Что такое индукционный нагреватель МИКРОША-3000. Как он работает. Для чего используется. Какие преимущества имеет перед другими способами нагрева. Каковы его технические характеристики.
Принцип работы индукционного нагревателя МИКРОША-3000
Индукционный нагреватель МИКРОША-3000 — это современное устройство для бесконтактного нагрева металлических деталей и заготовок. Принцип его работы основан на явлении электромагнитной индукции:
- Высокочастотный ток, проходящий через индуктор, создает переменное магнитное поле
- Это поле наводит вихревые токи в помещенной внутрь индуктора металлической детали
- Вихревые токи вызывают быстрый нагрев металла за счет его электрического сопротивления
Таким образом, нагрев происходит непосредственно внутри металла, без прямого контакта с источником тепла. Это обеспечивает высокую скорость и эффективность процесса нагрева.
Основные характеристики МИКРОША-3000
МИКРОША-3000 обладает следующими ключевыми параметрами:

- Мощность: 3000 Вт
- Рабочая частота: 20-50 кГц с автоподстройкой
- Напряжение питания: 220 В
- Габариты: 14x14x15 см
- Вес: 3.5 кг
Благодаря компактным размерам и небольшому весу, устройство удобно в использовании и транспортировке. При этом оно обеспечивает высокую мощность нагрева, достаточную для большинства профессиональных задач.
Области применения индукционного нагревателя
МИКРОША-3000 находит широкое применение в различных сферах:
- Автосервис — для разблокировки «прикипевших» резьбовых соединений
- Металлообработка — нагрев заготовок перед ковкой или штамповкой
- Ремонтные мастерские — выправление деформированных металлических деталей
- Ювелирное дело — плавка драгоценных металлов в тигле
- Термообработка — закалка, отпуск, нормализация небольших деталей
Универсальность устройства позволяет использовать его для решения самых разных задач, связанных с нагревом металла.
Преимущества индукционного нагрева перед другими методами
Индукционный нагрев с помощью МИКРОША-3000 имеет ряд существенных преимуществ:

- Высокая скорость нагрева — деталь разогревается за считанные секунды
- Локальность воздействия — нагревается только нужный участок
- Отсутствие открытого пламени — повышенная безопасность работ
- Чистота процесса — деталь не загрязняется продуктами горения
- Энергоэффективность — минимальные потери энергии
- Точный контроль температуры и времени нагрева
Эти качества делают индукционный нагрев оптимальным выбором для многих технологических процессов.
Конструктивные особенности МИКРОША-3000
В конструкции нагревателя МИКРОША-3000 реализован ряд технических решений, обеспечивающих его надежность и эффективность:
- Силовой трансформатор из нанокристаллического материала
- Автоматическая подстройка рабочей частоты под нагрузку
- Защита от короткого замыкания и перегрева
- Водяное охлаждение индукторов для длительной работы
Благодаря этим особенностям МИКРОША-3000 обеспечивает стабильную работу в течение длительного времени.
Комплектация и дополнительные аксессуары
В стандартный комплект поставки МИКРОША-3000 входят:
- Блок индукционного нагревателя
- Индуктор диаметром 20 мм из медной трубки
- Кабель питания
- Инструкция по эксплуатации
Дополнительно можно приобрести индукторы различных форм и размеров:
- Спиральные индукторы диаметром от 15 до 40 мм
- Плоские спиральные индукторы для нагрева поверхностей
- Гибкие индукторы для деталей сложной формы
- Индукторы-заготовки для самостоятельного изготовления
Широкий выбор индукторов позволяет адаптировать устройство под конкретные задачи.
Рекомендации по эксплуатации МИКРОША-3000
Для эффективной и безопасной работы с индукционным нагревателем МИКРОША-3000 следует соблюдать ряд правил:
- Использовать индукторы, соответствующие размеру нагреваемой детали
- Не превышать рекомендованное время непрерывной работы (до 30 минут)
- Обеспечивать достаточное охлаждение индукторов при длительном использовании
- Не допускать перегрева обрабатываемых деталей выше критических температур
- Использовать средства индивидуальной защиты при работе с горячим металлом
Соблюдение этих рекомендаций обеспечит долгую и безотказную работу устройства.

Сравнение МИКРОША-3000 с аналогами
По сравнению с другими индукционными нагревателями в своем классе, МИКРОША-3000 имеет ряд преимуществ:
- Меньшие габариты и вес при той же мощности
- Возможность длительной работы благодаря водяному охлаждению
- Более широкий выбор совместимых индукторов
- Полностью отечественная разработка и производство
Эти качества делают МИКРОША-3000 оптимальным выбором для профессионального использования.
Индукционный нагреватель МИКРОША-3000 от производителя
Индукционный нагреватель
МИКРОША-3000, разработанный и производимый компанией НАША ЭЛЕКТРОНИКА, является
дальнейшим развитием идеи, заложенной в МИКРОШЕ-2000, т.е. предназначен для
нагрева металлических деталей: гаек, болтов, рычагов, тяг и плоских железных
поверхностей под действием переменного магнитного поля в индукторе, для
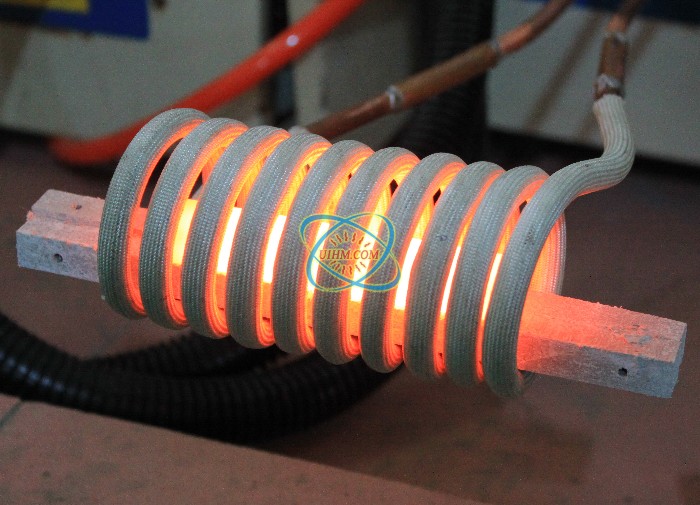
ТВЧ нагрева небольших заготовок для закалки, а так же для нагрева и сгибания
металлических прутков. В варианте индукционной мини-печи для плавки золота
МИКРОША-3000 в графитовом тигле позволяет развивать температуру более 1300
град. С. Принцип действия основан на создании вихревых токов в нагреваемой
детали, а так как металл оказывает значительное сопротивление проходящему через
него электрическому току, то и раскаляется, поглощая энергию поля
излучателя. Графит ведет себя аналогично металлу, нагреваясь в поле
индуктора, что позволяет плавить немагнитные металлы в тигле.
Опыт производства МИКРОШИ-2000 показал, что для некоторых применений, кроме автосервиса, продолжительности его работы до срабатывания термозащиты недостаточно. Тому яркий пример разгибания «Автореаниматором» жигулевской пружины. Понятно, что при создании МИКРОШИ-2000 мы исходили из главной задачи – минимизация габаритов прибора в наибольшей степени. Даже на такой маленький аппаратик мы получали комментарии в стиле «а как же подлезть в БМВ к выхлопному коллектору?» Тем не менее он со своими задачами справляется прекрасно, гайки греет на «ура», подлезть везде возможно, но вот для конвейерного сгибания прутков и использования в варианте индукционной мини-печки малопригоден, т.к. неизбежно перегревается.
В МИКРОШЕ-3000
установлен более мощный ВЧ трансформатор, первичная обмотка выполнена из
заводского литцендрата ЛЭЛД-155 1075х0,071 (1075 изолированных проводочков
диаметром 0,071мм), вторичная сечением 30 мм кв, выводы на латунные болты М8,
как в МИКРОШЕ-15-8. Вентилятор 92х92х25мм, 24Вх0,3А обеспечивает охлаждение
всех электронных компонентов в достаточной степени для непрерывной работы
аппарата под нагрузкой. Индукторы для МИКРОШИ-3000 изготовлены из медной трубки
и требуют водяного охлаждения. Мы понимаем, что пользователи будут
экспериментировать и с проволочными индукторами и с трубкой без водяного
охлаждения. В таком аспекте предлагаем взять любой сварочный аппарат без
«антизалипучки» на ток более 200 ампер (реальных ампер, а не китайских), зажать
проволочку между электрододержателем и зажимом массы и посмотреть, что с ней
будет. В индукционном нагревателе МИКРОША-3000 ток более 240А, да еще и ВЧ.
Аппарат будет работать, но вот жар от раскаленного индуктора будет нагревать
выводные болты и текстолитовая изолирующая передняя пластина под болтами
постепенно начнет выгорать, обугливаться и вонять. В таком случае необходимо
сразу заказывать запасную, для самостоятельного ремонта. Если подразумевается непродолжительная работа — т.
Вентилятор 92х92х25мм, 24Вх0,3А обеспечивает охлаждение
всех электронных компонентов в достаточной степени для непрерывной работы
аппарата под нагрузкой. Индукторы для МИКРОШИ-3000 изготовлены из медной трубки
и требуют водяного охлаждения. Мы понимаем, что пользователи будут
экспериментировать и с проволочными индукторами и с трубкой без водяного
охлаждения. В таком аспекте предлагаем взять любой сварочный аппарат без
«антизалипучки» на ток более 200 ампер (реальных ампер, а не китайских), зажать
проволочку между электрододержателем и зажимом массы и посмотреть, что с ней
будет. В индукционном нагревателе МИКРОША-3000 ток более 240А, да еще и ВЧ.
Аппарат будет работать, но вот жар от раскаленного индуктора будет нагревать
выводные болты и текстолитовая изолирующая передняя пластина под болтами
постепенно начнет выгорать, обугливаться и вонять. В таком случае необходимо
сразу заказывать запасную, для самостоятельного ремонта. Если подразумевается непродолжительная работа — т.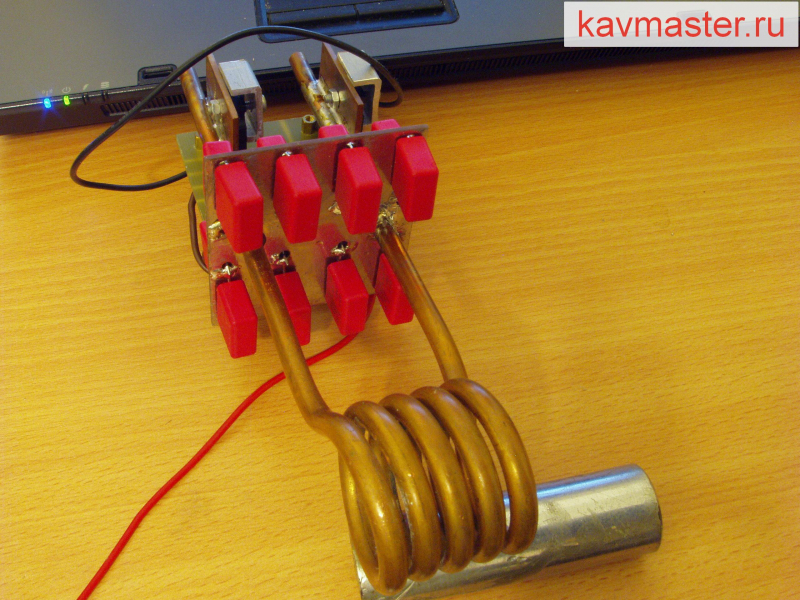
Нагреватель имеет регулировку мощности и гнездо для подключения педали управления. По заказу возможно укомплектование кнопкой на ручку. Выводы кнопки подключаются в то же самое гнездо для педали (внешнее управление).
Аппарат
индукционного нагрева МИКРОША-3000 комплектуется одним индуктором из медной
трубки диаметром Ф=6 мм. К нему подходят такие же индукторы, как и для
МИКРОШИ-15-8-ВЧ. Для нагрева заготовок диаметром менее 15 мм индукторы
изготавливаются из трубки Ф=4 мм, выводы индукторов из трубки Ф=6 мм
припаиваются твердым медно-фосфорным припоем к спирали из трубки Ф=4 мм. Изолирующий чулок комбинированный: ШК-4
+ ШК-6. Плоский спиральный индуктор, в
зависимости от необходимой степени концентрации энергии, возможно изготавливать
как из трубки Ф=4 мм, так и из больших диаметров. Спираль из трубки Ф=4 мм без
водяного охлаждения перегорает примерно через 5 сек после подачи тока, т.к.
трубка тонкостенная, в отличие от проволоки. Возможно использование и гибкого
индуктора, как в МИКРОШЕ-2000, только с кабельными наконечниками М8 для
крепления к болтам передней панели. Главное условие при этом – не доводить
перегрев гибкого индуктора и болтов до порчи текстолита панели. Концентрацию
энергии нагревателя можно увеличить, уменьшив площадь нагрева. Например
индуктор из трубки Ф=6 мм с внутренним диаметром Ф=20 мм в стандартном исполнении имеет 8 витков. Общая длина нагреваемой
детали 60 мм. Короче сделать нельзя, т.к. индуктивность будет слишком мала и
отдача прибора по мощности снизится. Для сохранения требуемой величины
диапазона индуктивности и уменьшения длины намотки необходимо наматывать трубку
в 2 слоя: первый слой 3 витка и следующий 2 витка.
Изолирующий чулок комбинированный: ШК-4
+ ШК-6. Плоский спиральный индуктор, в
зависимости от необходимой степени концентрации энергии, возможно изготавливать
как из трубки Ф=4 мм, так и из больших диаметров. Спираль из трубки Ф=4 мм без
водяного охлаждения перегорает примерно через 5 сек после подачи тока, т.к.
трубка тонкостенная, в отличие от проволоки. Возможно использование и гибкого
индуктора, как в МИКРОШЕ-2000, только с кабельными наконечниками М8 для
крепления к болтам передней панели. Главное условие при этом – не доводить
перегрев гибкого индуктора и болтов до порчи текстолита панели. Концентрацию
энергии нагревателя можно увеличить, уменьшив площадь нагрева. Например
индуктор из трубки Ф=6 мм с внутренним диаметром Ф=20 мм в стандартном исполнении имеет 8 витков. Общая длина нагреваемой
детали 60 мм. Короче сделать нельзя, т.к. индуктивность будет слишком мала и
отдача прибора по мощности снизится. Для сохранения требуемой величины
диапазона индуктивности и уменьшения длины намотки необходимо наматывать трубку
в 2 слоя: первый слой 3 витка и следующий 2 витка.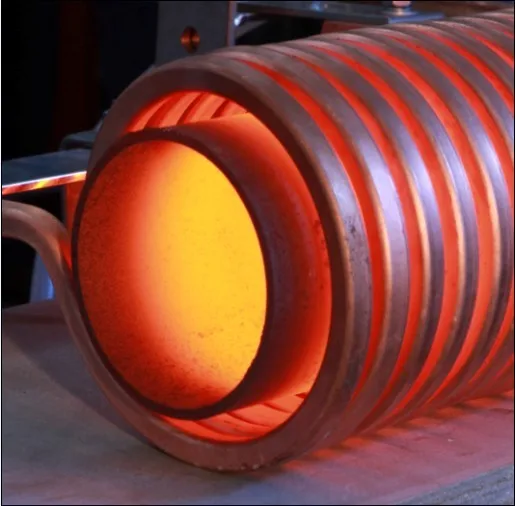
ВО ИЗБЕЖАНИЕ ОШИБКИ ВЫБОРА: МИКРОША-3000 НЕ ПРЕДНАЗНАЧЕН ДЛЯ НАПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН НА ТОКАРНЫЕ РЕЗЦЫ, ДЛЯ ЭТОГО ЕГО МОЩНОСТИ НЕДОСТАТОЧНО.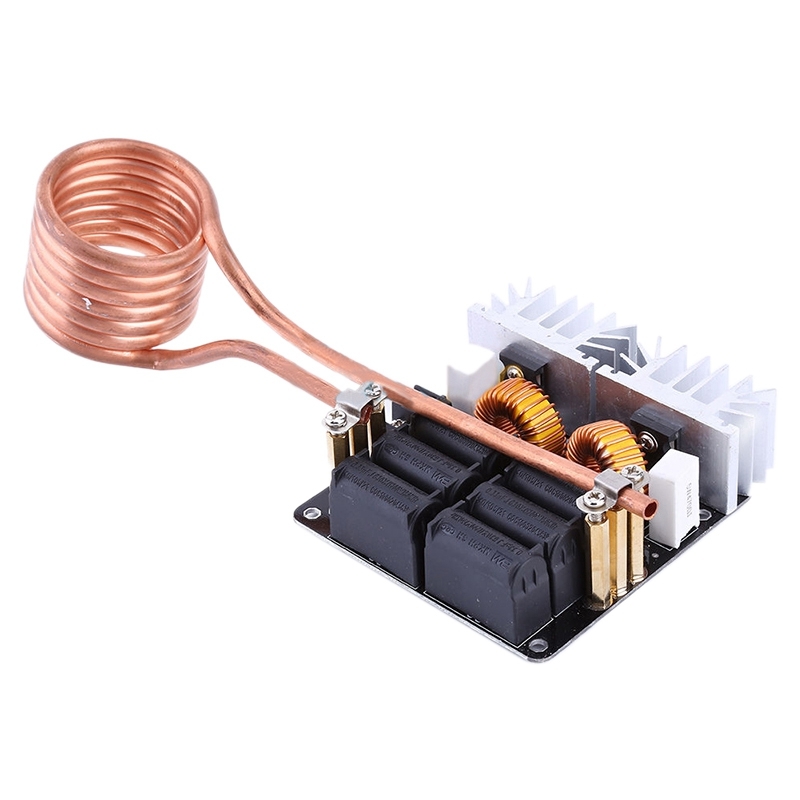
Печатная плата
МИКРОШИ-3000 покрывается, как и на всех наших аппаратах, компаундом
«Виксинт-ПК68», защищающим плату от пыли и грязи. На индукторы надет
чулок-трубка из керамической жаростойкой нити для изоляции витков между собой и
деталью. В случае истирания нитей и короткого замыкания между витками
индукционному нагревателю ничего не грозит, однако греть не будет. МИКРОША-3000
имеет защиту и от КЗ и от случайного включения без индуктора-излучателя, а
небольшие габариты индукционного нагревателя позволяют работать прибором как в настольном
варианте, так и в мобильном.
Комплект поставки:
— индукционный нагреватель (аппарат),
— индуктор диаметром 20 мм, либо нужный вам диаметр, указанный вами при оформлении заказа в интернет-магазине,
— паспорт.
Страна производства -
Россия
Производитель — разработано и произведено компанией НАША
ЭЛЕКТРОНИКА.
ВНИМАНИЕ ! ОРИГИНАЛЬНОЕ
СХЕМОТЕХНИЧЕСКОЕ РЕШЕНИЕ ЗАПАТЕНТОВАНО. КОПИРОВАНИЕ И КЛОНИРОВАНИЕ С ЦЕЛЬЮ
ПРОДАЖИ ПРЕСЛЕДУЕТСЯ ПО ЗАКОНУ.
КОПИРОВАНИЕ И КЛОНИРОВАНИЕ С ЦЕЛЬЮ
ПРОДАЖИ ПРЕСЛЕДУЕТСЯ ПО ЗАКОНУ.
Индукционный нагреватель МИКРОША-2000 от производителя
Модернизированный МИКРОША-2000 с 10.06.2020 производится в новом корпусе с удобной ручкой и кнопкой под большой палец. Пресс-форму нам делали в Таганроге, любимом городе Светлакова.
Индукционный
нагреватель МИКРОША-2000, разработанный и производимый компанией НАША
ЭЛЕКТРОНИКА, используется в ремонтных мастерских и цехах. Он предназначен для
нагрева металлических деталей: гаек, болтов, рычагов, тяг и плоских железных
поверхностей под действием переменного
магнитного поля в индукторе. В связи с этим МИКРОША-2000 находит свое
применение для автосервиса — для разблокировки соединений, в мастерских для нагрева и сгибания
металлических прутков. Обращаем ваше внимание на то, что ЭТА МОДЕЛЬ НЕ ПРЕДНАЗНАЧЕНА ДЛЯ НАГРЕВА И ПАЙКИ МЕДНЫХ ТРУБОК, А ТАК ЖЕ ДЛЯ НЕМАГНИТНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ. Для подобных задач требуется бОльшая мощность или рабочая частота. Претензии по поводу того, что я купил, а он не греет медные трубки, не принимаются. Товар возврату не подлежит.
Претензии по поводу того, что я купил, а он не греет медные трубки, не принимаются. Товар возврату не подлежит.
Принцип действия основан на создании вихревых
токов в нагреваемой детали, а так как металл оказывает значительное
сопротивление проходящему через него электрическому току, то и раскаляется как
нихромовая проволока, только бесконтактно, поглощая энергию поля излучателя. Аппарат индукционного нагрева МИКРОША-2000
комплектуется несколькими сменными индукторами различного диаметра для более
эффективной передачи мощности нагреваемой детали. Для работы с тягами, на
которые физически невозможно надеть «спиральку» индуктора, так как они
прикручены с обеих сторон, предназначен гибкий индуктор, который наматывается ( 2-4 витка) на деталь, а затем его концы фиксируются прижимными болтами с
пластиковыми барашками в выходных зажимах устройства. Зачем нужно иметь
несколько сменных индукторов «а-ля советский кипятильник» ? Дело в том, что
наиболее эффективно мощность индукционного нагревателя передается в деталь
только тогда, когда она занимает наибольший объем индуктора-спиральки. То есть
для гайки на 10 нужен один индуктор, а для гайки на 22 – другой. Не вопрос,
можно гайку на 10 нагреть и индуктором большого диаметра, но процесс займет больше времени. Кроме того, при малой концентрации поля при медленном
нагреве, будет раскаляться и болт на котором ржавая гайка сидит и эффект
расширившейся гайки на холодной шпильке будет сведен к минимуму, т.к. болт или шпилька
тоже будет красной.
То есть
для гайки на 10 нужен один индуктор, а для гайки на 22 – другой. Не вопрос,
можно гайку на 10 нагреть и индуктором большого диаметра, но процесс займет больше времени. Кроме того, при малой концентрации поля при медленном
нагреве, будет раскаляться и болт на котором ржавая гайка сидит и эффект
расширившейся гайки на холодной шпильке будет сведен к минимуму, т.к. болт или шпилька
тоже будет красной.
Индукционный беспламенный нагреватель МИКРОША-2000 имеет мощность 2000 Ватт ( 2,0 KW), что в два раза превышает мощность
китайской «палки», продаваемой на али. Это позволяет быстрее нагревать гайку,
чтобы успеть сорвать ее с места, пока болт относительно холодный. Китаец имеет
в длину 40 сантиметров, наш аппаратик 14,5 см. Конечно, соглашусь, что он
скорее похож на сварочник-наладонник, но это обусловлено тем, что для получения
реальной мощности пришлось поставить хорошие радиаторы для охлаждения
транзисторов преобразователя, более мощный и габаритный вентилятор и силовой
трансформатор из нано кристаллического материала, такого же размера, как и в
сварочном аппарате МИКРОША-160.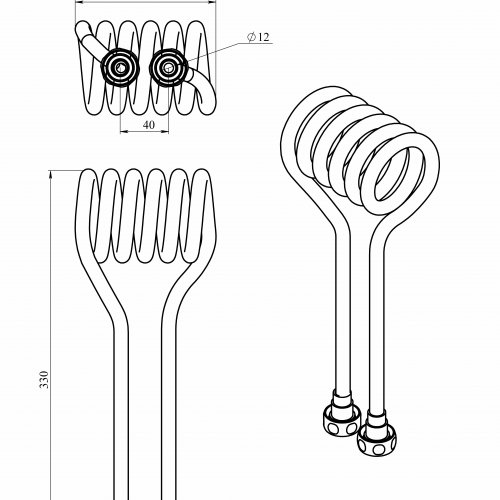 Только в индукционном нагревателе, в отличие от
сварочника, используется не ШИМ, а резонанс с автоподстройкой частоты и фазы.
Резонансная частота автоматически изменяется в зависимости от диаметра
индуктора и внесения металла в него в диапазоне 20 – 50 кГц ( килогерц). Это
ультразвук. На этих частотах работают все сварочные инверторы. Не путайте с
микроволновкой и смартфоном – они работают на гигагерцах, т.е. частота в этих
девайсах в миллион раз выше и жарит из телефона прямо в мозг. Здесь же частота низкая, главное не работать с кольцами и браслетами на руках. Cхема,
примененная нами в аппарате беспламенного нагрева МИКРОША-2000 отечественная, в своей основе от
боевых источников питания, работающих многие годы. На видео можно посмотреть
начинку китайских и наших аппаратов. Иноземец выполнен по схеме параллельного
резонансного контура, которую азиатские друзья позаимствовали из европейского
патента https://patents.google.com/patent/EP2608634A1/en с ее недостатками.
Только в индукционном нагревателе, в отличие от
сварочника, используется не ШИМ, а резонанс с автоподстройкой частоты и фазы.
Резонансная частота автоматически изменяется в зависимости от диаметра
индуктора и внесения металла в него в диапазоне 20 – 50 кГц ( килогерц). Это
ультразвук. На этих частотах работают все сварочные инверторы. Не путайте с
микроволновкой и смартфоном – они работают на гигагерцах, т.е. частота в этих
девайсах в миллион раз выше и жарит из телефона прямо в мозг. Здесь же частота низкая, главное не работать с кольцами и браслетами на руках. Cхема,
примененная нами в аппарате беспламенного нагрева МИКРОША-2000 отечественная, в своей основе от
боевых источников питания, работающих многие годы. На видео можно посмотреть
начинку китайских и наших аппаратов. Иноземец выполнен по схеме параллельного
резонансного контура, которую азиатские друзья позаимствовали из европейского
патента https://patents.google.com/patent/EP2608634A1/en с ее недостатками. МИКРОША — по схеме последовательного резонансного контура с резонансными
конденсаторами в первичной обмотке трансформатора. Мой патент на фото. В отличие от «палки» у
нашего малыша нет киловольтного напряжения на транзисторах (что чревато пробоем
по пыли). Транзисторы мы ставим немецкой фирмы Infineon, т.к. лучше просто не существует.
Печатная плата покрывается, как и на всех наших аппаратах, компаундом
«Виксинт-ПК68». На индукторы надет чулок-трубка из керамической жаростойкой
нити для изоляции витков между собой и деталью. В случае истирания нитей и
короткого замыкания между витками индукционному нагревателю ничего не грозит. МИКРОША-2000
имеет защиту и от КЗ и от случайного включения без индуктора-излучателя, а
небольшие габариты индукционного нагревателя позволяют работать прибором в
труднодоступных местах. Мощный светодиод включается при нажатии кнопки
«нагрев», подсвечивая рабочую зону, так что для нагрева гаек и болтов не
придется пользоваться фонарем под автомобилем.
МИКРОША — по схеме последовательного резонансного контура с резонансными
конденсаторами в первичной обмотке трансформатора. Мой патент на фото. В отличие от «палки» у
нашего малыша нет киловольтного напряжения на транзисторах (что чревато пробоем
по пыли). Транзисторы мы ставим немецкой фирмы Infineon, т.к. лучше просто не существует.
Печатная плата покрывается, как и на всех наших аппаратах, компаундом
«Виксинт-ПК68». На индукторы надет чулок-трубка из керамической жаростойкой
нити для изоляции витков между собой и деталью. В случае истирания нитей и
короткого замыкания между витками индукционному нагревателю ничего не грозит. МИКРОША-2000
имеет защиту и от КЗ и от случайного включения без индуктора-излучателя, а
небольшие габариты индукционного нагревателя позволяют работать прибором в
труднодоступных местах. Мощный светодиод включается при нажатии кнопки
«нагрев», подсвечивая рабочую зону, так что для нагрева гаек и болтов не
придется пользоваться фонарем под автомобилем.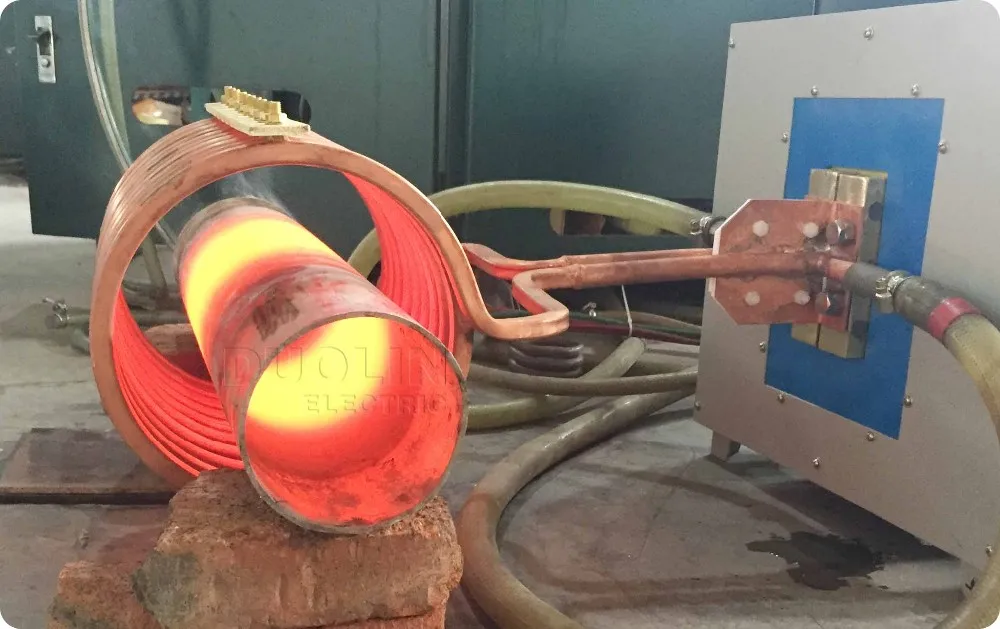 Купить индукционный нагреватель
МИКРОША-2000 – значит значительно облегчить себе работу, уменьшив бесполезный
труд и потраченное время на борьбу с «прикипевшими» гайками и болтами. Кроме того, возможен так же и нагрев подшипников под посадку. Для этого индуктор подходящего диаметра вставляется «спиралькой» внутрь кольца подшипника и нагрев происходит от внешнего поля излучения индуктора. Для закалки небольших деталей необходимо: поместив нагреваемый участок внутрь индуктора, разогреть его до рекомендуемой температуры для конкретной марки стали, обычно это в районе 800 градусов цельсия. Для сгибания прутков — подобрать подходящий по диаметру индуктор или намотать самостоятельно по имеющимся в комплекте образцам. Через индукторы, изготовленные из медного провода, протекает значительный высокочастотный ток, порядка 210 ампер. Разумеется это вызывает серьезный нагрев как самих индукторов, так и площадок их крепления, а так же обмоток силового трансформатора.
Купить индукционный нагреватель
МИКРОША-2000 – значит значительно облегчить себе работу, уменьшив бесполезный
труд и потраченное время на борьбу с «прикипевшими» гайками и болтами. Кроме того, возможен так же и нагрев подшипников под посадку. Для этого индуктор подходящего диаметра вставляется «спиралькой» внутрь кольца подшипника и нагрев происходит от внешнего поля излучения индуктора. Для закалки небольших деталей необходимо: поместив нагреваемый участок внутрь индуктора, разогреть его до рекомендуемой температуры для конкретной марки стали, обычно это в районе 800 градусов цельсия. Для сгибания прутков — подобрать подходящий по диаметру индуктор или намотать самостоятельно по имеющимся в комплекте образцам. Через индукторы, изготовленные из медного провода, протекает значительный высокочастотный ток, порядка 210 ампер. Разумеется это вызывает серьезный нагрев как самих индукторов, так и площадок их крепления, а так же обмоток силового трансформатора. Плюс излучение от раскаленного металла. Это касается как наших, так и китайских аппаратов, поэтому процент нагрузки таких нагревателей составляет ПН=50%. Мы рекомендуем работу циклами — до 2-х минут нагрев, 2 минуты охлаждение. При несоблюдении теплового режима возможно оплавление пластиковых барашков на фиксирующих винтах и перегрев обмоток трансформатора. Практика показывает, что для индукционного нагрева детали до 800 градусов достаточно 20-60 секунд, в зависимости от размера. В модернизированных аппаратах в новом корпусе установлен термостат, который отключает прибор через 2 мин. непрерывного нагрева. Это время может колебаться в ту или иную сторону, в зависимости от температуры окружающего воздуха. Обратное включение термостата происходит через 30-40 сек., так он устроен, что его гистерезис составляет порядка 20 град., т.е. например идет нагрев при температуре воздуха 30 град., в течении 2 мин. температура компонентов достигает 70 град., термостат срабатывает, аппарат продувается, охлаждаясь до 50 град.
Плюс излучение от раскаленного металла. Это касается как наших, так и китайских аппаратов, поэтому процент нагрузки таких нагревателей составляет ПН=50%. Мы рекомендуем работу циклами — до 2-х минут нагрев, 2 минуты охлаждение. При несоблюдении теплового режима возможно оплавление пластиковых барашков на фиксирующих винтах и перегрев обмоток трансформатора. Практика показывает, что для индукционного нагрева детали до 800 градусов достаточно 20-60 секунд, в зависимости от размера. В модернизированных аппаратах в новом корпусе установлен термостат, который отключает прибор через 2 мин. непрерывного нагрева. Это время может колебаться в ту или иную сторону, в зависимости от температуры окружающего воздуха. Обратное включение термостата происходит через 30-40 сек., так он устроен, что его гистерезис составляет порядка 20 град., т.е. например идет нагрев при температуре воздуха 30 град., в течении 2 мин. температура компонентов достигает 70 град., термостат срабатывает, аппарат продувается, охлаждаясь до 50 град. и термостат включается обратно. Он не может быть настроен на более низкую температуру обратного включения, например на 30 град., потому что если окружающий воздух будет 35 град., то он никогда обратно не включится, пока погода не изменится. Все это к тому, что если сразу после обратной активации термостата, не выждав 2 мин. в общей сложности, снова включить аппарат на нагрев, то и проработает он до следующего отключения те же 30-40 сек., а не 2 минуты. Дайте ему остыть. Все это связано с достаточно большой мощностью, упакованной компактно, чтобы можно было работать под автомобилем в ограниченном пространстве, ПОЭТОМУ МЫ НЕ РЕКОМЕНДУЕМ ПОКУПАТЬ АППАРАТ ДЛЯ РАБОТ С ДЛИТЕЛЬНЫМ ЦИКЛОМ НАГРЕВА ИЛИ НЕПРЕРЫВНОЙ КОНВЕЙЕРНОЙ РАБОТЫ. Для этих целей предназначен индукционный нагреватель МИКРОША-3000 с размерами 14х14х15 см, работающий с индукторами из медной трубки сколь угодно долго.
и термостат включается обратно. Он не может быть настроен на более низкую температуру обратного включения, например на 30 град., потому что если окружающий воздух будет 35 град., то он никогда обратно не включится, пока погода не изменится. Все это к тому, что если сразу после обратной активации термостата, не выждав 2 мин. в общей сложности, снова включить аппарат на нагрев, то и проработает он до следующего отключения те же 30-40 сек., а не 2 минуты. Дайте ему остыть. Все это связано с достаточно большой мощностью, упакованной компактно, чтобы можно было работать под автомобилем в ограниченном пространстве, ПОЭТОМУ МЫ НЕ РЕКОМЕНДУЕМ ПОКУПАТЬ АППАРАТ ДЛЯ РАБОТ С ДЛИТЕЛЬНЫМ ЦИКЛОМ НАГРЕВА ИЛИ НЕПРЕРЫВНОЙ КОНВЕЙЕРНОЙ РАБОТЫ. Для этих целей предназначен индукционный нагреватель МИКРОША-3000 с размерами 14х14х15 см, работающий с индукторами из медной трубки сколь угодно долго.
Комплект поставки:
— индукционный нагреватель (аппарат),
— индуктор диаметром 15 мм ( для гаек М6, М8 ключ на 8 – 13),
— индуктор диаметром 20 мм ( для гаек М8, М10 ключ на 14 – 17),
— индуктор диаметром 25 мм ( для гаек М12, М14 ключ на 19 – 22),
— индуктор диаметром 31 мм ( для гаек М16, М18 ключ на 24 – 27),
— индуктор плоский спиральный для нагрева поверхностей,
— индуктор гибкий длиной 80 см для нагрева деталей сложной формы,
— индуктор-заготовка для самостоятельной навивки требуемого диаметра,
— паспорт.
Страна производства — Россия
Производитель — разработано и произведено компанией НАША ЭЛЕКТРОНИКА.
ВНИМАНИЕ ! ОРИГИНАЛЬНОЕ СХЕМОТЕХНИЧЕСКОЕ РЕШЕНИЕ ЗАПАТЕНТОВАНО. КОПИРОВАНИЕ И КЛОНИРОВАНИЕ С ЦЕЛЬЮ ПРОДАЖИ ПРЕСЛЕДУЕТСЯ ПО ЗАКОНУ.
Изучение основ индукторов
Основы конструирования индукторов
Успех процесса индукционного нагрева в значительной степени зависит от правильного проектирования индукторов. Индукторы для высокочастотного индукционного нагрева, обычно называемые нагревательными спиралями, могут изготавливаться самых разных типов и стилей в зависимости от формы нагреваемой металлической поверхности. Их конструкции должны следовать определенным принципам получения максимальной эффективности высокочастотного генератора.
Вообще говоря, локальный индукционный нагрев ограничен только возможностью изготовления катушки, подходящей для обрабатываемой поверхности, и мощностью или выходной мощностью генератора. Другими словами, генератор должен иметь достаточную мощность для быстрого нагрева поверхности.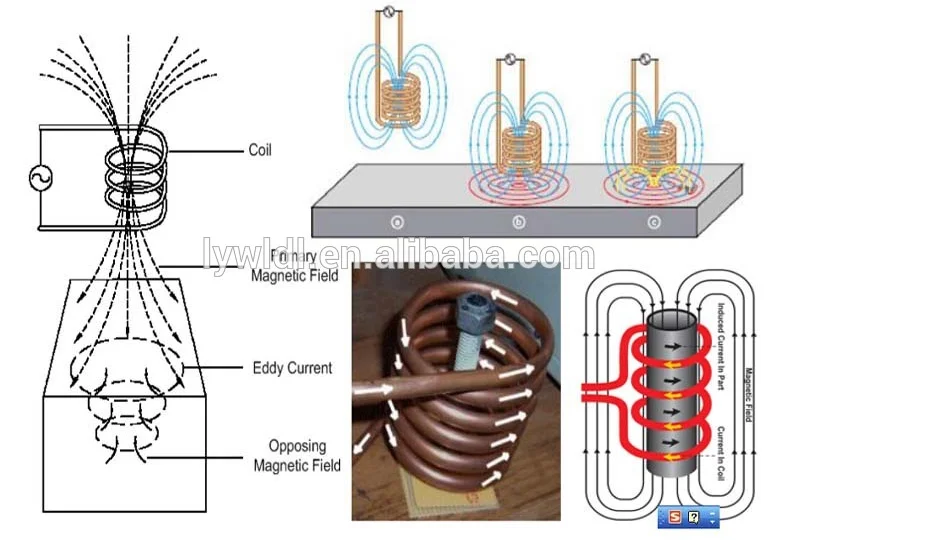 Затем, если форма детали подходит для окружающей катушки, работа является логичной для индукционного нагрева.
Затем, если форма детали подходит для окружающей катушки, работа является логичной для индукционного нагрева.
Индуктивные токи и вихревые токи
Вихревые токи, наведенные в изделии, имеют тенденцию быть отражением тока катушки. Это полезно иметь в виду при проектировании змеевиков для нагревания нестандартных форм. Магнитное поле, создаваемое током, перпендикулярно току. Напряжение, индуцированное этим полем, максимально в направлении, перпендикулярном полю, параллельному первоначальному току. В результате вихревые токи параллельны току катушки в пределах, определяемых формой заготовки.
Вихревые токи и ток катушки также притягиваются друг к другу. Оба они сконцентрированы у поверхности из-за скин-эффекта. При низкой частоте токи меньше склонны притягиваться друг к другу, чем при высокой частоте. В общем, если частота достаточно высока для эффективного индукционного нагрева, ток катушки и вихревые токи будут стараться быть как можно ближе друг к другу.
Практически любую непрерывную форму можно нагревать на поверхности плоской заготовки. Токи, индуцируемые в заготовке, повторяют форму катушки. Воздушный зазор между змеевиком и заготовкой играет важную роль в этом виде нагрева. Количество потока, который связывается с заготовкой, быстро уменьшается по мере увеличения пространства между катушкой и заготовкой. Резкость, с которой нагретый рисунок в заготовке отражает форму катушки, увеличивается с увеличением частоты и приближением катушки к поверхности детали.
Токи, индуцируемые в заготовке, повторяют форму катушки. Воздушный зазор между змеевиком и заготовкой играет важную роль в этом виде нагрева. Количество потока, который связывается с заготовкой, быстро уменьшается по мере увеличения пространства между катушкой и заготовкой. Резкость, с которой нагретый рисунок в заготовке отражает форму катушки, увеличивается с увеличением частоты и приближением катушки к поверхности детали.
Муфта
Поскольку магнитные поля возникают в области, окружающей катушку, и сильнее вблизи нее, чем на любом расстоянии от нее, имеет смысл разместить заготовку близко к катушке, чтобы максимальное количество тепловой энергии могут быть переданы ему. Сила поля обратно пропорциональна квадрату расстояния между изделием и катушкой, а это означает, что это соображение будет иметь прямое отношение к количеству тепла, выделяемому в изделии за заданный отрезок времени.
Термин «муфта» применяется к относительному зазору между катушкой и заготовкой. Небольшой зазор дает «сильную связь», а большой зазор дает «слабую связь». Тесная связь более эффективна, чем слабая связь, поскольку уменьшение зазора между индуктором и изделием приводит к увеличению концентрации магнитного потока. Плотность потока на поверхности работы определяет скорость нагрева.
Небольшой зазор дает «сильную связь», а большой зазор дает «слабую связь». Тесная связь более эффективна, чем слабая связь, поскольку уменьшение зазора между индуктором и изделием приводит к увеличению концентрации магнитного потока. Плотность потока на поверхности работы определяет скорость нагрева.
В многовитковых катушках, плотно соединенных с заготовкой, вихревые токи имеют тенденцию создавать тепловой рисунок, соответствующий спирали катушки. Чем шире шаг, то есть расстояние между витками катушки, тем более выраженным будет этот рисунок, поэтому существенными становятся плотно намотанная катушка и вращение заготовки. Когда катушка слабо связана, поток вихревых токов распространяется на более широкую площадь и вращение изделия может не понадобиться.
Чем ниже рабочая частота, тем более жесткая связь требуется для данного результата. Чем выше частота, тем менее критичны требования к соединению. Эта особенность имеет большое значение при использовании автоматического кормового оборудования.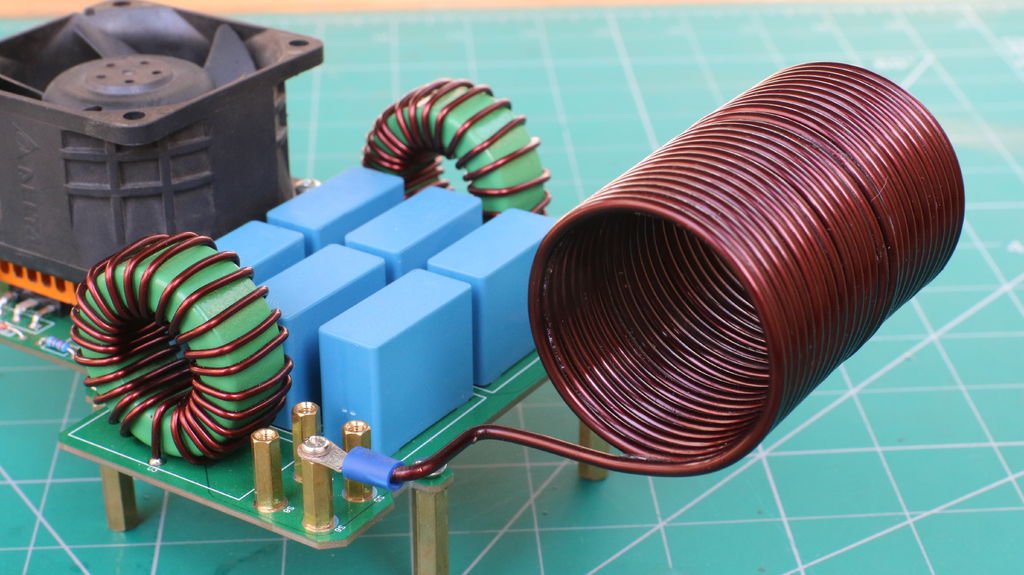
Типы индукторов
Индукционные катушки могут быть как многовитковыми, так и одновитковыми, причем последнюю часто называют «сплошной» индуктором. В любом случае в их конструкции по-разному используется медь, и охлаждение с помощью воды абсолютно необходимо.
При изготовлении многовитковых катушек из медных труб возможны самые разнообразные формы.
Катушка соленоида
Катушка соленоида наиболее распространена и подходит для поверхностного нагрева валов и круглых деталей.
Квадратный змеевик
Квадратный змеевик подходит для нагрева внешних поверхностей стержней или валов и может быть легко сформирован и намотан на деревянный брусок.
Блинчатый змеевик
Блинчатый змеевик используется для нагрева плоских поверхностей.
Канальный змеевик
Растущая потребность в повышении производительности за счет механизации или автоматизации часто приводит к необходимости конструировать змеевики, через которые можно транспортировать работу, или только частично окружающие заготовки и обеспечивающие беспрепятственный проход по внешнему конвейеру. Такие змеевики обычно называют змеевиками канального или конвейерного типа.
Такие змеевики обычно называют змеевиками канального или конвейерного типа.
Формованная бухта
Формованная бухта предназначена для деталей сложной формы или необходимых специальных режимов нагрева. Таким образом, их внешний вид сильно различается и, как правило, уникален для каждой детали.
Внутренний змеевик
Внутренний змеевик используется для нагрева внутренних поверхностей отверстий. Поскольку плотность магнитного потока снаружи катушки меньше, чем внутри, и поскольку наибольшая сила находится рядом с катушкой, существует несколько уникальных конструктивных соображений для внутренних катушек. Чтобы быть максимально эффективным, его необходимо сделать таким образом, чтобы общее расстояние от поверхности нагреваемого отверстия и внутренней поверхности катушки было сведено к абсолютному минимуму.
Что это такое, как это работает
Главная > Индукционный нагрев > Что такое индукционный нагрев
Индукционный нагрев — это процесс, который используется для соединения, упрочнения или размягчения металлов или других проводящих материалов. Для многих современных производственных процессов индукционный нагрев предлагает привлекательное сочетание скорости, постоянства и контроля.
Для многих современных производственных процессов индукционный нагрев предлагает привлекательное сочетание скорости, постоянства и контроля.
Основные принципы индукционного нагрева известны и применяются в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя. В последнее время акцент на методах бережливого производства и акцент на улучшенном контроле качества привели к повторному открытию индукционной технологии, а также к разработке полностью контролируемых твердотельных индукционных источников питания.
Что делает этот метод нагрева таким уникальным? В наиболее распространенных методах нагрева факел или открытое пламя воздействуют непосредственно на металлическую деталь. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов.
Индукционный нагрев основан на уникальных характеристиках радиочастотной (РЧ) энергии — части электромагнитного спектра ниже инфракрасной и микроволновой энергии. Поскольку тепло передается изделию с помощью электромагнитных волн, деталь никогда не вступает в непосредственный контакт с пламенем, сам индуктор не нагревается (см. рис. 1), а изделие не загрязняется. При правильной настройке процесс становится очень повторяемым и контролируемым.
Поскольку тепло передается изделию с помощью электромагнитных волн, деталь никогда не вступает в непосредственный контакт с пламенем, сам индуктор не нагревается (см. рис. 1), а изделие не загрязняется. При правильной настройке процесс становится очень повторяемым и контролируемым.
Как работает индукционный нагрев
Как именно работает индукционный нагрев? Это помогает иметь базовое понимание принципов электричества. Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в пределах магнитного поля, будет индуцироваться электрический ток.
В базовой установке индукционного нагрева, показанной на рис. 2, твердотельный ВЧ источник питания пропускает переменный ток через индуктор (часто это медная катушка), а нагреваемая деталь (заготовка) помещается внутрь индуктора. Катушка индуктивности служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания. Когда металлическая деталь помещается в индуктор и входит в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи.
Когда металлическая деталь помещается в индуктор и входит в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи.
Как показано на рис. 3, эти вихревые токи текут против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и индуктором. Этот нагрев происходит как с магнитными, так и с немагнитными частями, и его часто называют «эффектом Джоуля», ссылаясь на первый закон Джоуля — научную формулу, выражающую взаимосвязь между теплом, выделяемым электрическим током, проходящим через проводник.
Во-вторых, внутри магнитных частей выделяется дополнительное тепло из-за гистерезиса – внутреннего трения, возникающего при прохождении магнитных частей через индуктор. Магнитные материалы естественным образом оказывают электрическое сопротивление быстро меняющимся магнитным полям внутри индуктора. Это сопротивление создает внутреннее трение, которое, в свою очередь, производит тепло.
Таким образом, в процессе нагревания материала нет контакта между индуктором и деталью, а также нет дымовых газов. Нагреваемый материал может быть расположен в помещении, изолированном от источника питания; погруженные в жидкость, покрытые изолированными веществами, в газовой атмосфере или даже в вакууме.
Важные факторы, которые следует учитывать
Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индуктора, мощности источника питания и величины температуры. изменение, необходимое для приложения.
Характеристики детали
МЕТАЛЛИЧЕСКАЯ ИЛИ ПЛАСТИКОВАЯ
Во-первых, индукционный нагрев напрямую работает только с проводящими материалами, обычно металлами. Пластмассы и другие непроводящие материалы часто можно нагревать косвенно, сначала нагревая проводящий металлический токоприемник, который передает тепло непроводящему материалу.
МАГНИТНЫЕ ИЛИ НЕМАГНИТНЫЕ
Магнитные материалы легче нагревать. В дополнение к теплу, индуцированному вихревыми токами, магнитные материалы также выделяют тепло благодаря так называемому эффекту гистерезиса (описанному выше). Этот эффект перестает проявляться при температурах выше точки «Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
В дополнение к теплу, индуцированному вихревыми токами, магнитные материалы также выделяют тепло благодаря так называемому эффекту гистерезиса (описанному выше). Этот эффект перестает проявляться при температурах выше точки «Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
ТОЛСТАЯ ИЛИ ТОНКАЯ
При использовании токопроводящих материалов около 85 % теплового эффекта приходится на поверхность или «кожу» детали; интенсивность нагрева уменьшается по мере увеличения расстояния от поверхности. Таким образом, маленькие или тонкие детали обычно нагреваются быстрее, чем большие толстые детали, особенно если большие детали необходимо нагреть на всем протяжении.
Исследования показали зависимость между частотой переменного тока и глубиной проникновения нагрева: чем выше частота, тем меньше нагрев детали. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности/поверхности более крупных деталей. Было показано, что для глубоко проникающего тепла наиболее эффективными являются более длительные циклы нагрева на более низких частотах от 5 до 30 кГц.
Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности/поверхности более крупных деталей. Было показано, что для глубоко проникающего тепла наиболее эффективными являются более длительные циклы нагрева на более низких частотах от 5 до 30 кГц.
СОПРОТИВЛЕНИЕ
Если вы используете один и тот же индукционный процесс для нагрева двух одинаковых кусков стали и меди, результаты будут совершенно разными. Почему? Сталь, наряду с углеродом, оловом и вольфрамом, обладает высоким удельным электрическим сопротивлением. Поскольку эти металлы сильно сопротивляются протеканию тока, тепло накапливается быстро. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше. Удельное сопротивление увеличивается с температурой, поэтому очень горячий кусок стали будет более восприимчив к индукционному нагреву, чем холодный.
Конструкция индуктора
Внутри индуктора переменное магнитное поле, необходимое для индукционного нагрева, создается за счет потока переменного тока.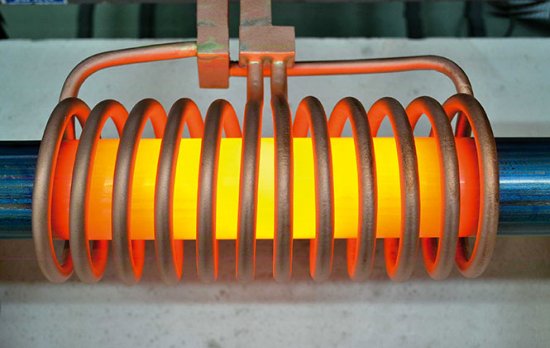 Таким образом, конструкция индуктора является одним из наиболее важных аспектов всей системы. Хорошо спроектированный индуктор обеспечивает правильную схему нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, в то же время позволяя легко вставлять и снимать деталь.
Таким образом, конструкция индуктора является одним из наиболее важных аспектов всей системы. Хорошо спроектированный индуктор обеспечивает правильную схему нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, в то же время позволяя легко вставлять и снимать деталь.
Емкость источника питания
Мощность индукционного источника питания, необходимого для нагрева конкретной детали, можно легко рассчитать. Во-первых, необходимо определить, сколько энергии необходимо передать заготовке. Это зависит от массы нагреваемого материала, удельной теплоемкости материала и требуемого повышения температуры. Следует также учитывать тепловые потери от теплопроводности, конвекции и излучения.
Требуемая степень изменения температуры
Наконец, эффективность индукционного нагрева для конкретного применения зависит от величины требуемого изменения температуры. Может быть обеспечен широкий диапазон температурных изменений; как правило, для увеличения степени изменения температуры обычно используется большая мощность индукционного нагрева.