Как работают индукционные печи для плавки металла. Какие элементы входят в конструкцию индукционной печи. Какими преимуществами обладают индукционные печи перед другими типами плавильных печей.
Принцип работы индукционной печи для плавки металла
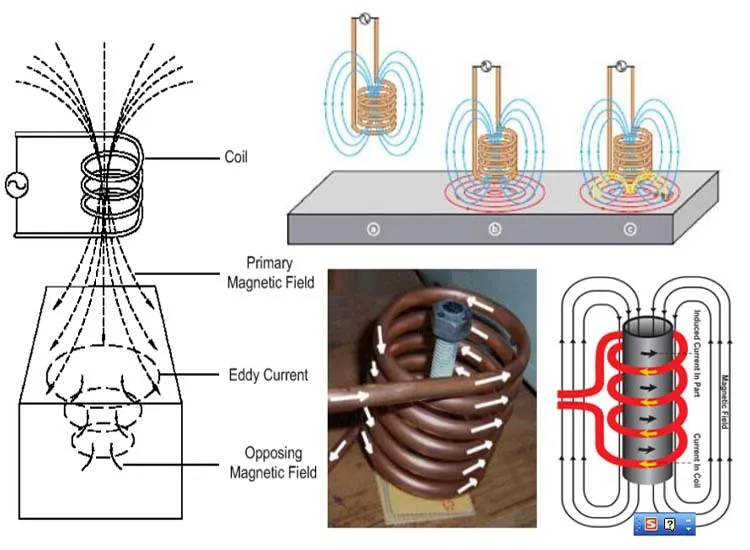
Индукционная печь для плавки металла работает по принципу индукционного нагрева. Переменный электрический ток, проходящий через индуктор (катушку), создает переменное магнитное поле. Это поле индуцирует вихревые токи в металлической загрузке, которые нагревают и расплавляют металл.
Основные элементы, обеспечивающие работу индукционной печи:
- Индуктор — медная катушка, создающая магнитное поле
- Тигель — емкость для загрузки и плавки металла
- Источник питания — преобразует ток сети в ток высокой частоты
- Система охлаждения — отводит тепло от индуктора
Какая температура достигается в индукционной печи? В современных индукционных печах можно достичь температуры плавления до 2000°C, что позволяет плавить практически любые металлы и сплавы.

Конструкция индукционной плавильной печи
Основными конструктивными элементами индукционной печи для плавки металла являются:
1. Индуктор
Индуктор представляет собой медную трубку, свернутую в виде спирали. По трубке циркулирует охлаждающая вода. Индуктор создает переменное магнитное поле, которое индуцирует вихревые токи в металле.
2. Тигель
Тигель — это огнеупорная емкость, в которую загружается металл для плавки. Тигель располагается внутри индуктора. Может быть керамическим или графитовым.
3. Каркас печи
Каркас удерживает все элементы конструкции и обеспечивает жесткость печи. Обычно изготавливается из стали.
4. Механизм наклона
Позволяет наклонять печь для слива расплавленного металла. Может быть ручным, электромеханическим или гидравлическим.
5. Футеровка
Огнеупорная футеровка защищает каркас печи от воздействия высоких температур. Обычно выполняется из огнеупорных материалов на основе оксидов магния, алюминия или хрома.
Преимущества индукционных печей для плавки металла
Индукционные плавильные печи обладают рядом важных преимуществ по сравнению с другими типами печей:

- Высокая скорость нагрева и плавки металла
- Точный контроль температуры расплава
- Отсутствие загрязнения металла продуктами сгорания топлива
- Низкий угар металла (менее 1%)
- Возможность создания восстановительной атмосферы в печи
- Интенсивное перемешивание расплава электромагнитными силами
- Высокий КПД (до 75-80%)
- Экологичность процесса плавки
Благодаря этим преимуществам индукционные печи широко применяются для плавки черных и цветных металлов в литейном производстве.
Типы индукционных печей для плавки металла
Существует два основных типа индукционных плавильных печей:
Тигельные индукционные печи
Канальные индукционные печи
В канальных печах расплавленный металл циркулирует по замкнутому каналу, проходящему через индуктор. Используются для непрерывной плавки больших объемов металла.
Какой тип индукционной печи выбрать? Тигельные печи подходят для небольших объемов производства и частой смены марок сплавов. Канальные печи эффективнее при крупносерийном производстве.
Области применения индукционных плавильных печей
Индукционные печи для плавки металла широко используются в следующих областях:
- Литейное производство черных и цветных металлов
- Металлургия специальных сплавов
- Производство ювелирных изделий
- Переработка металлолома
- Научные исследования в области металлургии
Благодаря своим преимуществам индукционные печи вытесняют другие типы плавильных агрегатов во многих отраслях промышленности.
Как выбрать индукционную печь для плавки металла?
При выборе индукционной плавильной печи следует учитывать следующие факторы:
- Тип и свойства плавимого металла
- Требуемая производительность
- Необходимая температура нагрева
- Габариты и масса печи
- Мощность источника питания
- Тип футеровки
- Система охлаждения
- Механизм наклона
Правильный выбор индукционной печи позволит оптимизировать процесс плавки металла и повысить эффективность производства.
Безопасность при работе с индукционными плавильными печами
При эксплуатации индукционных печей для плавки металла необходимо соблюдать следующие правила безопасности:

- Использовать средства индивидуальной защиты (спецодежда, очки, перчатки)
- Следить за исправностью системы охлаждения
- Контролировать целостность футеровки печи
- Не допускать попадания влаги в расплавленный металл
- Соблюдать осторожность при загрузке шихты и сливе металла
- Не находиться вблизи работающей печи без необходимости
Строгое соблюдение техники безопасности позволит избежать аварийных ситуаций и несчастных случаев при работе с индукционными плавильными печами.
Заключение
Индукционные печи являются эффективным и экологичным оборудованием для плавки металлов. Они обеспечивают высокое качество расплава и позволяют точно контролировать процесс плавки. Благодаря своим преимуществам индукционные плавильные печи находят все более широкое применение в металлургии и литейном производстве.
Конструкция индукционной печи
Основными элементами индукционной печи являются: индуктор, каркас печи, механизм наклона, и футеровка. Кроме основных элементов конструкция может быть снабжена дополнительными (крышка, имеющая подъемный механизм, магнитный экран, рабочая площадка и т.п.). В данной статье мы более подробно рассмотрим основные элементы, из которых состоит индукционная печь.
Индукционная печь — индуктор
Индуктор несет немаловажную ответственность за работу индукционной печи, создавая переменное магнитное поле, преобразующееся впоследствии в тепловую энергию. Кроме генерации вихревых токов индуктор отвечает также и за крепление тигля, удерживая его от смещений в случае наклона печи.
Плотность тока, проходящего через индуктор, в среднем равняется 20 А/мм2, однако электрические потери при этом равняются 20-30%, даже если индуктор будет изготовлен из отменного проводника – меди. Дополнительный нагрев индуктор получает от тепла, исходящего от тигля, в котором и происходит плавка. Чтобы избежать перегрева индуктора, очень важно охлаждать его во время работы.
Чтобы избежать перегрева индуктора, очень важно охлаждать его во время работы.
Как правило, индуктор изготавливается из медной трубки, имеющей круглое сечение, но в некоторых случаях применяются неравно-стенные и профилированные трубки. Профилированные трубки применять целесообразнее, так как они позволяют уменьшить магнитный поток рассеивания, уменьшая размер зазора, образовывающегося между витками индуктора и тиглем.
В некоторых случаях необходимого числа витков не хватает, что не дает заполнить индуктор плотно по всей высоте, в этом случае лучше всего изготовить индуктор, удвоив количество витков, параллельно соединяя секции. Обратите внимание, что в этом случае секции будут наматываться в противоположном друг другу направлении. При создании индуктора необходимо изолировать витки друг от друга при помощи стеклоткани, обработанной кремниеорганическим лаком.
Индукционная печь – Футеровка
Индуктор, вместе с помещенным на него тиглем, устанавливаются на подину, которая, как правило, изготавливается из жаропрочного бетона, шамотных кирпичей или шамотных блоков.
Тигли небольшой емкости могут изготавливаться не в печи, а в специальных формах, а затем устанавливаться в печь уже готовыми. Образовавшийся между тиглем и индуктором зазор в таких случаях просто заполняется огнеупорными материалами.
В некоторых случаях для предотвращения появления перебоев при работе крупных установок из-за набивки тигля, их могут снабдить двумя печами, чтобы в случае выхода тигля из строя переключить питание на вторую печь. Футеровка индукционных печей может эксплуатироваться в суровых условиях. Чтобы обеспечить минимальное рассеивание магнитных волн толщина футеровки должна быть минимальной, при этом прочность должна оставаться на высоком уровне, чтобы избежать растрескивания при резкой смене температур. Индукционная печь должна иметь огнеупорную и шлакоустойчивую футеровку.
К огнеупорным материалам, используемым при создании футеровки плавильной печи, предъявляются особенно жестокие требования. В огнеупорном порошке обязательно не должно быть магнитных или проводящих ток примесей, так как они не будут пропускать вихревые токи, забирая всю электрическую энергию, нагреваясь и расплавляя футеровку.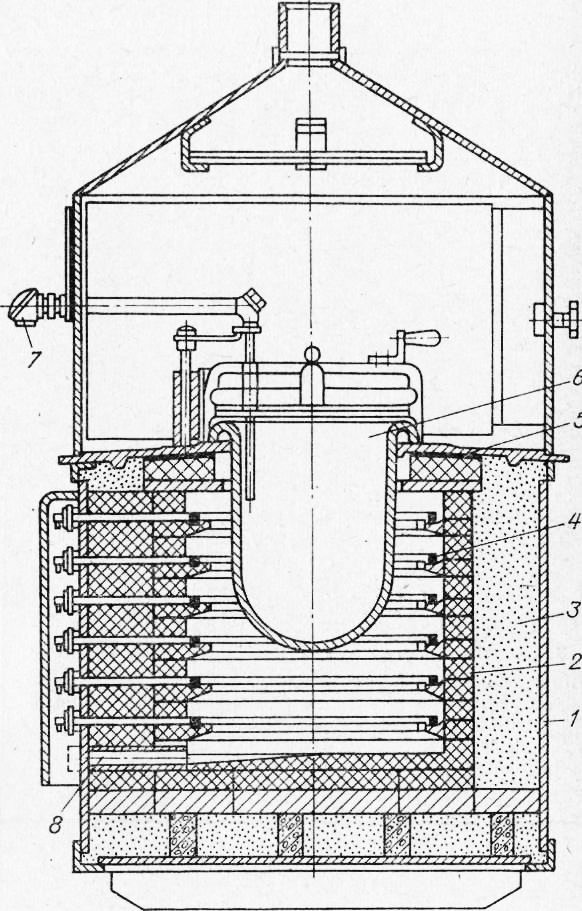
Футеровка индукционной печи может быть двух типов:
Кислая футеровка – применяется чаще всего в литейных цехах на заводах машиностроения. Изготавливается кислая футеровка из кварцита и кварцевого песка. Кислая футеровка дешевле основной, а также обладает отличной термостойкостью. Данный вид футеровки имеет более длительный срок эксплуатации за счет того, что может восстанавливаться под воздействием некоторых элементов, которые могут входить в состав легированной стали.
Основная футеровка применяется чаще, потому что производители считают, что она лучше всего подходит для взаимодействия с большинством металлов. Изготавливается она из магнезитового порошка, либо из порошка хромомагнезитовых кирпичей. В редких случаях может быть изготовлена из технического глинозема и цирконового песка.
Как правило, футеровка изготавливается из сухих материалов, но могут применяться и слегка увлажненные. Изготовленный тигель необходимо как следует просушить, а затем обжечь (для этого проводится специальный технологичный процесс, называемый обжиговой плавкой). В тигель с шаблоном загружается чугун, а затем нагрузка медленно поднимается до появления слабо-красного каления. Если футеровка была изготовлена из влажных материалов, то печь должна просушиться в течение 20 часов, а затем нагрузку можно будет увеличить, чтобы расплавить чугун.
В тигель с шаблоном загружается чугун, а затем нагрузка медленно поднимается до появления слабо-красного каления. Если футеровка была изготовлена из влажных материалов, то печь должна просушиться в течение 20 часов, а затем нагрузку можно будет увеличить, чтобы расплавить чугун.
Индукционная печь – Каркас
Каркас печи – это основа, применяемая для крепления всех остальных элементов. Печи, имеющие высокую емкость, заполняются сплошным кожухом. Элементы каркаса в свою очередь должны иметь высокую прочность, чтобы выдерживать серьезные нагрузки. Каркас индукционной печи будет находиться в зоне воздействия мощного электромагнитного поля, а потому он может нагреваться до высоких температур. Чтобы свести потери на нагрев каркаса к минимуму, необходимо ослабить поток токов. Проще всего сделать это, разбив каркас на отдельные элементы, имеющие хорошую электроизоляцию друг от друга. Изготавливать каркас лучше всего из немагнитных и неэлектропроводных материалов.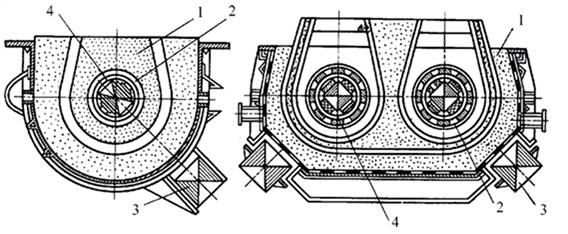 Несмотря на необходимость использования неэлектропроводных материалов, чаще всего применяют для создания каркаса наиболее доступный металл – сталь. Стальные части каркаса изолируют друг от друга, а в некоторых случаях целесообразным будет понизить уровень напряженности магнитного поля. Снизить уровень напряженности металла можно, если установить между каркасом и индуктором магнитные экраны или магнитопроводы.
Несмотря на необходимость использования неэлектропроводных материалов, чаще всего применяют для создания каркаса наиболее доступный металл – сталь. Стальные части каркаса изолируют друг от друга, а в некоторых случаях целесообразным будет понизить уровень напряженности магнитного поля. Снизить уровень напряженности металла можно, если установить между каркасом и индуктором магнитные экраны или магнитопроводы.
Индукционная печь – Механизм наклона
Принцип действия механизма наклона в индукционной печи такой же, как и в дуговой: он призван обеспечивать наклон установки, чтобы дать возможность полностью сливать металл. На сегодняшний день существует множество механизмов, применяемых в индукционных печах. В большинстве случаев наклонный механизм состоит из лебедки с электромеханическим или ручным приводом, а также из троса, перекидываемого через блок.
Печи, имеющие большие габариты, наклоняют, используя тельфер. Крюк тельфера сцепляется с серьгой, которая укреплена на каркасе. На габаритную индукционную печь устанавливают гидравлический привод наклона.
На габаритную индукционную печь устанавливают гидравлический привод наклона.
Выше мы рассмотрели основные элементы конструкции индукционной плавильной печи, несущие ответственную задачу и отвечающие за ее работоспособность
особенности конструкции и изготовление своими руками
На протяжении многих лет люди проводят плавку металла. Каждый материал имеет свою температуру плавления, достигнуть которую можно только при применении специального оборудования. Первые печи для плавки металла были довольно большими и устанавливались исключительно в цехах крупных организаций. Сегодня современная индукционная печь может устанавливаться в небольших мастерских при налаживании производства ювелирных изделий. Она небольшая, проста в обращении и обладает высокой эффективностью.
- Принцип действия
- Преимущества устройства
- Рекомендации по размещению печи
- Разновидности оборудования
- Использование сварочного инвертора
- Применение транзисторов
- Печь на лампах
- Охлаждение оборудования
- Техника безопасности
Принцип действия
Плавильный узел индукционной печи применяется для нагрева самых различных металлов и сплавов. Классическая конструкция состоит из следующих элементов:
Классическая конструкция состоит из следующих элементов:
- Сливной насос.
- Индуктор, охлаждающийся водой.
- Каркас из нержавеющей стали или алюминия.
- Контактная площадка.
- Подина из жаропрочного бетона.
- Опора с гидравлическим цилиндром и подшипниковым узлом.
Принцип действия основан на создании вихревых индукционных токов Фуко. Как правило, при работе бытовых приборов подобные токи вызывают сбои, но в этом случае они применяются для нагрева шихты до требуемой температуры. Практически вся электроника во время работы начинает нагреваться. Этот негативный фактор применения электричества используется на полную мощность.
Преимущества устройства
Печь плавильная индукционная стала применяться относительно недавно. На производственных площадках устанавливаются знаменитые мартены, доменные печи и другие разновидности оборудования.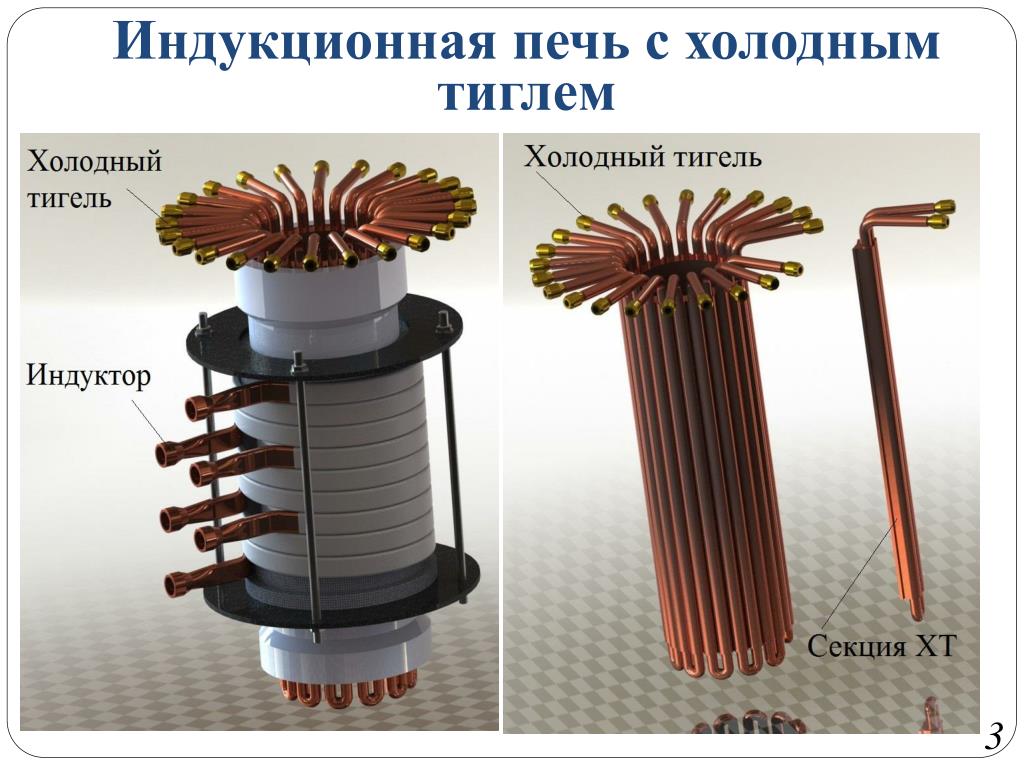 Подобная печь для плавки металла обладает следующими преимуществами:
Подобная печь для плавки металла обладает следующими преимуществами:
- Применение принципа индукции позволяет делать оборудование компактным. Именно поэтому не возникает проблем с их размещением в небольших помещениях. Примером можно назвать доменные печи, которые могут устанавливаться исключительно в подготовленных помещениях.
- Результаты проведенных исследований указывают на то, что КПД составляет практически 100%.
- Высокая скорость плавки. Высокий показатель КПД определяет то, что на разогрев металла уходит намного меньше времени, если сравнивать с другими печами.
- Некоторые печи при плавке могут привести к изменению химического состава металла. Индукционная занимает первое место по чистоте расплава. Создаваемые токи Фуко проводят нагрев заготовки изнутри, за счет чего исключается вероятность попадания в состав различных примесей.
Именно последнее преимущество определяет распространение индукционной печи в ювелирном деле, так как даже небольшая концентрация посторонней примеси может негативно сказаться на полученном результате.
Рекомендации по размещению печи
В зависимости от особенностей конструкции выделяют напольные и настольные индукционные печи. Независимо от того, какой именно вариант был выбран, выделяют несколько основных правил по установке:
- При работе оборудования на электросеть оказывается высокая нагрузка. Для того чтобы исключить вероятность возникновения короткого замыкания по причине износа изоляции, при установке должно быть проведено качественное заземление.
- Конструкция имеет водяной охлаждающий контур, который исключает вероятность перегрева основных элементов. Именно поэтому следует обеспечивать надежный подъем воды.
- Если проводится установка настольной печи, то следует уделить внимание устойчивости используемого основания.
- Печь для плавки металла представлена сложным электрическим прибором, при установке которого нужно соблюдать все рекомендации производителя. Особое внимание уделяется параметрам источника питания, который должен соответствовать модели аппарата.

- Не стоит забывать о том, что вокруг печи должно быть довольно много свободного пространства. Во время работы даже небольшой по объему и массе расплав может случайно выплеснуться из формы. При температуре более 1000 градусов Цельсия он нанесет непоправимый вред различным материалам, а также может стать причиной возгорания.
Во время работы устройство может серьезно нагреваться. Именно поэтому поблизости не должно быть никаких легковоспламеняющихся или взрывчатых веществ. Кроме этого, по технике пожарной безопасности вблизи должен быть установлен пожарный щит.
Разновидности оборудования
Широкое применение получили только два типа печи: тигельные и канальные. Они обладают сходными преимуществами и недостатками, отличия заключаются лишь в применяемом методе работы:
- В тигельный тип печи приходится проводить загрузку каждой порции шихты отдельно. Принцип работы устройства заключается в следующем: металл загружается внутрь индуктора, после расплавки он сливается и проводится загрузка новой порции.
 Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья.
Как правило, подобная модель приобретается для небольших мастерских, когда работа ведется с небольшим количеством сырья. - Канальные отличаются тем, что позволяют проводить плавку металла непрерывно. Конструкция позволяет проводить погрузку новой порции металла и слив уже расплавленного во время работы. Недостатком можно назвать лишь то, что трудности возникают на момент слива, так как канал слива должен быть заполнен.
Большей популярностью пользуется тигельная разновидность индукционных печей. Это связано с их высокой производительностью и простотой в эксплуатации. Кроме этого, подобную конструкцию при необходимости можно изготовить самостоятельно.
Самодельные варианты исполнения встречаются довольно часто. Для их создания требуются:
- Генератор.
- Тигель.
- Индуктор.
Опытный электрик при необходимости может сделать индуктор своими руками. Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Использование сварочного инвертора
Печь индукционная для плавки металла своими руками может быть создана при применении сварочного инвертора в качестве генератора. Этот вариант получил самое широкое распространение, так как прилагаемые усилия касаются лишь изготовления индуктора:
- В качестве основного материала применяется тонкостенная медная трубка. Рекомендуемый диаметр составляет 8—10 см.
- Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
После создания индуктора и его размещения в корпусе остается только установить на свое место приобретенный тигель.
Применение транзисторов
Подобная схема довольно сложна в исполнении, предусматривает применение резисторов, нескольких диодов, транзисторов различной емкости, пленочного конденсатора, медного провода с двумя различными диаметрами и колец от дросселей. Рекомендации по сборке следующие:
- При применении рассматриваемой схемы конструкция будет сильно нагреваться. Именно поэтому следует использовать эффективное охлаждение.
- Приобретенные конденсаторы собираются в одну схему для получения батареи.
- В качестве основы для индуктора применяются дроссельные кольца. На них наматывается ранее приобретенная медная трубка диаметром около 1 мм. Количество витков определяет то, какой мощностью будет самодельная печь. Рекомендуемый диапазон от 7 до 15 витков.
- На предмет цилиндрической формы наматывается вторая медная трубка, диаметр которой должен быть около 2 мм. Стоит учитывать, что концы этой трубки следует оставлять большими, так как они будут использоваться для подключения к источнику питания.

- В качестве источника питания можно использовать аккумулятор с мощностью 12 В.
Созданная схема помещается в текстолитовый или графитовый корпус, которые являются диэлектриками. Схема, предусматривающая применение транзисторов, довольно сложна в исполнении. Поэтому браться за изготовление подобной печи следует исключительно при наличии определенных навыков работы.
Печь на лампах
В последнее время печь на лампах создают все реже, так как она требует осторожности при обращении. Применяемая схема проще в сравнении со случаем применения транзисторов. Сборку можно провести в несколько этапов:
- В качестве генератора тока применяются 4 лучевые лампы, которые соединяются при параллельном подключении.
- Применяемая проволока из меди должна соединяться по спирали. Создаваемые витки должны иметь диаметр от 8 до 16 см, расстояние между ними не менее 5 миллиметров.
 Стоит учитывать, что понадобится довольно большое количество проволоки, так как внутри витков должен поместиться тигель.
Стоит учитывать, что понадобится довольно большое количество проволоки, так как внутри витков должен поместиться тигель. - Создаваемая спираль помещается в корпус из материала, который не проводит электрический ток.
- Повысить эффективность схемы можно при дополнительном подключении подстроечного конденсатора.
Применяемые ламы должны быть защищены от механического воздействия.
Охлаждение оборудования
При создании индукционной печи своими руками больше всего проблем возникает с охлаждением. Это связано со следующими моментами:
- Во время работы нагревается не только расплавляемый металл, но и некоторые элементы оборудования. Именно поэтому для длительной работы требуется эффективное охлаждение.
- Метод, основанный на применении воздушного потока, характеризуется низкой эффективностью. Кроме этого, не рекомендуется проводить установку вентиляторов вблизи печи. Это связано с тем, что металлические элементы могут оказывать воздействие на генерируемые вихревые токи.

Как правило, охлаждение проводится при подаче воды. Создать водяной охлаждающий контур в домашних условиях не только сложно, но и экономически невыгодно. Промышленные варианты печи имеют уже встроенный контур, к которому достаточно подключить холодную воду.
Техника безопасности
При использовании индукционной печи нужно соблюдать определенную технику безопасности. Основные рекомендации:
- Нагреваемый металл может иметь очень высокую температуру. Попадание даже одной расплавленной капли на кожу может привести к серьезной травме. Именно поэтому при работе следует быть осторожным, использовать защитную одежду.
- Производители промышленного оборудования в паспорте указывают довольно много различных параметров, среди которых отметим радиус воздействия электромагнитного поля. Стоит учитывать, что электроника, которая попала в этот радиус, может работать неправильно, а при длительном нахождении и вовсе выйдет из строя.

- При выборе защитной одежды следует отдавать предпочтение варианту без металлических элементов.
При установке оборудования следует рассмотреть то, как будет проводиться погрузка шихты и извлечение расплавленного металла. Рекомендуется отводить отдельное подготовленное помещение для установки индукционной печи.
Induction Furnaces — Основы литейных плавильных печей
Главная > Советы и факты > Литейные плавильные печи > Индукционные печи
Принцип индукционной плавки заключается в том, что источник высокого напряжения от первичной обмотки индуцирует низкое напряжение и сильный ток в металле или вторичной обмотке. Индукционный нагрев — это просто метод передачи тепловой энергии.
Индукционные печи идеально подходят для плавки и легирования широкого спектра металлов с минимальными потерями расплава, однако возможно незначительное рафинирование металла. Существует два основных типа индукционных печей: тигельные и канальные.
Существует два основных типа индукционных печей: тигельные и канальные.
Безтигельные индукционные печи
Сердцем индукционной печи без тигельного стержня является змеевик, который состоит из полой секции прочной медной трубки с высокой проводимостью, свернутой в спираль. Форма катушки содержится в стальной оболочке, а магнитное экранирование используется для предотвращения нагрева несущей оболочки. Для защиты от перегрева змеевик охлаждается водой, вода рециркулирует и охлаждается в градирне. Корпус поддерживается цапфами, на которые наклоняется печь для облегчения заливки.
Тигель формируется путем набивания зернистого огнеупора между змеевиком и полым внутренним каркасом, который расплавляется при первом нагреве, оставляя спеченную футеровку.
Блок питания преобразует напряжение и частоту сети, необходимые для электроплавки. Частоты, используемые при индукционной плавке, варьируются от 50 циклов в секунду (сетевая частота) до 10 000 циклов в секунду (высокая частота). Чем выше рабочая частота, тем больше максимальная мощность, которая может быть подведена к печи данной мощности, и тем ниже величина создаваемой турбулентности.
Чем выше рабочая частота, тем больше максимальная мощность, которая может быть подведена к печи данной мощности, и тем ниже величина создаваемой турбулентности.
Когда шихтовый материал расплавлен, взаимодействие магнитного поля и электрических токов, протекающих в индукционной катушке, вызывает перемешивание внутри расплавленного металла. Это перемешивание заставляет расплавленный металл подниматься вверх в центре, вызывая характерный мениск на поверхности металла. На степень перемешивания влияют применяемая мощность и частота, а также размер и форма катушки, а также плотность и вязкость расплавленного металла. Перемешивание в ванне важно, так как оно способствует смешиванию сплавов и плавлению стружки, а также гомогенизации температуры во всей печи. Чрезмерное перемешивание может увеличить газовыделение, износ футеровки и окисление сплавов.
Индукционная печь без тигля в значительной степени заменила тигельную печь, особенно для плавки сплавов с высокой температурой плавления. Индукционная печь без тигля обычно используется для плавки всех марок стали и чугуна, а также многих цветных сплавов. Печь идеально подходит для переплавки и легирования благодаря высокой степени контроля температуры и химического состава, а индукционный ток обеспечивает хорошую циркуляцию расплава.
Индукционная печь без тигля обычно используется для плавки всех марок стали и чугуна, а также многих цветных сплавов. Печь идеально подходит для переплавки и легирования благодаря высокой степени контроля температуры и химического состава, а индукционный ток обеспечивает хорошую циркуляцию расплава.
Канальные индукционные печи
Канальная индукционная печь состоит из стального корпуса с огнеупорной футеровкой, в котором находится расплавленный металл. К стальному кожуху прикреплена и соединена горловиной индукционная установка, которая образует плавильную часть печи. Индукционный блок состоит из железного сердечника в виде кольца, вокруг которого намотана первичная индукционная катушка. Эта сборка образует простой трансформатор, в котором петли из расплавленного металла составляют вторичный компонент. Тепло, выделяемое в контуре, заставляет металл циркулировать в основной колодец печи. Циркуляция расплавленного металла оказывает полезное перемешивающее действие в расплаве.
обычно используются для плавки сплавов с низкой температурой плавления и/или в качестве устройства для выдержки и перегрева сплавов с более высокой температурой плавления, таких как чугун. Канальные индукционные печи могут использоваться в качестве держателей для металла, выплавляемого вне пиковой нагрузки, в индукционных установках без тигельного стержня, тем самым снижая общие затраты на плавку за счет исключения расходов на пиковую нагрузку.
Следующая: Электродуговые печи >>
Предыдущая: << Вагранка
Если вам нужна дополнительная информация о литейной компании Atlas, отливках из серого чугуна и других услугах, которые мы предоставляем, позвоните нам по телефону (765) 662-2525 , заполните нашу контактную форму или напишите по электронной почте.
Услуги |
Продукты |
Оборудование |
Преимущества |
Часто задаваемые вопросы
Советы и факты |
Ссылки |
О литейном заводе Атлас |
Глоссарий литейного производства
Связаться с литейным заводом Atlas |
Карта сайта |
Вернуться домой
Atlas Foundry Company, Inc.
601 N. Henderson Avenue
Marion, IN 46952-3348
Телефон: (765) 662-2525 • Факс: (765) 662-2902
Электронная почта: Atlas Foundry • Продажа: электронная почта
Copyright © 2001-2018 Atlas Foundry Company Inc. Все права защищены.
Плавильная печь
Плавильные печи используются для перегрева твердых материалов до их расплавления. Часто оборудование для термической обработки используется для изменения поверхности или внутренних характеристик материалов путем тщательного повышения их температуры. В случае металлов это обычно увеличивает пластичность за счет твердости и прочности. Для этого требуется промышленная печь, способная генерировать и поддерживать температуру ниже точки плавления материала.
Плавильная печь, для сравнения, генерирует сверхвысокие температуры, которые превышают температуру плавления металла и вызывают разложение его физической структуры, что приводит к разжижению. Этот фазовый переход полностью зависит как от температуры, так и от давления. Немногие металлы могут существовать в жидком состоянии при температуре окружающей среды, за исключением ртути (Hg) и известных эвтектик, таких как сплавы на основе галлия (Ga-).
Немногие металлы могут существовать в жидком состоянии при температуре окружающей среды, за исключением ртути (Hg) и известных эвтектик, таких как сплавы на основе галлия (Ga-).
Для получения однородной расплавленной смеси плавильная печь должна быть способна создавать и поддерживать необходимую температуру в течение длительного периода времени. Существует несколько архитектур плавильных печей, способных выполнять этот процесс. В этом сообщении блога Thermcraft исследует некоторые из основных типов плавильных печей, доступных сегодня на рынке.
Ваграночные плавильные печи
Ваграночная плавильная печь обычно содержит вертикальную нагревательную камеру в виде шахты, заполненную слоями горючего материала, такого как кокс и известняк. Впускные отверстия позволяют воздуху поступать в камеру для облегчения горения, а рабочая дверца обеспечивает легкий доступ к самой нижней части купола. Здесь сырье превращается в расплавленную смесь, которую можно периодически экструдировать через носик с откидным дном.
Вагранки являются предпочтительным инструментом для процессов плавки в литейных цехах черных металлов. Архитектура проста и надежна, но необходимо принять дополнительные меры для безопасной вентиляции и контроля выбросов. Часто верхняя часть шахты вагранки закрывается инновационным фильтром, предназначенным для удаления твердых частиц из газообразных отходов.
Индукционные печи
Принцип работы индукционных плавильных печей принципиально отличается от вагранки. В них используются спиральные нагревательные элементы, встроенные в тигель или встроенные в стенки самой нагревательной камеры. Они преобразуют электрическую энергию в тепло, которое излучается через материал с выдающейся степенью термической однородности.
Ограничение использования горючих видов топлива на объекте, особенно для повседневных плавильных работ, обеспечивает более безопасную повседневную работу персонала и компонентов. Индукционные катушки со спиральной намоткой, изготовленные из тугоплавких металлов и керамики, увеличивают срок службы и обеспечивают хорошую совместимость с дополнительными элементами управления.