Как повысить точность и скорость работы гравера CNC 3018. Какие детали нужно заменить для модернизации. Почему важен правильный выбор ходовых винтов и муфт. Как установить новые компоненты на станок. На что обратить внимание при доработке гравера.
Ходовые винты — основа точной работы станка
Одним из ключевых элементов любого станка с ЧПУ являются ходовые винты. Они отвечают за преобразование вращательного движения двигателей в линейное перемещение рабочих органов. От качества и типа ходовых винтов напрямую зависит точность и скорость работы станка.
В заводской комплектации гравера CNC 3018 используются обычные резьбовые шпильки. Это самый простой и дешевый вариант, который имеет ряд недостатков:
- Большой люфт и низкая точность позиционирования
- Быстрый износ резьбы
- Невысокая скорость перемещения
Для улучшения характеристик станка рекомендуется заменить стандартные шпильки на специализированные ходовые винты. Наиболее оптимальным вариантом являются винты с трапецеидальной или прямоугольной резьбой.

Преимущества трапецеидальных и прямоугольных ходовых винтов
Трапецеидальные и прямоугольные ходовые винты имеют ряд важных преимуществ по сравнению с обычными резьбовыми шпильками:
- Меньший люфт и более высокая точность позиционирования
- Возможность передачи больших усилий
- Более высокий КПД и плавность хода
- Повышенная износостойкость
- Возможность работы на более высоких скоростях
При выборе ходовых винтов для модернизации CNC 3018 следует обратить внимание на следующие параметры:
- Диаметр винта — 8 мм
- Длина — 200 мм для осей X и Y, 100 мм для оси Z
- Шаг резьбы — 2 мм
- Количество заходов — 4 (для повышения скорости перемещения)
Муфты — важный элемент для соединения валов
Еще одним важным элементом, требующим модернизации, являются муфты для соединения валов двигателей с ходовыми винтами. Стандартные жесткие муфты имеют существенный недостаток — они требуют идеальной соосности валов, что трудно обеспечить на практике.
Для решения этой проблемы рекомендуется использовать гибкие муфты. Они способны компенсировать небольшие отклонения от соосности, обеспечивая более плавную и надежную передачу вращения.

При выборе муфт следует учитывать:
- Диаметр вала двигателя — 5 мм
- Диаметр ходового винта — 8 мм
- Тип муфты — спиральная или кулачковая
Спиральные муфты отлично компенсируют несоосность, но могут вносить небольшой люфт. Кулачковые муфты имеют меньший люфт, но хуже компенсируют отклонения. Выбор зависит от конкретных требований к станку.
Подшипники для фиксации свободного конца вала
В стандартной конфигурации CNC 3018 свободный конец ходовых винтов ничем не зафиксирован. Это приводит к появлению люфта и снижению точности позиционирования. Для решения этой проблемы необходимо установить подшипники на свободные концы валов.
Оптимальным вариантом являются подшипники со сквозным отверстием диаметром 8 мм (под ходовой винт). Они должны иметь возможность фиксации вала при помощи установочных винтов.
При установке подшипников важно обеспечить их правильное позиционирование относительно ходового винта. Это позволит минимизировать люфт и повысить точность работы станка.
Процесс модернизации станка CNC 3018
Замена ходовых винтов, муфт и установка подшипников на CNC 3018 требует некоторых навыков и инструментов. Процесс модернизации включает следующие основные этапы:

- Демонтаж старых ходовых винтов и муфт
- Установка новых ходовых винтов
- Монтаж гибких муфт на валы двигателей и ходовые винты
- Установка и позиционирование подшипников на свободные концы валов
- Регулировка и настройка всех узлов
При выполнении модернизации важно соблюдать осторожность и не повредить другие элементы станка. Некоторые этапы, например установка подшипников, могут потребовать небольшой доработки конструкции станка.
Настройка программного обеспечения после модернизации
После замены механических компонентов станка необходимо провести настройку управляющего программного обеспечения. Это связано с тем, что новые ходовые винты имеют другой шаг и количество заходов резьбы.
Основные параметры, требующие корректировки:
- Количество шагов двигателя на миллиметр перемещения
- Максимальная скорость перемещения по осям
- Ускорение и замедление
Правильная настройка этих параметров позволит полностью реализовать потенциал модернизированного станка, повысив его скорость и точность работы.
Результаты модернизации CNC 3018
Проведенная модернизация позволяет существенно улучшить характеристики гравировального станка CNC 3018:
- Повышение точности позиционирования в 2-3 раза
- Увеличение скорости перемещения до 8 раз
- Снижение люфтов и вибраций
- Повышение жесткости конструкции
- Увеличение срока службы механических компонентов
Все это позволяет использовать модернизированный станок для более сложных и точных работ, а также повысить его производительность при выполнении стандартных задач.
Возможные проблемы и их решение
При проведении модернизации CNC 3018 могут возникнуть некоторые сложности:
- Несоосность валов двигателей и ходовых винтов
- Затрудненное вращение валов после установки подшипников
- Увеличенный люфт по некоторым осям
Большинство этих проблем решается путем более точной настройки и регулировки узлов станка. В некоторых случаях может потребоваться небольшая доработка конструкции, например, расточка отверстий под подшипники или изготовление проставок для двигателей.
Важно помнить, что даже после модернизации CNC 3018 остается любительским станком с ограниченными возможностями. Не стоит ожидать от него характеристик профессионального оборудования.
CNC3018 помогите поставить диагноз — Неисправность электрики/электроники станка
#1 OFFLINE Nikolaj666
Отправлено 11 Март 2018 — 16:49
Доброго времени суток. Помогите определить неисправность. Неделю назад приобрёл CNC3018. Два дня назад отфрезеровал печатную плату , всё было нормально. Сегодня включил, станок по всем осям в средних положениях, нажал кнопку «восстановить xyz» — станок дошёл до упора, шаговик стола чуть протрещал. и всё. не работает ничего. перезапустил grblControl — могу только шпиндель включить. нажимаю на управление осями — тишина и уже шпиндель не запускается пока программу не перезапустишь. комп станок видит, программа на нажатия кнопок реагирует ок как с при нормальной работе. блок питания рабочий. на плате по светодиодам видно реакцию на кнопку reset и что идёт какой-то обмен с компом.
- Наверх
#2 OFFLINE тот еще наладчик
Отправлено 11 Март 2018 — 18:00
диагноз : у вас нет концевых датчиков ( и явно что то с драйверами или с блоком питания драйверов произошло , для дальнейших телепатических излечений необходимо фото , что где светится или перестало
- Наверх
#3 OFFLINE Nikolaj666
Отправлено 11 Март 2018 — 18:32
диагноз : у вас нет концевых датчиков ( и явно что то с драйверами или с блоком питания драйверов произошло , для дальнейших телепатических излечений необходимо фото , что где светится или перестало
концевики куплены , но к сожалению не успел поставить. на плате всё светится как и раньше. три верхних горят постоянно , нижний мигает как при передаче сигнала. в программе могу тольео шпиндель включить, но если нажать на перемещение осей, то уже и он не работает пока прогу не перезапустишь. в проге не горит зелёным статус «готов»
на плате всё светится как и раньше. три верхних горят постоянно , нижний мигает как при передаче сигнала. в программе могу тольео шпиндель включить, но если нажать на перемещение осей, то уже и он не работает пока прогу не перезапустишь. в проге не горит зелёным статус «готов»
https://s8.hostingka…00e89e11d8b.jpg
https://s8.hostingka…64a9d3ae33f.jpg
на выходе стабилизатора xl4015e1 — 13,57v
- Наверх
#4 OFFLINE тот еще наладчик
Отправлено 11 Март 2018 — 18:51
скорее всего коротнула одна из красных маленьких плат , попробуйте по очереди их каждую при выключенном питании выдергивать и после проверять кто шевелиться начнет
- Наверх
#5 OFFLINE Nikolaj666
Отправлено 11 Март 2018 — 19:06
ноль эмоций.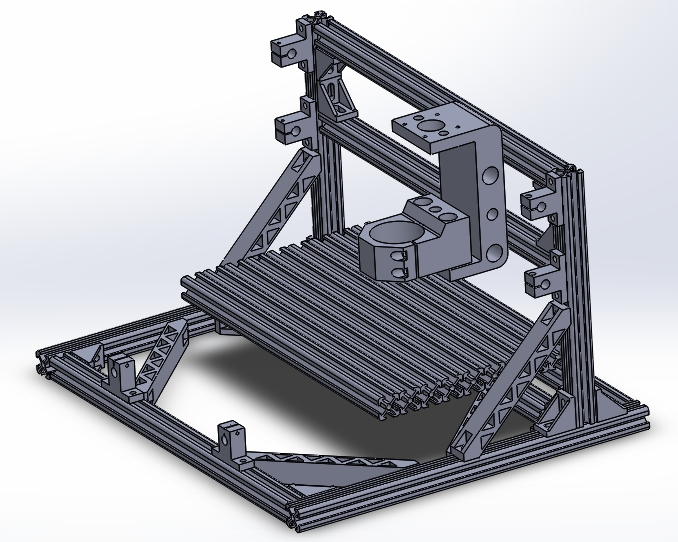 и местами менял и по одной вставлял. похоже контроллер вылетел. обидно до ужаса, столько планов было. посмотрим , что продавец скажет. хорошо заказ не закрыл
и местами менял и по одной вставлял. похоже контроллер вылетел. обидно до ужаса, столько планов было. посмотрим , что продавец скажет. хорошо заказ не закрыл
- Наверх
#6 OFFLINE тот еще наладчик
Отправлено 11 Март 2018 — 19:35
мда , не долго музыка играла (((
- Наверх
#7 OFFLINE Nikolaj666
Отправлено 11 Март 2018 — 19:55
причём откликается на «$$»
$$ < $0=0 (step pulse, usec)
$1=64 (step idle delay, msec)
$2=32 (step port invert mask:00100000)
$3=19 (dir port invert mask:00010011)
$4=0 (step enable invert, bool)
$5=0 (limit pins invert, bool)
$6=0 (probe pin invert, bool)
$10=64 (status report mask:01000000)
$11=2. 2)
2)
$130=200.000 (x max travel, mm)
$131=200.000 (y max travel, mm)
$132=200.000 (z max travel, mm)
ok
а если дать команду RST=$ или RST=* ?????
- Наверх
#8 OFFLINE Stiv
Отправлено 23 Март 2018 — 13:14
Добрый день! У меня аналогичная с Nikolaj666 ситуация (аппарат CNC3018). Только после того, как голова уперлась в бортик, и после перезапуска лазер еще пытался выжигать и на полпути заглох. Теперь не реагирует ни на какие команды. Что делать? На плате центральный светодиод светится, а верхний помаргивает.
- Наверх
#9 OFFLINE Nikolaj666
Отправлено 23 Март 2018 — 16:26
привет. я вылечил сбросом в заводские установки командой $RST=$ . а потом выставил вот так
я вылечил сбросом в заводские установки командой $RST=$ . а потом выставил вот так
$0=10
$1=25
$2=0
$3=5
$4=0
$5=0
$6=0
$10=1
$11=0.010
$12=0.002
$13=0
$20=0
$21=0
$22=0
$23=0
$24=25.000
$25=500.000
$26=250
$27=1.000
$100=800.000
$101=800.000
$102=800.000
$110=2000.000
$111=2000.000
$112=2000.000
$120=180.000
$121=180.000
$122=180.000
$130=300.000
$131=180.000
$132=40.000
пришлось поиграть с командой $3= чтобы правильно оси двигались
$3=1 инвертировать или изменить направление оси Х
$3=2 инвертировать ось Y
$3=3 инвертировать одновременно оси X и Y
$3=4 инвертировать ось Z
$3=5инвертировать оси X и Z
$3=6 инвертировать оси Y и Z
$3=7 инвертировать все три оси X, Y, Z.
$3=0 отменить инвертирование на всех осях, или не инвертировать не одну ось от установленного.
- Наверх
#10 OFFLINE Stiv
Отправлено 23 Март 2018 — 22:15
Спасибо за ответ.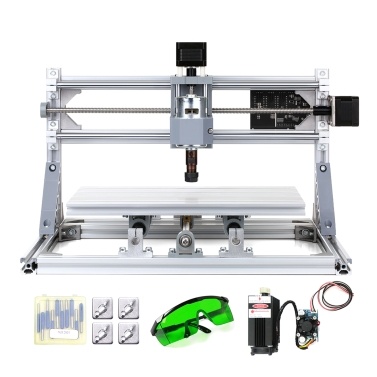 Сделал все по Вашей инструкции. Ничего не получается. Я все изменения в настройки вношу в LiteFire на четвертой вкладке. Может как-то надо в grblControl?
Сделал все по Вашей инструкции. Ничего не получается. Я все изменения в настройки вношу в LiteFire на четвертой вкладке. Может как-то надо в grblControl?
- Наверх
#11 OFFLINE Nikolaj666
Отправлено 24 Март 2018 — 20:27
я все изменения делал в консоли grblControl. по одной строчке постепенно
- Наверх
#12 OFFLINE Stiv
Отправлено 26 Март 2018 — 11:22
Все сделал. Перезагрузил компьютер. Перезапустил аппарат. Ноль. Что могло случиться? В Краснодаре не могу найти специалиста, который смог бы разобраться с этой заразой.
Что могло случиться? В Краснодаре не могу найти специалиста, который смог бы разобраться с этой заразой.
А сколько на плате должно гореть светодиодов? У меня горит только центральный, верхний моргает.
- Наверх
#13 OFFLINE Stiv
Отправлено 31 Март 2018 — 19:58
Я так и не получил ответа. Что же мне делать?
- Наверх
#14 OFFLINE Maximus5561
Отправлено 25 Июнь 2019 — 17:58
Конечно уже год прошёл, но для других — мне помогло замена кабеля USB от компа к контроллеру и чуточку прижал разъем на контроллере, чтоб жесче сидел.
- Наверх
Всякие железки или небольшая доработка гравировального станка
$9.90
Перейти в магазин
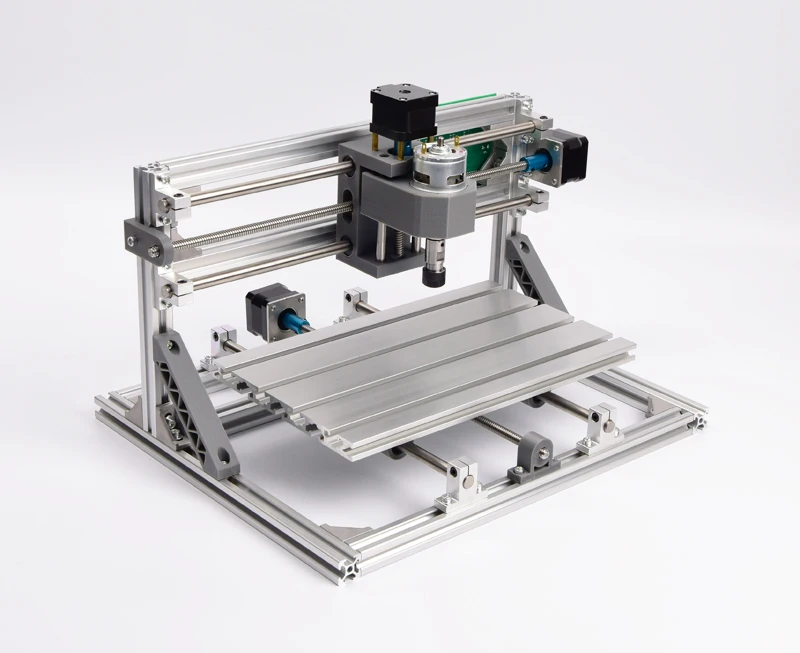
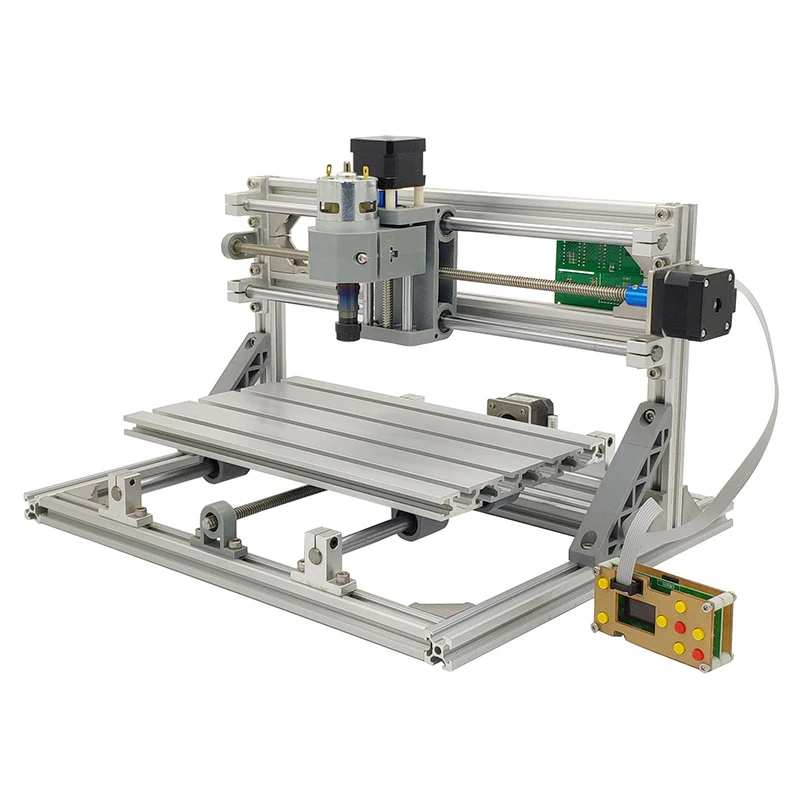
Несколько месяцев назад я публиковал обзор небольшого гравировального станочка. В том обзоре я показал недостатки конструкции, а также написал, что планирую их исправить.
В этом обзоре я напишу о запчастях для этого станка, добавлю немного теории, а также покажу процесс доработки.
Для начала скажу, что это первая часть доработки, в планах продолжение, но когда оно будет, еще неизвестно. Собственно и цель данного обзора показать, что и зачем нужно. Заранее прошу извинение у гуру CNC станков, так как я в этом деле новичок и некоторые вещи были и для меня в новинку. Потому часть информации найдена в интернете, часть из моего опыта. Если есть коррективы, пишите, думаю будет полезно всем.
В заголовке указан один товар, но самом деле было заказано три товара, причем один из них в двух вариантах исполнения, но будем последовательны.
Получил я конверт с целым ворохом всяких мелких пакетов и пакетиков.
Всякие железки или небольшая доработка гравировального станка
Начну я свой рассказ с ходовых винтов.
Были заказаны три штуки, диаметр у всех одинаковый, 8мм, а вот длина разная, пара 200мм и один 100мм. Ссылка на них есть в заголовке обзора.
Всякие железки или небольшая доработка гравировального станка
В комплекте к ходовым винтам идут соответственно три гайки, потому весь комплект выглядит так.
Всякие железки или небольшая доработка гравировального станка
Для передвижения механизмов станка обычно используется винтовая передача. При помощи винта и гайки вращательное движение вала двигателя преобразуется в поступательное движение гайки, которая прикреплена к перемещаемому механизму.
В самом простом варианте это просто длинный винт + гайка.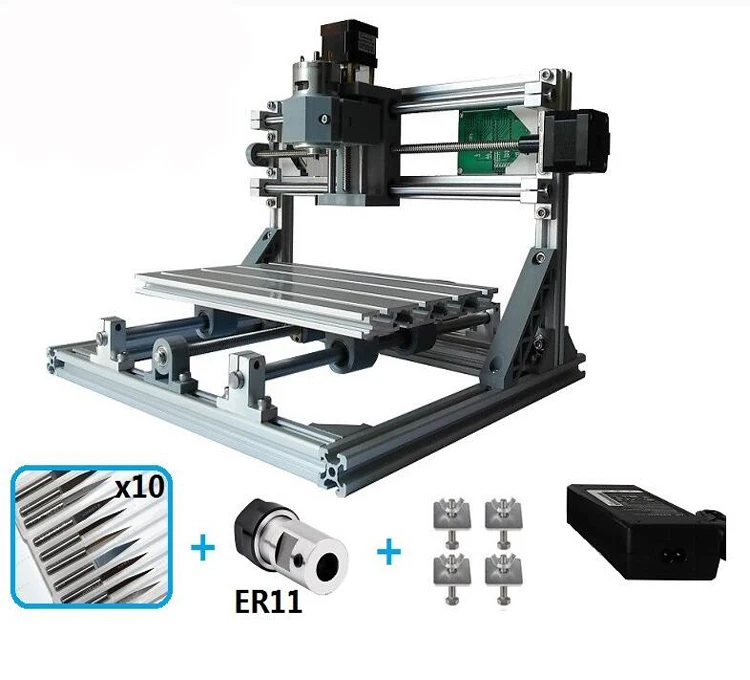 Но когда я делал обзор станка, то обратил внимание, что производитель применил не совсем правильный тип винта, а точнее резьбы.
Но когда я делал обзор станка, то обратил внимание, что производитель применил не совсем правильный тип винта, а точнее резьбы.
Данная резьба предназначена для крепежных элементов, т.е. винтов, болтов, гаек, но она не очень подходит в качестве ходового винта министанка.
Всякие железки или небольшая доработка гравировального станка
Вообще существует довольно большое количество резьб, метрические, дюймовые, с крупным шагом и мелким (точные). Например упорная, такую применяют в тисках, прессах, т.е. там, где усилие направлено в одну сторону.
Примеры других типов резьб можно посмотреть на этой картинке.
Всякие железки или небольшая доработка гравировального станка
В качестве ходовых резьб обычно применяют трапецеидальную или прямоугольную резьбу.
Но кроме названия и типа у них есть еще небольшой отличие, прямоугольная в отличии от трапецеидальной не стандартизована, т.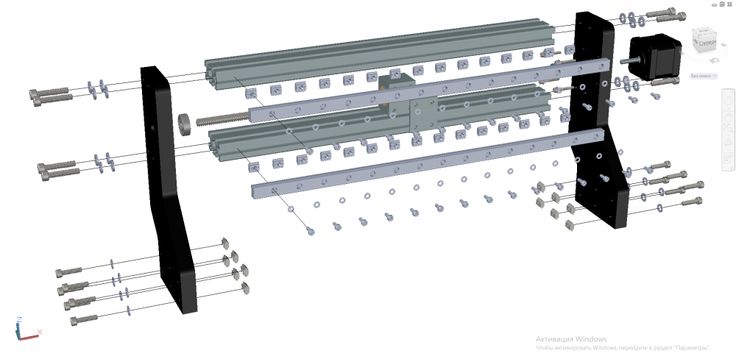 е. формально можно изготавливать ее по своим размерам, но рекомендуют придерживаться тех же размеров и шага, что и у трапецеидальной. Собственно потому я их и показал вместе.
е. формально можно изготавливать ее по своим размерам, но рекомендуют придерживаться тех же размеров и шага, что и у трапецеидальной. Собственно потому я их и показал вместе.
Трапецеидальная
Всякие железки или небольшая доработка гравировального станка
Прямоугольная
Всякие железки или небольшая доработка гравировального станка
Раньше я считал, что ходовые валы с прямоугольной резьбой это самый простой вид передачи в маленьких станках, но практика показала, что они занимают примерно среднее место между винтами с обычной резьбой и дорогой ШВП (Шарико Винтовой Передачей).
Кстати насчет ШВП, на мой взгляд это лучший вариант для станков с ЧПУ, но к сожалению и самый дорогой.
Здесь применяется ходовой винт со сложной формой резьбы, кроме того обычно его дополнительно шлифуют, так как он представляет собой часть линейного подшипника.
При этом у гайки присутствует еще и возвратный механизм, через который шарики возвращаются в начало пути, чтобы замкнуть цикл.
В движении это выглядит более наглядно.
Еще одно видео в качестве дополнения
Стоит оговориться, для передачи вращательного движения в поступательное используют не только винтовую передачу, а и зубчатую, но такой вариант в небольших станках встречается еще реже. Зубчатая передача требует более мощного двигателя, но может обеспечить и большую скорость движения.
Так в реальности выглядит ходовой винт с прямоугольной резьбой.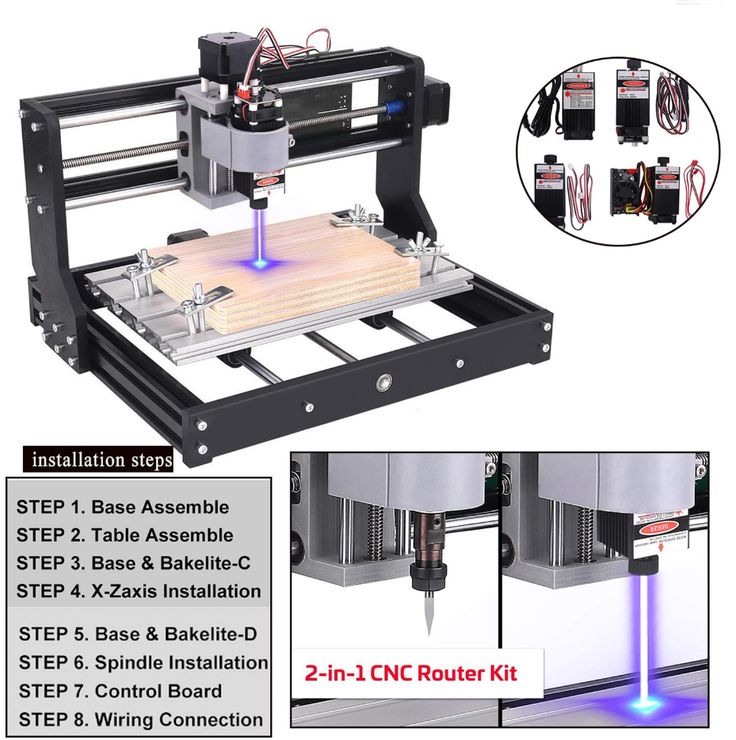
Всякие железки или небольшая доработка гравировального станка
В комплекте дали соответствующие гайки с отверстиями для фиксации на механизме.
Всякие железки или небольшая доработка гравировального станка
Всякие железки или небольшая доработка гравировального станка
На фото можно увидеть разницу между обычной резьбовой шпилькой, которая была до переделки и специальным ходовым винтом, думаю разница видна невооруженным глазом.
Всякие железки или небольшая доработка гравировального станка
Также в прошлом обзоре я жаловался на то, что для соединения вала двигателя и ходового винта дали обычные муфты.
С одной стороны это имеет свои плюсы, о которых я расскажу ниже, но также имеется и большой минус, для нормальной работы требуется точно соблюдать соосность вала двигателя и ходового винта.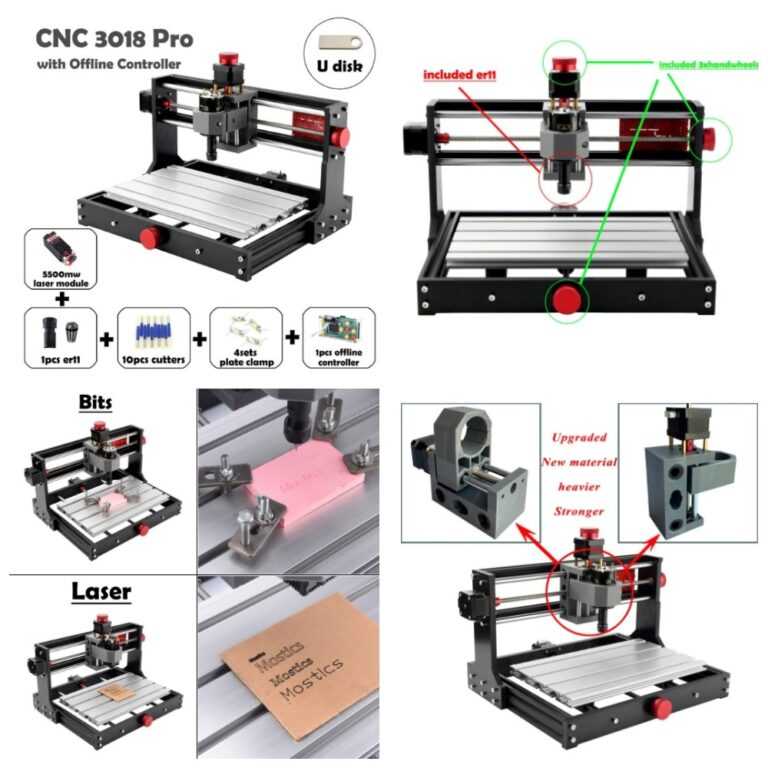 Малейшее расхождение потихоньку разбивает крепеж и шпилька вылазит.
Малейшее расхождение потихоньку разбивает крепеж и шпилька вылазит.
На одной из осей у меня вообще не получилось нормально сделать, пришлось намотать немного скотча.
Всякие железки или небольшая доработка гравировального станка
Собственно по этому были заказаны специальные муфты.
Вал двигателя в моем случае имеет диаметр 5мм, а диаметр ходовых винтов 8мм, соответственно были выбраны муфты 5х8, ссылка на товар в магазине, цена $3.80.
Всякие железки или небольшая доработка гравировального станка
Существуют и другие соотношения диаметров от 3х3 до 10х10 включая промежуточные варианты.
Но стоит учесть, что в моем случае диаметр вала соответствовал диаметру резьбы, по большому счету это неправильно, хвостовики должны быть без резьбы, но что было, то и заказал.
Просто когда подбираете комплект, то будьте внимательны.
Всякие железки или небольшая доработка гравировального станка
Муфты бывают четырех типов:
Жесткая
Такая муфта имеет низкую цену, большую надежность и возможность передавать большой крутящий момент, но совершенно не компенсирует несоосность.
Спиральная
По своей сути представляет из себя пружину, имеет среднюю стоимость, может компенсировать довольно большую несоосность, но при этом не может передавать большой крутящий момент, более хрупкая и из-за пружинящих свояств может увеличить люфт и вызвать резонансные явления.
Кулачковая
Может передавать довольно большой крутящий момент, но соосность компенсирует хуже спиральной, также присутствует возможность износа амортизирующей вставки.
Мембранная
Компенсация большой несоосности и при этом возможность передачи большого крутящего момента, но к сожалению самая высокая цена.
Поначалу, пока не были доступны промышленно изготовленные муфты, даже пользовались самодельными, изготовленными из подручных материалов, например куска шланга высокого давления. Такие варианты вполне жизнеспособны, но не технологичны и менее долговечны.
Я заказал по одной муфте на двигатель, так как решил переделать все оси.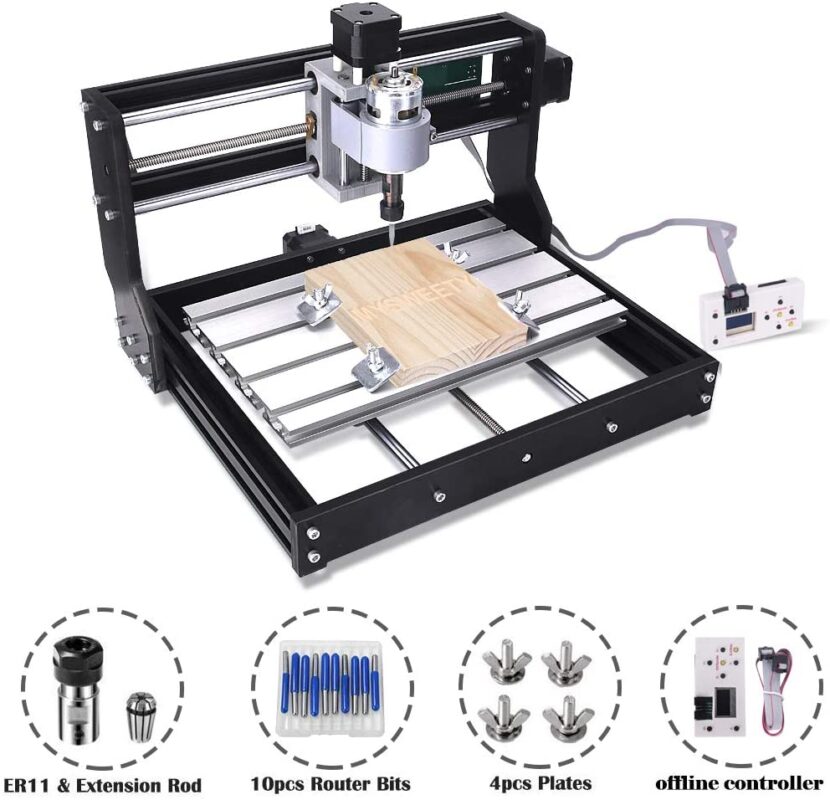
Всякие железки или небольшая доработка гравировального станка
Данные муфты являются спиральными, на вото видно, что по сути она представляет собой пружину. Впервые я «познакомился» с такой муфтой, когда собирал 3D принтер и был несколько удивлен, что она гнется 🙂
Всякие железки или небольшая доработка гравировального станка
В исходном варианте свободный конец ходовых валов просто висел в воздухе, это было допустимо с жесткими муфтами, но совершенно недопустимо со спиральными.
Как я писал выше, спиральная муфта по своей конструкции представляет собой жесткую пружину.
Именно это свойство дает паразитный эффект — люфт. Если не закрепить конец вала, то можно двигать его в пределах ±2-3мм, что очень много и сведет на нет все старания по улучшению конструкции.
Для фиксации валов были заказаны подшипники, ссылка на товар, цена $4.20.
Всякие железки или небольшая доработка гравировального станка
Такие подшипники бывают разной конструкции, со сквозным отверстием и глухим, а также могут отличаться вариантов крепления на основание. Я решил заказать вариант со сквозным отверстием диаметром 8мм. В моем случае 8мм это диаметр ходового вала, если вал имеет хвостовик, то диаметр отверстия должен соответствовать диаметру хвостовика.
Установлены закрытые подшипники, потому в разумных пределах пыль им не грозит.
Присутствуют два винта, при помощи которых происходит фиксация вала.
При тесте выяснилось, что полностью люфт они не убирают, хотя и сводят его почти к нулю.
Я не специалист, но считаю, что конструкция подшипников для такого применения должна быть несколько другой, так как они больше рассчитаны под другой режим работы, а не под упорный, как используется здесь.
Но в любом случае это гораздо лучше чем ничего.
Всякие железки или небольшая доработка гравировального станка
Все три комплекта как они будут устанавливаться на станок.
Всякие железки или небольшая доработка гравировального станка
С кратким описанием действующих лиц закончили, можно перейти к процессу переделки.
Всякие железки или небольшая доработка гравировального станка
Сначала я снял вал, который перемещает столик. На фото видно что было и что планируется поставить.
Всякие железки или небольшая доработка гравировального станка
Муфты
Всякие железки или небольшая доработка гравировального станка
Гайки.
Вот здесь я еще немного задержусь.
Как я показывал в прошлом обзоре, были применены пластмассовые гайки, по две штуки на каждую ось, при этом они были разделены силиконовой шайбой.
Такая конструкция недолговечна, но обеспечивает почти нулевой люфт, причем относительно дешево.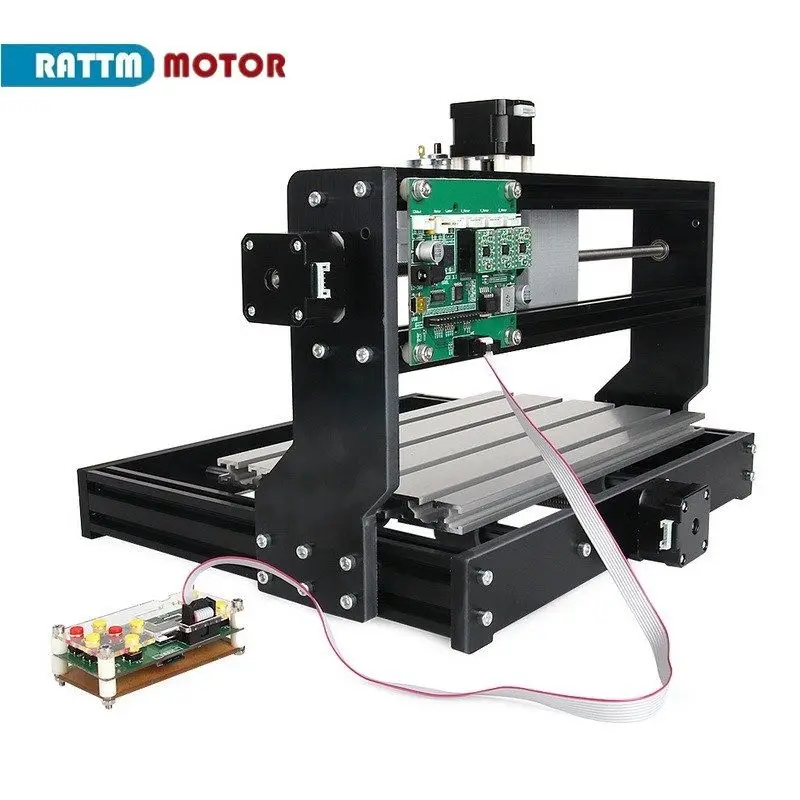 Изначально была мысль заменить пластмассовые гайки на металлические, но я решил, что тогда начнут изнашиваться валы. И хотя мне в комплекте дали три запасные гайки, я решил, что замена всего комплекта будет более корректным решением.
Изначально была мысль заменить пластмассовые гайки на металлические, но я решил, что тогда начнут изнашиваться валы. И хотя мне в комплекте дали три запасные гайки, я решил, что замена всего комплекта будет более корректным решением.
Всякие железки или небольшая доработка гравировального станка
Дело в том, что люфт у винтовой передачи это почти неизбежное зло, потому уменьшают его разными способами, например при помощи специальной конструкции и применения дополнительных пружин.
Или использования разрезной гайки, которая по сути является аналогом двух гаек которые шли в комплекте к граверу.
В таком случае гайка затягивается дополнительным винтом, и люфт уменьшается. Правда при этом надо помнить две вещи, чем сильнее затягиваем, тем меньше люфт, но больше необходимо усилие на проворачивание механизма и больше износ гаек.
В данном случае я решил оставить пока как есть и не обращать внимание на небольшой люфт, возможно потом доработаю.
Новые ходовые валы были немного длиннее родных, 199 против 189мм, но в данном случае это не критично.
Всякие железки или небольшая доработка гравировального станка
Начал доработку со стола, как с самого легкого объекта для переделки.
Очень ругался, потому как чтобы поставить гайку, пришлось рассверливать отверстие. Но не только рассверливать, а и чуть увеличивать диаметр уже вручную. Сверлил диаметром 10мм (реально 9.9), а гайка имеет наружный диаметр около 10.2.
Всякие железки или небольшая доработка гравировального станка
Самая сложная часть работы, установить гайку, тем более что стол мешал. Предыдущая гайка была подрезана с одной стороны.
Всякие железки или небольшая доработка гравировального станка
При помощи мультитула вырезал кусочек стола 🙂 Затем открутил переднюю часть и разметил крепежные отверстия под гайку. Гайка имеет четыре крепежных отверстия, но из-за того, что предыдущая имела три отверстия, то как ни старался, получилось закрепить тоже только на три. По большому счету хватило бы и двух, может даже было бы лучше, но решил крепить на три.
Гайка имеет четыре крепежных отверстия, но из-за того, что предыдущая имела три отверстия, то как ни старался, получилось закрепить тоже только на три. По большому счету хватило бы и двух, может даже было бы лучше, но решил крепить на три.
Всякие железки или небольшая доработка гравировального станка
Судя по конструкции, гайка должна вставляться в отверстие длинной частью, но я решил по другому, теперь она «смотрит» внутрь.
Всякие железки или небольшая доработка гравировального станка
Как вы понимаете, сделано это было не просто так, а «по поводу». Таким образом я немного увеличил ход по этой оси.
Всякие железки или небольшая доработка гравировального станка
С муфтой проблем никаких не возникло, снял старую, выставил и прикрутил новую.
Дело в том, что вал двигателя имеет лыску, т.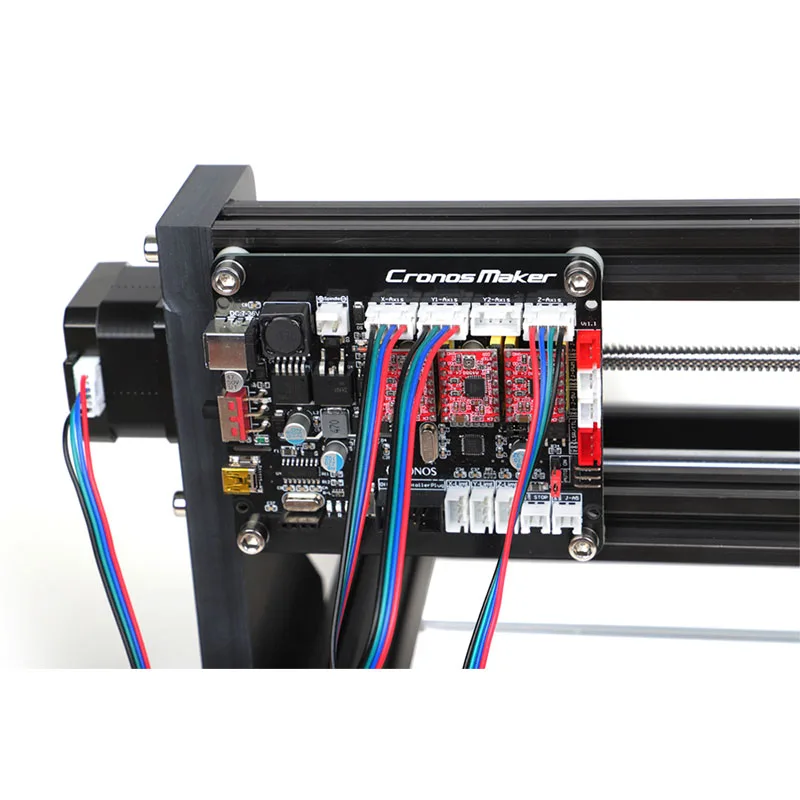 е. он немного срезан по длине, крепить надо так, чтобы винты не попадали на это место.
е. он немного срезан по длине, крепить надо так, чтобы винты не попадали на это место.
Всякие железки или небольшая доработка гравировального станка
Примерил подшипник, хоть вал и длиннее предыдущего, но получилось как нельзя лучше, дополнительная длина оказалась как раз на руку, вал то надо зафиксировать в подшипнике.
Вообще изначально была мысль увеличить диаметр отверстия для установки подшипника, но он оказался таким большим, что размер начал выходить за пределы металлической рамки, на которой он установлен.
На всякий случай увеличил диаметр отверстия под вал с 8 до 10мм.
Всякие железки или небольшая доработка гравировального станка
Дальше все шло стандартно.
Рассверлил отверстие под вал.
Разметил крепежные отверстия, для этого надо обязательно подогнать стол максимально близко к подшипнику, чтобы вал выставился сам в необходимое положение.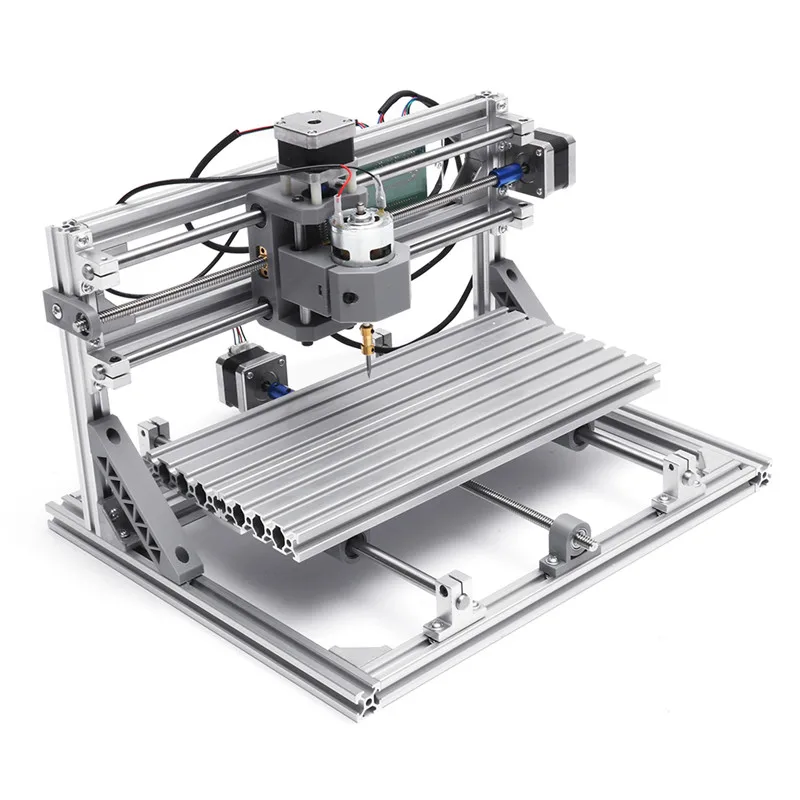
Сверлим пару отверстий диаметром 3.2мм, нарезаем резьбу 4мм.
Выставляем подшипник так, чтобы он не мешал вращаться валу, затягиваем крепеж. Родные отверстия имеют диаметр 5мм, но я решил отставить место «для маневра», так удобнее.
В конце фиксируем вал при помощи винтов самого подшипника.
Всякие железки или небольшая доработка гравировального станка
А вот дальше все пошло одновременно и просто и сложно.
Просто, потому что я уже примерно представлял что буду делать, а сложно, потому что для этого пришлось разобрать часть станка. Но так как до этого я старался сделать все аккуратно, то был вынужден проводить часть работ без отсоединения проводов. Иногда на двигателе стоит разъем, тогда получается проще, но я мог отсоединить только двигатель шпинделя.
Всякие железки или небольшая доработка гравировального станка
Следующей переделывал ось, которая двигает механизм влево/вправо, здесь все шло также как с осью стола, только немного проще.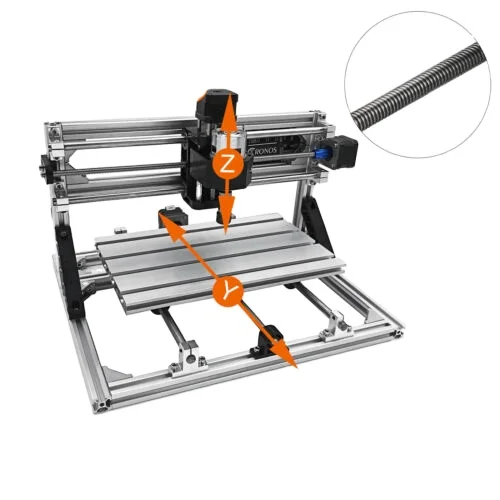
Всякие железки или небольшая доработка гравировального станка
Попутно поднял немного двигатель оси Z, чтобы увеличить ход, да и новый ходовой винт был также длиннее старого.
Поднимал при помощи стоек из комплекта к какой то материнской плате.
Всякие железки или небольшая доработка гравировального станка
А потом наступил на грабли. Получил несоосность по оси Х, причем такую сильную, что не помогала даже муфта. При фиксации вала проворачивался он очень тяжело.
пришлось опять все разбирать, шлифовать площадку под гайку и собирать обратно.
Всякие железки или небольшая доработка гравировального станка
Подшипник оси Х стал без проблем, точно также как на оси стола.
Всякие железки или небольшая доработка гравировального станка
А вот с осью Z вышла небольшая накладка.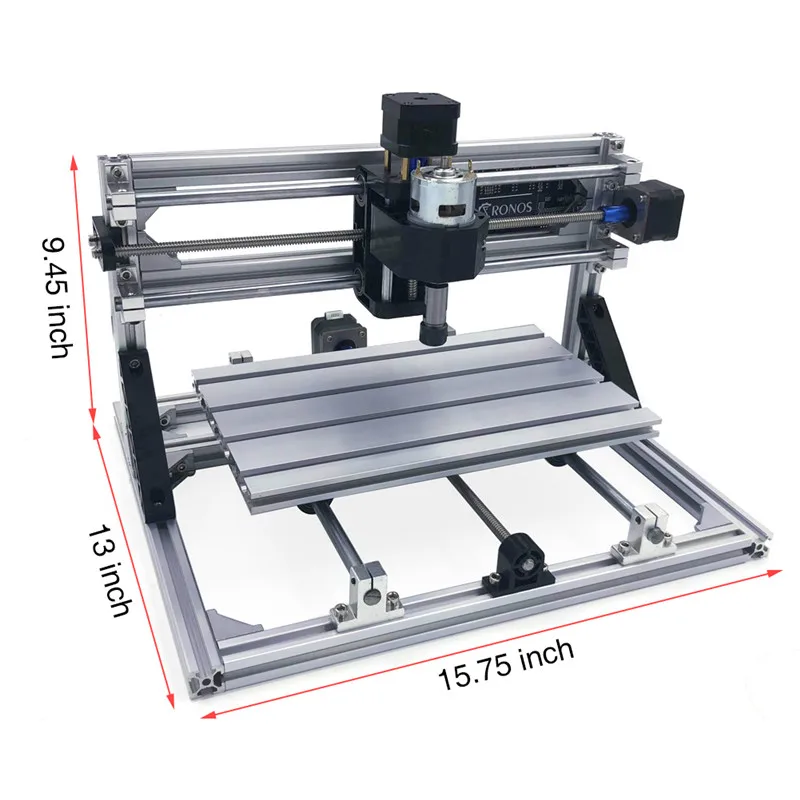 Здесь я также хотел получить максимальный ход, но не подумал что при этом подшипник может мешать самой обрабатываемой детали.
Здесь я также хотел получить максимальный ход, но не подумал что при этом подшипник может мешать самой обрабатываемой детали.
Кроме того даже с учетом подъема двигателя на 5мм у меня все равно ходовой винт оказался заметно длиннее чем необходимо.
Вторая накладка была в том, что почему то отверстие под муфту сделали диаметром 20мм (сама муфта имеет диаметр 19мм), а по осям X и Y отверстие было 22мм, потому муфта входила буквально «в ноль»… Помогло конусное сверло, так как чем расширить отверстие с 20 до 22мм я придумать не смог, оказалось очень удобно.
Всякие железки или небольшая доработка гравировального станка
Уже потом решил, если будет мешать, отпилю. На фото механизм оси Z находится не в самом нижнем положении, а поднят примерно на 10мм.
Всякие железки или небольшая доработка гравировального станка
Но когда установил фрезу, то посчитал, что все нормально, тем более что в планах заменить патрон и тогда мне важнее будет запас хода вверх, а не вниз.
Всякие железки или небольшая доработка гравировального станка
В итоге вышла такая вот конструкция, конечно тоже не идеал. Но на мой взгляд куда лучше, чем было.
После сборки смазал только ходовой винт привода «головы», остальные лучше не смазывать, так как пыль будет липнуть и в итоге выйдет только хуже.
Всякие железки или небольшая доработка гравировального станка
На этом «аппаратная» переделка станка была закончена и я перешел к «софтовой» части проекта.
Но здесь меня поджидал небольшой сюрприз.
Включилось все сразу и даже без проблем, если бы не один нюанс. Я почему то считал, что скорость должна увеличиться в 2 раза, а она выросла в 8 раз!
Еще в процессе осмотра и переделки я обратил внимание, что резьба применена четырехзаходная, это хорошо видно если посмотреть на торец винта.
На фото можно заметить четыре начала витков резьбы.
Всякие железки или небольшая доработка гравировального станка
На всякий случай поясню. Четырехзаходная резьба относится к классу многозаходных резьб.
Обычные винты и соответственно гайки имеют однозаходную резьбу, т.е. вся резьба идет как бы одной ниткой.
У многозаходных резьб получается как бы сразу несколько «ниток». Данное решение позволяет сделать большой шаг резьбы сохранив при этом большую прочность, так как в сцеплении находится сразу несколько витков.
Всякие железки или небольшая доработка гравировального станка
Получается, что старый винт имел в 8 раз меньше скорость подачи, правда при этом он имел в 8 раз больше усилие подачи при неизменной приложенном крутящем моменте.
Получалось медленно, но сильно. В прошлом обзоре я жаловался, что станок работает очень медленно. Правда кроме восьмикратного замедления за счет другого шага резьбы я имел еще и двукратное замедление за счет того, что шаговые двигатели имет шаг 0. 9 градуса против более распространенных с шагом 1.8 градуса.
9 градуса против более распространенных с шагом 1.8 градуса.
На фото видно, сколько витков резьбы старого винта приходится на один виток нового.
Но у старого винта было еще одно преимущество, ему по сути не нужен был режим торможения вала, сдвинуть механизм можно было только двигателем, из-за мелкого шага не вращая вал сдвинуть ничего не выйдет.
Всякие железки или небольшая доработка гравировального станка
На этом как бы в общих чертах и все, небольшое видео демонстрации работы после переделки.
В обзоре гравера можно посмотреть как он работал до переделки.
Скриншот в процессе работы. Для теста я взял демонстрационный файл от программы гравировки печатных плат.
Всякие железки или небольшая доработка гравировального станка
Фото результата. Вот здесь видна одна из проблем гравировки. Малейшая неровность приводит к слишком глубокому врезанию или наоборот, к проходу над заготовкой. И это я тестировал на куске ламинированного ДСП, которое очень ровное, в отличии от стеклотекстолита. Т.е. материал подготавливать надо очень тщательно. Например при обрезке ножницами стеклотекстолит деформируется и выровнять его та еще проблема.
Вот здесь видна одна из проблем гравировки. Малейшая неровность приводит к слишком глубокому врезанию или наоборот, к проходу над заготовкой. И это я тестировал на куске ламинированного ДСП, которое очень ровное, в отличии от стеклотекстолита. Т.е. материал подготавливать надо очень тщательно. Например при обрезке ножницами стеклотекстолит деформируется и выровнять его та еще проблема.
Но зато минигравер отлично подходит для сверловки плат, правда при этом надо заменить патрон на нормальный, но это в будущем.
Всякие железки или небольшая доработка гравировального станка
Фото ближе. Фреза была не совсем острая, потому слева вверху видны дефекты резки. Кроме этого кончик фрезы должен сходить на ноль, в моем случае это было не совсем так.
Но фрезеровка плат тоже подходит не во всех случаях. Если вы делаете плату какого нибудь низковольтного устройства, то все будет нормально. Но если планируете делать устройство с высоким напряжением, то могут быть проблемы, а если нужна гальваническая развязка, то лучше плату травить, так как пробой между полигонами опасен.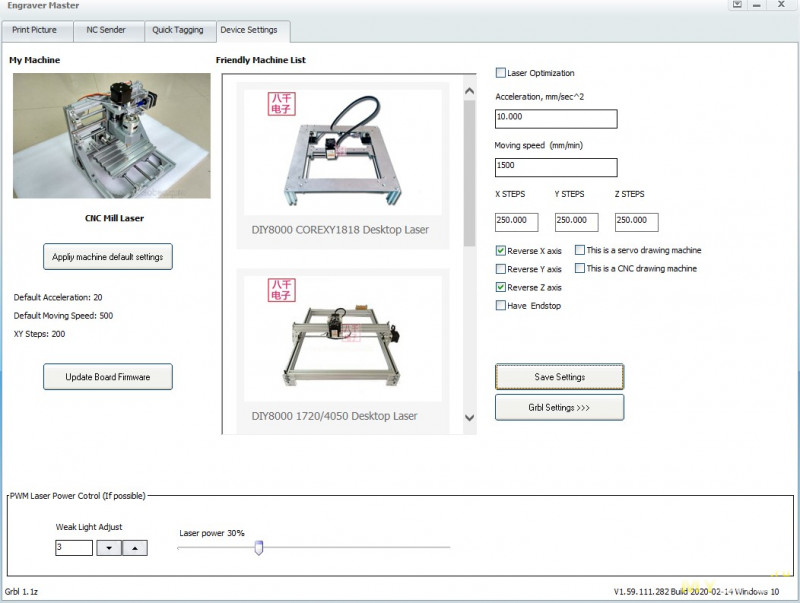
Всякие железки или небольшая доработка гравировального станка
Сегодня я не буду приводить плюсы и минусы товара, а просто расскажу в общем.
Сами по себе муфты, винты и подшипники ничем не выделяются среди остальных. Но здесь довольно тяжело накосячить. Впрочем могу сказать, что винты ровные, правда проверял только ребром линейки.
Как по мне, то показанный вариант занимает среднее положение среди вариантов, показанных в обзоре. Опять же, выросла только скорость свободного хода, так как скорость подачи зависит от обрабатываемого материала, потому возможны ситуации, когда скорость вообще будет неизменна с первым вариантом.
Я думаю, если мелкий станочек, то вполне нормально использовать такую конфигурацию, но если что то большее, то лучше ШВП.
А теперь что вы итоге получил я.
Положительное — Увеличение скорости свободного хода, выше надежность.
Из отрицательного — Заметно больше шум, хоть небольшой, но люфт, меньше тяга.
Формально, то на то и вышло.
Пока в планах переделка подшипников, патрона, а когда идеи закончатся, то скорее всего начну собирать свой вариант станка и тогда уже буду делать с ШВП и мембранными муфтами. Мне кажется что сочетание мембранной муфты и ШВП лучше подходит для качественной работы, правда и ценник там другой 🙁
На этом вроде все. Очень интересно было бы узнать от более опытных товарищей, что еще можно применить в станке формата 2040-4060 (к примеру), потому как пока в процессе выбора.
Товар предоставлен для написания обзора магазином.
$9.90
Перейти в магазин
ЧПУ станок Alfawise C10 Pro (cnc 3018 pro)
Всем привет.
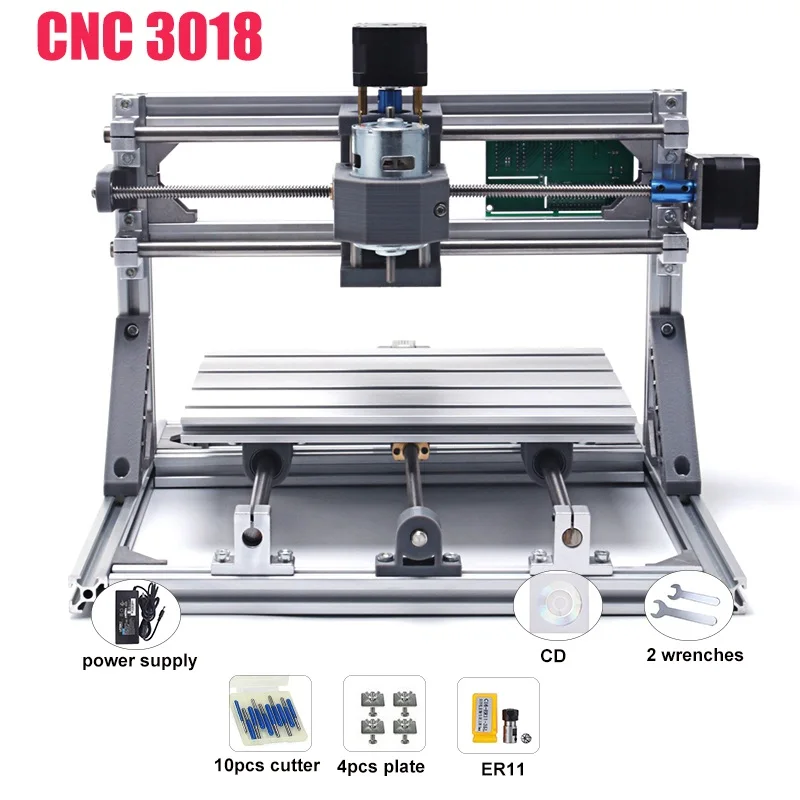
Сегодня я коротко расскажу о ЧПУ станке Alfawise C10 Pro. По сути, данный станок является известным 3018 Pro.
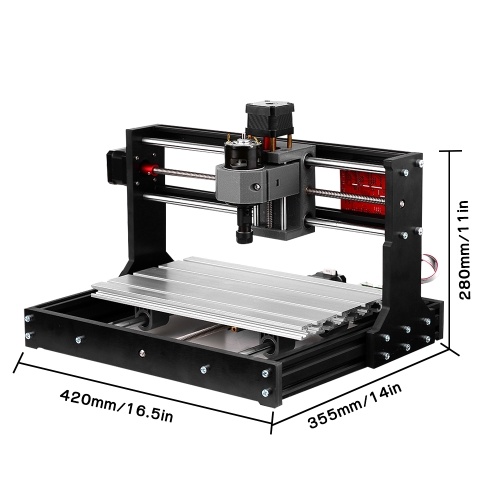
Такой ЧПУ можно использовать для фрезеровки и гравировки дерева, пластика, печатных плат, акрила и других материалов. Рабочей области размером 300х180 мм с лихвой хватит для своей небольшой мастерской, да и тем более для домашних нужд.
Технические характеристики:
— рабочая зона станка 300х180х45 мм
— размеры: 420х355×280 мм
— двигатель — 775 мотор шпинделя (12-36 В) при 24В — 8000 об/мин
— патрон типа ER11, в комплекте идет одна цанга под хвостовик 3,175 мм. Такие патроны зарекомендовали себя очень хорошо и широко применяются в станках с ЧПУ.
— шаговые двигатели 1.3А, крутящий момент 0,25Н/м.
— питание: 24 В, 5 А
— в комплекте диск с драйверами и управляющим софтом, а также набор конических фрез. Также в комплекте имеются 4 зажима для фиксации заготовки в процессе работы.
Все детали станка надежно упакованы в 3 уровня.
Весь комплект поставки на фото:
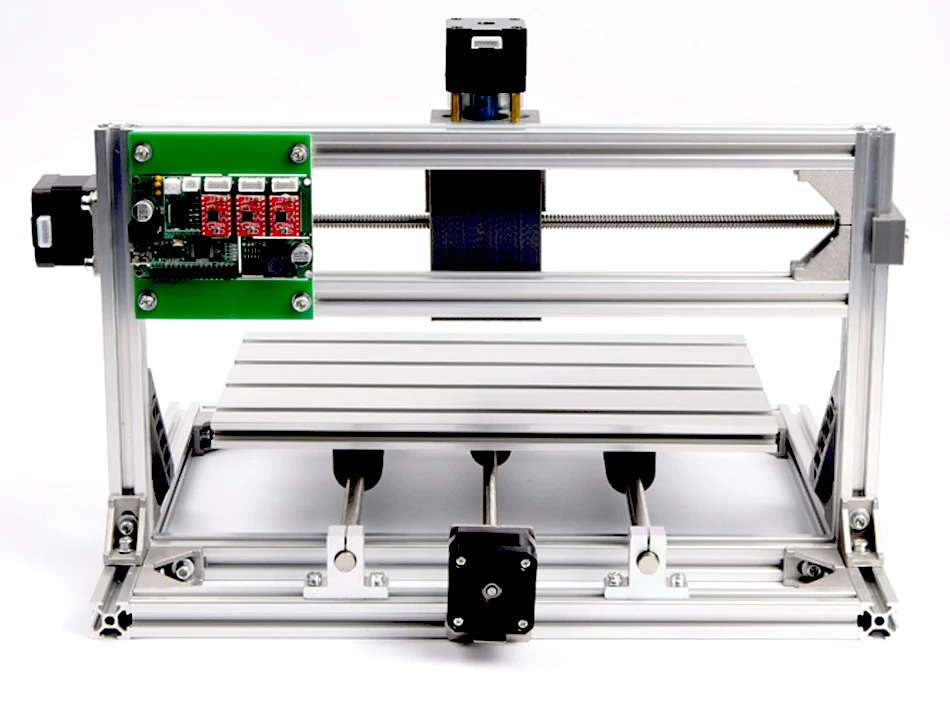
Управляющая плата построена на Mega328p с установленным драйверами а4988.
Offline контроллер дает возможность работать со станком без компьютера.
Контроллер обладает достаточно скромным функционалом. С помощью него можно подвигать осями, установить скорость перемещения и битрейт связи, а также запустить фрезеровку.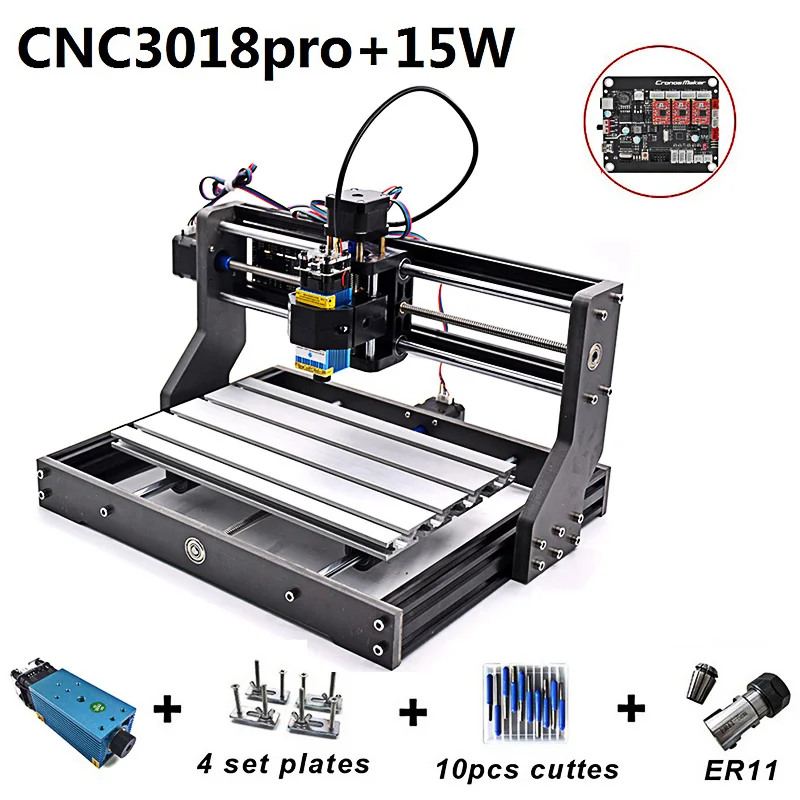 К сожалению, тут нет возможности сделать своего рода «автоуровня», как в 3д принтерах или построить карту высот. Эти возможности доступны только при использовании соответствующего программного обеспечения на компьютере. Offline контроллер имеет разъем для карт памяти microSD, на которую и требуется записать управляющую программу станка.
К сожалению, тут нет возможности сделать своего рода «автоуровня», как в 3д принтерах или построить карту высот. Эти возможности доступны только при использовании соответствующего программного обеспечения на компьютере. Offline контроллер имеет разъем для карт памяти microSD, на которую и требуется записать управляющую программу станка.
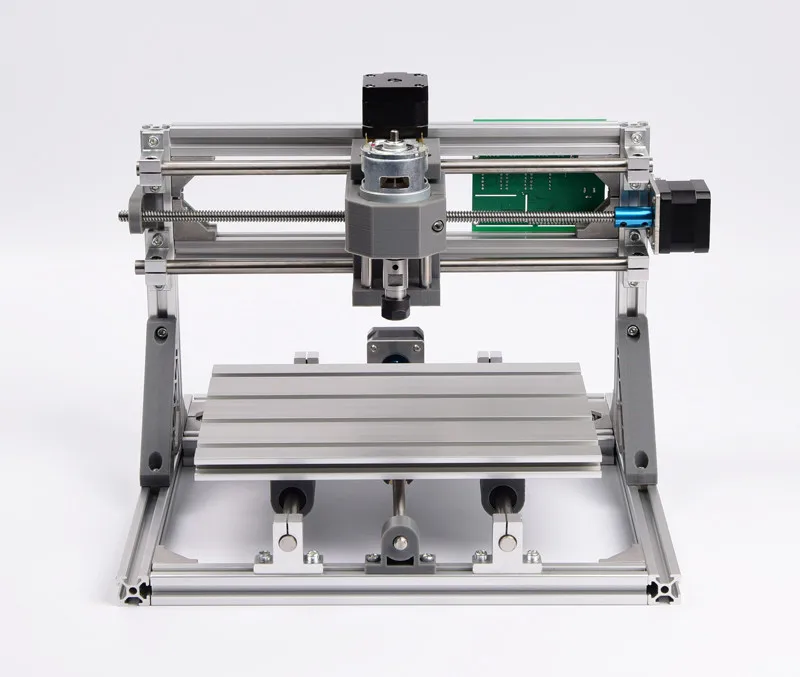
Держатель шпинделя и вся каретка напечатана на 3д принтере. Подшипники впрессованы.
Рабочий стол передвигается на стальных валах диаметром 10 мм. Стол крепится на 4х каретках с запрессованными подшипниками.
Блок питания с переключателем напряжения от 12 до 24В с шагом 2В.
Сборка станка достаточно простая. Для полной сборки потребуется порядка 30 минут. Весь требуемый инструмент уже в комплекте.
На первом этапе собираем раму, крепим направляющие валы с держателями стола, устанавливаем двигатель с винтом. Боковые грани рамы выполнены из алюминиевого профиля 20х40мм, передняя и задняя грань — из бакелита.
Далее крепим рабочий стол. Стол пришел достаточно ровный (ну нет идеальных столов, отклонение около 0.5-1 мм).
И собираем оставшуюся часть в соответствии с инструкцией. На оси X также используются стальные валы с толщиной 10 мм.
Плата управления крепится с обратной стороны на профили.
Схема подключения
Разъемы для подключения концевиков присутствуют, поэтому их не сложно будет добавить. Также есть возможность установки BT-модуля. Разъем Knife используется для подключения Z-щупа. Один провод подключаем непосредственно к фрезе, второй на фрезеруемую металлическую поверхность. Для подключения удобно использовать «крокодилы». Карта высот без проблем строится в grblControl.
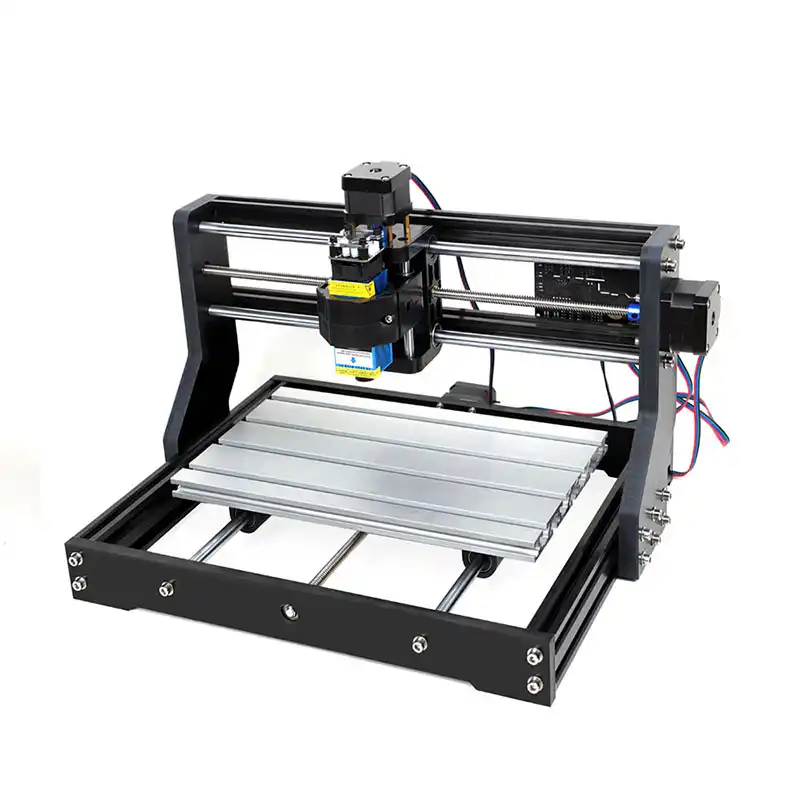
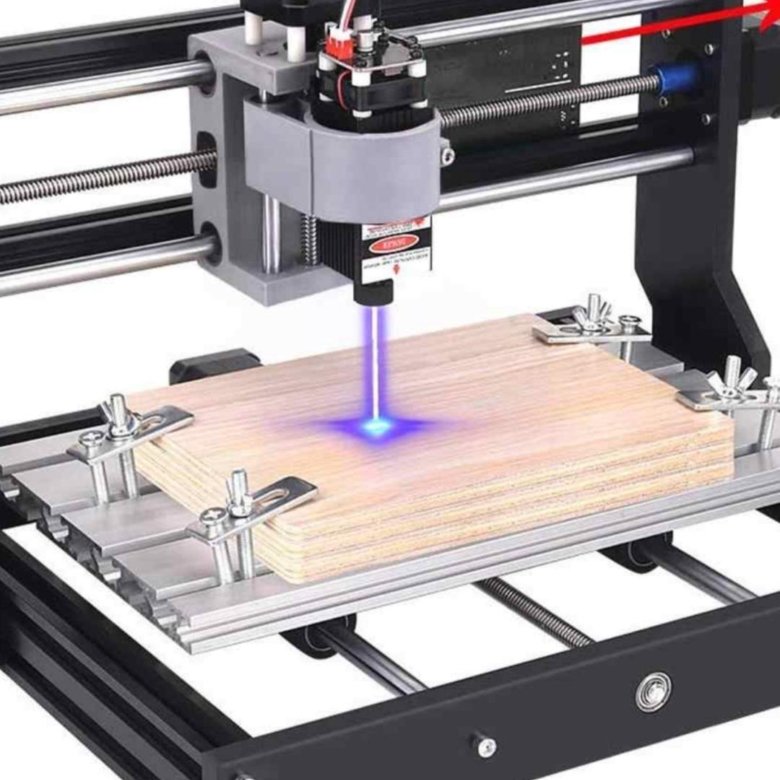
Также можно подключить лазер для гравировки, но к сожалению его нет в комплекте.
Первая фрезеровка пошла комом. Запускал тестовый файл через оффлайн контроллер, фрезер пытался что-то сделать, но происходили непонятные вещи. Тогда решил попробовать подвигать осями, сперва через оффлайн контроллер, потом уже через программу grblControl и тут я понял в чем причина.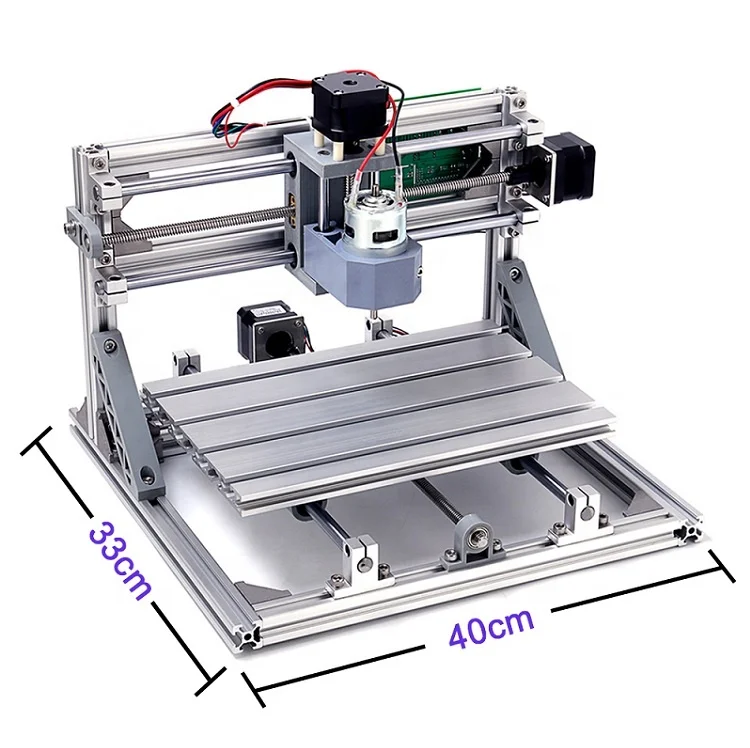 Оказалось, что оси были инвертированы. Начал искать информацию в сети по данной проблеме и наткнулся на одну интересную команду консоли $3=5. Запустил grblControl, ввел команду в консоль и стал пробовать двигать осями и смотрел за указателем шпинделя на экране, в прочем мне это не помогло. Тогда стал пробовать дальше подбирать параметры и вуаля, команда $3=0 решила мои проблемы. Так как команды записываются в EEPROM, то через оффлайн контроллер все так же заработало.
Оказалось, что оси были инвертированы. Начал искать информацию в сети по данной проблеме и наткнулся на одну интересную команду консоли $3=5. Запустил grblControl, ввел команду в консоль и стал пробовать двигать осями и смотрел за указателем шпинделя на экране, в прочем мне это не помогло. Тогда стал пробовать дальше подбирать параметры и вуаля, команда $3=0 решила мои проблемы. Так как команды записываются в EEPROM, то через оффлайн контроллер все так же заработало.
Текст для гравировки подготавливаю в программе Aspire 8.5. В принципе программа имеет намного большие возможности и годится не только для подготовки текста.
Сперва создаем новый файл с требуемыми размерами и толщиной.
Затем наносим текст с помощью соответствующего инструмента и настраиваем его параметры.
Далее в обработке выбираем «Быстрая гравировка» и производим настройки инструмента. В качестве постпроцессора выбираем Viccam ATC Arcs (mm), он адекватно работает с оффлайн контроллером. Затем сохраняем файл.
Затем сохраняем файл.
Гравировку можно запустить с оффлайн контроллера или же использовать ПК и grblControl.
Для начала гравировки потребуется вручную установить нулевую точку. Для максимальной точности лучше использовать специальный z-щуп. Его можно изготовить самостоятельно или приобрести уже готовый.
Пример
Если гравировка будет происходить по поверхности, проводящей ток, то лучше для этого использовать самодельный щуп с двумя «крокодилами», один цепляется за фрезу, второй — за гравируемую поверхность.
Повторюсь еще раз, использование z-щупа возможно только при подключении к ПК.
Комплектные зажимы заготовки мне вообще не понравились. Ими достаточно сложно вообще что-то зажать, нужно делать пропил в заготовке или высверливать отверстие.
Решил распечатать более удобные зажимы на 3д принтере. Они отлично справляются со своей задачей.
Примеры гравировки:
Гравировка по стеклу. Комплектные фрезы не подходят для такой гравировки, но я все же попробовал.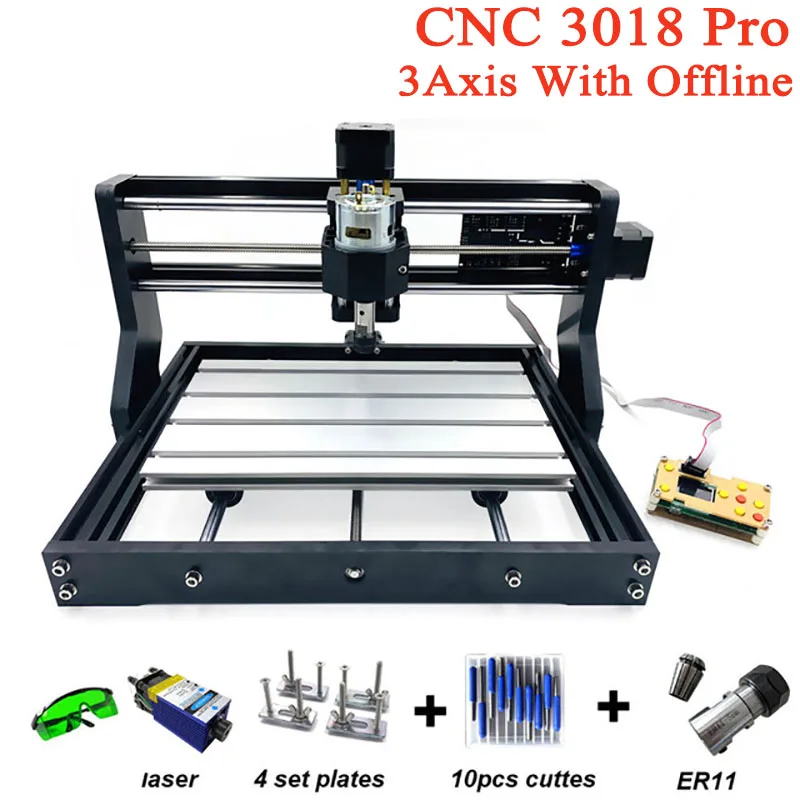 В результате фреза очень быстро стачивается. Вообще, для этого есть специальные фрезы с алмазным напылением.
В результате фреза очень быстро стачивается. Вообще, для этого есть специальные фрезы с алмазным напылением.
Гравировка по ЛДСП.
Заказал еще фрезы типа «кукуруза», которые помогут больше раскрыть потенциал данного ЧПУ станка.
Из-за использования шариковых подшипников для движения стола, станок получился очень шумным. Замена подшипников на пластиковые/полимерные значительно снизит объем шумов.
Ссылки:
содержимое диска
stl модели масштабной доработки (новые держатели заготовки, доработка кабель-менеджмента, установка концевых выключателей)
Видео по сборке станка
Процесс гравировки (осторожно, шумно).
Выводы
Станок получился достаточно компактным с большим рабочим полем. Без замены подшипников — очень шумный. Разъемы для концевиков на плате есть, а сами они отсутствуют. У меня ЧПУ из коробки не заработал, пришлось инвертировать оси (в моем случае помогла команда $3=0). На осях присутствует небольшой люфт. При гравировке твердых поверхностей с большой подачей данный люфт заметен. Поэтому я бы рекомендовал уменьшать подачу и делать несколько проходов, тогда данного эффекта не будет либо он будет незначительным и малозаметным.
Без замены подшипников — очень шумный. Разъемы для концевиков на плате есть, а сами они отсутствуют. У меня ЧПУ из коробки не заработал, пришлось инвертировать оси (в моем случае помогла команда $3=0). На осях присутствует небольшой люфт. При гравировке твердых поверхностей с большой подачей данный люфт заметен. Поэтому я бы рекомендовал уменьшать подачу и делать несколько проходов, тогда данного эффекта не будет либо он будет незначительным и малозаметным.
Цена в $169.99 достигается купоном ALC10PRO2
Товар для написания обзора предоставлен магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Быстро никуда не денешься — 3018
Джим Дреннан
#1
С Easel у меня ничего не получается. У меня есть мой 3018 Pro уже 6 недель, и сейчас я не продвинулся дальше, чем когда достал его из коробки. Сначала я думал, что виновата машина, но меня огорчил мольберт. Моя последняя головная боль — «имитация траектории инструмента. Должна ли каждая резка, которую я планирую, моделировать траекторию инструмента? Если ответ «нет», то как мне отключить ее, потому что независимо от того, нажимаю ли я «детальный или симулировать», я в конечном итоге наблюдаю симуляцию. Если ответ ДА, то почему после симуляции, когда моя машина останавливается, я не могу продолжить вырезать Я только что сидел и смотрел симуляцию в течение 36 минут, и все, что у меня есть, это 17 отверстий… держится за это
У меня есть мой 3018 Pro уже 6 недель, и сейчас я не продвинулся дальше, чем когда достал его из коробки. Сначала я думал, что виновата машина, но меня огорчил мольберт. Моя последняя головная боль — «имитация траектории инструмента. Должна ли каждая резка, которую я планирую, моделировать траекторию инструмента? Если ответ «нет», то как мне отключить ее, потому что независимо от того, нажимаю ли я «детальный или симулировать», я в конечном итоге наблюдаю симуляцию. Если ответ ДА, то почему после симуляции, когда моя машина останавливается, я не могу продолжить вырезать Я только что сидел и смотрел симуляцию в течение 36 минут, и все, что у меня есть, это 17 отверстий… держится за это
Мартин В. МакКлари
#2
Возможно, вам следует создать файл g-кода и загрузить что-то вроде универсального отправителя Gcode.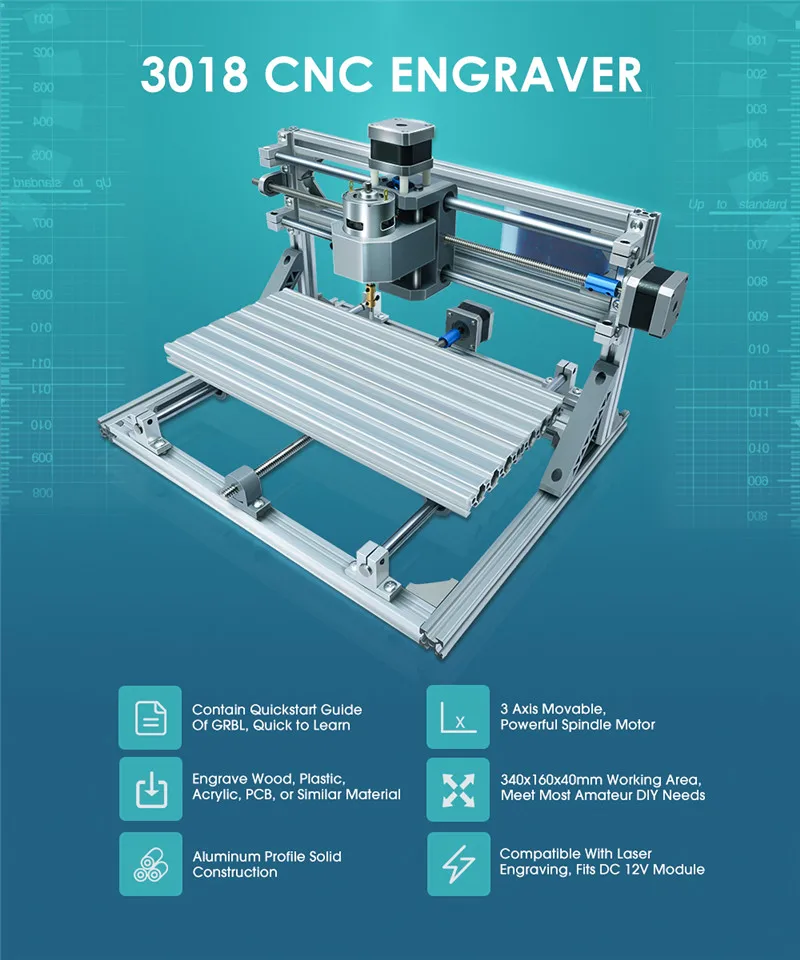 Вы просто загружаете файл и отправляете его на машину. Вы можете использовать мольберт для создания дизайна и gcode, а также использовать отправителя для отправки gcode на машину.
Вы просто загружаете файл и отправляете его на машину. Вы можете использовать мольберт для создания дизайна и gcode, а также использовать отправителя для отправки gcode на машину.
Скачать — UGS (winder.github.io)
KacperMarcisz
#3
Привет, @JimDrennan,
Глядя на ваши проекты, они создают для меня в разумные сроки. Однако у этих дизайнов есть много дополнительных моментов, похоже, вы импортировали дизайн несколько низкого качества, который нуждается в очистке.
Упомянутая вами проблема «17 отверстий» связана с используемой вами фрезой. Вы выбрали концевую фрезу 3 мм, которая не может вырезать более сложные детали конструкции. Переключение на V-Bit покажет вам весь вырезанный дизайн, а также покажет вам все дополнительные шумы в импортированной графике, которые вы, возможно, захотите убрать.
Джим Дреннан
#4
Привет
Как создать g-код
JimDrennan
#5
У меня нет бита V
MartinW.Mcclary
#6
После того, как вы выбрали свой рисунок и настройку, в мольберте вы подходите к «машине» и нажимаете «дополнительно». В следующем окне должно быть написано «генерировать gcode».
generate620×521 27,6 КБ
Это текстовый файл со всеми координатами xyz. Вы можете открыть его в Блокноте в Windows. Вы должны дать ему имя файла. Используя Gcode Sender, после того, как все необходимые файлы программного обеспечения будут на вашем компьютере, вы открываете UGS. UGS, как и любая другая программа, требует некоторого обучения. Как только он установлен, вы загружаете файл и нажимаете «Отправить».
Вы выбираете бит из данных в бесплатной версии.
Джим Дреннан
#7
Я не думаю, что у меня есть знания, чтобы сделать что-то подобное. Я не настолько умен, поэтому у меня возникают затруднения с проблемами, связанными с ЧПУ
MarkPrimavera
#8
@JimDrennan — У меня есть комплект SainSmart Genmitsu CNC Router 3018-PROVer Kit, и я пользуюсь им уже несколько месяцев, и я обнаружил, что Easel проще всего использовать и генерировать Gcode. Для вырезания дизайнов я использую Universal Gcode Sender . Я абсолютно ничего не знал о станках с ЧПУ, и мне пригодился сайт James Dean Designs на You Tube — https://youtu.be/mUO6d7MaeCA.
Джим Дреннан
#9
Спасибо за ответ. Сегодня я смотрел Джеймса Дина на You Tube. Я скачал универсальный отправитель кода G. Я подключил его к машине, но все элементы управления толчком неактивны. Если я пытаюсь запустить его, ничего не происходит, кроме того, что машина издает шум. Не знаю, как это сортировать
Не знаю, как это сортировать
MartinW.Mcclary
#10
У меня есть стабильная версия UGS 2015 года, в которой меньше наворотов… Смотря видео, мне интересно, нажимали ли вы кнопку подключения в левом верхнем углу и скорость передачи данных является самым большим числом? Похоже, что кнопки потемнели после того, как он нажал кнопку подключения.
grbl1041×499 230 КБ
КитХиггинс
#12
Гравировка происходит прямо из мольберта на ЧПУ. Вам нужно настроить свой ЧПУ на мольберте, и он должен идти прямо к станку и гравировать.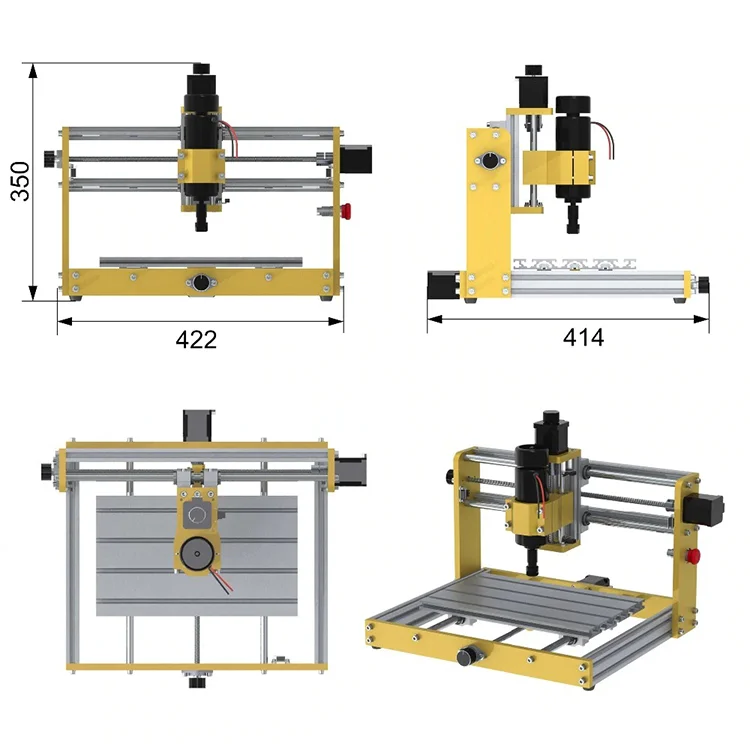
Я никогда не выполняю предварительную гравировку, просто отнимаю время.
Убедитесь, что ваш ЧПУ подключен к компьютеру, когда вы открываете Easley, затем войдите в настройку станка и следуйте параметрам настройки.
Эндрю Д.Гарнер
№13
Привет, Джим
У меня есть прувер 3018, и я никогда не работал с мольбертом. Я пробовал все и понятия не имею, почему я сдался. Я использую станок для создания всех дизайнов, и это прекрасно, потому что затем я настраиваю машину и скорость резки и экспортирую g-код в Drufel, который является программой, поставляемой с машиной от Saintsmart. пока я не пытаюсь увеличить скорость выше 600 мм/мин, все работает нормально. Единственная проблема, связанная с симуляцией, заключается в том, что при использовании бита nano V, поставляемого со станком, он иногда застревает при отработке гайки траектории, которую я обнаружил, если я выйду из программы и вернусь, она работает.
Шаговые двигатели ЧПУ 3018 PRO не двигаются — 3018
AndreaBigoni
#1
Привет всем,
Я новичок на этом форуме и всем большое спасибо. Я тоже новичок в фантастическом мире резьбы. На самом деле, у меня проблемы с шаговыми двигателями моего ЧПУ 3018 PRO. Дело в том, что когда я подключаю станок (который сейчас использую как лазерный гравер) с помощью Lasergrbl и пытаюсь двигать ось X, Y или Z, просто чтобы проверить, есть ли проблемы, моторы как будто не двигаются. . Я просто слышу шум, как будто что-то движется, но ничего не происходит. Что я заметил:
- МАШИНА ВЫКЛЮЧЕНА: я могу вращать двигатели и все оси могут двигаться;
- МАШИНА ВКЛЮЧЕНА: я не могу вращать ось;
- Когда я регулирую скорость подачи, проблема остается
- драйвер установлен, потому что COM3 — это порт, который машина может подключить к компьютеру;
- такая же проблема проявляется при использовании Candle
- Когда я перезагружаю материнскую плату, нажав кнопку RESET, проблема остается
- Когда я переустанавливаю драйвер, проблема остается
Приветствуются любые комментарии, подсказки, советы
Большое спасибо
SethCNC
#2
Добро пожаловать на форум
Какая установлена скорость подачи?
Какое состояние показывает свеча? (Ожидание в режиме ожидания или тревога)
И какие настройки grbl?
(их можно найти, отправив команду $$ в консоли справа внизу в свече)
AndreaBigoni
#3
Привет и спасибо
Я использую Lasergrbl, потому что я хочу использовать машину в качестве лазерного гравера. Я прикрепляю изображение, чтобы ответить на ваши вопросы
изображение 905×590 52,8 КБ
Настройки Grbl
$0=5 (Шаг импульса)
$1=5 (Шаг задержки простоя)
$2=2 (инверсия импульса шага)
$3=5 (инверсия направления шага)
$4=1 (вывод разрешения шага инвертирования)
$5=0 (концы ограничения инверсии)
$6=0 (пин датчика инвертирования)
$10=1 (Опции отчета о состоянии)
$11=0,010 (отклонение соединения)
$12=0,002 (допуск дуги)
$13=0 (отчет в дюймах)
$20=0 (включение мягких ограничений)
$21=0 (включение жестких ограничений)
$22 =0 (Включение цикла возврата в исходное положение)
$23=0 (Инвертирование направления возврата)
$24=25,000 (Скорость подачи локации возврата)
$25=500,000 (Скорость поиска поиска возврата)
$26=250 (задержка устранения дребезга переключателя исходного положения)
$27=1,000 (дистанция срабатывания переключателя исходного положения)
$30=1000 (максимальная скорость шпинделя)
$31=0 (минимальная скорость шпинделя)
$32=1 (включение лазерного режима)
100$=1600. 000 (разрешение перемещения по оси X)
000 (разрешение перемещения по оси X)
101$=1600.000 (разрешение перемещения по оси Y)
102$=1600.000 (разрешение перемещения по оси Z)
110$=1000.000 (максимальная скорость перемещения по оси X) максимальная скорость по оси)
112$=800,000 (максимальная скорость по оси Z)
120$=30,000 (ускорение по оси X)
$121=30,000 (ускорение по оси Y)
$122=30,000 (ускорение по оси Z)
$130=200,000 (максимальное перемещение по оси X)
$131=200,000 (максимальное перемещение по оси Y)
$132=200,000 (ось Z) максимальный ход)
SethCNC
#4
Хорошо, все выглядит хорошо, я боялся, что настройки были установлены так медленно, что они двигались, но со скоростью патоки…
Одна вещь, которая может быть проблемой, это номер назначения COM-порта… иногда Windows не работает например, 1-3, и резервирует их для клавиатуры, мыши и принтера… так что вы можете попробовать другой USB-порт, и это изменит назначение номеров, или вы можете зайти в диспетчер устройств, раздел портов, перейти в свойства> дополнительно, а затем вручную измените номер на 4 или выше…
Я также обнаружил, что перезапуск Windows при подключенном USB-накопителе приводит к тому, что Windows автоматически находит последнюю версию драйвера и устанавливает ее автоматически во время загрузки… так что вы можете попробовать это на хорошо
AndreaBigoni
#5
Большое спасибо за советы. COM3 работал до этой проблемы. попробую другой COM порт
1 Нравится
Андреа Бигони
#6
… также это не COM-порт, потому что проблема сохраняется, когда COM-порт установлен на COM4. Думаю что материнку надо менять
1 Нравится
CNC3018 — избегать?
-
06-07-2019#1
Привет, я хочу начать с бюджетного станка, чтобы изучить основы обработки с ЧПУ и т.
 д., и надеюсь, что в следующем году у меня появится лазер.
д., и надеюсь, что в следующем году у меня появится лазер.
В первую очередь я хотел бы гравировать медь, латунь и, возможно, алюминий.Подходит ли 3018 для этой задачи или мне следует выбрать что-то вроде 3020/3040?
Спасибо.
Ответить с цитатой
-
01-08-2019#2
Привет, добро пожаловать на форум!
Я думаю, что в целом любая из машин 30xx подходит для использования в качестве обучающей платформы, если пользователи будут придерживаться реальных вещей с точки зрения того, что им следует ожидать от этих машин, это может быть беспроигрышная ситуация.
Гравировка меди не должна быть проблемой, так как это довольно легкая задача, для гравировки, судя по тому, что я видел, скорость вращения шпинделя, установленная на отметке около 10 000 об/мин, работает хорошо.
Вы видели это предложение? На данный момент действует скидка 50%, бесплатная доставка и всего 125? Это кажется смехотворно дешевым, чтобы не поиграть с ним!
Ссылка для продажи: 3018 3-осевой мини-маршрутизатор с ЧПУ «сделай сам» Стандартный шпиндельный двигатель Гравировальный станок по дереву Фрезерный гравер
Последний отредактированный Ли Робертс; 08.01.2019 в 13:48. Причина: добавил видио
.Я
Ответить с цитатой
-
01-08-2019#3
Привет Ли и спасибо за ответ.
 Я немного не уверен, какую модель выбрать: 3018 или 3018 Pro. Мне нравится идея повышенной жесткости версии Pro.
Я немного не уверен, какую модель выбрать: 3018 или 3018 Pro. Мне нравится идея повышенной жесткости версии Pro.
Глядя на некоторые недостатки в производстве (боюсь, типичное китайское массовое производство по цене) и некоторые травмы, о которых сообщают члены группы FB, я иногда думаю, нужны ли мне эти хлопоты!Я определенно не буду получать MX3, так как я не могу позволить себе Mach 3 и мне не нравится DrufelCNC, где, очевидно, у пользователей возникают проблемы с MX3.
К сожалению, на отметке 300-400, похоже, нет ничего, что работало бы с Win10 и снова вызывало проблемы.
Версия Sainsmart продается за 225 в Великобритании (3018 Pro), а Vogvigo 3018 Pro стоит 180 на Amazon, так что я вполне убежден, что выберу Vogvigo, так как у него есть имя Amazon для решения любых проблем.
Последний раз редактировалось Lol999; 08.01.2019 в 20:37.
Ответить с цитатой
-
09-01-2020 #4
У меня 1610, младшая версия.
 Я использую его для изготовления печатных плат. Сначала у меня было много проблем с ним, самая большая проблема заключалась в том, что шпиндель был не совсем прямым. После того, как был установлен третий мотор, машина стала совершенно другой. Для печатных плат кусок МДФ, прикрученный к спойлеру, имел большое значение. Это можно было бы легко заменить, и поскольку оно плоское и дешевое для замены, я мог бы использовать двусторонний скотч, чтобы удерживать работу, а не зажимать края, которые всегда оставляли высокое место в центре.
Я использую его для изготовления печатных плат. Сначала у меня было много проблем с ним, самая большая проблема заключалась в том, что шпиндель был не совсем прямым. После того, как был установлен третий мотор, машина стала совершенно другой. Для печатных плат кусок МДФ, прикрученный к спойлеру, имел большое значение. Это можно было бы легко заменить, и поскольку оно плоское и дешевое для замены, я мог бы использовать двусторонний скотч, чтобы удерживать работу, а не зажимать края, которые всегда оставляли высокое место в центре. Я нахожусь в процессе удлинения оси Y, поворота станины на 90 градусов и удлинения, чтобы увеличить рабочую зону. Я должен получить площадь 180 x 350, что немного больше, чем 3018, но повернуто на 90 градусов.
Ответить с цитатой
-
29-02-2020 #5
Привет Lol999, я получил Vogvigo от Amazon, и я доволен им до сих пор.
 Рама бакелитовая и алюминиевая, абсолютно жесткая и квадратная, сборка проста (я сделал это за 2 часа, будучи пьяным и уставшим!), на YouTube есть видео парня, который сделал это за 48 минут.
Рама бакелитовая и алюминиевая, абсолютно жесткая и квадратная, сборка проста (я сделал это за 2 часа, будучи пьяным и уставшим!), на YouTube есть видео парня, который сделал это за 48 минут. У меня нет лазерной головки, поэтому могу только прокомментировать фрезерование. Он легко гравирует медь (вы даже можете фрезеровать с его помощью свои собственные печатные платы), и вы даже можете фрезеровать мягкий алюминий, но я не пробовал латунь.
Программное обеспечение, которое поставляется с ним, легко настраивается, оно также поставляется с приличной документацией, драйверами и видео по сборке.
Единственная проблема, с которой я столкнулся, заключается в том, что нет возможности подключения к паре контактов A5, к которой вы должны подключить z-зонд, поэтому сегодня утром я написал об этом продавцу по электронной почте.
Патрон подходит только для инструментов с диаметром вала 3,175 мм. Насколько мне известно, я не смог вставить туда вал диаметром 4 мм и не хотел слишком сильно давить на него.
Если у вас есть вопросы, задавайте их.
Приветствую тебя, Гэри.
Ответить с цитатой
-
29-02-2020 #6
Только что еще раз проверил мои штырьки A5, и они в порядке, я просто касался их раньше с помощью крокодиловых зажимов, но решил вместо этого использовать dpont male/female для более безопасного соединения, и все хорошо.
Ответить с цитатой
-
17-09-2020 #7
Первоначально Послано SoundsDigital
У меня есть 1610, который является меньшей версией. Я использую его для изготовления печатных плат. Сначала у меня было много проблем с ним, самая большая проблема заключалась в том, что шпиндель был не совсем прямым.
 После того, как был установлен третий мотор, машина стала совершенно другой. Для печатных плат кусок МДФ, прикрученный к спойлеру, имел большое значение. Это можно было бы легко заменить, и поскольку оно плоское и дешевое для замены, я мог бы использовать двусторонний скотч, чтобы удерживать работу, а не зажимать края, которые всегда оставляли высокое место в центре.
После того, как был установлен третий мотор, машина стала совершенно другой. Для печатных плат кусок МДФ, прикрученный к спойлеру, имел большое значение. Это можно было бы легко заменить, и поскольку оно плоское и дешевое для замены, я мог бы использовать двусторонний скотч, чтобы удерживать работу, а не зажимать края, которые всегда оставляли высокое место в центре. Я занимаюсь удлинением оси Y и поворотом кровати на 90 градусов, чтобы увеличить рабочую зону. Я должен получить площадь 180 x 350, что немного больше, чем 3018, но повернуто на 90 градусов.
Удалось ли вам расширить свой станок с ЧПУ? Я также думаю о приобретении комплекта с ЧПУ 3018, но рабочая область очень мала, и я бы предпочел иметь по крайней мере 300 x 300 для осей x, y. Ищу любые советы и идеи о том, как изменить его. Насколько мне известно, так это то, что по оси x уже 300 мм. Просто нужно заменить алюминиевые профили по оси Y на немного больший размер и заменить ходовой винт по оси Y и стальные стержни.