Что такое индукционный нагрев. Как работают индукционные нагревательные установки. Каковы основные преимущества индукционного нагрева. Где применяется индукционный нагрев в промышленности.
Что такое индукционный нагрев и как он работает
Индукционный нагрев — это метод бесконтактного нагрева электропроводящих материалов с помощью электромагнитной индукции. Принцип его работы основан на законе электромагнитной индукции Фарадея.
Как происходит индукционный нагрев:
- Через индуктор (катушку) пропускается переменный электрический ток высокой частоты.
- Вокруг индуктора создается переменное магнитное поле.
- Когда в это поле помещается проводящий материал (например, металлическая заготовка), в нем индуцируются вихревые токи.
- Вихревые токи нагревают материал за счет его электрического сопротивления.
Таким образом, тепло генерируется непосредственно внутри нагреваемого объекта, что обеспечивает высокую эффективность процесса.
Основные компоненты индукционной нагревательной установки
- Источник питания (преобразователь частоты)
- Индуктор
- Система охлаждения
- Система управления и контроля
- Механизмы подачи и выгрузки заготовок
Ключевым элементом является индуктор — это катушка, изготовленная обычно из медной трубки. Через нее пропускается ток высокой частоты, создающий переменное магнитное поле вокруг нагреваемой детали.
Преимущества индукционного нагрева
Индукционный нагрев обладает рядом существенных преимуществ по сравнению с другими методами нагрева металлов:
- Высокая энергоэффективность — тепло генерируется непосредственно в заготовке
- Быстрый и равномерный нагрев
- Точный контроль температуры и локализации нагрева
- Отсутствие открытого пламени и вредных выбросов
- Улучшение условий труда и экологичность процесса
- Высокая степень автоматизации
- Компактность оборудования
Эти преимущества делают индукционный нагрев оптимальным выбором для многих промышленных применений.
Области применения индукционного нагрева
Индукционные нагревательные установки широко используются в различных отраслях промышленности:

- Металлургия — нагрев заготовок перед обработкой давлением
- Машиностроение — термообработка деталей (закалка, отпуск, отжиг)
- Автомобилестроение — нагрев деталей перед сборкой
- Трубное производство — сварка труб, нагрев перед гибкой
- Пищевая промышленность — стерилизация, пастеризация
- Полупроводниковая промышленность — выращивание кристаллов
Индукционный нагрев применяется как для сквозного нагрева заготовок, так и для поверхностной закалки деталей.
Типы индукционных нагревательных установок
- Мощность — от нескольких кВт до нескольких МВт
- Рабочая частота — от сотен Гц до нескольких МГц
- Тип источника питания — ламповые, тиристорные, транзисторные
- Конструкция индуктора — одновитковые, многовитковые, панельные и др.
- Способ загрузки — периодического или непрерывного действия
Выбор конкретного типа установки зависит от требований технологического процесса, свойств нагреваемых материалов и производительности.
Факторы, влияющие на эффективность индукционного нагрева
На эффективность индукционного нагрева влияет ряд факторов:
- Электрические и магнитные свойства нагреваемого материала
- Частота тока в индукторе
- Геометрия индуктора и заготовки
- Зазор между индуктором и заготовкой
- Мощность нагрева
- Время нагрева
Правильный подбор этих параметров позволяет оптимизировать процесс нагрева для конкретной задачи.
Перспективы развития технологии индукционного нагрева
Технология индукционного нагрева продолжает развиваться. Основные направления совершенствования:
- Повышение энергоэффективности установок
- Разработка новых типов преобразователей частоты
- Создание «умных» систем управления на основе машинного обучения
- Расширение применения в новых отраслях промышленности
- Миниатюризация оборудования для специальных применений
Дальнейшее развитие индукционного нагрева будет способствовать повышению эффективности и экологичности промышленных процессов.
Индукционные Машины. Индукционный нагрев. Без иероглифов.
Машины. Идеи. Реализация.
Решения «под ключ» в области индукционного нагрева.
Современные комплектующие, лучшие производители, собственные разработки.
Пожизненная поддержка.
Без иероглифов.
+7 (347) 285-75-13
410337054
МИССИЯ КОМПАНИИ
ООО Индукционные Машины – это российская компания, посвятившая себя разработке и изготовлению современного оборудования с применением индукционного нагрева.
Мы стараемся быть впереди во всех сферах деятельности благодаря современной технологии, качеству и высокому уровню обслуживания.
Наша миссия:
Развивать и эффективно управлять компанией в секторе передовых технологий.
Постоянное создание новаторских идей и решений с оправданным риском.Постоянный поиск высочайшего качества наших продуктов и услуг.
ПРОЕКТЫ И РЕШЕНИЯ
Исходя из богатого практического опыта наши инженеры предлагают решения по индукционному нагреву, полностью готовые к использованию с учетом всех тонкостей технологии клиентов.
Эти проекты мы называем проектами «под ключ».
Системы охлаждения
Комплексные решения
Комплектующие
- Модернизация оборудования
- Шкафы управления
- Вытяжка тройников
- Закалка цепи
- Трубогиб
Услуги
Узнать подробности
Обращаем ваше внимание на то, что данный перечень оборудования и услуг не является исчерпывающим. Если вы хотите узнать больше о нас, о специальном оборудовании, о том, какие преимущества может дать вам индукционный нагрев – обращайтесь в нашу компанию.
Если вы хотите узнать больше о нас, о специальном оборудовании, о том, какие преимущества может дать вам индукционный нагрев – обращайтесь в нашу компанию.
ЗАКАЛОЧНЫЕ СТАНКИ
Надежность обеспечена
Применяются современные и надежные комплектующие элементы системы управления
Представлен весь модельный ряд
Так, станки вертикальной закалки могут обрабатывать детали длиной от 300 до 3000 мм
Узнать подробности
Срок службы гарантирован
Узлы и механизмы выполнены надежно и отвечают всем требованиям прочности и долговечности
ХОРОШЕЕ ПРЕДЛОЖЕНИЕ
ЕСЛИ ВЫ:
— нуждаетесь в нагреве партии ваших изделий
— разрабатываете новую технологию, связанную с нагревом
— и просто интересуетесь новой техникой:)
НО У ВАС:
— недостаточно средств для покупки нового оборудования
— есть сомнения в эффективности индукционного нагрева
ПРОСТО ПОЗВОНИТЕ
+7(987)253-02-94
Мы привезем к вам необходимое оборудование и за умеренную плату:
- покажем все возможности современной индукционной техники
- проведем нагрев нужной партии деталей
- оставим оборудование в аренду или лизинг
- проконсультируем по всем вопросам индукционного нагрева
Или предоставим возможность воспользоваться нашим оборудованием для проведения требуемых операций нагрева.
ИНДУКЦИОННЫЕ НАГРЕВАТЕЛЬНЫЕ УСТАНОВКИ УИН
Широкий ассортимент
Подберите необходимый вам источник, комбинируя мощностные и частотные характеристики, разнообразную комплектацию системы управления, требуемые вашим техпроцессом выходные узлы — индукторы.
Узнать подробности
Замена генератора
Вам хотелось бы повысить энергетическую эффективность вашего старого генератора? Благодаря обширному каталогу генераторов мы можем адаптировать генератор к Вашей индукционной системе, сводя к минимуму начальные капитальные затраты.
ИНДУКТОРЫ И ОСНАСТКА
Продажа индукторов
Мы ремонтируем и производим всевозможные катушки и индукторы для любых применений, для которых была разработана ваша индукционная система.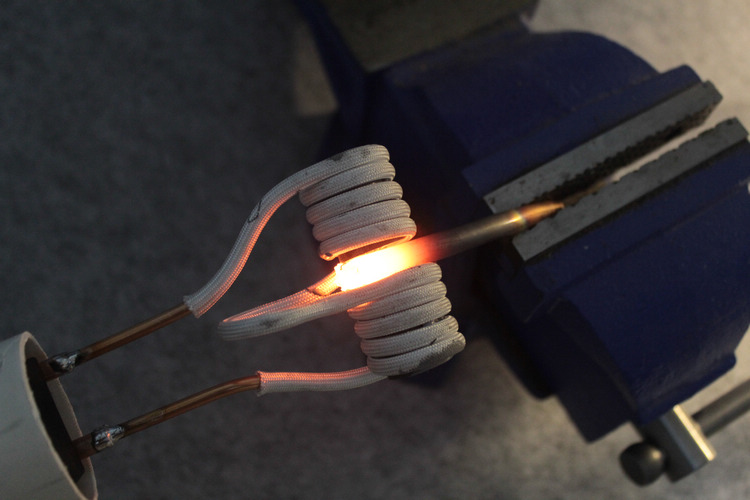 Мы можем осуществлять контроль за работой и долговечностью каждого индуктора для улучшения последующих образцов.
Мы можем осуществлять контроль за работой и долговечностью каждого индуктора для улучшения последующих образцов.
Узнать подробности
СВЯЖИТЕСЬ С НАМИ
У Вас есть вопросы и предложения ?
Свяжитесь с нами, мы внимательно выслушаем Вас и дадим Вам исчерпывающие ответы.
+7 (347) 285-75-13
Россия, г.Уфа, ул.50 лет СССР, 39, корп.6
Общество с ограниченной ответственностью
«Индукционные Машины»
ИНН 0278194207 КПП 027801001
ОГРН 1120280048030
ОКАТО 80401390000 ОКПО 12702813
ОКОГУ 4210014 ОКФС 16 ОКОПФ 12165
Тел: +7(347)285-75-13
e-mail: im@imltd.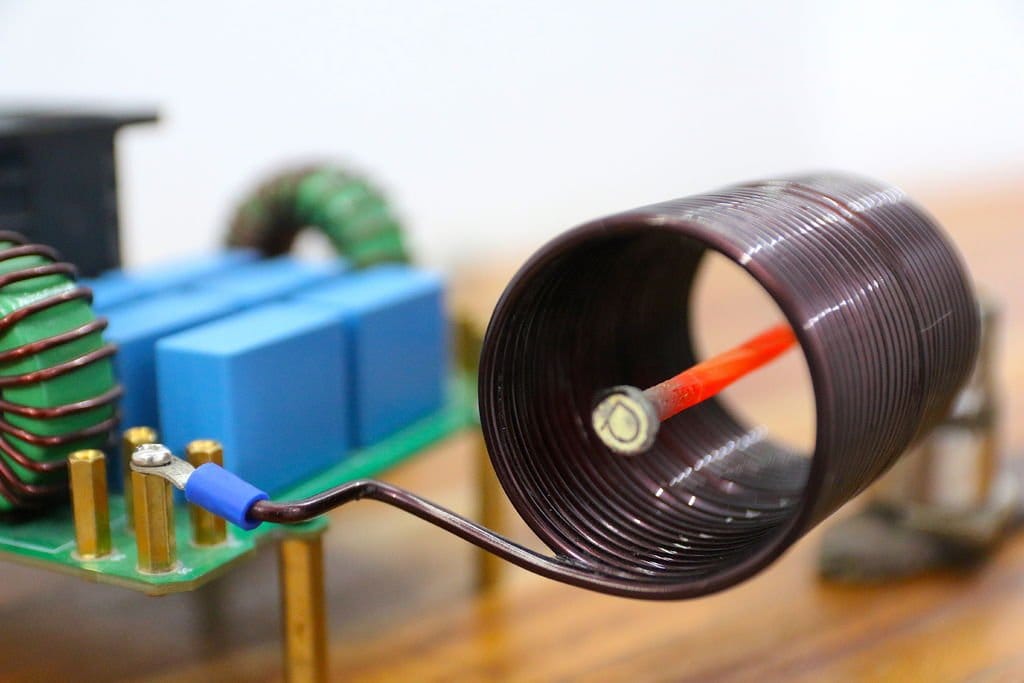 ru
ru
www: imltd.ru
Юридический адрес
450078, РБ, г.Уфа, ул. Владивостокская, 1а
Физический адрес
450071, г.Уфа, ул. 50 лет СССР, 39, корп.6
Почтовый адрес
450064, а/я 75
Индукционные Машины, 2021
Закалочные станки * Индукционные установки * Электротермическое оборудование * Индукционные вихревые нагреватели
Основы индукционного нагрева — НПП «ПромСЭЛТ»
Индукционный нагрев – это процесс нагрева материалов (обычно металлов) посредством переменного магнитного поля, создаваемого электромагнитным индуктором. Поскольку нагрев осуществляется посредством магнитного поля, нагрев может производится бесконтактным способом.
Индукционный нагрев применяется, преимущественно, для нагрева металлов. Нагрев в данном случае осуществляется за счет выделения теплоты от протекания вихревых токов (токов Фуко), создаваемых переменным магнитным полем в толще нагреваемого материала. При этом индуцируемые вихревые токи являются полностью замкнутыми внутри нагреваемого материала. Важным фактором при этом типе нагрева является удельное электрическое сопротивление нагреваемого материала: материалы с низким удельным сопротивлением нагреваются хуже.
При этом индуцируемые вихревые токи являются полностью замкнутыми внутри нагреваемого материала. Важным фактором при этом типе нагрева является удельное электрическое сопротивление нагреваемого материала: материалы с низким удельным сопротивлением нагреваются хуже.
Индукционный нагрев может осуществляться также за счет потерь на перемагничивание ферромагнитных материалов. Такой тип нагрева может применяться при индукционном нагреве неэлектропроводных материалов, например, пластмасс. Нагреваемый материал в этом случае легируют ферромагнитной примесью, частицы которой, при попадании пластика в переменное магнитное поле, нагреваются за счет потерь на перемагничивание. Одним из ключевых факторов при таком типе нагрева является площадь петли гистерезиса вводимой примеси: материалы с большей площадью петли гистерезиса нагреваются интенсивней.
Тем не менее, наилучшим материалом для индукционного нагрева являются сплавы на основе железа. Это обуславливается как его высокой магнитной проницаемостью, так и его значительным удельным электрическим сопротивлением.
Технически процесс индукционного нагрева производится следующим образом. Заготовка из нагреваемого материала помещается внутрь электромагнитного индуктора. Индуктор в простейшем случае представляет собой многовитковый соленоид, выполненный из медной трубы, по которой, помимо электрического тока, протекает охладитель. Контакт между заготовкой и витками индуктора при этом отсутствует. При протекании по виткам индуктора переменного электрического тока достаточной величины, внутри индуктора создается переменное магнитное поле, которое согласно закону Фарадея, индуцирует внутри заготовки вихревые электрические токи, разогревающие материал заготовки.
Одним из ключевых параметров протекающего электрического тока по виткам индуктора, является его частота. Возникновение и величина индуцируемых в материале заготовки вихревых токов напрямую связаны с частотой тока индуктора: вихревые токи также являются переменными и имеют ту же частоту, что и протекающий по виткам индуктора ток, а величина плотности индуцируемых вихревых токов пропорциональна частоте тока индуктора.
Первые образцы оборудования индукционного нагрева функционировали на основной частоте сети питания (50 Гц), что требовало значительных (до десятков килоампер) токов индуктора. Современные технологии позволяют изготавливать оборудование для индукционного нагрева с частотами до нескольких мегагерц, однако для нагрева крупных стальных деталей бывает необходимо использовать частоты порядка 500 – 1000 Гц.
Для формирования высокочастотного переменного электрического тока, необходимого для индукционного нагрева, применяются преобразователи частоты (генераторы ТВЧ), являющиеся основой любого оборудования индукционного нагрева.
Предварительный индукционный нагрев
Что такое предварительный индукционный нагрев?
Предварительный индукционный нагрев – это процесс, в ходе которого материалы или заготовки нагреваются путем индукционного нагрева перед дальнейшей обработкой. Необходимость предварительного нагрева может быть вызвана различными причинами.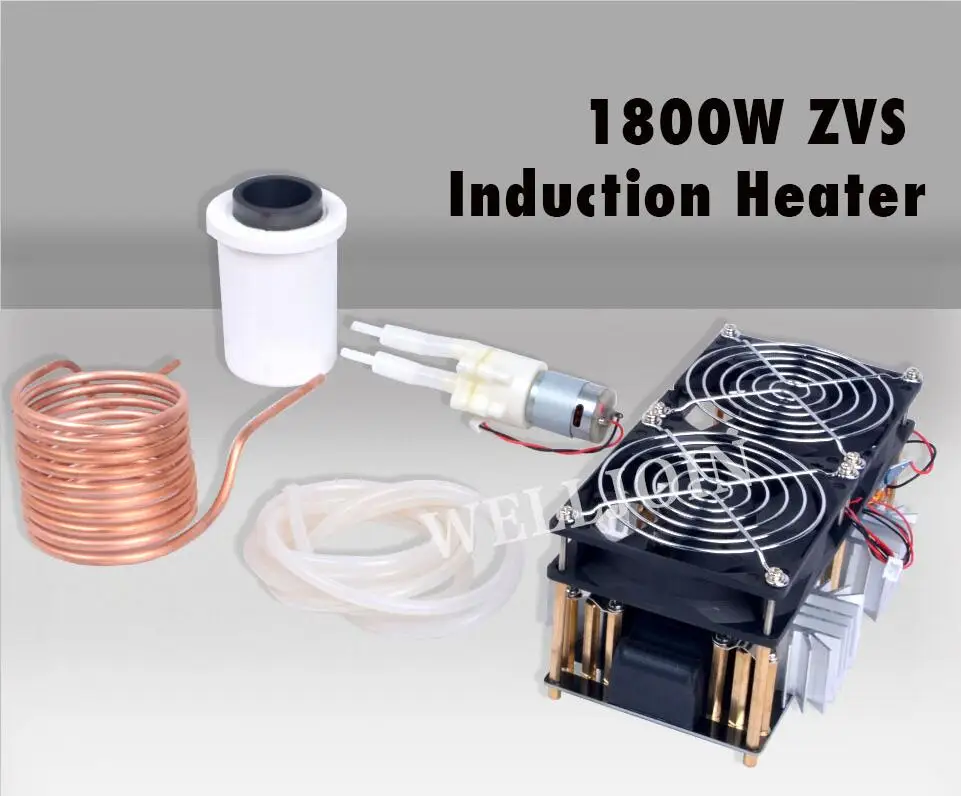 При производстве кабелей жилы проходят предварительный нагрев перед нанесением изоляции. Стальной штрипс подвергается предварительному нагреву перед травлением и нанесением цинкового покрытия. Также предварительный индукционный нагрев используется для размягчения металлов перед сгибанием и подготовкой труб к сварке. Мобильные установки, используемые для предварительного нагрева, упрощают выполнение ремонта подшипниковых узлов на месте эксплуатации.
При производстве кабелей жилы проходят предварительный нагрев перед нанесением изоляции. Стальной штрипс подвергается предварительному нагреву перед травлением и нанесением цинкового покрытия. Также предварительный индукционный нагрев используется для размягчения металлов перед сгибанием и подготовкой труб к сварке. Мобильные установки, используемые для предварительного нагрева, упрощают выполнение ремонта подшипниковых узлов на месте эксплуатации.
Преимущества
Системы предварительного индукционного нагрева EFD Induction являются чрезвычайно эффективными, что позволяет сократить энергетические затраты. За счет использования в установках диодных выпрямителей обеспечивается постоянный коэффициент мощности, равный 0,95, в результате чего сокращаются затраты на компенсацию реактивной мощности. А автоматическое согласование с нагрузкой означает, что один индуктор может использоваться для широкого диапазона деталей. Системы предварительного индукционного нагрева компактны и просты при встраивании в существующие или планируемые производственные линии.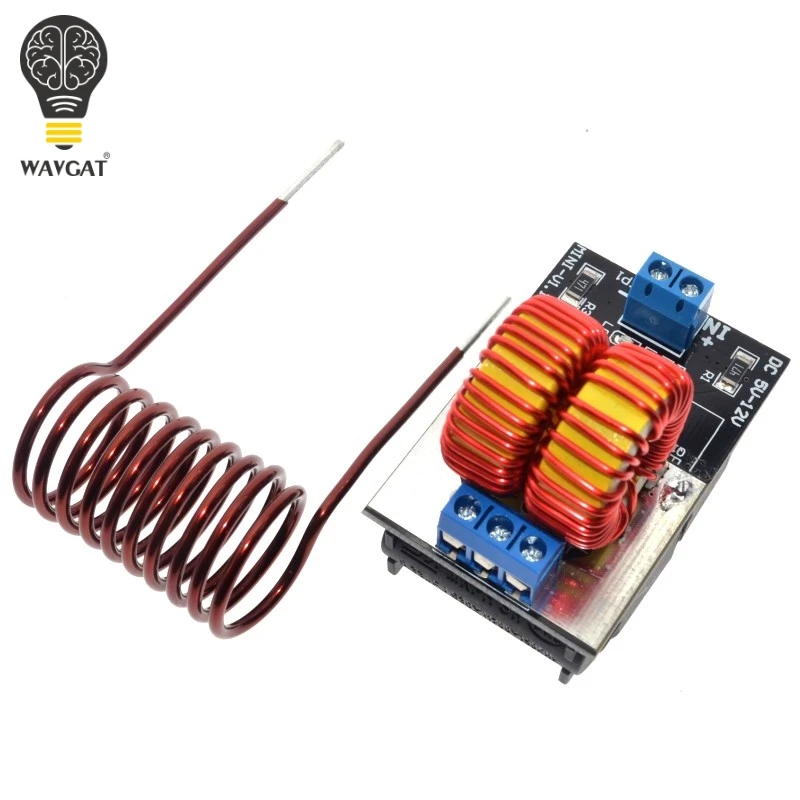
Область применения
Предварительный индукционный нагрев применяется в автомобильной, машиностроительной, авиационной, электромеханической, судостроительной отраслях. Кроме того, предварительный нагрев широко применяется при сварочных работах. Наши мобильные установки Minac находят применение при работах в море для проведения предварительного нагрева перед сваркой деталей на месте эксплуатации. Системы Minac также часто поставляются на нефтедобывающие платформы и в аэропорты для выполнения ремонта и технического обслуживания
Индукционный нагрев (Induction heating)
6.1. Устройств индукционного нагрева. Генераторы индукционных токов. (Generators induction currents)
Нагревательный индуктор представляет собой катушку индуктивности, которая является частью рабочего колебательного контура с компенсирующей конденсаторной батареей. раскачку контура осуществляют либо с помощью электронных ламп или твердотельные электронные ключи. на рабочей частоте до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторов. эти блоки предназначены для обогрева больших частей. для разогрева мелких деталей используются высокие частоты до 5 МГц, диапазон средних и коротких волн высокой частоты строятся на электронных лампах.
на рабочей частоте до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторов. эти блоки предназначены для обогрева больших частей. для разогрева мелких деталей используются высокие частоты до 5 МГц, диапазон средних и коротких волн высокой частоты строятся на электронных лампах.
Для разогрева мелких деталей-установка высокочастотных полевых транзисторов на рабочие частоты до 1.7 МГц. управления транзисторами и защиты на высоких частотах представляет определенные трудности, поэтому установки повышенной частоты пока еще достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и низкую индуктивность, что снижает добротность рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора на низких частотах индуктивное сопротивление катушки индуктивности колебательного контура мало, и произошло короткое замыкание на обмотке дросселя. добротность колебательного контура пропорциональна L / C (Л / C), резонансный контур с низкой добротностью, очень плохо «накачивается» энергии. для повышения добротности колебательного контура используют два способа:
- Повышение рабочей частоты, что приводит к сложной и дорогостоящей установки.
- Использование ферромагнитных вставок в индукторе, индуктора упаковка гнезд из ферромагнитного материала.
В качестве наиболее эффективных индукторов для высокочастотного промышленного применения индукционного нагрева, полученные после разработки и начала производства мощных генераторных ламп. до Первой мировой войны индукционный нагрев имеет ограниченное применение. Генераторов тогда использовали машинные генераторы высокой частоты В. П Vologdina. искры или разрядной установке.
Схема генератора может быть любой, работающий на нагрузку в виде индуктора и который имеет достаточную мощность. также необходимо, чтобы частота колебаний была довольно высокой.
Например, в «перерезать» за несколько секунд стальную проволоку диаметром 4 мм требуется колебательной мощностью не менее 2 кВт на частоте не менее 300 кГц.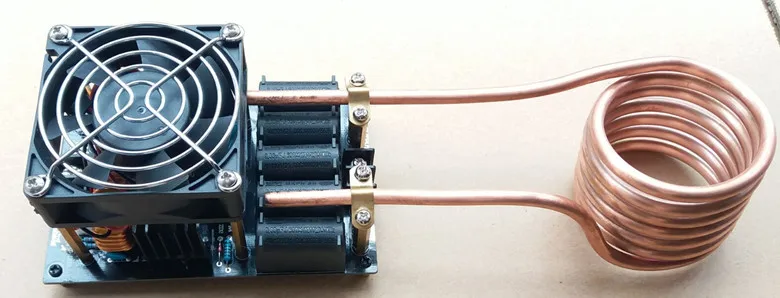
Выбирают схему по следующим критериям: надежность; стабильность колебаний, устойчивости, присвоенный заготовки возможностей, простота изготовления, простота установки, минимальное количество деталей, чтобы сократить расходы, детали, что в сумме уменьшения веса и габаритов и т. д.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применен индуктивный тип. это собственн-excited схема параллельного питания анода и частотно-избирательной цепи, выполненного на колебательный контур. он успешно используется и продолжает использоваться в лабораториях, ювелирных магазинах, на промышленных предприятиях, а также в любительской практике. Например, во время Второй мировой войны на некоторых установках проводится поверхностная закалка валов Т-34.
Недостатки trektocht:
- Сильное отклонение частоты при времени нагрева заготовок из магнитных материалов выше точки Кюри, ≈700 °с μ изменяется, что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки.
 термической обработке ответственных деталей, что может быть неприемлемо. также мощные ТВЧ-установки должны работать в узком диапазоне разрешенных «Роскомнадзором» частоты, а с плохим экранированием эффективно радиопередатчиками и могут оказывать помехи для радио и телевизионного вещания, а также береговых спасательных служб.
термической обработке ответственных деталей, что может быть неприемлемо. также мощные ТВЧ-установки должны работать в узком диапазоне разрешенных «Роскомнадзором» частоты, а с плохим экранированием эффективно радиопередатчиками и могут оказывать помехи для радио и телевизионного вещания, а также береговых спасательных служб. - Низкая эффективность меньше, чем 40 % при использовании лампы.
- При смене индукторов одновитковых многооборотный, на более крупные или более компактный, частота также изменяется.
- При смене заготовок, например меньшего к большему изменяет индуктивность системы индуктор — заготовка», что также приводит к изменению частоты и глубины скин-слоя.
Под руководством Бабата, Лозинского и других ученых были разработаны двух — и трехконтурная схема генератора, имеющих более высокую эффективность до 70 %, а также сохранение рабочих частот. принцип их действия заключается в следующем. за счет применения связанных контуров и ослабление связи между ними, изменяя индуктивность рабочей цепи не влечет за собой сильные изменения в частоте customizados цепи. По такому же принципу построены радиопередатчики.
По такому же принципу построены радиопередатчики.
Отсутствие многоконтурной систем — повышенная сложность и возникновение паразитных колебаний дециметрового диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. также такие предприятия склонны к ужесточению колебаний спонтанного перехода генератора с одной резонансной частоты на другую.
Современные высокочастотные генераторы-это инверторы на IGBT — сборках или мощных МОП-транзисторов, как правило, выполнены по схеме или polumetrovogo выпрямительного моста. работают на частотах до 500 кГц. на затворы транзисторов открыт с помощью микроконтроллера системы управления. системы управления, в зависимости от задач, позволяет автоматически сохранить:
- Постоянной частоты. (Constant frequency)
- Постоянная мощность, выделяемую в заготовке.
- Наивысшей эффективностью. (Higher efficiency)
Например, если вы нагреете магнитного материала выше точки Кюри, толщина скин-слоя увеличивается плотность тока падает, и заготовка начинает греться хуже. тоже потеряли магнитные свойства материала и прекращается процесс перемагничивания обработки начинает теплеть хуже.
тоже потеряли магнитные свойства материала и прекращается процесс перемагничивания обработки начинает теплеть хуже.
Индукционные нагревательные установки — ООО «Термолит»ООО «Термолит»
Индукционные нагревательные установкиИндукционные нагревательные установки предназначены для сквозного нагрева заготовок прутков, деталей, труб и других металлических изделий. Широко применяются индукционные нагревательные установки для сквозного нагрева металлических заготовок, поверхностной закалки стальных деталей, также для пластической деформации, отпуска, горячей посадки и других целей на машиностроительных предприятиях.
На производственных мощностях компании «Термолит» осуществляется разработка, изготовление и тестирование электротермической техники.
По вопросам приобретения оборудования, обращайтесь в отдел маркетинга ООО «Термолит»
Тел./Ф.: (0619) 42-40-12; 42-02-19; 42-03-14
Моб. : +3(095)040-75-17; +3(098)63-502-63;
: +3(095)040-75-17; +3(098)63-502-63;
E-mail: [email protected];
Преимущество индукционных нагревательных установок
Заготовки, разогреваемые в установках от «Термолит» могут быть круглого, квадратного (прямоугольного) и нестандартного сечения. Их диаметр в случае округлого сечения может быть от 5 мм до 400 мм. Если сечение заготовки прямоугольное, она может иметь размеры 300 мм на 300 мм в разрезе.
Индукционный нагреватель для ковки — это более эффективное решение, чем газовые, мазутные и муфельные аналоги. Предприятия, использующие индукционное нагревательное оборудование отличаются высоким качеством продукции, максимальной производительностью и минимумом затрат на энергоносители. Индукционный нагрев, соответственно, позволяет снизить себестоимость продукции, сэкономить производственное время и уменьшить пагубное влияние на экологическую обстановку.
Нагревательное оборудование, в основе работы которого индукционный нагрев, не имеет такого побочного эффекта, как образование на заготовках окалины и обезуглероженного слоя. Поэтому качество конечной продукции заметно выше, чем у той, которая была обработана с использованием других методов нагрева. Температура нагрева может регулироваться с помощью преобразователя частоты, что позволяет напрямую влиять на глубину прогрева.
Поэтому качество конечной продукции заметно выше, чем у той, которая была обработана с использованием других методов нагрева. Температура нагрева может регулироваться с помощью преобразователя частоты, что позволяет напрямую влиять на глубину прогрева.
Основные преимущества индукционного нагрева:
- значительная экономия энергии, за счет прямого индукционного нагрева;
- точная регулировка и контроль температуры нагрева заготовки;
- равномерный нагрев с минимальной разницы температур по сечению и длине;
- автоматизация процесса, исключающий влияние человеческого фактора;
- высокая производительность и эффективность нагревательной установки;
- возможность удаленного управления несколькими установками одним оператором;
- низкое образование окалины и отсутствие физического контакта с заготовкой;
- высокая экологичность и минимальное воздействие на персонал и окружающую среду;
- возможность нагрева только определенной части заготовки;
- контроль системы охлаждения установки, времени нагрева, а также мощности;
- возможная интеграция нагревательной установки в производственные линии;
- малые энергетические потери за счет компактности конструкции;
- экономия занимаемого места в производственном помещении;
- высокий КПД нагревательной установки.

Кроме того, приобретя подобные агрегаты себе на производство, Вы значительно улучшите условия труда работников Вашего предприятия.Главное преимущество нагревателей данного вида — это индукционный нагрев, проникающий вглубь заготовки. Из него и вытекают основные преимущества.
Индукционные нагревательные установки в работе
ИНУ-1600-0.15 с устройством подачи и выгрузки / IHU-1600-0.15 with a feeding and unloading devices
Нагрев рельс на ИНУ 650-2. 4 / Rail heating at IHU 650-2.4
4 / Rail heating at IHU 650-2.4
Нагрев шестерни диаметром 125мм / Heating of gear with a diameter of 125 mm
ИНУ 250-1.0 для нагрева алюминевых заготовок / IHU 250-1.0 for heating aluminium billets
Нагрев алюминиевого круга д=156мм длина 850мм ИНУ 250-1.0 /Heating of aluminum circle at IHU 250-1.0
Нагрев диска диаметром 260мм / Heating of disc with diameter 260mm
Описание процесса нагреваС помощью индукционных нагревательных установок производится эффективный нагрев металлических заготовок. В основе их работы — индукция. Индукционный нагрев является бесконтактной операцией, которая заключается в воздействии на проводники, коими являются металлические заготовки, токов высокой частоты, индуцируемых переменным магнитным полем.
Суть процесса заключается в следующем: заготовку помещают в индуктор, который с помощью генератора создаёт вокруг себя мощное электромагнитное поле, наводящее в заготовке вихревые токи, которые её и разогревают.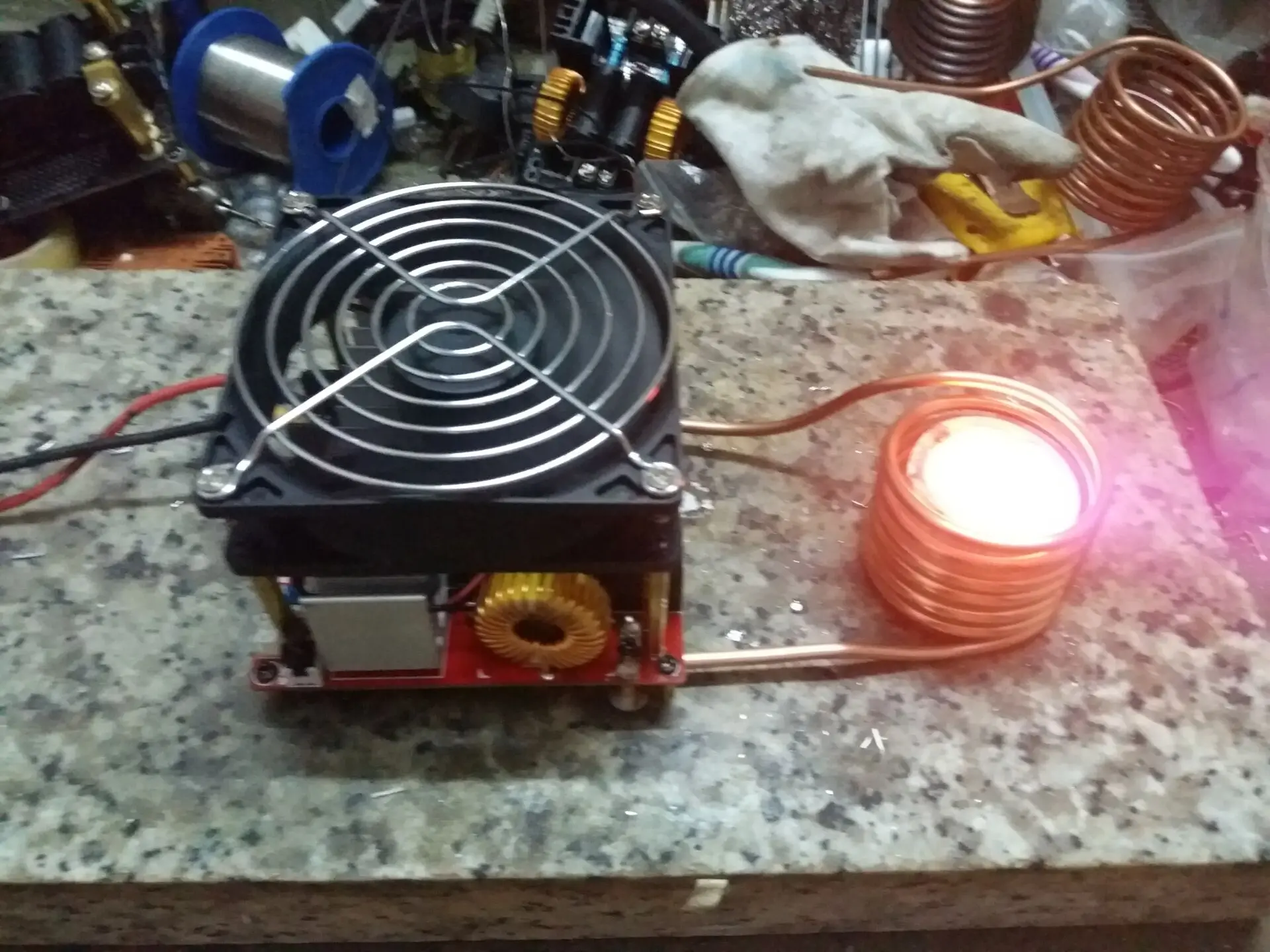
Устройство индукционной нагревательной установки
Установка состоит из:
- тиристорного преобразователя ТПЧ;
- нагревательного поста ИНУ;
- пульта управления и сигнализации ПУС;
- теплообменный шкаф;
- ЗиП к ТПЧ;
- монтажные принадлежности в комплекте;
- документы по эксплуатации в комплекте.
Индукционная нагревательная установка – это преобразователь(генератор), индуктор, конденсаторная батарея, системы водяного охлаждения, защиты и контроля, механизмы для перемещения нагреваемых заготовок.
Нагревание заготовок осуществляется в многовитковом индукторе, который охлаждается водой. С однойстороны, холодные заготовки подаются в индуктор, с другой стороны выходят уже нагретыми. Приводы механической подачи бывают: гидравлические, электромеханические, пневматическими. Нагрев обычно ведется на низкой или средней частоте. Установки индукционного нагрева применяются чаще всего для нагрева заготовок из стали, алюминия, меди, молибдена, титана, а также сплавов на их основе. Обычно процесс высокой степени автоматизации.
Обычно процесс высокой степени автоматизации.
| Тип установки | Мощность источника питания, кВт | Рабочая частота, кГц | Источник питания, ИП | Температура нагрева*, С |
| ИНУ-100-1,0 | 100 | 1,0 | ТПЧ-100 | 1200 |
| ИНУ-100-2,4 | 100 | 2,4 | ТПЧ-100 | 1200 |
| ИНУ-100-8,0 | 100 | 8,0 | ТПЧ-100 | 1200 |
| ИНУ-120-2,4 | 120 | 2,4 | ТПЧ-120 | 1200 |
| ИНУ-160-1,0 | 160 | 1,0 | ТПЧ-160 | 1200 |
| ИНУ-160-2,4 | 160 | 2,4 | ТПЧ-160 | 1200 |
| ИНУ-160-8,0 | 160 | 8,0 | ТПЧ-160 | 1200 |
| ИНУ-250-1,0 | 250 | 1,0 | ТПЧ-250 | 1200 |
| ИНУ-250-2,4 | 250 | 2,4 | ТПЧ-250 | 1200 |
| ИНУ-250-4,0 | 250 | 4,0 | ТПЧ-250 | 1200 |
| ИНУ-250-8,0 | 250 | 8,0 | ТПЧ-250 | 1200 |
| ИНУ-350-1,0 | 350 | 1,0 | ТПЧ-350 | 1200 |
| ИНУ-350-2,4 | 350 | 2,4 | ТПЧ-350 | 1200 |
| ИНУ-400-1,0 | 400 | 1,0 | ТПЧ-400 | 1200 |
| ИНУ-400-2,4 | 400 | 2,4 | ТПЧ-400 | 1200 |
| ИНУ-500-1,0 | 500 | 1,0 | ТПЧ-500 | 1200 |
| ИНУ-500-2,4 | 500 | 2,4 | ТПЧ-500 | 1200 |
| ИНУ-650-1,0 | 650 | 1,0 | ТПЧ-650 | 1200 |
| ИНУ-650-2,4 | 650 | 2,4 | ТПЧ-650 | 1200 |
| ИНУ-800-0,25 | 800 | 0,25 | ТПЧ-800 | 1200 |
| ИНУ-800-0,5 | 800 | 0,5 | ТПЧ-800 | 1200 |
| ИНУ-800-1,0 | 800 | 1,0 | ТПЧ-800 | 1200 |
| ИНУ-1200-0,25 | 1200 | 0,25 | ТПЧ-1200 | 1200 |
| ИНУ-1200-0,5 | 1200 | 0,5 | ТПЧ-1200 | 1200 |
| ИНУ-1200-1,0 | 1200 | 1,0 | ТПЧ-1200 | 1200 |
| ИНУ-1600-0,25 | 1600 | 0,25 | ТПЧ-1600 | 1200 |
| ИНУ-1600-0,5 | 1600 | 0,5 | ТПЧ-1600 | 1200 |
| ИНУ-1600-1,0 | 1600 | 1,0 | ТПЧ-1600 | 1200 |
Почему стоит сделать заказ в ООО «Термолит»
Предприятие «Термолит» является лидером по производству и продаже индукционного оборудования, как на украинском рынке, так и за рубежом. Для того, чтобы купить установку индукционного нагрева, цена которой вас полностью устроит, лучше обращаться непосредственно к производителю. Так вы платите непосредственно за товар, без многочисленных наценок от торговых посредников.
Для того, чтобы купить установку индукционного нагрева, цена которой вас полностью устроит, лучше обращаться непосредственно к производителю. Так вы платите непосредственно за товар, без многочисленных наценок от торговых посредников.
Оборудование соответствует самым высоким стандартам качества, и успешно применяется в таких странах как Украина, Россия, Беларусь, Германия, Эстония, Польша, Италия, Израиль и многие другие. Сегодня «Термолит» – это стремительно развивающееся современное предприятие, где работают специалисты самой высокой квалификации, которые воплощают в производство новейшие технические идеи. Также существует возможность разработки оборудования в полном соответствии требованиям заказчика.
Предприятие «Термолит» – это:
- разумные и доступные цены;
- оборудование высоких стандартов качества;
- выполнение заказа любой сложности;
- заказы выполняются в минимальные сроки;
- надежность и долговечность в эксплуатации всего производимого оборудования;
Установка индукционного нагрева, цена на которую является доступной, это качественная продукция, проверенная временем. Также мы гарантируем сервисное обслуживание на самом высоком уровне. Ввод оборудования в эксплуатацию происходит в кратчайшие сроки, со строгим соблюдением всех правил монтажных и наладочных работ. Для каждого заказчика мы обеспечиваем гарантийное обслуживание, а также постгарантийное на взаимовыгодных условиях.
Также мы гарантируем сервисное обслуживание на самом высоком уровне. Ввод оборудования в эксплуатацию происходит в кратчайшие сроки, со строгим соблюдением всех правил монтажных и наладочных работ. Для каждого заказчика мы обеспечиваем гарантийное обслуживание, а также постгарантийное на взаимовыгодных условиях.
Индукционный нагреватель. Огонь, вода, работающие люди, но не пожар!
Эту игрушку я ждал с нетерпением. Об индукционном нагреве я знал давно, со времен студенчества. Иногда видел ролики, как закаляют заготовки, припавают твердосплавные пластины на резцы и прочая-прочая. Но для меня все это было чем-то из области производства, грязных жарких и душных цехов.Поэтому, когда в списке предлагаемых на обзор гаджетов я увидел данный нагреватель, колебаний не было. Я его просто возжелал!
Оговорка по Фрейду и п.18
Как и, наверное, большинство читателей, я интересуюсь разными вещами. Всегда есть соблазн и желание приобрести что-то для своего увлечения, либо просто хочется поиграть с приглянувшимся гаджетом, как известно с возрастом лишь меняется цена игрушек.
Обзоры — это совмещение приятного с полезным. Мне нравится делиться своим опытом взаимодействия с различными вещами, спонсорам нравится видимо, как я это делаю, и получается взаимовыгодное сотрудничество. Я никогда не беру на обзор вещи, которые мне не интересны, и с которыми я не хочу провести какое-то время. Как правило я беру вещи, предназначение и характеристики которых я себе неплохо представляю, так я избегаю своего и вашего, мои уважаемые читатели, разочарования в большинстве случаев.
Обзоры я делаю объективно, товары не рекламирую, и моя цель дать вам пищу для размышления, и поделиться своим опытом пользования данной вещи. Читайте, думайте, пишите свое мнение в комментариях — в общении и обмене мнениями рождается истина!
Недавно был обзор данного устройства от уважаемого dia. В этом обзоре dia даже выпаял часть деталей, чтобы лучше понять устройство этого гаджета и нарисовал его электрическую схему. Не буду дублировать его работу, можно сходить в тот обзор и все посмотреть. И не забудьте поставить dia плюсик пожалуйста.
И не забудьте поставить dia плюсик пожалуйста.
В своем обзоре я бы хотел рассказать, что такое индукционные нагреватели, зачем они вообще нужны, и почему же я так радовался и ждал приезда этого гаджета. И самое интересное — что я с ним делал 🙂
Как обычно, начнем с небольшого экскурса в историю.
Явление электромагнитной индукции открыл Майкл Фарадей в 1831 году. Электромагнитная индукция — явление возникновения электрического тока в замкнутом контуре при изменении магнитного потока, проходящего через него. Без открытия Фарадея не было бы у нас трансформаторов, генераторов, радио и вообще электротехнической и электронной промышленности.
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Т.е. создав переменное магнитное поле и поместив туда материал мы сможем его нагреть. И уже в 1900 г. шведская фирма «Benedicks Bultfabrik» построила и запустила первую индукционную сталеплавильную печь!
Для того, чтобы расплавить или хотя бы нагреть металл, нам необходимо создать колебательный контур и в поле, создаваемое данным контуром поместить металлический предмет.
Вот чертеж индукционной сталеплавильной печи. Как раз на нем видно, что тигель с расплавляемым металлом, окружен катушками, наводящими на него переменное магнитное поле.
А это печь в действии.
В общем случае схема индукционного нагрева выглядит следующим образом: У нас есть генератор и колебательный контур. Частота колебания в контуре зависит от индуктивности катушки и емкости конденсаторов. Различные материалы восприимчивы к различным частотам колебаний. Например, при частоте колебаний контура, при которой происходит плавления стали, например, цветные металлы могут даже не начать толком нагреваться. И наоборот.
Где же используется индукционный нагрев. На самом деле в огромном количестве мест. Он везде вокруг нас. Индукционные электроплиты, как самый яркий пример
Индукционные проточные водонагреватели
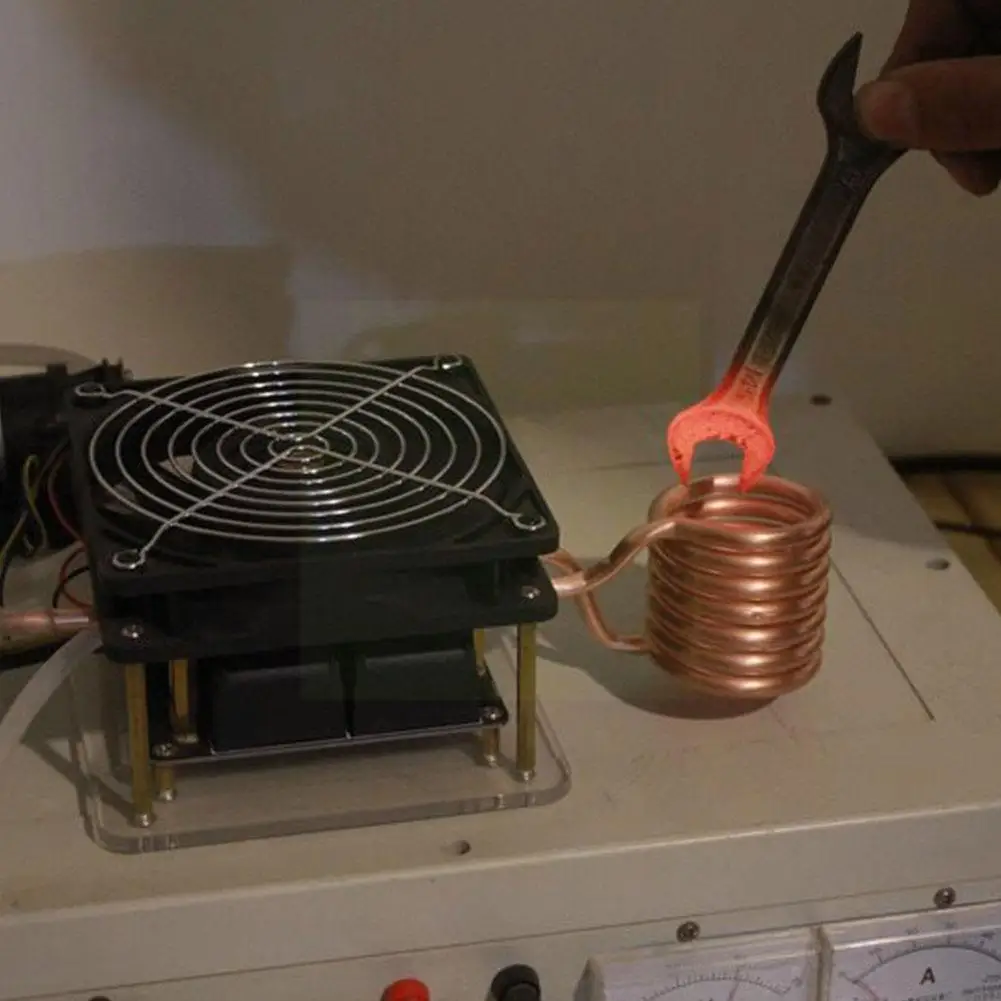
Портативные нагреватели, с их помощью например можно разогреть и открутить приржавевшую гайку.
А на производстве индукционный нагреватель используется для поверхностной закалки изделий. Это быстро, экономично и безопасно, с точки зрения отсутствия огня и горючих материалов.
Это быстро, экономично и безопасно, с точки зрения отсутствия огня и горючих материалов.
И самое для меня наверное интересное, т.к. я обладатель небольших домашних токарного и фрезерного станков — напайка твердосплавных пластин на державки резцев.
Как я и говорил, для меня системы индукционного нагрева всегда были либо уделом промышленности, либо умельцев, паяющих огромные монструозные схемы с гигантскими блоками питания, которым место дома можно найти с огромной натяжкой. И какое же удивление вызвало обнаружение крохотного устройства из класса — «воткни в блок питания и получай удовольствие».
Переходим к герою нашего обзора. Состоит он из двух частей. Генератор построенный на основе обычного двухтранзисторного мультивибратора (за схемой можно сходить в обзор уважаемого dia), для тех кто разбирается в электронике, то ничего сложного, а для тех, для кого это незнакомые термины, то в двух словах — простая и надежная схема, работающая «из коробки». На плате генератора размещена сборка из емкостей. Вторая деталь — катушка колебательного контура. Соединяются обе детали винтовым разъемом.
Вторая деталь — катушка колебательного контура. Соединяются обе детали винтовым разъемом.
Размер миниатюрный 5.5 см на 4 см и толщиной 2 см. Диаметр катушки 2.8 см, длина 7.5 см. Питание устройства 5-12В, ток до 5А.
Т.е. максимальная потребляемая мощность может составить 12В х 5А = 60Вт. Это потребление не самой яркой лампочки накаливания. Много это или мало? Давайте прикинем на пальцах. Современная сталелитейная промышленность в среднем тратит 650 кВтч на плавку 1 тонны стали, т.е. 650 Втч на 1 кг или 65 Втч на плавку 100 грамм. Таким образом наша малявка при должном подходе и минимизации теплопотерь в атмосферу за час может расплавить чуть меньше 100 грамм стали. Очень и очень недурственно. Казалось бы 60 Вт потребляемой мощности и 100 грамм расплавленной стали. Весьма полезно все считать, т.к. на глазок некоторые вещи совсем не очевидны, как например мне было в этом случае.
Давайте перейдем от слов к развлечениям делу.
У меня была целая куча идей, которые я хотел реализовать.
По всем идеям я снял подробное видео. Его можно будет посмотреть в конце обзора.
Идея номер 1. Закалка отверточных бит. Частенько, если приходится много закручивать шуруповертом винтов приходится наблюдать картину слизывания крестовины бит.
Есть способ продлить жизнь битам. Частенько биты продают чуть недозакалеными. Это делают видимо для избежания их раскалывания в процессе эксплуатации. Либо по каким-то другим неведомым причинам. Такие биты можно дозакалить. Этим мы и займемся.
Как же закаливают металлы? Существует огромное количество сплавов и индивидуальных режимов их термической обработки. Я не буду погружаться в рамках данного обзора в эти дебри. Если все предельно упростить, то для закалки в примитивных домашних условиях изделий из неопознанной стали можно (с кучей условностей разумеется) использовать следующий способ.
а. Нагрев до вишневого цвета (750 градусов по Цельсию).
б. Охлаждение в воде
в. Отпуск в духовке при температуре 180-190 градусов по Цельсию в течении 1 часа. Отпуск необходим для снятия внутренних напряжений, чтобы изделие не лопнуло у нас в руках в процессе эксплуатации
Отпуск необходим для снятия внутренних напряжений, чтобы изделие не лопнуло у нас в руках в процессе эксплуатации
Привожу картинку с цветами металла и соответствующим им температурам
Соответственно, разогреваем биту
И охлаждаем ее в воде. Затем отпуск в духовке и… вуаля. Более прочная бита у нас в арсенале.
Идея номер 2. Из остатков ножовочного полотна сделать мини стамески по дереву. Подробный процесс в видео. Делюсь лишь фоткой конечных изделий
Выглядят они неказисто, но древесину режут исправно. Тест есть на видео.
Идея номер 3. Из подручных гвоздей и железяк сделать настоящее сверло. И сверло получилось! Оно успешно просверлило дерево, алюминий… и не только. Посмотрите на видео))) Заточка и закаленный кончик все выдержали, кроме тела сверла, которое я отпустил, но повторно не закалил. Вот что с ним стало после моих издевательств)))
Идея номер 4. Водонагреватель. Проверка концепции. Кладем гвоздь в трубочку, трубочку в спираль — вода кипит.
Можно сделать подогрев чего — либо, например воды в емкости. Туда поставить банку с молоком, подключить термодатчик, для контроля температуры и будет йогуртница))).
Вот видео моих издевательств над материей )))
Как резюме. Мне индукционный нагреватель понравился. Для домашнего использования мне лично пригодится однозначно. Я периодически нуждаюсь в необходимости закалить какую-либо небольшую деталь (ось накатки для токарника, например). И этот способ мне нравится больше горелки в домашних условиях. Также я получил большое удовольствие от процесса созидания из обломков пилки и ненужных ключей качественно новых вещей.
Хочу ли я нагреватель большей мощности? В квартиру — однозначно нет. Другие режимы, другая техника безопасности. В отдельную мастерскую — однозначно да.
Меня поражает скорость прогресса, если честно. И технологии. Устройство размером со спичечный коробок позволяет ощутить себя и кузнецом, и термистом и сантехником- отопителем))
И технологии. Устройство размером со спичечный коробок позволяет ощутить себя и кузнецом, и термистом и сантехником- отопителем))
Получайте удовольствие от жизни, выбирайте себе инструменты и игрушки по вкусу, и Удачи!
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
7.1.3. ИНДУКЦИОННЫЙ НАГРЕВ. История электротехники
7.1.3. ИНДУКЦИОННЫЙ НАГРЕВ
Начальный период. Индукционный нагрев проводников основан на физическом явлении электромагнитной индукции, открытом М. Фарадеем в 1831 г. Теорию индукционного нагрева начали разрабатывать О. Хэвисайд (Англия, 1884 г.), С. Ферранти, С. Томпсон, Ивинг. Их работы явились основой для создания техники индукционного нагрева. Так как при индукционном нагреве теплота выделяется в проводящем теле — слое, равном глубине проникновения электромагнитного поля, то появляются возможности точного управления температурой для обеспечения качественного нагрева при высокой производительности. Другим преимуществом является бесконтактность нагрева.
Другим преимуществом является бесконтактность нагрева.
Индукционные канальные печи с открытым каналом. Одна из первых известных конструкций индукционной канальной печи (ИКП) была предложена С. Ферранти (Италия) в 1887 г. Печь имела керамический канал, а плоские катушки индуктора были размещены над и под этим каналом. В 1890г. Е.А. Колби (США) предложил конструкцию печи, у которой индуктор охватывает круговой канал снаружи.
Первую промышленную печь со стальным сердечником и индуктором, размещенным внутри канала (рис. 7.7), создал в 1900 г. Кьеллин (Швеция). Мощность печи 170 кВт, емкость до 1800 кг, частота 15 Гц. Питание от специального генератора пониженной частоты, что необходимо из-за низкого значения коэффициента мощности. К 1907 г. в эксплуатации находились 14 подобных печей.
Рис. 7.7. Эскиз индукционной печи с открытым каналом, созданной Кьеллииым1 — канал; 2 — индуктор; 3 — магнитопровод
В 1905 г. Рёхелинг-Роденхаузер (Германия) сконструировал многофазные канальные печи (с двумя и тремя индукторами), в которых каналы соединены с ванной, питание от сети 50 Гц. В последующих конструкциях печей использовались также закрытые каналы для плавки цветных металлов. В 1918 г. В. Рон (Германия) построил вакуумную ИКП по типу печи Кьеллина (давление 2–5 мм рт.ст.), что позволило получить металл с лучшими механическими свойствами.
Рёхелинг-Роденхаузер (Германия) сконструировал многофазные канальные печи (с двумя и тремя индукторами), в которых каналы соединены с ванной, питание от сети 50 Гц. В последующих конструкциях печей использовались также закрытые каналы для плавки цветных металлов. В 1918 г. В. Рон (Германия) построил вакуумную ИКП по типу печи Кьеллина (давление 2–5 мм рт.ст.), что позволило получить металл с лучшими механическими свойствами.
В связи с рядом преимуществ печей с закрытым каналом развитие печей с открытым каналом приостановилось. Однако были продолжены попытки использования таких печей для плавки стали.
В 30-х годах в США для переплава скрапа нержавеющей стали использовалась однофазная ИКП емкостью 6 т с открытым каналом и питанием от генератора мощностью 800 кВт и частотой 8,57 Гц. Печь работала в дуплекс-процессе с дуговой печью. В 40–50-е годы в Италии применялись ИКП с открытым каналом для плавки стали емкостью 4–12 т, изготовленные фирмой «Таглиаферри». В дальнейшем от использования таких печей отказались, так как они уступали по своим характеристикам дуговым и индукционным тигельным сталеплавильным печам.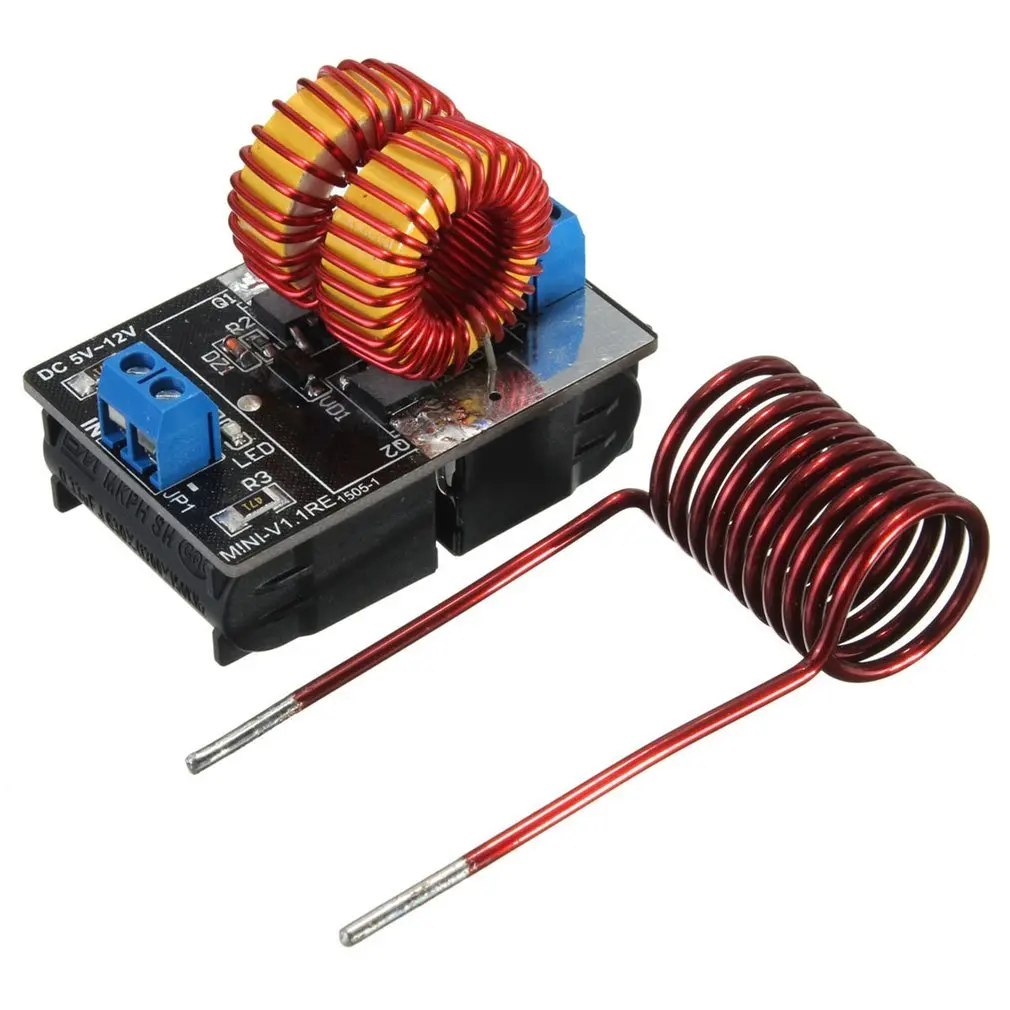
Индукционные канальные печи с закрытым каналом. С 1916 г. стали разрабатываться вначале опытные, а затем промышленные ИКП с закрытым каналом. Серия ИКП с закрытым каналом разработана фирмой «Аякс — Уатт» (США). Это шахтные однофазные печи с вертикальным каналом для плавки медноцинковых сплавов мощностью 75 и 170 кВ?А и емкостью 300 и 600 кг. Они явились основой для разработок ряда фирм.
В те же годы во Франции были изготовлены шахтные печи с горизонтальной трехфазной индукционной единицей (мощностью 150, 225 и 320 кВт). В Англии фирма «Дженерал электрик лимитед» предложила модификацию печи с двумя каналами на индуктор, при их несимметричном расположении, что вызывает циркуляцию расплава и снижение перегрева.
Печи Э. Русса (Германия) выпускались с двумя и тремя каналами на индуктор (вертикальное и горизонтальное исполнение). Э. Руссом также была предложена конструкция сдвоенной индукционной единицы (ИЕ), подключаемой к двум фазам.
В СССР в 30-е годы ИКП по типу печей фирмы «Аякс — Уатт» стали выпускаться на Московском электрозаводе. В 50-е годы ОКБ «Электропечь» разработало печи для плавки меди и ее сплавов емкостью 0, 4–6,0 т, а затем и 16 т. В 1955 г. на заводе в г. Белая Калитва пущена ИКП для плавки алюминия емкостью 6 т.
В 50-е годы ОКБ «Электропечь» разработало печи для плавки меди и ее сплавов емкостью 0, 4–6,0 т, а затем и 16 т. В 1955 г. на заводе в г. Белая Калитва пущена ИКП для плавки алюминия емкостью 6 т.
В 50-е годы в США и Западной Европе ИКП стали широко применяться в качестве миксеров при плавке чугуна в дуплекс-процессе с вагранкой или дуговой электропечью. Для увеличения мощности и снижения перегрева металла в канале разрабатывались конструкции ИЕ с однонаправленным движением расплава (Норвегия). Тогда же были разработаны отъемные ИЕ. В 70-е годы фирма «Аякс магнетермик» разработала сдвоенные ИЕ, мощность которых в настоящее время достигает 2000 кВт. Подобные разработки в те же годы выполнены и во ВНИИЭТО. В разработках ИКП различных типов активно участвовали Н.В. Веселовский, Э.П. Леонова, М.Я. Столов и др.
В 80-е годы развитие ИКП в нашей стране и за рубежом было направлено на увеличение областей применения и расширение технологических возможностей, например применение ИКП для получения труб из цветных металлов методом вытягивания из расплава.
Индукционные тигельные печи. Так как индукционные тигельные печи (ИТП) малой емкости могут эффективно работать только на частотах выше 50 Гц, то их создание сдерживалось из-за отсутствия соответствующих источников питания — преобразователей частоты. Тем не менее в 1905–1906 гг. ряд фирм и изобретателей предложили и запатентовали ИТП, к ним относятся фирма «Шнейдер — Крезо» (Франция), О. Цандер (Швеция), Герден (Англия). В это же время конструкцию ИТП разработал А.Н. Лодыгин (Россия).
Первую промышленную ИТП с искровым высокочастотным генератором разработал в 1916 г. Э.Ф. Нортруп (США). С 1920 г. эти печи стала выпускать фирма «Аякс электротермию). В это же время ИТП с питанием от вращающегося искрового разрядника разрабатывает Ж. Рибо (Франция). Фирма «Метрополитен — Виккерс» создала ИТП высокой и промышленной частоты. Вместо искровых генераторов использовались машинные преобразователи с частотой до 3000 Гц и мощностью 150 кВ?А.
В.П. Вологдин в 1930–1932 гг. создал промышленные ИТП емкостью 10 и 200 кг с питанием от машинного преобразователя частоты. В 1937 г. он же построил ИТП с питанием от лампового генератора. В 1936 г. А.В. Донской разработал универсальную индукционную печь с ламповым генератором мощностью 60 кВ?А.
В 1937 г. он же построил ИТП с питанием от лампового генератора. В 1936 г. А.В. Донской разработал универсальную индукционную печь с ламповым генератором мощностью 60 кВ?А.
В 1938 г. для питания ИТП (мощность 300 кВт, частота 1000 Гц) фирма «Броун — Бовери» использовала инвертор на многоанодном ртутном вентиле. С 60-х годов стали использоваться тиристорные инверторы для питания индукционных установок. С увеличением емкости ИТП стало возможным эффективное применение питания током промышленной частоты.
В 40–60-х годах ОКБ «Электропечь» разработало несколько типов ИТП: повышенной частоты для плавки алюминия емкостью 6 т (1959 г.), чугуна емкостью 1 т (1966 г.). В 1980 г. на заводе в г. Баку изготовлена печь емкостью 60 т для плавки чугуна (разработка ВНИИЭТО по лицензии фирмы «Броун — Бовери»). Большой вклад в разработку ИТП во ВНИИЭТО внесли Э.П. Леонова, В.И. Кризенталь, А.А. Простяков и др.
В 1973 г. фирма «Аякс магнетермик» совместно с исследовательской лабораторией фирмы «Дженерал моторе» разработала и ввела в эксплуатацию горизонтальную тигельную печь непрерывного действия для плавки чугуна емкостью 12 т и мощностью 11 МВт.
Начиная с 50-х годов стали развиваться специальные виды индукционной плавки металлов:
вакуумная в керамическом тигле;
вакуумная в гарнисаже;
вакуумная в холодном тигле;
в электромагнитном тигле;
во взвешенном состоянии;
с использованием комбинированного нагрева.
Вакуумные индукционные печи (ВИП) до 1940 г. применялись только в лабораторных условиях. В 50-х годах некоторые фирмы, в частности «Хереус», стали разрабатывать промышленные ВИП, единичная емкость которых стала быстро возрастать: 1958 г. — 1–3 т, 1961–5 т, 1964–15–27 т, 1970–60 т. В 1947 г. МосЗЭТО изготовил первую вакуумную печь емкостью 50 кг, а с 1949 г. начал серийное производство ВИП емкостью 100 кг. В середине 80-х годов производственное объединение «Сибэлектротерм» по разработкам ВНИИЭТО изготавливало модернизированные ВИП емкостью 160, 600 и 2500 кг для плавки специальных сталей.
Индукционная плавка химически активных сплавов в гарнисажных печах и печах с медным водоохлаждаемым (холодным) тиглем стала применяться в 50-х годах. Печь с порошкообразным гарнисажем была разработана Н.П. Глухановым, Р.П. Жежериным и др. в 1954 г., а печь с монолитным гарнисажем — М.Г. Коганом в 1967 г. Идея индукционной плавки в холодном тигле предложена еще в 1926 г. в Германии фирмой «Сименс — Гальске», но применения не нашла. В 1958 г. В ИМЕТ совместно с ВНИИ токов высокой частоты им. В.П. Вологдина (ВНИ-ИТВЧ) под руководством А.А. Фогеля проведены опыты по индукционной плавке титана в холодном тигле.
Печь с порошкообразным гарнисажем была разработана Н.П. Глухановым, Р.П. Жежериным и др. в 1954 г., а печь с монолитным гарнисажем — М.Г. Коганом в 1967 г. Идея индукционной плавки в холодном тигле предложена еще в 1926 г. в Германии фирмой «Сименс — Гальске», но применения не нашла. В 1958 г. В ИМЕТ совместно с ВНИИ токов высокой частоты им. В.П. Вологдина (ВНИ-ИТВЧ) под руководством А.А. Фогеля проведены опыты по индукционной плавке титана в холодном тигле.
Стремление снизить загрязнение металла и тепловые потери в холодном тигле привели к использованию электромагнитных сил для отжатия металла от стенок, т.е. к созданию «электромагнитного тигля» (Л.Л. Тир, ВНИИЭТО, 1962 г.)
Плавка металлов во взвешенном состоянии для получения особо чистых металлов была предложена в Германии (О. Мук) еще в 1923 г., но не получила распространения из-за отсутствия источников питания. В 50-е годы этот метод начал развиваться во многих странах. В СССР много работали в этом направлении сотрудники ВНИИТВЧ под руководством А. А. Фогеля.
А. Фогеля.
Плавильные ИКП и ИТП комбинированного нагрева стали применяться с 50-х годов вначале с использованием мазутных и газовых горелок, например ИКП для переплава алюминиевой стружки (Италия) и ИТП для чугуна (Япония). Позднее получили распространение плазменно-индукционные тигельные печи, например разработанная ВНИИЭТО в 1985 г. серия опытно-промышленных печей емкостью 0,16–1,0 т.
Установки индукционной поверхностной закалки. Первые опыты по индукционной поверхностной закалке проведены в 1925 г. В.П. Вологдиным по инициативе инженера Путиловского завода Н.М. Беляева, которые были признаны неудачными, так как в то время стремились к сквозной закалке. В 30-х годах В.П. Вологдин и Б.Я. Романов возобновили эти работы и в 1935 г. получили патенты на закалку с использованием токов высокой частоты. В 1936 г. В.П. Вологдин и А.А. Фогель получили патент на индуктор для закалки шестерен. В.П. Вологдин и его сотрудники разрабатывали все элементы закалочной установки: вращающийся преобразователь частоты, индукторы и трансформаторы (рис. 7.8).
7.8).
Рис. 7.8. Закалочная установка для последовательной закалки
1 — закаливаемое изделие; 2 — индуктор; 3 — закалочный трансформатор; 4 — преобразователь частоты; 5 — конденсатор
С 1936 г. Г.И. Бабат и М.Г. Лозинский на заводе «Светлана» (Ленинград) исследовали процесс индукционной закалки с использованием высоких частот при питании от лампового генератора. С 1932 г. закалка током средней частоты стала внедряться фирмой ТОККО (США).
В Германии в 1939 г. Г.В. Зойлен осуществил поверхностную закалку коленчатых валов на заводах фирмы АЕГ. В 1943 г. К. Кегель предложил специальную форму индуктирующего провода для закалки зубчатого колеса.
Широкое применение поверхностной закалки началось с конца 40-х годов. За 25 лет с 1947 г. ВНИИТВЧ разработал свыше 300 закалочных устройств, в том числе введены в эксплуатацию автоматическая линия для закалки коленчатых валов и установка для закалки железнодорожных рельсов по всей длине (1965 г. ). В 1961 г. пущена первая установка для закалки шестерен из стали пониженной прокаливаемости на автозаводе им. Лихачева (ЗИЛ) (технология разработана К.З. Шепеляковским).
). В 1961 г. пущена первая установка для закалки шестерен из стали пониженной прокаливаемости на автозаводе им. Лихачева (ЗИЛ) (технология разработана К.З. Шепеляковским).
Одним из направлений развития индукционной термообработки в последние годы стали технологии закалки и отпуска труб нефтяного сортамента и газопроводных труб большого диаметра (820–1220 мм), строительных арматурных стержней, а также упрочнения железнодорожных рельсов.
Установки сквозного нагрева. Применение индукционного нагрева металлов для различных целей, кроме плавки, на первом этапе носило поисковый характер. В 1918 г. М.А. Бонч-Бруевич, а затем и В.П. Вологдин применили для нагрева анодов электронных ламп при их вакуумировании (дегазации) токи высокой частоты. В конце 30-х годов в лаборатории завода «Светлана» проводились опыты по использованию индукционного нагрева до температуры 800–900°С при обработке стального вала диаметром 170 и длиной 800 мм на токарном станке. Использовался ламповый генератор мощностью 300 кВт и частотой 100–200 кГц.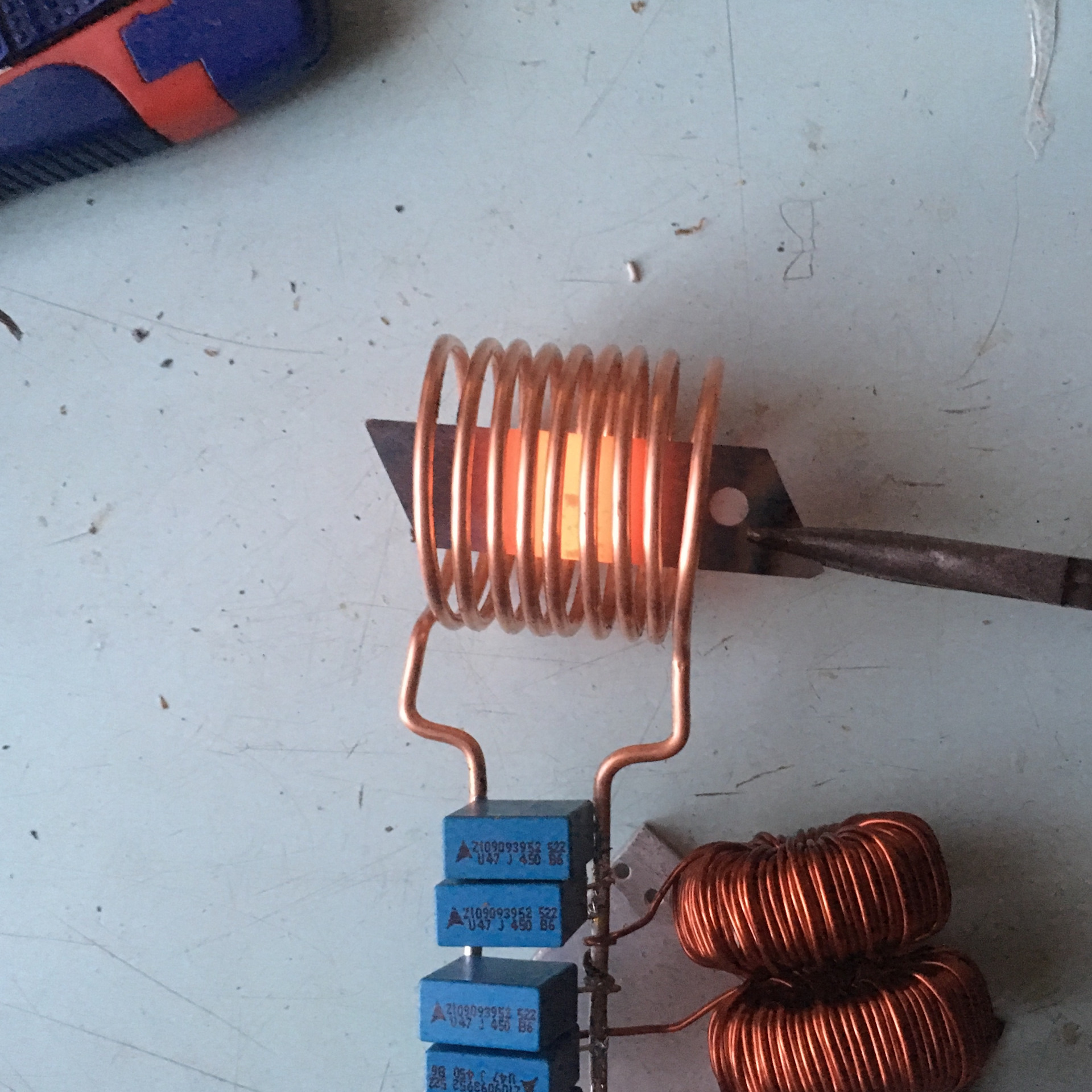
С 1946 г. в СССР начались работы по использованию индукционного нагрева при обработке давлением. В 1949 г. введен в эксплуатацию первый кузнечный нагреватель на ЗИЛе (ЗИСе). Эксплуатация первой индукционной кузницы начата на Московском заводе малолитражных автомобилей (МЗМА, позднее АЗЛК) в 1952 г. Интересная двухчастотная установка (60 и 540 Гц) для нагрева стальных заготовок (сечение — квадрат 160×160 мм) под обработку давлением была запущена в Канаде в 1956 г. Подобная же установка разработана в ВНИИТВЧ (1959 г.). Промышленная частота используется при этом для нагрева до точки Кюри.
Для прокатного производства в 1963 г. ВНИИТВЧ изготовил нагреватель слябов (габариты 2,5×0,38×1,2 м) мощностью 2000 кВт на частоту 50 Гц.
В 1969 г. на металлургическом заводе фирмы «Маклаут стил корп.» (США) применен индукционный нагрев стальных слябов массой около 30 т (габариты 7,9×0,3×1,5 м) с использованием шести технологических линий (18 индукторов промышленной частоты общей мощностью 210 МВт).
Индукторы имели специальную форму, обеспечивающую равномерность нагрева сляба. Работы по применению индукционного нагрева в металлургии велись также и во ВНИИЭТО (П.М. Чайкин, С.А. Яицков, А.Э. Эрман).
В конце 80-х годов в СССР индукционный нагрев использовался приблизительно в 60 кузнечных цехах (прежде всего на заводах автотракторной и оборонной промышленности) с общей мощностью индукционных нагревателей до 1 млн. кВт.
Низкотемпературный нагрев на промышленной частоте. В 1927–1930 гг. на одном из уральских оборонных заводов начались работы по индукционному нагреву на промышленной частоте (Н.М. Родигин). В 1939 г. там с успехом работали достаточно мощные индукционные нагревательные установки для термообработки изделий из легированной стали.
В ЦНИИТмаше (В.В. Александров) также проводились работы по применению промышленной частоты для термообработки, нагрева под посадку и т.д. Ряд работ по низкотемпературному нагреву выполнен под руководством А.В. Донского.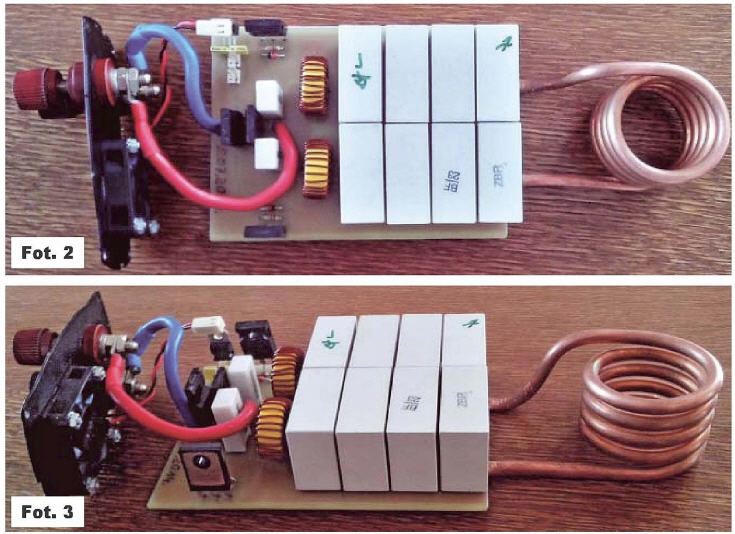 В НИИжелезобетона (НИИЖБ), Фрунзенском политехническом институте и других организациях в 60–70-х годах проводились работы по термообработке железобетонных изделий с использованием индукционного нагрева на частоте 50 Гц. ВНИИЭТО также разработал ряд промышленных установок низкотемпературного нагрева для подобных целей. Разработки МЭИ (А.Б. Кувалдин) в области индукционного нагрева ферромагнитной стали были использованы в установках для подогрева деталей под наплавку, термообработки стали и железобетона, обогрева химических реакторов, пресс-форм и др. (70–80-е годы).
В НИИжелезобетона (НИИЖБ), Фрунзенском политехническом институте и других организациях в 60–70-х годах проводились работы по термообработке железобетонных изделий с использованием индукционного нагрева на частоте 50 Гц. ВНИИЭТО также разработал ряд промышленных установок низкотемпературного нагрева для подобных целей. Разработки МЭИ (А.Б. Кувалдин) в области индукционного нагрева ферромагнитной стали были использованы в установках для подогрева деталей под наплавку, термообработки стали и железобетона, обогрева химических реакторов, пресс-форм и др. (70–80-е годы).
Высокочастотная зонная плавка полупроводников. Метод зонной плавки был предложен в 1952 г. (В.Г. Пфанн, США). Работы по высокочастотной бестигельной зонной плавке в нашей стране начались в 1956 г., и во ВНИИТВЧ был получен монокристалл кремния диаметром 18 мм. Созданы различные модификации установок типа «Кристалл» с индуктором внутри вакуумной камеры (Ю.Э. Недзвецкий). В 50-е годы изготовление установок для вертикальной бестигельной зонной плавки кремния с индуктором снаружи вакуумной камеры (кварцевой трубы) осуществлялось на заводе «Платиноприбор» (Москва) совместно с Государственным институтом редких металлов (Гиредмет). Начало серийного производства установок «Кристалл» для выращивания монокристаллов кремния относится к 1962 г. (на Таганрогском ЗЭТО). Диаметр получаемых монокристаллов достиг 45 мм (1971 г.), а позднее и свыше 100 мм (1985 г.)
Начало серийного производства установок «Кристалл» для выращивания монокристаллов кремния относится к 1962 г. (на Таганрогском ЗЭТО). Диаметр получаемых монокристаллов достиг 45 мм (1971 г.), а позднее и свыше 100 мм (1985 г.)
Высокочастотная плавка оксидов. В начале 60-х годов Ф.К. Монфорт (США) провел плавку оксидов в индукционной печи (выращивание монокристаллов ферритов при использовании токов высокой частоты — радиочастот). Тогда же А.Т Чэпмен и Г.В. Кларк (США) предложили технологию переплавления поликристаллического оксидного блока в холодном тигле. В 1965 г. Ж. Рибо (Франция) получил расплавы оксидов урана, тория и циркония при использовании радиочастот. Плавка этих оксидов происходит при высоких температурах (1700–3250 °С), и поэтому требуется большая мощность источника питания.
В СССР технология высокочастотной плавки оксидов разработана в Физическом институте АН СССР (A.M. Прохоров, В.В. Осико). Оборудование разрабатывали ВНИИТВЧ и Ленинградский электротехнический институт (ЛЭТИ) (Ю. Б. Петров, А.С. Васильев, В.И. Добровольская). Созданные ими установки «Кристалл» в 1990 г. имели общую мощность свыше 10 000 кВт, на них производились сотни тонн оксидов высокой степени чистоты в год.
Б. Петров, А.С. Васильев, В.И. Добровольская). Созданные ими установки «Кристалл» в 1990 г. имели общую мощность свыше 10 000 кВт, на них производились сотни тонн оксидов высокой степени чистоты в год.
Высокочастотный нагрев плазмы. Явление высокочастотного разряда в газе известно с 80-х годов XIX в. В 1926–1927 гг. Дж.Дж. Томсон (Англия) показал, что безэлектродный разряд в газе создается индуцированными токами, а Дж. Таунсенд (Англия, 1928 г.) объяснял разряд в газе действием электрического поля. Все эти исследования проводились при пониженных давлениях.
В 1940–1941 гг. Г.И. Бабат на заводе «Светлана» при дегазации электронных ламп с использованием высокочастотного нагрева наблюдал плазменный разряд, а затем впервые получил разряд при атмосферном давлении.
В 50-е годы в разных странах проводились работы по высокочастотной плазме (Т.Б. Рид, Ж. Рибо, Г. Баркхофф и др.). В СССР они велись с конца 50-х годов в Ленинградском политехническом институте (А.В. Донской, С. В. Дресвин), МЭИ (М.Я. Смелянский, С.В. Кононов), ВНИТВЧ (И.П. Дашкевич) и др. Исследовались разряды в различных газах, конструкции плазмотронов и технологии с их использованием. Были созданы высокочастотные плазмотроны с кварцевой и с металлической (для мощностей до 100 кВт) водоохлаждаемой (создана в 1963 г.) камерами.
В. Дресвин), МЭИ (М.Я. Смелянский, С.В. Кононов), ВНИТВЧ (И.П. Дашкевич) и др. Исследовались разряды в различных газах, конструкции плазмотронов и технологии с их использованием. Были созданы высокочастотные плазмотроны с кварцевой и с металлической (для мощностей до 100 кВт) водоохлаждаемой (создана в 1963 г.) камерами.
В 80-х годах высокочастотные плазмотроны мощностью до 1000 кВт на частоты 60 кГц — 60 МГц применялись для получения особо чистого кварцевого стекла, пигментного диоксида титана, новых материалов (например, нитридов и карбидов), особо чистых ультрадисперсных порошков и разложения отравляющих веществ.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРесЧто это такое и как это работает?
Системы индукционного нагрева
Источник питания индукционного нагрева преобразует сетевое питание переменного тока в переменный ток более высокой частоты, подает его на рабочую катушку и создает внутри катушки электромагнитное поле. Ваша заготовка помещается в это поле, которое наводит в ней вихревые токи. Трение этих токов генерирует точное, чистое, бесконтактное тепло. Для охлаждения рабочей катушки и индукционной системы обычно требуется система водяного охлаждения.
Ваша заготовка помещается в это поле, которое наводит в ней вихревые токи. Трение этих токов генерирует точное, чистое, бесконтактное тепло. Для охлаждения рабочей катушки и индукционной системы обычно требуется система водяного охлаждения.
Рабочая частота
Размер заготовки и область применения нагрева определяют рабочую частоту оборудования для индукционного нагрева. Как правило, чем больше размер обрабатываемой детали, тем ниже частота, а чем меньше размер обрабатываемой детали, тем выше частота. Рабочая частота определяется емкостью цепи резервуара, индуктивностью индукционной катушки и свойствами материала детали.
Магнитные материалы и глубина проникновения
Если материал вашей заготовки магнитный, например углеродистая сталь, ее можно легко нагреть с помощью двух методов индукционного нагрева: вихретокового и гистерезисного нагрева.Гистерезисный нагрев очень эффективен до температуры Кюри (для стали 600 ° C (1100 ° F)), когда магнитная проницаемость уменьшается до 1, а вихревой ток остается для нагрева. Наведенный ток в заготовке будет течь по поверхности, где 80% тепла, производимого в детали, генерируется во внешнем слое (скин-эффект). Более высокие рабочие частоты имеют небольшую толщину скин-слоя, в то время как более низкие рабочие частоты имеют большую толщину скин-слоя и большую глубину проникновения.
Наведенный ток в заготовке будет течь по поверхности, где 80% тепла, производимого в детали, генерируется во внешнем слое (скин-эффект). Более высокие рабочие частоты имеют небольшую толщину скин-слоя, в то время как более низкие рабочие частоты имеют большую толщину скин-слоя и большую глубину проникновения.
КПД сцепления
Зависимость между током, протекающим в заготовке, и расстоянием между заготовкой и индукционной катушкой является ключевым фактором; чем ближе катушка, тем больше ток в заготовке.Но расстояние между катушкой и заготовкой необходимо сначала оптимизировать с учетом требуемого нагрева и практического обращения с заготовкой. Многие факторы в индукционной системе можно отрегулировать в соответствии с катушкой и оптимизировать эффективность связи.
Важность конструкции катушки
Эффективность индукционного нагрева увеличивается до максимума, если ваша заготовка может быть помещена внутри индукционной катушки. Если ваш технологический процесс не позволяет разместить заготовку внутри катушки, катушку можно поместить внутрь заготовки. Размер и форма медной индукционной катушки с водяным охлаждением будут соответствовать форме вашей заготовки и предназначены для подачи тепла в нужное место на заготовке.
Размер и форма медной индукционной катушки с водяным охлаждением будут соответствовать форме вашей заготовки и предназначены для подачи тепла в нужное место на заготовке.
Требования к питанию
Мощность, необходимая для нагрева заготовки, зависит от:
- Масса вашей заготовки
- Свойства материала вашей заготовки
- Требуемое повышение температуры
- Время нагрева, необходимое для удовлетворения ваших технологических потребностей
- Эффективность поля за счет конструкции катушки
- Любые потери тепла в процессе нагрева
После того, как мы определим мощность, необходимую для нагрева вашей заготовки, мы сможем выбрать правильное оборудование для индукционного нагрева с учетом эффективности связи катушек.
Индукционный нагрев — инженеры расширяют возможности поваров
Об индукционном нагреве
Индукционный нагрев — это процесс нагрева электрического проводника (обычно ферромагнитных материалов и металлов) за счет электромагнитной индукции.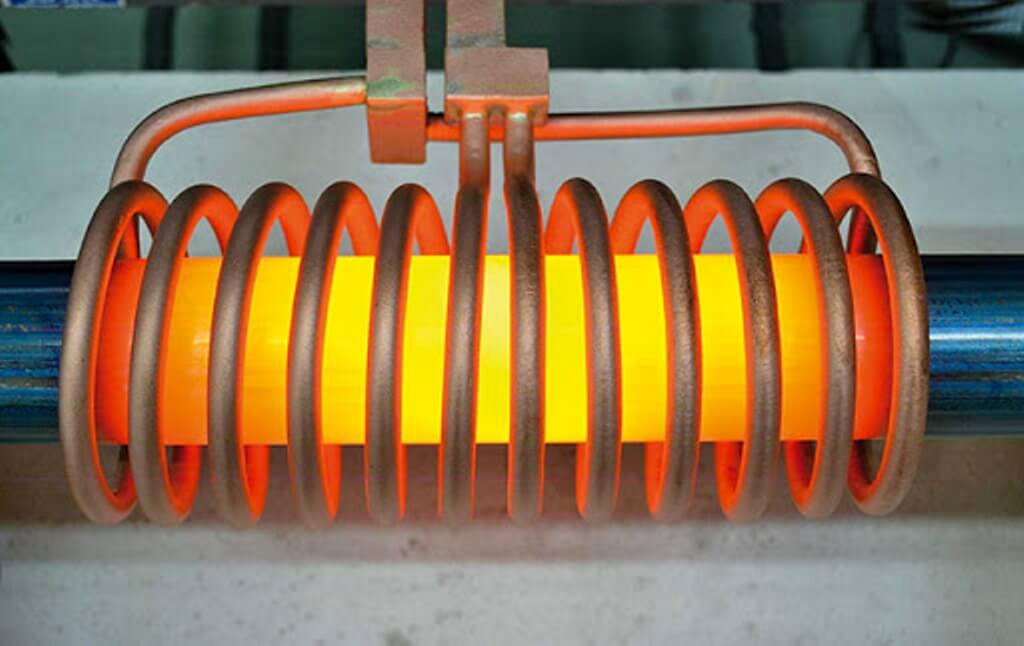 Тепло, выделяемое в проводнике, возникает из-за наведенных в проводнике вихревых токов. В простейшей форме индукционный нагреватель состоит из катушки, через которую пропускается высокочастотный переменный ток. Этот высокочастотный переменный ток вызывает быстро меняющееся магнитное поле, которое затем вызывает вихревые токи в проводнике.Вихревые токи отвечают за нагрев проводника, чем выше сопротивление протеканию тока, тем сильнее нагрев. Это явление нагрева проводника вихревыми токами называется эффектом Джоуля.
Тепло, выделяемое в проводнике, возникает из-за наведенных в проводнике вихревых токов. В простейшей форме индукционный нагреватель состоит из катушки, через которую пропускается высокочастотный переменный ток. Этот высокочастотный переменный ток вызывает быстро меняющееся магнитное поле, которое затем вызывает вихревые токи в проводнике.Вихревые токи отвечают за нагрев проводника, чем выше сопротивление протеканию тока, тем сильнее нагрев. Это явление нагрева проводника вихревыми токами называется эффектом Джоуля.
Рисунок 1- Проводящий стержень нагревается с помощью индукции
Необходимо различать проводимость и индукцию. В случае индукционного нагрева тепло генерируется внутри объекта, и объект не должен контактировать с источником тепла.Следовательно, индукция способствует быстрому нагреву. Индукция используется во многих областях, таких как индукционная печь, индукционная сварка, индукционные устройства для приготовления пищи и т. Д. Остальная часть этой статьи посвящена применению индукционной варки.
Д. Остальная часть этой статьи посвящена применению индукционной варки.
Что такое индукционная готовка?
В случае индукционной плиты емкость для готовки, обычно сделанная из ферромагнитного материала, нагревается за счет индукции. Сравните это с тем же сосудом, нагретым пламенем или электрической спиралью. Индукционный нагрев вызывает быстрое повышение температуры емкости.Как показано на рисунке 2, под сосудом помещается катушка из меди. Между змеевиком и сосудом также имеется слой керамики. Это обычно называется верхней пластиной.
Рисунок 2- Элементы индукционной плиты
Когда через медную катушку пропускают переменный ток высокой частоты, в емкости индуцируются большие вихревые токи. Поверхностное сопротивление сосуда быстро нагревает, что позволяет готовить. В настоящее время существует возможность выбора материала, из которого будет изготовлена емкость для приготовления пищи, но настоятельно рекомендуется, чтобы она была изготовлена из ферромагнитного материала, такого как чугун или некоторые марки нержавеющей стали. Не рекомендуется использовать алюминиевые или медные сосуды (вы можете использовать алюминиевые или медные сосуды с модификацией кухонного прибора, включив ферромагнитный диск, который функционирует как плита). Использование ферромагнитного материала имеет 2 преимущества —
Не рекомендуется использовать алюминиевые или медные сосуды (вы можете использовать алюминиевые или медные сосуды с модификацией кухонного прибора, включив ферромагнитный диск, который функционирует как плита). Использование ферромагнитного материала имеет 2 преимущества —
- Электрическое сопротивление выше, чем у чистых проводников, и, следовательно, выделяемое тепло больше.
- Глубина скин-слоя (подробнее об этом в более поздней публикации в блоге) ферромагнитного материала ниже, чем у чистых проводников, и, следовательно, имеется большее поверхностное сопротивление, что приводит к более высокому нагреву джоулей.
Чем привлекательна индукционная готовка?
- Это энергоэффективный. Он обеспечивает более быстрый и стабильный нагрев с более высокой тепловой эффективностью. Согласно техническому документу Министерства энергетики США (DOE) в 2001 году, эффективность передачи энергии для индукционной плиты составляет 84% по сравнению с 74% для неиндукционного электрического блока с гладким верхом.

- Тепловая мощность одинакова по сравнению с газовой горелкой.
- Система управления обычно отключает нагревательный элемент, если емкость для приготовления пищи отсутствует или недостаточно велика.
- Их легко чистить и обслуживать, так как поверхность для приготовления пищи плоская и не слишком горячая, чтобы прижечь и приставить пролитую пищу. На рис. 3 видно, что тепло выделяется только в сосуде.
Рисунок 3 — Тепло выделяется только в емкости, а не в верхней плите
Моделирование с использованием стандартной схемы катушки индукционной плиты
На рис. 4 показана CAD-модель змеевика и стального сердечника, которые можно использовать для приготовления пищи на индукционной плите.Моделирование было выполнено с использованием EMS для SolidWorks с возбуждением переменным током на частоте 24 кГц. Была рассчитана индуктивность катушки и визуализирована плотность магнитного потока.
Рисунок 4 — CAD-модель типичного змеевика, используемого для индукционной варки
Значение индуктивности, рассчитанное с помощью программного обеспечения, составило 92,67 микрон Генри и очень хорошо сравнивается с результатом лабораторных измерений (93,8 микрон Генри). На рис. 5 показан график плотности магнитного потока в катушке и железных сердечниках.
На рис. 5 показан график плотности магнитного потока в катушке и железных сердечниках.
Рисунок 5 — График плотности магнитного потока в катушке и железных сердечниках
Заключение
Именно инженеры предложили поварам идеальное решение для создания энергоэффективного кухонного прибора. EMS для SolidWorks может помочь инженерам спроектировать и смоделировать различные типы устройств индукционных катушек для приготовления пищи. Поскольку он полностью встроен в SolidWorks, EMS может напрямую моделировать проекты SolidWorks, тем самым избегая потери данных САПР из-за перевода.Полный спектр приложений, с которыми может справиться EMS, можно найти на сайте www.emworks.com. Этот пост в блоге был вдохновлен отличной работой, проделанной начинающим инженером Маджди Эль Фахемом в рамках его старшего дизайн-проекта.
Индукционный нагрев и другие методы
Термическая обработка перед и после сварки имеет решающее значение для многих сварочных операций. Без надлежащей термической обработки сварные швы и зоны термического влияния могут иметь нежелательные механические свойства.Что еще хуже, ненадлежащая термообработка может привести к трещинам и разрушительным повреждениям сварных швов. Хотя температура и время являются первоочередными задачами при термообработке сварного шва, при выборе процесса следует также тщательно учитывать метод нагрева. Индукционный нагрев — один из самых популярных видов термообработки, и это по праву. У индукционного нагрева много преимуществ, и у Red-D-Arc есть оборудование, необходимое для успешной реализации операции индукционной термообработки для ваших проектов.
Без надлежащей термической обработки сварные швы и зоны термического влияния могут иметь нежелательные механические свойства.Что еще хуже, ненадлежащая термообработка может привести к трещинам и разрушительным повреждениям сварных швов. Хотя температура и время являются первоочередными задачами при термообработке сварного шва, при выборе процесса следует также тщательно учитывать метод нагрева. Индукционный нагрев — один из самых популярных видов термообработки, и это по праву. У индукционного нагрева много преимуществ, и у Red-D-Arc есть оборудование, необходимое для успешной реализации операции индукционной термообработки для ваших проектов.
Что такое индукционный нагрев?
Индукционный нагрев — это процесс термообработки, который при правильном использовании может изменить механические свойства сварного шва и прилегающего к нему основного металла таким образом, чтобы это соответствовало требованиям приложения, в котором используется сварной шов. Индукционный нагрев основан на теории электромагнетизма для нагрева детали. Вокруг термообрабатываемого материала размещаются индукционные катушки, через которые проходит переменный ток. Этот переменный ток, проходящий через индукционные катушки, создает быстро меняющееся магнитное поле.
Вокруг термообрабатываемого материала размещаются индукционные катушки, через которые проходит переменный ток. Этот переменный ток, проходящий через индукционные катушки, создает быстро меняющееся магнитное поле.
Вихревые токи, возникающие в результате этого, нагревают материал, окруженный катушками. Магнитные материалы еще легче нагреваются переменными магнитными полями.
Оборудование для индукционного нагрева
Установки для индукционной термообработки сварных швов могут несколько отличаться от области применения к области применения, но Red-D-Arc имеет оборудование, необходимое для наиболее распространенных сценариев. Каждая система индукционного нагрева требует источника питания. Источник питания преобразует электричество из электросети в электрический ток, который можно использовать для питания другого важного элемента оборудования в установке индукционного нагрева: индукционных катушек.Индукционные катушки обычно изготавливаются из меди, и от них не требуется, чтобы они соприкасались с заготовкой.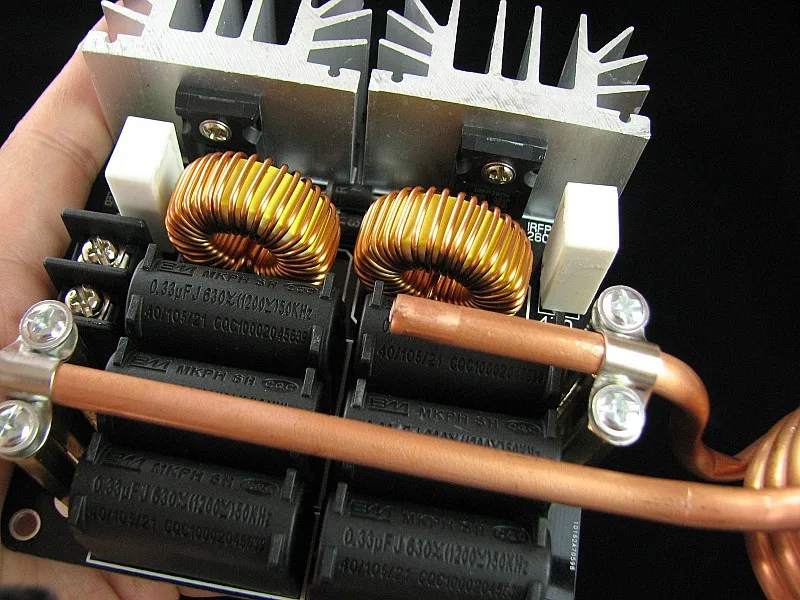 Источник питания и индукционные катушки являются двумя основными компонентами индукционной системы, хотя для защиты индукционных катушек и облегчения процесса нагрева можно использовать другое оборудование, такое как одеяла, печи и индукционные теплообменники.
Источник питания и индукционные катушки являются двумя основными компонентами индукционной системы, хотя для защиты индукционных катушек и облегчения процесса нагрева можно использовать другое оборудование, такое как одеяла, печи и индукционные теплообменники.
Зачем использовать индукционный нагрев вместо других нагревательных процессов?
Индукционный нагрев имеет много преимуществ по сравнению с другими процессами.Операции факельного нагрева не обладают точностью методов индукционного нагрева. Пламя очень разнообразно нагревает заготовку. Кроме того, нагрев горелки должен начинаться с нагрева снаружи и позволять температуре «впитаться» в деталь. Индукционный нагрев может до некоторой степени регулировать начальное положение нагрева по глубине материала с использованием различных электрических частот. Кроме того, ширину и длину нагреваемого материала можно точно регулировать с помощью индукционного нагрева, в отличие от факельного нагрева.
Горючие газы требуют использования горючих газов, что может быть опасно. Летучие газы могут взорваться и стать причиной травм рабочих и разрушения имущества. Эти горючие газы также выделяют опасные пары, которые могут потребовать вдыхания или удаления дыма, особенно в замкнутых пространствах. С другой стороны, при правильном использовании индукционный нагрев не выделяет вредных паров. Поскольку во время индукционного нагрева не используются горючие газы, опасность взрыва отсутствует.
Другой распространенный процесс термообработки — это нагрев в печи с использованием электрических резисторов в качестве нагревательных катушек.Этот процесс может занять очень много времени для толстых деталей и, как и термообработка в горелке, работает, сначала нагревая внешние поверхности основного материала и позволяя температуре проникнуть в сердцевину. И наоборот, индукционная термообработка может выполняться быстро, потенциально сокращая время работы печи сопротивления на многие минуты. Сердечник можно нагреть намного быстрее с помощью индукционного нагрева. Индукционные змеевики, используемые с таким оборудованием, как Miller ProHeat 35, намного более портативны, чем печи, что позволяет гораздо более практично использовать их в полевых условиях.
Сердечник можно нагреть намного быстрее с помощью индукционного нагрева. Индукционные змеевики, используемые с таким оборудованием, как Miller ProHeat 35, намного более портативны, чем печи, что позволяет гораздо более практично использовать их в полевых условиях.
Хотя индукционный нагрев и индукционная термообработка имеют много преимуществ, есть и некоторые недостатки. Один из недостатков — геометрия детали. Если не используется индукционная печь, детали с более простой геометрией, такие как труба или пластина, легче подвергаются индукционной термообработке, чем изделия с более сложной геометрией, просто потому, что индукционные катушки необходимо размещать вокруг детали.
Другой недостаток заключается в том, что первоначальная стоимость системы индукционного нагрева обычно выше, чем система факельного нагрева.Однако именно здесь Red-D-Arc вас прикрывает. Взяв напрокат оборудование для индукционного нагрева, вы сможете воочию убедиться в преимуществах индукционного нагрева без больших капиталовложений, чтобы продолжать сварку!
7 применений для машины индукционного нагрева + Как сделать один: 10 шагов (с изображениями)
В этом видео я покажу вам, как закалить детали из низкоуглеродистой стали криогенным способом с помощью индукционного нагревателя. В итоге вы получите материал с пластичным внутренним ядром и твердой внешней оболочкой.Детали, требующие ударопрочности, а также стойкости к истиранию, являются отличными кандидатами для цементации. Низкоуглеродистая сталь сама по себе плохо затвердевает. При нагревании детали и погружении ее в углеродный состав углерод проникает в поверхность материала. Это приводит к твердой внешней поверхности.
Шестерни, ударные штифты, распределительные валы двигателя, стопорные скобы, предохранительные элементы и самонарезающие винты обычно закалены. Метод цементации, использованный в видео, также известен как науглероживание с криогенной обработкой.Обычно используется жидкий азот, но я использовал баню с сухим льдом изопропилового спирта. Жидкий азот обеспечит еще больше преимуществ за счет преобразования еще большего количества остаточного аустенита в мартенсит. Кроме того, если вы не возражаете против темноты детали после процесса закалки, лучше не полировать ее для еще большей защиты от ржавчины. Метод, использованный в видео, можно повторять несколько раз, пока не будет достигнута желаемая твердость.
Кроме того, если вы не возражаете против темноты детали после процесса закалки, лучше не полировать ее для еще большей защиты от ржавчины. Метод, использованный в видео, можно повторять несколько раз, пока не будет достигнута желаемая твердость.
Индукционная закалка особенно хороша. Это из-за скин-эффекта, обсуждаемого на следующем шаге.Та же самая высокочастотная глубина скин-слоя, которая наблюдается в рабочей катушке, также видна в нагреваемой части. Чем выше частота, тем сильнее ток течет по внешней стороне материала. Для стали в этом случае сила тока составляет всего около 6 тысячных дюйма в глубину. Это идеально подходит для поверхностного упрочнения.
Этот процесс следует использовать только с низкоуглеродистой сталью, поэтому я покажу вам способ определить, какой тип стали у вас есть.
В этом видео я покажу вам простой способ определить содержание углерода в ваших стальных деталях, наблюдая за искровыми профилями. Вы можете использовать эту технику, чтобы определить, какие из ваших деталей выиграют от метода упрочнения корпуса, который использовался в моем последнем видео. Это не самый точный способ определения состава стали, но многие сварщики используют этот метод при сварке неизвестных материалов и является хорошим тестом для большинства некритических работ. Этот метод известен как искровое испытание.
Вы можете использовать эту технику, чтобы определить, какие из ваших деталей выиграют от метода упрочнения корпуса, который использовался в моем последнем видео. Это не самый точный способ определения состава стали, но многие сварщики используют этот метод при сварке неизвестных материалов и является хорошим тестом для большинства некритических работ. Этот метод известен как искровое испытание.
Индукционный нагрев: описание процесса и его преимущества
Индукционная закалка все чаще используется в зубчатой промышленности.Однако, прежде чем рассматривать преимущества этого метода, полезно ознакомиться с его основами. Явление индукционного нагрева начинается с пропускания переменного тока через катушку для создания магнитного поля. Напряженность поля зависит от силы тока, проходящего через катушку. Поле сосредоточено в области, окружающей катушку, а его величина зависит от силы тока и количества витков в катушке. (Рисунок 1)
Вихревые токи индуцируются в любом электропроводящем объекте, например, в металлическом стержне, помещенном внутри катушки. Явление сопротивления приводит к возникновению тепла в области протекания вихревых токов. Увеличение силы магнитного поля увеличивает эффект нагрева. Однако на общий эффект нагрева также влияют магнитные свойства объекта и расстояние между ним и катушкой. (Рисунок 2)
Явление сопротивления приводит к возникновению тепла в области протекания вихревых токов. Увеличение силы магнитного поля увеличивает эффект нагрева. Однако на общий эффект нагрева также влияют магнитные свойства объекта и расстояние между ним и катушкой. (Рисунок 2)
Вихревые токи создают собственное магнитное поле, которое противодействует исходному полю, создаваемому катушкой. Это противодействие предотвращает немедленное проникновение исходного поля в центр объекта, заключенного в катушку.Вихревые токи наиболее активны вблизи поверхности нагреваемого объекта, но значительно ослабевают по направлению к центру. (Рисунок 3)
Расстояние от поверхности нагретого объекта до глубины, на которой плотность тока падает до 37%, является глубиной проникновения. Эта глубина изменяется в зависимости от различных параметров, таких как время нагрева, исходный материал и выбор частоты.
Рис. 1: Переменный ток течет через катушку, создавая магнитное поле (синие линии).Ключевые преимущества
Ключевые особенности индукционной закалки — быстрые циклы нагрева, точные схемы нагрева и стержни, которые остаются относительно холодными и стабильными. Такие характеристики сводят к минимуму искажения и делают результаты нагрева чрезвычайно воспроизводимыми, сокращая последующие термические обработки, такие как шлифование. Это особенно верно при сравнении индукционной закалки с цементацией.
Такие характеристики сводят к минимуму искажения и делают результаты нагрева чрезвычайно воспроизводимыми, сокращая последующие термические обработки, такие как шлифование. Это особенно верно при сравнении индукционной закалки с цементацией.
Индукционная закалка также сокращает объем предварительной обработки, поскольку изменения геометрии меньше, чем при науглероживании.Такие минимальные изменения означают, что при изготовлении шестерни не нужно учитывать искажения. Однако в зубчатых передачах, предназначенных для науглероживания газом, «смещения», которые представляют собой искажения, часто вводятся на стадии проектирования. Эти преднамеренные смещения компенсируют деформацию, вызванную длительной выдержкой при нагревании, типичной для науглероживания.
Индукция может нагревать точно локализованные зоны в шестернях. Достижение такой же степени локализованного упрочнения при науглероживании может потребовать много времени и трудозатрат.При науглероживании определенных зон, таких как области зубьев, обычно необходимо замаскировать остальную часть зубчатого колеса с помощью защитных покрытий.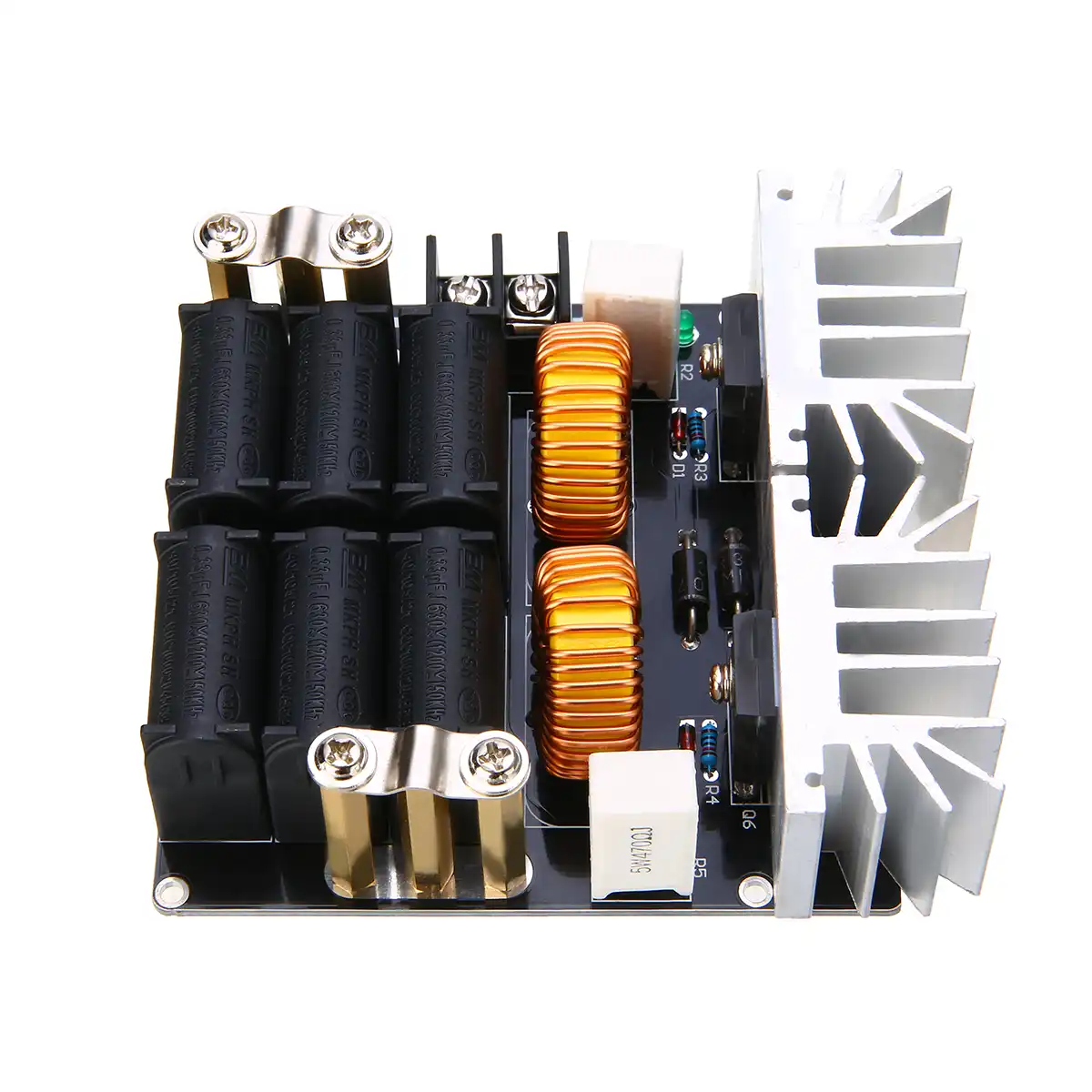 Эти маски необходимо наносить на каждую деталь и снимать после процесса затвердевания. При индукционной закалке такая маскировка не требуется.
Эти маски необходимо наносить на каждую деталь и снимать после процесса затвердевания. При индукционной закалке такая маскировка не требуется.
Индукционная закалка идеальна для интеграции в производственные линии. Такое комплексное «поточное» упрочнение более продуктивно, чем термохимические процессы. Кроме того, комплексная закалка сводит к минимуму затраты, так как шестерни не нужно снимать для отдельной термообработки.Фактически, индукционный нагрев позволяет создать единый непрерывный производственный поток через этапы обработки, закалки, закалки, отпуска и хранения.
Рис. 2: Вихревые токи индуцируются (отсюда и термин «индукция») на поверхности детали внутри катушки. Обратите внимание, что индукция — это метод бесконтактного нагрева, катушка никогда не касается заготовки.Закалка малых шестерен
Метод индукционного нагрева, используемый для зубчатых колес малых и средних размеров, часто называют «закалкой вращением».Это связано с тем, что шестерня находится внутри индукционной катушки и вращается при наведении вихревых токов. В свою очередь, закалку можно разделить на два основных метода: закалку методом закалки и закалку контура. При первом методе, который используется в основном для шестерен, подверженных сильному износу, периметр зуба упрочняется с низкой удельной мощностью. Однако, если частота слишком низкая, существует риск того, что выше температуры Кюри индуцированный вихревой ток протекает в основном в корневом круге, а температура в зубах отстает.Закалка осуществляется либо погружением, либо распылением, и обычно откладывается для достижения равномерной температуры между зубами и корневым кругом. Отпуск после закалки важен для предотвращения последующего растрескивания.
В свою очередь, закалку можно разделить на два основных метода: закалку методом закалки и закалку контура. При первом методе, который используется в основном для шестерен, подверженных сильному износу, периметр зуба упрочняется с низкой удельной мощностью. Однако, если частота слишком низкая, существует риск того, что выше температуры Кюри индуцированный вихревой ток протекает в основном в корневом круге, а температура в зубах отстает.Закалка осуществляется либо погружением, либо распылением, и обычно откладывается для достижения равномерной температуры между зубами и корневым кругом. Отпуск после закалки важен для предотвращения последующего растрескивания.
Закалка контура делится на одно- и двухчастотные процессы. В первом случае индуктор питается от одного генератора. Аустенизация достигается либо однократным нагревом, либо предварительным нагревом шестерни до 550-750 ° C перед нагревом до температуры закалки.Целью предварительного нагрева является достижение достаточно высокой температуры аустенизации в корневом круге во время окончательного нагрева без перегрева кончиков зубов.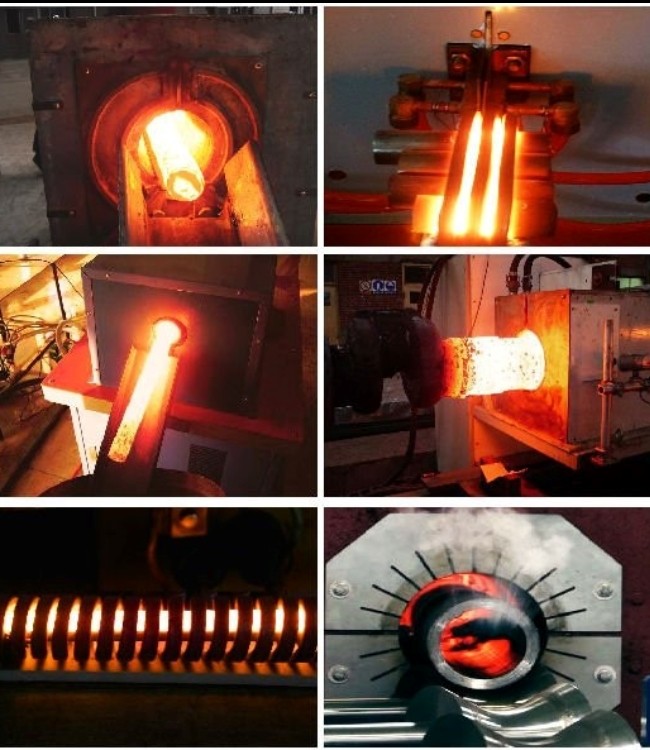 Короткое время нагрева и высокая удельная мощность обычно требуются для получения профилей упрочнения на неравномерном расстоянии от поверхности зуба.
Короткое время нагрева и высокая удельная мощность обычно требуются для получения профилей упрочнения на неравномерном расстоянии от поверхности зуба.
Двухчастотный процесс использует либо отдельные, либо одновременные частоты.Использование отдельных частот позволяет получить профили упрочнения, аналогичные цементированию. В процессе к шестерне последовательно применяются две разные частоты. Зубы предварительно нагревают с низкой частотой до 550-750 ° C. Частота должна быть такой, чтобы предварительный нагрев происходил в области корневого круга. После небольшой задержки использование более высокой частоты и удельной мощности приводит к аустенизации. Важное значение имеют точные системы контроля, так как время нагрева измеряется в десятых долях секунды или секундах во время последней фазы нагрева.
При одновременном двухчастотном методе в индуктор одновременно подается более низкая и более высокая частота. Закалка достигается за счет нагрева корневой окружности с меньшей частотой, а вершин зубьев с большей частотой (см. Рисунок 4). В отличие от раздельного или ступенчатого двухчастотного процесса, предварительный нагрев не всегда требуется при использовании одновременного двухчастотного процесса. Однако короткое время нагрева, используемое при одновременной частоте, предъявляет высокие требования к генератору и машиностроению.На рис. 5 показан пример профиля упрочнения, полученного этим методом.
Закалка достигается за счет нагрева корневой окружности с меньшей частотой, а вершин зубьев с большей частотой (см. Рисунок 4). В отличие от раздельного или ступенчатого двухчастотного процесса, предварительный нагрев не всегда требуется при использовании одновременного двухчастотного процесса. Однако короткое время нагрева, используемое при одновременной частоте, предъявляет высокие требования к генератору и машиностроению.На рис. 5 показан пример профиля упрочнения, полученного этим методом.
Правильная закалка имеет решающее значение для получения идеальных результатов центрифугирования и должна выполняться как можно скорее после окончательного нагрева. Промежуток времени между нагревом и закалкой можно свести к минимуму, используя быструю ось с ЧПУ для позиционирования распылительной головки или интегрируя цепь закалки в индуктор. Во время фазы закалки скорость вращения шестерни снижается до менее 50 об / мин, чтобы избежать «теневого эффекта» на боковой поверхности, противоположной направлению вращения.
На результаты центробежного упрочнения влияют многие другие факторы. Например, решающее значение имеют закаливаемый материал и его исходная структура. Из-за короткого времени аустенизации исходная стальная структура должна быть мелкозернистой (ASTM 7 и выше). Неоднородные исходные перлитно-ферритные структуры не подходят. Важность исходной структуры и содержания углерода возрастает с уменьшением размера модуля.Если допустимо несколько увеличенная деформация закалки, предварительная индукционная закалка и отпуск перед контурной закалкой могут значительно улучшить закаливаемость зубчатого колеса.
Размер модуля — еще один ключевой фактор при спиновой закалке. Для двухчастотного метода с одновременным использованием частот диапазон составляет 2,2  Для модулей размером m ≤ 3,0 мм предпочтителен отдельный двухчастотный метод. Это связано с тем, что заключительная фаза затвердевания только с более высокой частотой обеспечивает лучшее затвердевание на неравномерном расстоянии от поверхности.Одночастотный метод почти исключительно используется для зубчатых колес с внутренним кольцом с модулем m ≤ 1,25 мм, таких как те, которые часто используются в автомобильных системах автоматической трансмиссии.
Для модулей размером m ≤ 3,0 мм предпочтителен отдельный двухчастотный метод. Это связано с тем, что заключительная фаза затвердевания только с более высокой частотой обеспечивает лучшее затвердевание на неравномерном расстоянии от поверхности.Одночастотный метод почти исключительно используется для зубчатых колес с внутренним кольцом с модулем m ≤ 1,25 мм, таких как те, которые часто используются в автомобильных системах автоматической трансмиссии.
Вращение — это универсальный и надежный процесс, позволяющий упрочнять прямозубые, косозубые прямозубые и внутренние зубчатые колеса на неравномерном расстоянии от забоя. Однако разные формы зубчатых колес влияют на результаты закалки. При косозубой передаче необходимо допустить асимметричное упрочнение боковой поверхности зуба на глубине до 2-3 мм от поверхности зубчатого колеса.Однако эта ситуация проявляется только при углах наклона спирали β ≥ 28 °. Доступны запатентованные решения для катушек, которые ограничивают этот эффект за счет улучшения распределения мощности.
Индукционные катушки — забытый компонент
Правильно спроектированные и изготовленные индукционные катушки абсолютно необходимы для успешного и экономичного индукционного нагрева.Фактически, проектирование и испытание катушек часто является процессом с самым большим временем выполнения при разработке решения для индукционного нагрева. Основная причина этого заключается в том, что катушки зависят от конкретной задачи. Они должны быть разработаны для достижения конкретных результатов на конкретных материалах в определенных условиях. Нет — или, по крайней мере, не должно быть — готовых конструкций змеевиков.
Необходимы тщательные испытания конструкции и конструкции змеевика. Слишком мало людей осознают, что катушки часто являются частью, наиболее подверженной суровым условиям эксплуатации. Поэтому иногда необходимы испытания и компьютерное моделирование, чтобы разработать проект, который является одновременно безопасным и устойчивым к усталости. И, конечно же, для достижения оптимальных схем нагрева деталей требуются повторные испытания.
Поэтому иногда необходимы испытания и компьютерное моделирование, чтобы разработать проект, который является одновременно безопасным и устойчивым к усталости. И, конечно же, для достижения оптимальных схем нагрева деталей требуются повторные испытания.
При проектировании индукционных катушек нельзя принимать как должное. Например, для катушек с очень высокой плотностью мощности необходимо даже определить правильную скорость, с которой охлаждающая вода должна течь через змеевик. Слишком низкая скорость приведет к недостаточной теплопередаче.Но даже когда правильная скорость найдена, разработчик змеевика должен решить, нужен ли подкачивающий насос для достижения и поддержания желаемой скорости потока воды. Компетентный разработчик змеевика также определит уровень чистоты охлаждающей воды, чтобы минимизировать коррозию внутри змеевика. Таким образом, такая очевидная простая вещь, как вода в змеевике, на самом деле представляет собой сложный вопрос, требующий технических знаний и специального оборудования.
Концентраторы магнитного потока — еще одна область общего решения для индукции, которая на первый взгляд кажется относительно простой.Как следует из названия, основная функция таких концентраторов — концентрировать ток катушки в области катушки, обращенной к заготовке. Без концентратора большая часть магнитного потока может свободно распространяться вокруг катушки. Этот неконтролируемый поток затем «поглотит» соседние проводящие компоненты. Но когда направляется концентратором, магнитный поток может быть ограничен точно определенными областями детали, что приводит к локализованным зонам нагрева, характерным для индукционного нагрева.
Рис. 6: Одновременная закалка многочастотных зубчатых колес на оборудовании EFD Induction. Этот процесс обеспечивает точное упрочнение контуров малых шестерен менее чем за секунду. Обратите внимание на отсутствие сквозной закалки в зубах. При изготовлении концентраторов потока необходимо учитывать множество переменных. Материал детали, форма катушки, применение — все это влияет на окончательную конструкцию концентратора. Даже решить, какой материал использовать для концентратора, может быть непростой задачей. В основном концентраторы изготавливаются из пластин или из чистых ферритов и порошков на основе феррита или железа.У каждого материала концентратора есть свои недостатки и преимущества. Ламинирование имеет самые высокие плотности потока и магнитную проницаемость; они также менее дороги в качестве деталей, чем порошки на основе железа и феррита. Однако ламинаты необходимо штамповать до нескольких стандартных размеров, поэтому они менее гибкие. Их также сложно монтировать.
Даже решить, какой материал использовать для концентратора, может быть непростой задачей. В основном концентраторы изготавливаются из пластин или из чистых ферритов и порошков на основе феррита или железа.У каждого материала концентратора есть свои недостатки и преимущества. Ламинирование имеет самые высокие плотности потока и магнитную проницаемость; они также менее дороги в качестве деталей, чем порошки на основе железа и феррита. Однако ламинаты необходимо штамповать до нескольких стандартных размеров, поэтому они менее гибкие. Их также сложно монтировать.
Чистые ферриты также обладают превосходной магнитной проницаемостью. Однако они страдают от низкой плотности потока насыщения, а их хрупкость затрудняет их обработку (необходимо использовать резцы с алмазными наконечниками).Железным порошкам легко придать форму, они обладают высокой плотностью флюса и легко поддаются формованию. Но следует проявлять большую осторожность, чтобы не допустить перегрева, поскольку внутренние потери или передача тепла от нагретой части означает, что такие порошки имеют относительно низкую рабочую температуру.
Конечно, при проектировании индукционных катушек необходимо учитывать множество других факторов. Например, правильное согласование импеданса между катушкой и источником питания имеет решающее значение для использования полной мощности источника питания.Плюс тот факт, что катушкам требуется в пять-десять раз больше реактивной мощности, чем активной.
Как мы уже видели, профессионально разработанная и изготовленная индукционная катушка — это современный и сложный компонент. К сожалению, слишком много пользователей индукционных устройств упорно рассматривают катушки как низкотехнологичные медные трубки. Результатом этого заблуждения являются неправильные и даже опасные конструкции змеевиков, любительский ремонт, недостаточное или неправильное обслуживание и, в конечном итоге, отказы процессов и оборудования.
индукционная термообработка :: Bluewater Thermal Solutions
Положения и условия
Введение
ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ДАННЫЕ УСЛОВИЯ ИСПОЛЬЗОВАНИЯ ВЕБ-САЙТА ПЕРЕД ИСПОЛЬЗОВАНИЕМ ДАННОГО ВЕБ-САЙТА («ВЕБ-САЙТ»).НАСТОЯЩИЕ УСЛОВИЯ ИСПОЛЬЗОВАНИЯ ВЕБ-САЙТА («УСЛОВИЯ ИСПОЛЬЗОВАНИЯ») РЕГУЛИРУЮТ ВАШ ДОСТУП И ИСПОЛЬЗОВАНИЕ ВЕБ-САЙТА. ВЕБ-САЙТ ДОСТУПЕН ДЛЯ ВАШЕГО ИСПОЛЬЗОВАНИЯ ТОЛЬКО ПРИ СОГЛАСИИ С УСЛОВИЯМИ ИСПОЛЬЗОВАНИЯ, ИЗЛОЖЕННЫМИ НИЖЕ. ЕСЛИ ВЫ НЕ СОГЛАСНЫ СО ВСЕМИ УСЛОВИЯМИ ИСПОЛЬЗОВАНИЯ, НЕ ДОПУСКАЙТЕСЬ И НЕ ИСПОЛЬЗУЙТЕ ВЕБ-САЙТ. ДОСТУПАЯ ИЛИ ИСПОЛЬЗУЯ ВЕБ-САЙТ, ВЫ И ПРЕДПРИЯТИЕ, КОТОРОЕ ВЫ УПОЛНОМОЧЕНЫ ПРЕДСТАВИТЬ («ВЫ» ИЛИ «ВАШЕ»), ПОДТВЕРЖДАЕТЕ СОГЛАШЕНИЕ ОБ ОБЯЗАТЕЛЬСТВЕ УСЛОВИЙ ИСПОЛЬЗОВАНИЯ.
1. Объем условий использования
Настоящие Условия использования регулируют использование вами Веб-сайта и всех приложений, программного обеспечения и услуг (совместно именуемых «Услуги»), доступных через Веб-сайт, за исключением случаев, когда такие Услуги являются предметом отдельного соглашения.
2. Изменения
Bluewater может пересматривать и обновлять настоящие Условия использования в любое время. Продолжение использования вами веб-сайта после любых изменений настоящих Условий использования будет означать, что вы принимаете эти изменения. Любой аспект веб-сайта может быть изменен, дополнен, удален или обновлен без предварительного уведомления по собственному усмотрению Bluewater. Bluewater может также изменять или взимать плату за продукты и услуги, предоставляемые через веб-сайт, в любое время по своему собственному усмотрению. Bluewater может устанавливать или изменять в любое время общие правила и ограничения в отношении других продуктов и услуг Bluewater по своему собственному усмотрению.
3. Лицензия и право собственности
Все права интеллектуальной собственности («Интеллектуальная собственность»), связанные с Веб-сайтом и его содержимым («Контент»), являются исключительной собственностью Bluewater, ее аффилированных лиц или третьих лиц. Контент защищен законами об авторском праве и другими законами как в США, так и в других странах. Элементы веб-сайта также защищены законами о внешнем виде, коммерческой тайне, недобросовестной конкуренции и другими законами и не могут быть скопированы или имитированы полностью или частично. Вся настраиваемая графика, значки и другие элементы, которые появляются на веб-сайте, являются товарными знаками, знаками обслуживания или товарным знаком («Знаки») Bluewater, его аффилированных лиц или других организаций, которые предоставили Bluewater право и лицензию на использование таких Знаков и могут Запрещается использовать или вмешиваться в работу любого менеджера без явного письменного согласия Bluewater.За исключением случаев, когда иное прямо разрешено настоящими Условиями использования, вы не можете копировать, воспроизводить, изменять, сдавать в аренду, брать взаймы, продавать, создавать производные работы, загружать, передавать или распространять Интеллектуальную собственность Веб-сайта каким-либо образом без Bluewater или предварительное письменное разрешение соответствующей третьей стороны. За исключением случаев, прямо предусмотренных в настоящем документе, Bluewater не предоставляет Вам никаких явных или подразумеваемых прав на Интеллектуальную собственность Bluewater или третьих лиц.
Bluewater предоставляет вам ограниченную, личную, непередаваемую, несублицензируемую, отзывную лицензию на доступ и использование только веб-сайта, Контента и услуг только в том виде, который представлен Bluewater, только в порядке, прямо разрешенном Bluewater.За исключением этой ограниченной лицензии, Bluewater не проявляет интереса к Контенту, Услугам, Веб-сайту или любой другой собственности Bluewater, разрешая Вам доступ к Веб-сайту. За исключением случаев, предусмотренных законом или прямо предусмотренных в настоящем документе, ни один Контент не может подвергаться обратному проектированию, изменению, воспроизведению, переизданию, переводу на любой язык или компьютерный язык, повторной передаче в любой форме и любыми средствами, перепродаже или распространяется без предварительного письменного согласия Bluewater.Вы не можете производить, продавать, предлагать для продажи, изменять, воспроизводить, демонстрировать, публично исполнять, импортировать, распространять, ретранслировать или иным образом использовать Контент каким-либо образом, если это прямо не разрешено Bluewtater.
4. Ограничения на использование веб-сайта
В дополнение к другим ограничениям, изложенным в настоящих Условиях использования, вы соглашаетесь с тем, что:
(a) Вы не должны скрывать происхождение информации, передаваемой через веб-сайт, или размещать ложные или вводящие в заблуждение информация на веб-сайте.
(b) Вы не будете использовать или получать доступ к каким-либо услугам, информации, приложениям или программному обеспечению, доступным через веб-сайт, способом, прямо не разрешенным Bluewater.
(c) Вы не будете вводить или загружать на Веб-сайт какую-либо информацию, которая содержит вирусы, троянских коней, червей, бомбы замедленного действия или другие процедуры компьютерного программирования, которые предназначены для повреждения, вмешательства в работу, перехвата или экспроприации любой системы, Веб-сайта. или Информация, или которая нарушает права интеллектуальной собственности (определенные ниже) другого лица.
(d) Некоторые разделы веб-сайта могут быть ограничены для клиентов Bluewater.
(e) Вы не можете использовать или получать доступ к Веб-сайту или Услугам каким-либо образом, который, по мнению Bluewater, отрицательно влияет на производительность или функционирование Услуг или Веб-сайта или мешает авторизованным сторонам получать доступ к Услугам или веб-сайт.
(f) Вы не можете создавать или использовать методы кадрирования для включения какой-либо части или аспекта Содержимого или Информации без явного письменного согласия Bluewater.
5. Ссылки
(a) Исходящие ссылки. Веб-сайт может содержать ссылки на сторонние веб-сайты и ресурсы (совместно именуемые «Связанные сайты»). Эти Связанные сайты предоставляются исключительно для вашего удобства, а не в качестве поддержки Bluewater контента на таких Связанных сайтах. Bluewater не делает никаких заявлений и не дает никаких гарантий относительно правильности, точности, производительности или качества любого контента, программного обеспечения, услуг или приложений, найденных на любом Связанном сайте.Bluewater не несет ответственности за доступность Связанных сайтов, а также за содержание или деятельность таких сайтов. Если вы решите получить доступ к связанным сайтам, вы делаете это на свой страх и риск. Кроме того, использование вами Связанных сайтов регулируется всеми применимыми политиками и условиями использования, включая, помимо прочего, политику конфиденциальности Связанного сайта.
(b) Входящие ссылки. Ссылки на любую страницу веб-сайта, кроме http://www.bluewaterthermal.com, с помощью простой текстовой ссылки строго запрещены при отсутствии отдельного соглашения о размещении ссылок с Bluewater.Любому веб-сайту или другому устройству, которое ссылается на http://www.bluewaterthermal.com или любую доступную на нем страницу, запрещено (а) копировать Контент, (б) использовать браузер или пограничную среду вокруг Контента, (в) подразумевая любая мода, которую Bluewater или ее аффилированные лица поддерживают ее или ее продукты, (d) искажение фактов, включая ее отношения с Bluewater или любыми ее аффилированными лицами, (e) предоставление ложной информации о продуктах или услугах Bluewater, и ( е) использование любого логотипа или товарного знака Bluewater или любого из ее филиалов без явного письменного разрешения Bluewater.
6. Материалы
Вы соглашаетесь с тем, что Bluewater по своему усмотрению может прекратить или приостановить использование вами Веб-сайта, Услуг и Контента в любое время и по любой причине или без таковой по своему собственному усмотрению, даже если доступ и использование продолжаются. быть позволенным другим. После такой приостановки или прекращения вы должны немедленно (а) прекратить использование веб-сайта и (б) уничтожить все сделанные вами копии любой части Контента. Доступ к веб-сайту или услугам после такого прекращения, приостановки или прекращения действия считается нарушением права владения.Кроме того, вы соглашаетесь с тем, что Bluewater не несет ответственности перед вами или любой третьей стороной за прекращение или приостановление вашего доступа к Веб-сайту и / или Услугам.
ОТКАЗ ОТ ГАРАНТИЙ
BLUEWATER НЕ ДАЕТ ЗАЯВЛЕНИЙ О РЕЗУЛЬТАТАХ, ПОЛУЧЕННЫХ ОТ ИСПОЛЬЗОВАНИЯ ВЕБ-САЙТА ИЛИ СОДЕРЖАНИЯ. ИСПОЛЬЗУЕТЕ ЖЕ НА ВАШ СОБСТВЕННЫЙ РИСК.
ВЕБ-САЙТ, УСЛУГИ И СОДЕРЖАНИЕ ПРЕДОСТАВЛЯЮТСЯ НА УСЛОВИЯХ «КАК ЕСТЬ». BLUEWATER, ЕЕ ЛИЦЕНЗИАРЫ И ЕГО ПОСТАВЩИКИ В САМОЙ ПОЛНОЙ СТЕПЕНИ, РАЗРЕШЕННОЙ ЗАКОНОМ, ОТКАЗЫВАЮТСЯ ОТ ВСЕХ ГАРАНТИЙ, ЯВНЫХ ИЛИ ПОДРАЗУМЕВАЕМЫХ, ЗАКОНОДАТЕЛЬНЫХ ИЛИ ИНЫХ УСЛОВИЙ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЕМОЕ ПОДРАЗУМЕВАЕМЫМИ ГАРАНТИЯМИ, ПРАВА ТОВАРА. И ПРИГОДНОСТЬ ДЛЯ КОНКРЕТНОЙ ЦЕЛИ.BLUEWATER И ЕЕ ФИЛИАЛЫ, ЛИЦЕНЗИАРЫ И ПОСТАВЩИКИ НЕ ДЕЛАЮТ НИКАКИХ ЗАЯВЛЕНИЙ ИЛИ ГАРАНТИЙ В ОТНОШЕНИИ ТОЧНОСТИ, ПОЛНОТЫ, БЕЗОПАСНОСТИ ИЛИ СОВРЕМЕННОСТИ СОДЕРЖАНИЯ ИЛИ УСЛУГ, ПРЕДОСТАВЛЯЕМЫХ ПРИ ИСПОЛЬЗОВАНИИ ВЕБ-САЙТА ИЛИ ПОСРЕДСТВОМ ИСПОЛЬЗОВАНИЯ. НИКАКАЯ ИНФОРМАЦИЯ, ПОЛУЧЕННАЯ ВАМИ НА ВЕБ-САЙТЕ, НЕ СОЗДАЕТ КАКИХ-ЛИБО ГАРАНТИЙ, ЯВНО НЕ ЗАЯВЛЕННОЙ BLUEWATER В ДАННЫХ УСЛОВИЯХ ИСПОЛЬЗОВАНИЯ.
В НЕКОТОРЫХ ЮРИСДИКЦИЯХ НЕ ДОПУСКАЕТСЯ ОГРАНИЧЕНИЯ ПОДРАЗУМЕВАЕМЫХ ГАРАНТИЙ, ПОЭТОМУ ОГРАНИЧЕНИЯ И ИСКЛЮЧЕНИЯ В ДАННОМ РАЗДЕЛЕ МОГУТ НЕ ПРИМЕНЯТЬСЯ К ВАМ. ЕСЛИ ВЫ СОБИРАЕТЕСЬ В КАЧЕСТВЕ ПОТРЕБИТЕЛЯ, НАСТОЯЩИЕ ПОЛОЖЕНИЯ НЕ ОТРАЖАЮТ ВАШИ ЗАКОННЫЕ ПРАВА, ОТ КОТОРЫХ НЕЛЬЗЯ ОТКАЗАТЬ.ВЫ СОГЛАШАЕТЕСЬ И ПРИЗНАЕТЕ, ЧТО ОГРАНИЧЕНИЯ И ИСКЛЮЧЕНИЯ ОТВЕТСТВЕННОСТИ И ГАРАНТИИ, ПРЕДОСТАВЛЯЕМЫЕ В НАСТОЯЩИХ УСЛОВИЯХ ИСПОЛЬЗОВАНИЯ, ЯВЛЯЮТСЯ ЧЕСТНЫМИ И РАЗУМНЫМИ.
9. ОГРАНИЧЕНИЕ ОТВЕТСТВЕННОСТИ.
В СТЕПЕНИ, РАЗРЕШЕННОЙ ДЕЙСТВУЮЩИМ ЗАКОНОДАТЕЛЬСТВОМ, И В той мере, в какой BLUEWATER ИНАЧЕ ОБНАРУЖЕН ОТВЕТСТВЕННОСТЬЮ ЗА ЛЮБЫЕ УБЫТКИ, BLUEWATER НЕСЕТ ОТВЕТСТВЕННОСТЬ ЗА ФАКТИЧЕСКИЕ УБЫТКИ, СООТВЕТСТВУЮЩИЕ СОБСТВЕННОМУ УЩЕРБАМ. , ЕЕ ЛИЦЕНЗИАРЫ, ЕГО ПОСТАВЩИКИ ИЛИ ЛЮБЫЕ ТРЕТЬИ ЛИЦА, УКАЗАННЫЕ НА ВЕБ-САЙТЕ, НЕСУТ ОТВЕТСТВЕННОСТЬ ЗА ЛЮБЫЕ СЛУЧАЙНЫЕ, КОСВЕННЫЕ, ПРИМЕРНЫЕ, КАРАТНЫЕ И КОСВЕННЫЕ УБЫТКИ, ПОТЕРЯ ПРИБЫЛИ ИЛИ УБЫТКИ, ПРИЧИНЕННЫЕ В РЕЗУЛЬТАТЕ УБЫТКИ ДАННЫХ ИЛИ ВЗАИМОДЕЙСТВИЯ С ДЕЛОМ ДЛЯ ИСПОЛЬЗОВАНИЯ ВЕБ-САЙТА, УСЛУГ ИЛИ КОНТЕНТА, ОСНОВАННЫХ НА ГАРАНТИИ, КОНТРАКТЕ, ПРАКТИКЕ, НЕЗАВИСИМОСТИ ИЛИ ЛЮБОЙ ДРУГИХ ЮРИДИЧЕСКИХ ТЕОРИЯХ, И ПРЕДОСТАВЛЯЕТСЯ ТАКИЕ УБЫТКИ ИЛИ НЕ СЛУШАТЬ.В СТЕПЕНИ, РАЗРЕШЕННЫХ ЗАКОНОМ, СРЕДСТВА ЗАЩИТЫ, ПРЕДУСМОТРЕННЫЕ ДЛЯ ВАС НАСТОЯЩИМИ УСЛОВИЯМИ, ЯВЛЯЮТСЯ ИСКЛЮЧИТЕЛЬНЫМИ И ОГРАНИЧИВАЮТСЯ ТОЧНЫМ ОБРАЗОМ, ПРЕДУСМОТРЕННЫМИ НАСТОЯЩИМИ УСЛОВИЯМИ ИСПОЛЬЗОВАНИЯ.
10. Соблюдение закона
Вы соглашаетесь использовать Веб-сайт в строгом соответствии со всеми применимыми законами, постановлениями и постановлениями и таким образом, который, по единоличному мнению Bluewater, не оказывает негативного влияния на репутацию или репутацию Bluewater и не предпринимает никаких действий, которые могут привести к нарушению Bluewater каких-либо законов, постановлений или постановлений, применимых к Bluewater.
11. Применимое право
Настоящие Положения и условия должны регулироваться и толковаться в соответствии с законодательством штата Нью-Йорк без ссылки на его нормы коллизионного права. Вы соглашаетесь с тем, что любые судебные иски, вытекающие из настоящих условий или связанные с ними, должны подаваться только в суды штата или федеральные суды, расположенные в округе Нью-Йорк в штате Нью-Йорк.
12. Общие
Вы не можете передавать настоящие Условия использования или какие-либо из своих интересов, прав или обязательств в соответствии с настоящими Условиями использования.Если какое-либо положение настоящих Условий использования будет признано недействительным каким-либо судом, имеющим компетентную юрисдикцию, недействительность такого положения не повлияет на действительность остальных положений настоящих Условий использования, которые остаются в полной силе. Никакой отказ от любого из настоящих Условий использования не считается дальнейшим или продолжающимся отказом от такого условия или любого другого условия.
13. ПОЛНОЕ СОГЛАШЕНИЕ
ЗА ИСКЛЮЧЕНИЕМ ЯВНО ПРЕДОСТАВЛЕННЫХ В ОТДЕЛЬНОЙ ЛИЦЕНЗИИ ИЛИ ДРУГИМ ПИСЬМЕННОМ СОГЛАШЕНИИ МЕЖДУ ВАМИ И BLUEWATER, НАСТОЯЩИЕ УСЛОВИЯ ИСПОЛЬЗОВАНИЯ СОСТАВЛЯЮТ ПОЛНОЕ СОГЛАШЕНИЕ МЕЖДУ САЙТОМ WEFT ИЛИ ПРОГРАММНЫМ ОБЕСПЕЧЕНИЕМ BLUEWATER С ПОМОЩЬЮ НАС , ИНФОРМАЦИЯ ИЛИ СОДЕРЖАНИЕ, СОДЕРЖАЩИЕСЯ ТАМ, И ЗАМЕНЯЮЩИЕ ВСЕ ОБСУЖДЕНИЯ, СООБЩЕНИЯ, РАЗГОВОРЫ И СОГЛАШЕНИЯ, КАСАЮЩИЕСЯ ПРЕДМЕТА ЗДЕСЬ.
Условия продажи
Стандартные условия продажи («Положения и условия»)
1. Обращаясь к Bluewater с просьбой о предоставлении определенных услуг по термической обработке («Услуги») продукта / материала / товаров клиента («Товары»), клиент настоящим соглашается с настоящими Условиями продажи и Заявлением об ограниченной ответственности. («Условия») применяются, несмотря на любые положения об обратном, содержащиеся в любом документе, предоставленном заказчиком компании Bluewater (ранее или в дальнейшем), включая, помимо прочего, любой запрос предложения, заказ (-ы) на поставку, транспортный документ или форму подтверждения. заказчиком или любым из его агентов, и даже если такие документы содержат формулировку, требующую, чтобы положения, содержащиеся в таких документах, имели преимущественную силу или отменяли любые противоположные положения, содержащиеся в настоящем документе.Оплачивая счета-фактуры Bluewater за оказанные Услуги, заказчик соглашается с тем, что настоящие Условия будут применяться к Услугам, на которые распространяется указанный счет, и что ни одно положение, указанное в настоящем документе, не может быть изменено каким-либо положением в любом документе, представленном клиентом, в любое время. Принятие компанией Bluewater любых Услуг для клиента прямо обусловлено согласием клиента с настоящими Условиями. Оказание Bluewater Услуг не считается принятием каких-либо встречных предложений или условий, предоставленных клиентом, и Bluewater не будет связана обязательствами, возражать и отклонять любые дополнительные положения или положения, которые отличаются от настоящих Условий.
2. Плата за оказанные Услуги подлежит оплате за 30 дней с даты выставления счета Bluewater без права на изменение, если иное не согласовано в письменной форме и подписано заказчиком и уполномоченным представителем Bluewater, до момента предоставления любых Услуг. оказываются. Плата за обслуживание в размере 1,5% в месяц от полной стоимости оказанных Услуг применяется к просроченным счетам. Bluewater оставляет за собой право на любые просроченные счета (определяемые как счета, оставшиеся просроченными более чем на 60 дней с даты выставления счета) (1) приостановить выполнение любого заказа для клиента и / или приостановить доставку любого из Товаров клиента. , (2) разместить просроченные счета на C.О. статус, (3) требовать сбора оплаты через третью сторону, (4) останавливать любые Товары в пути к покупателю, (5) требовать оплаты за Услуги до отгрузки Товаров покупателю, (6) исправлять, изменять или ограничивать условия оплаты или (7) использовать любые другие варианты, необходимые для взыскания. Кроме того, Bluewater имеет право взыскать любые расходы по взысканию, включая разумные гонорары адвокатам или расходы третьих сторон по взысканию, для обеспечения соблюдения настоящих Условий. Все котировки Bluewater открыты для принятия в течение 90 дней с даты выпуска, если не указано иное.Bluewater по своему усмотрению может утверждать кредитные авизо для клиента. Любое кредитовое авизо на сумму менее 10 000 долларов США может быть одобрено генеральным менеджером Bluewater. Любое кредитовое авизо на сумму более 10 000 долларов США должно быть одобрено финансовым директором Bluewater, операционным директором или президентом. Все кредитовые авизо должны быть в письменной форме и подписаны соответствующим представителем Bluewater.
3. ОГРАНИЧЕННАЯ ГАРАНТИЯ. Bluewater гарантирует, что будет предоставлять Услуги качественно и качественно, отражая нашу приверженность обслуживанию клиентов и в соответствии с заказом (имеется в виду обработка продукта, материала, деталей или иным образом), согласованным с клиентом.Заказчик гарантирует, что Товары не будут иметь каких-либо существенных дефектов, которые могли бы негативно повлиять на оказанные Услуги. Клиент обязан осмотреть Товары сразу после их возврата, и обо всех претензиях в соответствии с настоящими Условиями необходимо сообщать до (а) 5 дней после доставки Товаров покупателю или (б) время, когда Товары вводятся в эффективное использование или продаются другим лицам, и до того, как будет выполнена какая-либо дальнейшая обработка, сборка или другие работы с указанными Товарами, такое время не должно превышать 7 дней после отправки из Bluewater («Гарантийный период»).Все претензии, в которых подробно говорится о нарушении гарантии, должны подаваться в Bluewater в письменной форме в течение этого гарантийного срока. Все гарантии считаются недействительными, если (а) Товары подверглись неправильному использованию, неправильному использованию или изменению после доставки покупателю, (б) покупатель использовал Товары после того, как он впервые обнаружил (или должен был быть в состоянии обнаружить или идентифицировать), что такие Товары были повреждены, дефектны или подвергались неправильной обработке / Услугам, (c) Товары неправильно или неправильно хранятся после доставки или получения покупателем, или (d) Товары, доставленные в Bluewater с существенными дефектами.Bluewater не делает никаких заявлений и не дает никаких гарантий относительно чистоты Товаров после оказания Услуг Bluewater без предварительного письменного разрешения должностного лица Bluewater. Поскольку при термической обработке существуют риски, независимо от сложности управления технологическим процессом и / или доступных известных методов, Bluewater не делает никаких заявлений. гарантия, выраженная или подразумеваемая, что Товары, обслуживаемые Bluewater, подлежат продаже или пригодны для определенной цели. Bluewater также не дает никаких других гарантий, явных или подразумеваемых, за исключением случаев, указанных в настоящем документе, и настоящим отказывается от любых других гарантий, которые могут существовать.
4. Bluewater не несет ответственности за какие-либо необычные, случайные, сопутствующие, непреднамеренные, результирующие, штрафные или заранее оцененные убытки в связи с Услугами, оказанными Товарам, или за нарушение каких-либо обязательств перед заказчиком. Как указано выше в пункте 3, заказчик осознает наличие определенных рисков, присущих Услугам, предоставляемым Bluewater. Если юридическая ответственность Bluewater установлена по какой-либо причине или по какой-либо причине, включая, помимо прочего, нарушение гарантии, единственная и исключительная ответственность Bluewater и исключительное средство правовой защиты будет заключаться в Bluewater, по ее единоличному усмотрению, для предоставления клиенту на сумму, равную документально подтвержденному прямому и фактическому ущербу, при условии, что такие убытки не превышают двукратную сумму первоначальной платы за Услуги для Товаров, которые привели к возникновению ответственности или затрат для клиента по замене затронутых Товаров.Bluewater также оставляет за собой право выдавать клиенту кредитовые авизо по любой денежной гарантии или другим обязательствам перед клиентом. Ни один агент или представитель Bluewater не имеет права изменять условия гарантии или денежного возмещения, за исключением случаев, когда это прямо разрешено (письменное согласие и подписано) должностным лицом Bluewater.
5. Bluewater не обязана проводить какие-либо металлургические или лабораторные испытания Товаров на твердость, предел прочности, предел текучести, эластичность, вязкость разрушения, микроструктуру, растрескивание или иное; Все такие испытания являются исключительной ответственностью и обязанностями заказчика, если только должным образом уполномоченный представитель Bluewater не подтвердил в письменной форме, что он проводил такие испытания отдельно.Bluewater не несет ответственности за любые предполагаемые расхождения в весе или количестве штук Товаров, за исключением случаев, когда претензия предъявляется в течение пяти рабочих дней после получения Товаров покупателем, и только в том случае, если такое несоответствие в весе или количестве товаров, любой, проверено представителем Bluewater. Bluewater оставляет за собой право пересматривать ценовые предложения и / или покрывать дополнительные расходы или расходы в случае, если Заказчик приостанавливает оказание запрошенных Услуг, оказанных для Товаров, или в результате несоответствия или неточности инструкций Заказчика.
6. Товары должны оставаться за счет и на исключительный риск клиента во время транспортировки на объект Bluewater и обратно, во время погрузки и разгрузки, а также во время нахождения на предприятии Bluewater, выполняющем Услуги. Если компания Bluewater не указала цены и условия доставки, получения и доставки грузов, все Товары отправляются на условиях F.O.B. Расположение Bluewater. Риск потери любых товаров в пути переходит после доставки на ФОБ. точка. Сторона, принимающая на себя риск потери, несет единоличную ответственность за все расходы по доставке и доставке и должна обеспечивать надлежащую страховку с надежными перевозчиками, покрывающую восстановительную стоимость таких товаров в пути.Заказчик гарантирует, что Товары не будут представлять никакой опасности, окружающей среды, безопасности или иным образом для объектов или персонала Bluewater. Заказчик также гарантирует, что он либо является владельцем Товаров, либо уполномочен владельцем Товаров принять настоящие Условия от имени владельца.
7. Заказчик несет ответственность за все затраты, сборы и любые расходы, связанные с созданием, консультацией, проверкой, согласованием и действием любого аккредитива (-ов), переводом денежных средств в Bluewater и / или выпуском любых товаросопроводительных документов.Стоимость любых изменений или модификаций заказа, запрошенных клиентом после даты принятия заказа, оплачивается клиентом, если такое изменение или модификация принимается представителем Bluewater.
8. Покупатель несет исключительную ответственность за надлежащую упаковку Товаров, чтобы защитить их при транспортировке в Bluewater от неблагоприятных погодных условий, повреждений от ударов и / или любых других рисков при транспортировке. Заказчик должен использовать упаковочные материалы, подходящие для повторного использования компанией Bluewater, где Bluewater несет ответственность за доставку Товаров заказчику, если в письменной форме заказчик и уполномоченный представитель Bluewater не договорились о других способах упаковки Товаров.Компания Bluewater не дает никаких гарантий, что упаковочные материалы, ящики, картонные коробки и поддоны будут возвращены покупателю. Однако по возможности они будут возвращены покупателю вместе с Товарами.
9. Заказчик соглашается уплачивать акцизы, валовые поступления, продажи, использование или профессиональные налоги или другие налоги / тарифы, взимаемые с любых Услуг, контрактов, отгрузки или доставки, связанных с ними, и нести ответственность за соблюдение всех применимых импортных / законы об экспорте США или любой другой страны, откуда товары поступают на предприятие Bluewater или на которые они доставляются после оказания Услуг.
10. Форс-мажор: Bluewater не несет ответственности за невыполнение условий настоящего Соглашения по любой причине или событию, находящемуся вне его разумного контроля («форс-мажор»), включая, помимо прочего, стихийные бедствия и террористические акты. , пожар, наводнение, стихийное бедствие, невозможность получить материалы по разумным ценам, непостоянство коммунальных расходов, оборудования или транспорта, государственные законы или постановления, несчастные случаи, трудовые споры, забастовки, локауты или нехватка, или другие подобные вопросы.В случае возникновения форс-мажорных обстоятельств Bluewater уведомит клиента и постарается минимизировать продолжительность любого воздействия на его способность оказывать Услуги по заказу из-за такого форс-мажорного события.
11. Законы штата Нью-Йорк регулируют толкование и соблюдение настоящих Условий, за исключением выбора положений законов. Настоящим стороны исключают применение Конвенции ООН о договорах международной купли-продажи товаров (1980 г.) и любых поправок к ней.Любой спор, возникающий из настоящих Условий или в отношении любых Услуг, может быть передан в федеральные суды или суды штата, расположенные в округе Нью-Йорк, штат Нью-Йорк, и обе стороны прямо соглашаются с личной юрисдикцией таких судов и отказываются от любых возражений против юрисдикции. и место проведения. Единый коммерческий кодекс прямо не распространяется на какие-либо заказы, предложения о продаже или любые услуги, предоставляемые в соответствии с настоящим документом.
12. Ни один сотрудник, представитель или агент Bluewater не имеет права изменять, исправлять или отказываться от настоящих Условий или брать на себя какие-либо другие обязательства или ответственность для Bluewater, за исключением случаев, когда это прямо разрешено (письменное согласие и подписано) должностным лицом Bluewater.
13. Выполнение любых Услуг, охватываемых каждым заказом, должно осуществляться в соответствии с Законом о справедливых трудовых стандартах 1938 года с поправками, применимыми к Bluewater.
14. В случае, если какое-либо одно или несколько положений или частей положения, содержащегося в настоящем документе, по какой-либо причине будет признано недействительным или незаконным, такая недействительность, незаконность или неисполнимость не повлияет на какое-либо другое положение или часть положения. настоящего Соглашения, но настоящие Условия (включая, если применимо, любые Дополнительные условия) будут изменены и истолкованы так, как если бы такое недействительное, незаконное или неисполнимое положение или часть положения никогда не содержалось в настоящем документе, и такое положение или часть будут изменены таким образом является действительным, законным и имеющим исковую силу при сохранении, в максимально допустимой степени, в максимально возможной степени первоначального намерения положения.
15. Каждая сторона может предоставить другой стороне конфиденциальную информацию. Конфиденциальная информация определяется как такая информация, которая была определена как конфиденциальная и еще не была известна другому лицу, а также не является общедоступной или доступной, кроме как по вине другого, и включает, помимо прочего, коммерческую тайну, проприетарные чертежи. , спецификации и конкретные параметры обработки. Каждая сторона соглашается сохранять конфиденциальную информацию другой стороны в секрете и не раскрывать ее третьим лицам или использовать ее без предварительного письменного согласия другой стороны.Каждая сторона сохраняет за собой право собственности и все права на такую раскрываемую конфиденциальную информацию. Заказчик признает, что бизнес Bluewater в первую очередь заключается в предоставлении Услуг товарам и что Bluewater за многие годы накопила опыт и ноу-хау, которые могут быть полезны при предоставлении Услуг заказчику. Клиент также признает, что Bluewater может предоставлять Услуги и другие услуги (включая услуги, такие же или аналогичные тем, которые предоставляются клиенту, и включая услуги в отношении тех же или аналогичных товаров, что и товары клиента) в ходе обычной деятельности для других клиентов. без ограничений.Bluewater имеет в своем распоряжении формулировку взаимного соглашения о неразглашении, если заказчик пожелает установить такие отношения, которые гарантируют использование.
16. Заказчик освобождает Bluewater от ответственности и освобождает Bluewater от любых претензий третьих лиц, предъявленных к Bluewater в отношении производства, продажи, обработки, распространения или использования Товаров или оказания Услуг, если Товары были подвергнуты предыдущей или дальнейшей обработке, сборке или работе после оказания Услуг компанией Bluewater.
17. Все указанные даты доставки являются приблизительными, и такая доставка Товаров компанией Bluewater зависит от своевременного получения компанией Bluewater (а) заказа, (б) полных и подробных текущих спецификаций (включая любые чертежи или чертежи), приемлемых для производства. заказа, (c) Товары, для которых должны быть выполнены Услуги, (d) вся другая информация, необходимая для того, чтобы Bluewater могла приступить к работе немедленно и без перерывов, и (v) удовлетворительная гарантия соблюдения согласованных условий оплата.Время, указанное для Услуг, является приблизительным, и время не имеет для них значения.
18. Заказчик и Bluewater являются независимыми договаривающимися сторонами, и ничто в заказе или предложении Bluewater о продаже Услуг не делает ни одну из сторон, сотрудника, партнера, участника совместного предприятия, агента или законного представителя другой стороны для каких-либо целей. Ни заказ, ни предложение о продаже не предоставляют ни одной из сторон никаких полномочий принимать или создавать какие-либо обязательства от имени или от имени другой стороны.Каждая сторона понимает, что другая сторона производит продукты или оказывает услуги для продажи широкому кругу клиентов и что ничто в настоящих Условиях (включая, если применимо, любые Дополнительные условия) не препятствует любой из сторон продавать свои продукты клиентам или конкурентам другой стороны. Если заказчик не возражает, Bluewater может передать субподряд на выполнение всего или любой части заказа. Заказ, принятый Bluewater на оказание Услуг, не может быть изменен или отменен заказчиком (полностью или частично), если Bluewater не согласится на такое изменение или отмену в письменной форме или если такая отмена не связана с нарушением со стороны Bluewater.При любой отмене (полностью или частично), включая любую отмену за нарушение, клиент должен оплатить все расходы и издержки (включая накладные и административные расходы), понесенные Bluewater по заказу до даты вступления в силу отмены.
Пересмотрено 31 января 2016 г.
Индукционный нагрев — Appropedia: Theustainability wiki
Многие операции макроскопической обработки материалов включают повышение температуры W заготовки каким-либо методом, обработку материала при этой повышенной температуре, когда он более пластичный, поэтому для его деформации требуется меньше энергии, а затем охлаждение заготовки до ( обычно) комнатной температуры.Примеры процессов, которые следуют этой концепции, включают:
- Сварка: нагрев одного куска металла до температуры плавления и постоянное прикрепление его к другому куску металла.
- Отжиг W : процесс термообработки, при котором образуется определенная микроструктура W за счет устранения пластических деформаций микроструктуры при одновременном повышении мягкости и пластичности и снижении ударной вязкости образца [1] .
- Термоусадочная муфта: Нагревание одного объекта для расширения отверстия, в которое прижимается другая часть.Полученная комбинация охлаждается, а вторая часть остается в основной части. Это обычное дело для жестких зазоров или прочной фиксации между деталями.
Индукционный нагрев W (IH) использует переменное магнитное поле для индукции токов в заготовке, как это предсказано законами Фарадея и Ленца. Индуцированный ток увеличивает температуру из-за джоулева нагрева W от внутреннего сопротивления образца, достигаемого с помощью нескольких методов нагрева, как обсуждается в этой статье.
Рис. 1. Упрощенная схема аппарата. Система обратной связи необязательна, но рекомендуется внимательно и точно контролировать состояние заготовки. Как обсуждается ниже, переменное магнитное поле может создаваться источником переменного или постоянного тока.Температуру, достигаемую в электропроводящем образце, можно точно контролировать с помощью нескольких переменных, включая:
- Состав: Состав материала определяет физические свойства образца, такие как теплоемкость, теплопроводность, электропроводность, плотность и т. Д.
- Геометрия: Размер заготовки (длина, ширина и высота), а также сложное поперечное сечение и толщина стенок полых деталей определяют достигнутые температуры.
- Индукционное поле: частота и сила переменного поля определяют ток, индуцируемый в заготовке, и, следовательно, выделяемое тепло.
Некоторые альтернативы индукционному нагреву, доступные в настоящее время, включают: газовые печи, которые являются большими и дорогими в строительстве и работают эффективно и подходят только для нагрева всего образца, а не определенной области; микроволновая обработка, позволяющая добиться более глубокого проникновения, но при более низких температурах и скоростях нагрева; лазерная закалка, которая фокусирует тепловую энергию в точке (меньшая цель, чем индукционный нагрев), но менее эффективна.Индукционный нагрев имеет преимущества в виде переменных целей нагрева (размер, форма, сложность и т. Д.), Высоких скоростей нагрева и воспроизводимых результатов.
Здесь можно найти несколько отличных видеоклипов, показывающих IH в действии. На рис. 1 также представлена упрощенная схема используемого устройства. Устройство подробно объясняется в следующих нескольких разделах.
Типичный индукционный нагревательный прибор состоит из трех компонентов:
- Высокочастотный источник переменного тока: типичные частоты сигнала часто составляют от 5 до 30 кГц для толстых материалов или глубокого проникновения, в то время как 100-400 кГц используются для более тонких деталей или неглубокого проникновения (т.е.е. обработка поверхности; цементирование) [2] .
- Рабочая катушка: Также известная как индукционная катушка, магнитное поле создается в ее центре, когда через проводящую рабочую катушку пропускается переменный ток.
- Заготовка: Помещенная в центр рабочей катушки, заготовка должна быть электропроводной, иначе не будет выделяться тепло.
Когда через рабочую катушку устройства пропускают высокочастотный переменный ток, создается магнитное поле, протекающее через центр рабочей катушки.Это магнитное поле, в свою очередь, индуцирует ток, протекающий через электропроводящую заготовку, которая должна быть нагрета. Простота этой процедуры способствует ее широкому применению, включая: термообработку поверхности; стерилизация медицинского и другого оборудования; горячее формование; пайка; лечение; термоусадочная муфта.
Производство тепла [править | править источник]
Комбинированная рабочая катушка и заготовка по существу составляют типичный трансформатор Вт . Вихревые токи W генерируются в заготовке (вторичной обмотке) магнитным полем от рабочей катушки (первичной обмотки), но поскольку заготовка электрически изолирована (т.е.е. закорочены) эти токи рассеиваются за счет джоулева нагрева, что приводит к быстрому повышению температуры.
Как правило, в любом электрическом проводнике ток принудительно протекает через тонкий слой на поверхности детали, создавая «скин-эффект», который отвечает за выделение некоторого тепла в образце [3] . Поскольку путь, по которому току разрешено протекать, ограничен (по сравнению с тем, что ему разрешено протекать через все поперечное сечение образца), сопротивление значительно увеличивается, что приводит к большему нагреву джоулей и более высоким температурам.
Для черных металлов W переменные вихревые токи непрерывно намагничивают и размагничивают атомы железа в кристаллической решетке. Это постоянное переключение генерирует относительно большое количество тепла из-за потерь на трение, связанных с этими переключательными движениями. Нагревание по этому механизму называется гистерезисным нагревом, поскольку потеря энергии (необратимо) происходит из-за нагрузки и разгрузки магнитных свойств отдельных атомов. Этот процесс присутствует в сталях примерно до 700 ° C (температура Карри), после чего сталь теряет свои магнитные свойства [3] .При температурах выше температуры Карри за выделение тепла ответственны только вихревые токи и скин-эффект, поэтому скорость повышения температуры выше температуры Карри замедляется из-за отказа от одного из методов тепловыделения.
Стоит отметить, что, хотя есть несколько общих черт между устройством индукционного нагрева и типичным трансформатором, четкое различие между ними заключается в том, что дает каждому их функцию. При проектировании трансформатора предпринимаются многочисленные шаги для уменьшения количества тепла, выделяемого в сердечнике (сердечниках), которое представляет собой потерю электроэнергии или потерянную энергию.Сравните это с индукционным нагревателем, в котором тепловая энергия используется для джоулева нагрева, а любое остающееся напряжение в конце цепи является, по сути, потраченной впустую энергией (то есть не рассеивается в виде тепла). По сути, они имеют схожую конструкцию, но преследуют совершенно разные цели.
Susceptor Heating [править | править источник]
Одним из требований для индукционного нагрева является то, что нагреваемый образец должен быть электропроводным, что исключает многие материалы, такие как полимеры и керамика.Чтобы бороться с этим фактом, к этому непроводящему объекту может быть добавлен токоприемник или металлический объект, чтобы разрешить этот тип нагрева. Например, расплавленный полимер может быть помещен в металлический контейнер, и температура металлического контейнера может быть повышена до точки плавления полимера. Контейнер нагревается за счет индукции, в то время как тепло передается полимеру за счет теплопроводности. Типичные материалы-сенсоры включают графит, молибден, карбид кремния, нержавеющую сталь, ниобий, алюминий и практически любые другие проводящие материалы.Для каждого применения выбирается подходящий материал воспринимающего устройства, и решение о нем определяется в зависимости от стоимости, тепловых требований, возможности повторного использования и других факторов [2] . Ключевым фактором при выборе токоприемника является то, что температура плавления материалов токоприемника ниже, чем температура обработки обрабатываемого материала, который будет нагреваться внутри него.
Электрические компоненты и соображения [править | править источник]
Электрические системы управления и подачи энергии, используемые в индукционном нагревателе, могут быть довольно сложными из-за требований к пропусканию тока различными компонентами.Цепь индуктивность-конденсатор (LC-цепь) или резонансная цепь используется для обеспечения синусоидальной функции определенной частоты, подключенной к рабочей катушке, что повышает электрический КПД инвертора. Эта цепь может быть подключена к катушке индуктивности двумя способами:
- Последовательное соединение: Последовательное соединение LC-цепи с рабочей катушкой дает желаемый синусоидальный выходной сигнал при малых токах. Это означает, что для достижения сильного магнитного поля и, следовательно, высоких наведенных токов и температур требуется много катушек рабочей катушки.Мощность нагрева увеличивается из-за резонансных характеристик цепи, которые со временем увеличивают напряжение. Это требует непосредственной близости между инвертором и рабочей катушкой, чтобы свести к минимуму потери в остальных электрических компонентах. Эта схема показана на рисунке 2а.
- Параллельное соединение: Подключение LC-цепи параллельно рабочей катушке также дает желаемый синусоидальный выходной сигнал, но при более высоких токах и тех же потерях (т.е.е. такой же электрический КПД). В этой конфигурации, показанной на рисунке 2b, конденсатор принимает часть тока, оставляя большое падение напряжения на катушке индуктивности. Это эффективно снижает ток через катушку индуктивности при сохранении той же индукционной мощности. Это также значительно снижает потери в катушке индуктивности, позволяя расположить катушку индуктивности и источник сигнала дальше друг от друга.
-
Рис. 2a: LC-цепь с последовательно соединенными индуктором и конденсатором. [3]
-
Рис. 2b: LC-цепь с параллельно соединенными индуктором и емкостью. [3]
Есть несколько других свойств электрической системы, которые необходимо оптимизировать, и это делается на основе законов, регулирующих электрические системы. К ним относятся: согласование импеданса компонентов между катушкой индуктивности и рабочей катушкой для создания максимально возможного тока в заготовке при сохранении низкого тока (и высокого напряжения) в катушке индуктивности; встроенная защита и защита от обратного тока для защиты другого чувствительного электрооборудования; методы управления мощностью.Все эти электрические производственные и управляющие элементы системы выходят за рамки данной статьи.
Изначально планировалось, что эта статья будет посвящена процессу индукционного отжига; использование индукционного нагрева для повышения температуры образца до температуры отжига, а не использование современных методов, которые обычно представляют собой газовую печь. Преимущество использования индукционного нагрева заключается в том, что можно достичь более высоких скоростей нагрева, и процесс может быть специально нацелен на область заготовки (т.е.е. отжиг только одного конца металлического стержня, а не всего стержня). Преимущество печей заключается в том, что весь образец обрабатывается при одной и той же температуре в одно и то же время, в результате чего получается однородный продукт, однако для этого процесса требуется больше энергии и времени. В следующем разделе кратко описаны причины отжига объекта с использованием любого метода и используемый механизм.
Любой процесс отжига W состоит из трех этапов:
- Нагрев: увеличить температуру с заданной скоростью до температуры отжига.
- Выдержка: образец оставляют при температуре отжига до получения желаемой микроструктуры.
- Охлаждение: Обычно возвращается к комнатной температуре.
Скорость и продолжительность каждого этапа можно варьировать для получения совершенно разных структур и физических свойств из одного и того же образца материала. Все переменные (то есть время, температура, давление, атмосфера и т. Д.) Должны тщательно контролироваться для всего процесса, чтобы получить желаемый конечный продукт. Кроме того, не существует единственной наилучшей комбинации этих переменных; они должны быть оптимизированы для каждой конкретной конфигурации обработки.
Повышенные температуры процесса отжига увеличивают подвижность атомов и расслабляют кристаллическую решетку. Это позволяет диффузию W атомов и дефектов через решетку, увеличивая размер зерна, что снижает ударную вязкость, одновременно увеличивая пластичность и мягкость. Общее количество дефектов уменьшается, а оставшиеся объединяются в конфигурациях с наименьшей энергией. Полученная микроструктура легче обрабатывается с точки зрения производства или производства (т.е. легче обрабатывать, штамповать или катать из-за меньшего износа инструмента, меньшего потребления энергии и т. д.).
Импедер [править | править источник]
Рис. 3: Узел импедера показан здесь внутри заготовки, которая вначале представляла собой тонкий прокатанный лист стали. Импедер задерживает вихревые токи, протекающие по внутренней и внешней окружности открытой трубы, и направляет их к сварному шву на поверхности заготовки. [4]Корейские исследователи провели трехмерный вычислительный анализ процессов высокочастотной индукционной сварки (HFIW), который включал отображение электромагнитной активности и результирующих распределений вихревых токов, джоулева нагрева, теплопроводности и распределения температуры [5] .Анализ пришел к выводу, что за счет включения импедера — твердой заглушки с низкой проводимостью, вставленной в полый центр свариваемого вала, — вихревые токи могут быть сосредоточены на желаемой поверхности (ах) заготовки, увеличивая локальные температуры. Это означает, что для достижения тех же температур можно использовать меньше энергии или что можно достичь более высоких температур при тех же затратах на энергию.
Типичным материалом импедера является феррит из-за его низкой проводимости, относительно низкой стоимости и высокой доступности.Еще одна важная проблема — срок службы импедера; сколько раз его можно использовать повторно? Если он контактирует с расплавленным металлом (что вполне вероятно во многих из этих высокотемпературных применений), низкая проводимость может быть нарушена, прочность импедера снижается в направлении расплавленного металла, что приводит к более низкой локальной плотности вихревого тока и температуре. дефект обрабатываемой детали и гарантия утилизации импедера. Чтобы предотвратить плавление самого импедера, его обычно охлаждают жидкостью, при этом холодный и горячий потоки охлаждающей жидкости выходят из одного и того же конца трубы.
На рисунке 3 показана типичная конфигурация импедера. Обратите внимание на ролики, которые толкают прокатанные поверхности трубы вместе, чтобы сформировать цилиндрическую форму, в то время как вихревые токи фокусируются на сварном шве или на поверхностях, которые будут встречаться вдоль линии сварки. Комбинация температуры (из-за джоулева нагрева сфокусированных вихревых токов вдоль этих поверхностей) и давления (из-за того, что ролики сжимают шов), образует сварной шов.
Это исследование также выявило следующие взаимосвязи между различными параметрами и их воздействием на заготовку [5] :
- Плотность вихревого тока и температура поверхности значительно увеличились с включением импедера.Кроме того, импедеры большего размера имели большее влияние на плотность вихревого тока на поверхности материала, однако, если импедер был слишком большим и контактировал с расплавленным металлом, его следовало выбросить.
- Использование более высокочастотного источника переменного тока повысило температуру, что привело к большему выделению расплавленного металла.
- Более высокие температуры были достигнуты при более низкой скорости движения индукционной катушки относительно заготовки.
- Было обнаружено, что плотность вихревого тока и температура максимальны в трубках с более тонкими стенками (т.е.е. меньшие образцы) и достигала максимума в точке на заготовке, совпадающей с центром рабочей катушки.
Численно это исследование показало, что при включении импедера в аппарат HFIW максимальные генерируемые вихревые токи примерно в десять раз превышают те, которые генерируются без импедера. Аналогичным образом, максимальные температуры были более чем в два раза выше, чем достигаемые без импедера [5] . Сосредоточив вихревые токи в заготовке в интересующих точках, можно использовать меньше энергии для достижения того же температурного профиля или, используя ту же энергию, можно достичь более высоких температур.
Аппарат для испытаний[править | править источник]
Часто бывает желательно проверить влияние нескольких входов на объект, который работает в сложных условиях. Например, испытания на усталость при ползучести часто используются для лопаток турбин, которые работают при высоких температурах и часто при высоких механических нагрузках из-за градиентов давления, высоких угловых скоростей и гидродинамических сил. Точный и повторяемый способ термического воздействия на образец для испытаний — индукционный нагрев [6] .Низкие требования к энергии, отказ от сложного кондуктивного устройства и повышение эффективности нагрева определенных областей лезвия — вот некоторые из преимуществ, присущих индукционному нагреву, на котором используются термические испытания. Этот ненавязчивый прибор легко устанавливается и оставляет достаточно места для просмотра, чтобы наблюдать за воздействием тепла и других сил на образец по мере их возникновения (в отличие, например, от испытания в изолированной печи).
Индукционный нагрев полупроводниками [редактировать | править источник]
Совсем недавно, в 1990 году, полупроводники произвели революцию в индустрии индукционного нагрева [7] .Вместо переменного магнитного поля, как в типичной системе индукционного нагрева (вызываемого переменным током, протекающим через катушку индуктивности), заготовка вращается в статическом магнитном поле, возникающем, когда постоянный ток проходит через полупроводник, охлаждаемый примерно до 30 К [7 ] . Вихревые токи возникают в заготовке только тогда, когда магнитное поле изменяется относительно ориентации заготовки; поэтому деталь должна вращаться в статическом поле, чтобы навести токи. Преимуществами этой технологии являются меньшие температурные градиенты, большее проникновение вихревых токов, что приводит к более равномерному нагреву от поверхности к сердечнику, очень воспроизводимые тепловые профили и точечные температуры от одной заготовки к другой, повышенная долговечность источника магнитного поля, поскольку он не движется и не подвергается воздействию высоких температур; все это при сокращении необходимости регулировки от одной заготовки к другой и при меньшем расходе энергии.Некоторые из недостатков, связанных с этой технологией, — это более низкая максимальная температура, поскольку она ограничена скоростью вращения заготовки; балансировка вращающейся части должна выполняться для каждой заготовки; труднее работать с двумя (или более) вращающимися деталями для таких процессов, как сварка или пайка.
В заключение, использование полупроводников для процессов индукционного нагрева увеличивает эффективность работы до ~ 80% (по сравнению с ~ 50% для типичных процессов индукционного нагрева переменного тока), но ограничивает гибкость работы.Кроме того, экономия при первоначальных инвестициях приносится в жертву сокращению эксплуатационных расходов в течение всего срока службы оборудования.
Термическое напряжение или тепловой удар [править | править источник]
Исследователи из отдела инновационного ядерного топлива Корейского научно-исследовательского института атомной энергии обнаружили, что скорость нагрева и охлаждения, а также физические размеры образца способствуют устойчивости материала к тепловым нагрузкам. По мере увеличения скорости повышения температуры отмечалась большая разница в температуре между поверхностью и объемом или сердцевиной образца.В крайних случаях (скорости нагрева выше 442 К / мин) наблюдались проникновения трещин через образец диоксида урана (UO 2 ) из-за больших температурных градиентов, создаваемых высокими скоростями нагрева. Опять же, скин-эффект вносит значительный вклад в высокие локальные температуры на поверхности, которые определяют эти температурные градиенты.
Оксидные слои [править | править источник]
Металлические оксиды и оксидные слои, покрывающие многие образцы, служат электрическим (и магнитным) изолятором при комнатной температуре.Для многих образцов это означает, что токи в кожном слое трудно индуцировать, а индукционный нагрев требует большого количества времени и энергии для инициирования. Для борьбы с этим образец можно предварительно нагреть с помощью механизма, известного как «плавление черепа», включающего прямое соединение между оксидным слоем и источником высокой температуры. Высокочастотное электрическое поле присутствует снаружи этого устройства и берет на себя обязанности по нагреву, когда температура образца достаточно высока, чтобы через оксидный слой могло проникнуть высокочастотное магнитное поле.
Зона теплового воздействия [править | править источник]
Часто процедуру сварки сопровождают анализ зоны термического влияния (HAZ) или области, непосредственно окружающей то, к чему было добавлено тепло. Аналогичный процесс происходит при индукционном нагреве. Потенциальная проблема, связанная с ЗТВ, — это неопределенность, связанная с полученной микроструктурой. Из-за точности, достигаемой с помощью индукционного нагрева, определенная область может быть предназначена для добавления тепла для пайки, сварки, отжига или другого такого процесса, требующего тепла.Оставшаяся микроструктура (взятая на достаточном расстоянии от области прямого ввода тепла) остается неизменной, но область непосредственно вокруг зоны ввода тепла немного изменена и представляет собой микроструктурную неопределенность. Факторы, влияющие на размер и влияние ЗТВ, включают [6] :
- Скорость подводимого тепла и охлаждения (более высокие скорости нагрева и охлаждения уменьшают размер ЗТВ)
- Максимальная температура, достигнутая в зоне
- Металлургические факторы, такие как ранее существовавшие легирующие добавки или легирующие элементы, размер зерна, пластическая деформация микроструктуры и т. Д.
- Физические свойства металла, включая теплопроводность и теплоемкость.
Поскольку индукционный нагрев фокусирует тепловую энергию на таком небольшом объеме материала в течение относительно короткого периода времени (обычно порядка секунд, но может достигать нескольких минут), ЗТВ мала по сравнению с другими процессы. Это позволяет образцу проявлять очень разные свойства в разных местах, практически не влияя на разные регионы.
Из-за широкого спектра потенциальных применений технологии и возможных материалов и конфигураций заготовок невозможно утверждать, что методы индукционного нагрева на определенный процент более или менее эффективны, чем другие процессы.Тем не менее, образцы были взяты из конкретных применений технологии, чтобы оценить общие преимущества в энергетической эффективности индукционного нагрева. В следующей таблице показаны типичные значения энергопотребления и эффективности оборудования для каждой технологии.
| AC IH | ДК IH | Сварка МИГ | |
|---|---|---|---|
| Входная мощность (от клеммы) | 5-400 кВт | 200 Вт | 3.74 кВт |
| Типичный КПД | 50% | > 80% | Примечание 1 |
| Выходная мощность (на заготовку) | 2,5-200 кВт | Примечание 2 | 2,8-4,5 кВт |
- Примечание 1. Эффективность сварки MIG сильно различается в зависимости от области применения и оператора. Другие переменные, определяющие эффективность, включают технологию преобразования энергии (в сварочной сборке), скорость сварки (подачи), материал заготовки и многое другое.
- Примечание 2. Выходная мощность устройства DC IH связана не только с входной мощностью полупроводника, но и со скоростью вращения заготовки, поскольку установленное магнитное поле является статическим. Ток (и, следовательно, скорость теплопередачи) определяется мощностью, подаваемой на магнит, и скоростью вращения заготовки.
Для получения более подробной информации о потребляемой мощности, связанной с размером заготовки и желаемой глубиной нагрева, щелкните здесь.
Из-за относительно простого необходимого оборудования, небольшого количества требований к свойствам, которыми должна обладать обрабатываемая деталь, и почти бесконечного диапазона рабочих температур и скоростей нагрева / охлаждения, список областей применения этой технологии очень длинный. Перечислены некоторые из этих процессов:
- Отжиг : Использование индукционного нагрева для повышения температуры образца до температуры отжига может быть выполнено быстро и эффективно.
- Термоусадочная муфта : Использование индукционного нагрева для размягчения одного компонента и вдавливание другого в отверстие обеспечивает надежную и плотную посадку между компонентами.
- Thermal Sealing : Нагревание низкотемпературного клея на обратной стороне фольги в крышке флакона с лекарствами расплавляет клей, запечатывая флакон.
- Спекание керамики : Размещение керамического порошка в токоприемнике для индукционного нагрева — эффективный способ превратить сырую прессовку в спеченный образец [8] .
- Увеличьте удельную подачу энергии : Более высокая удельная энергия может быть достигнута с помощью индукционного нагрева по сравнению с газовыми печами или кондуктивными печами, повышая выход продукции в таких процессах, как производство кремния [9] .
- Зона очистки : В полупроводниковой промышленности кремний очищают путем перемещения части расплавленного металла в объеме. Это можно сделать, перемещая массу через катушку индуктивности.
Единственное реальное ограничение относительно того, можно ли нагревать материал с помощью индукции, — это его электрическая проводимость. Чем выше проводимость материала, тем эффективнее и действеннее процесс IH. Однако включение чувствительного элемента может увеличить потенциальные области применения, включая даже неметаллические (т.е.е. с низкой проводимостью) материалы.
Пожалуйста, посетите некоторые из моих ссылок, по ссылкам ниже, для получения более конкретной информации об индукционном нагреве и его применениях. В ходе своего исследования я обнаружил, что компании могут предлагать консультации по вашему конкретному процессу (например, рекомендуемая конфигурация, конструкция катушек, требования к питанию и т. Д.) Для построения процесса IH. Свяжитесь с такой организацией для получения дополнительной информации.
Эта статья находится в стадии разработки и будет постоянно обновляться по мере дальнейшего развития темы и сферы охвата.Я планирую продолжить исследование импедера, используемого при высокочастотной индукционной сварке, и его потенциального использования в других приложениях. Если у вас есть какая-либо информация по этому поводу или вы можете порекомендовать какие-либо ресурсы, оставьте запись на странице обсуждения этой статьи. Спасибо, и я надеюсь, что эта статья будет очень полезна вам и вашему процессу.
- ↑ Каллистер, Уильям Д. Материаловедение и инженерия — Введение. s.l. : Wiley, 2007.
- ↑ 2.0 2,1 Индукционный нагрев Ameritherm. Записная книжка доктора Дахаке. [Интернет] Ameritherm. [Цитирование: 11 ноября 2008 г.] http://www.ameritherm.com/appnotes.php.
- ↑ 3,0 3,1 3,2 3,3 Веб-страница катушки Тесла Ричи. RF Индукционный нагрев. [Online] [Цитирование: 11 ноября 2008 г.] http://www.richieburnett.co.uk/indheat.html
- ↑ Аппарат для высокочастотной сварки — Патент США 3,588,427 Оппенгеймер, Эдгар Д.
- ↑ 5,0 5,1 5,2 ‘ Ким, Хён-Чжон.’ Трехмерный анализ высокочастотной индукционной сварки стальных труб с импедером. Тэджон, Корея: Кафедра машиностроения — Корейский передовой институт науки и технологий, 2008 г.
- ↑ 6,0 6,1 ‘ Калпакджян, Сероп и Стивен Р. Шмид.’ Производство и технология (пятое издание). Верхняя Сэдл Ривер: Пирсон Прентис Холл, 2006.
- ↑ 7,0 7,1 Фишман, доктор Олег С. Солнечный кремний Часть I.
