 40 вольт можно использовать несколько штук меньших номиналов.
Светодиод можно взять любой, а ограничительный резистор 0.25 ватт.
Конденсаторы были взяты с напряжением в 50 вольт – желательно на 63 либо 100 вольт. Общая емкость батареи составила 41 000 мкф.
Конечно можно увеличить емкость конденсатров лишь бы тиристор справился, а увеличение емкости даст возможность варить более крупные детали.
Конденсаторы были запаяны на общую плату, дорожки были дополнительно усилены. Также парралельно к конденсаторам был запаян 5 ваттный резистор на 1.5 кОм. Для разряда последних после выключения прибора. Также была предусмотрена кнопка для экстренного разряда емкости. Здесь принцип тот же – разряд через резистор только в этом случае он низкоомный.
Для запуска тиристора можно использовать абсолютно любой низковольную кнопку.
В первичной цепи трансформатора можно внедрить простой диммер. Это позволит регулировать напряжение на конденсаторах и выбрать оптимальное напряжение для сварки деталей из определенных металлов.
Прикрепленные файлы: СКАЧАТЬ.
Автор: АКА КАСЬЯН
Как сделать дома точечный сварочный аппарат с использованием высоковольтного конденсатора
Что такое точечный сварщик?
Аппараты для точечной сварки— это электрический инструмент, который используется для сварки двух металлических пластин вместе путем приложения давления и электрического тока. Точечная сварка используется в широком спектре отраслей, включая, помимо прочего, производство листового металла и автомобилестроение; особенно для сборки автомобильных кузовов из листовой стали. Они обеспечивают прочный сварной шов и просты в сборке из небольшого количества компонентов.Итак, в этой статье мы рассмотрим пошаговый процесс создания точечного сварочного аппарата с использованием высоковольтного конденсатора.
Точечная сварка использует явление Контактной сварки ; Сварка сопротивлением — это соединение металлов путем приложения давления и пропускания электрического тока в течение длительного времени через металлическую область, которую необходимо соединить, создавая прочный и сфокусированный сварной шов.
Компоненты оборудования для точечной сварки
Для сборки этого проекта вам потребуются следующие детали.
[inaritcle_1]Полезные шаги
Ниже приведены инструкции по изготовлению аппарата для точечной сварки. БУДЬТЕ ОСТОРОЖНЫ при работе с источниками переменного тока 220 В и высоковольтными конденсаторами.
1) Снимите выводы двух электрических щупов и припаяйте их к концам 1,5-миллиметрового изолированного медного провода.
2) Сделайте отверстие в крышке пустой пластиковой бутылки и подсоедините концы проводов к двухконтактному разъему через крышку бутылки.
3) Подключите клеммы + ve и -ve конденсатора к зондам + ve и -ve соответственно, затем поместите конденсатор и питание в пластиковую бутылку и плотно закройте крышку.
4) Поместите металлическую поверхность, которую нужно приварить, к другой поверхности (здесь мы используем металлический вывод батареи постоянного тока) на изолирующую поверхность (предпочтительно пластиковую / деревянную подставку)
4) Сварка: Наденьте перчатки и защитные очки, поместите два щупа в токоведущую и нейтральную клеммы сети 220 В переменного тока на несколько секунд, чтобы зарядить конденсатор.( НИКОГДА НЕ ПРИКАСАЙТЕСЬ К МЕТАЛЛИЧЕСКОЙ ЧАСТИ ДАТЧИКОВ ПОСЛЕ ЗАРЯДКИ КОНДЕНСАТОРА, ЭТО МОЖЕТЕ ПОЛУЧИТЬ СМЕРТЕЛЬНЫЙ ПОРЯДОК! ).
5) Закрепите свариваемую металлическую деталь с помощью сварочного стенда с зажимами из крокодиловой кожи и поместите их друг на друга так, чтобы они соприкасались друг с другом. Поместите один из щупов на нижнюю металлическую деталь, а другой щуп прижмите к верхнему металлическому листу. Разлетятся искры, после чего вы должны увидеть надежный сварной самородок. Полностью разряжайте конденсатор после каждой сварки.
[inaritcle_1]Рабочее объяснение
При точечной сваркеиспользуется геометрия сварочных электродов для направления сварочного тока в требуемом месте сварного шва, а также давление для сварки деталей вместе. После создания достаточного сопротивления материалы складываются и соединяются, образуя надежный сварной шов.
Меры предосторожности
- ЗАПРЕЩАЕТСЯ прикасаться к металлической части зонда после зарядки, так как это может вызвать смертельный удар.
- ЗАПРЕЩАЕТСЯ прикасаться к поверхности двух металлических корпусов во время сварки, так как это может привести к сильному удару.
- ВСЕГДА Полностью разряжайте конденсаторы после каждой точечной сварки.
- ВСЕГДА надевайте перчатки и защитные очки во время точечной сварки.
Применение аппарата для точечной сварки
- Аппараты для точечной сварки обычно используются в таких местах, как производство автомобилей и заводы по производству листового металла.
См. Также: DIY 12V Зарядное устройство для свинцово-кислотных аккумуляторов | Бестрансформаторный источник питания | Схема FM-передатчика
Сварочный аппарат с конденсаторным разрядом для микро-точечной сварки с открытым исходным кодом, хобби, конструирование
Устройство, которое может пригодиться различным любителям, — это микро-точечный сварочный аппарат, работающий от разряда большого конденсатора.Профессиональные устройства такого типа (Powerstream, MTI Microwelding, Spotco, MacGregor и т. Д.) довольно дороги, так что здесь есть смысл самоваренной конструкции, например, отремонтировать аккумуляторы самостоятельно.
Контактная точечная сварка на первый взгляд может показаться тривиальной, однако я могу только посоветовать вам забыть о простых конструкции на основе тиристора, которые можно найти в Интернете. Выбор времени импульса (ов) важен для получения хорошего и воспроизводимого полученные результаты.Если сбросить сразу всю энергию конденсатора через тиристор, то либо ее будет слишком мало и стык будет недостаточно прочным или слишком сильным, и вы прожигете отверстие в материале (и, возможно, обожжетесь от капель жидкого металла :-)). С другой стороны, для хобби точно не нужна точная форма импульса, предлагаемая высококлассными профессиональными устройствами. поэтому следующая конструкция кажется мне разумным компромиссом между простотой и стоимостью по сравнению с функциональностью.
Я нашел в Интернете красивую конструкцию, однако она управлялась микроконтроллером PIC,
в то время как я предпочитаю работать с Atmel из-за поддержки GCC для этой архитектуры.
Примечание: этот веб-сайт некоторое время был отключен, поэтому для вашего удобства я привожу здесь схемы и спецификацию материалов сварочного аппарата Ultrakeet, которые я скачал оттуда.
Однако обратите внимание, что для новой конструкции необходимо сделать некоторые улучшения в силовой части, ср.примечания ниже и на страницах других людей, которые занимались разработкой подобных сварочных аппаратов, ссылки на которые приведены здесь.
В своей конструкции я по существу скопировал силовую часть вышеуказанного проекта со следующими незначительными изменениями, перечисленными ниже (я даже не рисовал новую схему и использовал универсальную печатную плату для прототипирования для сборки устройства):
Вместо автомобильного конденсатора Hi-Fi я использовал 20 штук 47000 мкФ / 35 В параллельно, чтобы иметь возможность
перейти к более высокому напряжению, имея около 600 Джоулей энергии, доступной для более тяжелой работы.Конденсаторы защищены стабилитроном от случайного перенапряжения (они недешевы!), А резистор 2 кОм медленно разряжает их, когда они не работают.
Я добавил резистор 1 кОм / 1 Вт между электродами, чтобы клеммы истока полевых транзисторов имели определенный потенциал, когда сварочный электрод отключен.
Я использовал 6 IRFP2907 параллельно, а не 4, чтобы управлять током.
Запитываю прибор от лабораторного блока питания, так как в коробке было так полно конденсаторов
и радиаторы, не оставляя места для собственного источника питания.3А достаточно для сварки, резки
для повторяющихся импульсов потребуется больше. В цепях управления есть дополнительный конденсатор на 10000 мкФ после диода для
мост через периоды более низкого входного напряжения из-за высокой нагрузки источника питания при зарядке основного конденсатора.
5 В для логики получаются с помощью LM2575-5, подключенного в соответствии с техпаспортом.
Atmel ATmega16, синхронизируемый кристаллом (с соответственно запрограммированными битами предохранителя), с байпасным конденсатором 100 нФ, используется для управления устройством и отображения статуса на дисплее.
На задней панели (на фото не видно) находится разъем для программирования ISP и TTL-уровня RS232 — штучка банальная, но довольно удобная при разработке прошивки.
Кодер вращения
использует контакты прерывания Atmel, потенциометры подключены к контактам аналого-цифрового преобразователя (см. Комментарии в исходном коде).
Электроды изготовлены из медных стержней диаметром 8 мм, заостренных на одном конце, изолированных термоусадочной трубкой с вырезом обмотки M8 на другом конце.
Они вкручиваются в шляпообразные латунные гайки, к которым припаяны кабели диаметром 6 мм, и затягиваются другой гайкой M8.
Сильноточные соединения внутри устройства выполнены из медной проволоки диаметром 6 мм, сдвоенной там, где это возможно механически.
Стоимость материалов для строительства должна составлять около 300 долларов США (и все еще может быть уменьшена, если вы используете конденсаторы более низкого напряжения — 12 В достаточно для сварки аккумуляторной батареи),
на порядок ниже, чем цена бюджетного профессионального устройства.
Результат можно увидеть ниже, а здесь вы можете скачать
опубликовано под лицензией GPLv3. В исходном коде перечислены подключения контактов ATmega к управляющей и силовой части.В зависимости от версии avr-gcc и заголовков вам может понадобиться заголовок backward.h
Если вы просто хотите собрать его без кросс-компиляции исходного кода, вот шестнадцатеричные файлы для ATMega16 и ATMega32. НОВИНКА: Кто-то попросил у меня шестнадцатеричный код с большей длительностью второго импульса, он здесь для ATMega16 . Предполагается, что внешний кристалл 14,7456 МГц, поэтому не забудьте также соответствующим образом запрограммировать биты предохранителей (я использовал fuse_l = 0x2f и fuse_h = 0xf9).
Цифры на дисплее — это напряжение внешнего источника питания, целевое напряжение, текущее напряжение конденсатора в первой строке;
время первого импульса, задержка между импульсами, время второго импульса в миллисекундах на второй строке.
Вращающийся кодер с нажимным переключателем выбирает напряжение конденсатора (и в будущем микропрограммное обеспечение переключения между различными режимами работы через меню может быть легко реализовано),
три потенциометра определяют время.
После срабатывания триггера фактическая энергия импульса (включая потери на внутреннем сопротивлении) вычисляется и отображается до тех пор, пока педаль триггера не будет отпущена.
Фото внутри и детали электродов здесь.
Советы по микро-точечной сварке аккумуляторной батареи с помощью этого самодельного устройства:
Используйте 0.Полосы из нержавеющей стали толщиной от 075 до 0,12 мм. Рекомендованные для этой цели никелевые
может быть трудно получить на месте
а зарубежные почтовые расходы будут стоить как минимум вдвое дороже материала …
После долгих поисков я нашел листы нержавеющей стали подходящей толщины, производимые www.ksmetals.com, в местном магазине для любителей моделизма. Из этого материала легко вырезать полоски.
Сделайте электроды по-настоящему острыми и плотно прижмите их к соединительной планке, лежащей на верхней части аккумуляторного элемента.
Для толщины 0,075 мм, 6 В и первого импульса 0,5 мс, задержка 2 мс, второй импульс 4 мс подходят для меня лучше всего. Конечно, он может отличаться, в зависимости от того, какое внутреннее сопротивление сварщика вам удастся достичь в своей конструкции.
Схема и печатная плата для точечной сварки
Недавно (2010 г.) коллега из Великобритании построил подобное устройство и согласился опубликовать его схемы и дизайн печатной платы здесь. Вы можете скачать PDF-файл, или файл SCHDOC дизайнера Altium и файл печатной платы.(Если кто-нибудь знает, как преобразовать формат Altium Designer в Eagle, дайте мне знать.) Эта конструкция немного отличается от моей конструкции (в основном блоком питания), но должен быть полностью совместим с моей прошивкой. Однако печатная плата не тестировалась. Также он предложил доработать конструкцию силовой части, разместив разрядные и сварочные выводы на нижней стороне нагрузки (исток к GND, сток к одному электроду, другой электрод к Vcap) и использование полевого транзистора с каналом P для зарядки конденсатора.
Еще одна схема (в Eagle) была добавлена Францем (Tauchsport-Tschur на web.de), Вы можете скачать это здесь; он должен быть совместим с моей прошивкой.
В ноябре 2011 года Тим О’Брайен опубликовал на своей веб-странице конструкцию сварочного аппарата для компакт-дисков, вдохновленную, в частности, этой конструкцией. Он также предложил некоторые улучшения, среди прочего, это лучший способ управления затворами MOSFET для снижения рассеиваемой мощности и обеспечения более коротких и более точно управляемых импульсов. Особенно полезен его опыт работы с автомобильными конденсаторами нескольких производителей, которые часто продают продукцию гораздо худшего качества, чем рекламируется.Его страница очень подробная, содержит много полезной информации и ее определенно стоит прочитать, если вы подумываете о создании аналогичного проекта.
В 2012 году была опубликована конструкция аппарата для точечной сварки, вдохновленная этим дизайном. от Раду Мотисана на его веб-странице, а также на сайте hackaday.com. Он опубликовал схемы и дизайн печатной платы, переписал мою оригинальную прошивку на C ++ и реализовал режим резки. См. Также статью здесь.
Кроме того, если вас интересуют более тяжелые работы, с которыми не может справиться конденсаторное устройство, то вам подойдет трансформаторный точечный сварочный аппарат. лучший выбор.Очень интересная модификация старинного ручного точечного сварочного аппарата производства ГДР. Хенрика Хафтмана, добавившего управляющую электронику на основе ATtiny, можно найти здесь (на немецком языке), включая схемы с открытым исходным кодом и исходный код прошивки.
В 2014 году Георгий Белев построил сварочный аппарат на основе этой прошивки и опубликовал красивое видео о его работе на YouTube.
Вернуться на страницу моей электроники
Вернуться на страницу моего хобби
Моя главная страница с электронной почтой
TOP
Voltage — Суперконденсатор для точечной сварки — какие конденсаторы использовать?
Я построил аппарат для точечной сварки с использованием большого трансформатора (примерно 4 кВт от старого сварочного аппарата), но теперь мне нужно построить аппарат для точечной сварки с большей мощностью (больший ток.)
Современный точечный сварочный аппарат отлично подходит для стали с никелевым покрытием, но не хватает мощности для точечной сварки меди.
Сварочный аппарат с трансформатором мощностью 4 кВт имеет напряжение холостого хода примерно 8 В. Я использую медный провод 35 мм2, общая длина провода примерно 1 метр (вперед и назад) от трансформатора до электродов точечной сварки.
Я думаю, что использование суперконденсаторов — мой лучший вариант для создания более мощного точечного сварочного аппарата.
Согласно моим исследованиям, мне нужно примерно 3000-4000 ампер тока для сварки 0.2 мм медь (это моя цель). Время разряда конденсатора должно быть <20 мс, если возможно (чем меньше, тем лучше) PS: это значение силы тока основано на следующем веб-сайте: https://sunstonewelders.com/product / linear-dc / и комментарий под следующим видео, в котором Sunstone комментирует, что для сварки двух пластин из меди 0,25 мм вместе с этим аппаратом вам потребуется около 4000 ампер (видео: https://www.youtube.com/watch?v= 16JOF-bYgWE)
Подходит ли что-то подобное (или комбинация нескольких / многих из них последовательно / параллельно) для этой цели?
https: // www.aliexpress.com/item/32950120538.html?spm=a2g0o.productlist.0.0.1fc72679PGnQqn&algo_pvid=e5b35dfe-59f6-40ee-92cd-bb0dd81b5685&algo_expidee=e5b35dfed8-40d2d5b3d7d6d7d6d6d7d6d7d6d6d6d6d6d6d7d6d6d7d6d7d6d6d6d6d7fd6d6d7d6d6d6d6d6d6d6d6d6d6d, 8a1f6cfae7c3 & ws_ab_test = searchweb0_0, searchweb201602_8, searchweb201603_52
При каком напряжении холостого хода я должен примерно стремиться к достижению желаемой силы тока? Какое значение емкости подходит для конденсаторной батареи?
Ручка для точечной сварки, которую я буду использовать: https: // www.aliexpress.com/item/4000159606521.html?spm=a2g0o.productlist.0.0.46332b7duxXLLm&algo_pvid=86b2cbd1-50eb-4bf4-b0f7-9a33915fa1dc&algo_expid=86b2-4cbd7d1-23b2cfcd7d5d5d5d5d5d5d7d8cfcd8cfcd8cfcd8cfd7cd8cfcd7d8cfcbd1cd8cfcbd150d8cfcfcbd8cfcd7cfd7cfcd7cfd7c8 79556c2d2698 & ws_ab_test = searchweb0_0, searchweb201602_8, searchweb201603_52
Любой вклад приветствуется.
Сварочный аппарат емкостного разряда с суперконденсатором 350 Фарад
по snm, 14 января 2018 г.
Суперконденсаторымогут обеспечивать высокий ток, что позволяет использовать их при точечной сварке, в частности, при сварке емкостным разрядом .
Supercap
Использовал этот конденсатор: Maxwell Technologies Inc. CAP 350F 2.7V. При впечатляющих 350 фарадах, низком напряжении 2,7 В, но эквивалентном последовательном сопротивлении 3,2 миллома, это устройство может похвастаться отличной мощностью. Электроника в двух словах ϟ писал об этом же конденсаторе здесь: Зарядка ультраконденсатора Maxwell 350F !.
Зарядите его до 2,7 В, когда ток упадет, закоротите провода с помощью провода и посмотрите, как он расплавится. Работает концептуально, теперь, чтобы сделать его общедоступным.
Другой конденсатор, всего 1 фарад, также 2,7 В, но с сопротивлением 4 Ом: Nichicon CAP 1F 20% 2,7 В ЧЕРЕЗ ОТВЕРСТИЕ. Емкость или напряжение можно увеличить, подключив несколько таких конденсаторов параллельно или последовательно, но высокое эквивалентное последовательное сопротивление является проблемой для быстрого сброса большого тока. Закорочил, ничего интересного не происходит. Придерживаемся 350 фарадов.
Бак
Купил регулируемый понижающий преобразователь для точного понижения до 2,7 В, а также для ограничения тока: DC CC Max 9A 300 Вт понижающий понижающий преобразователь 5-40 В в 1.Модуль питания 2-35 В для светодиодного драйвера Arduino XL4016 с низкой выходной пульсацией. Прибыл и выглядит как на фото:
Винтовые клеммы для ввода / вывода слева и регулируемые потенциометры для напряжения и тока справа. На оборотной стороне шелкография:
Подключите входные клеммы к нерегулируемой настенной бородавке 12-24 В. Измерьте выход мультиметром, отрегулируйте верхний потенциометр, пока напряжение не станет меньше 2,7 В.
Для контроля напряжения конденсатора, не выламывая мультиметра, и для отображения во время зарядки: DC mini 0.36-дюймовый цифровой красный светодиодный дисплей 0–100 В вольтметр, 3 провода, измеритель напряжения, тестер напряжения для тестирования автомобильного аккумулятора, скидка 40%. Поскольку они стоили всего 87 ¢ каждый, заказанные три таких вольтметра также могут быть полезны для многих других проектов. Здесь я подключаю его к плате ARM, замеченной в STM32 Blue Pill. Плата разработки ARM. Первый взгляд: от Arduino до программирования на «голом металле» : черный — земля, красный — +5 В, желтый — +3,3 В:
Обратите внимание, что для этих дисплеев требуется 4-30 В на красный провод (источник питания), 3.3 В недостаточно. Некоторые платы, такие как плата ESP32 в Espressif IDF IoT Development Framework на WEMOS LOLIN32 ESP32 для управления OLED-дисплеем SSD1305 через SPI без Arduino , принимают вход USB, но не имеют разорванного вывода +5 В, что делает это неудобным. поскольку он не может питаться от 3,3 В, так как он ниже минимального 4 В. Но поскольку я поставляю понижающий преобразователь с входом ~ 16 В, этого достаточно для питания обоих дисплеев вольтметра, я подключил по одному к каждому входу и выходу:
Подключите выход к суперкапсу.Напряжение резко падает, и светодиод понижающего преобразователя загорается красным, что указывает на ограничение тока (который регулируется до 8 ампер, я установил его ниже):
Выходное напряжение увеличивается по мере заряда конденсатора почти до 2,7 В. На более поздних этапах зарядки ток падает, поэтому понижающий преобразователь перестает ограничивать, и светодиод становится синим:
Теперь его можно использовать для сварки. Отключите понижающий преобразователь (чтобы мы не закоротили его — хотя он все равно ограничивал бы ток), затем протяните несколько проводов от конденсатора, который вы хотите сварить.Между ними происходит короткое замыкание, и через них проходит сильный ток, нагревая их до тех пор, пока они не станут красными, а затем испарятся. Если их ненадолго держать вместе, они нагреваются и соединяются — это сварной шов.
Требуются некоторые силовые кабели для передачи такого высокого тока. Провода 28 AWG, которые я спас от старого телефонного кабеля CAT3, не выдерживают даже этого тока. Согласно закону Ома, при 2,7 вольтах, разделенных на 3,2 миллома, мы можем ожидать до 843,75 ампер!
Диод
Чтобы предотвратить заряд конденсатора обратно в понижающий преобразователь, когда он выключен (это необходимо?), Я добавил диод на выходе понижающего преобразователя.Изначально хотел использовать вот такой диод:
, потому что он выглядит круто, но я наблюдал противоречивые результаты при измерении напряжения на нем. Даже не регистрирует диодный режим на мультиметре. По маркировке HVR-1X 3 SK 6301 найдите технический паспорт: HVR-1X-4 Datasheet, это высоковольтный силовой диод, пиковое обратное напряжение 12000 В, максимальное прямое падение напряжения: 11,0 В, ничего себе! Несмотря на номинальные значения в киловольтах, средний прямой ток составляет 500 мА, максимальный обратный ток — 0,3 мкА. Не подходит для этого низковольтного и сильноточного применения.
Переключитесь на кремниевый диод меньшего размера, взял этот с произвольной надписью «F5408 G1944», если верить этому листу данных: UF5408-2C3A-2CDO-27 Datasheet, то это высокоэффективный выпрямитель на 3,0 А. От 50 до 1000 вольт, низкое прямое падение напряжения, высокая токовая нагрузка, высокая надежность, высокая устойчивость к импульсным токам, мне нравится это звучание. Провод к выходу понижающего преобразователя, измерьте выходное напряжение:
Как и ожидалось, падение напряжения на диоде составляет около 0,7 В, поэтому понижающий преобразователь необходимо отрегулировать в сторону увеличения (чтобы на выходе было немного меньше 2 Ом).7 В после диода для более полного заряда суперконденсатора).
Провода для печатных плат и магнитов
Для поддержки суперкапса я хотел установить его на печатную плату. Нашел немного утилизированной печатной платы, которая подошла, и просверлил отверстия, чтобы конденсатор защелкнулся:
Средняя большая клемма — отрицательная, три внешних клеммы — положительные. Хотя теперь он подходит, на печатной плате есть токопроводящие дорожки:
Их необходимо удалить, чтобы не закоротить компонент.Для этого мы можем использовать уловку, вызывая то, что Луи Россманн называет «попкорнингом» (это процессоры «попкорнинг» в вашем сервисном центре?). Обычно это происходит непреднамеренно, когда кто-то пытается отремонтировать плату, обдувая ее горячим воздухом. Слои расслаиваются, и под следами появляются пузыри. У меня есть термофен, впервые распакованный в предыдущем сообщении в блоге Термовоздушный пистолет Youyue 858D, первый взгляд , поэтому я использовал его для приготовления попкорна, на самом деле, фотография выше была сделана после нанесения горячего воздуха: обратите внимание на пузыри справа.Теперь их легче снять и соскрести ножом, оставив чистую пустую доску:
Переверните плату, вставьте крышку и припаяйте толстые магнитные провода:
, также известный как «эмалированный провод», этот толстый провод малого сечения пришел от сетевого трансформатора, он должен выдерживать ток. С этим проводом нелегко работать, эмаль нужно соскрести, чтобы припаять, иначе он действует как паяльная маска, и он не просто сгорает от тепла, в отличие от более тонкой магнитной проволоки.Но это работоспособно, и я спаял два провода: один на + (центр), а другой на -. Удобно, что на плате есть знак «(+)» возле плюсового вывода (клянусь, чистое совпадение).
Переключатель
Для включения или выключения зарядки можно использовать переключатель. Это нужно (почему бы не отключить зарядное устройство)? Да, потому что, когда зарядка выключена, мы все еще хотим видеть напряжение конденсатора на вольтметре, а для этого требуется мощность (больше, чем низкое напряжение, которое может иметь конденсатор). Сначала я подключил этот переключатель SPST на 120 В последовательно:
но было несколько проблем.Провод датчика вольтметра был на неправильной стороне переключателя, поэтому он измерял выходное напряжение понижающего преобразователя, когда мы хотим измерить напряжение конденсатора на другой стороне. Исправить:
но потом после некоторых тестов выключатель сдох. Не прямой разрыв, а плохое соединение внутри переключателя, в любом случае он был слишком старым. Замените его более мощным металлическим переключателем, который оказался SPDT:
.
Здесь переключатель повернут вправо, замыкая противоположные клеммы (центральная клемма — общая), которая не подключена, поэтому зарядка выключена.Переверните его, и зарядка будет включена, что видно по токоограничивающему понижающему преобразователю (красный светодиод):
Другой ход переключателя пригодится для…
Гидравлические резисторы
Я подключил другую сторону переключателя SPDT к кнопке и мощным цементным резисторам, через конденсатор к двум последовательно соединенным 0,47 Ом (да, миллиом), позаимствованным из разборки Pioneer SD-P453S с обратной проекцией (RPTV): внутри винтажного телевизора с большим экраном 80-х годов .Знал, что резисторы пригодятся. От телевизора на 31 000 вольт они должны выдерживать рассеивание мощности от этого суперконденсатора.
Поскольку положение переключателя «зарядка выключено» подключено к резисторам сброса, я последовательно включил дополнительный переключатель, кнопку, которую нужно нажать и удерживать, чтобы сбросить заряд. Возможности пользовательского интерфейса теперь:
| Переключатель | Кнопка | Государство | Описание |
|---|---|---|---|
| Вниз | любой | Зарядка | Блок питания подает питание на суперконденсатор, вольтметр показывает напряжение зарядки |
| вверх | не нажата | Холдинг | Нет питания, вольтметр показывает напряжение заряда суперконденсатора |
| вверх | прессованный | Выгрузка | Энергия медленно рассеивается от суперконденсатора к резисторам |
Клеммы
Что можно надеть на концы проводов, чтобы обеспечить хороший контакт? Шина пропускала ток, но у меня его не было, к счастью, я нашел эти радиаторы, которые были прикреплены к диодам, я их кропотливо демонтировал:
Демонтаж радиатора требует много энергии, просто наберитесь терпения и дайте ему нагреться с помощью паяльника с регулируемой температурой.Накачивая все это тепло, радиаторы можно было снять с диодов. Большой будет хорошей отрицательной клеммой. Я не использую какое-либо профессиональное сварочное оборудование, поэтому чем больше площадь поверхности сварочного вывода, тем лучше, тем более что он не сгорает, не окисляется и не ухудшает контакт. Могу ли я использовать настоящие сварочные провода?
В любом случае для положительного вывода я использовал более крупный жёлтый многожильный провод, который, надеюсь, сгорит раньше, чем более длинные выводы магнитного провода.
бокс это вверх
Ни один проект не будет полным без кейса. Вот полная схема в открытом виде:
Идеальный футляр (возможно, разработанный с использованием САПР и 3D-печать?) Был бы идеальным, но для прототипа не может быть картона. Повторно использовал оригинальную коробку из . Сборка небольшого нестандартного ноутбука Raspberry Pi Zero в картонной коробке , так как я заменил его в обновлениях для нестандартного ноутбука : внутренний макет, индикатор питания и более крупный корпус , и у меня осталась небольшая коробка.Компоненты подходят идеально:
Сверху приклеены вольтметры для блока питания и конденсатора, соответственно, внутри коробки находится понижающий преобразователь (питание идет от сетевого адаптера, провода идут вне коробки), диод с радиатором, сам суперконденсатор, спускные резисторы. На передней панели у обоих переключателей, которые я использовал, удобно есть шайбы и гайки, поэтому я закрепил их через картонную панель: левый переключатель — включение / выключение зарядки, правый — кнопка разрядки.Снаружи сзади идут провода для сварщика.
Закройте коробку, и она аккуратно упакуется:
Можно ли сваривать?
Сможет ли этот сварщик сваривать все эти работы? Резонный вопрос.
Я попытался сделать несколько сварных швов, но понял, что на самом деле у меня нет ничего, что нужно сваривать. Пайка делает свою работу большую часть времени. Немного поэкспериментировал, и можно было почувствовать какое-то заедание, но я не очень хорошо разбираюсь в технике. Сварщик может, как минимум, расплавить провода и следы от печатной платы.
Это просто случайный опыт сильного тока. Другой проект, созданный tatus1969 на форумах eevblog, может быть более практичным и законченным: kWeld — DIY точечная сварка аккумуляторов «нового уровня». Тем не менее, если мне когда-нибудь понадобится низковольтный сильноточный источник, теперь он у меня есть.
Аппарат для точечной сварки емкостным разрядом | Hackaday.io
Ядро этого устройства представляет собой батарею конденсаторов 20 x 4,6 мФ = 94 мФ с максимальным напряжением 40 В, что соответствует энергии 75,2 Дж.Конденсаторная батарея заряжается от источника тока 2 А, реализованного с помощью U4 (LM317) — убедитесь, что у него есть возможность отводить среднюю рассеиваемую мощность 5 Вт. Зарядка включается сигналом CHARGE от микроконтроллера, включающего транзистор Q3 PMOS. Напряжение измеряется на делителе напряжения VCAP, и когда достигается напряжение, необходимое для заданной энергии разряда, зарядка прекращается.
— ОПРЕДЕЛЕНИЕ РАЗМЕЩЕНИЯ ЭЛЕКТРОДОВ —
Напряжение батареи конденсаторов всегда поддерживается на фиксированном уровне около 2 В. Когда напряжение ниже, транзистор Q3 включается и конденсатор заряжается до желаемого напряжения.Напряжение на электроде E2 измеряется с помощью делителя напряжения, образованного R24 и R25. Когда электроды не подключены, измеренное напряжение составляет 0 В, но когда оба электрода прикреплены к сварному образцу, напряжение повышается до 2 В (напряжение конденсатора), и таким образом определяется размещение электродов.
— ПРОЦЕСС СВАРКИ —
Между определением размещения электрода и началом процесса сварки существует задержка в 1 с, чтобы оператор мог отрегулировать положение электрода и давление. Если электроды все еще подключены после этой задержки, батарея конденсаторов заряжается до требуемой энергии (= напряжения), и когда она достигается, оба тиристора D8 и D9 срабатывают, и энергия конденсатора разряжается.
После фиксированной задержки (100 мс) измеряется напряжение конденсатора, и если оно больше 3 В, разряд помечается как неисправный.
— СТУПЕНЬ ПИТАНИЯ —
Изначально я хотел использовать несколько мощных N-MOSFET (NTD5804N, 7,5 мОм; 70 А номинал; 125 А @ 10 мкс) параллельно для переключения сварочного тока, но я сжег 10 параллельно и позже 20 параллельно. Это была очень глупая идея, и я должен был сначала ее смоделировать 🙂
Идея заключалась в том, что положительный температурный коэффициент Rdson будет уравновешивать токи, но, скорее всего, паразитная индуктивность схемы не позволяла равномерно разделить ток, и ближайший транзистор к электродам всегда выходил из строя и стало коротко.Тиристоры кажутся гораздо более подходящими для переключения экстремальных токов, к тому же они намного дешевле. Одного было бы достаточно, но я хотел перестраховаться, чтобы два были параллельны.
— ИНТЕРФЕЙС ПОЛЬЗОВАТЕЛЯ —
Интерфейс пользователя очень прост.Напряжение питания отображается на дисплее вместе с установленной энергией разряда, энергией, хранящейся в конденсаторах, и максимально возможной энергией разряда при заданном напряжении питания.
Энергия разряда устанавливается с шагом 5 Дж с помощью зеленой (увеличение) и желтой (уменьшение) кнопок.
Все взаимодействия, результаты, сбои и т. Д. Также объявляются звуковым сигналом.
Сварка начинается с присоединения электродов.
— ПАРАМЕТРЫ И ХАРАКТЕРИСТИКИ —
Энергия разряда: макс. 75 Дж (Втс)
Напряжение питания: 8-40 В постоянного тока
Ток питания: 3 A
Защита от обратного напряжения
Защита от перенапряжения (предохранитель)
Защита от перегрузки по току (предохранитель)
Измерение напряжения питания
Измерение напряжения конденсатора
Индикатор зуммера
Дисплей 128 x 32 пикселей
Кнопки управления
— ТЕСТИРОВАНИЕ —
(извините за низкое качество)
Переносное устройство для точечной сварки
с суперконденсатором
Для сборки батарей хорошо иметь инструмент для точечной сварки.Я разрабатываю эту портативную версию, используя суперконденсатор и заряжаемую стандартной батареей 18650
Я давно думал сделать простой инструмент для точечной сварки. Выполнение обычной пайки при сборке батареи часто вызывает проблемы с механикой и толщиной. Мы можем найти много литературы о точечной сварке своими руками. Многие из них основаны на трансформаторе (из микроволновки) или, в последнее время, на суперконденсаторе.
Суперконденсатор большой емкости может обеспечивать ток от 200 до 400 А, что достаточно для образования точки пайки.
Кроме того, похоже, что двойной импульс лучше, чем одиночный. После некоторых исследований кажется, что первый импульс должен быть около 2,5 мс, затем время ожидания 10 мс, а затем второй импульс 10 мс. Этот второй импульс — тот, который выполняет настоящую точечную сварку.
У меня есть 2 конденсатора по 400 Ф (один от Eaton и один от AVX), 2,7 В, чтобы сделать этот проект. Пиковый ток Eaton составляет 200 А, 3,2 МОм ESR.
Для импульса я мог бы использовать uC, но по какой-то причине, объясненной позже, я оставил его «дискретным», основанным на традиционном NE556 (здесь TLC556).TCL556 может принимать напряжение постоянного тока от 3 до 15 В. Кнопка запускает первый таймер (2,5 мс), затем после задержки (сделанной с помощью простого RC + BC338) запускает второй таймер с 10 мс. Первоначальная идея заключалась в том, чтобы запитать эту схему от простой батареи 18650 (3–4,2 В).
Для устранения короткого замыкания конденсатора я выбрал МОП-транзистор, способный управлять током 460 А, FDB0105N407L. Согласно спецификации, минимальное напряжение VGS составляет 2,7 В, чего должно хватить для аккумулятора 18650. Mosfet припаивается непосредственно к суперконденсатору с пробниками.
Во время первых тестов возникли проблемы. Ток, генерируемый конденсатором, был очень низким, и задержка от RC тоже зависела от напряжения батареи. Итак, сначала RC был ограничен 4-мя 1N4148 в // и таким стабильным (у меня под рукой не было стабилитрона 2.7v). Для слабого тока он исходил от МОП-транзистора. VGS был слишком низким. Увеличение общего VCC до более чем 10 В приводит к увеличению VGS до 10 В (выход TLC556) и хорошо «искрится». По этой причине (высокий VCC) микроконтроллер нельзя было легко использовать или с большей стабилизацией напряжения.
Чтобы получить VCC на 10–12 В, требуется DC-Dc от 19650. Это делается с помощью LT1308, настроенного на 12 В.
После этого эти 2 части работают нормально. Замерил токоизмерительными клещами больше 150А с полностью заряженным суперкапом до 2,7В
Последняя часть — это зарядка суперкаппа. Он должен быть DC-DC в понижающем режиме, но с ограничением по напряжению и току и с низким падением напряжения, с током до 2 А или более. После некоторого исследования лучшим компромиссом, похоже, будет LT3086 с низким падением напряжения, требующим настройки на 2.7 В и ограничено 2,1 А. Некоторые измерения показали, что при токе 2А для полной зарядки суперкапы требуется не менее 7 минут.
В конце концов, необходимо спланировать литиевое зарядное устройство для зарядки элемента 18650.
Зонд для сварки выполнен из медной проволоки большого диаметра.
Этот проект еще не завершен. Планируется несколько модификаций:
— необходимо добавить индикацию со светодиодами: Низкий уровень конденсатора 18650
— Настройте длительность второго импульса, так как припой может зависеть от используемого металла
— Возможно отображение точной длительности второго импульса
К некоторым картинкам текущих версий присоединились
Сварочные аппараты емкостным разрядом, Промышленные аппараты для точечной сварки с двумя импульсами, Брошюра с инструкциями
Основы контактной сварки емкостным разрядом
При сварке сопротивлением емкостным разрядом используются конденсаторы для накопления энергии и быстрого высвобождения.На рисунке 1 показана типичная кривая разряда конденсатора. Сварочные аппараты емкостного сопротивления, также называемые аппаратами для сварки емкостным разрядом или компакт-диском, имеют много преимуществ по сравнению с другими типами сварочных аппаратов. Формирование сварных швов происходит в течение первых нескольких миллисекунд процесса сварки. Сварочный аппарат CD обеспечивает чрезвычайно быстрое выделение энергии при больших пиковых токах. Больше энергии уходит на формирование сварного шва и меньше на нагрев окружающего материала. Зона термического влияния, в которой свойства металла изменились в результате быстрого нагрева и охлаждения, локализована на небольшой площади вокруг пятна сварного шва.Высокая скорость разряда сварочных аппаратов CD также позволяет сваривать электрически и теплопроводящие материалы, такие как медь или алюминий. Емкостные сварочные аппараты обеспечивают повторяемость сварных швов даже при колебаниях напряжения в сети, поскольку энергия сварки накапливается перед использованием.
Формирование сварного шва
Точечная сварка основывается на удельном сопротивлении (сопротивлении) металла нагреванию и плавлению металла. Через металл заготовки проходит большой ток.Энергия рассеивается из-за сопротивления металла в виде тепла, которое плавит и плавит сварочные материалы. Процесс плавления состоит из двух этапов. Сварщик должен преодолевать как контактное сопротивление материала, так и его объемное сопротивление. На рисунке 2 показан пример профиля поверхности в микромасштабе. В микромасштабе поверхность материала шероховатая и контактирует только в ограниченном количестве мест. В первые несколько миллисекунд после образования шва высокопрочные металлические перемычки плавятся, позволяя другим перемычкам вступать в контакт для продолжения процесса плавления.Когда все мосты слились, контактное сопротивление равно нулю. В этом случае объемное сопротивление металла играет решающую роль в формировании сварного шва.
Несколько других факторов влияют на сопротивление контакта. Чем больше контактное сопротивление, тем горячее сварной шов. В микромасштабе сопротивление контакта уменьшается, когда образуется больше металлических перемычек или точек контакта (см. Рисунок 2). Использование большего давления электрода создает больше металлических мостиков.Это приводит к более низкому контактному сопротивлению и более холодному сварному шву. И наоборот, легкое давление электрода приводит к меньшему контакту с металлом, более высокому сопротивлению и более горячему сварному шву. Для обеспечения хорошей прочности сварного шва следует использовать соответствующее давление.
Конфигурации сварного шва
На рис. 3 показано несколько конфигураций электродов, используемых при контактной сварке. Рисунок 3а называется прямым сварным швом. Ток проходит от одного электрода, через обе детали и через противоположный электрод.На рис. 3b показана конфигурация ступенчатого электрода. Эта конфигурация используется, когда есть доступ только к одной стороне заготовки, и электрод можно разместить на обоих материалах. Рисунок 3c представляет собой последовательную конфигурацию. Электроды можно размещать только на одной металлической поверхности с одной стороны. Ток делится между двумя частями. Эта конфигурация сварного шва требует больше энергии сварного шва.
Определение энергии сварки
Сварочный аппарат емкостного разряда контролирует напряжение сварочных конденсаторов.Однако энергия, запасенная в конденсаторе, является функцией квадрата напряжения (E = (1/2) * C * V2). Это соотношение утверждает, что небольшая разница в напряжении имеет большое значение для энергии сварного шва. Сварочные аппараты Sunstone CD150DP — CD750DP имеют ручку регулировки напряжения. Мощность, сохраняемую в сварочном аппарате, можно найти, обратившись к приведенному выше уравнению или посетив Таблицу 1.
Использование аппаратов двойной импульсной сварки Sunstone
Индикация энергии сварки
На рис. 4 показана передняя панель сварочного аппарата Sunstone Engineering Dual Pulse CD.Сварочное напряжение отображается на ЖК-дисплее с синей подсветкой. Чтобы преобразовать это значение в ватты * секунды (джоули), используйте уравнение. 1 или см. Упрощенный список в таблице 2.
Импульсное управление
Сварочные аппаратыSunstone Dual Pulse имеют две ручки для управления энергией импульса. Каждый импульс можно настроить отдельно или отключить по желанию. Импульс 1 регулируется в пределах от 1% до 50% от общей накопленной энергии.Импульс 2 регулируется в диапазоне от 1% до 100% накопленной энергии. Обратите внимание, что при использовании в режиме двойного импульса уровень энергии импульса 2 представляет собой процент оставшейся мощности. Например, если Импульс 1 был установлен на 25%, настройка Импульса 2 фактически была бы взята из оставшихся 75% энергии уставки.
Регулировка энергии
Каждый сварочный аппарат Sunstone имеет бесступенчатую регулировку между минимальной и максимальной энергией.CD150DP — CD750DP имеют частоту повторения сварных швов до 166 сварных швов / мин (предел, определяемый оборудованием). См. Таблицу 2 для получения дополнительных сведений о частоте повторения сварных швов. Ручка сварочного напряжения используется для установки общего запаса энергии сварщика (см. Таблицу 1 и уравнение 1), а также используется для установки пикового сварочного тока (см. Таблицу 2). Затем ширина импульса регулируется для обеспечения соответствующей энергии сварки, выделяемой во время каждой сварки.
Привод под сварку
Сварочные аппараты приводятся в действие с помощью внешнего пускового порта, расположенного на задней стороне сварочного аппарата (см. Рисунок 5).Спусковой механизм использует разъем DIN 3 и требует экранированного провода. На рис. 6 показано правильное расположение контактов для нестандартных кабелей внешнего запуска (показано для разъема на задней панели сварочного аппарата). Стандартный разъем кабеля для внешнего запуска — SD-30LP производства CUI Inc.
.Приварные детали
Sunstone Engineering производит множество сварочных наконечников и сварочных головок для разнообразных сварочных работ.Ручные сварочные приспособления обеспечивают простоту использования и универсальность, в то время как фиксированные сварочные головки обеспечивают контроль и точность. Прокладка кабеля между сварщиком и сварочной головкой важна для определения пикового сварочного тока и настройки времени импульса сварки. В таблице xx указаны настройки импульсов 1 и 2, которые следует использовать с разными кабелями.
Требования к напряжению и мощности
CD150DP — CD750DP используют настенное питание 110 В переменного тока. При использовании сварочного аппарата в стране 220 В переменного тока и т. Д.используется настенная розетка, трансформатор напряжения можно приобрести в Sunstone Engineering. Сварщик использует предохранитель 6 мм x 30 мм на 6 А. Для работы сварщика следует использовать настенный контур мощностью 750 Вт.
Использование функции сварки двойным импульсом
Использование нескольких импульсов тока повышает качество сварки. В режиме двойного импульса сварочные аппараты Sunstone срабатывают дважды при однократном срабатывании. Первый импульс используется для удаления неровностей поверхности и загрязнений.Этот первоначальный всплеск энергии вытесняет масла и прорывает оксидные слои. Импульс также устанавливает сварочные электроды. Второй импульс выполняется с гораздо более высоким уровнем энергии (ватт * секунды) и выполняет фактическую сварку. На рисунке 7 показано, как будет выглядеть кривая разряда сварочного аппарата при использовании настройки двойного импульса, как описано выше.
Настройка импульсов 1 и 2
Энергия импульса 1 должна быть выбрана таким образом, чтобы части прилегали слабо.Чтобы определить импульс 1, выключите импульс 2 и выполните серию пробных сварных швов, начиная с настройки низкой энергии импульса. Увеличивайте энергию импульса на 3-5% при каждом испытании, пока детали не слипнутся. Затем следует уменьшить энергию импульса 1 на 3-5%. Затем следует установить уровень импульса 2 в 4–5 раз больше, чем у импульса 1. Следует выполнить пробный сварной шов и растянуть его, чтобы определить прочность шва. Никелевая полоса для сварного шва из никелированной стали, обычно наблюдаемая при производстве аккумуляторных батарей, должна разъединяться, оставляя отверстия в тонком никелевом металле и оставляя самородки сварного шва на клемме батареи.Более толстые материалы следует вытягивать с учетом особых требований к тяговому усилию.
БЕЗОПАСНОСТЬ
Пожалуйста, следуйте этим пунктам, чтобы обеспечить себе комфорт и безопасность.
- Всегда надевайте защитные очки при работе со сварочными аппаратами и сварочными головками.
- Не прикасайтесь к точкам сварки сразу после завершения сварки, так как они могут быть горячими.
- Будьте осторожны, чтобы не прищемить пальцы движущимися частями сварочной головки или между сварочными электродами.
- Перед сваркой снимите украшения с рук.
- Все сварные швы выполняются при низком напряжении для повышения безопасности работы.
Технические характеристики сварочного аппарата
Таблица 1: Технические характеристики сварочного аппарата с двойным импульсным сопротивлением Sunstone
| Элемент | CD150DP / CD300DP / CD450DP / CD750DP |
| Двойной импульс | Есть |
| Регулировка энергии импульса 1 (% от заданной энергии) | 1% — 50% |
| Регулировка энергии импульса 2 (% от заданной энергии) | 1% -100% |
| Пиковый ток | 4000-5000 А |
Таблица 2: Частота повторения сварных швов
| Ширина импульса (при максимальной энергии) |
Рейтинг репутации CD150DP сварных швов / мин(энергия импульса) |
Репутация CD300DP сварных швов / мин(энергия импульса) |
Репутация CD450DP сварных швов / мин(энергия импульса) |
Рейтинг репутации CD750DP сварных швов / мин(энергия импульса) |
| 5% | 166 (7.5ws) | 166 (15ws) | 166 (23ws) | 166 (38ws) |
| 25% | 166 (38ws) | 166 (75ws) | 166 (113ws) | 166 (188ws) |
| 50% | 166 (75ws) | 166 (150 Вт) | 902 (225ws)120 (375ws) | |
| 100% | 166 (150 Вт) | 89 (300 Вт) | 59 (450ws) | 36 (750ws) |
Таблица 3: Характеристики импульсов сварочного аппарата с двойным импульсным сопротивлением Sunstone
| Модель | Мин. И макс. Выход |
Конденсаторная батарея | Ширина импульса | Время нарастания (до максимального напряжения) |
Мин. Высота импульса | |
| CD150DP | 0.2 вс — 150 вс | 800000 мкФ | мин. | 0,1 мс | 0,4 мс | 0,5 В |
| Макс | 10 мс | 0.4 мс | 0,5 В | |||
| CD300DP | 0,4 WS — 300 WS | 1,600,000 мкФ | мин. | 0,1 мс | 0,4 мс | 0,5 В |
| Макс | 20 мс | 0.4 мс | 0,5 В | |||
| CD450DP | 0,6 WS — 450 WS | 2,400,000 мкФ | мин. | 0,1 мс | 0,4 мс | 0,5 В |
| Макс | 30 мс | 0.4 мс | 0,5 В | |||
| CD750DP | 0,6 WS — 750 WS | 2,400,000 мкФ | мин. | 0,1 мс | 0,6 мс | 0,5 В |
| Макс | 30 мс | 0.6 мс | 0,5 В | |||
Таблица 4: Физические характеристики
| CD150DP | CD1300DP | CD450DP | CD750DP | |||||
| дюймов | см | дюймов | см | дюймов | см | дюймов | см | |
| Высота | 10.5 | 26,7 | 10,5 | 26,7 | 10,5 | 26,7 | 10,5 | 26,7 |
| Ширина | 12.0 | 30,5 | 12,0 | 30,5 | 12,0 | 30,5 | 12,0 | 30,5 |
| Глубина | 13.5 | 34,3 | 13,5 | 34,3 | 13,5 | 34,3 | 13,5 | 34,3 |
| Масса | 35 фунтов.
Похожие записи
| |||||||