Что такое флюс для пайки. Какие бывают виды флюсов. Из чего состоит флюс. Как правильно выбрать и использовать флюс при пайке. Можно ли сделать флюс своими руками.
Что такое флюс и для чего он нужен при пайке
Флюс — это вспомогательный материал, который используется при пайке для очистки поверхностей соединяемых деталей и улучшения растекания припоя. Основные функции флюса:
- Удаление оксидной пленки с поверхности металла
- Защита места пайки от окисления в процессе нагрева
- Снижение поверхностного натяжения припоя
- Улучшение смачиваемости поверхности припоем
- Способствование более быстрому и равномерному растеканию припоя
Без применения флюса качественное паяное соединение получить практически невозможно. Флюс обеспечивает надежный контакт припоя с металлом и формирование прочного паяного шва.
Классификация флюсов для пайки
Существует несколько основных видов флюсов, которые различаются по составу и свойствам:
1. По активности:
- Некоррозионные (активные)
- Слабокоррозионные (среднеактивные)
- Сильнокоррозионные (высокоактивные)
2. По температуре плавления:
- Низкотемпературные (до 450°С)
- Высокотемпературные (выше 450°С)
3. По агрегатному состоянию:
- Жидкие
- Пастообразные
- Твердые
Выбор конкретного вида флюса зависит от материала паяемых деталей, типа припоя и условий пайки.

Состав и основные компоненты флюсов
В состав флюсов обычно входят следующие компоненты:
- Активаторы — вещества, разрушающие оксидные пленки (кислоты, галогениды)
- Растворители — обеспечивают нужную консистенцию (спирты, эфиры)
- Связующие — образуют защитную пленку (канифоль, синтетические смолы)
- Наполнители — регулируют вязкость (оксиды металлов)
- Ингибиторы — замедляют коррозию (органические соединения)
Пропорции компонентов подбираются в зависимости от назначения флюса. Например, активные флюсы содержат больше кислот, а безотмывочные — больше связующих веществ.
Как правильно выбрать флюс для пайки
При выборе флюса нужно учитывать следующие факторы:
- Материал паяемых деталей
- Тип используемого припоя
- Способ и температура пайки
- Требования к прочности и коррозионной стойкости соединения
- Возможность очистки остатков флюса после пайки
Общие рекомендации по выбору флюса:
- Для пайки меди и ее сплавов подходят канифольные и активированные канифольные флюсы
- Для алюминия используют специальные высокоактивные флюсы
- При пайке электронных компонентов применяют безотмывочные флюсы
- Для пайки нержавеющей стали нужны кислотные флюсы
Правильно подобранный флюс обеспечит качественное паяное соединение и долговечность изделия.

Технология применения флюса при пайке
Правильное использование флюса включает следующие этапы:
- Очистка и обезжиривание поверхностей деталей
- Нанесение тонкого слоя флюса на места пайки
- Нагрев деталей до температуры плавления припоя
- Введение припоя в место соединения
- Охлаждение и при необходимости очистка от остатков флюса
Важно наносить флюс равномерно и в небольшом количестве. Избыток флюса может привести к образованию пустот в паяном шве.
Популярные марки флюсов
На рынке представлено множество марок флюсов от разных производителей. Вот некоторые из наиболее популярных:
- ЛТИ-120 — универсальный активированный флюс
- ФКСп — спиртоканифольный флюс
- Ф-38Н — нейтральный гелеобразный флюс
- LA-CO — паяльная паста-флюс
- Kester 952 — безотмывочный флюс для электроники
При выборе флюса следует ориентироваться на рекомендации производителя паяльного оборудования и особенности конкретной задачи пайки.
Изготовление флюса своими руками
В некоторых случаях флюс можно изготовить самостоятельно. Вот простой рецепт канифольного флюса:

- Измельчить 30 г сосновой канифоли
- Растворить канифоль в 100 мл этилового спирта
- Добавить 5-10 капель глицерина для пластичности
- Тщательно перемешать до однородной консистенции
Самодельный флюс подходит для простых паяльных работ, но для ответственных соединений лучше использовать профессиональные составы.
Меры безопасности при работе с флюсами
При использовании флюсов необходимо соблюдать следующие правила безопасности:
- Работать в хорошо проветриваемом помещении
- Использовать средства индивидуальной защиты (перчатки, очки, респиратор)
- Не допускать попадания флюса на кожу и в глаза
- Не вдыхать пары флюса при нагреве
- Хранить флюсы в плотно закрытой таре вдали от источников тепла
Соблюдение этих мер позволит избежать негативного воздействия компонентов флюса на здоровье.
Для чего нужен флюс и паста при пайке:особенности паяльных флюсов
Наверняка нет такого человека, который бы не сталкивался с тем, что он задаётся вопросом, как эффективно осуществить соединение разорванных металлических частей, и неважно как это произошло механическим путём, или при помощи разрыва другой природы. В данном случае многие правдиво задают вопрос, для чего нужен флюс при пайке, и какие характерности препаратов.

Использование флюса при пайке
Определение и терминология 
Для того чтобы понять зачем нужен флюс при пайке, необходимо обратиться к первоисточникам и терминологии, которая позволит ясно раскрыть картину. Флюсы являются стойкими и активными химическими веществами, которые в процессе пайки обеспечивают очистку поверхности от образования загрязнений, а также оксидных плёнок. В итоге образуется натяжение поверхности, в результате которого обеспечивается качественное растекание припоя. Дополнительно нужно понимать, для чего нужен паяльный флюс, это качественная защита рабочего места обработки поверхности изделия от воздействия внешней рабочей среды окружающей природы.
Далее, главный принцип флюса – это подготовка рабочего места соединения изделий, которые должны будут прикрепить одну часть изделия к другому. При решении задачи, зачем флюс при пайке используется, руководствуемся некоторыми критериями:
- Для флюса температура плавления должна быть на порядок ниже, чем для припоя, это обязательное условие и требование качественного обеспечения соединения изделий.
- Флюс не должен никаким образов взаимодействовать в процессе пайки с припоем. Если мы осуществляет технологическую работу, то каждый компонент должен образовать два независимых слоя обеспечения качества соединения обрабатываемых изделий.
- Для газообразных характеристик флюса, последний должен обеспечить плавное растекание припоя по поверхности.
- Для жидкого флюса обязательным условием является отличная растекаемость и смачиваемость всех обрабатываемых изделий.
- Флюс должен любым способом разрушать и удалять образуемые на поверхности неметаллические образующиеся характеристики в виде плёнки.
- Ко всем паяемым сплавам, а также ко всем металлам, флюс должен иметь инертную природу и характеристику, которая указывает на минимально активную составляющую.
Что может быть в качестве материала для пайки
Технологический процесс паяния, и для чего нужна паяльная паста, подскажет одна из самых популярных технологий, где в качестве компонента используют 10 грамм хлорида аммония и 30 грамм химического компонента цинка хлорида, которые необходимо растворить в 60 миллиграммах водного раствора.
Точно таким же образом формируется вещество паяльная кислота или паяльная жидкость, которое готовятся из заранее подготовленного консервированного вещества в виде соляной кислоты и металлического цинка.
- Заполняем фарфоровую посуду в равных долях соляной кислотой и порционными частями цинка.
- Заполняя цинком, в кислоте происходит выделение кислорода, в итоге образуется готовый препарат хлорид цинка.
- После того, как начнётся замедление выделения кислорода, стеклянную посуду помещаем в тёплый раствор воды.
- По окончании процесса должно произойти сливание жидкости, где остаётся не растворившийся цинк, к которому необходимо добавить нашатырный компонент, представленный как 2 граммы аммония, рассчитанного на 3 граммы металлического порошка цинка.
«Важно!
Не обязательно нужно сливать жидкость, достаточно ее высушить или выпарить досуха плод воздействием тёплой воды. В непосредственной части пайки можно добавить водный раствор в соотношении 1:2.»
Особенности флюсовых компонентов
Не стоит обольщаться тем, что этот простейший флюсовый препарат подойдёт практически ко всем металлическим поверхностям.

Флюс для пайки алюминия
Согласно ТУ и ГОСТ существует определённый критерий препаратов, которые по степени эффективности можно разделить на 3 условные группы:
- Защитные или некоррозионные компоненты. Благодаря невысокой активности препаратов, такие вещества слабо очищают обрабатываемую поверхность. Как правило, не коррозионная группа используется для сплавов меди, а также для медных групп, которые имеют покрытия из кадмия, серебра или олова. По всем правилам данной группы, все задействованные припои должны быть легкоплавными. К данной группе относятся традиционная канифоль, вазелин простой группы, а также древесные смолы, стеарин и восковые компоненты.
- Слабая коррозионная группа. Для этой группы характерно растворение в спиртовых растворах, воде, а также в минеральных и органических веществах природного и искусственного происхождения, например стеариновая кислота, олеиновая кислота, молочный и растительный жир. Ко всем материалам добавляется канифоль, которая играет антикоррозионную роль. В процессе пайки, слабая группа эффективно разлагается, испаряется и под воздействием температуры сгорает.
- Сильная коррозионная группа. В этом классе используют фториды и хлориды металлической группы, а также сильнейшие неорганические кислоты. Этот тип флюсов способен удалять стойкие плёночные группы, которые характерны для цветных, а также для черных металлов. Все исследуемые коррозионные материалы изготавливаются как в виде жидких паст, так и в твёрдом состоянии.
Технические регламенты
Единый государственный регламент определён для флюсов, которые используются для сварочных работ, в этом случае применяют ГОСТ 9087-81. В радиоэлектронной отрасли также применяют технический стандарт, который имеет свою маркировку, это ГОСТ Р 56427-2015, который распространяется на безсвинцовую технологию. Кроме этого, данный регламент был разработан на основе ранее утверждённых и действующих регламентов, в частности:
- ГОСТ 17325—79 Пайка и лужение.
- ГОСТ Р 53429—2009 Платы печатные.
- ГОСТ 29137—91 Формовка выводов и установка изделий электронной техники на печатные платы.
- ГОСТ 23752—79 Платы печатные
Кроме этого, существует ряд подведомственных нормативных актов, которые имеют отраслевую структуру использования.
Заключение
При проведении работ связанные с пайкой микросхем или при соединении деталей изделий, необходимо строго соблюдать требования техники безопасности. При проведении работ, необходимо обеспечить качественную вентиляцию помещения, по окончании технологического процесса, необходимо тщательно проветрить комнату. Все операции необходимо выполнять только в защитных средствах, как для рук, так и для глаз и органов дыхания. В ряде отраслевых стандартах можно увидеть технические регламенты на маски и другие средства защиты. В домашних условиях пайку необходимо осуществлять только в проветриваемом помещении, по окончании необходимо вымыть руки с мылом и убрать все препараты в недоступное место для детей.
Видео: зачем нужен флюс для пайки?
какие виды бывают, состав и процесс применения
Процесс пайки заключается в соединении различных металлических деталей методом заполнения пространства между ними расплавленным металлом. Это сопровождается нанесением флюса на сопрягаемые поверхности. Удаление оксидной плёнки, лучшее растекание припоя по поверхности сопрягаемых деталей и более качественное их соединение — вот для чего при пайке нужен вспомогательный материал флюс.
Назначение материала
Задача флюсов — подготовить детали к пайке, очистить поверхности от жиров и солей, предохранить припой от окисления в процессе пайки и способствовать его лучшему растеканию по поверхности. Флюс при пайке продлевает срок службы соединений, так как защищает места пайки от окисления и разрушения. Флюс должен характеризоваться невысокой температурой плавления и малым удельным весом. Тогда он успеет растворить окислы, но не проникнет вглубь пайки. Хорошие флюсы не должны испаряться при нагреве и вызывать коррозию. Их можно легко удалять с деталей.

Классификация флюсов
Флюсы различаются по степени их воздействия на обрабатываемые детали. При пайке применяются следующие виды вспомогательных материалов:
Активные флюсы. Эти вспомогательные вещества активно взаимодействуют с соединяемыми металлами. В зависимости от соединяемых материалов и их свойств применяются следующие виды:
 Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.
Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.- Раствор хлористого цинка (травленая соляная кислота). Используется при спаивании меди, медных сплавов и стали.
- Хлористый цинк-аммоний. Получается при добавлении аммония в раствор хлористого цинка. Аммоний способствует повышению активности вспомогательного материала и понижает его температуру плавления.
Кислотные составы обладают химической активностью. После их применения требуется нейтрализация. Ещё одним свойством этих составов является высокая электропроводность, и поэтому они непригодны для применения в электротехнике.
 Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Антикоррозионные. Применяются для очистки поверхностей соединяемых деталей от коррозии. Впоследствии на деталях должен образовываться защитный слой, препятствующий окислению. В состав этих соединений обязательно входит ортофосфорная кислота.
Защитные. Сюда относятся вещества, предназначенные только для защиты соединения. Это может быть вазелин, воск или минеральные масла. Наносить жидкий флюс можно ватной палочкой или кисточкой. Для удобства можно приобрести «флюс-аппликатор».
Вспомогательные вещества характеризуются разницей в консистенции. Они бывают:
- жидкие;
- твёрдые;
- пастообразные.
Жидкие используются в труднодоступных местах. Пастообразные наиболее удобны в применении. Их легко наносить.
Ещё одним отличительным признаком разных типов флюсов является температура плавления. Низкотемпературные плавятся при температуре меньше 450 °C, а высокотемпературные имеют температуру плавления выше 450 °C.
Требования к вспомогательным материалам
Существуют общие требования, которые относятся ко всем видам вспомогательных веществ. Какими основные свойствами они должны обладать:
 Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.
Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.- Флюсы должны реагировать только с окисленными плёнками, а не с соединяемыми деталями и припоем.
- Флюс должен обладать меньшей адгезией, чем припой.
- Вещество не должно испаряться или выгорать.
- Флюс должен легко удаляться после окончания работ.
Как паять флюсом: сначала нужно подготовить детали, потом обработать их материалом, далее разогреть детали до нужной температуры и внести припой в обрабатываемую зону.
Применение для различных металлов
 Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали. Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали. Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Флюс марки ФППУ25 применяется для лужения и пайки токоведущих частей из меди и её сплавов. Для пайки чёрных металлов используется активный вспомогательный материал хлорид цинка.

Если нет готового флюса под рукой, то можно использовать вместо него раствор таблетки аспирина в одеколоне, фруктовый сок или оливковое масло.
Для создания прочного паяльного соединения необходим хороший паяльник с правильно подобранным жалом, а также припой и флюс, которые подходят для этого типа работ. Только при выполнении этих условий можно обеспечить необходимое качество соединения.
какой лучше, виды флюсов, флюс своими руками
Несмотря на постоянное развитие промышленности, пайка не теряет своей популярности в данной сфере. С ее помощью получают неразъемные соединения различных материалов, если в этом возникает необходимость. Однако для организации качественного и ответственного процесса требуется заранее задуматься о необходимых материалах и подходящем оборудовании.
Данная статья подробнее рассмотрит, зачем для пайки используется флюс, и что он из себя представляет.
Флюс и его особенности
Флюс – это сплав определенных материалов. У него особая структура, легко поддающаяся плавке, что позволяет применять флюс для пайки разнообразных деталей. Сплав можно произвести в промышленных условиях, а можно создать собственноручно. Артикул в магазинах для подобных сплавов – 040053.

Чтобы посредством флюса соединить два материала, нужно выдержать определенную температуру во время создания шва. Показатели температуры находятся в пределах от 50 до 500 градусов.
Стоит сразу отметить, что у флюса есть несколько видов, поэтому при выборе подходящего сплава стоит обратить внимание на следующие факторы:
- вид металла и температуру его плавления;
- прочность;
- устойчивость к образованию ржавчины.
В зависимости от определенных моментов определяется возможность использования выбранного флюса.
Виды и классификация флюсов
Существует две основные классификации флюсов:
- Твердые. К этой группе можно отнести сплавы, созданные при высоких температурах.
- Мягкие. В этом случае температура плавки достаточно низкая.
Что касается первой группы, то температура образования шва может достигать 500 градусов и превышать этот показатель. Преимуществом такой группы флюсов является создание прочного соединения. Однако существенный минус – это возможный перегрев конструкции. Подобная проблема может вызвать поломку.

Вторая группа плавится уже при температуре от 500С до 4000С. Сюда относятся сплавы из свинца, олова, других специально подобранных примесей. С их помощью соединяют радиодетали.
Если речь идет о тонких поверхностях, то лучше прибегнуть к мягким флюсам. При необходимости соединения, например, проводов значительного диаметра потребуется уже твердый флюс.
Что касается материала, используемого в качестве припоя, то это обычно:
- прутья;
- проволока;
- трубочки, заполненные или покрытые колофонием.
Наиболее востребованными в качестве припоя считаются прутья из олова. Оптимальный диаметр таких подобных элементов не должен превышать 5см, минимальная величина составляет 1см.

Особенности легкоплавких сплавов
Отдельное внимание стоит уделить особенностям каждой из имеющихся групп флюсов. Если речь идет о пайке мягким флюсом, то основной особенностью является образование прочного, но эластичного шва. В свою очередь, легкие флюсы подразделяются на такие категории, как:
- специальные;
- легкоплавкие;
- оловянно-свинцовые.
Олово считается одним из самых известных и востребованных металлов, но чистый вариант данного вида – материал достаточно дорогой, и зачастую во флюсах используются различные примеси. В качестве дополнительного элемента выступает свинец.
Специальные флюсы применяются, чтобы совместить несколько характеристик двух материалов посредством их спаивания. В качестве составов для спайки применяются никель, алюминий, вольфрам, сталь, чугун, железо.
Например, для пайки конструкций, выполненных из алюминия, потребуется сплав, состоящий только из олова.
Особенности тугоплавких сплавов
Твердые сплавы тоже делятся на определенные категории:
- Медно-цинковые сплавы.
- Серебряные.
- Фосфорно-медные.
Цинковые и медные используются довольно редко, так как имеют два основных недостатка – низкую прочность шва и высокую стоимость. Серебро тоже применяется довольно редко. Обычно его заменяют на латунь или цинк. Также возможно использование бронзы.
С помощью медных и фосфорных составов соединяют элементы, которые состоят из таких же материалов. Очень важно, чтобы впоследствии образованная конструкция не испытывала больших нагрузок во избежание деформации и поломки.

Альтернативные виды припоя
Дополнительно выделяют альтернативные виды флюсов. Среди них сплавы:
- С повышенной стойкостью к коррозии. Преимуществом таких сплавов является отсутствие необходимости использования различных жидкостей или средств для очистки.
- Жидкого типа. Изготавливают их с применением вазелина, спирта, золота. Также к составу добавляют салициловую кислоту. С помощью данного вида флюсов соединяют электрические эмалированные провода. Процесс отличается своей чистотой.
- Канифоли и воздуха. Считается нейтральным видом флюсов, применяемых практически для всех электроприборов;
- Бура и канифоли. С помощью данной смеси соединяют трубы, по которым течет вода или другие жидкости. Соединение выдерживает достаточно высокие температуры, и у сплава отсутствуют токсичные свойства.
- Канифоль и спирт. Смесь представляют собой активный сплав, после использования которого приходится тщательно прочищать плату устройства.
Важно! Остатки флюса приводят к короткому замыканию в электрических схемах, а также поломке устройства. Поэтому рекомендуется очищать поверхность вовремя.
Также отдельно выделяют самодельные флюсы, которые получается приготовить в домашних условиях. Подробнее об этом будет рассказано чуть ниже.

Обзор популярных марок
Ниже представлена таблица, в которой подробно рассматриваются наиболее популярные марки, их преимущества и недостатки.
| Марка флюса | Плюсы | Минусы |
|---|---|---|
| Средство ортофосфорной кислоты | Быстро спаивает практически любые материалы. Стоит недорого. | Токсичность. Образование ожогов при попадании на кожу. |
| Бура | Используется для образования сплавов при воздействии высокой температуры. | В результате требуется смывать флюс, иначе он разъест горелку. |
| Паяльный жир | Долго испаряется с поверхности паяльника, что говорит о его экономном использовании. Также практически не оставляет нагара. Дешевый. | Твердая консистенция. Ее сложно наносить, а также убирать, если обнаружены остатки. |
| ЛТИ 120 , ТАГС, ЗИЛ, флюс- гель ТТ , Ф64 | Возможность использования для спаивания различных материалов при разных температурах, стоят недорого. | Активные флюсы, их нужно отмыть после использования. |
| Канифоль | Неактивный флюс. Сплав не смыть после применения. Издает приятный запах во время нагрева. | Выделяется огромное количество дыма, если качество средства достаточно низкое. |
| СКФ 64 | Доступность, популярность, практически полное отсутствие дыма. | Сильно испаряется в процессе нагрева, начинает издавать характерный шипящий звук. |
| Amtech RMA-223 | Удобно наносится, хорошо соединяет материалы, считается неактивным средством – безотмывочным. | Много подделок, из-за использования которых образуется дым. |
| EFD NC-D500 6-412-A Flux- OFF Rexant | Неактивное вещество, не образует дыма, легко поддается пайке. | Высокая цена. |
| Униспа -3 | Раствор ортофосфорной кислоты, имеющий форму пасты , применяемой для нержавеющих сталей. | Стоит довольно дорого, возможны подделки. |
| Флюсы Interflux | Имеет различную текучесть, вязкость, характеристики, что позволяет использовать практически везде. | Высокая стоимость. |
| KINGBO RMA-218 | Хорошее средство, выпускаемое в виде геля или пасты. | Высокая стоимость. |
Таким образом, на основе таблицы можно понять, что средств для организации качественного сплавления материалов достаточно много.
Как пользоваться
Чтобы правильно паять простые соединения, нужно ознакомиться с тем, как нужно пользоваться флюсом. Для этого требуется учесть несколько довольно-таки простых правил, представленных ниже:
- Все инструменты для организации процесса пайки необходимо разложить на столе. К ним относится паяльник, губка, припой, кусачки или пинцет.
- Паяльник рекомендуется аккуратно подключать к электросети для начала работы. В первую очередь, попробовать расплавить припой.
- Если это получилось, то расплавленным припоем нужно покрыть конец жала паяльника, а концы проводов с помощью кусачек освободить от изоляции. Так, например, это могут быть провода от светодиодов.
- Требуется вовремя удалять с помощью губки остатки старого олова, чтобы не вызвать ухудшение процесса или поломку паяльника
- К процессу можно приступать только после того, как будут зажаты пинцетом концы проводов. Тогда обычно приступают к пайке.
По окончании процесса соединения, например, проводов светодиодной ленты, требуется проверить шов на прочность, а затем удалить остатки флюса с помощью смоченного в ацетоне ватного тампона. Хорошим средством станет REXANT FLUX OFF 85-0003. Он в основном используется в качестве очистителя печатных плат, что позволяет устранять остатки флюса после работы.
Важно! Если под рукой нет паяльника, можно воспользоваться феном.
Как сделать флюс своими руками
Дома можно изготовить флюс своими руками. Для этого понадобится:
- Сосуд или другая емкость. Желательно на дне емкости сделать отверстие.
- Жестяной лист. На него будет поставлена емкость. Иногда лист заменяют плитой из металла;
- Тонкие свинцовые или оловянные прутья. Из них, собственно, и будет изготовлен припой.
Последовательность действий приготовления сплава представлена ниже:
- На весах отвешивают требуемое количество прутьев.
- Металл помещают в заранее подготовленную емкость. Ее ставят на огонь для плавления.
- Во время нагрева перемешивают кусочки металла с помощью стержня, выполненного из стали.
- С поверхности, когда она будет расплавлена, снимают тонкую пленку.
- Разливают образовавшийся сплав по специальным формам.
Вне зависимости от изготавливаемого вида флюса (это может быть глицериновый сплав или спирто-канифольный), необходимо по окончании работы протереть пайку тряпочкой. Желательно перед этим ткань смочить в ацетоне. Шов можно очистить с помощью жесткой щетки, покрытой слоем растворителя.
В заключении следует сказать, что пайка по праву считается одним из лучших методов соединения металла. С ее помощью обеспечивается не только прочность шва, но и герметичность. К тому же, сам процесс соединения двух материалов занимает меньше времени, чем, к примеру, сварка.
что это такое, зачем нужен, паста, гель, какой лучше, бура, виды, как сделать в домашних условиях своими руками, безотмывочный, активный – Оборудование для пайки на Svarka.guru
Пайка паяльником, когда с соединяемых поверхностей снимается слой окислов травлёной цинком кислотой. На жало паяльника берётся капля припоя, обмакивается в канифоль, концы деталей лудятся, соединяются. Ещё капля припоя – и через минуту соединение готово и остыло. Но это только малая толика паяльных процессов для домашних мастеров и пайщиков в производственных цехах.
Виды, составляющие

Сбалансированный сплав на основе доминирующего металла для создания неразъёмных соединений металлических деталей методом внесения плавкого соединителя с местным нагревом – это припой.
Способы пайки, ограничения воздействия температуры на детали, механическая прочность соединения, сопротивление влиянию коррозии обусловливают многообразие видов.
Технологические требования к заполнителю:
- Свободная текучесть после прохождения температуры ликвидуса.
- Смачивание поверхностей соединения.
- Механическая устойчивость, ограниченная усадка теплопереносимость, невосприимчивость к внешним воздействиям в твёрдом состоянии, электропроводность.
Мягкие легкоплавкие
Отечественные припои именуются в соответствии с ГОСТ. Маркировка соответствует наименованиям доминирующих химических элементов, определяющих свойства материала. Форма выпуска: проволока, прутки, фольга, порошки, комбинированные пасты, трубки с наполнением из канифоли.
Легкоплавкими припоями считаются сплавы с температурой плавления 60–4500 С. Низкотемпературные оловянно-свинцовые имеют низкую прочность. Применяются для соединения деталей, боящихся перегрева. Распространены составы ПОС.
Дешифровка аббревиатуры: «припой оловянно-свинцовый». Цифровая индикация указывает на процентное содержание олова. Распространённые химические элементы в составе припоев и тинолей помимо свинца: сурьма, медь, висмут, мышьяк, цинк.

Плавкость паяльных составов, область применения:
- Сплав Вуда – 600 С (лужение плат).
- Cплав д’Арсенваля – 790 С (радио аппаратура и электроника).
- Сплав Розе – 950 С – (температурные ограничения).
- ПОСВ 33 – 1300 С – (плавкие вставки предохранителей).
- ПОСК 50 – 1450 С (полупроводники, сплавы меди).
- ПОС 61 – 1900 С (требование повышенной электропроводности).
- ПОС 30 – 2600 С (пайка, лужение стали, меди).
- П 250 – 2800 С (алюминий и сплавы).
Тугоплавкие
Сфера применения – промышленная пайка чугунов, разнородных сталей, медесодержащих сплавов, томпака. Температура плавления в диапазоне 400–8000 С. Составляющие припоев: медь, серебро, никель, магний. Соединения отличаются прочностью.
В сокращении ПМЦ (припой медно-цинковый), цифра указывает на содержание меди. Всего используются 3 марки, утверждённые ГОСТ 1534—42 : ПМЦ-36, ПМЦ-48, ПМЦ-54. Помимо основного компонента присутствует цинк, 5–7% приходится на железо, олово, сурьму. Температура плавления 800–9000 С.
Существуют ограничения применения вследствие выгорания лигатур. Цинк выгорает при переходе из жидкой фазы, что становится причиной пористости. Разрушительные последствия грозят:
- Изделиям, испытывающим внутреннее давление.
- Вибрацию и динамические нагрузки.
В этом случае ведётся пайка рафинированной медью при повышении температуры. Иной путь – использование низкотемпературных оловянистых лигатур, улучшающих жидкотекучесть. Или кремнистых присадок. Кремний препятствует испарению и окислению цинка.

ПМЦ выпускаются прутками, полосами, гранулами. Флюсы для пайки – бура.

ПСр (медно-серебряные) – дорогостоящие тугоплавкие присадки высокой прочности. Уникальность в сохранении гибкости соединения. Разбег рабочих температур между начальным в ряду ПСр-10 и серебряным на 92% ПСр-92 – 720–9500. ПСр 72–92 нашли применение в соединительных операциях на высокочастотных элементах.
Альтернатива серебру — фосфор. Пластичные медно-фосфорые припои при сохранении подобия свойств имеют плюсы:
- Дешевизна.
- Устойчивость к коррозии и агрессивным средам.
- Жидкотекучесть.
- Температура плавления 700–8500.
- Пригодны для соединения разнородных металлов, например, медь со сталью.
Пайка алюминия ведётся в узких температурных рамках под слоем масла, чтобы сдержать окисление, ультразвуковыми паяльниками. Применяются силумин, 34А, П590А, П 575. Легирующие элементы кремний, медь, цинк.
Флюс в припое что это и зачем?
По аналогии со сварочной самозащитной проволокой выпускается офлюсованный припой. Нет нужды разделять операции по очистке обрабатываемой поверхности, улучшении адгезии.
Пример материала для бытового применения – 7-компонентная комбинация HTS2000 производства США для сращения широкого спектра алюминиевых сплавов.
Овальная трубка длиной 460 мм, Ø 2,1 мм плавится без внесения в зону пламени горелки, при касании разогретого металла. Температура плавления прутка 3900 подразумевает раздельное нагревание. Инструкция гласит, что плавление и заполнение шовного пространства происходит при натирании зоны нагрева присадочным прутком.
Для нагруженных швов не применяется. Технология раздельного нагрева усложнена и требует ювелирного владения горелкой. Чтобы не выжечь на протяженном участке ранее наложенный контактный слой, необходимы ухищрения по поддержанию равной температуры зоны обработки.

Поверхность нагрева в этот период беззащитна, окисляется. Присадочный стержень следует за щёткой, сцарапывающей окисную плёнку. Заполнение микропор при температуре, далёкой до разжижения основы безопасно: переход алюминия из твёрдого состояния в текучее трудно определить на глаз.
Отмечена невысокая герметичность за счёт образования пор на поверхности шва. Зато HTS2000 один из недорогих в своей нише. Обеспечивает достойную прочность сопряжения.
На сколько хороши разрекламированные патентованные средства и целесообразность применения, проверяем на форумах по отзывам специалистов.
Припой с флюсом HTS-528 с температурным порогом 7600 по этой же схеме применяется для чёрного металла с чугуном, сплавов меди, никеля. Изготовитель рекомендует ориентироваться по цвету нагретой детали, достигнута ли потребная температура.
Что такое флюс для пайки?
Качество пайки основывается на правильности подбора компонентов флюса и присадки. Функция флюса:
- Создание вокруг припоя, на поверхности металла легкоиспаряемой плёнку, растворяющую окислы в рабочей зоне.
- Создать условия для растекания припоя за счёт снижения поверхностного натяжения.
- Улучшить сцепление с основой, снизить воздействие окружающей среды.
- Испариться на пороге температуры плавления.
Разнообразие предложений с незамысловатыми и сложными составами жидкого вида, порошков и пастообразных делят на два технологически непохожих вида флюсов для пайки: пассивные и активные в химическом отношении. Продаются паяльные пасты, составленные из комбинации флюс-припой, альтернативные трубчатые припои с заполнением внутренней полости флюсом.
Химически активные
Преимущественно это кислотосодержащие реагенты. Оксидные плёнки, жирный налёт устраняются успешно. Но возникает вопрос по нейтрализации активности агрессивных веществ путём промывки: металл и текстолитовые платы разрушаются коррозией.
Доступны и активно используются ортофосфорная, соляная кислоты после протравки, бура, нашатырь. Воздействие паров на органы дыхания токсично, кожные покровы также уязвимы.
Паяльные кислоты применяются в пайке никеля, сталей. Легко удаляют продукты окисления. Требуют нейтрализации слабощелочными растворами с обязательной процедурой окунания в проточную воду. Температуры применения 250–3300 С.
Рабочее помещение при пользовании агрессивными средствами нуждается в вентиляции, минимальная мера – проветривание. Попадание на кожу рук требует смывания с моющими средствами без промедления.
Oрганические
Химически пассивные флюсы снимают жировые плёнки, отчасти нестойкие окислы. Эти органические некорродирующие вещества – защита против окисления. Канифоль сосновая, воск, стеарин и растворы спиртоканифоли не выделяют вредных для здоровья паров. Используются с легкоплавкими припоями в радиотехнике.
Наименования и применение
Канифоль сосновая – самый простой, дешевый и доступный вид флюса с низким током утечки. Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Паяльный жир – существует в двух видах: активный и нейтральный. Применяется для окисленных деталей, состоящих из черного или цветного металла. Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
- Бура – необходима при высокотемпературной пайке высокоулеродитсых металлов: чугуна, меди, стали и т.д.
- ТАГС – флюс на глицериновой основе для радиомонтажа. Из-за остаточного сопротивления нуждается в отмывке спиртом.
- Флюсы ЗИЛ – хорошо подходят спаивания стали, латуни, меди легкоплавкими припоями на основе висмута.
- Ф-38Н ПЭТ – сильно химически активный флюс. Применяется для пайки быстро окисляемых на воздухе металлов при температуре выше 300 градусов. Им паяют нихром, манганин, бронзу. Обязательное применение при его использовании средств индивидуальной защиты. Промывка щелочью так же обязательна
- Активные флюсы ФИМ — пайка окисленного серебра, платины. Требует отмывки водном раствором с содержанием соды. В составе флюса фосфорная кислота.
- ФКДТ и ФКТ ПЭТ – популярный неактивный флюс широкого применения для лужения проводов и медных контактов в РЭА.
- ФТС – бесканифольный пассивный флюс без дыма. Предназначен для пайки радиодеталей.
- Паяльная паста «Тиноль» — специальный химический флюс для пайки SMD радиодеталей термофеном паяльной станции.
- Флюс-гель ТТ – флюс с индикатором химической активности красноватого оттенка для широкого спектра пайки. При воздействии температурой обесцвечивается, указывая на отсутствие активных компонентов. Не требует отмывки.
- СТ-61 – паяльная паста пассивная. А – температура плавления +200 градусов, В – для компьютерных и мобильных радио запчастей, С – канифоль.
Импортные
- IF 8001 Interflux – один из лучших флюсов для бессвинцовой пайки SMD компонентов, в том числе и работы с BGA чипами. Довольно дорогой. Не требует смывания.
- IF 8300 BGA Interflux (30cc) – для пайки корпусов BGA. Представляет собой гель. Без вредного галогена.
- IF 9007 Interflux BGA – паяльная безотмывочная паста для пайки свинцовым припоем. После работы оставляет едва заметный слой флюса с высоким удельным сопротивлением.
- FMKANC32-005 – крем слабоактивированный безотмывочный. Показывает хорошие результаты при пайке BGA чипов и работе с инфракрасными паяльными станциями.
Классификация
Нередко в маркировке импортных флюсов можно встретить маркировочные символы. Рассмотрим ниже их обозначение:
- «R» — канифоль, которая идет либо в чистом виде, либо в виде раствора (спирто-канифоль). Химически пассивный флюс, поэтому перед применением требует ручной зачистки поверхности спаиваемых компонентов от окислов. После окончания работ требует отмывки спиртом или ацетоном.
- «RMA» — флюс на основе канифоли с небольшим добавлением активаторов (органических кислот и их соединениями). При термической обработке кислотосодержащие активаторы испаряются. Для их применения необходима вытяжка. Оптимальная пайка достигается с использованием горячего воздуха.
- «RA» — активированная канифоль. По заверению производителей из-за низкой активности кислот не оказывает коррозийных процессов на место пайки, поэтому не требует отмывки. Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
- «SRA» — кислотные флюсы активного действия для пайки нержавеющей стали, никеля. В электронике практически не используются из-за разрушающего действия кислот. После пайки таким флюсом изделие нуждается в тщательной отмывке спиртом или ацетоном.
Так же нередко к импортным флюсам к названию добавляют надпись «no clean», которая означает, что данный флюс не требует смывки. Такие флюсы нередко применяют при пайке радиокомпонентов, где очистка после пайки деталей затруднена физически. Например, при пайке BGA микросхем.
Для алюминия

Fontargen Fкакие виды бывают, состав и процесс применения
 Процесс пайки заключается в соединении различных металлических деталей методом заполнения пространства между ними расплавленным металлом. Это сопровождается нанесением флюса на сопрягаемые поверхности. Удаление оксидной плёнки, лучшее растекание припоя по поверхности сопрягаемых деталей и более качественное их соединение — вот для чего при пайке нужен вспомогательный материал флюс.
Процесс пайки заключается в соединении различных металлических деталей методом заполнения пространства между ними расплавленным металлом. Это сопровождается нанесением флюса на сопрягаемые поверхности. Удаление оксидной плёнки, лучшее растекание припоя по поверхности сопрягаемых деталей и более качественное их соединение — вот для чего при пайке нужен вспомогательный материал флюс.
Назначение материала
Задача флюсов — подготовить детали к пайке, очистить поверхности от жиров и солей, предохранить припой от окисления в процессе пайки и способствовать его лучшему растеканию по поверхности. Флюс при пайке продлевает срок службы соединений, так как защищает места пайки от окисления и разрушения. Флюс должен характеризоваться невысокой температурой плавления и малым удельным весом. Тогда он успеет растворить окислы, но не проникнет вглубь пайки. Хорошие флюсы не должны испаряться при нагреве и вызывать коррозию. Их можно легко удалять с деталей.

Классификация флюсов
Флюсы различаются по степени их воздействия на обрабатываемые детали. При пайке применяются следующие виды вспомогательных материалов:
Активные флюсы. Эти вспомогательные вещества активно взаимодействуют с соединяемыми металлами. В зависимости от соединяемых материалов и их свойств применяются следующие виды:
 Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.
Содержащие разбавленную соляную кислоту. Используются при пайке цинка и оцинкованных металлов. После пайки детали необходимо очистить, чтобы избежать коррозии. Можно промыть в тёплой воде.- Раствор хлористого цинка (травленая соляная кислота). Используется при спаивании меди, медных сплавов и стали.
- Хлористый цинк-аммоний. Получается при добавлении аммония в раствор хлористого цинка. Аммоний способствует повышению активности вспомогательного материала и понижает его температуру плавления.
Кислотные составы обладают химической активностью. После их применения требуется нейтрализация. Ещё одним свойством этих составов является высокая электропроводность, и поэтому они непригодны для применения в электротехнике.
 Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Бескислотные. Их ещё называют неактивными. Они взаимодействуют только с припоем, а не с соединяемыми деталями. К ним можно отнести канифоль. Это прошедшая специальную обработку смола хвойных деревьев. Имеет вид стекловидных кусков жёлтого цвета, напоминающих янтарь. Содержит малое количество жирных кислот и не разъедает контакты, если не полностью удалена после пайки. Применяется для спаивания меди, серебра, латуни, золота. К неактивным флюсам можно отнести и вещества, изготовленные на основе канифоли с добавлением спирта, глицерина, скипидара.
Антикоррозионные. Применяются для очистки поверхностей соединяемых деталей от коррозии. Впоследствии на деталях должен образовываться защитный слой, препятствующий окислению. В состав этих соединений обязательно входит ортофосфорная кислота.
Защитные. Сюда относятся вещества, предназначенные только для защиты соединения. Это может быть вазелин, воск или минеральные масла. Наносить жидкий флюс можно ватной палочкой или кисточкой. Для удобства можно приобрести «флюс-аппликатор».
Вспомогательные вещества характеризуются разницей в консистенции. Они бывают:
- жидкие;
- твёрдые;
- пастообразные.
Жидкие используются в труднодоступных местах. Пастообразные наиболее удобны в применении. Их легко наносить.
Ещё одним отличительным признаком разных типов флюсов является температура плавления. Низкотемпературные плавятся при температуре меньше 450 °C, а высокотемпературные имеют температуру плавления выше 450 °C.
Требования к вспомогательным материалам
Существуют общие требования, которые относятся ко всем видам вспомогательных веществ. Какими основные свойствами они должны обладать:
 Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.
Текучесть и вязкость состава должны находиться в таком соотношении, чтобы имелась возможность смочить всю обрабатываемую поверхность без растекания за границы обработки.- Флюсы должны реагировать только с окисленными плёнками, а не с соединяемыми деталями и припоем.
- Флюс должен обладать меньшей адгезией, чем припой.
- Вещество не должно испаряться или выгорать.
- Флюс должен легко удаляться после окончания работ.
Как паять флюсом: сначала нужно подготовить детали, потом обработать их материалом, далее разогреть детали до нужной температуры и внести припой в обрабатываемую зону.
Применение для различных металлов
 Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали. Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Ортофосфорная и паяльная кислоты применяются для пайки деталей из нержавеющей и легированной стали. Бура используется при пайке чугуна, драгоценных металлов, никель-кобальтовых сплавов. Часто бура находит применение при ремонте водопроводных систем. Паяльный жир используется при пайке свинцовых муфт к свинцовой оболочке кабеля. Он состоит из канифоли, животного жира и стеарина.
Флюс марки ФППУ25 применяется для лужения и пайки токоведущих частей из меди и её сплавов. Для пайки чёрных металлов используется активный вспомогательный материал хлорид цинка.

Если нет готового флюса под рукой, то можно использовать вместо него раствор таблетки аспирина в одеколоне, фруктовый сок или оливковое масло.
Для создания прочного паяльного соединения необходим хороший паяльник с правильно подобранным жалом, а также припой и флюс, которые подходят для этого типа работ. Только при выполнении этих условий можно обеспечить необходимое качество соединения.
что это такое, его предназначение и разновидности

Во многих отраслях промышленности и в бытовых условиях для соединения металлических деталей и для ремонта любой аппаратуры применяется пайка. Для того чтобы работа была качественной, необходим специальный инструмент и расходные материалы в виде припоя и флюса. И если с инструментами и припоем все относительно понятно, то о флюсе знают немногие. Поэтому перед процессом пайки необходимо разобраться – что такое флюс и зачем он нужен?Флюсы – определение, предназначение
Флюсами являются химические активные вещества, с помощью которых паяемые поверхности очищаются от жировых загрязнений и оксидных пленок. На обработанных флюсом деталях снижается поверхностное натяжение, вследствие чего улучшается растекание припоя. Кроме этого, это химическое вещество способно защитить места соединения от воздействия внешней среды.
Без обработки флюсом припой может не прикрепиться к поверхности обрабатываемых деталей. Поэтому материал следует выбирать тщательно, руководствуясь следующими требованиями:
- Флюс должен иметь температуру плавления меньше, чем у припоя.
- Он не должен химически взаимодействовать с припоем. То есть при расплавлении двух этих материалов должны образовываться два несмешиваемых слоя.
- В газообразном состоянии материал должен способствовать растеканию припоя.
- В жидком состоянии он должен хорошо растекаться, смачивая соединяемые изделия и затекая между ними.
- Материал должен разрушать и удалять с поверхностей образующиеся на них неметаллические пленки.
- Он должен быть минимально активным или химически инертным по отношению к паяемым сплавам и металлам.
Какими бывают флюсы для пайки
Чаще всего материал для пайки готовят из 10 грамм хлорида аммония и 30 грамм хлорида цинка, растворяя их в 60 миллилитрах воды.
Также используется «паяльная кислота» или «паяльная жидкость». Их можно приготовить из консервированной соляной кислоты и металлического цинка:
 кислоту налить в фарфоровую или стеклянную посуду и порциями добавить цинк;
кислоту налить в фарфоровую или стеклянную посуду и порциями добавить цинк;- в результате растворения цинка в кислоте должен начать выделяться кислород и образоваться хлорид цинка;
- после того как выделение кислорода замедлится, емкость следует поставить в теплую воду;
- по окончании реакции жидкость сливается и остается только нерастворившийся цинк, к которому нужно добавить нашатырь (2 грамма аммония на 3 грамма металлического цинка).
Жидкость можно не сливать, а выпарить досуха. Затем непосредственно перед пайкой полученная смесь растворяется в воде (1:2).
Однако приготовленные таким образом флюсы подходят не для всех металлов. По степени эффективности они подразделяются на три группы:
Защитные или некоррозиные материалы из-за своей слабой активности не способны очистить поверхность большинства металлов от коррозийной пленки. Главным образом они используются для соединения меди, ее сплавов и покрытых кадмием, оловом или серебром стальных изделий. При этом припои должны быть только легкоплавкими. К защитным флюсам относится канифоль и ее различные растворы, вазелин, стеарин, воск, древесные смолы.
Слабокоррозийные вещества по сравнению с некоррозийными более активны. Чаще всего это растворенные в спирте, воде или производных органических кислотах минеральные масла, животные жиры, органические кислоты (щавелевая, бензольная, стеариновая, олеиновая, лимонная, молочная и т. д.). Для того чтобы ослабить коррозийное действие таких веществ, к ним добавляется канифоль или другие вещества, которые не вызывают коррозии. Применяются слабокоррозийные вещества при пайке только с легкоплавкими припоями, так как они легко разлагаются, сгорают и испаряются.
Коррозийные флюсы для пайки состоят из фторидов и хлоридов металла, неорганических кислот. Они способны разрушать любые стойкие пленки цветных и черных металлов, поэтому эффективны при пайке любым способом. Применяются коррозийные материалы в виде водных растворов в пастообразном и твердом состоянии.
Флюсы для различных металлов
Материалы для пайки алюминия

Соединить алюминиевые изделия с помощью пайки в обычных условиях удается с трудом, так как оксидная пленка на его поверхности образуется мгновенно. Поэтому расплавленной канифолью его следует заливать сразу после зачистки.Для пайки алюминия необходим мощный паяльник, а также специальный припой и флюс.
В большинстве случаев соединения алюминиевых деталей производится оловянно-свинцовыми и многокомпонентными припоями, в состав которых входит висмут, кадмий, цинк и другие материалы. Применяться они могут и к сплавам алюминия. Такие припои способствуют долговечному и отличному соединению алюминиевых изделий.
Для пайки алюминия чаще всего выбирается концентрированная ортофосфорная кислота или «бинарный» флюс. Безотмывочный материал на деталь необходимо наносить тонким слоем до тех пор, пока поверхность не побелеет.
Также использовать можно активный безотмывочный флюс, после применения которого промывка поверхностей не требуется. С его помощью можно производить пайку меди и нержавеющей стали.
Чем очистить нержавеющую сталь
Для нержавейки в большинстве случае применяется ортофосфорная кислота. Это вещество неорганического происхождения средней силы представляет собой гигроскопические бесцветные кристаллы. Доведенная до 213С, она превращается в пирофосфорную кислоту.
Как правило, для нержавеющей стали применяется флюс в виде 85% водного раствора фосфорной кислоты. Однако использовать можно и другие растворители, например, этанол.
Кислота на поверхность стали наносится тонким слоем, очищая тем самым ее от загрязнений и ржавчины и образовывая защитную от коррозии пленку.
Флюс для латуни
Такой материал требует специального флюса. Однако использовать можно и универсальный, который подходит для пайки оцинкованного железа, алюминия, меди, коррозийно-стойких сплавов, бронзы.
Перед употреблением специальный для латуни флюс необходимо взболтать. С его помощью получится прочное соединение и образуется антикоррозийное покрытие.
Материал для обработки серебра

Для пайки серебра выбор рекомендуется остановить на специализированном флюсе. Этот материал обезвредит зону пайки и предотвратит появление оксидной пленки. Перед его применением поверхность серебряных изделий надо немного подогреть с помощью газовой горелки.Диапазон рабочей температуры флюса для серебра – 520-820С. Благодаря ему достигается отличное крепкое соединение серебряных деталей.
Флюс для черных металлов
Для пайки черных металлов используется хлорид цинка, который является активным флюсом. Кроме него, можно выбрать материалы малой или средней активности, например, хлорид аммония. Подобный флюс также применяется для эмалированных металлических ванн.
Активный флюс может быть в виде раствора, порошка или пасты. Наиболее востребована паяльная паста. Достойная альтернатива ей – трубка припоя, которая имеет в своем составе флюс-наполнитель.
Флюсы для обработки микросхем
Раньше для пайки плат и других различных деталей использовалась только канифоль, которая относится к активным флюсам. Однако спиртовой канифольный раствор для ремонта микросхем применять не рекомендуется, так как он имеет несколько существенных недостатков:
- При высоких температурах канифоль удаляет не только окись металла, но и сам металл.
- Большой проблемой становится очистка пайки после применения канифоли. Ее остатки смываются только растворителями или спиртом. Оставлять же излишки флюса на плате нельзя, так как возможны вызванные загрязнениями различные замыкания.
Но выход для радиолюбителей есть. Современные рынки материалов предлагают большой выбор разных флюсов, с помощью которых обеспечивается высокое качество пайки, не разрушается жало паяльника и которые легко смываются водой. Продаются такие материалы чаще всего в удобных для их применения упаковках — шприцах.
В некоторых случаях вместо канифоли можно использовать ее заменители:
 Смолу ели или сосны можно приготовить самому. Для этого собранную с деревьев смолу следует растопить в жестяной банке и разлить по небольшим коробочкам. Огонь, на котором будет топиться смола, должен быть слабым, иначе она может воспламениться.
Смолу ели или сосны можно приготовить самому. Для этого собранную с деревьев смолу следует растопить в жестяной банке и разлить по небольшим коробочкам. Огонь, на котором будет топиться смола, должен быть слабым, иначе она может воспламениться.- Таблетку аспирина тоже можно использовать вместо канифоли. При плавлении аспирин издает неприятный запах, что является его существенным недостатком.
- Канифольный лак продается в хозяйственных магазинах и применяется вместо канифоли в спирте. Кроме этого, его можно использовать для антикоррозийного покрытия металлов.
После использования флюса готовую пайку следует обязательно прочистить смоченной в растворителе жесткой кисточкой или щеточкой, а также протереть смоченной в спирте-ректификате тряпочкой.
Сейчас выпускаются флюсы, которые не содержат вызывающих коррозию и окисление компонентов и не проводят электрический ток. Поэтому после их применения плату промывать необязательно. Нужно только удалять излишки.
Для того чтобы жидкий флюс нанести на плату, можно воспользоваться ватной палочкой, кисточкой или специальным удобным «флюсапликатором». Стоит такое приспособление достаточно дорого, поэтому дешевле сделать его самому:
- одноразовый медицинский шприц разрезать на две части;
- в резиновую трубку с внутренним диаметром в 5-6 миллиметров вставить разрезанные части шприца;
- иголку укоротить и слегка изогнуть.
«Флюсоапликатор» готов, теперь им можно обрабатывать плату. Для этого нужно слегка нажать на шланг и выдавить капельку флюса. Чтобы иголка не засыхала, в нее нужно вставить кусочек проволоки.
Флюсы в виде пасты или геля наносить на соединяемые детали можно одноразовым шприцем с толстой иглой.
Разобравшись, что такое флюс, и начав применять его для припоя металлических деталей, важно делать это в соответствии с техникой безопасности. Во время работ с химически активными веществами помещение нужно обязательно проветривать, а саму пайку производить в очках и защитных перчатках.
Оцените статью: Поделитесь с друзьями!Правильная пайка паяльником и феном с нуля для начинающих
Рубрика: Все про пайку Опубликовано 02.09.2019 · Комментарии: 0 · На чтение: 16 мин · Просмотры:Post Views: 10 008
Хорошая пайка – это залог качественного и долговечного контакта деталей друг с другом. Нужно научиться понимать теорию, долго и упорно заниматься практикой. У радиолюбителей и электронщиков в процессе работ вырабатывается свой стиль пайки, методы и решение проблем.
 В этой статье обзор методов пайки, анализ ошибок и на что следует обратить внимание начинающим.
В этой статье обзор методов пайки, анализ ошибок и на что следует обратить внимание начинающим.
Пайка состоит из трех основных компонентов:
- Припой – это материал для пайки. Именно он соединяет детали и поверхности друг с другом;
- Флюс (канифоль) смачивает припой, помогает убрать оксидную пленку с места паяльных работ и улучшает текучесть припоя;
- Паяльник – основной инструмент для паяльных работ. Рабочая поверхность это жало, на котором припой плавится до жидкого состояния.
Тонкости хорошей пайки
Чтобы припаять деталь к плате, нужно:
1) Нанести флюс на поверхность пайки;
2) Залудить их припоем;
3) Снова нанести флюс на контакты;
4) Запаять зазор между контактами.
Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим. Это критические значения для микросхем и плат.

Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Что нужно для надежного контакта
Основные критерии:
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты. Низкокачественный флюс быстро вскипает и растекается по плате.
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины.
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться.
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты.
- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки.
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
С чего начать
Для начала, необходимо определиться с какой целью нужна пайка. Для радиолюбительства это начальный уровень, для пайки проводки и простого уровня нужны более профессиональные инструменты. А для ремонта и пайки SMD, BGA микросхем придется выучить все азы пайки и приобрести специальные инструменты и расходники.
Правильный выбор набора для пайки
Припои бывают разных типов и диаметров.
Большой диаметр припоя удобен по время пайки проводов, а мелкие для точечной пайки SMD компонентов, или разъемов. Так же припои бывают с канифолью или без. С канифолью припой очень удобен. Его проще всего брать на жало паяльника.
Набор для начинающих
Для радиолюбителей магазины продают сразу все в одной пачке. Такие наборы дешевле всего, так как по отдельности все будет стоить дороже. Например, есть наборы с паяльником и жалами, а также пинцетами.

Паяльник или станция
Для пайки радиоконструкторов и проводов достаточно паяльника, а для более продвинутой пайки уже понадобится станция. Паяльная станция обладает в свое составе как правило и феном. С помощью фена можно паять SMD компоненты, и получится лучше прогревать плату.

Лучше всего начать с паяльника и выбрать тот, у которого доступна регулировка температуры и смена жал.
Жала паяльника
Существует арсенал жал для паяльников. Конус, плоское, топорик, волна и т.п. Они все могут быть различной площади и формы.

Выбор паяльного жала
Для начинающих отлично подойдет мини волна. Такое жало проще всего лудится, и способно на большой спектр задач.
Особенности применения
Для пайки проводов это массивные жала, а для планарных контактов это, как правило, конусные и изогнутые жала. Например, чтобы опаять шлейф от платы, лучше всех подойдет топорик. Этот тип обладает широкой рабочей поверхностью, которая позволяет массивно прогреть большую поверхность платы.
Вечные жала и правила их использования
Главное правило использование вечных жал — всегда на жале должен быть припой или флюс. Если игнорировать это правило, на жале начнут появляться черные точки, которые со временем перейдут на всю поверхность.
Это слой нагара, который образуется при окислении воздуха на рабочей поверхности. Припой или флюс выполняют защитную функцию, и во время работы паяльника окисляются они, а не жало паяльника.
Почему паяльник начал плохо паять
Если паяльник плавит припой, однако не берет его на свою рабочую поверхность, то его нужно залудить. Он сильно окислен, но его не стоит выкидывать.
Подготовка к работе
После включения паяльника в сеть, нужно дождаться его нагрева. Вся подготовка сводится к чистке нагара с рабочей поверхности и нанесения припоя. При работе с жалами нельзя использовать режущие инструменты. Нельзя удалять нагар с паяльника лезвиями или другими острыми предметами.
Лужение паяльника
Лужение паяльника происходит поэтапно:
- Разогретое жало нужно почистить. С помощью мокрой губки или медной стружки.
- На чистую поверхность наносился припой.
Черная поверхность жала удаляется с помощью долгого залуживания. Делается это с помощью комка припоя и флюса. Жало топится в припое до тех пор, пока оно не будет чистым. Периодически оно должно обмокать в припое. И затем снова чиститься с помощью губки. В этом случае лучше всего использовать медную стружку, она удаляет окислы и нагар намного лучше. Мокрая губка только удаляет припой, но не нагар. Если вышеперечисленные методы не помогают, то придется использовать активатор жал или паяльную кислоту.
Сопла фена
У паяльного фена тоже существую свои насадки. Они бывают разного диаметра, формы и крепления. Все зависит от того, какие работы проводятся.

Выбор паяльного флюса
Паяльные работы обладают большим спектром. И для разных задач нужны свои материалы. Например, для пайки проводов ни что не сравниться с обычной канифолью. Канифоль дешевая, практичная и удобная в работе. А для микросхем нужен иной подход. Пастообразный флюс и шприц для точечной дозировки флюса к SMD компонентам.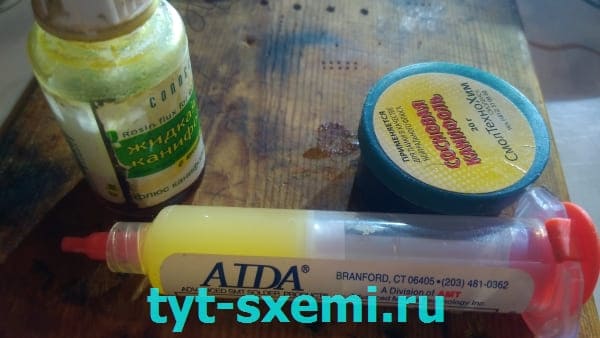
Чем отмывается флюс после пайки
С помощью бензина «Калоша» или спирта.
Инструментов и расходники для чистки:
- Вата;
- Ватные диски;
- Палочки из ваты;
- Зубная щетка.
Рабочее место и дополнительные инструменты
Для рабочего места подойдет деревянный стол. Если не хочется портить поверхность стола, то можно воспользоваться деревянной дощечкой. Дерево мало впитывает тепло и не действует как радиатор. А если нет такой дощечки, то можно приобрести силиконовый термостойкий коврик. В таком коврике есть удобная площадка для разборки электроники, различные карманы и места для инструментов. Коврик можно чистить обычным спиртом после работы, если остались какие-либо пятна или следы припоя.
Пинцеты и лопатки
С помощью пинцетов можно двигать детали при пайке, позиционировать и устанавливать детали. Они также изготавливаются из разных материалов, бывают угловыми, прямыми, с фиксацией и т.п.

Оптика и микроскопы
Лупы не очень удобны, поэтому намного удобнее и практичнее использовать микроскопы. Лучше всего начать с бюджетного варианта. Например, простой USB микроскоп позволит оценить результат пайки на экране компьютера.

Конечно, частота кадров не позволяет нормально работать под ним, но он позволяет без вреда для зрения рассматривать мелкие детали платы.

Вентиляция помещения и правила безопасности
Помещение должно быть с хорошей вентиляцией. При паяльных работах нужно держать дистанцию, и не приближаться близко, чтобы припой не попал на лицо. После паяльных работ обязательно проветрить помещение, и помыть руки и лицо с мылом. Нельзя употреблять пищу при пайке, ибо на слизистых поверхностях остаются осадки от дыма.
Простая пайка проводов
Первый пример это припаивание проводов.
Что потребуется
Для снятия изоляции с проводов понадобится стриппер.
С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.
Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.
Жидкая канифоль лучше всего обволакивает жилки проводов. Она дешевая, практичная и удобная.
Какое жало лучше выбрать
Для проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало.
Пошаговый процесс
Стриппером снимаем изоляцию, скручиваем провода.
Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.
Несколькими движениями вперед и назад лудим скрученные провода. Если припой образовался в комочки, то добавляем ждем остывания место пайки, чтобы не повредить кисточку. Добавляем еще флюс и снова проводим по месту пайки паяльником. Припоя не должно быть много или мало.
Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их.
Ремонт наушников
Основная проблема при ремонте наушников это стойкая изоляция проводов.
Особенности залуживания проводов
Чтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки.
Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.
Лужение эмалированной проволоки
Эмалированная медная проволока теплоемкая и трудно поддается лужению.
Но ее можно легко залудить с помощью обычной канифоли. Достаточно наждачной бумаги.
Удаляем эмалированное покрытие с помощью наждачки, наносим канифоль и проволока успешно задужена и готовка к пайке.
Пайка светодиодной ленты
Светодиодная лента так же теплоемкая, как и толстый провод. Она имеет в своем составе медную подложку, которая забирает тепло при нагреве.
Залуживаем контакты с помощью канифоли. Используем мини волну и совсем немного припоя. На месте пайки должно быть немного припоя.
Далее, берем паяльник от себя ручкой, прислоняем провод к контакту и сверху жалом паяльника. Пайка должна длиться не дольше секунды, пока есть флюс. Это связано с тем, что медная подложка быстро забирает тепло, а сгорающий флюс уже не в состоянии собрать припой в единое целое. Поэтому, если паяльные работы будут длиться больше секунды, то на ленте будут комочки припоя с признаками холодного контакта. Если такое произошло, снова наносим флюс и одним касанием исправляем плохую пайку.
Канифоль (флюс) чиститься с ленты при помощи спирта (или бензина) и ватного диска.
Лужение самодельной платы
Радиолюбители часто сталкиваются с тем, что изготовленная плата с помощью ЛУТ плохо поддается лужению. Для хорошего лужения платы достаточно удалить окислы на медных дорожках при помощи наждачной бумаги. Важно использовать только самую мягкую и бархатную бумагу, чтобы не повредить дорожки. После этого дорожки хорошо паяются обычной канифолью.
Как выпаять микросхему
Следующий уровень мастерства — это пайка микросхем. Разбор примера пайки феном.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура. Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C. На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур. 400 °C и микросхема начинает зажариваться.
400 °C и микросхема начинает зажариваться.
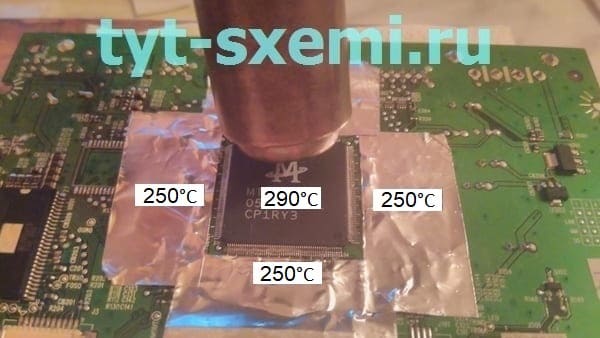
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Такой метод пайки очень опасен и не эффективен.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
- Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Как правильно паять феном
Нужно закрыть все мелкие и уязвимые к перегреву компоненты защитой.
В данном случае используется алюминиевый скотч. Он хорошо защищает компоненты от температуры, плотно держит компоненты платы. Однако, прибавляет теплоёмкость к месту пайки. Термоскотч также хорошо защищает, только хуже держится на плате.

Плату размещается на таком материале, который наименее теплоёмкий и медленно отдает температуру в окружающую среду. Можно использовать, например, деревянную дощечку. И при этом, место пайки не должно находиться под наклоном.

Лучше всего нанести на контакты флюс. Он хорошо распространяет тепло, по сравнению с нагреваемым воздухом, однако не следует его добавлять слишком много. Он может вскипеть, зашипеть или помешать пайке.
Первым делом прогревается место пайки. Фен выставляется около 100 °C и максимальным потоком воздуха.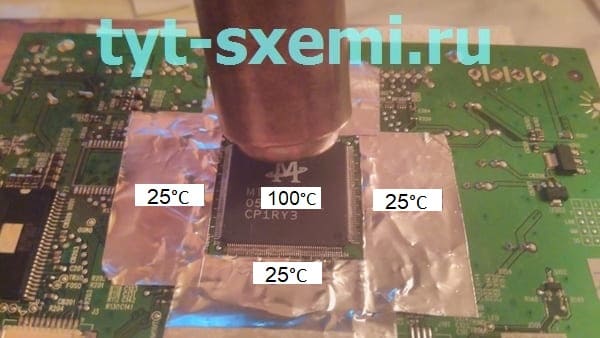
Нужно прогреть как саму деталь, так и окружающее место пайки с контактами круговыми движениями.
Далее, спустя около минуты следует плавно повысить нагрев.
Разница с контактами будет небольшая. Таким образом, в течение нескольких минут, повышаем до 300 °C.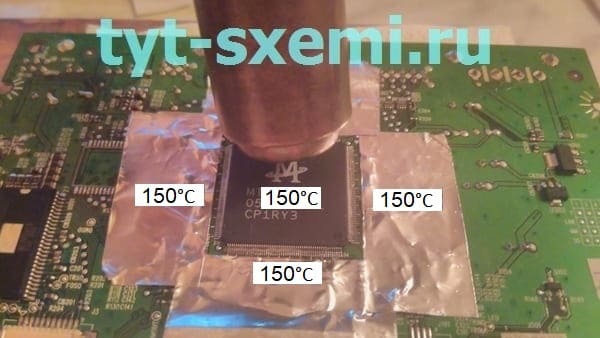
Шаг около 20 — 30 °C на каждые десятки секунд.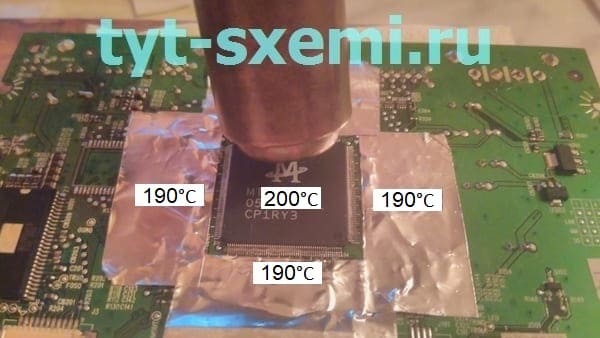
Как понять, что деталь уже выпаивается
На контактах появляется блик. С помощью пинцета следует аккуратно подтолкнуть микросхему. Если она двигается легко и плавно из стороны в сторону, то ее уже можно снимать, если нет – греем дальше.
Эту технику необходимо индивидуально подстраивать под каждую пайку и паяльную станцию. Например иногда придется дольше греть плату, а в порой и около 240 °C хватит. Метод паяльных работ зависит от случая.

Сплав Розе
Чтобы уменьшить риск перегрева, можно использовать сплав Розе. Он поможет снизить нагрев до 120 °C. Таким способом можно выпаять деталь из опасных и чувствительных участков.
Достаточно добавить пару гранул припоя и немного флюса.
После лужения контактов, деталь легко выпаивается. Нужно аккуратно выпаивать контакты, они могут легко повредиться из-за резкого движения.
Flux | Что такое Flux
«Что такое поток? Для чего это нужно и зачем нам его больше? » Это вопросы, над которыми размышляют инженеры, техники и, что предсказуемо, сотрудники вашего отдела закупок. Флюс играет решающую роль в процессе пайки. Ваш процесс может быть частью изготовления или производства. Возможно, вы занимаетесь пайкой для ремонта или для хобби. От радиаторов до батарей, от моделей до старинных автомобилей — пайка позволяет соединять металл с металлом при более низких температурах, чем пайка или сварка.Независимо от конечного применения, одно остается верным: для пайки нужен флюс. Он отлично справляется с несколькими задачами и выполняет множество ролей.
Назначение флюса можно разделить на несколько частей. Во-первых, он должен эффективно растекаться по металлу , подлежащему пайке. Он должен очищать металлическую поверхность, а поддерживать чистоту , пока расплавленный припой не достигнет ее. Наконец, он должен способствовать растеканию припоя по поверхности металла. Эффективные составы флюсов созданы для всего этого.Короче говоря, флюсы обычно представляют собой водные растворы, содержащие растворитель, пакет активатора и смачивающий агент. Если коротко…
Хороший флюс растекается по поверхности металла
Флюс, который правильно растекается по поверхности, будет выглядеть более плоско и покрывать большую площадь поверхности. Это называется смачиванием поверхности. Флюс, который не смачивается на поверхности, останется там, где вы его положите, и не очистит другие участки. То, что во флюсе позволяет ему эффективно распределяться, называется смачивающим агентом .Смачивающий агент также известен как поверхностно-активное вещество. Хороший смачивающий агент делает флюс более эффективным. В итоге вы используете меньше флюса для пайки участка, чем если бы не было смачивающего агента. Меньший поток означает снижение затрат, и это должно сделать всех счастливее. В качестве альтернативы чрезмерное нанесение флюса может привести к плохому контролю условий пайки, поскольку объем флюса будет варьироваться от детали к детали. Тяжелые аппликации обычно необходимы только тогда, когда состав флюса не был правильно составлен для эффективного смачивания поверхности.
Хороший флюс очищает поверхность металла
Сплавы припоя могут быть особенными. Они не будут прилипать к металлической поверхности, покрытой окислами, маслом или грязью. Это основная причина того, что большинство флюсов имеют кислую природу. Специальные химические вещества, которые выполняют окончательную очистку поверхности перед пайкой, составляют активатор флюса . Сначала масла на поверхности проникают и эмульгируются смачивающим агентом. Затем он попадает под любую грязь или другой посторонний материал, чтобы помочь его поднять.Другими словами, это означает, что смачивающее средство смешивается с маслами, чтобы их было легче удалить, подобно тому, как моющее средство облегчает удаление жирных продуктов и масел с грязной сковороды. Наконец, кислота удаляет оксиды, превращая их в растворимые соли металлов. Любые растворенные оксиды и грязь удаляются флюсом, чтобы освободить место для расплавленного припоя. Это оставляет чистую металлическую поверхность, к которой может приклеиваться припой.
Хороший флюс сохраняет поверхность металла чистой и свободной от окислов
Очень важно предотвратить повторное окисление очищенной поверхности до того, как припой потечет.Флюс и его пакет активатора очень усердно работали, чтобы сделать прозрачную поверхность для пайки. Но кислород в воздухе, которым мы дышим, хочет создать красивый оксидный слой по всему металлу. Способ действия пакета активатора зависит от формулы. Некоторые из них имеют неорганическую природу, другие — на основе канифоли, а третьи все еще являются органическими. Они работают, чтобы оставаться активными на протяжении всего процесса нагрева и содержать металл в чистоте. В большинстве случаев активатор будет оставлять остатки после пайки.Опять же, в зависимости от состава, этот остаток можно либо оставить, либо смыть после завершения пайки.
Хороший флюс помогает припаять все
.| Припой 60/40 | Припой, состоящий из 60% олова и 40% свинца. 60/40 — наиболее часто используемый тип припоя для ручной пайки. |
| 63/37 припой | Припой, состоящий из 63% олова и 37% свинца. Припой 63/37 также известен как эвтектический припой и часто является предпочтительным, поскольку при расплавлении он непосредственно переходит из твердого состояния в жидкое. |
| активность | Мера очищающей способности флюса. Чем активнее флюс, тем эффективнее он очищает. |
| сплав | Металл, состоящий из двух или более материалов. Одним из этих материалов должен быть металл. |
| сурьма | Хрупкий серебристо-белый металл, используемый в качестве альтернативы олову в припоях.Сурьма дешевле олова, но ее смачивающая способность хуже. |
| недрагоценный металл | Первичный металл, используемый в сплаве. Олово обычно используется в качестве основного металла для пайки сплавов. |
| висмут | Белый, хрупкий металл с розоватым оттенком, который используется в припоях для повышения смачиваемости припоя и снижения его температуры плавления. |
| латунь | Сплав меди и цинка. Латунь сложно паять. |
| токопроводящий | Способность материала действовать как путь для движения электричества. |
| медь | Красноватый металл, очень пластичный, термически и электропроводный, устойчивый к коррозии.Медь часто используется в сплавах для пайки. |
| диаметр | Расстояние от одного края круга до противоположного края, проходящего через центр. Диаметр — это фактор при выборе припоя. |
| одноразовая паяльная паста | Тип припоя, который используется с паяльниками со специально разработанными наконечниками для распределения припоя.Одноразовая паяльная паста наносится на компоненты в очень небольших количествах. |
| пластичный | Можно вытягивать, растягивать или формировать без разрушения. |
| припой эвтектический | Припой, состоящий из 63% олова и 37% свинца. Эвтектический припой, также известный как припой 63/37, часто является предпочтительным, поскольку при расплавлении он непосредственно переходит из твердого состояния в жидкое. |
| флюс | Вещество, облегчающее пайку, пайку и сварку путем химической очистки соединяемых металлов. Общие разновидности флюса включают водорастворимый флюс и флюс на основе канифоли. |
| припой для сердечника из флюса | Тип припоя, который изготавливается с флюсом в центре.В процессе пайки флюс очищает поверхности компонентов по мере плавления припоя. |
| индий | Серебристо-серый, мягкий и пластичный металл, который можно использовать в припоях для снижения температуры плавления припоя. Индий имеет низкую прочность и стоит дорого. |
| неорганическое | Материал, не содержащий углерода, полученный из неживых веществ, например минералов.Неорганические водорастворимые флюсы в основном используются с материалами, которые трудно паять. |
| стык | Точка, в которой два металла соединяются горячим жидким припоем. Затем припой остывает и затвердевает, образуя готовое соединение. |
| свинец | Тяжелый серый металл, очень мягкий и пластичный, плохо проводящий электричество.Свинец часто используется в сплавах для пайки, хотя он представляет определенную опасность для здоровья. |
| бессвинцовый припой | Припой, содержащий менее 0,2% свинца. Использование бессвинцового припоя становится все более распространенным из-за опасности для здоровья длительного воздействия свинца. |
| точка плавления | Температура, при которой твердое вещество становится жидкостью.Температура плавления припоя является важным фактором при выборе припоя. |
| никель | Серебристо-белый металл, довольно твердый и ковкий, со свойствами, подобными железу и стали. Никель трудно паять. |
| флюс без очистки | Тип флюса, не требующий очистки после пайки.Однако он менее активен, чем другие типы флюсов, и его следует использовать только с материалами, которые легко припаять. |
| органические | Материал, содержащий углерод и полученный из живых организмов. Органические водорастворимые флюсы обладают высокой активностью. |
| окисление | Химическая реакция материала с кислородом.Окисление вызывает образование ржавчины и потускнения на металлических поверхностях и препятствует склеиванию припоя. |
| таблица Менделеева | Таблица, содержащая все элементы, упорядоченные в соответствии с их атомными номерами. Вертикальные столбцы в таблице содержат элементы с похожими свойствами. |
| пластиковая фаза | Стадия, на которой расплавленный припой не является ни жидким, ни твердым, а имеет пастообразную консистенцию.Во время пластической фазы стык должен оставаться неподвижным, чтобы избежать дефектов. |
| паяльная паста для печати | Тип припоя, который наносится на компоненты через экран или трафарет. Паяльные пасты с возможностью печати используются для нанесения большего количества припоя за меньшее время, чем с одноразовыми паяльными пастами. |
| недвижимость | Характеристики материала, отличающие его от других материалов.Температура плавления материала является примером свойства. |
| остаток | Вещество, оставленное или оставленное на хранение. Остатки флюса часто необходимо удалять с компонентов, поскольку они могут вызывать коррозию. |
| флюс на канифольной основе | Тип флюса, изготовленный из очищенного соснового сока и доступный с тремя уровнями активности.Флюсы на основе канифоли имеют более низкую активность, чем водорастворимые флюсы. |
| SAC | Тип бессвинцового припоя из олова, серебра и меди. SAC часто предпочтительнее из-за его низкой температуры плавления. |
| серебро | Мягкий металл с самой высокой электропроводностью среди всех металлов.Серебро используется в сплавах для пайки и создает прочные соединения. |
| SnCu | Тип бессвинцового припоя из олова и меди. SnCu — широко используемый тип бессвинцового припоя. |
| припой | Металлический сплав с температурой плавления или диапазоном плавления ниже 840 ° F (450 ° C), который плавится для соединения металлических поверхностей. |
| паяльная паста | Порошковый припой, сформированный в виде небольших сфер и покрытых слоем флюса. Паяльная паста доступна как в одноразовой, так и в печатной формах. |
| проволока для припоя | Форма припоя, которая чаще всего продается в катушках весом в один фунт.Проволочный припой — это наиболее распространенный вид припоя, используемый для ручной пайки. |
| пайка | Процесс плавления присадочного металла при температуре ниже 840 ° F (450 ° C) с образованием соединения между двумя основными металлами. Пайка часто используется для деликатных проектов, таких как ювелирные изделия и электроника. |
| нержавеющая сталь | Легированная сталь, стойкая к коррозии.Нержавеющую сталь трудно паять. |
| банка | Серебристо-белый металл, очень мягкий и малопрочный. Олово обычно используется в качестве основного металла в припоях. |
| оловянный вредитель | Явление, возникающее в чистом олове, при котором кристаллическая структура металла меняет форму, в результате чего олово становится хрупким.Сурьма часто используется в припоях, чтобы избежать вредителей олова. |
| оловянные усы | Состояние, при котором в кристаллической структуре олова появляются крошечные волоскоподобные выступы. Усы олова могут вызвать короткое замыкание или другое повреждение электронных компонентов. |
| флюс водорастворимый | Тип флюса, оставляющий остатки, которые можно удалить водой, а не чистящим растворителем.Водорастворимые флюсы обладают более высокой активностью, чем флюсы на канифольной основе. |
| смачивание | Контакт между жидкостью и поверхностью. Жидкость с хорошей смачивающей способностью будет растекаться по большей площади. |
методов пайки алюминия | Superior Flux & Mfg. Co.
На этот раз это статья, опубликованная в майском выпуске журнала Welding Journal за 2018 год и озаглавленная «Методы пайки алюминия». Спасибо Уильяму «Биллу» Эйвери, эксперту по соединению металлов в Superior Flux, и доктору Иегуде Баскину, президенту Superior Flux, за еще одну хорошо написанную и информативную статью.
Мы даже не можем сосчитать, сколько раз люди говорили нам: «Я не знал, что вы можете паять алюминий!» Если это похоже на вас или у вас есть вопросы о пайке алюминия, сделайте себе одолжение и прочтите статью «Методы пайки алюминия».Вы узнаете, что можно паять алюминий . Конечно, это будет не так просто, как паять, скажем, медь или даже сталь. Но, если вы ознакомитесь с ключевыми моментами пайки алюминия, изложенными в статье, то вы узнаете, как эффективно паять алюминий.
И нет лучшего времени, чем сейчас, чтобы научиться паять алюминий. Все больше и больше компаний исследуют пайку алюминия в самых разных областях, от автомобилей, электроники, радиаторов, систем отопления, вентиляции и кондиционирования воздуха и др.Алюминий легче и дешевле, чем медь, и во многих случаях он достаточно теплопроводен, как термически, так и электрически, чтобы позволить медь работать за свои деньги. А пайка алюминия с его высокими температурами не так проста, как пайка алюминия.
Самое лучшее во всем этом то, что мы видим только начало восходящей звезды пайки алюминия.
Итак, вот что в статье «Методы пайки алюминия» описывается как некоторые из ключей к пайке алюминия.
Правильный флюс: Вам нужен флюс для пайки алюминия — флюс, специально разработанный для пайки алюминия. Тот факт, что флюс достаточно силен для пайки сплава, такого как нержавеющая сталь, не означает, что он будет работать с алюминием. Superior Flux предлагает самый широкий спектр флюсов для пайки алюминия на рынке, включая флюсы в форме геля, пасты, жидкости и паяльной пасты.
Правильный припой: Ваша цель при пайке — создать интерметаллическое соединение с алюминием.Определенные комбинации присадочных сплавов, такие как олово-цинк, олово-серебро, SN100C ™ и ALUSAC-35 ™, лучше подходят для создания этой специальной связи. Без интерметаллической связи вы можете получить что-то похожее на сустав, но без каких-либо «зубов». В ходе нового захватывающего исследования мы определили, что ALUSAC-35 ™ компании Nihon Superior, возможно, является единственным припоем на рынке, который может эффективно паять алюминий и затем проходить испытания солевым распылением. И имейте в виду, что припой бывает разных форм: проволока, фольга, преформы, а также смешанный со специально разработанными флюсами, такими как
.