Как выбрать паяльник для пайки. Как подготовить паяльник к работе. Какие материалы нужны для пайки. Как правильно лудить и паять провода и детали. Как избежать типичных ошибок при пайке.
Выбор паяльника и подготовка к работе
Правильный выбор паяльника — залог успешной пайки. Для большинства бытовых задач подойдет электрический паяльник мощностью 30-60 Вт с медным жалом. Более мощные модели (80-100 Вт) используются для пайки массивных деталей.
Перед началом работы необходимо подготовить паяльник:
- Зачистить жало мелкой наждачной бумагой до металлического блеска
- Придать жалу нужную форму (клин, конус, лопатка) напильником
- Включить паяльник и разогреть до рабочей температуры
- Залудить жало, покрыв его тонким слоем припоя
Правильно залуженное жало должно иметь ровный серебристый цвет без темных пятен. Это обеспечит хороший теплоперенос и смачиваемость припоем.
Необходимые материалы для пайки
Для качественной пайки потребуются следующие материалы:
- Припой — сплав олова и свинца, например ПОС-61
- Флюс — канифоль или специальные паяльные жидкости
- Очищающая губка или металлическая мочалка
- Пинцет для удержания мелких деталей
- Изоляционные материалы — изолента, термоусадка
Флюс необходим для удаления оксидной пленки и улучшения растекания припоя. Без него невозможно получить качественное паяное соединение.
Технология пайки проводов
Правильная пайка проводов выполняется в следующей последовательности:
- Зачистить концы проводов от изоляции на 5-10 мм
- Скрутить жилы многожильных проводов
- Нанести на оголенные участки флюс
- Прогреть провода паяльником и нанести тонкий слой припоя (залудить)
- Соединить залуженные концы и прогреть место соединения
- Добавить припой для формирования галтели
- Дать остыть без движения
- Заизолировать место пайки
При пайке важно не перегревать провода и использовать минимально необходимое количество припоя. Излишки припоя могут привести к короткому замыканию.
Особенности пайки электронных компонентов
Пайка электронных компонентов на печатных платах имеет свои нюансы:

- Используйте маломощный паяльник (15-25 Вт) с тонким жалом
- Время пайки одного вывода не должно превышать 2-3 секунды
- Припой наносите на прогретое соединение, а не на жало паяльника
- После пайки очищайте плату от остатков флюса
- Для микросхем применяйте антистатические меры защиты
При пайке чувствительных компонентов (транзисторы, микросхемы) используйте теплоотвод в виде пинцета или зажима.
Типичные ошибки при пайке
Начинающие паяльщики часто допускают следующие ошибки:
- Использование грязного или неправильно залуженного жала
- Недостаточный прогрев места пайки
- Избыточное количество припоя
- Подвижность деталей во время остывания припоя
- Использование канцелярского припоя вместо специального
Чтобы избежать этих ошибок, тщательно готовьте инструмент и соблюдайте технологию пайки. С опытом качество соединений будет улучшаться.
Меры безопасности при пайке
Пайка связана с высокими температурами и токсичными веществами, поэтому необходимо соблюдать технику безопасности:
- Работайте в хорошо проветриваемом помещении
- Используйте защитные очки и перчатки
- Не прикасайтесь к нагретым частям паяльника
- Кладите горячий паяльник только на специальную подставку
- Не вдыхайте пары флюса и припоя
- После работы тщательно мойте руки с мылом
При соблюдении этих простых правил пайка будет безопасной и эффективной.

Выбор припоя и флюса для разных материалов
Для разных материалов требуются разные типы припоев и флюсов:
- Медь и ее сплавы: припой ПОС-61, канифоль
- Нержавеющая сталь: припой ПОИн-52, паяльная кислота
- Алюминий: специальный алюминиевый припой, активный флюс
- Электронные компоненты: безсвинцовый припой, слабоактивный флюс
Правильный выбор припоя и флюса обеспечивает прочное соединение и предотвращает коррозию в месте пайки.
Как улучшить навыки пайки
Чтобы научиться качественно паять, следуйте этим рекомендациям:
- Начинайте с простых соединений проводов
- Тренируйтесь на ненужных деталях и платах
- Изучайте видеоуроки опытных мастеров
- Анализируйте свои ошибки и исправляйте их
- Постепенно переходите к более сложным задачам
Помните, что мастерство приходит с практикой. Не бойтесь экспериментировать и пробовать новые техники пайки.
Чем паять в домашних условиях. Как правильно паять паяльником, рассмотрим типичные ошибки. Пайка массивных деталей
Казалось бы, сам вопрос, как правильно паять паяльником, весьма прост. Макнул жало в канифоль, набрал на кончик припоя – и коснулся контактов детали, которую надо припаять.
На самом деле, для выполнения этой работы нужны определенные навыки, которые приходят с опытом. Иначе, как объяснить отличие в качестве пайки, сделанной разными мастерами?
Как быстро научиться паять
Для того чтобы освоить азы пайки необходимо правильно подобрать инструмент. Начнем с главного, с выбора паяльника.
Выбираем правильный паяльник
В большинстве случаев, подойдет паяльник с медным жалом 40-60 Вт, подставка, флюс (лучше всего канифоль) и припой.
Не следует гоняться за дорогими керамическими приборами и паяльными станциями. Для обучения вполне подойдет базовый набор. И не забудьте пинцет.
ВАЖНО! После того, как вы освоите азы пайки – станет понятно, что обучающий набор подходить для 90% домашней работы с паяльником.
Многие продвинутые радиолюбители десятки лет пользуются еще советскими паяльниками без регуляторов.
А качеству пайки может позавидовать владелец оснащенной по последнему слову техники паяльной станции.
Чтобы правильно паять, нужно тренироваться
Если инструмент новый необходимо подготовить жало, заточить и залудить. Это способ годится исключительно для жал из меди.
Как залудить жало, пошаговая инструкция
Если вы уже пользовались инструментом, то правильно подготовить жало к работе поможет это видео
Далее, нарежьте несколько кусочков провода разного сечения, и найдите любой сломанный электроприбор (транзисторный приемник или кассетный магнитофон). Из этого набора можно сделать отличный полигон для тренировок.
Как правильно залудить жало, если припой не липнет – видео
Выпаивайте и ставьте обратно радиодетали на схеме, соединяйте провода со скруткой и без нее. Лучшее пособие для обучения – самостоятельная практика на компонентах, которые не жалко испортить.
Последовательность действий
Не торопитесь сразу соединять две детали припоем. Для начала освойте зачистку провода и контактной площадки на монтажной плате. Затем потренируйтесь лудить разделанный провод.
Попробуйте выпаять из платы двух, а затем и трех контактную радиодеталь (к примеру – транзистор). И только после этого пробуйте паять начисто. Запомните главное правило – сначала прогреть место спайки, затем добавить в него припой.
Добавить припой можно несколькими способами.
- Поднести расплавленный состав на кончике жала
- Поднести проволочку припоя к месту соединения и прижав все жалом дождитесь, кода состав начнет плавиться.
При монтаже электрических схем и соединении металлических частей между собой используется надёжный и проверенный метод — пайка. Для спаивания частей из металлов применяется паяльник. Неопытным и начинающим монтажникам необходимо знать, как паять паяльником и что нужно иметь для работы.
Конструкции и разновидности
Процесс спаивания заключается в заполнении пространства между проводниками расплавленным материалом, преимущественно оловянно-свинцовыми припоями. Температура плавления припоев должна быть ниже, чем нагреваемая площадь жала. Паяльник должен выбираться в зависимости от типа и рода работ, необходимых для выполнения. Паяльники бывают электрическими и нагреваемыми под воздействием открытого огня.
Температура плавления припоев должна быть ниже, чем нагреваемая площадь жала. Паяльник должен выбираться в зависимости от типа и рода работ, необходимых для выполнения. Паяльники бывают электрическими и нагреваемыми под воздействием открытого огня.
Для выполнения определённых видов паяльных работ электрические паяльники выбираются по мощности. Чтобы произвести пайку полупроводниковых элементов в схеме, достаточно мощности от 15 Вт до 25−40 Вт, в зависимости от размера нагреваемой поверхности радиоэлектронного компонента. Определённые виды паяльников имеют специальное назначение. Для лужения проводов хорошо подходят паяльники мощностью от 40 Вт и выше. Для соединения больших металлических площадей используют инструменты с мощностью 65 Вт, 80 Вт, 100 Вт, 150 Вт, 200 Вт, 300 Вт и 500 Вт. Электропаяльники выпускаются с разными питающими напряжениями:
- промышленные — 380 В;
- бытовые — 220 В, 36 В, 24 В, 12 В, 6 В;
- специальные — 42 В и 110 В, применяются на железнодорожном транспорте.

Подготовка инструмента к работе
Чтобы знать, как правильно пользоваться паяльником, нужно овладеть навыками подготовки инструмента к пайке. Первое, что необходимо выполнить после включения электропаяльника, — это залудить рабочий участок жала, который представляет собой цилиндрический стержень, изготовленный из медного сплава. Как правило, жало находится внутри нагревателя и фиксируется с помощью специального винта или других способов крепления, в зависимости от конструктивных особенностей паяльника.
Обработка жала
Первым делом необходимо обратить внимание на качество рабочей части жала. Тот конец жала, который обычно используется для паяния, необходимо подготовить к использованию. Форма может иметь вид лопатки или острозаточенной иглы, в зависимости от запланированного типа работы.
Чтобы подготовить рабочую поверхность жала, нужно выполнить следующие действия:
Для подготовки рабочей части жала применяют молоток, напильник или надфиль, наждачную бумагу, припой и флюс.
После обработки элемента молотком ему необходимо придать нужную форму при помощи напильника или надфиля, а затем зашлифовать наждачной бумагой.
Способы лужения
Следующим важным моментом является лужение конца жала, предотвращающее его от быстрого износа и коррозии. Для лужения можно использовать флюсы или сосновую канифоль. Необходимо не допускать перегрева паяльника, так как это затрудняет выполнение лужения. При первом включении паяльника может появиться дым, причиной которого обычно оказываются вещества, использованные при изготовлении инструмента.
Для дальнейшей эксплуатации приспособления важно знать, что нужно для пайки паяльником. Прежде всего необходимо произвести лужение. Оно осуществляется двумя способами.
Согласно первому способу, для лужения нужно:
- разогреть жало до оптимальной температуры;
- погрузить его конец в канифоль;
- растирать припой концом жала до появления блеска.
Второй способ предусматривает следующие этапы:
- Нужно смочить ветошь раствором хлористого цинка и протереть ею жало.

- После этого необходимо равномерно растереть расплавленный припой по поверхности жала с помощью куска поваренной соли.
Для лужения также можно применять различные флюсы и паяльные жиры (паяльное сало). Чтобы провести пайку проводов паяльником, необходимо подготовить сам инструмент, припой флюсы или канифоль, вспомогательные приспособления (подставку для паяльника, пассатижи, кусачки, пинцет, губку для чистки жала).
Необходимо соблюдать технику пайки паяльником. Перед спаиванием проводов их нужно предварительно зачистить от изоляции. После этого производится осмотр зачищенной поверхности. В зависимости от марки провода на ней также может присутствовать лак. Если изоляция снималась с проводов задолго до спаивания, может образоваться окисел. Существуют два способа снятия окисленных плёнок и лака:
- Механический, с использованием мелкозернистой наждачной бумаги. Такой способ применим для одножильных проводов большого диаметра.
 Многожильные, тонкие провода не рекомендуется зачищать таким образом, так как можно их оборвать.
Многожильные, тонкие провода не рекомендуется зачищать таким образом, так как можно их оборвать. - Химический способ используется для тонких многожильных проводов, но является более вредным для монтажника, так как токсичные растворители при вдыхании с воздухом попадают в легкие. Лаковое покрытие можно снять без предварительной зачистки с помощью ацетилсалициловой кислоты (аспирина). На таблетку укладывают провод и тщательно прогревают его паяльником. Температура и кислота снимают лак с поверхности провода.
При работе с эмалированными проводами можно применять специальный флюс, который разрушает покрытие и создаёт плёнку, защищающую от контакта с воздухом. Такой флюс называют активным. После окончания паяльных работ его необходимо удалить при помощи влажной ветоши или губки.
Если нужно припаять провод к металлической площадке (например, заземление), его необходимо предварительно залудить. Поверхность, к которой он будет припаян, нужно зачистить до появления блеска и обезжирить. Следом за этим наносится флюс, и укладываются кусочки припоя. Место тщательно прогревается, после чего к нему прикладывается провод.
Следом за этим наносится флюс, и укладываются кусочки припоя. Место тщательно прогревается, после чего к нему прикладывается провод.
Чтобы качественно припаять провод к нужному месту, необходимо соблюдать технологию пайки. Для этого используется припой ПОС-60 в комплексе с канифолью или специальными флюсами, так как они придают ему текучесть и пластичность при пайке, а также защищают поверхность от взаимодействия с кислородом.
Спаивать провода нужно хорошо прогретым паяльником, чтобы его температуры хватало для плавления припоя. Зачищенный провод опускается в расплавленную паяльником канифоль. Предварительно набрав припоя, необходимо несколько раз провести жалом по оголённому проводу, после чего уже залуженный проводник можно запаять в необходимом месте. Для удобства работы можно использовать приспособление «третья рука». С его помощью фиксируется проводник, к которому будет припаян провод.
При производстве оцинкованных изделий из углеродистой стали их часто покрывают цинком с помощью метода горячего погружения. Чтобы получить блестящую поверхность стали, в ванну добавляются свинец, олово и алюминий в количестве 1%. Листы из стали также покрываются цинком при помощи гальванического способа.
Чтобы получить блестящую поверхность стали, в ванну добавляются свинец, олово и алюминий в количестве 1%. Листы из стали также покрываются цинком при помощи гальванического способа.
Оцинкованное железо трудно поддаётся пайке, поэтому необходимо иметь специальные активные флюсы , состоящие из концентрированной соляной кислоты и раствора цинкоаммониевого хлорида, а также флюсы на основе хлористого цинка и аммония с добавкой хлористого олова. Оловянно-свинцовые припои в сочетании с флюсами имеют хорошую текучесть и обеспечивают высокопрочные соединения.
Предварительно на спаиваемую поверхность наносится флюс, после чего соблюдается выдержка. Это нужно для того, чтобы прошла реакция. Для пайки необходимо иметь большой паяльник с высокой рабочей температурой. Перед тем как спаять проводники, нужно предварительно растереть поверхность соединения, а после спаивания следует удалить остатки флюса.
Чем паять нержавейку
Спаивание нержавейки является трудоёмким процессом. Оно производится при температуре от 500 до 700 градусов Цельсия с помощью припоя (тиноля). Припой для нержавейки выбирается исходя из условий пайки и состава стали. Сплав содержит не более 25% хрома и 25% никеля, такие составы дают очень прочные соединения. В качестве флюса используется бура, которая наносится на поверхность в виде пасты или порошка. После расплавления буры металл нагревается и становится ярко-красного цвета, затем в эти соединения вводится припой.
Оно производится при температуре от 500 до 700 градусов Цельсия с помощью припоя (тиноля). Припой для нержавейки выбирается исходя из условий пайки и состава стали. Сплав содержит не более 25% хрома и 25% никеля, такие составы дают очень прочные соединения. В качестве флюса используется бура, которая наносится на поверхность в виде пасты или порошка. После расплавления буры металл нагревается и становится ярко-красного цвета, затем в эти соединения вводится припой.
В домашних условиях можно изготовить мощный паяльник для спаивания массивных металлических элементов. Такой паяльник имеет высокую теплоёмкость, которая обеспечивает достаточную температуру для выполнения необходимых работ.
Нужно расклепать массивный медный брусок или толстый прут, чтобы изготовить жало. Его необходимо будет выточить при помощи напильника, чтобы получить отчётливые рёбра и грани. Угол должен составлять от 30 до 45 градусов. В качестве держателя можно использовать стальной пруток либо пластину, которая будет присоединена к паяльному жалу. Можно также изготовить ручку и прикрепить её к паяльнику.
Можно также изготовить ручку и прикрепить её к паяльнику.
Знания о том, как правильно паять, нужны не только радиолюбителям и специалистам по монтажу электроаппаратуры. Каждому домашнему мастеру приходится сталкиваться с необходимостью пайки при ремонте электробытовых приборов.
Подготовка паяльника к работе
Перед тем как паять паяльником, следует правильно подготовить его к работе. В быту чаще всего используют электрический паяльник с медным жалом, которое при хранении и эксплуатации постепенно покрывается слоем окиси и подвергается механическим повреждениям. Для получения паяного соединения хорошего качества подготовку паяльника к работе проводят в такой последовательности:
- Напильником с мелкой насечкой зачищают рабочую часть жала на длину 1 см от кромки. После зачистки инструмент должен приобрести красноватый цвет, свойственный меди, и металлический блеск. Во время зачистки жалу придают клиновидную, скошенную, конусовидную форму, чтобы спаивать, что нужно мастеру.

- Паяльник включить в сеть и разогреть до рабочей температуры.
- Жало необходимо залудить, покрыть тонким слоем олова – того же припоя, чем паять соединяемые проводники. Для этого кончик инструмента погружают в канифоль, а затем проводят по нему кусочком припоя. Не стоит применять для лужения паяльника пруток из припоя с канифолью внутри. Чтобы равномерно распределить припой, рабочие грани потереть о металлическую поверхность.
При работе полуда будет обгорать и стираться, поэтому паяльник придется очищать и лудить в процессе пайки несколько раз. Очистить жало можно о кусочек наждачной шкурки.
Если мастер будет пользоваться инструментом с никелированным необгораемым стержнем, чистить его придется специальной губкой или влажной тканью. Лудят такое жало в расплаве канифоли, проводя по нему куском припоя.
Паянию можно научиться только в процессе работы, но перед этим желательно ознакомиться с основными операциями.
Обработка флюсом или лужение
Традиционный и самый доступный флюс – канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.
Работа с припоем
При достаточном нагреве расплавленный припой должен стать текучим. При мелких работах можно взять на жало инструмента каплю сплава и перенести ее на соединяемые детали. Но удобнее пользоваться тонкой проволокой (прутком) разного сечения. Часто внутри проволоки содержится слой канифоли, который помогает правильно паять паяльником без отвлечения от процесса.
При таком способе горячим инструментом прогревается поверхность соединяемых проводников или деталей. Конец прутка припоя подводят к жалу и немного (на 1-3 мм) просовывают под него. Металл моментально плавится, после чего остаток прутка убирают, а припой греют паяльником, пока он не приобретет яркий блеск.
При работе с радиодеталями нужно учитывать, что нагрев для них опасен. Все операции выполняют в течение 1-2 секунд.
Во время пайки соединений одножильных проводов большого сечения можно использовать толстый пруток. При достаточном нагреве инструмента он тоже плавится быстро, но распределять его по спаиваемым поверхностям можно медленнее, стараясь заполнить все выемки скрутки.
Пайка проводов паяльником не представляет ничего сложного, поэтому с таким способом соединения медных жил может справится даже неопытный электрик. Далее мы расскажем, как правильно паять провода в распределительной коробке – месте, где выполняется разводка электропроводки по комнатам. Технология будет предоставлена пошагово, с картинками и видео примерами, чтобы Вам было более понятно, как спаивать два проводка между собой. Сразу же обращаем Ваше внимание на то, что мы будет рассказывать, как спаять жилы из меди. Это связано с тем, что алюминиевые проводники в домашних условиях уже практические не используются. Стандартами ГОСТ соединение разных цветных металлов (алюминиевых и медных проводников) рекомендуется обходить стороной, поэтому единственный безопасный вариант для частного дома и квартиры – спаивание медных жил кабеля.
Стандартами ГОСТ соединение разных цветных металлов (алюминиевых и медных проводников) рекомендуется обходить стороной, поэтому единственный безопасный вариант для частного дома и квартиры – спаивание медных жил кабеля.
Шаг 1 – Подготавливаем инструмент
Для начала Вам нужно подготовить паяльник к пайке проводов своими руками. Все, что требуется – тщательно очистить жало от остатков припоя либо других возможных загрязнений.
Для этого можете использовать обычный напильник. Помимо этого Вы должны подготовить припой и флюс, без которых не получится паять провода паяльником. Что касается припоя, для того, чтобы спаять жилы, можно использовать либо сплав олова и свинца, либо специальную нить, как показано на фото ниже.
Флюс необходим для того, чтобы во время пайки припой равномерно покрыл спаиваемые материалы. Помимо этого флюс избавляет медные жилы от оксидной пленки, которая значительно ухудшает надежность соединения. В качестве флюса Вы можете использовать либо канифоль, либо специальную паяльную кислоту. И тот и другой вариант пользуется популярностью у мастеров.
И тот и другой вариант пользуется популярностью у мастеров.
Еще один важный этап подготовки – создание подходящего рабочего места. У Вас должна быть рядом розетка и подставка для паяльника, чтобы технология пайки проводов своими руками была безопасной.
Кстати, Вы можете , что не займет много времени и сил. Самодельный аппарат прослужит Вам довольно долго, в чем Вы сами сможете убедиться!
Шаг 2 – Выполняем лужение
Итак, если Вам нужно спаять два силовых провода между собой, то первым делом Вы должны снять полиэтиленовую изоляцию и залудить оголенные жилы, особенно если они очень тонкие. Многожильный проводник перед пайкой сначала скручивается, после чего обрабатывается флюсом, поверх которого наносится тонкий слой разогретого припоя. Обязательно перед тем, как паять, подготовьте жало паяльника – окуните его в флюс (в ту же канифоль, как показывается на фото), а после этого в олово, чтобы кончик был покрыт небольшим слоем припоя.
Для пайки выполнить довольно просто – сначала Вы должны положить оголенную жилу на канифоль, потом прогреть это место паяльником, чтобы проводок погрузился во флюс. После этого его нужно достать и равномерно со всех сторон обработать припоем. Чтобы хорошо нанести разогретый сплав олова и свинца на поверхность, в руках прокручивайте провод во время лужения. Если Вам необходимо соединить жилы в распределительной коробке, для удобства вместо канифоли можете использовать кислоту. Ее достаточно просто нанести кисточкой на поверхность, которую Вам нужно спаять.
После этого его нужно достать и равномерно со всех сторон обработать припоем. Чтобы хорошо нанести разогретый сплав олова и свинца на поверхность, в руках прокручивайте провод во время лужения. Если Вам необходимо соединить жилы в распределительной коробке, для удобства вместо канифоли можете использовать кислоту. Ее достаточно просто нанести кисточкой на поверхность, которую Вам нужно спаять.
Если жилы большого сечения (толстые), лужение выполняется аналогичным образом. Отличие лишь в том, что не нужно предварительно скручивать жилы, как у многопроволочного проводника.
После того, как Вы выполните лужение, можно переходить к процессу пайки. Сразу же обращаем Ваше внимание на то, что выполнять работы необходимо только при отключенном электричестве. Паять провода под напряжением категорически запрещается!
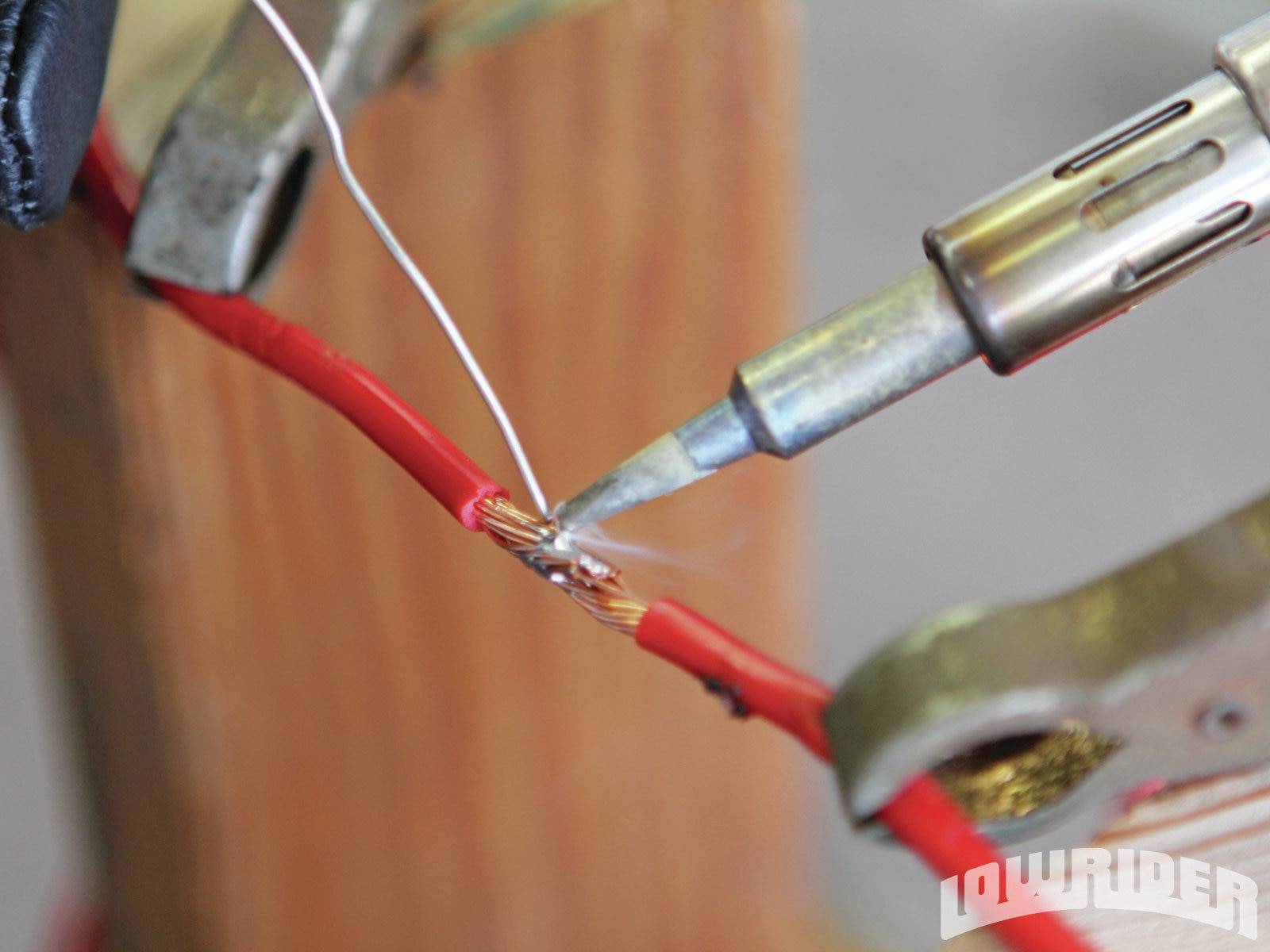
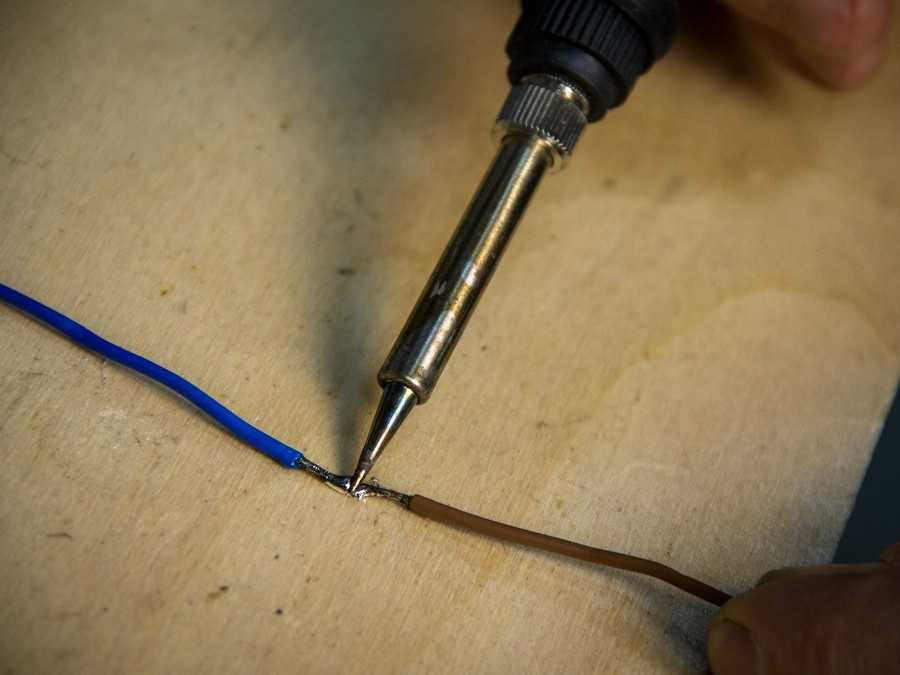
Шаг 3 – Спаиваем жилы
Ну и последнее, что осталось – спаять два подготовленных провода в распредкоробке. Все, что нужно – скрутить либо наложить жилы друг на друга и разогреть место соединения паяльником. Припой расплавится и после того, как застынет – надежно соединит электрические проводники. Советы по мы рассматривали отдельно.
Припой расплавится и после того, как застынет – надежно соединит электрические проводники. Советы по мы рассматривали отдельно.
Важный момент – во время пайки не двигайте жилы, иначе соединение будет не достаточно надежным.
Следует также отметить, что предварительное лужение можно и не выполнять, а просто скрутить проводки а распаечной коробке, обработать их флюсом и как следует пропаять. Однако так паять мы Вам не рекомендуем, потому что в этом случае соединение будет на порядок хуже.
Последний штрих – изоляция остывшей области. О том, мы Вам рассказывали. Лучше всего по отдельности заизолировать каждую жилу изолентой, а поверх нее использовать термоусадочную трубку. На видео ниже Вы можете просмотреть подробно весь порядок пайки:
Учимся паять провода паяльником
Важно знать!
Выше мы рассказали, как правильно паять провода в распределительной коробке, однако такой порядок действий не подойдет, если Вам необходимо спаять контакты с диодной лентой либо вообще на плате (микросхеме). Итак, предоставляем краткий обзор возможных технологий пайки:
Итак, предоставляем краткий обзор возможных технологий пайки:
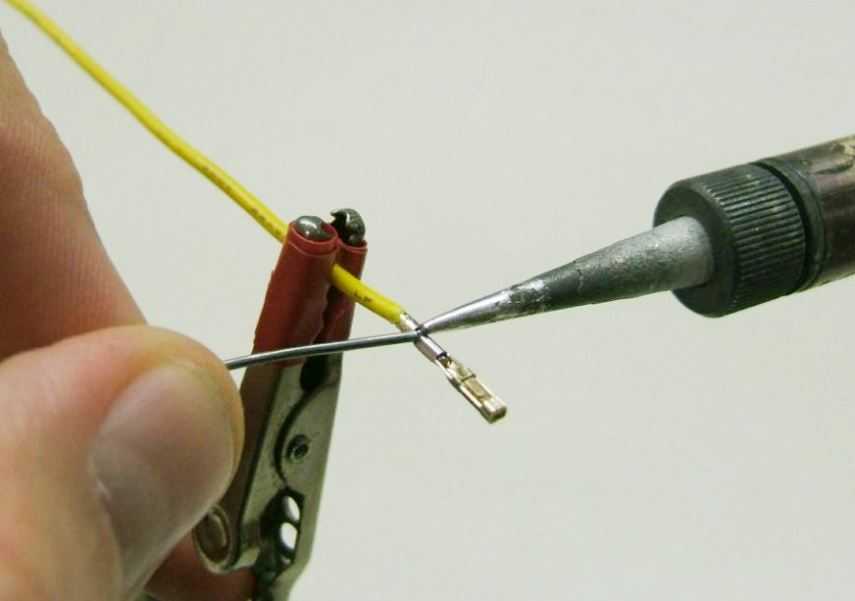
- . Если Вам нужно подключить LED ленту, а значит – спаять контакты от блока питания с выводами на ленте (медные кружочки), то сначала залудите жилы плюс и минус, потом обработайте кислотой выводы на ленте и капните на них расплавленный припой. Все, что останется – прижать провода к месту соединения и прогреть паяльником. Когда припой застынет, заизолируйте оголенную область, используя клеевой пистолет либо термоусадку.
- Работа с платами. Если Вы решили паять провода на микросхеме, то тут уже технология пайки будет более ответственной. Чтобы припаять конденсатор, транзистор, резистор либо тот же светодиод, нужен паяльник мощностью от 5 до 20 Ватт. Более мощный аппарат может перегреть плату и тогда Ваши старания будут напрасны. Помимо этого жало должно быть очень тонким, т.к. излишки олова будут выступать перемычками, которые в свою очередь будут «коротить».
- Пайка наушников. Если Вы вдруг решили отремонтировать наушники со штекером 3.
 5, которые частенько ломаются в области разъема, то для начала посмотрите видео в интернете, на которых рассказывается, как научиться паять эмалированные тонкие провода с шелковой нитью внутри. Вкратце говоря – Вам придется счистить эмаль до меди, выполнить лужение и после этого только спаять штекер с проводками.
5, которые частенько ломаются в области разъема, то для начала посмотрите видео в интернете, на которых рассказывается, как научиться паять эмалированные тонкие провода с шелковой нитью внутри. Вкратце говоря – Вам придется счистить эмаль до меди, выполнить лужение и после этого только спаять штекер с проводками.
Паяльник используется для широкого спектра работ. С помощью паяльника можно отремонтировать наушники, подсоединить светодиодную ленту, чинить электроприборы, микросхемы и платы. Пайка с помощью паяльника проста и при внимательной подготовке не вызывает затруднений даже у того, кто никогда раньше не сталкивался с такой работой.
Выбор инструмента
Паяльник – инструмент с нагревательным элементом, используемый для соединения плавких материалов. По способу нагревания их разделяют на:
- электрические;
- термовоздушные;
- газовые;
- индукционные.
1-Электрический, 2-Термовоздушный, 3-Газовый, 4-Индукционный
Для работы с электрическими схемами и SMD-платами применяют электрические паяльники
. В среднем они обладают мощностью в 15-40 Ватт. С помощью приборов мощностью более 100 Вт спаивают большие детали: радиаторы, медные трубки разного диаметра и т.д. Большие молотковые паяльники мощностью до 550 Вт используются в различных сферах промышленности: машиностроение, металлургия и т.п.
В среднем они обладают мощностью в 15-40 Ватт. С помощью приборов мощностью более 100 Вт спаивают большие детали: радиаторы, медные трубки разного диаметра и т.д. Большие молотковые паяльники мощностью до 550 Вт используются в различных сферах промышленности: машиностроение, металлургия и т.п.
На выбор того или иного инструмента влияет не только размер деталей, но и теплопроводность материала, из которого она сделана. Именно она определяет температуру нагрева, а, следовательно, и необходимую мощность. Так, например, медь может требовать большей температуры нагрева, чем стальная деталь аналогичного размера. Стоит отметить, что при пайке медных деталей может даже возникать ситуация, когда высокая теплопроводность приводит к распаиванию соединений, выполненных ранее.
Основным элементом прибора (напоминаю, что работаем мы в основном электрическим) является нагревательный стрежень. Он представляет собой медную трубку и намотанную на неё нихромовую спираль. С одной стороны стержня, спрятанной в рукоятку прибора, идет ток, а с другой – вставлено жало из накатанного медного прута. Наконечник жала затачивается под скос. Нагрев наконечника происходит за счет замыкания тока на нихромовой спирали.
С одной стороны стержня, спрятанной в рукоятку прибора, идет ток, а с другой – вставлено жало из накатанного медного прута. Наконечник жала затачивается под скос. Нагрев наконечника происходит за счет замыкания тока на нихромовой спирали.
Для электротехнических работ подойдет легкий инструмент компактных размеров с низкой теплоемкостью. Чтобы избежать рассеивания напряжения лучше выбрать модель, имеющую трех-направляющий штекер заземления. Для начинающего электротехника будет достаточно модели до 30 Вт. Если с помощью паяльника планируется ремонтировать автомобиль, то лучше обратиться 40-ваттным приборам – для быстрого соединения проводов любого типа на большой площади. Для комфортной работы паяльников в автомобиле продаются специальные насадки.
Многие мастера по ремонту электроники пользуются паяльной станцией. Такая конструкция включает в себя набор всех необходимых для паяльных работ инструментов: паяльник со сменными наконечниками, подставка, блок регулировки напряжения, термофен, очистители и оловоотсос.
Многих интересует вопрос, можно ли паять без паяльника. Да, можно, в данном случае припой и детали придется нагревать для лужения и спаивания на открытом огне. Это позволяет создавать более-менее качественные соединения, однако технология отличается меньшей безопасностью. Кроме того, у новичка, не обладающего достаточным опытом, могут возникнуть большие сложности при работе с такими материалами, как медь, алюминий или нержавейка.
Припои и флюсы
Перед тем как паять провода или электрические схемы необходимо выбрать подходящий припой. Для этой работы подходят оловянно-серебряные и оловянно-свинцовые припои, канифоль. Припои с содержанием свинца обеспечивают более высокое качество пайки, однако имеют недостаток, заключающийся во вредности этого металла. Оловом пользуются для пайки деталей и материалов, требующих сохранения безопасности для организма, например, посуды.
Маркировка припоев обозначает металлы, входящие в ее состав и их содержание. Так, к примеру, в состав припоя ПОС-40 входят олово и свинец (припой оловянно-свинцовый). Цифра 40 говорит о 40% содержании олова. Количество свинца в ПОС припоях влияет на цвет (становится темнее) и температуру плавления (повышается). Для электротехнических работ чаще всего применяют ПОС с содержанием олова от 30% до 61%, а также ПСР-2 и ПСР-2,5. В маркировке оловянно-серебряного ПСр-2,5 цифра обозначает, что 2,5±0,3% припоя составляет серебро.
Цифра 40 говорит о 40% содержании олова. Количество свинца в ПОС припоях влияет на цвет (становится темнее) и температуру плавления (повышается). Для электротехнических работ чаще всего применяют ПОС с содержанием олова от 30% до 61%, а также ПСР-2 и ПСР-2,5. В маркировке оловянно-серебряного ПСр-2,5 цифра обозначает, что 2,5±0,3% припоя составляет серебро.
Для зачистки поверхности под пайку от оксидов используется специальные смеси – флюсы. Они являются одними из самых важных факторов, влияющих на качество паяния. Флюс должен подбираться под свойства паяемого материала, быть достаточно сильным для разрушения оксидной пленки. Активные флюсы на основе кислоты запрещено использовать для пайки микросхем и плат, поскольку они вызывают коррозию и разрушают контакты, однако при работе с химически стойкими металлами без них не обойтись. Сегодня при пайке, как правило, пользуются паяльной кислотой (хлорид цинка), спирто-канифольным раствором ЛТИ-120 и бурой (для пайки таких металлов, как медь, чугун, сталь, латунь).
Если вы собираетесь паять наушники, колонки или контакты материнской платы, то в качестве флюса можно использовать канифоль. Однако не следует использовать ее для пайки элементов микросхемы и плат. И особое внимание обратите на следующее: нельзя использовать канифоль для музыкальных инструментов! Она сильно загрязняет место спайки.
Подготовка к работе
Безусловно, для того, чтобы стать мастером и выполнять пайку деталей любых сложностей, необходимо время и опыт. Однако для того, чтобы починить наушники, прикрепить светодиодную ленту или в домашних условиях поменять конденсаторы на компьютерной плате не нужно обладать особыми знаниями. Соблюдение инструкции и правил электротехнической безопасности позволят выполнить эти работы без затруднений.
Огромное значение для качества и эффективности пайки имеет состояние жала. Процесс ухода за ним называют лужением — процесс покрытия его поверхности тонким слоем припоя. Это делается для того чтобы медь, из которой изготовлен наконечник паяльника, не окислилась. Паяльник с окислившимся жалом плохо взаимодействует с припоем и обрабатываемым материалом. Каждый раз, перед тем как паять паяльником, следует проводить его подготовку. Сначала обрабатываем жало холодного паяльника напильником, или жесткой щеткой, очищая медь от грязи.
Паяльник с окислившимся жалом плохо взаимодействует с припоем и обрабатываемым материалом. Каждый раз, перед тем как паять паяльником, следует проводить его подготовку. Сначала обрабатываем жало холодного паяльника напильником, или жесткой щеткой, очищая медь от грязи.
Чистка паяльника щеткой (можно использовать и напильник)
Затем, нагрев паяльник до рабочей температуры, нужно несколько раз поочередно коснуться им канифоли и затем припоя. Сплав должен равномерно покрыть рабочую часть.
Ниже видео о том как залудить паяльник и приготовить его к работе. Пожалуй на видео даже лучше видно, чем на наших фотографиях, так что рекомендуем посмотреть.
Пайка плат и микросхем
Ниже видео, которое наглядно описывает весь процесс:
Такой способ пайки позволяет новичку без особых затруднений припаять к схеме радиатор, впаять кнопку на модем, светодиодную ленту (об этом более подробно будет ниже) или отремонтировать штекер.
Пайка проводов
Умение паять провода может пригодиться во многих ситуациях. Одним из самых подходящих примеров можно назвать вышедшие из-за перелома провода наушники. Для соединения проводов используют два основных способа:
Одним из самых подходящих примеров можно назвать вышедшие из-за перелома провода наушники. Для соединения проводов используют два основных способа:
- Жилы накладываются друг на друга и спаиваются с помощью припоя.
- Жилы проводов предварительно скручиваются между собой и потом лудятся с помощью припоя.
В обоих случаях используется канифоль. При необходимости очистки проводов применяется жидкий флюс, наносимый с помощью кисточки. Другие способы спайки проводов между собой основываются на двух основных, описанных выше, и представлены на следующем рисунке.
Для пайки радиоэлементов без печатного монтажа прибегают к двум способам. Первый (нахлестный) является более быстрым, а второй (скрутка) обеспечивает большую надежность соединения.
Для того чтобы починить наушники лучше всего подойдет второй указанный способ (т.к. обеспечит большую прочность соединения). Порядок действий примерно следующий:
- Найдите поврежденный участок провода и вырежьте его.
 Зачистите края проводов на достаточную длину. Для снятия изоляции лучше всего пользоваться нагретым паяльником, или плоским, не очень острым ножом.
Зачистите края проводов на достаточную длину. Для снятия изоляции лучше всего пользоваться нагретым паяльником, или плоским, не очень острым ножом. - Сложите провода друг с другом (по цветам) и залудите с помощью канифоли или смеси ФС-1.
- Замотайте обработанное место изолентой.
Если провод поврежден у самого штекера или входа в наушники, необходимо будет разобрать корпус и припаять провода непосредственно к входным контактам.
Пайка светодиодной ленты
Сегодня светодиодную ленту активно используют для монтажа интерьерного освещения различной сложности. Она дает широкие дизайнерские возможности, имеет небольшие размеры и не уступает по рабочим характеристикам другим осветительным приборам.
Вне зависимости от размера и условий монтажа, ленту паяют по одинаковой инструкции:
- Обрезав ленту до нужной длины, поверхность, на которую она должна крепиться, обезжиривают и высушивают.
- Оторвав защитную пленку с обратной стороны, ленту приклеивают к монтажной поверхности.

- После этого припаиваются провода на входных контактах, мелкие детали, диммеры, контроллеры. Во время работы нужно избегать перегрева ленты, это может привести к выходу диодов из строя.
Обратите внимание, спаивая две ленты! Плюс должен идти к плюсу, а минус к минусу!
Процесс припаивания изображен на фотографиях ниже:
Фиксируем светодиодную ленту (использовалась изолента)
Чтобы паять диодную ленту хорошо подходят паяльники мощностью до 40 Вт. Лучше всего использовать провода с сечением 0,75 мм. Красные припаиваются к плюсовому контакту, а черные – к минусовому.
Теперь о том, как паять светодиоды непосредственно на плату, чтобы создать светодиодную подсветку своими руками. Для этого понадобятся сами диоды, кусочек платы для них (можно купить в радиотехническом магазине) и паяльные принадлежности. Для очистки от окалины воспользуемся флюсом под алюминий, оловом – в качестве припоя.
- Вставляем диоды в плату так, чтобы плюсовые контакты (длинные «лапки») были расположены с одной стороны, а минусовые – с другой.
 И загибаем контакты в стороны. Будьте внимательно – если хотя бы один диод будет подключен неправильно, всё сгорит.
И загибаем контакты в стороны. Будьте внимательно – если хотя бы один диод будет подключен неправильно, всё сгорит. - Обработав «лапки» флюсом припаиваем их к плате.
- Отрезаем лишнюю длину контактов с помощью кусачек. Зачищаем провода питания на длину, равную длине диодного ряда, прикладываем к соответствующим контактам и запаиваем.
- Готово! Теперь можно проверять работу схемы, подключив провода к 12 В источнику питания.
Пайка алюминия
Кажется, что в том, как паять алюминий, нет никакой сложности. Ведь этот материал обладает высокой теплопроводностью и легко поддается обработке. Несмотря на это для обработки данного металла необходимо учитывать некоторые особенности.
Алюминий под воздействием высокой температуры очень быстро образует на поверхности окисные пленки, и поэтому для его пайки приходится использовать специальные флюсы и паяльные жала (покрытые сталью). И если обработка алюминиевых проводов практически не отличается от работы с другими металлами, то пайка плоских алюминиевых поверхностей — процесс гораздо более сложный. В первую очередь, вам понадобится паяльник мощностью в 60-100 Вт, для того чтобы хорошо прогревать большие детали.
В первую очередь, вам понадобится паяльник мощностью в 60-100 Вт, для того чтобы хорошо прогревать большие детали.
- Перед тем, как паять алюминий, его рабочая поверхность очищается от окалины наждачкой или напильником.
- После ее обезжиривают бензином, ацетоном или другим растворителем. Затем место соединения необходимо смазать специальным флюсом.
- Жало паяльника опускается в канифоль или нашатырный спирт до появления легкого дымка. Это очищает медь, из которой выполнен наконечник, от окисей других металлов.
- Дальнейшие действия практически не отличаются от работы с другими материалами: жало смазывается в припое, после чего небольшое его количество переносится на место спаивания для залуживания. После этого наносится основной слой припоя.
Похожим образом паяют нержавейку – этот процесс тоже требует тщательной зачистки рабочей поверхности перед нанесением припоя.
Пайка алюминия – флюс, припой, как и чем паять правильно
- Особенности процесса
- Используемые материалы
- Подготовка деталей
- Источники нагрева
- Технологические приемы пайки
- Сфера применения процесса
- Использование подручных средств
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Как паять латунью в домашних условиях: как запаять латунь
Латунь является одним из самых популярных сплавов во многих отраслях от судо- и машиностроения до создания изделий выступающих в качестве элементов декора. В данной статье мы разберемся в вопросе: Как паять латунью в домашних условиях.
СОДЕРЖАНИЕ СТАТЬИ
- Свойства латуни
- Что нужно учитывать при спайке латуни в домашних условиях
- Выбор материалов для пайки латуни в домашних условиях
- Этапы процесса спаивания латунью дома
- Методы прогрева латуни
- Техника безопасности при спайке латуни в домашних условиях
- Как паять латунью в домашних условиях: видео
СВОЙСТВА ЛАТУНИ
К основным свойствам латуни относят:
- Хорошую устойчивость к заржавливанию и коррозийному повреждению;
- Высокие антифрикционные показатели;
- Лояльность к металлам, позволяющая достаточно легко сваривать латунь практически с любыми металлами.
 Наиболее это свойство выражено у красной латуни томпака;
Наиболее это свойство выражено у красной латуни томпака; - Легкость в обработке;
- Способность сохранять пластичность, не теряя прочности при понижении температуры;
- Хорошие показатели эстетичности.
По своей сути латунь является сплавом меди и цинка. Процентное содержание цинка имеет достаточно широкие границы, варьирующие от 5 до 45%. Цинк является компонентом не только улучшающим качества, но и значительно снижающим стоимость.
Прежде чем подробнее разобрать как запаять латунь в домашних условиях, целесообразным будет рассмотрение некоторых нюансов, связанных с дальнейшим процессом.
ЧТО НУЖНО УЧИТЫВАТЬ ПРИ СПАЙКЕ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
При спайке латуни в домашних условиях необходимо учитывать:
- При спайке необходимо учитывать неоднородную структуру сплава. Наличие примесей разных компонентов, обязывает к наиболее тщательному подбору вспомогательных средств и приспособлений;
- Какой тип латуни предстоит обрабатывать: литейный, представляющий собой цельнолитой объект, или деформируемый, чаще всего встречающийся в виде проволоки, или отрезка ленты;
- Каково процентное содержание цинковой составляющей в данном сплаве;
- На поверхности изделий из латуни присутствует окисная пленка, требующая верного выбора флюса, который должен содержать более активные компоненты и быть способен к растворению покрытия.
 В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк;
В связи с этим классический флюс и его применение могут быть не оправданны в случае работы с латуниевым сплавом. Наиболее целесообразно использовать флюс, содержащий, к примеру хлористый цинк; - Под воздействием высоких температурных режимов, сплав латуни начинает активно выделять цинк, что приводит к пористости шва.
ВЫБОР МАТЕРИАЛОВ ДЛЯ ПАЙКИ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Флюс
Основной функцией флюса в процессе пайки латуни в домашних условиях является ликвидация покровной пленки с поверхности изделия и недопущение ее появления в перспективе. Выбор флюса зависит от того, с какой именно латунью предстоит работать: двух-или многокомпонентной. В первом случае подойдет сочетание соляной, или борной кислоты с хлористым цинком. Для спайки многокомпонентных латуней состав подбирается более сложный. Так, например, для работы со сплавами, содержащими в составе свинец и кремний, целесообразно использовать смесь бора, фтора и калия. Наиболее рекомендуемыми марками флюсов принято считать: ПВ-209(работа при температуре от 700 до 900 градусов), ПВ-209-х(работа от 650 до 800 градусов) и готовый производственный состав «Бура».
Помимо уже готовых производственных флюсов, можно использовать составы домашнего приготовления:
- Жидкие смеси. Классический вариант такого состава включает в себя:74% воды, 1% соляной кислоты и 25% хлорида цинка. Альтернативный вариант состоит из: 20гр. порошковой буры, 20гр. порошка борной кислоты и 200 мл воды. Все порошковые составляющие перед добавлением воды тщательно перемешиваются. Непосредственно перед использованием смесь подвергается кипячению и остужается;
- Пастообразные смеси. Наиболее распространенный состав пасты включает в себя: 16% канифоли и 4% цинка, смешанных с 80% вазелина для технических целей.
Применение флюсов домашнего приготовления в большинстве своем оправданно в случаях, если спайку произвести необходимо в кратчайшие сроки, а возможности приобрести профессиональное средство на данный момент нет.
Припой
Суть работы припойных материалов заключается в проникновении припоя, температура плавления которого ниже, чем у спаиваемых материалов, внутрь контактных поверхностей и соединение их после застывания. Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Достаточно часто в качестве припоя используются олово и свинец. Однако, стоит учесть, что подобное соединение не будет отличаться высокими показателями прочности и эстетической привлекательностью. Выбор наиболее подходящего припоя напрямую зависит от типа сплава и его составляющих. Так, для сплавов, в составе которых преобладает медь, наиболее целесообразны припои: серебряные ПСр-12 и ПСр-72, латунные ПМц36 и ПМц-54 и медно-фосфорные. Сплавы, большую процентную составляющую которых берет на себя цинк, требуют использования серебряных припоев не ниже ПСр-40.
Учитывая нюансы и некоторую прихотливость сплавов латуни, разработано достаточно большое количество профессиональных припоев для работы именно с латунью.
Наиболее популярные припои при пайке латуни дома:
- Медно-цинковые. Наиболее подходит для сплавов с высоким содержанием меди. При работе с таким припоем необходимо учитывать, что рабочая температура достаточно высока и может составлять 825(ПМЦ-36), 880(ПМЦ 48 и ПМЦ54) и более градусов;
- Серебряные.
 Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным;
Такой припой содержит до 40% серебра, его отличают высокие показатели твердости. Наиболее распространены припои ПСР12, ПСр 72 и ПСр40 и выше для сплавов с большим содержанием цинка. В целом же такой тип припоя считается универсальным; - Медно-фосфорные. Наиболее распространены марки МФ1, МФ2, МФ3. Медно-фосфорные припои так же считаются универсальными, обладают хорошей пластичностью и электропроводимостью, но уступают серебрянным в прочности. Их преимуществом является достаточно низкая стоимость;
- Медные сплавы. Их использование наиболее оправдано, когда требуется создать шов высокого уровня прочности. Самой распространенной маркой считается LCUp-6-универсал.
ЭТАПЫ ПРОЦЕССА СПАИВАНИЯ ЛАТУНЬЮ
- Место спаивания тщательно очищается от загрязнений и обрабатывается флюсом.
- На подготовленное место проведения работы выкладывается припоечная стружка.
- Под строгим контролем уровня прогрева, не допускающим деформации деталей, производится собственно нагревание.

- Завершение работы. В этот момент расплавленный припой скрепляется шов и начинает затвердевать.
МЕТОДЫ ПРОГРЕВА ЛАТУНИ
Газовая горелка
Данное приспособление удобно прежде всего тем, что не требует наличия электроэнергии и способно обеспечивать нагрев без прямого контакта с припоем.
Этапы процесса работы с горелкой:
- Металлы подлежащие спайке очищаются от загрязнений, обрабатываются флюсовым составом и разогреваются на асбестовой пластине;
- Спаиваемые объекты плотно совмещаются краями;
- Место будущего шва повторно обрабатывается флюсом, равномерно наносимым кистью послойно;
- Припой в виде стружки ровным слоем наносится на место соединения;
- Пламя горелки регулируется до необходимой мощности. В начале работ, пламя устанавливается малоинтенсивным для начального легкого прогрева, необходимого, чтобы припой схватился с поверхностью;
- Интенсивность пламени увеличивается и происходит основной нагрев при температуре от 700 до 750 градусов, в результате которого латунь приобретает красный цвет;
- После полного расплавления припоя, горелка выключается и изделие остужается;
- Оценка полученного шва считается положительной, если шов не имеет ярко выраженных отличий от основной поверхности;
- Очистка изделия от остатков флюса.

Паяльник
Для проведения работ необходимо наличие паяльника мощность которого составляет не менее 1000ВТ. Средняя температура необходимая в этом случае составляет 500 градусов. Все остальные этапы спаивания аналогичны работам с газовой горелкой. Единственным нюансом, может являться необходимость использования твердого припоя при спаивании меди и латуни. В этом случае лучше использовать спайку при низких температурах, при помощи паяльника с мощностью не превышающей 100ВТ и ортофосфорной кислоты. В качестве припоя лучшие результаты показывает оловянно-свинцовый вариант с маркировкой ПОс-60.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПАЙКЕ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ
При учете того, что работать приходится с высокими температурами и, зачастую, на весьма ограниченном пространстве, необходимо строго соблюдать технику безопасности. Для этого все свариваемые составляющие должны быть надежно зафиксированы, а руки и лицо мастера защищены средствами индивидуальной защиты. В качестве защитных приспособлений используются очки и перчатки. Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Причем желательно, чтобы последние не были изготовлены из синтетических материалов, способных возгораться и оплавляться. Помимо этого стоит учитывать, что некоторые виды флюсов могут обладать достаточно ярко выраженным, специфическим запахом. Особенно стоит обратить на это внимание людям, склонным к аллергическим реакциям или имеющим заболевания дыхательной системы. В связи с этим не стоит пренебрегать наличием качественной вытяжной системы.
Отвечая на вопрос: «как паять латунью в домашних условиях«, можно ответить, что сам же процесс спайки латуни не составит сложностей, в случае, если будут неукоснительно соблюдены все необходимые условия и учтены все нюансы работы с латунью. Причем особенное внимание уделяется многокомпонентным сплавам и сплавам с высоким содержанием цинка, создающего на поверхности металла пленку, способную значительно усложнить весь ход работы.
КАК ПАЯТЬ ЛАТУНЬЮ В ДОМАШНИХ УСЛОВИЯХ: ВИДЕО
На чем паять
Я только недавно начала учиться работать с металлом и проволокой, в частности, паять.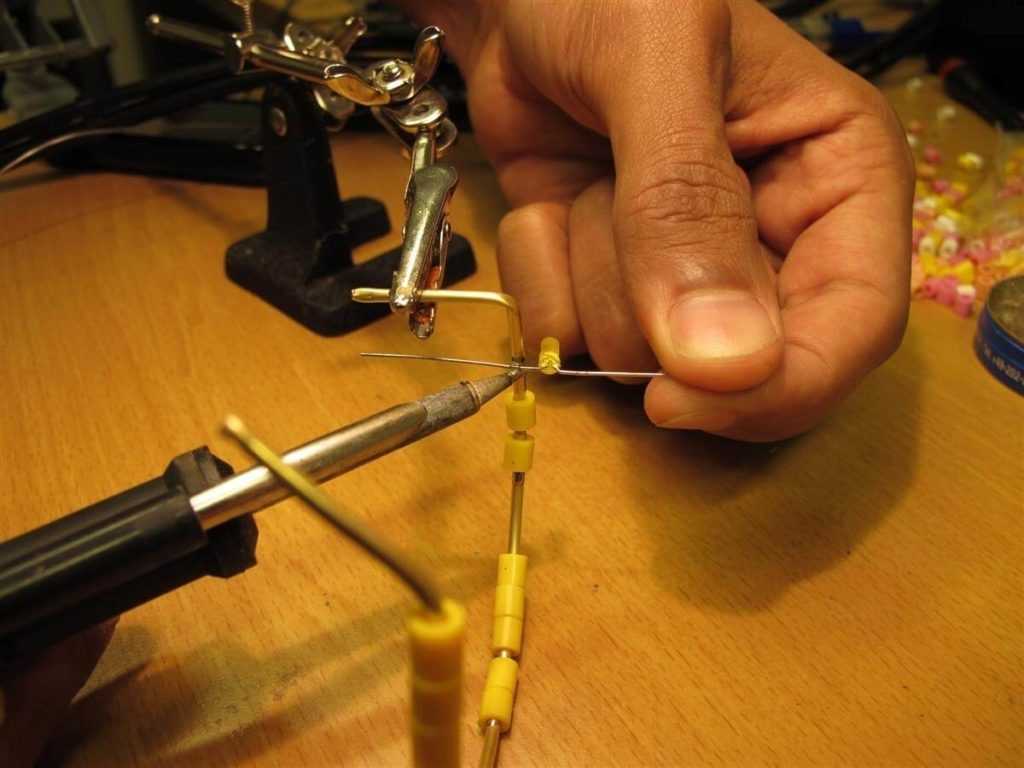 Хочу поделиться печальным опытом, чтобы никто не повторил мою досадную ошибку, и заодно спросить совета. Пытаюсь освоить пайку меди и латуни твердым припоем, использую горелку honest , припой harris, буру в качестве флюса. Дела идут неважно: такое впечатление, что нагрева не хватает — мелкие детали паяются хорошо, а вот покрупнее см — уже никак. По советам уважаемых Хани Крупиной и Нюры Cikugi спасибо вам большое! И вот пришла мне в голову «блестящая» мысль — заменить кирпич, на котором я паяла, на кафельную плитку — вдруг она меньше поглощает тепло?
Хочу поделиться печальным опытом, чтобы никто не повторил мою досадную ошибку, и заодно спросить совета. Пытаюсь освоить пайку меди и латуни твердым припоем, использую горелку honest , припой harris, буру в качестве флюса. Дела идут неважно: такое впечатление, что нагрева не хватает — мелкие детали паяются хорошо, а вот покрупнее см — уже никак. По советам уважаемых Хани Крупиной и Нюры Cikugi спасибо вам большое! И вот пришла мне в голову «блестящая» мысль — заменить кирпич, на котором я паяла, на кафельную плитку — вдруг она меньше поглощает тепло?
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Как паять алюминий оловом своими руками
- Как правильно паять в домашних условиях?
- Как и чем паять медь в домашних условиях? (видео)
- Как паять медь – секреты мастерства для домашних умельцев
- Как правильно паять паяльником с кислотой
- Как паять SMD микросхемы
- Как правильно паять
- На чем паять? (Точно не на кафеле!!!)
- Какой температурой паять микросхемы
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: УЧИМСЯ ПАЯТЬ. Как паять паяльником
Как паять паяльником
Как паять алюминий оловом своими руками
Подскажите пожалуйста чем припаять микросхему в корпусе pin Plastic QFP , каким припоем или может быть пастой лучше воспользоваться в данной ситуации , и чем паять , феном с насадкой , или можно тонким паяльником попробовать паять по одной ноге? Я боюсь того что попросту соседние ноги сольются воедино , как тут быть?
Есть ли какая то общая спецификация на корпуса микросхем чтобы посмотреть шаг ног и все прочее на нужный корпус? Обычным паяльником с несгораемым жалом типа клин можно запаять. Жалом микроволна можно запаять. Главное флюса побольше а припоя поменьше. Можно потренироваться на чем то не нужном. Ну и оплеткой для снятия припоя лишнего нужно обзавестись.
Обычным тонким паяльником под мощной линзой. Пока не было паяльной станции, приходилось использовать для этой цели ЭПСН с заточенным жалом, а для демонтажа — строительный фен.
Можно феном, но обычным феном от паяльной станции может и не получиться — не хватит мощности, там всего ватт Просто еще не паял ног и шаг 0,5 , в данный момент у меня нет подогревателя платы , и хорошей оптики , наверное не стоит сейчас начинать паять , так как боюсь испортить чип , и мне кажется что все же нужно попробовать паять какой нибудь хорошей пастой.
Не нужна оптика, линзы хватит пятикратной, не меньше. И паста не нужна, и без подогревателя можно обойтись. Паял десятки раз, и пока ничего не испортил Сейчас в данный момент и флюса нет , есть только паяльный жир , спрашиваю у вас чем и как паять как раз по тому что хочу чтобы было как можно удобнее работать с такого рода корпусами и большим количеством ног , в конце месяца собираюсь приобрести все необходимое оборудование и расходники для удобства пайки , а сейчас имеется только паяльная станция Ну так подождите недельку.
Можете пока потренироваться в выпаивании ненужного с чего-нибудь сгоревшего или устаревшего любая писишная плата например.
Лет 15 назад паял такое простым паялом В, просто проволочка 1мм была в качестве жала. Теперь пользуюсь микроскопом и думаю, насколько все было проще и хуже для здороровья.
Кстати, к хорошей оптике и прочему тоже привыкать нужно, так что, купив утром, не садитесь тут же запаивать что-то действительно серьезное. Ещё можно применить канифоль в веретенном масле. Порошок канифоли растворяем в подогретом масле. Хорош тем что не «шипит» под паяльником и не испаряется. Но отмывать нужно сразу в спирто-бензинововой смеси. Буквально на днях легко запаял даже без света настольная лампочка сгорела : и оптики тот же qfp и рядышком разъем для ЖКИ на 60 с чем-то выводов :.
Паял обычной «лопатой» Weller LTB без проблем. Как уже сказали выше, главное — флюс, и дозировать припой ровно сколько надо. Сопли удаляются обычным отсосом. Оплеткой экраном и паяльником с широким лезвием. Оплетку пропитать небольшим количеством припоя и канифолью канифоли побольше, как писали выше. Ребят, ну какая канифоль то? Есть же флюсов номальных уже немерянно! Флюс в этом деле очень важен, так как именно он не даёт припою слипаться и разделяет его по ножкам. Конечно, если положить много — залипуха по любому обеспечена, но флюс важен.
Конечно, если положить много — залипуха по любому обеспечена, но флюс важен.
Сначала выставить, чтоб все ноги четко совпадали с площадками, слегка придавить чип и по углам прихватить. Внимательно посмотрите чтобы не получилось так, что одна из сторон висит в воздухе! Паять в таком случае будет очень неудобно. Если есть нижний подогрев и фен, то процентов 90 ног можно припаять посто положив некотоое кол-во припоя на плату провести паяльником по площадкам , потом сверху ложим чип и оплавляем всё это дело. Он под своим весом ложится и почти все ноги пропаяны.
Дальше иголочкой по ногам пройтись, только аккуратно! Погнуть ногу очень легко! Залипухи между ножек хорошо снимаются даже обычным куском провода! Оплетка не обязательна, я думаю. You need to be a member in order to leave a comment. Sign up for a new account in our community. Already have an account? Sign in here. В помощь начинающему. Чем паять pin Plastic QFP? Prev 1 2 Next Page 1 of 2. Share this post Link to post Share on other sites. Жиром точно лучше не паять, на крайний случай канифоль со спиртом.
Жиром точно лучше не паять, на крайний случай канифоль со спиртом.
FluxPlus и миниволна. И, как упоминали, припоя поменьше. Припой 0,25 мм, топовый флюс Ersa, жало не клин, а конус термокомпенсированный. Буквально на днях легко запаял даже без света настольная лампочка сгорела : и оптики тот же qfp и рядышком разъем для ЖКИ на 60 с чем-то выводов : Разъем пришлось даже два раза паять, так как ошибся с нумерацией :. Перед боевой пайкой потренироваться «на кошках».
Может вот это видео поможет там чип, правда, поменьше, ноги. Удачной пайки! Create an account or sign in to comment You need to be a member in order to leave a comment Create an account Sign up for a new account in our community.
Register a new account. Sign in Already have an account? Sign In Now. Go To Topic Listing В помощь начинающему.
Как правильно паять в домашних условиях?
Чаще всего для пайки печатных плат в радиотехнических изделиях и бытовой технике предпочитают использовать обычную канифоль из сосновой смолы, но ее можно заменить другими компонентами. В расплавленном виде она способствует растеканию оловянного припоя по медным дорожкам платы. Это позволяет надежно припаять ножки радиодеталей и концы соединительных проводов. Канифоль позволяет эффективно паять медные, жестяные и серебряные изделия.
В расплавленном виде она способствует растеканию оловянного припоя по медным дорожкам платы. Это позволяет надежно припаять ножки радиодеталей и концы соединительных проводов. Канифоль позволяет эффективно паять медные, жестяные и серебряные изделия.
Для дома обычно берут прибор, которым можно спаять кабели, провода, починить штекеры аппаратуры и т.д. Для этих целей подойдет.
Как и чем паять медь в домашних условиях? (видео)
Как научиться паять. Итак, начнём…. Об этом подробнее чуть ниже…. Если у Вас не паяльная станция, которая изначально готова к пайке сразу же после включения, а обычный паяльник, то перед работой особенно если он новый его нужно специальным образом подготовить — залудить, иначе паять не будет. Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим. После этого разогретое жало опускаем в канифоль и сразу в припой в олово. Теперь мы будем учиться припаивать проводок предварительно его, залудив к латунной жестянке, тоже залудив её с начала. Если канифоль испарилась или растеклась, процесс повторяем, и постепенно, постепенно наша жестянка покрывается качественно налипшим на неё припоем.
Теперь мы будем учиться припаивать проводок предварительно его, залудив к латунной жестянке, тоже залудив её с начала. Если канифоль испарилась или растеклась, процесс повторяем, и постепенно, постепенно наша жестянка покрывается качественно налипшим на неё припоем.
Как паять медь – секреты мастерства для домашних умельцев
Способ соединения металлических изделий и заготовок в одно целое с помощью паяльника и припоя известен человечеству очень давно. Очевидно, первыми начали применять такой способ кузнецы — ювелиры Goldsmith , поскольку способ кузнечной сварки не подходил для их тонких и изящных изделий. Позже технологию стали применять для ремонта металлической посуды, а с освоением электричества она надолго стала основным способом соединения проводников и электрокомпонентов. Научиться, как правильно паять электропаяльником, не очень сложно. Потребуются внимательность, аккуратность и терпение.
В этой статье: Необходимое оборудование Пайка компонентов Качественная пайка.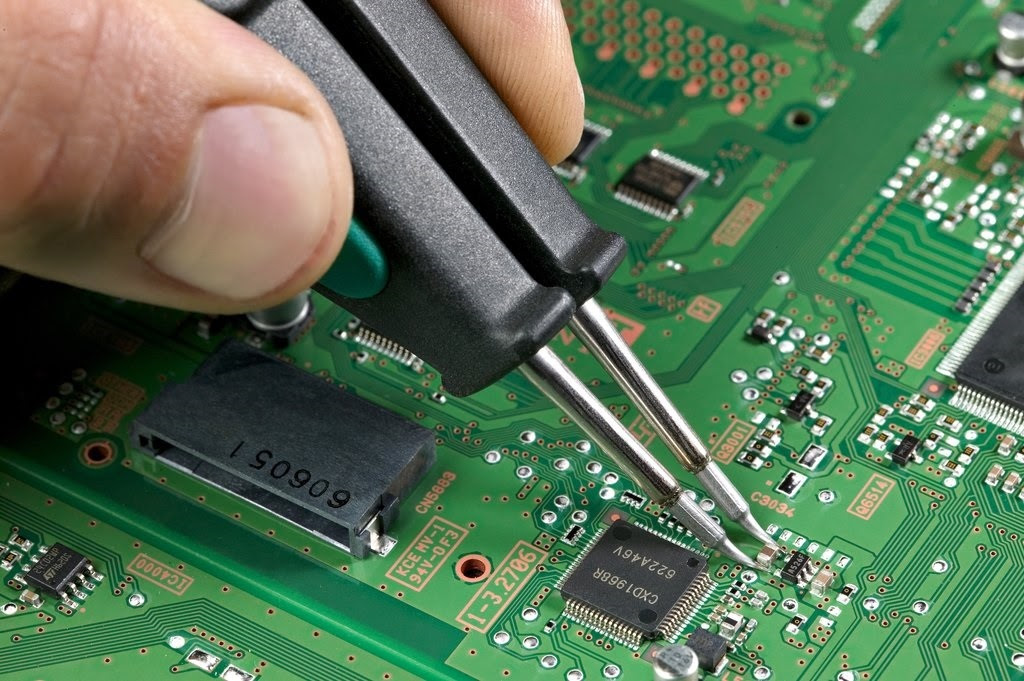 Умение паять компоненты со сквозными отверстиями — очень важный навык для любого любителя или специалиста по электронике.
Умение паять компоненты со сквозными отверстиями — очень важный навык для любого любителя или специалиста по электронике.
Как правильно паять паяльником с кислотой
Однозначного ответа не будет. Выбор, каким способом паять, зависит от того, какие размеры и масса у деталей, которые нужно соединить. Еще надо учесть нагрузку, что придется на спаянные детали при использовании изделия. Рассмотрим несколько способов пайки…. Иногда возникает потребность спаять медное изделие. Но как спаять и чем?
Как паять SMD микросхемы
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты. Медь — один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. Существует множество видов пайки, для меди применяется капиллярная.
Существует множество видов пайки, для меди применяется капиллярная.
Как правильно паять Первое, что необходимо сделать — подготовить все необходимое для пайки: паяльник, небольшую губку, припой, плоскогубцы или.
Как правильно паять
Конечно, об этом писали реально раз. И гугл выдает огромное количество статей о том, как качество запаять по-быстрому проводочек, транзитор или чего там обычно паяют. Ниже я описываю свой подход и высказываю своё мнение, основанное на своём опыте паяльно-лудильных работ. Ну, во всяком случае мне так кажется.
На чем паять? (Точно не на кафеле!!!)
ВИДЕО ПО ТЕМЕ: Урок пайки. Коротко
Подскажите пожалуйста чем припаять микросхему в корпусе pin Plastic QFP , каким припоем или может быть пастой лучше воспользоваться в данной ситуации , и чем паять , феном с насадкой , или можно тонким паяльником попробовать паять по одной ноге? Я боюсь того что попросту соседние ноги сольются воедино , как тут быть? Есть ли какая то общая спецификация на корпуса микросхем чтобы посмотреть шаг ног и все прочее на нужный корпус? Обычным паяльником с несгораемым жалом типа клин можно запаять.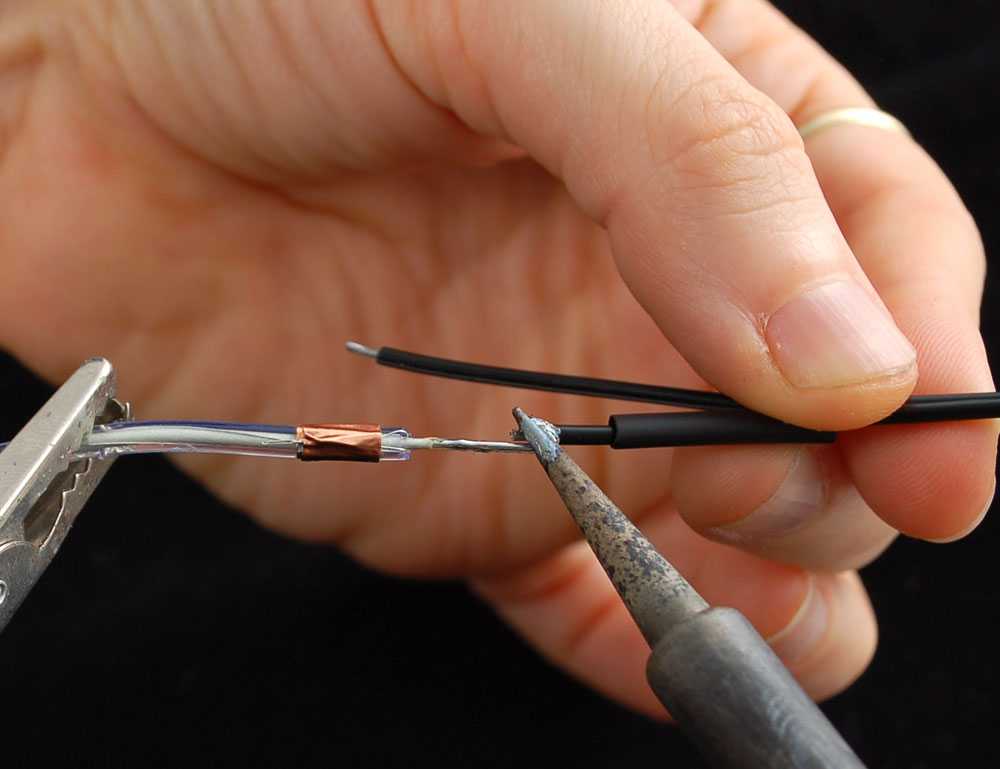 Жалом микроволна можно запаять.
Жалом микроволна можно запаять.
Пайка бывает разная. Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона.
Какой температурой паять микросхемы
Содержание: Условия и область применения пайки Особенности технологии Краткая инструкция. Пайка латуни, позволяющая получать качественные и надежные соединения, — это технологический процесс, предполагающий использование газовой горелки, а также специального припоя. В качестве последнего применяется проволока, материалом изготовления которой может быть олово или сплав данного металла со свинцом. Если хорошо изучить особенности такого процесса, а также подготовить все необходимое оборудование и расходные материалы, то успешно выполнять его можно даже в домашних условиях. Прежде чем разбираться в вопросе о том, как паять латунь, следует хорошо изучить все особенности такого технологического процесса. При выполнении пайки, которая является одним из методов получения неразъемных соединений, в зазор, расположенный между соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента. Важным условием выполнения пайки является то, что припой, для расплавления которого пользуются газовой горелкой, должен плавиться при меньшей температуре, чем материал изготовления соединяемых деталей.
При выполнении пайки, которая является одним из методов получения неразъемных соединений, в зазор, расположенный между соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента. Важным условием выполнения пайки является то, что припой, для расплавления которого пользуются газовой горелкой, должен плавиться при меньшей температуре, чем материал изготовления соединяемых деталей.
Регистрация Вход. Ответы Mail. Вопросы — лидеры Не взлетает квадрокоптер 1 ставка. Перестал работать Mi band 4 1 ставка.
Как правильно паять полипропиленовые трубы
15 сентября 2019ЛикбезСделай сам
Детали нагреваются до 260 °C и связываются так сильно, что место соединения оказывается прочнее, чем сама труба.
Поделиться
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.

2. Составьте схему трубопровода
YouTube‑канал «Ремонт своими руками»Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
termpro.ruНапример, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
YouTube‑канал «Сергей Ефимов»Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
YouTube‑канал «КаЮТ Компания»Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.

7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
YouTube‑канал «Дважды отец Дмитрий»Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
YouTube‑канал FV MianoОпределить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Читайте также 🛠🏠
- Как подключить стиральную машину к водопроводу, канализации и электросети
- Как устранить засор без помощи специалиста
- Как выбрать тёплый пол и правильно его смонтировать
- Как установить унитаз своими руками
- Как установить водонагреватель своими руками
Пайка нержавейки в домашних условиях
Паять нержавеющий метал непросто.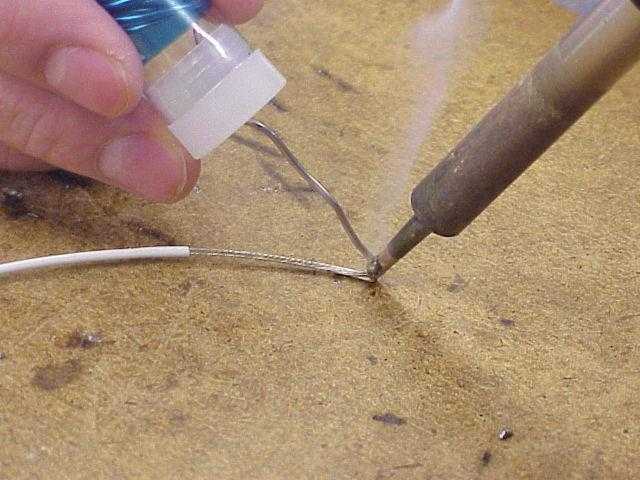 Это достаточно трудоемкий процесс, особенно, если речь идет о выполнении работы в домашних условиях. Неприятностей и проблем можно избежать, если в деталях ознакомиться с особенностями работы. Намного меньше затрат времени и труда потребуется, если предстоит паять нержавеющий сплав, в составе которого никеля и хрома содержится не больше четверти. Соединения такого рода сплавов позволяет получать очень прочные конструкции из разнородных металлов. Исключение составляют сплавы с содержанием алюминия и магния.
Это достаточно трудоемкий процесс, особенно, если речь идет о выполнении работы в домашних условиях. Неприятностей и проблем можно избежать, если в деталях ознакомиться с особенностями работы. Намного меньше затрат времени и труда потребуется, если предстоит паять нержавеющий сплав, в составе которого никеля и хрома содержится не больше четверти. Соединения такого рода сплавов позволяет получать очень прочные конструкции из разнородных металлов. Исключение составляют сплавы с содержанием алюминия и магния.
Сложность возникает при пайке нержавеющей стали, в составе которой содержится много никеля. Вызвано это тем, что такие сплавы при сильном нагреве (примерно 500-700 градусов Цельсия) вступают в химические реакции, результатом которых являются в том числе и карбидные соединения. Интенсивность их формирования прямо пропорциональна продолжительности нагрева. Поэтому быстрое выполнение работы позволяет отчасти решить проблему.
Чтобы при пайке свести к минимуму вероятность получения карбидных соединений, в сплав добавляется титан. Помимо этого, по завершению создания соединения конструкцию нагревают. Термическая обработка препятствует протеканию химических процессов, в результате которых образуется карбамид. Очень аккуратно нужно паять клепанную нержавейку. Она достаточно хрупкая и под воздействием горячего припоя может покрыться трещинами. Таких последствий можно не допустить. Для этого достаточно убрать нагрузку соединяемых элементов. В дополнение рекомендуется соединяемые детали предварительно нагревать.
Помимо этого, по завершению создания соединения конструкцию нагревают. Термическая обработка препятствует протеканию химических процессов, в результате которых образуется карбамид. Очень аккуратно нужно паять клепанную нержавейку. Она достаточно хрупкая и под воздействием горячего припоя может покрыться трещинами. Таких последствий можно не допустить. Для этого достаточно убрать нагрузку соединяемых элементов. В дополнение рекомендуется соединяемые детали предварительно нагревать.
СОДЕРЖАНИЕ
- Как паять нержавейку оловом в домашних условиях
- Припой для нержавейки и его типы
- Флюс для пайки нержавейки и его приготовление
- Полезные советы
- Что еще нужно знать про пайку нержавейки
- Правила работы с реостатами
Выбор припоя для выполнения конкретной работы зависит от химического состава заготовок и условий протекания процесса. К примеру, если паять детали приходится в условиях высокой влажности, то предпочтение следует отдать серебряным припоям. В их составе присутствует небольшое количество никеля. Если же предполагается выполнения работ в сухом помещении или в печи, то лучшим выбором станет серебряно-марганцевый или хромоникелевый припой.
В их составе присутствует небольшое количество никеля. Если же предполагается выполнения работ в сухом помещении или в печи, то лучшим выбором станет серебряно-марганцевый или хромоникелевый припой.
Самый распространенный вид флюса для пайки нержавеющих металлов – бура. Она представляет собой пасту или порошок и наносится непосредственно на место соединения. Процесс плавления буры на поверхности заготовок способствует одинаковому прогреву металла заготовок по всей площади соприкосновения до оптимальной температуры, составляющей 850 градусов Цельсия. После того, как достигнут температурный оптимум, на место соединения заготовок можно вводить припой. Контролируется нагрев визуально. О том, что температура достигла требуемого уровня свидетельствует изменение оттенка соединения. Оно становится светло-красным.
По завершению работ на стыке можно найти остатки флюса, которые не плавились. Их следует удалить. Проще всего это сделать проточной водой. Другой вариант – пескоструйная обработка. Нельзя для очищения поверхности применять соляную или азотную кислоту. Хотя они и эффективны в лане растворения шлаков, но оказывают негативное воздействие как на припой, так и на сам металл.
Нельзя для очищения поверхности применять соляную или азотную кислоту. Хотя они и эффективны в лане растворения шлаков, но оказывают негативное воздействие как на припой, так и на сам металл.
Как паять нержавейку оловом в домашних условиях
Не так уж и редко требуется ремонт предметов домашнего обихода или узлов бытовой техники. Выполнить это сможет любой желающий, у которого есть опыт пайки. Новички тоже не испытают особых трудностей. Важно только придерживаться последовательности и техники выполнения работ. Естественно, что потребуется специфический инструмент и расходные материалы.
Прежде, чем приступить к пайке, следует основательно подготовиться. Тем, кто берет паяльник в руки впервые, нужно внимательно изучить теоретический курс и хотя бы немного попрактиковаться. Для этого можно использовать пришедшие в негодность элементы бытовой техники. Для пайки нержавеющей стали потребуются инструменты и оснастка:
- электрический паяльник мощностью от 100 ватт;
- кислота для пайки, которая служит в качестве флюса;
- абразивные инструменты или материалы: наждачная бумага, напильник и т.
 п.;
п.; - припой на основе олова и свинца, предназначенный для работы со сталью;
- стальной трос и металлическая трубка.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Алгоритм выполнения работ по пайке нержавеющей стали:
- Рабочая поверхность тщательно очищается. Важно убрать следы технических жиров, краски, лака. Металл должен быть чистым и обезжиренным.
- После завершения подготовки соединяемых деталей наносится флюс. Чаще всего для этих целей применяется паяльная кислота. Основная ее задача состоит в том, чтобы создать условия для лужения стыков соединяемых элементов.
- По завершению обработки кромок флюсом можно приступать к лужению. Процесс представляет собой нанесение на поверхность металла немного оловянно-свинцового припоя. Бывает, что лужения с первого раза не получается. Тогда процедуру нужно повторить, предварительно разогрев поверхности заготовок.

- В редких случаях нормально залудить металл не получается даже после разогрева заготовок. Припой не получается положить на поверхность тонкой пленкой. Он скатывается в виде шариков. В этом случае потребуется кисточка с металлической щетиной. Она изготавливается из трубки и предварительно распущенного троса. Поверхность стыков заготовок снова обрабатывается паяльной кислотой. Затем зачищается металлической кисточкой с одновременным подогревом места будущего соединения деталей. Длительная обработка нужна для того, чтобы убрать с нержавейки окисную пленку. Именно она чаще всего становится самым серьезным препятствием на пути качественного лужения.
- Когда на поверхности соединяемых деталей уже есть тонкий слой олова, то можно приступать к пайке. Паяльником разогревается припой, расплавом которого следует тщательно заполнить стык между заготовками.
Припой для нержавейки и его типы
Нержавеющую сталь можно паять двумя типами присадочного материала – мягким и твердым. Основу первых составляет олово и свинец, а твердый припой производится из тугоплавких металлов. Легкосплавные типы припоя характеризуются высокой пластичностью и текучестью. То есть в расплавленном состоянии они хорошо наполняют все пустоты, которые существуют в стыках соединяемых элементов. Другое их важное преимущество заключается в высокой раскислительной способности. Это очень важно при работе с нержавеющей сталью, которая в результате химического взаимодействия с кислородом покрывается оксидной пленкой.
Основу первых составляет олово и свинец, а твердый припой производится из тугоплавких металлов. Легкосплавные типы припоя характеризуются высокой пластичностью и текучестью. То есть в расплавленном состоянии они хорошо наполняют все пустоты, которые существуют в стыках соединяемых элементов. Другое их важное преимущество заключается в высокой раскислительной способности. Это очень важно при работе с нержавеющей сталью, которая в результате химического взаимодействия с кислородом покрывается оксидной пленкой.
В отличие от мягких твердые припои в домашних условиях позволяют получать более надежные соединения. Они изготавливаются из металлов, температура плавления которых намного выше, нежели олова или свинца. Застывая, припой образует прочный и тверды стык, способный выдерживать сильные механические нагрузки. Довольно часто в такие припои подмешивают техническое серебро. Доля примеси может составлять до 30%.
Одной из наиболее востребованных марок «серебряного» припоя является HTS-528. Данный припой отлично показал себя не только в пайке нержавеющей стали. Он успешно применяется для соединения заготовок из меди, латуни, никеля, бронзы и прочих металлов. На рынок расходный материал поставляется в виде прутка, на поверхность которого уже нанесен флюс. При выборе данного припоя необходимо учитывать, что температура его плавления составляет 760 градусов Цельсия.
Данный припой отлично показал себя не только в пайке нержавеющей стали. Он успешно применяется для соединения заготовок из меди, латуни, никеля, бронзы и прочих металлов. На рынок расходный материал поставляется в виде прутка, на поверхность которого уже нанесен флюс. При выборе данного припоя необходимо учитывать, что температура его плавления составляет 760 градусов Цельсия.
Флюс для пайки нержавейки и его приготовление
Одним из наиболее важных вопросов, которые приходится решать перед выполнения пайки – выбор наиболее подходящего флюса. Иногда специалисты отдают предпочтение не покупке готового, а самостоятельно готовят расходный материал. Классический рецепт предполагает использование таких элементов:
- фтористый кальций – 10%;
- борная кислота – 20%;
- бура – 70%.
Для соединения заготовок небольшого размера можно использовать флюс, включающий в себя только два элемента: буру и борную кислоту в соотношении 1:1. Компоненты в сухом виде смешиваются между собой в равных пропорциях и только после этого добавляется вода. Полученный раствор пригоден к работе и может наноситься на место будущего соединения.
Компоненты в сухом виде смешиваются между собой в равных пропорциях и только после этого добавляется вода. Полученный раствор пригоден к работе и может наноситься на место будущего соединения.
Полезные советы
Опыт специалистов со стажем позволил выработать список полезных рекомендаций. Соблюдая их, начинающий специалист сможет получить результат хорошего качества. Советы мастеров:
- Для работы лучше всего подходят паяльники, мощностью от 60 до 100 ватт. Самым лучшим выбором станет именно стоваттный инструмент. Габаритные конструкции, а также трубопроводы лучше соединять не электрическим паяльником, а газовой горелкой.
- При выборе электрического паяльника желательно отдавать предпочтение инструментам с необгорающими наконечниками.
- Расходные материалы из оловянно-свинцового сплава являются самыми удобными, экономичными и универсальными. С их помощью получается соединение хорошего качества. Для работы с пищевыми резервуарами, кухонными или столовыми емкостями следует брать припой из чистого олова без примесей свинца или других вредных добавок.

- Пайку металлических конструкций следует выполнять в хорошо проветриваемом помещении.
- При выполнении работ нужно пользоваться индивидуальными средствами защиты. В противном случае можно нанести непоправимый вред своему здоровью.
Что еще нужно знать про пайку нержавейки
Если требуется соединить изделия из нержавейки, к которым предъявлены высокие требования, то часто предпочтение отдается особым маркам припоев. Очень часто такие расходные материалы изготавливаются на основе фосфора и никеля, а также сплава марганца, хрома и никеля. Вторая группа припоя отлично подходит в тех случаях, когда металлы соединяются в среде защитного газа, в частности смеси аргона и трехфтористого бора. Паять по такой технологии можно и другими видами припоев, к примеру, чистой медью. Она отлично прилегает и формирует прочное соединение.
Изготовленные на основе никеля припои отличаются тем, что позволяют создавать очень прочные и долговечные соединения. С другой стороны, соединение получается жестким. Недостаточный уровень пластичности делает такой стык непригодным для использования в условиях часто изменяющегося вектора нагрузки. Проще говоря, если конструкция будет эксплуатироваться в условиях вибрации, может подвергаться ударам или другому резкому механическому воздействию, то припой из никеля лучше не применять. Помимо этого, такого рода соединения не любят очень низких температур. И последний штрих связан с условиями работы с такими припоями. Для их использования требуется создания защитной среды из аргона или сухого водорода. Паять также можно и вакууме. Температура плавления никелевого припоя составляет больше 1000 градусов Цельсия. То есть, этот расходный материал не подходит для любительского использования.
С другой стороны, соединение получается жестким. Недостаточный уровень пластичности делает такой стык непригодным для использования в условиях часто изменяющегося вектора нагрузки. Проще говоря, если конструкция будет эксплуатироваться в условиях вибрации, может подвергаться ударам или другому резкому механическому воздействию, то припой из никеля лучше не применять. Помимо этого, такого рода соединения не любят очень низких температур. И последний штрих связан с условиями работы с такими припоями. Для их использования требуется создания защитной среды из аргона или сухого водорода. Паять также можно и вакууме. Температура плавления никелевого припоя составляет больше 1000 градусов Цельсия. То есть, этот расходный материал не подходит для любительского использования.
Пайка нержавейки в домашних условиях
Оцените, пожалуйста, статью
12345
Всего оценок: 20, Средняя: 3
Как паять и отпаивать соединения
Перейти к основному содержанию- Навыки обратной пайки
- Редактировать
- Полный экран
- Опции
- История
- Скачать PDF
- Перевести
- Встроить это руководство
Избранное
Автор: Эндрю Букхольт (и 17 других участников)
- Избранное: 962
- Завершено: 382
Избранное руководство
Сложность
Трудно
Шаги
14
Требуемое время
Подскажите время??
Секции
1
- Как припаивать и отпаивать соединения 14 шагов
Флаги
1
- Навыки обратной пайки
- Полный экран
- Опции
- История
- Скачать PDF
- Править
- Перевести
- Встроить это руководство
Введение
Новые поколения многих электронных устройств имеют батареи, припаянные непосредственно к материнской плате. Это делает замену батареи гораздо более сложной задачей, чем более старые модели, которые используют разъемы для подключения батареи к материнской плате. Это руководство иллюстрирует различные уровни сложности пайки и обучает технике пайки трех типов соединений, обычно встречающихся в электронных гаджетах:
Это делает замену батареи гораздо более сложной задачей, чем более старые модели, которые используют разъемы для подключения батареи к материнской плате. Это руководство иллюстрирует различные уровни сложности пайки и обучает технике пайки трех типов соединений, обычно встречающихся в электронных гаджетах:
Этап 1: Начало — Крупные сквозные компоненты, такие как цилиндрические конденсаторы;
Этап 7: Промежуточный — небольшие сквозные компоненты, такие как выводы батареи и резисторы; и
Шаг 11: Дополнительно — небольшие компоненты для поверхностного монтажа.
Всегда выполняйте пайку в хорошо проветриваемом помещении. Если вы паяете чувствительную электронику, убедитесь, что вы работаете в среде, защищенной от электростатического разряда (электростатический разряд), и используете инструменты, безопасные для электростатического разряда.
Детали не указаны.
-
 org/HowToDirection»>
org/HowToDirection»>
Для начала давайте припаяем большой компонент к печатной плате с помощью контактных площадок для припоя.
-
С двух контактных площадок уже удален конденсатор. Каждая площадка нагревалась, в то время как конденсатор был отодвинут от платы.
-
Обратите внимание, что отверстия для пайки полностью покрыты припоем. Открытие этих отверстий, чтобы можно было продеть провод конденсатора, значительно упростит установку.
Редактировать
-
-
Чтобы открыть отверстие, забитое припоем, нагрейте контактную площадку припоя жалом паяльника.
 Протолкните расплавленный припой с другой стороны скобой или швейной иглой.
Протолкните расплавленный припой с другой стороны скобой или швейной иглой. -
В нашем случае мы решили использовать отмычку под прямым углом. Свинцовый припой не будет прилипать к стали, поэтому можно использовать практически любую тонкую сталь.
-
Для проталкивания инструмента через отверстие может потребоваться несколько раз нагрева подушки. Как правило, нагревайте припой ровно настолько, чтобы он расплавился, а затем удаляйте жало паяльника с контактной площадки. Чрезмерный нагрев может повредить электронные компоненты.
Редактировать
-
-
 org/HowToDirection»>
org/HowToDirection»>
Когда инструмент полностью пройдет через отверстие, увеличьте отверстие, нагревая верхнюю сторону площадки для пайки, вдавливая инструмент.
-
Теперь оба отверстия для пайки должны быть достаточно открыты, чтобы можно было вставить оголенные выводы компонента.
Редактировать
-
-
Подготовьте компонент к пайке, удалив излишки припоя с контактов. Контакты должны быть достаточно чистыми, чтобы пройти через отверстия для припоя.
-
Проведите жалом паяльника по длине каждого контакта, чтобы стереть припой с компонента.
 Очищайте кончик утюга между движениями, протирая его влажной губкой.
Очищайте кончик утюга между движениями, протирая его влажной губкой. -
Чрезмерный нагрев может повредить компоненты, поэтому не прикладывайте паяльник к компоненту на длительное время.
Редактировать
-
-
-
Вставьте контакты в отверстия, сделанные в площадках для пайки.
-
Для облегчения пайки слегка согните контакты, выступающие из отверстий, чтобы они держались на месте.
Редактировать
-
-
 org/HowToDirection»>
org/HowToDirection»>
Для пайки каждого соединения:
-
Поместите жало паяльника на контактную площадку.
-
Наплавьте на контактную площадку ровно столько припоя, чтобы контактный провод конденсатора надежно удерживался на месте.
-
Удалите и припой, и жало паяльника из соединения, как только достаточное количество припоя расплавится на контактной площадке.
Редактировать
-
 org/HowToDirection»>
org/HowToDirection»>
Далее мы рассмотрим умеренно сложный процесс пайки. В нашем случае мы будем припаивать очень тонкие и тонкие выводы к печатной плате с помощью маленьких контактных площадок.
-
Маленькие электронные компоненты, включая провода, не могут рассеивать тепло так же быстро, как более крупные компоненты. Это делает их очень восприимчивыми к перегреву. Обязательно нагревайте соединение достаточно долго, чтобы расплавить припой.
-
Выводы были удалены с контактных площадок для пайки путем нагревания стыка на верхней стороне платы при вытягивании выводов с помощью пинцета.
Редактировать
-
 org/HowToDirection»>
org/HowToDirection»>
Обычно припой закрывает некоторые отверстия через контактные площадки на плате. Открытие этих отверстий значительно упрощает пайку.
-
Откройте отверстия через площадки для пайки, прижав выпрямленную скобу к блокировке, одновременно нагревая ту же площадку с другой стороны платы.
-
Инструмент из третьих рук (или друг) может сильно помочь в этой процедуре.
Редактировать
-
-
После очистки всех отверстий вставьте оголенные концы проводов с помощью пинцета.

-
Чтобы провода оставались на месте, может быть полезно сначала согнуть выводы батареи, придав им окончательную форму, а затем вставить зачищенные концы в отверстия.
Редактировать
-
-
-
Для пайки каждого соединения:
-
Поместите жало паяльника на контактную площадку.
-
Расплавьте достаточное количество припоя на площадке для пайки, чтобы контактные выводы прочно держались на месте.

-
Удалите и припой, и жало паяльника из соединения, как только достаточное количество припоя расплавится на контактной площадке.
Редактировать
-
-
-
В последнем разделе выводы батареи будут припаяны к контактным площадкам для поверхностного монтажа. Соединения такого типа труднее паять, потому что провод не имеет твердой точки крепления (например, сквозного отверстия), чтобы удерживать его на месте во время пайки.
-
Чтобы выпаять соединение, поместите фитиль припоя поверх имеющегося шарика припоя и нажмите на фитиль припоя паяльником.

-
Когда припой расплавится и попадет в фитиль, снимите фитиль с соединения.
-
Повторите ту же процедуру для остальных отведений.
-
Когда участок фитиля пропитается припоем, его следует обрезать и выбросить.
Редактировать
-
-
-
Мы рекомендуем очищать контактные площадки для поверхностного монтажа мягкой тканью, губкой или зубной щеткой и небольшим количеством медицинского спирта.

-
Чтобы наплавить небольшую каплю припоя на каждую контактную площадку:
-
Поместите жало паяльника на контактную площадку.
-
Расплавьте припой так, чтобы он образовал купол на верхней части контактной площадки.
-
Удалите и припой, и жало паяльника с площадки для пайки, как только припой расплавится на площадке.
Редактировать
-
-
 org/HowToDirection»>
org/HowToDirection»>
Валик припоя должен иметь вид небольшого купола или полусферы. Если он плоский или неровный, просто поместите паяльник обратно на припой, чтобы снова расплавить его, а затем вытащите паяльник. Если это не сработает, может потребоваться немного больше припоя.
Редактировать
-
-
Чтобы припаять новые выводы к плате, поместите оголенный конец одного вывода на каплю припоя на соответствующей площадке для пайки.
-
Надавите жалом паяльника на шарик припоя, пока он не расплавится.
 org/HowToDirection»>
org/HowToDirection»>
Вставьте открытый конец провода в жидкий припой, пока он не окажется в центре шарика, затем выньте паяльник.
-
Продолжайте с другими соединениями таким же образом, обращая особое внимание на то, чтобы не спаять две контактные площадки вместе.
Редактировать
-
Почти готово!
Чтобы собрать устройство, следуйте этим инструкциям в обратном порядке.
Заключение
Чтобы собрать устройство, следуйте этим инструкциям в обратном порядке.
Отменить: я не завершил это руководство.
Это руководство заполнили еще 382 человека.
Автор
с 17 другими участниками
Значки: 47
+44 еще значка
Просмотр статистики:
За последние 24 часа: 208
За последние 7 дней: 1,359
Последние 30 дней: 6 047
Все время: 412 599
Руководство для начинающих по пайке
Несколько лет назад я работал с моим шурином-электриком Райаном Дэвисом над статьей о том, как превратить старый радиоприемник в MP3-плеер.
Это простой проект выходного дня, но один из навыков, который вам понадобится для его выполнения, — это умение паять.
Пайка (произносится как SAW-DER-ING ) используется для соединения двух металлических предметов путем расплавления между ними присадочного металла, называемого содером. Припой имеет низкую температуру плавления, а также за секунды превращается в твердое тело, что делает его идеальным «клеем» для соединения мелких металлических деталей.
Пайка похожа на сварку, но с одним отличием: при сварке вы плавите металлические предметы, которые хотите соединить вместе; при пайке вы используете присадочный металл для соединения металлических предметов.
Если вы решите заняться каким-либо хобби, связанным с электроникой, вам нужно уметь паять. С помощью пайки вы можете делать роботов, радиоприемники, усилители и целый ряд проектов Arduino.
Хотя пайка может показаться сложной и пугающей, она на удивление проста и прощает ошибки.
Ниже Райан поможет нам разобраться с основами этого навыка «сделай сам».
Инструменты, необходимые для пайки
Паяльник. Паяльник плавит припой. Здесь не нужно ничего сверхъестественного. Приличный паяльник обойдется вам в 20-30 долларов.
Припой. Припой представляет собой металлический сплав олова и свинца (~60% олова/40% свинца). Припой, используемый для сплавления электрических компонентов, имеет сердцевину из канифольного флюса. Когда вы нагреваете припой паяльником, канифоль сначала плавится и обтекает то, что вы хотите спаять, удаляя окисление поверхности и подготавливая поверхность для более прочных интерметаллических связей.
Для большинства электрических проектов вам не нужен очень толстый припой. Проволока диаметром 0,032 дюйма работает лучше всего.
Влажная губка. Жало вашего паяльника окислится во время работы с ним. Эта ржавчина на наконечнике будет блокировать поток тепла от паяльника, что, в свою очередь, помешает вам сделать чистый припой. Вот почему перед каждым паяным соединением вы должны использовать влажную губку для очистки наконечника. Многие паяльники поставляются с небольшим держателем для влажной губки. Вы поймете, что ваш кончик чистый, когда он станет красивым и блестящим.
Вот почему перед каждым паяным соединением вы должны использовать влажную губку для очистки наконечника. Многие паяльники поставляются с небольшим держателем для влажной губки. Вы поймете, что ваш кончик чистый, когда он станет красивым и блестящим.
Кусачки для проволоки заподлицо. Вы будете использовать этот инструмент для обрезки избыточных выводов компонентов (см. ниже). Вы также можете использовать его для зачистки проводов.
Основные методы пайки
Основные принципы пайки одинаковы независимо от того, над каким проектом вы работаете: нагрейте металлические поверхности двух предметов, нанесите припой и дайте остыть. Но подход, который вы выберете для выполнения этих шагов, будет зависеть от типа объектов, которые вы спаиваете вместе. Ниже приведены три основных метода, которые вы будете использовать.
Пайка со сквозным отверстием
Пайка со сквозным отверстием используется при подключении резистора или гнезда к печатной плате (PCB).
В большинстве электронных проектов DIY используется печатная плата. Это плата из стекловолокна с выгравированными на ней токопроводящими дорожками и контактными площадками. Траки и колодки изготовлены из меди. Вы припаиваете свинцовые компоненты (например, резисторы, светодиоды, розетки и конденсаторы) к контактным площадкам. По сути, каждый раз, когда вы вставляете что-то в отверстие, вы выполняете сквозную пайку.
В этом примере Райан припаивает разъем к печатной плате, которую он использует для изготовления усилителей для преобразования старых радиоприемников в MP3-плееры.
Вставьте ведущий компонент в отверстие. Прикоснитесь чистым жалом горячего паяльника к контактной площадке и кончику провода, который вы хотите припаять к печатной плате. Удерживайте его там в течение одной секунды, чтобы оба компонента нагрелись.
Поместите припой толщиной от 1 до 3 мм между выводом и контактной площадкой, где он расплавится при контакте с нагретыми компонентами.
Удалите проволоку припоя с площадки, но продолжайте удерживать жало паяльника на площадке и проводе еще одну секунду. Это позволит припою полностью обтекать контактную площадку и вывод, создавая прочное соединение.
Снимите жало паяльника и очистите его влажной губкой. Повторите на оставшихся колодках и ведущих штифтах.
Закрепите штифты микрофрезами для заподлицо, чтобы создать поверхность заподлицо.
Гнездо надежно припаяно.
Вот иллюстрация, которая поможет вам лучше понять, что происходило на предыдущих шагах.
Как выглядит хорошая и плохая пайка
Хорошая пайка полностью покрывает контактную площадку и окружает соединение. Если вы посмотрите на него под микроскопом, он будет похож на небольшой вулкан или гору.
Если припой 1) выглядит как большая металлическая капля, 2) не покрывает контактную площадку или 3) выглядит тусклым и потрескавшимся, у вас плохое соединение.
Не беспокойтесь, если это так! Просто нагрейте припой паяльником и стряхните его. Попробуйте еще раз. Очень просто.
Как упоминалось выше, пайка довольно щадящая. Пока ваше паяное соединение выглядит примерно вогнутым вокруг наконечника свинца, у вас хорошее соединение.
Пайка для поверхностного монтажа
Некоторые компоненты, припаиваемые к плате, просто припаиваются к поверхности. Они не проходят сквозь дыру.
Райан показывает нам, как припаивать поверхностным монтажом конденсатор к печатной плате.
Поместите жало паяльника на медную пластину и нагрейте его. Затем поместите немного припоя на площадку и дайте ему расплавиться.
У вас останется поверхность припоя, покрывающая медную площадку.
Поместите конденсатор, который вы хотите припаять, на покрытую припоем площадку. Поднесите кончик паяльника к одной стороне конденсатора и удерживайте в течение одной секунды.
Вы припаяли одну сторону. Для надежного соединения вам нужно припаять другую сторону.
Поместите кончик утюга рядом с конденсатором и поместите немного припоя между ними.
Пайка проводов
Вы также можете использовать пайку для соединения двух проводов.
С помощью инструмента для зачистки проводов (или микрорезаков) снимите примерно полдюйма пластиковой изоляции с концов обоих проводов.
Райану нравится использовать эти маленькие зажимы для тараканов, чтобы держать один из проводов. Это облегчает работу.
Нагрейте конец одного провода и покройте его припоем. Это называется «лужением» проволоки. Также сделайте это до конца другого провода.
Соедините наконечники проводов. Затем нажмите жалом паяльника на обоих концах. Припой на обоих концах расплавится. Снимите утюг и держите провода на месте, чтобы они могли остыть и сплавиться вместе.
Вы можете обмотать изолентой оголенный провод. Или вы можете надеть термоусадочную трубку на один конец проводов, прежде чем спаять их вместе. После того, как вы спаяли провода, наденьте термоусадочную трубку на оголенные провода. Вы можете использовать зажигалку, чтобы нагреть трубку, и она сожмется вокруг только что расплавленного провода.
Райан использовал свой термофен для пайки. Пистолет для пайки горячим воздухом используется в основном для доработки компонентов поверхностного монтажа. Это хороший инструмент, когда вы становитесь более продвинутыми в своих электрических проектах.
ПредыдущийСледующийКак паять за десять простых шагов — Kitronik Ltd
Электронные принципыМарк Доннисон
Пайка — важный навык в области электроники, к счастью, начать его легко. Просто следуйте нашему руководству из 10 шагов, и вы быстро начнете паять!
Пошаговое руководство по пайке
1. Начните с самых маленьких компонентов, переходя к более высоким компонентам, припаивая все соединительные провода в последнюю очередь.
2. Поместите компонент в плату, убедившись, что он вставлен правильно, а деталь плотно прилегает к плате.
3. Слегка согните ножки, чтобы закрепить деталь. Поместите плату так, чтобы вы могли получить доступ к контактным площадкам с помощью паяльника. 4. Убедитесь, что паяльник разогрелся. При необходимости используйте латунный очиститель паяльника или влажную губку для очистки жала. 5. Возьмите паяльник в одну руку, а припой в другую. 6. Поместите жало паяльника на площадку. 7. Введите в соединение небольшое количество припоя. Припой должен плавиться на контактной площадке и обтекать ножку компонента. 8. Удалите припой, затем уберите паяльник. 9. Дайте соединению остыть в течение нескольких секунд, затем с помощью пары резаков обрежьте лишний провод компонента. 10. Некоторые соединения выполнены многожильным проводом. Обычно провод «лужят», чтобы его было легче пропустить через отверстия в печатной плате и облегчить пайку. Чтобы залудить провод, сначала снимите небольшую часть изоляции. Скрутите нити вместе, чтобы сформировать единую аккуратную сердцевину. С паяльником в одной руке и припоем в другой поместите жало паяльника на конец скрученного сердечника. Это нагреет провод. «Протрите» конец припоя по виткам. Он расплавится, когда проволока станет достаточно горячей, и нанесите небольшое количество припоя. На хорошо луженой проволоке имеется лишь небольшое количество припоя, ровно столько, чтобы скрутка скреплялась. Через припой должна быть видна скрученная жила.
Примеры паяных соединений
Внешний вид паяного соединения многое говорит о его качестве. Хорошая пайка блестит. Это означает, что припой не был перегрет и не исчерпал флюс. Припоя достаточно, чтобы сформировать красивое скругление без чрезмерного выпячивания припоя. В идеале ножка компонента находится в центре соединения. На этой фотографии показано идеальное паяное соединение. Ниже показано приемлемое паяное соединение. Припой блестит, но припоя немного больше, чем требуется, а ножка компонента смещена от центра. Во время обучения может быть сложно добавить нужное количество припоя. На следующем фото показано типичное соединение с недостаточным количеством припоя. Отверстие компонента не закрыто. Возможно, это соединение будет работать, но, скорее всего, оно быстро выйдет из строя. Немного слишком много припоя вызывает вздутие, как показано на следующем фото. Дорожки печатной платы покрыты специальной краской, называемой паяльником. Это помогает предотвратить вытекание припоя из соединения. По мере добавления припоя он превращается в каплю, как показано на следующих двух фотографиях. Слишком много припоя на стыке может вызвать замыкание на соседние компоненты, что приведет к короткому замыканию. Припой содержит флюс, чтобы соединения были прочными и не окислялись. Флюс работает, реагируя с присутствующими оксидами и превращая их обратно в металлы. При перегреве соединения или слишком долгой сварке может быть использован весь доступный флюс. Это приводит к окислению припоя и так называемому сухому соединению. Следующие суставы также являются «сухими». Обратите внимание, что сухое соединение не обязательно означает, что в нем недостаточно припоя, а означает, что припой не «смачивает» компонент и контактную площадку должным образом, чтобы течь. Обратите внимание на «апельсиновую корку»; шероховатость припоя. Это вызвано тем, что металл в припое превращается в оксиды. Сравните это сухое соединение с недостаточным количеством припоя с предыдущим соединением с недостаточным количеством припоя — обратите внимание на сравнительно тусклый вид припоя на сухом соединении. Это соединение со слишком большим количеством припоя также демонстрирует симптомы сухости соединений — обратите внимание на тусклый серый цвет и текстуру апельсиновой корки. Перегрев площадки для пайки на печатной плате также может привести к отслоению медного слоя от стекловолокна, из которого изготовлена плата. Это может привести к отказу цепи, когда дорожка на печатной плате обрывается, что приводит к разомкнутой цепи.
| Урок №#. |
Название урока. | Описание. |
|---|---|---|
| Введение. | Если вы новичок в пайке, наша школа пайки поможет вам быстро приступить к работе. | |
| 1 | Описание паяльного оборудования. | Краткое руководство по основным инструментам, которые вам понадобятся перед началом работы. Включает видео объяснение некоторых инструментов. |
| 2 | Как почистить паяльник (лужение). | Объяснение, зачем нужно чистить насадки и пошаговое руководство. Включает видеоруководство по лужению. |
| 3 | Как паять за десять простых шагов . | Практическое руководство по началу пайки. Включает руководство по поиску и устранению неисправностей и примеры хороших и плохих паяных соединений. |
| 4 | Демистификация де-пайки. | Руководство по удалению припоя. Включает демонстрацию видео. |
| 5 | Простой ремонт платы. |
Иногда на доске может быть повреждена контактная площадка. Мы покажем вам, как это исправить, в этом простом руководстве. |
©Kitronik Ltd. Вы можете распечатать эту страницу и дать на нее ссылку, но не должны копировать страницу или ее часть без предварительного письменного согласия компании Kitronik.
Дополнительное обучение Kitronik
Как удалить припой — Университет Китроник
Вы когда-нибудь ошибались при пайке? Слышали про фитиль для припоя, но не знаете, как им пользоваться? Или, возможно, вы видели приспособление для припоя, но не уверены, подходит ли оно для работы. Присоединяйтесь к Кевину, когда он покажет вам, как удалить припой.
Теги: Электронные принципы, Использование инструментов и оборудования
Информационный бюллетень Kitronik
Зарегистрируйтесь сейчас, чтобы первыми узнавать о новейших продуктах и ресурсах!
Интересы
- Программирование, информатика и микро: бит
- DT и проектные комплекты
- Материалы
Ваш адрес электронной почты
100% бесплатно, отпишитесь в любое время!
Следуйте за нами
Последние ресурсы
-
Tech Talk — резина, совместимая с лазером — четверг, 6 октября, 10:30 по московскому времени
Новости3 октября 2022 г.

-
Образовательный фонд micro:bit запускает новый редактор micro:bit Python
News3 Oct 2022
-
Руководство для начинающих по новому редактору micro:bit Python
Учебники для начинающих3 Октябрь 2022 г.
-
Как сделать хлопкомер с помощью стартового пакета Simple Servos для BBC micro:bit
Базовое кодирование29 сентября 2022 г.
-
Как сделать карусель с помощью стартового пакета Simple Servos для BBC micro:bit
Базовое кодирование 29 сентября 2022 г.
Как паять: полное руководство по плавке металла для новичков
luchschen/123RFПаяние — важный навык для всех, кто хочет собирать печатные платы, экспериментировать с настройками Arduino или работать практически над любыми электрическими проектами. Однако, когда вы только начинаете, сама перспектива спаять что-либо может быть пугающей. К счастью, вам не нужно проходить весь курс, чтобы научиться эффективно паять — вам просто нужно правильное руководство по началу работы!
Шаг 1. Приобретите нужные материалы для работы
Три материала, которые вам действительно понадобятся для начала работы, — это паяльник, припой и паяльное жало. Для каждого из них доступно множество различных вариантов, и новичкам легко заблудиться. Как правило, сопоставляйте свои материалы с конкретным проектом, который вы имеете в виду. Например, пайка проводов отличается от пайки соединений на печатной плате и, следовательно, требует других ресурсов.
Как правило, стоит заплатить больше за высококачественный паяльник с регулируемой температурой. Для небольших проекторов подойдет 15- или 30-ваттный утюг. Для более крупных проектов — подумайте о создании индивидуальной деки или развлекательной системы — вам, вероятно, следует выбрать утюг мощностью от 40 до 50 Вт, что увеличивает мощность и скорость утюга. Портативность также обычно важна для любителей, поэтому при покупке следите за требованиями к питанию и простотой использования.
Что касается припоя, то для разных целей существуют разные типы проволоки. Они имеют разный состав и разную температуру плавления, поэтому внимательно следите за техническими характеристиками. Большинство припоев состоит из смеси олова и свинца. Провод, который на 60 процентов состоит из олова и на 40 процентов из свинца — или пополам — обычно подходит для компьютерной электроники. Бессвинцовый припой более безопасен для окружающей среды, но он также нагревается и плавится по-разному, поэтому для его использования требуется больше опыта. Вы также должны обратить внимание на флюс или материал сердечника в паяльной проволоке, который испаряется и образует кислородный барьер. Начинайте использовать канифоль в качестве флюса — другие флюсы имеют специальные свойства для определенных типов проволоки или металлов и, вероятно, не нужны для базовой пайки.
Наконец, паяльное жало : скошенное жало является обычным для базовой пайки малых электронных устройств и, вероятно, должно быть вашим первым выбором. Наконечники с долотом чаще используются для проводов и более крупных компонентов, а конические наконечники используются для очень точной работы, требующей опыта и твердой руки. Существуют и другие советы, предназначенные для еще более специализированных задач.
Шаг 2. Обеспечьте максимальную безопасность
Мы подчеркиваем, что нужно действовать медленно и соблюдать меры предосторожности, особенно при первых экспериментах с проектами пайки. Всегда помните, что вы имеете дело с большим количеством тепла — обычно около нескольких сотен градусов по Фаренгейту, — а также с расплавленным металлом и токсичными парами. Меры безопасности абсолютно необходимы, и вы обязательно захотите надеть защитные очки и защитную одежду, которые не жалко обжечься.
Во-первых, внимательно прочитайте инструкцию к паяльнику и знайте, чего следует избегать. Это включает в себя и никогда прикосновение утюга к проводу под напряжением любого типа. Вы также должны всегда следить за тем, где находится ваш утюг, а не просто «класть его на пол». Всегда возвращайте его на зарядную базу, когда он не в ваших руках. В противном случае могут возникнуть случайные возгорания. Когда закончите с утюгом, всегда отключайте его от сети, даже если вы планируете вернуться позже.
Наконец, пары, образующиеся при пайке, токсичны, как и расплавленный свинец в обычной проволоке для припоя. Работайте в хорошо проветриваемом помещении, надевайте респиратор, если вам приходится находиться близко в течение длительного времени, и всегда тщательно мойте руки по окончании работы.
Шаг 3. Подготовьте компоненты
Предварительная организация сэкономит вам много времени, и это особенно важно, когда вы только начинаете знакомиться. Расположите все ваши компоненты в правильной ориентации и шаги для завершения вашего проекта, соблюдая все необходимые меры (обработка цепей с соответствующей защитой и т. д.). У Science Buddies есть небольшое удобное руководство, в котором изложен порядок установки различных компонентов в зависимости от вашего проекта. Для некоторых деталей, таких как проволока, может потребоваться зачистка и другие дополнительные шаги для их подготовки.
Кроме того, заранее настройте все, что вам может понадобиться. Несколько плоскогубцев, полотенец, тряпок, влажных губок и подносов — а также первая помощь при ожогах — могут очень помочь на разных этапах пайки.
Шаг 4: Нагрейте паяльник
Подключите паяльник к сети и приготовьтесь уделять пристальное внимание следующим трем шагам, которые вы будете повторять каждый раз, когда начнете паять.
- Очистка: Ваше жало паяльника должно быть безупречным — буквально. Любая грязь или остатки на наконечнике вызовут неприятное окисление и помешают процессу. Новые наконечники, конечно, будут меньше страдать от этой проблемы, но всегда держите под рукой влажную ткань или губку, чтобы вы могли часто очищать наконечник, когда вам нужен быстрый перерыв.
- Лужение: Большинство наконечников для припоя необходимо «лужить». Когда наконечник нагреется, возьмите немного припоя и покройте его — небольшой комок, но достаточный для шеллака. Это одновременно покажет вам, как быстро плавится припой, и обеспечит блестящее покрытие, которое сделает процесс пайки более плавным и легким в управлении. Делайте это только тогда, когда вы будете готовы приступить к пайке сразу после этого, и будьте готовы к повторному лужению жала, когда это необходимо.
- Смачивание: Смачивание — это тест, позволяющий определить, насколько хорошо вы выполнили этапы очистки и лужения. Смачивание относится к процессу создания простого мостика из расплавленного металла между наконечником и компонентом с использованием дополнительного количества припоя. Это первый шаг к успешной пайке, но также неплохо попробовать смачивание, чтобы убедиться, что лужение работает хорошо, а наконечник работает должным образом. Просто найдите безопасную поверхность и выбейте несколько точек припоя, чтобы поэкспериментировать со смачиванием. Вы ищете хорошее поверхностное натяжение, которое позволяет очень точно наносить припой (подробнее об этом чуть позже).
Шаг 5. Припаяйте компоненты
- При нагреве и лужении слегка наклоните паяльное жало к месту, которое вы хотите припаять — это помогает держать руку устойчивой и предотвращает ненужное пригорание, а также это просто хорошая техника для большинства жал. Не бейте кончиком по поверхности и не старайтесь, чтобы он как можно больше соприкасался. Когда все будет готово, осторожно вставьте проволоку припоя в небольшой угол, который вы создали, чтобы смочить соединение и создать серебристый мост из расплавленного припоя. Не зажимайте проволоку и не пытайтесь ее раздавить. Температуры, с которыми мы имеем дело, настолько высоки, что проволока легко расплавится, но приложите слишком много силы, и вы просто получите сгоревшие комки.
- После того, как припой полностью расплавится, легкими движениями направьте его на соответствующие контактные точки, добавляя при необходимости больше припоя. Как только у вас будет достаточно припоя, сначала поднимите проволоку, используйте наконечник, чтобы убедиться, что припой полностью расплавлен и направлен в нужное место, а затем уберите наконечник через секунду. Слово «дэб» прекрасно описывает то, что вы хотите делать (пока мы не говорим о танце). Нанесение хорошего шарика припоя занимает всего несколько секунд, поэтому стремитесь к этому времени во время практики, но помните, что точность важнее скорости.
- Припой самостоятельно остынет через несколько секунд. Не трогайте его и не дуйте на него. Хорошее соединение превратится в гладкий, блестящий металл. Плохое соединение будет выглядеть темнее, непрозрачнее и часто имеет ямки или пятна. Очевидно, что этот внешний вид зависит от того, над чем вы работаете, но вы понимаете, на что обращать внимание. Вы также можете перепаять соединение, чтобы исправить его, но только на пару попыток, прежде чем все пятно превратится в беспорядок.
- Вы устанете держать проволоку, утюг и себя в осторожном положении, особенно поначалу. Не бойтесь делать перерывы — просто не забывайте очищать наконечник от луженого припоя перед отдыхом и снова лужите при перезапуске.
Шаг 6: Практика, практика, практика
Получите дополнительный припой, запасной провод и ненужные компоненты или учебные доски для практики. Мы действительно не можем особо подчеркнуть этот шаг, потому что новички будут делать ошибки. Это нормально, но вы не хотите делать ошибки на ценных проводах, цепях или поверхностях. Так что потратьте большой кусок времени и потренируйтесь. Даже не планируйте начинать работать с реальными компонентами раньше второго дня, если это возможно. Это ваше время, чтобы почувствовать свой паяльник, припой и жало, которое вы используете. Вы можете везде получить комья припоя, или испортить и сжечь компоненты, или работать слишком медленно для хорошего сварного шва… чего и следовало ожидать поначалу. Дайте ему время, прежде чем становиться серьезным.
Шаг 7. При необходимости используйте аксессуары
Существует ряд принадлежностей для паяльных работ. Многие из этих продуктов могут облегчить пайку или помочь справиться с неопытностью, когда вы учитесь тому, что делаете. Кому-то нравятся определенные аксессуары, а кто-то считает их совершенно бесполезными. Тем не менее, важно знать, что они есть, если вы хотите попробовать их.
Популярные продукты включают олово, фитиль и флюсовые ручки. Олово — это своего рода очиститель и полироль для наконечников припоя, которые помогают вам при очистке и лужении. Фитиль — это тип специальной проволоки, которая помогает вам удалять плохие биты припоя и заменять их. Ручка для флюса позволяет добавлять больше флюса к определенным деталям для улучшения внешнего вида или соединений. Также могут пригодиться другие более общие аксессуары для схемных проектов.
Рекомендации редакции
- Лучшие роботы на CES 2021
- 9 военных роботов, которые ужасны… и до странности очаровательны
- Лучшие машины белого шума
- 10 протезов конечностей, настолько крутых, что они лучше настоящих
- Израильский стартап считает, что освоил искусство веганских стейков
Полное руководство по пайке электроники — производство печатных плат и сборка печатных плат
Хорошее понимание лучших методов пайки — полезный и фундаментальный навык, которым должны овладеть все производители. Здесь мы расскажем об основах паяльных станций, паяльников, советов по безопасности, демонтаже и типах припоя. Решите ли вы построить робота или работаете с Arduino, очень важно уметь паять.
Что такое пайка?
Представьте, что вам нужно разобрать конкретное электронное устройство, содержащее печатную плату, и вы увидите некоторые компоненты для пайки, которые были прикреплены с помощью некоторых методов пайки и паяльного оборудования. Теперь пайка относится к процессу, необходимому при соединении как минимум двух электронных частей. Это возможно путем расплавления припоя вокруг этого соединения.
Кроме того, припой известен как металлический сплав, и каждый раз, когда он остывает, он помогает создать прочную электрическую связь. Хотя пайка может помочь создать некоторое постоянное соединение, вы можете изменить его, используя инструмент для демонтажа.
Запросить производство и сборку печатных плат
Что такое инструменты для пайки?
Одна из замечательных особенностей обучения способам пайки заключается в том, что для начала вам не нужно слишком много. Здесь мы расскажем о важных материалах и инструментах, необходимых для достижения успеха в ваших проектах и работах по пайке.
Паяльник
Паяльник – это особый ручной инструмент, который подключается к розетке переменного тока 120 В. Он также нагревается, чтобы расплавить припой, окружающий электрические соединения. Паяльники являются очень важным инструментом для пайки. Вы можете найти его в различных формах и вариациях, таких как форма пистолета или ручка.
Всем новичкам рекомендуется работать с паяльником в форме ручки, мощностью от 15 Вт до 30 Вт. Большинство паяльников также имеют сменные жала, что удобно при любых паяльных работах. Кроме того, при использовании любого типа паяльника будьте очень осторожны. Это потому, что он может стать очень горячим, нагреваясь примерно до 886’F.
Жало паяльника
На конце большинства паяльников находится взаимозаменяемая деталь, называемая паяльным жалом. Это жало для пайки бывает разных вариаций, а также разных размеров и форм. Каждое жало паяльника полезно для уникальной цели. Это также дает большое преимущество перед другими. Два основных наконечника паяльника, которые будут служить вашим электронным проектам, включают наконечник долота и конический наконечник.
Наконечник долото лучше всего подходит для пайки проводов, а также других крупных компонентов. Это связано с широким плоским кончиком. С другой стороны, конический наконечник полезен для точной пайки электроники. Это связано с тонким кончиком утюга. Он имеет заостренный конец и может отдавать тепло на очень небольшие участки, не затрагивая окружающую среду.
Паяльная станция
Эта версия представляет собой более совершенную версию базовой паяльной ручки. Обратите внимание, что если вам нужно много паять, вам необходима паяльная станция, потому что она даст вам больше контроля и больше гибкости.
Основное преимущество паяльной станции заключается в возможности точной регулировки температуры паяльника или температуры пайки. Этот паяльник с регулируемой температурой отлично подходит для различных проектов. Кроме того, эти станции помогают создать гораздо более безопасное рабочее место, поскольку некоторые из них имеют настройки предупреждений, датчики температуры, а также защиту паролем для обеспечения безопасности.
Запросить производство и сборку печатных плат
Латунная губка
Использование губки обеспечивает чистоту жала паяльника. Это достигается путем избавления от любых форм окисления. Кроме того, наконечники, имеющие окисление, имеют тенденцию становиться мягкими и не принимают бессвинцовые припои, как это было, когда они были новыми.
Кроме того, вы можете использовать влажную губку; однако при использовании влажной губки температура паяльного жала временно стекает, когда его протирают. Наиболее предпочтительной альтернативой влажной губке является латунная губка.
Подставка для паяльника
Эта подставка для паяльника проста, но полезна и важна. Подставка для утюга предотвращает соприкосновение кончика утюга с горючими материалами или случайное ранение руки. Большинство паяльных станций оснащены этим, а также поставляются с латунной губкой для очистки паяльного жала.
Рука помощи
Ее также называют третьей рукой. Это устройство с как минимум двумя зажимами типа «крокодил». Иногда к нему прилагается увеличительное стекло / увеличительное стекло. Зажимы помогают надежно удерживать те элементы, которые вы хотите спаять, когда вы используете припой и паяльник. Этот инструмент очень полезен в makerspace.
Защитные очки
Возможно, вы не привыкли к этому, но при пайке очень полезно работать в защитных очках. Это связано с тем, что маленькие кусочки расплавленного припоя могут вылететь при подаче внутрь припоя. Если этот расплавленный припой попадет в глаза, хорошего ощущения не будет.
Припой
Этот материал из металлического сплава обычно плавится для создания прочного и постоянного соединения между электрическими частями. Это бывает в вариантах бессвинцового припоя и свинцового припоя, наиболее распространенные из которых имеют диаметр 0,062 и 0,032.
В сердцевине припоя есть материал, называемый флюсом. Это помогает улучшить механическую прочность и электрический контакт. Что касается пайки электроники, наиболее часто используется бессвинцовый припой со смоляным сердечником. Этот бессвинцовый припой изготовлен из медно-оловянного сплава.
Можно использовать припой 60/40 со смоляным сердечником. Это означает 60% олова и 40% свинца. Однако сейчас это менее популярно из-за проблем со здоровьем. Если вы используете свинцовый припой, убедитесь, что есть надлежащая вентиляция, и тщательно вымойте руки после использования. При покупке бессвинцового припоя убедитесь, что вы не используете кислотный припой. Это может привести к повреждению компонентов и цепей.
Как мы упоминали ранее, припой бывает разного диаметра. 0,062 дюйма известен как более толстый диаметр припоя и отлично подходит для быстрой пайки больших соединений. Однако при пайке мелких соединений могут возникнуть трудности. Это одна из причин, почему хорошо, что у вас есть оба размера для разных проектов.
Запросить производство и сборку печатных плат сейчас
Какие меры безопасности при пайке необходимо предпринять?
Теперь вы знаете, какие материалы и инструменты необходимы для пайки. Пришло время узнать, как обезопасить себя при пайке.
Знайте, что температура паяльника может достигать 800 градусов по Фаренгейту, поэтому важно постоянно знать температуру пайки. Кроме того, мы рекомендуем вам всегда использовать подставку для паяльника. Это предотвращает повреждение или случайный ожог.
Убедитесь, что место пайки хорошо проветривается. При нагревании припоя выделяются пары, которые могут нанести вред легким и глазам. Здесь на помощь приходит вытяжной вентилятор. Это вентилятор с угольным фильтром, поглощающим дым припоя.
Еще одна замечательная идея — использовать защитные очки. Это необходимо для случайных брызг горячего припоя. Наконец, убедитесь, что после пайки вы моете руки, особенно при использовании свинцового припоя.
Лужение жала паяльника
Перед началом пайки необходимо подготовить паяльник, просто лужение жала припоем. При этом он передает тепло от этого железа к тому, что вы хотите припаять. С помощью лужения вы также сможете уменьшить износ и защитить паяльное жало.
- Для начала убедитесь, что наконечник правильно прикреплен к утюгу. Кроме того, убедитесь, что он хорошо прикручен на место.
- Включите паяльник и дайте ему нагреться. Для тех, у кого есть паяльная станция с регулируемой температурой, убедитесь, что вы установили ее на 752 градуса по Фаренгейту или 400 градусов по Цельсию.
- Далее протрите кончик утюга мокрой или влажной губкой, а затем очистите его. Затем подождите несколько секунд, чтобы наконечник снова нагрелся.
- Одной рукой держите паяльник, а другой держите припой. Затем прикоснитесь припоем к жалом утюга и убедитесь, что поток припоя вокруг жала равномерный.
Также лужите жало утюга после и перед каждой пайкой. Это помогает продлить его жизнь. В конце концов, все наконечники обязательно выйдут из строя, и вам придется заменить их, когда они будут изъедены или шероховатые.
Запросить производство и сборку печатных плат сейчас
Инструкции по пайке
Чтобы объяснить, что такое припой, давайте продемонстрируем его на примере реального применения. Здесь мы будем припаивать светодиод к печатной плате.
Установите компонент
Начните с вставки светодиодных проводов в отверстия на печатной плате. Затем переверните плату и отогните эти выводы наружу под углом 45 градусов. Это помогает обеспечить лучшее соединение компонента с медной контактной площадкой. Кроме того, это гарантирует, что он не выпадет во время пайки.
Нагрев паяного соединения
Включите паяльник, и если он оснащен регулируемым регулятором нагрева, вы можете установить его примерно на 400 градусов Цельсия. Затем одновременно коснитесь кончиком утюга вывода резистора и медной площадки (одновременно). В течение трех-четырех секунд убедитесь, что паяльник удерживается на месте. Это обеспечивает нагрев свинца и колодки.
Нанесение припоя на паяное соединение
Джип держит паяльник на свинцовой и медной пластине, а затем прикасается припоем к соединению. Следите за тем, чтобы припой не касался непосредственно наконечника утюга. Вы хотите, чтобы это соединение было очень горячим, чтобы припой плавился при каждом прикосновении к нему. Когда соединение очень холодное, это приводит к плохому соединению.
Отрежьте провода
Следующим шагом будет вынуть паяльник и дать припою остыть (естественным образом). Не дуйте на припой; это приведет к плохому паяному соединению, а мы хотим создать отличные паяные соединения. Как только он остынет, вы можете отрезать лишний провод от проводов.
Кроме того, хорошее паяное соединение должно быть блестящим, гладким и иметь форму конуса или вулкана. Вам нужно иметь более чем достаточно припоя, чтобы покрыть все паяное соединение. Тем не менее, будьте осторожны, чтобы убедиться, что припой не слишком сильно разбрызгивается или не образует шарики рядом с паяным соединением или выводом.
Важные моменты при пайке печатных плат
При пайке печатных плат требуется больше внимания и осторожности. Тем не менее, вы все еще можете это сделать. От ваших запасных резисторов и светодиодов вы можете протолкнуть несколько выводов через некоторые открытые отверстия, имеющиеся на любой печатной плате. Затем вы можете припаять выводы к нижней части вашей печатной платы, чтобы эти электроды могли проходить сквозь нее. Мы называем это пайкой с покрытием через отверстие.
При пайке выводов на платах следует нагреть контакт металла на плате, сцепляемый с выводом. Когда вы применяете слишком много тепла, это может привести к повреждению вашей печатной платы.
Запросить производство и сборку печатных плат
Как паять провода
Следующий шаг нашей статьи — объяснить вам лучший способ пайки проводов. В этом процессе настоятельно рекомендуется использовать руки помощи, а также другие типы зажимных устройств.
Начните с снятия изоляции с концов проводов припоя, которые вы будете спаивать. Обратите внимание, что если эта тонкая проволока скрутится, вы скрутите эти нити вместе с помощью пальцев.
Кроме того, убедитесь, что паяльник правильно нагрет, а затем коснитесь жалом паяльника конца любой проволоки припоя. В течение трех-четырех секунд поднесите его к проводу припоя.
Убедитесь, что утюг остается на месте, а затем прикоснитесь припоем к плетеному медному проводу, пока он полностью не покроется. Затем продолжите процесс на втором припое.
Держите оба луженых провода припоя сверху друг друга, а затем прикоснитесь этим паяльником к обоим проводам припоя. В процессе пайки этот припой должен расплавиться, а затем равномерно покрыть два припоя.
Затем удалите паяльник, подождите несколько секунд, затем дайте паяному соединению остыть и затвердеть. Кроме того, используйте термоусадку для покрытия соединения.
Пайка с использованием зажигалки
Из того, что мы сказали до сих пор, пайка связана с соединением вещей для установления соединения. Если необходимые инструменты для пайки отсутствуют, а паять все же хочется, то можно попробовать так называемую пайку голыми костями.
Спайка костей очень полезна в тех случаях, когда вы заблудились в пустыне. Здесь вам нужно починить наушники, чтобы смотреть, как садится солнце. Все, что вам нужно сделать, это выбрать несколько кусочков проволоки, а затем зачистить их зубами; вы можете использовать свои коренные зубы. Затем зубами возьмитесь за изоляцию, а затем немного оторвите эту изоляцию, затем потяните за этот провод.
Работа с плетеными проводами упрощает задачу, и вам потребуется некоторая практика, чтобы обеспечить оптимальное натяжение, чтобы не разорвать провод на части.
После зачистки и скручивания проводов вы получаете зажигалку и растворитель, а затем нагреваете провода, которые хотите соединить. Зажигалке потребовалось столько же времени, чтобы нагреть провода, сколько утюгу. Затем вы можете добавить немного припоя в соединение и продолжать нагревать проволоку, пока не увидите, что все сгладилось. Далее выключите пламя.
Это прекрасно работает, точно так же, как вы используете утюг. Хоть это и не так просто, как паяльник, но со своей задачей он точно справится. Известны также случаи, когда люди использовали спички для пайки проводов.
Запросить производство и сборку печатных плат
Что такое распайка?
Существует очень важная мысль, которую следует знать об использовании припоя. Дело в том, что вы можете удалить его, используя технику, называемую распайкой. Это важно в тех случаях, когда вам нужно вынуть компонент или внести исправления в электронную схему. Чтобы помочь в распайке паяного соединения, необходим фитиль для припоя. Этот фитиль припоя также называют оплеткой для распайки. Ниже приведены шаги, необходимые для распайки.
Поместите всего лишь кусочек оплетки для удаления припоя на верхнюю часть припоя или припойных соединений, которые вы хотите удалить.
Затем нагрейте паяльник и коснитесь кончика оплетки. Это помогает нагреть припой под ним. Затем он впитывается в вашу оплетку. Следующий шаг — снять оплетку, а затем убедиться, что припой удален и извлечен. Будьте осторожны, прикасаясь к косе во время жары, потому что она может нагреться.
Вы также можете работать с этим. Если вы хотите удалить много припоя или излишки припоя, используйте присоску для припоя. Присоска для припоя — это механический пылесос с ручкой, который помогает всасывать любой горячий припой простым нажатием кнопки.
Для использования нажмите на поршень на конце присоски для припоя. Затем нагрейте это соединение с помощью паяльника, затем поместите наконечник присоски на горячий припой. Затем нажмите на кнопку фиксатора, чтобы помочь всосать жидкий припой. Чтобы убедиться, что присоска пуста, нажмите на поршень вниз.
Что такое Flux?
Для пайки подумайте о подготовительном агенте и флюсе. Когда вы соединяете поверхности двух металлов вместе с помощью припоя, необходимо иметь прочную металлургическую связь. Это предотвращает расшатывание паяного соединения, а электрическая непрерывность не будет колебаться в зависимости от температуры, механических и других нагрузок.
Кроме того, флюс помогает уменьшить любое окисление, которое может быть включено. Он также немного травит эту поверхность, чтобы способствовать смачиванию. Смачивание относится к стеканию припоя по контактам и поверхностям паяльного жала.
Это очень необходимо для пайки
Типы используемых флюсов
Один из лучших вариантов при пайке — флюс без очистки. Остаток светового флюса можно оставить на плате или удалить любым средством для удаления флюса. Флюс, активированный канифолью, помогает обеспечить отличную паяемость в различных областях применения. Лучше всего удалить остатки после эстетической пайки и предотвратить возможную коррозию.
Водорастворимый флюс активен и легко смывается деионизированной водой. Вы также можете удалить его с помощью IPA – изопропилового спирта. Очистка водорастворимого флюса очень необходима. Это связано с их высокой коррозионной активностью.
Кроме того, вы можете увидеть другие варианты без галогенов или без галогенов. Эти классификации работают для компаний, реализующих экологические инициативы, и которым необходимо работать с ограничениями по галогенам в результате ограничений клиентов или нормативных требований. Примеры галогенов включают астат, бром, йод и фторсодержащие элементы.
Кроме того, они могут выглядеть как компромиссы, такие как удобство очистки. Поэтому, если вам не нужно избавляться от галогенов в процессе, то можно остаться со стандартными флюсами, содержащими галогены.
Запросить производство и сборку печатных плат сейчас
Во время пайки необходимо добавить дополнительный флюс
При пайке простых соединений, таких как 2 провода, флюса, присутствующего в припое с флюсовым сердечником, более чем достаточно. Однако при работе с очень сложной техникой пайки для поверхностного монтажа, такой как пайка методом перетаскивания нескольких выводов на компоненте для поверхностного монтажа, вам может потребоваться добавить больше флюса.
Вы можете активировать и потреблять поток, когда он исходит из этого ядра. Обратите внимание, что при дальнейшей работе с припоем, например, при перетаскивании нескольких выводов, существует риск возникновения холодных соединений, а также шунтирования без дополнительного флюса. Тем не менее, необходимо удалить больше потока, особенно если вы не активируете его полностью.
Заключение
Самый быстрый способ научиться паять или стать экспертом здесь — это попрактиковаться в использовании большого количества схем. Вы можете сразу приобрести наборы для пайки, которые помогут вам в вашей практике. Еще одна вещь, которую вы можете сделать, это найти несколько схем, а затем припаять их к плате. Дайте нам знать, если у вас есть вопросы относительно пайки.
Как паять — Учебное пособие по пайке
Как паять — Учебное пособие по пайке| Главная > Электроника > Как паять — Учебное пособие по пайке |
Поиск: |
Пайка определяется как «соединение металлов сплавлением сплавов с относительно низкой температурой плавления». Другими словами, вы используете металл с низкой температурой плавления для склеивания спаиваемых поверхностей. Учтите, что пайка больше похожа на склеивание расплавленным металлом, в отличие от сварки, при которой основные металлы фактически расплавляются и соединяются. Пайка также является обязательным навыком для всех видов электрических и электронных работ. Это также навык, которому нужно правильно обучать и развивать с практикой.
В этом руководстве рассматриваются наиболее распространенные типы пайки, необходимые для работы с электроникой. Это включает в себя пайку компонентов на печатных платах и пайку соединения проводов.
Паяльное оборудование
- Паяльник/пистолет
- Первое, что вам понадобится, это паяльник, который является источником тепла, используемым для плавления припоя. Утюги мощностью от 15 Вт до 30 Вт подходят для большинства работ с электроникой и печатными платами. Все, что выше в мощности, и вы рискуете повредить компонент или плату. Если вы собираетесь паять тяжелые компоненты и толстую проволоку, вам следует приобрести утюг большей мощности (40 Вт и выше) или один из больших паяльных пистолетов. Основное различие между утюгом и пистолетом заключается в том, что утюг имеет форму карандаша и имеет точечный источник тепла для точной работы, в то время как пистолет имеет знакомую форму пистолета с большим наконечником высокой мощности, нагреваемым за счет пропускания электрического тока непосредственно через него. .
Паяльник мощностью 30 Вт
Паяльник мощностью 300 ВтДля любителей электроники паяльник обычно является предпочтительным инструментом, поскольку его маленькое жало и низкая теплоемкость подходят для работы с печатными платами (например, для сборки комплектов).
Паяльник обычно используется для пайки в тяжелых условиях, например, для соединения проводов большого сечения, припайки скоб к шасси или витража.
Вы должны выбрать паяльник с 3-контактной заземляющей вилкой. Заземление поможет предотвратить накопление паразитного напряжения на наконечнике паяльника и потенциальное повреждение чувствительных (таких как CMOS) компонентов. По своей природе паяльники довольно «грязны» в этом отношении, так как тепло генерируется за счет замыкания тока (часто переменного тока) через наконечник, сделанный из формованной проволоки. Пистолеты будут гораздо реже использоваться в электронике для любителей, поэтому, если у вас есть только один выбор инструмента, утюг — это то, что вам нужно. Для новичка диапазон от 15 Вт до 30 Вт является лучшим, но имейте в виду, что при 15 Вт в конце этого диапазона у вас может не хватить мощности для соединения проводов или более крупных компонентов. По мере роста вашего мастерства отличным выбором станет утюг мощностью 40 Вт, так как он способен выполнять несколько более крупные работы и очень быстро сваривает швы.
Имейте в виду, что часто лучше использовать более мощный утюг, чтобы не тратить много времени на нагрев соединения, что может привести к повреждению компонентов.
Разновидностью обычного пистолета или утюга является паяльная станция, в которой паяльный инструмент подключается к переменному источнику питания. Паяльная станция может точно контролировать температуру паяльного жала, в отличие от стандартного пистолета или утюга, где температура жала будет увеличиваться в простое и уменьшаться при нагревании соединения. Однако цена паяльной станции часто в десять-сто раз превышает стоимость обычного утюга и, таким образом, не подходит для рынка хобби. Но если вы планируете выполнять очень точные работы, такие как поверхностный монтаж, или проводить 8 часов в день за паяльником, то вам стоит подумать о паяльной станции.
В остальной части этого документа предполагается, что вы используете паяльник, так как это то, что требуется для большинства работ с электроникой. Методы использования паяльного пистолета в основном такие же, с той лишь разницей, что тепло генерируется только при нажатии на спусковой крючок.
- Припой
- Выбор припоя также важен. Доступно несколько видов припоя, но лишь немногие из них подходят для работы с электроникой. Самое главное, вы будете использовать только припой на основе канифоли . Кислотный припой распространен в хозяйственных магазинах и магазинах товаров для дома, но предназначен для пайки медных водопроводных труб, а не электронных схем. Если в электронике используется кислотный припой, кислота разрушит дорожки на печатной плате и разъест выводы компонентов. Он также может образовывать проводящий слой, ведущий к коротким замыканиям.
Для большинства работ с печатными платами желателен припой диаметром от 0,75 мм до 1,0 мм. Можно использовать более толстый припой, который позволит быстрее припаивать большие соединения, но затруднит пайку мелких соединений и повысит вероятность образования паяных перемычек между близко расположенными контактными площадками печатной платы. Сплав 60/40 (60% олова, 40% свинца) используется для большинства электронных работ.
В наши дни также доступно несколько бессвинцовых припоев. Припой Kester «44» Rosin Core уже много лет является основным продуктом электроники и по-прежнему доступен. Он доступен в нескольких диаметрах и имеет неагрессивный флюс.
Большие соединения, такие как пайка кронштейна к шасси с помощью паяльного пистолета высокой мощности, потребуют отдельного нанесения щетки на флюс и толстого припоя диаметром в несколько миллиметров.
Помните, что при пайке флюс в припое будет выделять пары при нагревании. Эти пары вредны для глаз и легких. Поэтому всегда работайте в хорошо проветриваемом помещении и избегайте вдыхания образующегося дыма. Горячий припой также опасен. Удивительно легко выплеснуть на себя горячий припой, что является весьма неприятным опытом. Также рекомендуется защита глаз.
- Лужение паяльного жала
- Перед использованием новое паяльное жало, либо сильно загрязненное, необходимо залудить. Лужение — это процесс покрытия жала паяльника тонким слоем припоя. Это способствует теплопередаче между жалом и компонентом, который вы паяете, а также дает припою основу, из которой он будет течь.
- Шаг 1. Разогрев утюга
- Тщательно прогрейте паяльник или пистолет. Убедитесь, что он полностью нагрелся, потому что вы собираетесь расплавить на нем много припоя. Это особенно важно, если утюг новый, потому что на него могло быть нанесено какое-то покрытие для предотвращения коррозии.
- Шаг 2. Подготовьте небольшое пространство
- Пока паяльник разогревается, подготовьте немного места для работы. Смочите небольшую губку и поместите ее в основание подставки для паяльника или в посуду рядом. Положите кусок картона на случай, если вы капнете припоем (вероятно, так и будет), и убедитесь, что у вас есть место для комфортной работы.
- Шаг 3: Тщательно покройте наконечник припоем
- Тщательно смажьте жало припоем. Очень важно покрыть весь кончик. Во время этого процесса вы будете использовать значительное количество припоя, и он будет капать, так что будьте готовы. Если вы оставите какую-либо часть жала непокрытой, она будет собирать остатки флюса и будет плохо проводить тепло, поэтому проведите припоем вверх и вниз по жалу и полностью вокруг него, чтобы полностью покрыть его расплавленным припоем.
- Шаг 4. Очистка жала паяльника
- Убедившись, что наконечник полностью покрыт припоем, протрите наконечник влажной губкой, чтобы удалить все остатки флюса. Сделайте это немедленно, чтобы флюс не успел высохнуть и затвердеть.
- Шаг 5. Готово!
- Вы только что залудили паяльное жало. Это необходимо делать каждый раз, когда вы заменяете насадку или чистите ее, чтобы утюг сохранял хорошую теплопередачу.
Вы также можете посмотреть процесс лужения на видео ниже (требуется Flash):
Подготовка к пайке
Пайка печатной платы (PCB)
Пайка печатной платы, вероятно, является наиболее распространенной задачей пайки, которую должен выполнять любитель электроники. Основные техники довольно просты для понимания, но для освоения этого навыка потребуется небольшая практика. Лучший способ попрактиковаться — это купить простой набор электроники или собрать простую схему (например, светодиодную схему) на перфокарте. Не покупайте этот дорогой комплект и не погружайтесь в масштабный проект после пайки всего нескольких соединений.
Припайка компонентов к печатной плате включает в себя подготовку поверхности, размещение компонентов и последующую пайку соединения.
- Этап 1: Подготовка поверхности:
- Чистая поверхность очень важна, если вы хотите получить прочное паяное соединение с низким сопротивлением. Все поверхности, подлежащие пайке, должны быть хорошо очищены. Подушечки 3M Scotch Brite, приобретенные в магазине товаров для дома, в магазине промышленных товаров или в автомастерской, являются хорошим выбором, поскольку они быстро удаляют потускнение поверхности, но не стирают материал печатной платы. Обратите внимание, что вам понадобится промышленные салфетки , а не кухонные чистящие салфетки, пропитанные чистящим средством/мылом. Если на вашей доске есть особенно твердые отложения, то можно использовать тонкую стальную стружку, но будьте очень осторожны с досками с жесткими допусками, так как мелкая стальная стружка может застрять между колодками и в отверстиях.
После того, как вы очистите плату до состояния блестящей меди, вы можете использовать растворитель, например ацетон, для очистки любых остатков чистящей подушечки, которые могут остаться, и для удаления химических загрязнений с поверхности платы. Метилгидрат является еще одним хорошим растворителем и немного менее вонючим, чем ацетон. Имейте в виду, что оба этих растворителя могут удалять чернила, поэтому, если ваша доска имеет трафаретную печать, сначала проверьте химические вещества, прежде чем мыть всю доску из шланга.
Несколько струй сжатого воздуха высушат доску и удалят весь мусор, который мог скопиться в отверстиях.
Также никогда не помешает быстро протереть выводы компонентов, чтобы удалить клей или тусклость, которые могли образоваться со временем.
- Шаг 2. Размещение компонентов
- После очистки компонента и платы можно установить компоненты на плату. Если ваша схема не проста и не содержит всего несколько компонентов, вы, вероятно, не будете размещать все компоненты на плате и припаивать их сразу. Скорее всего, вы будете припаивать несколько компонентов за раз, прежде чем перевернуть плату и установить новые. Как правило, лучше всего начинать с самых маленьких и плоских компонентов (резисторы, микросхемы, сигнальные диоды и т. д.), а затем переходить к более крупным компонентам (конденсаторы, силовые транзисторы, трансформаторы) после того, как мелкие детали будут готовы. Это делает плату относительно плоской, что делает ее более стабильной во время пайки. Также лучше сохранить чувствительные компоненты (МОП-транзисторы, интегральные схемы без разъемов) до конца, чтобы уменьшить вероятность их повреждения во время сборки остальной части схемы.
При необходимости согните выводы и вставьте компонент в соответствующие отверстия на плате.
Чтобы удерживать деталь на месте во время пайки, вы можете загнуть выводы в нижней части платы под углом 45 градусов. Это хорошо работает для деталей с длинными выводами, таких как резисторы. Компоненты с короткими выводами, такие как разъемы ИС, можно зафиксировать на месте с помощью небольшого количества липкой ленты, или вы можете согнуть выводы вниз, чтобы закрепить их на контактных площадках печатной платы.
На изображении ниже резистор готов к пайке и удерживается на месте слегка согнутыми выводами.
- Шаг 3. Нагрев
- Нанесите очень небольшое количество припоя на кончик утюга. Это помогает отводить тепло к компоненту и плате, но припой , а не будет составлять соединение. Чтобы нагреть соединение, вы положите кончик утюга так, чтобы он упирался как в вывод компонента , так и в плату . Крайне важно, чтобы вы нагревали вывод и плату, иначе припой просто скапливается и отказывается прилипать к ненагретому элементу. Небольшое количество припоя, нанесенное на наконечник перед нагревом соединения, поможет создать контакт между платой и выводом. Обычно требуется одна или две секунды, чтобы соединение стало достаточно горячим для пайки, но более крупные компоненты и более толстые контактные площадки/дорожки будут поглощать больше тепла, и это время может увеличиться.
Если вы видите, что область под контактной площадкой начинает пузыриться, прекратите нагревание и вытащите паяльник, так как вы перегреваете контактную площадку и существует опасность ее отрыва. Дайте ему остыть, затем снова осторожно нагрейте его в течение гораздо меньшего времени.
- Шаг 4. Нанесите припой на соединение
- После того, как вывод компонента и площадка для пайки нагрелись, вы готовы к нанесению припоя. Коснитесь кончиком нити припоя вывода компонента и площадки припоя, но не наконечник утюга. Если все достаточно горячо, припой должен свободно течь вокруг вывода и контактной площадки. Вы увидите, как плавится расплав флюса, пузырится вокруг стыка (это часть его очищающего действия), вытекает и выделяет дым. Продолжайте добавлять припой в соединение до тех пор, пока контактная площадка не будет полностью покрыта и припой не сформирует небольшой холмик со слегка вогнутыми сторонами. Если он начинает слипаться, значит, вы использовали слишком много припоя или контактная площадка на плате недостаточно нагрета.
Как только поверхность площадки полностью покрыта, вы можете прекратить добавление припоя и убрать паяльник (именно в таком порядке). Не двигайте соединение в течение нескольких секунд, так как припою нужно время, чтобы остыть и снова затвердеть. Если вы двигаете сустав, вы получите то, что называется «холодным суставом». Это можно узнать по характерному тусклому и зернистому внешнему виду. Многие холодные соединения можно исправить, повторно нагрев и нанеся небольшое количество припоя, а затем дав им остыть, не беспокоя их.
- Шаг 5. Проверка соединения и очистка
- После того, как соединение сделано, вы должны его осмотреть. Проверьте наличие холодных швов (описано чуть выше и подробно ниже), шорт с соседними прокладками или плохого потока. Если соединение проверено, переходите к следующему. Чтобы обрезать вывод, используйте небольшой набор бокорезов и отрежьте верхнюю часть паяного соединения.
После того, как вы выполнили все паяные соединения, рекомендуется очистить плату от остатков флюса. Некоторые флюсы гигроскопичны (поглощают воду) и могут медленно поглощать достаточное количество воды, чтобы стать слегка проводящими. Это может быть серьезной проблемой в агрессивной среде, такой как автомобильное приложение. Большинство флюсов легко очищаются с помощью метилгидрата и тряпки, но для некоторых потребуется более сильный растворитель. Используйте соответствующий растворитель для удаления флюса, затем продуйте плату сжатым воздухом.
- Смотрите на видео
- На видео ниже можно посмотреть, как выполняется пайка нескольких соединений.
- Конформные покрытия
- Если только что припаянная печатная плата будет использоваться в агрессивной среде, где она будет подвергаться воздействию влаги, грязи или химикатов, рекомендуется нанести конформное покрытие, например, такое, которое производит MG Chemicals. Эти покрытия напыляются на печатную плату, чтобы защитить ее от опасностей окружающей среды. Покрытия обычно изготавливаются на основе лака, силикона или уретана и наносятся на обе стороны доски после ее полной сборки и проверено .
Соединения холодной пайкой
«Холодная пайка» может возникнуть, когда компонент, плата или и то, и другое нагреваются недостаточно. Другой распространенной причиной является перемещение компонента до того, как припой полностью остынет и затвердеет. Холодный сустав хрупок и подвержен физическому разрушению. Кроме того, как правило, это соединение с очень высоким сопротивлением, которое может повлиять на работу схемы или привести к ее полному выходу из строя.
Холодные швы часто можно распознать по характерному зернистому тускло-серому цвету, но это не всегда так. Холодное соединение часто может проявляться в виде шарика припоя, сидящего на контактной площадке и окружающего вывод компонента. Кроме того, вы можете заметить трещины в припое, и соединение может даже двигаться. Ниже приведены шокирующие изображения каждого примера плохой пайки, которые вы когда-либо видели. Похоже, что этот комплект FM-передатчика был собран с использованием техники «нанести припой на железо, а затем капнуть на соединение». Если ваши суставы выглядят так, то остановитесь и попрактикуйтесь после повторного прочтения этой страницы. Обратите внимание, что ни одно из этих соединений не является приемлемым, но, как ни удивительно, схема работала.
Большинство соединений холодной пайки можно легко исправить. Как правило, все, что требуется, это подогреть соединение и нанести еще немного припоя. Если на стыке уже слишком много припоя, то стык придется выпаивать, а затем снова пропаивать. Это можно сделать, сначала удалив старый припой с помощью демонтажного инструмента или просто нагрев его и сняв утюгом. После того, как старый припой удален, вы можете повторно припаять соединение, тщательно нагрев его и сохраняя неподвижность, пока он не остынет.
Пайка соединения или сращивания проводов
Другой очень распространенной задачей является пайка соединения двух или более проводов. В отличие от пайки печатной платы, где компонент обычно удерживается только самим паяным соединением, соединение между проводами должно быть физически прочным перед пайкой. Обычно это означает правильное скручивание проводов и последующую пайку. Области, где вы увидите паяные соединения проводов, — это ремонт кабелей и автомобильная проводка. В этих случаях соединение необходимо изолировать после пайки.
- Шаг 1. Зачистите соединяемые провода, наденьте изоляцию
- Термоусадочная трубка обычно является предпочтительным методом изоляции места сращивания проводов. Доступны два основных типа термоусадки; с клеевым покрытием и без клея. Неклейкая трубка образует только изолирующий барьер и, таким образом, подходит для использования только тогда, когда соединение не будет подвергаться воздействию влаги, химикатов или других агрессивных сред. Термоусадочная трубка с клеевым покрытием покрыта термочувствительным клеем, который плавится, герметизируя соединение при нагревании трубки. Таким образом, он образует полностью герметичный шов и используется, когда соединение будет подвергаться воздействию влаги или других элементов, которые могут повлиять на соединение. Например, при ремонте шнура лампы можно использовать неклейкую термоусадочную трубку, а при установке автомобильной стереосистемы — трубку с клеевой прокладкой.
Используйте термоусадочную трубку диаметром примерно в 1,5–2 раза больше диаметра соединяемых проводов. Отрежьте трубку по длине так, чтобы она выступала за каждую сторону соединения не менее чем на 0,5 дюйма, а затем наденьте ее на один из концов проволоки.
Теперь зачистите около дюйма изоляции с каждого конца провода. Если вы соединяете довольно толстый провод (толще 12-го калибра), вы можете зачистить немного больше изоляции, чтобы облегчить скручивание провода.
- Шаг 2. Скрутите провода вместе
- Перед пайкой проводов необходимо прочное механическое соединение, поэтому их необходимо скрутить. Провода будут скручены в так называемом «сочленении обходчика», где провода соединяются по прямой линии, а не скручиваются вместе в форме буквы «V».
Соедините зачищенные концы проводов в форме буквы «X» так, чтобы их середины пересекались друг с другом, а затем скрутите один из проводов по длине другого провода. Затем поверните другую сторону, чтобы соответствовать. В итоге вы получите прочное соединение проволоки, которое, как правило, ненамного толще самой проволоки.
- Шаг 3. Нагрев
- Направьте тепло на нижнюю часть соединения проводов и используйте более толстую часть паяльного жала. Если вы нагреете верхнюю часть провода, вы получите большие потери тепла, так как тепло поднимается вверх. Более толстая часть жала паяльника будет отводить больше тепла в место соединения проводов. Это также помогает слегка смочить жало паяльника, чтобы еще больше улучшить теплопередачу. Чем толще соединение проволоки, тем больше тепла потребуется. Будьте осторожны, потому что на тонких проводах с дешевой изоляцией вы можете расплавить ее, если перегреете место соединения. Как только соединение станет достаточно горячим (хороший признак — это когда припой, которым вы смачивали кончик утюга, затекает в соединение), вы можете перейти к нанесению припоя.
После того, как вы припаяете несколько таких соединений, вы сможете определить, сколько тепла необходимо приложить, исходя из толщины провода.
- Шаг 4. Нанесите припой на соединение
- При полностью нагретом стыке нанесите припой на стык чуть выше жала паяльника. Если он не начнет таять сразу, вам потребуется больше тепла. Как только припой начнет плавиться, он потечет в соединение вокруг паяльника. По мере того, как припой течет, перемещайте наконечник вдоль соединения проводов, нанося припой. Соединение должно начать всасывать припой по мере его нанесения. Если вы обнаружите, что припой скапливается там, где он соприкасается с соединением, но не течет внутрь, вам потребуется больше тепла. Продолжайте добавлять припой, пока соединение не будет полностью покрыто. Вы все еще должны видеть очертания отдельных жил провода, но медь провода не должна быть видна. Если вы добавите слишком много припоя в точку, где соединение превращается в каплю, вы получите хрупкое соединение, и излишки припоя необходимо будет удалить.
- Шаг 5. Очистка флюса
- Если соединение проводов необходимо герметизировать или использовать в местах, где оно будет подвергаться воздействию влаги, флюс необходимо удалить. Некоторые флюсы впитывают влагу или другие химические вещества и вызывают коррозию соединения. Несмотря на то, что существуют химические вещества для удаления флюса, большинство флюсов можно очистить с помощью метилгидрата, который можно приобрести в любом хозяйственном магазине. Некоторые даже растворяются в воде.
- Шаг 6. Изоляция соединения
- Сдвиньте термоусадочную трубку так, чтобы она равномерно покрывала соединение, и приложите тепло, чтобы усадить ее. В идеале для этого вам понадобится тепловая пушка, но подойдет и обычная зажигалка, если вы поддерживаете движение пламени, чтобы не сжечь трубку или провод. Если вы использовали термоусадку с клейкой прокладкой, вам нужно нагревать трубку до тех пор, пока она полностью не сожмется вокруг провода и немного клея не вытечет из концов. Термоусадку без подкладки можно нагревать до тех пор, пока она плотно не закроет стык. Вы может перегреть эту штуку. Если используется слишком много тепла, изоляция под ним начнет разрушаться и может образоваться пузырь. Пузырь также может образоваться, если вы нагреете трубку с клеевым покрытием до точки, при которой она начнет кипеть.
- Готово! Теперь просто посмотрите видео
- Вот оно! Теперь ваше соединение проводов завершено. Процесс можно посмотреть на видео ниже:
Советы и рекомендации
Пайка требует практики. Эти советы должны помочь вам добиться успеха, чтобы вы могли перестать практиковаться и приступить к серьезному строительству.
- Используйте радиаторы. Радиаторы необходимы для выводов чувствительных компонентов, таких как микросхемы и транзисторы. Если у вас нет зажима на радиаторе, хорошей заменой могут стать плоскогубцы.
- Содержите наконечник утюга в чистоте. Чистый наконечник утюга означает лучшую теплопроводность и лучшее соединение. Используйте влажную губку, чтобы очистить наконечник между соединениями. Держите наконечник хорошо залуденным.
- Соединения с двойной фиксацией. При сборке сложных схем рекомендуется проверять соединения после пайки. Используйте увеличительное стекло для визуального осмотра соединения и мультиметр для проверки сопротивления.
- Сначала припаяйте мелкие детали. Припаяйте резисторы, перемычки, диоды и любые другие мелкие детали, прежде чем припаивать более крупные детали, такие как конденсаторы и транзисторы. Это значительно упрощает сборку.
- Устанавливайте чувствительные компоненты в последнюю очередь. КМОП-ИС, полевые МОП-транзисторы и другие чувствительные к статическому электричеству компоненты устанавливайте в последнюю очередь, чтобы не повредить их при сборке других деталей.
- Используйте достаточную вентиляцию. Большинство флюсов для пайки не следует вдыхать. Избегайте вдыхания образующегося дыма и убедитесь, что в помещении, где вы работаете, имеется достаточный приток воздуха для предотвращения скопления ядовитых паров.
