Как работает индукционная печь для плавки стали. Какие преимущества дает использование индукционных печей в металлургии. Для каких целей применяются индукционные печи в сталелитейном производстве.
Принцип работы индукционной печи для плавки стали
Индукционная печь представляет собой устройство для плавки металлов, работающее на основе явления электромагнитной индукции. Основными элементами конструкции являются:
- Индуктор — медная катушка, создающая переменное магнитное поле
- Тигель — емкость для размещения расплавляемого металла
- Футеровка — огнеупорная внутренняя облицовка тигля
- Источник питания — преобразователь частоты
- Система охлаждения
Как происходит нагрев и плавление стали в индукционной печи? При подаче переменного тока на индуктор возникает мощное электромагнитное поле. Оно индуцирует вихревые токи в металлической шихте, загруженной в тигель. За счет этих токов происходит быстрый нагрев и расплавление металла.

Преимущества индукционных печей для выплавки стали
Использование индукционного нагрева при плавке стали дает ряд существенных преимуществ по сравнению с другими видами печей:
- Высокая скорость нагрева и плавления металла
- Точный контроль температуры расплава
- Интенсивное перемешивание расплава электромагнитными силами
- Низкий угар легирующих элементов
- Возможность создания любой атмосферы в печи
- Экологичность процесса плавки
- Высокий КПД (до 97%)
Какие еще плюсы дает применение индукционных печей в сталелитейном производстве? Как это влияет на качество получаемой стали и эффективность процесса?
Области применения индукционных печей в металлургии стали
Индукционные печи нашли широкое применение на различных этапах производства стали и стальных изделий:
- Выплавка высококачественных легированных сталей
- Получение сложных стальных сплавов
- Переплав стального лома
- Производство стальных отливок
- Вакуумная плавка специальных сталей
- Подогрев жидкой стали перед разливкой
Для каких еще целей могут использоваться индукционные печи в металлургическом производстве? Какие задачи они позволяют решать?

Типы индукционных печей для плавки стали
В зависимости от конструкции и назначения выделяют следующие основные типы индукционных печей для работы со сталью:
- Тигельные печи с горячим тиглем
- Канальные печи
- Индукционные печи с холодным тиглем
- Вакуумные индукционные печи
- Индукционные печи непрерывного действия
Каждый тип имеет свои особенности и область применения. Например, тигельные печи с горячим тиглем наиболее универсальны и широко используются в литейном производстве. Канальные печи подходят для непрерывной плавки больших объемов металла.
Ключевые параметры индукционных печей для стали
При выборе индукционной печи для плавки стали важно учитывать следующие основные характеристики:
- Емкость тигля — от нескольких кг до десятков тонн
- Мощность — от десятков кВт до десятков МВт
- Рабочая частота тока — от десятков Гц до сотен кГц
- Максимальная температура нагрева — до 1800°C
- Производительность — от десятков кг до сотен тонн в час
- Тип футеровки — кислая, основная, нейтральная
Как правильно подобрать оптимальные параметры индукционной печи под конкретные задачи сталеплавильного производства? На что нужно обратить внимание при выборе?
Особенности эксплуатации индукционных печей для стали
При работе с индукционными печами для плавки стали необходимо учитывать некоторые важные моменты:
- Тщательный контроль состояния футеровки
- Правильный подбор шихтовых материалов
- Соблюдение технологии загрузки шихты
- Контроль температуры расплава
- Своевременное удаление шлака
- Обеспечение эффективного охлаждения
Соблюдение этих правил позволяет обеспечить стабильную работу печи, высокое качество стали и длительный срок службы оборудования. Какие еще меры помогают повысить эффективность эксплуатации индукционных печей?
Перспективы развития индукционных печей для стали
Технологии индукционной плавки стали продолжают совершенствоваться. Основные направления развития:
- Повышение энергоэффективности
- Увеличение емкости печей
- Автоматизация процессов плавки
- Применение новых огнеупорных материалов
- Развитие технологий вакуумной индукционной плавки
- Создание гибридных печей
Эти инновации позволят еще больше повысить эффективность и расширить возможности индукционной плавки в сталелитейном производстве. Какие еще перспективные разработки ведутся в этой области? Как они могут изменить металлургию в будущем?

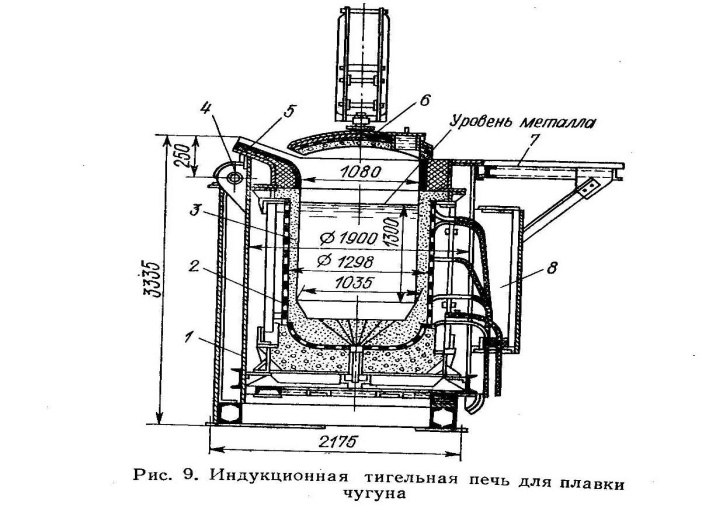
Индукционные печи для плавки чугуна, стали и цветных металлов
Эффективная плавка на постоянной полной мощности
Возможность плавки черных и цветных металлов без перенастройки оборудования
Отсутствие помехи и реактивных токов в сеть при любой глубине регулирования мощности
Область применения
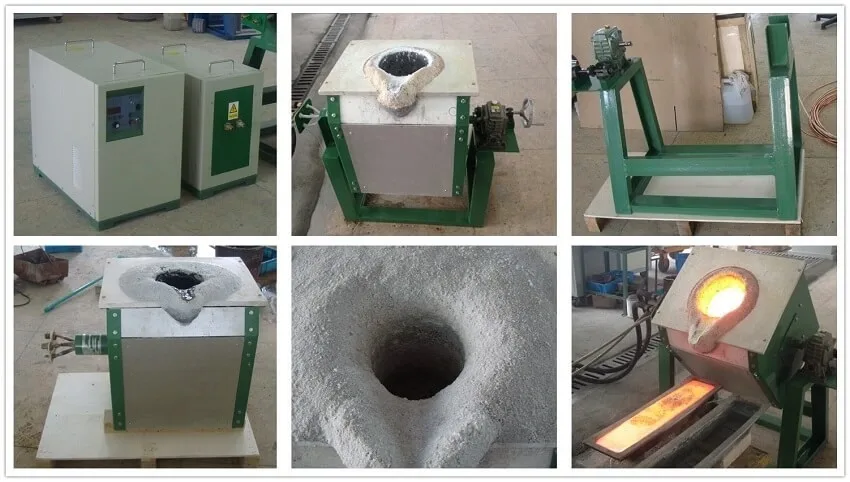
Индукционная тигельная печь ИСТ применяется в литейном производстве для открытой индукционной плавки чёрных и цветных металлов. Открытая индукционная плавка – это плавка металлов и сплавов с нагревом в атмосфере цеха, т.е. без применения защитных газов или вакуума.
Индукционная плавка имеет ряд преимуществ перед другими видами плавки:
– В печах ИСТ происходит перемешивание расплава за счёт электродинамических сил, вызванных взаимодействием токов индуктора и садки печи. Благодаря этому при индукционной плавке расплав имеет равномерную температуру и состав по всему объёму печи.
– Плавильные печи ИСТ обеспечивают ведение плавки в любом заданном температурном режиме и обеспечивают высокую производительность.
– Выплавка в индукционных печах характеризуется малым угаром металла.
– В качестве шихты возможно использование стружки без предварительного брикетирования.
– При индукционной плавке обеспечивается улучшение условий труда по сравнению с вагранками и дуговыми печами.
Примеры внедрения оборудования “Петра”
Модернизация индукционной печи
Модернизация индукционной печи
Участок индукционных плавильных печей ёмкостью 400 кг с произвольным переключением
Участок индукционных плавильных печей ёмкостью 400 кг с произвольным переключением
Индукционные плавильные печи ёмкостью 1 тонна с транзисторными преобразователями ПЕТРА
Индукционные плавильные печи ёмкостью 1 тонна с транзисторными преобразователями ПЕТРА
Индукционная плавильная печь
Индукционная плавильная печь
Индукционная плавильная печь 90 кг
Индукционная плавильная печь 90 кг
Энергокомплект для индукционной плавильной печи ППИ-0,09
Энергокомплект для индукционной плавильной печи ППИ-0,09
Индукционная плавильная установка ИСТ-0,45
Индукционная плавильная установка ИСТ-0,45
Индукционные плавильные установки ИСТ-0,25 с транзисторными преобразователями частоты ПЕТРА-0132
Индукционные плавильные установки ИСТ-0,25 с транзисторными преобразователями частоты ПЕТРА-0132
Индукционная плавильная установка ИСТ-0,25 с транзисторным преобразователем частоты ПЕТРА-0132
Индукционная плавильная установка ИСТ-0,25 с транзисторным преобразователем частоты ПЕТРА-0132
Транзисторный преобразователь частоты ПЕТРА для индукционной плавильной печи ИСТ-0,16
Транзисторный преобразователь частоты ПЕТРА для индукционной плавильной печи ИСТ-0,16
Индукционная плавильная печь
-
1. Станция теплообменная
Станция теплообменная -
2. Транзисторный преобразователь частоты ПЕТРА-0132 -
3. Батарея компенсирующих конденсаторов -
4. Шинопровод
-
5. Гибкие водоохлаждаемые кабели -
7. Маслостанция -
8. Плавильный узел
Описание
Индукционная печь ИСТ состоит из намотанной медной трубой катушки индуктора, которая установлена на подину из жаропрочного бетона и закреплена внутри каркаса. Каркас печи состоит из непроводящих и немагнитных материалов.
Тигель печи набивается по шаблону внутри индуктора. Набивка производится специальными футеровочными жаропрочными составами. К индуктору печи с выхода полупроводникового преобразователя частоты ПЕТРА-0132 или ПЕТРА-0141 подводится напряжение средней частоты.
Плавка происходит за счёт наведения в садке печи токов, которые возникают под воздействием электромагнитного поля индуктора. Система управления преобразователя частоты автоматически поддерживает выбранный оператором режим плавки индукционной печи.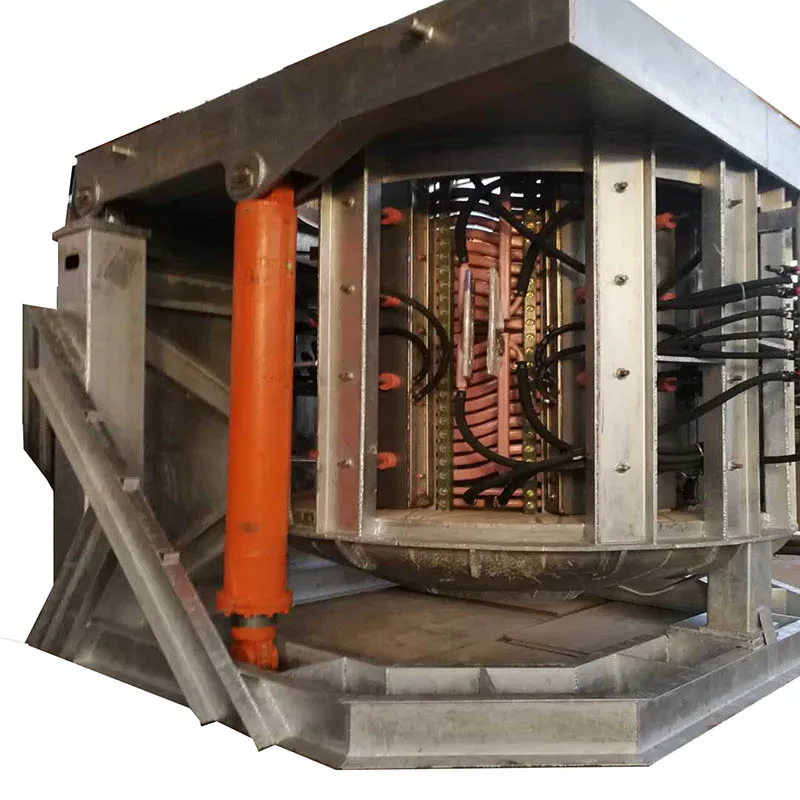
Индукционная печь ИСТ оснащена системой контроля состояния футеровки, которая позволяет избежать пробоя расплавленного металла на индуктор печи из-за износа футеровки.
Технические характеристики
* Параметры выпускаемого оборудования могут отличаться от табличных. Запрашивайте уточнение при обращении в ООО НКВП «Петра».
| Ёмкость тигля по стали, т | Мощность преобразователя, кВт | Fинд, кГц | Uинд, В | Uпит, В | Скорость расплавления, т/ч | Удельный расход электроэнергии, кВт*ч/т | Расход воды м3/ч |
| 0,06 | 100 | 2,4 | 800 | 380×50 Гц | 0,1 | 1100 | 3,9 |
| 0,16 | 160 | 2,4 | 1000 | 380×50 Гц | 0,18 | 885 | 5,1 |
| 0,25 | 250 | 2,4 | 1600 | 380×50 Гц | 0,32 | 780 | 7,8 |
| 0,4 | 320 | 2,4 | 1600 | 380×50 Гц | 0,5 | 690 | 10,0 |
| 1,0 | 500 | 1,0 | 1600 | 380×50 Гц | 0,84 | 620 | 11,0 |
| 1,0 | 800 | 1,0 | 1600 | 570×50 Гц | 1,3 | 610 | 13,0 |
Схема размещения индукционной плавильной печи
Скачать
IGBT-Преобразователи частоты ПЕТРА для индукционного нагрева
Скачать (PDF)
Индукционная нагревательная установка ПЕТРА-0501
Скачать (PDF)
Индукционные плавильные Печи ИСТ
Скачать (PDF)
Функциональное назначение экранов панели индикации преобразователей частоты ПЕТРА
Скачать (PDF)
Пусконаладочные работы
Подготовка пусконаладочных работ начинается на этапе заключения договора. Специалисты ООО НКВП «Петра» согласовывают план размещения оборудования в производственных условиях покупателя, подвод коммуникаций (электроэнергия, вода, канализация и др.), сопряжение с оборудованием покупателя.
Специалисты ООО НКВП «Петра» согласовывают план размещения оборудования в производственных условиях покупателя, подвод коммуникаций (электроэнергия, вода, канализация и др.), сопряжение с оборудованием покупателя.
Пусконаладочные работы включают в себя: выезд специалиста к Заказчику; подключение и настройку оборудования для обеспечения технологического режима; обучение производственного и обслуживающего персонала. Стоимость работ составляет 5…10% от цены поставленного оборудования.
Срок изготовления
Срок изготовления зависит от готовности оборудования на сборочном производстве и сложности Вашего заказа. Поэтому уточняйте срок изготовления при каждом обращении к нашим менеджерам. Обычно срок поставки не превышает: для преобразователей частоты – 2-х месяцев, для индукционных установок – 3-х месяцев.
Доставка
Доставка оборудования производится самовывозом на транспорте покупателя или транспортной компанией.
Условия оплаты
Как правило, применяется поэтапная оплата по формуле: 50% — аванс, 50% — оплата перед отгрузкой оборудования. Другие формы оплаты – по согласованию с покупателем.
Другие формы оплаты – по согласованию с покупателем.
Гарантия
В случае возникновения гарантийного случая в период гарантийного обслуживания работы по ремонту оборудования производятся бесплатно. Срок действия гарантии — 12 месяцев со дня ввода в эксплуатацию. Возможны другие условия гарантии, которые предусматриваются договором поставки.
Индукционные плавильные печи Плавильные комплексы
Плавильные печи в алюминиевом корпусе на редукторе
Плавильные печи на редукторе в стальном корпусе
Плавильные печи на гидравлике в стальном корпусе
Плавильные печи для цветных металлов
Индукционная печь — вид плавильных печей, в которых расплавление металла происходит за счет явления электромагнитной индукции. Наведенные токи нагревают металлическую шихту, расположенную в цилиндрическом тигле и футерованную огнеупорным материалом. В индукционных печах можно плавить все виды сталей, чугунов, а также цветные сплавы.
Преимущество индукционных плавильных печей перед другими плавильными агрегатами — это:
- интенсивное электродинамическое перемешивание расплава, благодаря которому сплав получается однородным по химическому составу и температуре по всему объему,
- высокая производительность, за счет высоких значений удельной мощности и высокого КПД (более 95-97%),
- низкий угар химических элементов сплава,
- экологичность (низкий уровень выделений пыли и газа),
- низкие капитальные затраты на подготовку и запуск печи (индукционные печи довольно компактны, их можно устанавливать даже в небольших помещениях)
- безопасность, надежность, простота управления и обслуживания, долговечность
Виду этого индукционные плавильные печи используют для получения качественных сплавов как крупные промышленные предприятия так и небольшие литейные производства.
Стандартная индукционная плавильная печь поставляется компанией «СИБТЕХЛИТ» в следующем комплекте:
- Два плавильных узла (посты), работающие попеременно;
- Конденсаторная батарея;
- Преобразователь частоты;
- Водоохлаждаемые кабели от конденсаторной батареи до поста;
- Пульт управления наклоном;
- Комплект ЗИП;
- Техническая и эксплуатационная документация на русском языке.

Кроме того плавильная печь может быть доукомплектована станцией охлаждения «закрытого типа» , разливочными ковшами и прочим необходимым оборудованием. Компания СИБТЕХЛИТ поставляет плавильные печи в следующих исполнениях:
Индукционные плавильные печи в алюминиевом корпусе с электромеханическим механизмом наклона (редуктор)
Основной составной частью электропечи является плавильный узел. Плавильный узел выполнен без использования магнитопровода и включает в себя водоохлаждаемый индуктор, жестко закрепленный внутри алюминиевого корпуса, между верхним асбестовым кольцом и подовой плитой. Корпус электропечи выполнен из алюминиевого сплава и состоит из двух симметричных частей, соединенных между собой через электрическую изоляцию, во избежание создания короткозамкнутого электрического контура. По бокам корпуса имеются фланцы, к которым крепится опорно-поворотный механизм электропечи.
Индукционные плавильные печи в стальном корпусе с электромеханическим механизмом наклона (редуктор)
Плавильный узел размещается на сварной раме, состоящей из нижней стационарной части и верхней поворотной.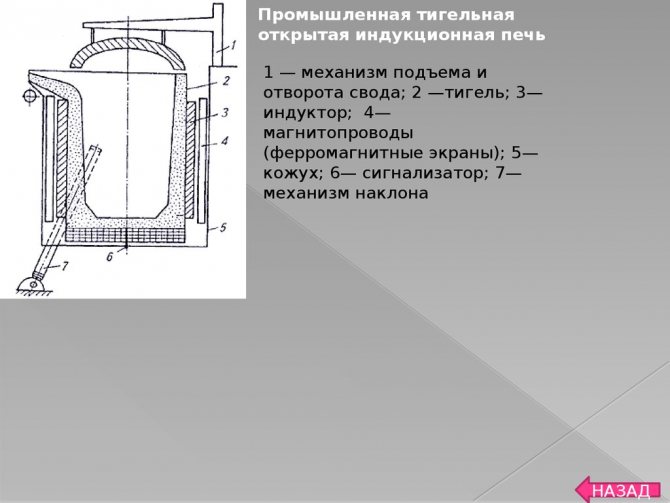 Плавильный узел выполнен с использованием магнитопровода и включает в себя многосекционный водоохлаждаемый бетонированный индуктор, жестко закрепленный внутри стального корпуса между верхним асбестовым кольцом и подовой плитой. Плавильный узел имеет набивной тигель, в который сверху осуществляется заливка жидкого металла. Тигель может выполняться из кислых, основных, нейтральных, а также современных композиционных набивных масс. Контроль состояния тигля выполняется визуально или с помощью сигнализатора проедания тигля. Визуальный осмотр осуществляется после каждой плавки на предмет выявления трещин, эрозий, осыпания футеровки. Сигнализатор проедания тигля предназначен для контроля состояния футеровки тигля и изоляции индуктора. Сигнализатор подключается к электроду, представляющему из себя сетку из нержавеющей стали (закладывается во внутренней поверхности индуктора) и к расплаву с помощью электрода, который закладывается при набивке подины тигля. Привод поворота плавильного узла электропечи для слива металла – электромеханический и представляет собой понижающий редуктор, приводимый в действие асинхронным электродвигателем.
Плавильный узел выполнен с использованием магнитопровода и включает в себя многосекционный водоохлаждаемый бетонированный индуктор, жестко закрепленный внутри стального корпуса между верхним асбестовым кольцом и подовой плитой. Плавильный узел имеет набивной тигель, в который сверху осуществляется заливка жидкого металла. Тигель может выполняться из кислых, основных, нейтральных, а также современных композиционных набивных масс. Контроль состояния тигля выполняется визуально или с помощью сигнализатора проедания тигля. Визуальный осмотр осуществляется после каждой плавки на предмет выявления трещин, эрозий, осыпания футеровки. Сигнализатор проедания тигля предназначен для контроля состояния футеровки тигля и изоляции индуктора. Сигнализатор подключается к электроду, представляющему из себя сетку из нержавеющей стали (закладывается во внутренней поверхности индуктора) и к расплаву с помощью электрода, который закладывается при набивке подины тигля. Привод поворота плавильного узла электропечи для слива металла – электромеханический и представляет собой понижающий редуктор, приводимый в действие асинхронным электродвигателем. Управление сливом осуществляется с пульта дистанционного управления, который устанавливается в удобном для плавильщика месте и позволяет управлять сливом любого из двух плавильных постов.
Управление сливом осуществляется с пульта дистанционного управления, который устанавливается в удобном для плавильщика месте и позволяет управлять сливом любого из двух плавильных постов.
Индукционные плавильные печи в стальном корпусе с гидравлическим механизмом наклона
Плавильный узел размещается на сварной раме, состоящей из нижней стационарной части и верхней поворотной. Плавильный узел выполнен с использованием магнитопровода и включает в себя многосекционный водоохлаждаемый бетонированный индуктор, жестко закрепленный внутри стального корпуса между верхним асбестовым кольцом и подовой плитой. Плавильный узел имеет набивной тигель, в который сверху осуществляется заливка жидкого металла. Тигель может выполняться из кислых, основных, нейтральных, а также современных композиционных набивных масс. Контроль состояния тигля выполняется визуально или с помощью сигнализатора проедания тигля. Визуальный осмотр осуществляется после каждой плавки на предмет выявления трещин, эрозий, осыпания футеровки. Сигнализатор проедания тигля предназначен для контроля состояния футеровки тигля и изоляции индуктора. Сигнализатор подключается к электроду, представляющему из себя сетку из нержавеющей стали (закладывается во внутренней поверхности индуктора) и к расплаву с помощью электрода, который закладывается при набивке подины тигля. Наклон верхней поворотной части плавильного узла осуществляется двумя гидроцилиндрами, питаемыми от насосной гидравлической станции. Управление сливом осуществляется с пульта дистанционного управления, который устанавливается в удобном для плавильщика месте. Максимальный угол наклона плавильного узла составляет 95º.
Сигнализатор проедания тигля предназначен для контроля состояния футеровки тигля и изоляции индуктора. Сигнализатор подключается к электроду, представляющему из себя сетку из нержавеющей стали (закладывается во внутренней поверхности индуктора) и к расплаву с помощью электрода, который закладывается при набивке подины тигля. Наклон верхней поворотной части плавильного узла осуществляется двумя гидроцилиндрами, питаемыми от насосной гидравлической станции. Управление сливом осуществляется с пульта дистанционного управления, который устанавливается в удобном для плавильщика месте. Максимальный угол наклона плавильного узла составляет 95º.
Компания СИБТЕХЛИТ поставляет индукционные плавильные печи со следующими комлектующими:
Тиристорный преобразователь частоты KGPS. Тиристорный преобразователь частоты специально создан для питания электрическим током средней частоты индукционных установок и плавки металла. ТПЧ имеет однофазный выход и необходим для работы на нагрузке, состоящей из индуктора и конденсаторной батареи, предназначенной для компенсации реактивной мощности индуктора. Система управления исполняется на одной микропроцессорной плате управления, которая включает в себя все защиты (защита от тока, перенапряжения, давления воды и т.д.) Для контроля использован интегрированный контур и цифровые технологии, в результате чего преобразователь имеет хорошие пусковые свойства, т.е. может одинаково успешно запускаться как при отсутствии загрузки, так и при полной загрузке.
Система управления исполняется на одной микропроцессорной плате управления, которая включает в себя все защиты (защита от тока, перенапряжения, давления воды и т.д.) Для контроля использован интегрированный контур и цифровые технологии, в результате чего преобразователь имеет хорошие пусковые свойства, т.е. может одинаково успешно запускаться как при отсутствии загрузки, так и при полной загрузке.
Конденсаторная батарея. Электротермические конденсаторы используются для повышения коэффициента мощности индукционных электротермических установок. Конденсаторы разработаны и изготавливаются согласно новейшим технологиям и удовлетворяют требованиям международных стандартов.Состоит из набора водоохлаждаемых среднечастотных электротермических конденсаторов большой емкости с металлической оболочкой системы RFM, опорной стальной конструкции и медных соединительных шин. Количество конденсаторов, устанавливаемых в батарею зависит от мощности преобразователя и типа электропечи.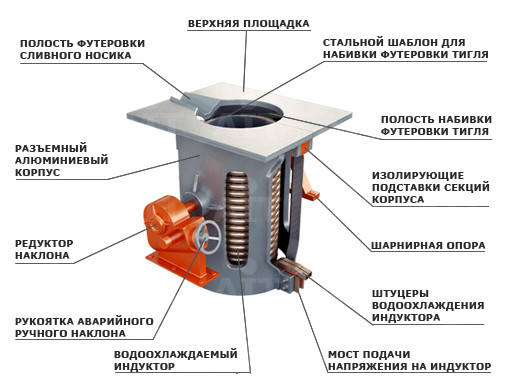
Станция охлаждения закрытого типа (градирня). Для охлаждения плавильных печей, индукционных нагревателей применяются станции охлаждения закрытого типа. В плавильном комплексе станции охлаждают плавильный узел, преобразователь частоты, конденсаторную батарею. Кроме этого станции незаменимы для охлаждения другого технологического оборудования (шкафы охлаждения, устройства регулирования температуры песка, теплообменники). Станции закрытого типа могут работать с некачественной технической водой для внешнего контура (с применением фильтров). Охлаждение теплоносителя производится путем прохождения его через многослойный медный трубчатый радиатор с принудительным воздушным охлаждением с возможностью орошения испаряемой водой. Основной элемент станции охлаждения закрытого типа, отводящий тепло – многослойный трубчатый теплообменник. Дополнительное охлаждение теплообменника обеспечивают вентиляторы. Система работает на очищенной или дистиллированной воде во внутреннем контуре. Кроме этого станции охлаждения могут работать при отрицательных температурах и быть установлены вне производственного помещения (на улице). Для этого в воду добавляются незамерзающие добавки (этиленгликоль). Станция охлаждения может работать как в ручном, так и в автоматическом режиме, без вмешательства обслуживающего персонала. Для обеспечения режима вывода из работы промышленного обо-рудования без контроля обслуживающего персонала в системе управления станцией предусмотрено ее автоматическое отключение, через заданный оператором промежуток времени.
Кроме этого станции охлаждения могут работать при отрицательных температурах и быть установлены вне производственного помещения (на улице). Для этого в воду добавляются незамерзающие добавки (этиленгликоль). Станция охлаждения может работать как в ручном, так и в автоматическом режиме, без вмешательства обслуживающего персонала. Для обеспечения режима вывода из работы промышленного обо-рудования без контроля обслуживающего персонала в системе управления станцией предусмотрено ее автоматическое отключение, через заданный оператором промежуток времени.
Вибротрамбовщик футеровочной массы. Пневматическая вибрационная трамбовка (вибротрамбовка) служит для уплотнения футеровочной массы в индукционных плавильных печах, при набивке набивного тигля. Вибротрамбовка имеет специальную малогабаритную конструкцию и разные насадки, благодаря чему есть возможность использовать трамбовку для набивки тигля небольших размеров. Также пневматическая вибрационная ручная трамбовка обеспечивает набивку подины в индукционных плавильных печах. Дополнительно предоставляются чертежи насадок, по которым заказчик может сделать их самостоятельно.
Дополнительно предоставляются чертежи насадок, по которым заказчик может сделать их самостоятельно.
Сигнализатор проедания футеровки. Оборудование контролирующие состояние футеровки индукционного плавильного узла и сигнализирующее о необходимости замены футеровки. Работа сигнализатора предусматривает измерение тока через стенки тигля от индуктора к заземленному металлу. В комплект поставки включены: шкаф сигнализации и сетка, которая располагается на наружной поверхности тигля.
Межпостовой переключатель. Переключение мощности между плавильными узлами осуществляется при помощи силового переключающего устройства – электрического межпостового переключателя, который крепится к конденсаторной батарее.
Термопара серии W600. Термопара W600 — портативный беспроводной прибор для измерения температуры металла контактным способом. Прибор имеет высокую точность измерения и надёжность в эксплуатации. Его использование не требует от персонала специальных знаний и навыков. Термопара оснащена цифровым монитором с возможность сохранения результатов замера в измерительном приборе на 1000 измерений и для удобства персонала 5 дюймовым цифровым табло с высотой цифр 125мм. Прибор имеет автономный источник питания. Измерительная система включает погружной жезл, на который надевается картонный сменный блок c чувствительной головкой, в которой размещена собственно термопара, регистрирующий прибор, предназначенный для измерения и обработки генерируемой термопарой т.э.д.с., и внешний компенсационный кабель, соединяющий погружной жезл с регистрирующим прибором. Использование термопары не требует специальных навыков: достаточно лишь надеть сменный блок на жезл и погрузить его в жидкий металл. Регистрирующий прибор автоматически проверяет замкнутость измерительной цепи термопары и выдаёт на извлечение сменного блока из ванны. В данном устройстве используется новейший метод устранения помех, поэтому при использовании в среднечастотных электрических печах при проведении измерений нет необходимости выключать электричество.
Термопара оснащена цифровым монитором с возможность сохранения результатов замера в измерительном приборе на 1000 измерений и для удобства персонала 5 дюймовым цифровым табло с высотой цифр 125мм. Прибор имеет автономный источник питания. Измерительная система включает погружной жезл, на который надевается картонный сменный блок c чувствительной головкой, в которой размещена собственно термопара, регистрирующий прибор, предназначенный для измерения и обработки генерируемой термопарой т.э.д.с., и внешний компенсационный кабель, соединяющий погружной жезл с регистрирующим прибором. Использование термопары не требует специальных навыков: достаточно лишь надеть сменный блок на жезл и погрузить его в жидкий металл. Регистрирующий прибор автоматически проверяет замкнутость измерительной цепи термопары и выдаёт на извлечение сменного блока из ванны. В данном устройстве используется новейший метод устранения помех, поэтому при использовании в среднечастотных электрических печах при проведении измерений нет необходимости выключать электричество.
Электромеханическим механизмом наклона (редуктор) . Назначение механизма наклона печи заключается в обеспечении слива из печи по окончанию плавки всего ее содержимого и обеспечении наклона печи при скачивании шлака. Электромеханический привод состоит из электродвигателя, редуктора и цепной передачи.
Маслонапорная установка. Маслонапорная установка необходима для создания давления в гидроцилиндрах наклона. Наклон верхней поворотной части плавильного узла осуществляется двумя гидроцилиндрами, питаемыми от маслонапорной станции. Управление сливом осуществляется с пульта дистанционного управления, который устанавливается в удобном для плавильщика месте.
Шаблон для набивки тигля . Тигли в печи набивают с помощью сварного железного шаблона, наружные размеры которого соответствуют внутренним размерам тигля. Так как тигель быстрее разрушается у стыка стенки с подиной, то для основного тигля применяют железный шаблон, низ которого имеет закругление в месте перехода от стенок к дну. Когда футеровка готова, из шаблона удаляют груз и приступают к сушке и спеканию тигля. В процессе плавления садки плавиться шаблон; стенки тигля при этом спекаются на некоторую глубину. Окончательное спекание массы тигля на глубину 25-30 мм произойдет после двух-трех плавок.
Когда футеровка готова, из шаблона удаляют груз и приступают к сушке и спеканию тигля. В процессе плавления садки плавиться шаблон; стенки тигля при этом спекаются на некоторую глубину. Окончательное спекание массы тигля на глубину 25-30 мм произойдет после двух-трех плавок.
Водоохлаждаемые кабели. Водоохлаждаемый кабель обеспечивает подачу и слив охлаждающей воды с индуктора печи. Предназначены для соединения конденсаторной батареи с индуктором печи. Благодаря своему гибкому исполнению водоохлаждаемые кабели обеспечивают свободный ход плавильного узла при подъеме печи в положение слива металла. Конструкция водоохлаждаемого кабеля: силовой медный кабель помещён в специальный герметичный защитный рукав. На концах водоохлаждаемого кабеля для индукционных печей находятся медные кабельные наконечники специальной формы, через которые с помощью расположенных на них штуцеров происходит подача охлаждающей воды для отвода тепла, выделяемого при работе плавильной установки.
Индукционные печи для плавки стальных сплавов
Оборудование, специально разработанное практически для любой операции по плавке стали; включая литейные цеха, цеха литья по выплавляемым моделям, мини-заводы и цеха вакуумной плавки.
Inductotherm играет ключевую роль в революции производительности в сталелитейной промышленности, создавая технологически продвинутые производственные системы для производителей стали и стальной продукции по всему миру. Inductotherm производит системы индукционной плавки, используемые во многих сталеплавильных производствах.
Сюда входит плавка стального лома для производства различных сталей и стальных отливок. Inductotherm предлагает оборудование для производства нержавеющей стали, легированных сталей и лигатур для литейной промышленности и различных применений, включая заготовку, дробь, порошок, отливки и другие специальные применения.
Наши бестигельные печи с тяжелым стальным корпусом и высокой удельной мощностью, а также эффективные источники питания VIP
® совершают революцию в производительности высокопроизводительных литейных производств.
Вместе с технологиями автоматизации Inductotherm для сушки/предварительного нагрева шихты, загрузки печи, подготовки партии сплава, компьютерного управления, сбора дыма и удаления футеровки эти системы увеличивают производительность отливок при одновременном снижении затрат энергии и труда.
Для средних и малых операций по плавке стали Inductotherm предлагает Dura-Line ® , Mini-Melt ® и индукционные печи Rollover без тигельного стержня.
О традиционных тигельных печах Inductotherm
- Индукционные печи без тигельного стержня обеспечивают превосходную производительность и выдающуюся долговечность для всех потребностей вашего плавильного цеха, независимо от размера вашего литейного производства
- Способен удовлетворить строгие требования сталелитейной промышленности
- Dura-Line ® Печи разработаны, чтобы предоставить литейным предприятиям еще один выбор для малых и средних предприятий, а наши печи с тяжелым стальным кожухом разработаны для самых крупных литейных производств
Передовые решения для автоматизации сталеплавильного производства
Системы сушки металлолома Inductotherm и автоматизированные системы загрузки повышают безопасность и соответствуют операциям плавки. Мощные плавильные печи без тигельного корпуса с тяжелым стальным корпусом обеспечивают стабильную подачу расплавленной стали в соответствии со спецификациями, а наши компьютерные системы Meltminder ® позволяют операторам печей более точно и безопасно управлять операциями плавки, автоматизируя сбор основных данных о производительности.
Мощные плавильные печи без тигельного корпуса с тяжелым стальным корпусом обеспечивают стабильную подачу расплавленной стали в соответствии со спецификациями, а наши компьютерные системы Meltminder ® позволяют операторам печей более точно и безопасно управлять операциями плавки, автоматизируя сбор основных данных о производительности.
Понимая, что работа на плавильной платформе тяжела, а иногда и опасна, компания Inductotherm разработала оборудование, предназначенное для защиты людей от контакта с расплавленным металлом. Система ARMS™ (автоматизированный роботизированный плавильный цех) предназначена для выполнения всех опасных операций на плавильной платформе, таких как шлакование, измерение температуры, отбор проб металла, добавление сплавов и проверка надлежащего заземления.
Комплектные системы для плавки стали
Больше, чем печи
- Автоматическая разливка
- Транспортировка материалов
- Индукционные источники питания
- Компьютерные системы управления
- Роботизированная зашлаковка
- Системы водяного охлаждения
Свяжитесь с нами сегодня, чтобы поговорить со специалистом по выплавке стали.
 Индукционные печи
Индукционные печи Inductotherm обеспечивают превосходную производительность и выдающуюся долговечность для всех потребностей вашего плавильного цеха, независимо от размера вашего литейного цеха, плавильного цеха или объекта.
УЗНАТЬ БОЛЬШЕ »
Наши системы обработки материалов предназначены для быстрой подачи шихтовых материалов в печь, обеспечивая максимальное использование печи и эффективность вашей системы индукционной плавки.
УЗНАТЬ БОЛЬШЕ »
Имея десятилетия технологического лидерства в области автоматизированной заливки, Inductotherm помогает литейным предприятиям повышать производительность и снижать эксплуатационные расходы.
УЗНАТЬ БОЛЬШЕ »
Наше всемирно известное семейство индукционных силовых систем VIP® имеет самую высокую скорость плавки от холодной загрузки до температуры заливки и плавит больше фунтов на кВтч и кВА, что снижает затраты на плавку и повышает производительность.
УЗНАТЬ БОЛЬШЕ »
Возьмите под контроль свой литейный или плавильный цех с помощью наших автоматизированных систем управления плавкой, которые отслеживают и контролируют плавку, диагностируют неисправности, оптимизируют энергопотребление, минимизируют затраты на электроэнергию и выполняют множество задач, чтобы обеспечить больший контроль для полного управления плавильным цехом.
УЗНАТЬ БОЛЬШЕ »
5 Преимущества индукционных плавильных печей в производстве стали – Amelt
Индукционные ковочные печи продолжают занимать лидирующие позиции на рынке литейной промышленности. Конструкция и работа индукционных горнов продолжают совершенствоваться, поскольку металлургические предприятия ищут новые и более экономичные методы плавки стали.
По данным Всемирной ассоциации производителей стали, мировое производство стали в 2018 году составило 1,81 млрд тонн. Увеличение производства частично было связано с резким увеличением спроса со стороны сектора строительства и инфраструктуры. В настоящее время сектор потребляет около 50% всей производимой стали. Поскольку спрос продолжает расти, инвестиции в правильную индукционную плавильную печь дают вам конкурентное преимущество за счет повышения эффективности и производительности. Вот пять преимуществ индукционных горнов по сравнению с традиционными мартеновскими печами.
1. Повышенная эффективность
Температура плавления стали составляет приблизительно 1300°C (2500°F). Эффективность индукционной кузницы тесно связана с потребляемой ею мощностью. Первичная катушка высокого напряжения в индукционных печах производит частоты от 50 до 10000 герц в секунду. Это позволяет кузнице быстро нагреваться, обеспечивая более высокую тепловую эффективность. Повышенная эффективность процесса плавления приводит к более высокому выходу с меньшими потерями при горении. Материалы, установленные в печи, позволяют сократить время плавки металла, тем самым улучшив производство стали.
Эффективность индукционной кузницы тесно связана с потребляемой ею мощностью. Первичная катушка высокого напряжения в индукционных печах производит частоты от 50 до 10000 герц в секунду. Это позволяет кузнице быстро нагреваться, обеспечивая более высокую тепловую эффективность. Повышенная эффективность процесса плавления приводит к более высокому выходу с меньшими потерями при горении. Материалы, установленные в печи, позволяют сократить время плавки металла, тем самым улучшив производство стали.
2. Снижение эксплуатационных расходов
Финансовые последствия эксплуатации вашей индукционной плавильной печи идут рука об руку с энергоэффективностью. Большинство отраслей, производящих плавильные печи, продолжают внедрять новые технологии, улучшающие выплавку стали. Использование печей по последнему слову техники снижает энергопотребление, что позволяет экономить на производственных затратах. Кроме того, автоматизация процесса снижает количество отходов, таких как потери металла на шлаки, распространенные в электрических печах.
3. Улучшенная металлургическая функция
Принцип индукционной плавки заключается в использовании первичной катушки высокого напряжения для генерации электромагнитного тока, который нагревает металл. Индуктор и расплавленная сталь обычно отталкивают друг друга из-за зарядов, заставляющих расплавленную сталь в центре подниматься. Это явление обычно называют электромагнитным перемешиванием. Электромагнитное перемешивание расплавленной стали приводит к однородности химического состава металлического изделия.
4. Снижение потерь при окислении
Стержневая индукционная печь снижает потери элементов в стали при окислении. Низкие частоты, связанные с катушкой индукционного нагрева, снижают скорость горения металлических элементов, тем самым сводя к минимуму окисление расплавленной стали. Кроме того, в процессе плавки не используются электроды, и, следовательно, уменьшается количество шлаков. Это, следовательно, уменьшает отходы, производимые печью, и меньше беспокоит добавление углерода электродами.
