Как производят печатные платы. Какие этапы включает процесс изготовления печатных плат. Какое оборудование используется при производстве печатных плат. Какие материалы применяются для изготовления печатных плат.
Основные этапы изготовления печатных плат
Процесс изготовления печатных плат (ПП) включает несколько основных этапов:
- Проектирование и разработка топологии платы
- Подготовка фотошаблонов
- Изготовление заготовок из базового материала
- Сверление отверстий
- Металлизация отверстий и проводящего рисунка
- Нанесение защитной паяльной маски
- Нанесение финишного покрытия
- Контроль качества
Рассмотрим подробнее каждый из этих этапов и применяемые технологии.
Проектирование топологии печатной платы
Проектирование топологии ПП выполняется в специализированных САПР. На этом этапе разрабатывается схема расположения проводников, контактных площадок, переходных отверстий и других элементов платы. Важные задачи при проектировании:
- Оптимальная трассировка проводников
- Соблюдение требований по электромагнитной совместимости
- Учет технологических ограничений производства
- Оптимизация размещения компонентов
Результатом проектирования являются файлы в специальных форматах (например, Gerber), которые используются для изготовления фотошаблонов.
Подготовка фотошаблонов для печатных плат
Фотошаблоны представляют собой прозрачные пленки с нанесенным рисунком топологии платы. Они используются для переноса рисунка на заготовку ПП. Основные способы изготовления фотошаблонов:
- Фотовывод на специальных устройствах
- Лазерная прорисовка на фотоплоттерах
Качество фотошаблонов напрямую влияет на точность изготовления ПП. Современные технологии позволяют получать фотошаблоны с разрешением до 1 мкм.
Материалы для изготовления печатных плат
В качестве базового материала для ПП чаще всего используются:
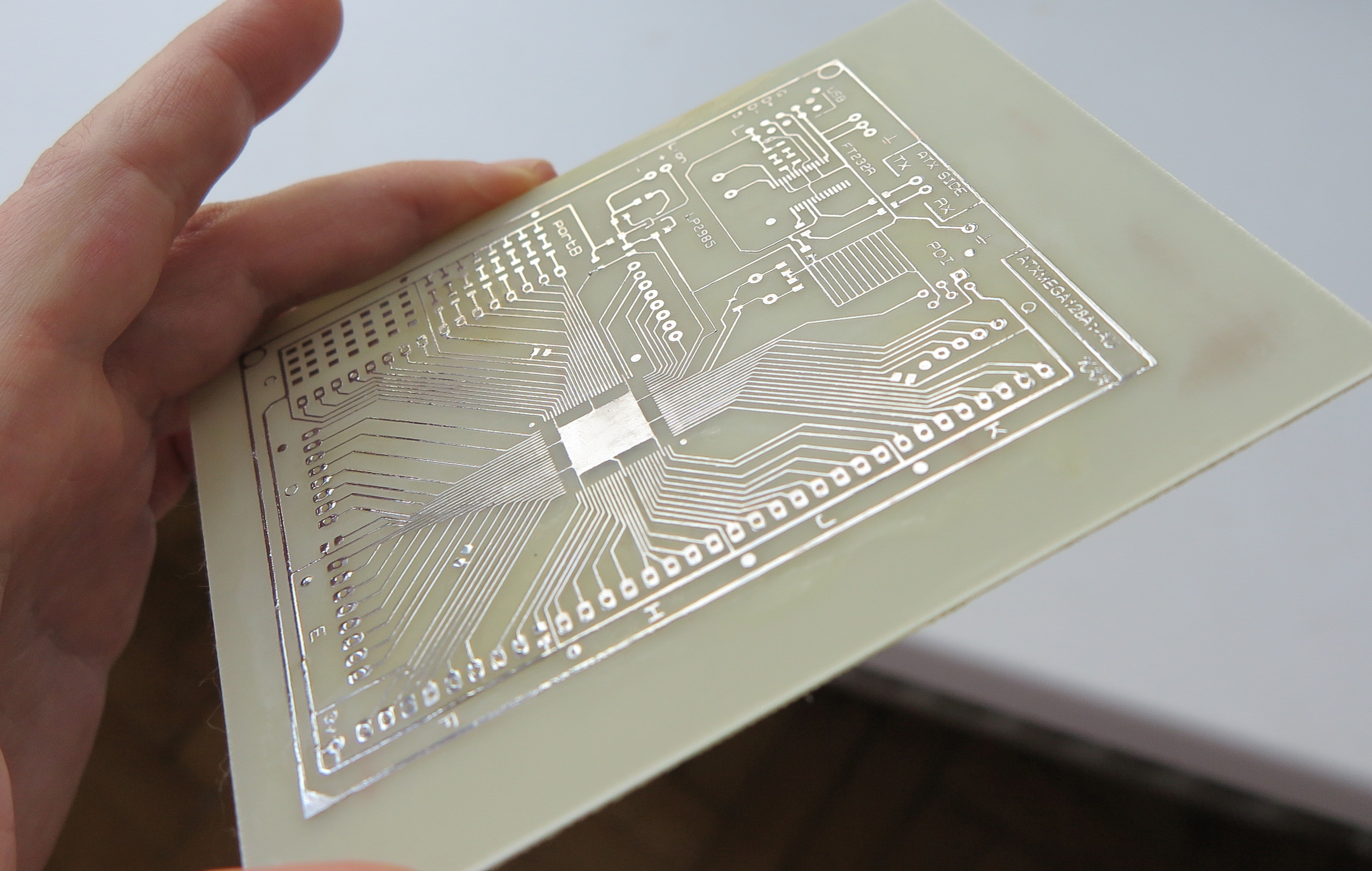
- Стеклотекстолит FR-4 — композитный материал на основе стеклоткани и эпоксидной смолы
- Гетинакс — слоистый пластик на основе бумаги, пропитанной фенольной смолой
- Полиимид — для гибких и гибко-жестких плат
- Керамика — для высокочастотных плат
Выбор материала зависит от требований к механическим, электрическим и тепловым характеристикам платы, а также условий эксплуатации.
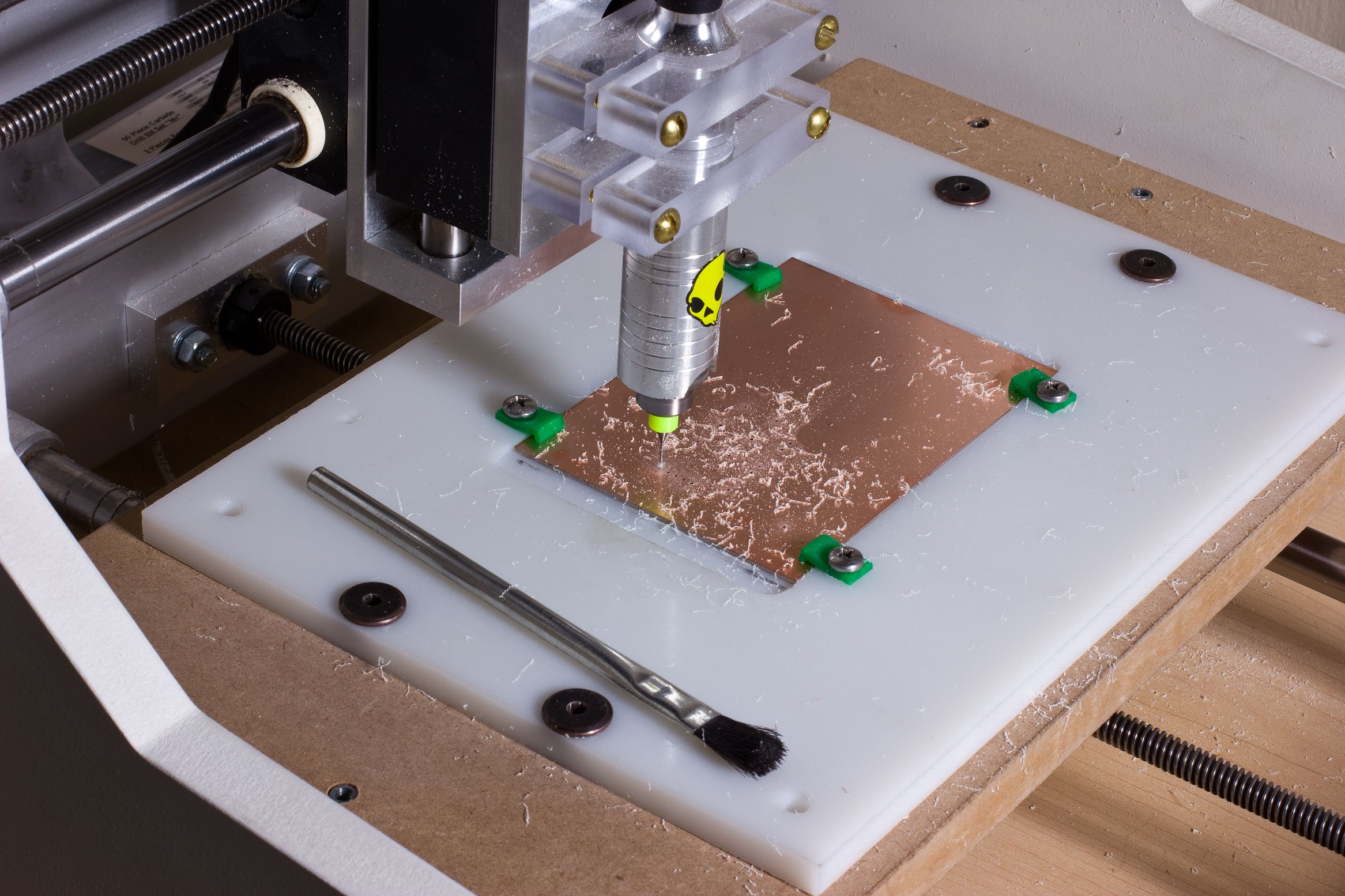
Сверление отверстий в печатных платах
Сверление отверстий выполняется на специальных сверлильных станках с ЧПУ. Основные типы отверстий в ПП:
- Монтажные — для установки выводных компонентов
- Переходные — для соединения слоев МПП
- Крепежные
Диаметр отверстий может составлять от 0,1 мм до нескольких миллиметров. Точность сверления достигает ±25 мкм.
Металлизация отверстий и проводящего рисунка
Металлизация необходима для создания токопроводящих участков платы. Основные этапы:
- Химическое меднение — осаждение тонкого слоя меди
- Гальваническое меднение — наращивание слоя меди до требуемой толщины
- Нанесение защитного покрытия (олово-свинец, иммерсионное золото и др.)
Толщина медного покрытия обычно составляет 25-35 мкм. Для силовых плат может достигать 100 мкм и более.
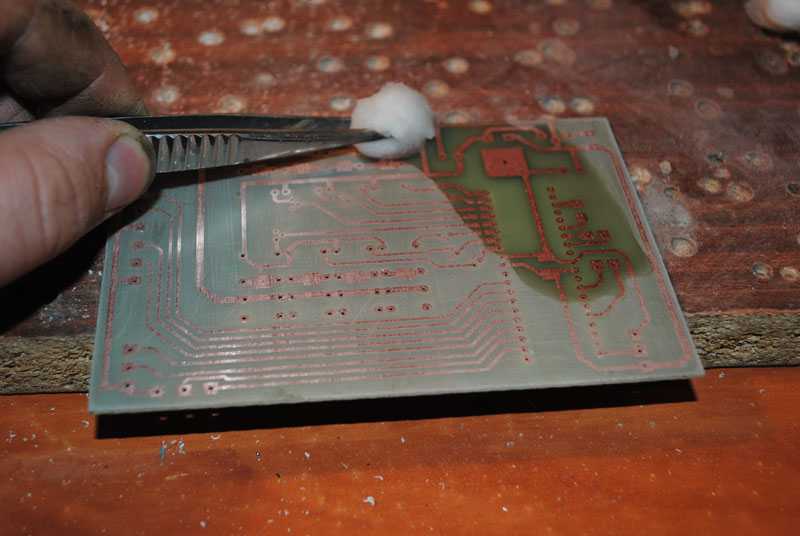
Нанесение паяльной маски на печатные платы
Паяльная маска — это защитное покрытие, которое наносится на поверхность платы, оставляя открытыми только контактные площадки. Функции паяльной маски:
- Защита проводников от коррозии
- Электрическая изоляция
- Предотвращение образования перемычек при пайке
Наиболее распространены жидкие фотопроявляемые паяльные маски. Они наносятся методом трафаретной печати или распылением.
Финишные покрытия печатных плат
Финишные покрытия наносятся на контактные площадки для защиты от окисления и обеспечения хорошей паяемости. Распространенные типы покрытий:
- Иммерсионное золото (ENIG)
- Иммерсионное олово
- Горячее лужение (HAL)
- Органическое защитное покрытие (OSP)
Выбор покрытия зависит от требований к сроку хранения, количеству циклов пайки, стоимости и других факторов.
Контроль качества печатных плат
Контроль качества выполняется на всех этапах производства ПП. Основные виды контроля:
- Оптический контроль — проверка целостности проводников, отсутствия коротких замыканий
- Электрический контроль — проверка целостности цепей и сопротивления изоляции
- Рентгеновский контроль — проверка качества металлизации отверстий
- Микрошлифы — контроль внутренней структуры МПП
Современные автоматизированные системы позволяют выполнять 100% контроль качества ПП.
Оборудование для производства печатных плат
Основные виды оборудования, применяемого при изготовлении ПП:

- Фотоплоттеры для изготовления фотошаблонов
- Сверлильные станки с ЧПУ
- Линии химического и гальванического меднения
- Установки экспонирования фоторезиста
- Установки для нанесения паяльной маски
- Линии горячего лужения
- Системы автоматического оптического контроля
Современное оборудование позволяет изготавливать ПП с минимальной шириной проводника/зазора до 50 мкм.
Технологии изготовления многослойных печатных плат
Многослойные печатные платы (МПП) состоят из нескольких слоев с проводящим рисунком, разделенных диэлектриком. Основные технологии изготовления МПП:
- Метод металлизации сквозных отверстий
- Послойное наращивание
- Попарное прессование
Выбор технологии зависит от сложности платы, требуемой плотности монтажа, стоимости производства. Современные МПП могут содержать до 50 и более слоев.
Изготовление печатных плат на заказ штучно
Главная
Продукция
Изготовление печатных плат на заказ штучно
Мы изготавливаем печатные платы от одной штуки (прототипы) и в короткие сроки на собственных мощностях в
России.
Сроки изготовления от 2-х дней (зависит от сложности платы).
Оперативная доставка по РФ.
На нашем предприятии, заказы любого объема изготавливаются на одном и том же оборудовании с применением одних и тех же технологий, что обеспечивает одинаковое качество и стандарты печатных плат.
Сделать заказ Калькулятор стоимости
Сроки изготовления печатных плат от одной штуки
Тариф «Суперэкспресс»
от 3-х рабочих дней
Стоимость + 100%, подготовка не индексируется.
Тариф «Ускоренный»
от 7-ми рабочих дней
Стоимость + 30%, подготовка не индексируется.
Тариф «Стандарт»
от 14-ти рабочих дней
Указаны скроки изготовления одно- и двусторонихпечатных плат, для многослойных, гибких, алюминиевых, свч и других
нестандартных плат сроки длинее. В сроки изготовления не входит день оплаты и день отгрузки.
В сроки изготовления не входит день оплаты и день отгрузки.
Для чего нужны единичные экземпляры печатных плат
- Изготовление прототипа конечного изделия;
- Пробный экзмляр перед заказом большой партии;
- Платы для устройств выпускаемых малыми и сверх-малыми тиражами.
Даже самые блестящие разработчики допускают ошибки при проектировании печатной платы. Это правило особенно очевидно в сложных новых разработках. Так или иначе, по мере выполнения проекта накапливаются мелкие допущения, неверные, но принятые из лучших побуждений решения, — а в результате многие дни работы превращаются в негативный опыт пользователя печатной платы. «Умные» разработчики устраняют все ошибки до того, как плата попадет в руки производства, используя методику, которая называется разработкой прототипов.
Самая веская причина для создания прототипа — экономия времени и ресурсов. Ценность прототипа заключается в том,
что он является продуманным проектом нового изделия, моделью решений по принятым, в результате согласования
технологическим требованиям, изготовление которого уже выявило особенности конструкции, не согласующиеся с
требованиями реального производства, вызывающие большие затраты труда и средств без особых на то оснований.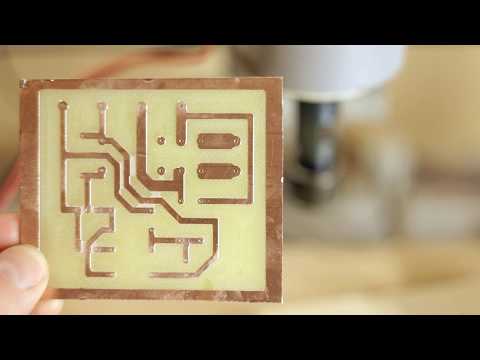
Мы можем изготовить прототипы печатных плат штучно за достаточно короткое время, что повысит оперативность разработки конечного изделия.
Ищите надежного поставщика печатных плат в России? Расчитывайте на «Электроконнект» — получите быстрое предложение уже сегодня.
Заказ и оплата
Позвоните или напишите нам на почту и мы прокунсультируем вас по любому вопросу. Вы также можете приехать к нам в офис и обсудить с нашими высококвалифицированными специалистами ваши заказы
Изготовление печатных плат — А-Контракт
Базовые отверстия – необходимы для точного расположения заготовки в процессе её обработки на операциях высокой точности, таких как сверление монтажных и переходных отверстий, получение защитного рельефа схемы, совмещение слоёв МПП и т.д.
Боковое подтравливание проводников – один из дефектов при травлении, характеризующийся уменьшением ширины проводника, искажением его формы.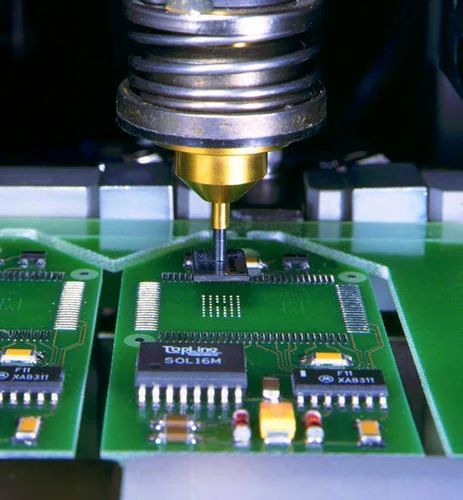
Внешние слои — внешние медные слои/проводимые элементы печатной платы называются внешними слоями (верхний и нижний). Печатная плата имеет один (односторонняя печатная плата) или два (двусторонняя или многослойная печатная плата) внешних слоя, на которые могут устанавливаться компоненты.
Толщина медной фольги (стартовая медь) на FR4 материале на внешних слоях увеличивается на 20 — 25µm по сравнению с внутренними слоями за счет гальванической процедуры процесса покрытия отверстий.
Выравнивание горячим воздухом — в контексте производства печатных плат, HAL – это название процедуры, также как и поверхности, получаемой в результате.
Во время HAL процедуры вычищенные платы погружаются во флюс и затем вертикально погружаются в жидкий припой/олово. После определенного периода печатные платы достаются из припоя и одновременно очищаются от излишков припоя; по большей части отверстия продуты начисто.
Поверхность HAL, полученная в результате (покрытие оловом) защищает открытую медь (не покрытую стоп-припоем) от окисления во время хранения и использования. Поверхность подходит для пайки, но не для монтажа методом перевернутого кристалла: жидкое олово формирует «капли» на поверхности и скапливается на краях отверстий и площадок. Поверхность на краях печатных плат очень тонкая, маленькие расстояния на площадках может привести к образованию мостиков припоя, что в свою очередь приведет к проблемам в пайке.
Поверхность подходит для пайки, но не для монтажа методом перевернутого кристалла: жидкое олово формирует «капли» на поверхности и скапливается на краях отверстий и площадок. Поверхность на краях печатных плат очень тонкая, маленькие расстояния на площадках может привести к образованию мостиков припоя, что в свою очередь приведет к проблемам в пайке.
Погружение поверхностей печатных плат в золото (ENIG) и ENEPIG, которые очень плоские и, следовательно, очень подходят для поверхностей поверхностного монтажа, стало альтернативным решение для устройств поверхностного монтажа (см. также HAL против погружения в золото).
Большинство средств HAL сегодня используют бессвинцовую процедуру HAL, из-за директивы RoHS. Ранее, а также в некоторых отраслях сегодня все еще используется свинцово-оловянная процедура (SnPb).
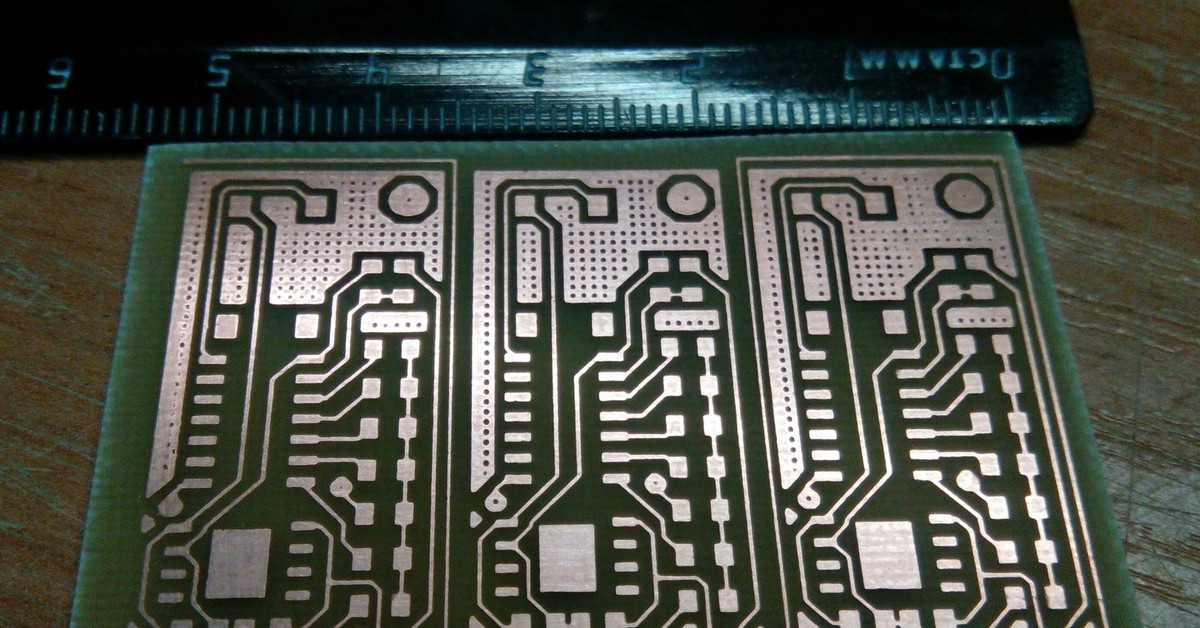
Групповой фотошаблон – фотошаблон рисунка печатной платы, из которого выполнено не менее 2 рисунков ПП в масштабе 1:1.
Заготовка печатной платы – материал основания ПП определённого размера, который подвергается обработке на всех производственных операциях.
Заполнение отверстий — это процесс заполнения отверстий непроводящей пастой, чтобы закрыть их. Обычно это нужно для печатных плат с большим количеством просверленных отверстий, когда фиксация в сборке выполняется вакуумным подъемником. Также закрытием отверстия предотвращается вытекание припоя. Более того, заполнение отверстий используется на внутренних слоях, когда присутствуют заглубленные отверстия.
В зависимости от устройства существуют различные методы закрывания и заполнения отверстий: они могут быть закрыты снаружи, заполнены или заткнуты с одной или обеих сторон, или для решений «отверстие, закрытое в площадке» отверстия могут быть запечатаны металлизированной крышкой (capped). Различные версии закрытия и заполнения отверстий приведены в международном стандарте IPC 4761.
Испытания – экспериментальное определение количественных и качественных показателей качества печатных плат как результат воздействия на них внешних дестабилизирующих факторов, включая технологические.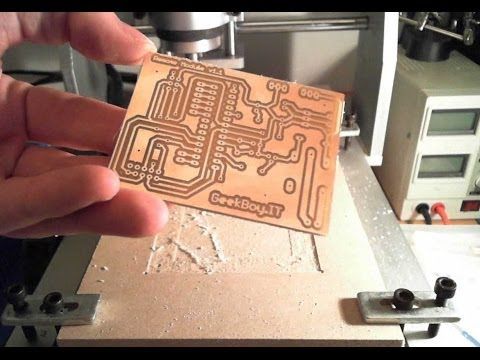
Качество печатных плат – совокупность свойств, которые определяют способность печатной платы удовлетворять заданным требованиям.
Постоянный контроль качества возможен на всех стадиях монтажа печатной платы при контрактном производстве. Заданные в ТЗ требования жестко выдерживаются в пределах допусков и постоянно контролируются.
Компланарность – complanarity – степень параллельности поверхности ПП и нижней стороны трафарета.
Комплект фотошаблонов – количество фотошаблонов, совмещающихся между собой, необходимое и достаточное для изготовления ПП определённого типа и наименования. Для совмещения элементов топологии всех ФШ комплекта для получения рисунка ПП совмещают контрольные знаки, расположенные на технологическом поле каждого ФШ.
Компланарность – complanarity – степень параллельности поверхности ПП и нижней стороны трафарета.
Контрольный знак – специальный топологический элемент в виде штриха, щели, креста и пр. , который необходим для контроля точности изготовления оригиналов и фотошаблона; применяется при установке ФШ в процессе мультипликации.
, который необходим для контроля точности изготовления оригиналов и фотошаблона; применяется при установке ФШ в процессе мультипликации.
Лиганд – ligand – комплексообразователь – для связывания ионов меди и исключения осаждения меди в виде гидроокиси.
Маркировка печатных плат – необходимая процедура для их идентификации в процессе изготовления, сборки ФУ и ЭА, для компьютерного считывания при учёте расхода материалов, полуфабрикатов, отпуска готовой продукции и т.д. Выполняется теми же методами, что и рисунок печатных элементов, методом сеткографии, а также лазером.
Нанесение защитного рельефа – процесс переноса изображения рисунка печатных проводников на материал основания ПП.
Обработка печатной платы по контуру – одна из заключительных операций и необходима для удаления технологического поля и получения заданных размеров печатной платы. Для обработки используют: штамповку, обработку на дисковой или алмазной пиле, фрезерование, скрайбирование.
Оригинал рисунка ПП – изображение рисунка ПП, выполненное с необходимой точностью в увеличенном заданном масштабе на картоне (ранее), стекле или синтетической плёнке. Содержит все проводники и контактные площадки, выполненные в заданном масштабе с соблюдением размеров, расстояний между ними и координат расположения их на ПП, а также контур готовой ПП, тестовые отверстия, маркировочные знаки и другие элементы, т.е. все элементы печатного монтажа, которые должны быть воспроизведены в виде рисунка из меди или алюминия при изготовлении ПП.
Основание оригинала – прозрачный малоусадочный материал, размер которого определяется размером ПП и масштабом увеличения оригинала.
Паяльная маска – предназначена для защиты всей поверхности печатной платы, кроме контактных площадок, от воздействия расплавленного припоя и флюса при групповых процессах пайки ЭРИ и ПМК и проводники от перегрева.
По способу нанесения бывают фотопроявляемые (фотолитографический способ) и наносимые через трафарет (способ трафаретной печати).
Последовательное наращивание — производство многослойной печатной платы в нескольких последовательностях покрытия. Особенно технология SBU необходима для многочисленных заглубленных отверстий в платах с высокой плотностью монтажа (HDI).
Прессование печатных плат – процесс соединения отдельных сигнальных слоев (односторонних и двусторонних), экранных слоев, слоев земли и питания в монолитную конструкцию при помощи склеивающих прокладок (препрегов). Брак на этой операции необратим. Основными дефектами при прессовании являются расслоение, разнотолщинность (непараллельность слоев), внутренние напряжения.
Программа запуска заготовок печатных плат – количество заготовок, которое необходимо запустить в производство, чтобы получить заданную программу выпуска печатных плат с учётом брака на всех операциях техпроцесса.
Процент выхода годных печатных плат – процентное отношение количества печатных плат, признанных годными, т. е. удовлетворяющих всем требованиям ТУ, к количеству ПП, запущенных на операцию (отношение количества ПП на выходе данной операции к количеству ПП на входе).
е. удовлетворяющих всем требованиям ТУ, к количеству ПП, запущенных на операцию (отношение количества ПП на выходе данной операции к количеству ПП на входе).
Рабочая зона фотошааблона – часть фотошаблона, на которой расположены элементы топологии фотошаблона.
Технологическое поле фотошаблона – часть фотошаблона, расположенная по контуру рабочей зоны с контрольными и технологическими знаками, необходимыми для изготовления фотошаблона и печатной платы.
Рабочий фотошаблон – фотошаблон, используемый в производстве для копирования имеющейся на нём топологии при помощи света на заготовку печатной платы.
Расстояние между проводниками – conductor spacing – расстояние между краями соседних проводников на одном слое ПП.
Скрайбирование – прорезание V-образных канавок, по которым будет произведён разлом на отдельные заготовки. Осуществляется механическим способом или лазером.
Скручивание (коробление) печатной платы – спиральное искривление противоположных кромок основания печатной платы.
Слой заземления — это обычно достаточно большая площадь меди на печатной плате, в многослойных печатных платах обычно на внутренних слоях. Он служит для электрического заземления, экранирования или для размещения теплоизоляции.
Соотношение сторон — это отношение толщины печатной платы к диаметру конечного отверстия. Максимальное соотношение сторон ограничено сверлильной машиной и процессом покрытия отверстия изнутри.
Субтрактивный метод изготовления печатных плат – метод изготовления печатных плат на фольгированном диэлектрике, в котором рисунок печатных элементов получают травлением меди с пробельных мест.
Термальная площадка — термальная площадка – это специальная паяльная площадка на печатной плате. Эта площадка соединяется с окружающей медью только тонкими мостиками по термическим причинам. Это предотвращает избыточный поток тепла на медную поверхность во время пайки (компонентов) и, следовательно, позволяет избежать негативного эффекта процесса пайки.
Это предотвращает избыточный поток тепла на медную поверхность во время пайки (компонентов) и, следовательно, позволяет избежать негативного эффекта процесса пайки.
Если требуется низкое сопротивление теплопередачи (силовая электроника), тепловые ловушки должны быть настроены или даже убраны, так как они могут действовать как предохранитель.
Тест-купон – часть заготовки печатной платы, служащая для оценки качества изготовления пп методами разрушающего и неразрушающего контроля, прошедшая с ней все технологические операции и отделяемая перед испытаниями.
Металлизация печатных плат – процесс, назначением которого является получение токопроводящих участков ПП (проводников, металлизированных отверстий, контактных площадок, концевых разъёмов, ламелей и т.д.), защита их от растравливания на операции травления меди с пробельных мест и от окисления до обеспечения паяемости печатной платы.
Технологические отверстия – отверстия, используемые для закрепления заготовок на подвесках при гальваническом, химическом меднении.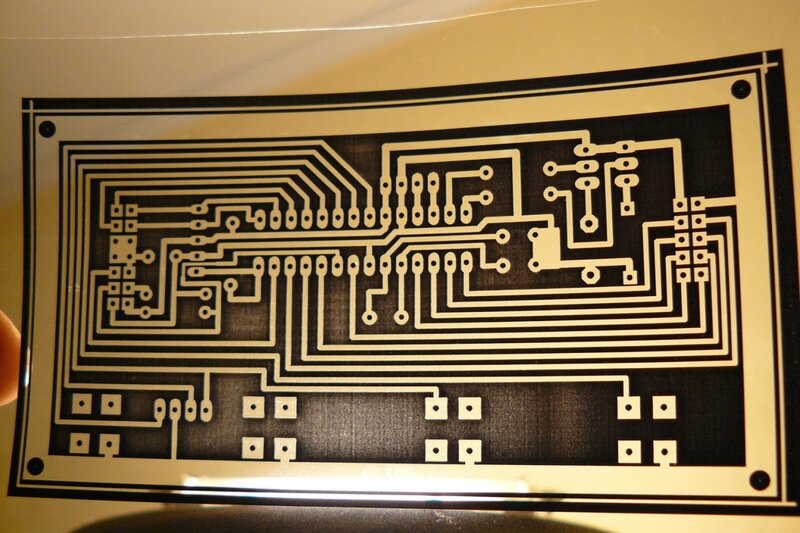
Топология ФШ — рисунок (чертёж), определяющий форму элементов фотошаблона, их взаимное расположение, геометрические размеры и предельные отклонения размеров.
«Точно вовремя» (Just in Time (JIT)) – при производстве «Точно вовремя» необходимые детали (например, платы, компоненты) всегда заказываются/поставляются именно тогда, когда они нужны. То есть нет необходимости иметь склад материалов, только абсолютно необходимые материалы, нужные для поддержания жизнедеятельности производства, хранятся на производственных мощностях. Цель производства «Точно вовремя» — создание продолжительных потоков материалов и информации параллельно с цепью поставок с целью снижения издержек.
Травление в производстве печатных плат – процесс химического разрушения металла (в основном меди) в результате в результате действия жидких или газообразных травителей на участки поверхности заготовки, не защищённые защитной маской (травильным резистом). Сложный окислительно-восстановительный процесс, который применяют для формирования проводящего рисунка ПП путём удаления меди с незащищённых травильным резистом участков.
Сложный окислительно-восстановительный процесс, который применяют для формирования проводящего рисунка ПП путём удаления меди с незащищённых травильным резистом участков.
Тентинг-метод изготовления ПП – panel plating – метод образования завесок над металлизированными отверстиями в процессе изготовления для защиты от агрессивных электролитов травления.
Технология последовательного наращивания слоёв – built-up technology – технология изготовления ПП, конструкция которой состоит из стержневого слоя (ДПП или МПП), на который последовательно с одной или двух сторон наращивают последующие слои.
Трафарет – stencil – инструмент для нанесения жидкого ФР, паяльной маски.
Фиксирующие отверстия – location hole – отверстия, необходимые для точного расположения (базирования) заготовки в процессе её обработки на операциях высокой точности.
Химическое меднение – окислительно-восстановительный автокаталитический процесс, в котором в качестве катализатора на начальном этапе является металлический паллади, а затем осаждённые кристаллы меди катализируют дальнейшее выделение меди, и процесс протекает самопроизвольно.
Фотошаблон рисунка ПП – фотографическое воспроизведение оригинала в масштабе 1:1 на высокостабильной основе или инструмент, используемый для копирования имеющегося на нём изображения с помощью света.
Элемент топологии ФШ – проводник, контактная площадка, концевой контакт, экран и другие элементы в топологии фотошаблона.
Эталонный фотошаблон – фотошаблон, предназначенный для последующего изготовления рабочих ФШ.
Обзор процесса печати — Печать — Литография Тематический центр
Основы процесса печати
Прямая и непрямая печать
Пять основных процессов печати различаются методом переноса изображения и общим типом используемого носителя изображения. В зависимости от процесса печатное изображение переносится на подложку прямо или косвенно.
При прямой печати изображение переносится непосредственно с носителя изображения на подложку. Примерами прямой печати являются процессы глубокой печати, флексографии, трафаретной печати и высокой печати.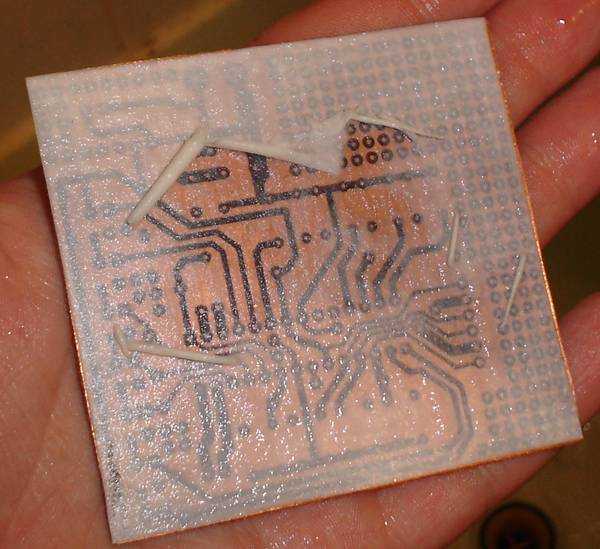
При непрямой или офсетной печати изображение сначала переносится с носителя изображения на офсетный цилиндр, а затем на подложку. Литография, в настоящее время доминирующая технология печати, представляет собой непрямой (офсетный) процесс.
Носители изображений
Носители изображений (или пластины) обычно подразделяются на рельефные, планографические, глубокой печати или трафаретные.
- В рельефной печати изображение или область печати приподняты над областями без изображения. Высокая печать и флексография — это процессы высокой печати.
- В планографической печати области изображения и не изображения находятся в одной плоскости. Области изображения и не изображения определяются различными физико-химическими свойствами. Литография – планографический процесс.
- В процессе глубокой печати непечатаемая область находится на уровне общей поверхности с подложкой, в то время как печатающая область, состоящая из мелких протравленных или выгравированных лунок разной глубины и/или размера, утоплена.
 Гравюра — это процесс глубокой печати.
Гравюра — это процесс глубокой печати. - В процессе трафаретной печати (также известном как пористая печать) изображение переносится на подложку путем проталкивания чернил через пористую сетку, на которую нанесено графическое или типографское изображение.
Этапы процесса печати
Каждый процесс печати делится на этапы допечатной подготовки, печати и послепечатной подготовки.
- Операции допечатной подготовки охватывают этапы, во время которых идея печатного изображения преобразуется в носитель изображения, такой как пластина, цилиндр или трафарет. Допечатные операции включают композицию и набор текста, полиграфическую фотографию, сборку изображения и подготовку носителя изображения.
- Press относится к фактическим операциям печати.
- Послепечатная обработка в первую очередь включает в себя сборку печатных материалов и состоит из переплетных и отделочных операций.
Использование химических веществ
В каждом процессе используются различные химические вещества, в зависимости от выполняемой операции.
- Допечатные операции обычно включают химикаты и растворы для фотообработки .
- Краски и чистящие растворители являются основными типами химикатов, используемых при печати.
- В зависимости от необходимых отделочных работ, послепечатные операции могут использовать большое количество клея . Это особенно верно, когда речь идет о производстве книг и справочников.
Из всех химикатов, используемых в типичной типографии, чернила и органические чистящие растворители используются в самых больших количествах. Многие химические вещества, используемые в полиграфической промышленности, представляют потенциальную опасность для здоровья человека и окружающей среды.
Допечатная подготовка
Введение
Допечатная подготовка состоит из тех операций, которые необходимы для преобразования исходной идеи, такой как фотография или эскиз, для печатного изображения в печатную форму или другой носитель изображения.
Этапы допечатной подготовки включают:
- композицию и набор текста,
- полиграфическая фотография,
- образ в сборе, Цветоделение
- и Подготовка носителя изображения
- .
За исключением подготовки носителя изображения, допечатная подготовка аналогична для пяти основных процессов печати. Безпластиночный процесс выполняет большинство этапов допечатной подготовки с использованием компьютера.
Верстка и компоновка
Во время компоновки текст, фотографии и рисунки объединяются для создания «приблизительного макета» желаемого печатного изображения. Это подробное руководство, используемое при подготовке вставки или готовой копии для камеры, из которой может быть изготовлен носитель изображения. Традиционно черновые макеты и расклейки составлялись вручную с использованием:
- чертежных досок;
- световые столы;
- различные инструменты для наклеивания, такие как технические ручки, линейки и режущие инструменты; и клеи
- .

Текст, использованный при вклейке, был набран и напечатан механическим способом.
Однако состав сильно изменился с появлением компьютеров. И шрифт, и иллюстрация создаются и редактируются с помощью компьютеров. Компьютерные системы оснащены как оптическим распознаванием символов, так и сканерами и дигитайзерами фотоизображений, так что предварительно напечатанный материал и фотоизображения легко включаются в составляемый документ.
Теперь, когда системы доступны, компьютер может напрямую управлять процессами набора текста и подготовки носителя изображения после того, как страница или весь документ разложены и готовы к печати.
Операции набора текста собирают символы шрифта в страницы. Существует ряд методов набора, в том числе:
- ручная сборка металлических деталей (высокая печать),
- механическая сборка линий типа и
- фотонабор.
До 1950-х годов большая часть набора текста выполнялась с использованием машины Linotype, которая производит «слизь» или линию шрифта из расплавленного металла. Подобные машины производили отдельные символы шрифта.
Подобные машины производили отдельные символы шрифта.
На сегодняшний день фотонаборные устройства практически полностью заменили ручной и механический способы набора текста. Устройства для фотонабора, впервые продемонстрированные в конце девятнадцатого века, поступили в продажу в начале 1950-х годов. Они быстро обогнали по важности линотипы и подобные им машины.
При фотонаборе отдельные буквы или символы печатаются на фотопленке или бумаге. В первых механических фотонаборных устройствах целые шрифты символов сохранялись в виде негативов на пленке. Компьютерные фотонаборные устройства генерируют изображения в электронном виде, а затем с помощью лазера проецируют изображение на фотопленку или бумагу.
Фотонабор позволяет создавать высококонтрастные изображения с высоким разрешением, идеально подходящие для печати. Другие управляемые компьютером устройства вывода, в том числе линейные, струйные и лазерные принтеры, широко используются в производственных приложениях для печати.
Сборка копии и технологическая фотография
Сборка копии состоит из объединения всей оригинальной работы (текста, рисунков и иллюстраций) и подготовки фотографических изображений. Фотоизображения представляют собой позитивные или негативные пленки и используются для подготовки фотомеханического носителя изображения. Копирование должно быть правильно настроено, чтобы гарантировать высокое качество печати на готовом носителе изображения.
Собранный экземпляр, готовый к фотопроцессу, называется плоскостью. Когда копия различных размеров и форм собирается для переноса на пленку, этот процесс называется сборкой или снятием изображения. Полиграфическая промышленность в значительной степени зависит от использования узкоспециализированного фотографического оборудования, методов и материалов для производства высококачественных печатных материалов.
Технологическая фотография относится к фотографическим приемам, используемым в графическом искусстве. До изобретения электронных систем изготовления страниц практически во всех процессах печати использовались фотомеханические методы изготовления носителей изображения.
При подготовке носителей изображений используются два важных типа фотографии: штриховая и полутоновая. Ни один из этих процессов нельзя использовать для печати настоящей фотографии с непрерывными тонами (т. Е. Фотографии с промежуточными или градуированными тонами), хотя полутона могут создать иллюзию непрерывных тонов. Высокая печать, литография, трафаретная печать и некоторые методы глубокой печати включают оба этих типа фотографии.
Штриховая фотография используется для создания высококонтрастных изображений на пленке. Области изображения на пленке полностью черные; С помощью этого метода можно добиться небольшой иллюзии промежуточных тонов или ее отсутствия. Как отмечалось выше, использование полутоновой фотографии создает иллюзию промежуточных тонов для высокой печати, литографии, боковой точечной глубокой печати и трафаретной печати.
В полутоновой фотографии непрерывные тона изображения разбиваются на высококонтрастные точки одинаковой плотности, но разного размера и формы. (В зависимости от типа и качества выполняемой печати плотность точек варьируется от 24 до 120 на сантиметр). Например, если в одной области изображения используются очень маленькие точки, эта область кажется светлее, чем те области изображения, где используются более крупные точки. Это происходит из-за того, что более светлая цветная подложка остается видимой в областях, где используются очень маленькие точки.
(В зависимости от типа и качества выполняемой печати плотность точек варьируется от 24 до 120 на сантиметр). Например, если в одной области изображения используются очень маленькие точки, эта область кажется светлее, чем те области изображения, где используются более крупные точки. Это происходит из-за того, что более светлая цветная подложка остается видимой в областях, где используются очень маленькие точки.
Подготовка носителя изображения
Та или иная форма носителя изображения используется в каждом из пяти процессов печати, которые в настоящее время доминируют в отрасли. Носитель изображения, часто пластина, используется для переноса чернил в виде изображения на подложку. Носитель изображения должен собирать чернила только в тех областях, где чернила должны быть нанесены на окончательное изображение на подложке. Он также должен отклонять чернила в областях изображения, где они не нужны.
Рельефные пластины , используемые в высокой и флексографской печати, имеют выступающие области, на которые впитывается краска из источника краски. Непечатаемые области утоплены ниже уровня красочных валиков и поэтому не покрыты краской.
Непечатаемые области утоплены ниже уровня красочных валиков и поэтому не покрыты краской.
Печатные области носителя для глубокой печати переворачивают рельефную пластину. Они утоплены ниже уровня непечатных областей. Углубления, называемые ячейками, собирают небольшое количество чернил, когда они проходят через чернильный фонтанчик. Затем чернила переносятся на подложку из ячеек. Поверхность пластины постоянно соскабливают с помощью ракеля, чтобы краска не оставалась, кроме как в ячейках. В большинстве машин для глубокой печати используется цилиндрический носитель изображения, хотя в некоторых машинах для глубокой печати с листовой подачей и машинах для глубокой печати используется плоская форма.
Планографические пластины , используемые в офсетной литографии, имеют области изображения и не изображения в одной плоскости. Изображенные и неизображенные области пластины определяются различными физико-химическими свойствами. Области изображения обработаны, чтобы стать гидрофобными (водоотталкивающими) и олеофильными (восприимчивыми к маслам). Чернила будут прилипать к этим областям. Области без изображения, с другой стороны, обработаны так, чтобы быть гидрофильными (водолюбивыми) и не впитывать чернила.
Чернила будут прилипать к этим областям. Области без изображения, с другой стороны, обработаны так, чтобы быть гидрофильными (водолюбивыми) и не впитывать чернила.
Носитель изображения в трафаретной печати состоит из пористого экрана. На экран накладывается трафарет или маска из непроницаемого материала, чтобы создать неизображаемую область. Изображение печатается путем проталкивания чернил через отверстия трафарета на подложку. Отверстия трафарета определяют форму и размеры получаемого отпечатка. Основным методом подготовки носителя изображения является фотомеханический процесс, при котором изображение для печати создается из фотографического изображения. Как правило, в этом процессе светочувствительное покрытие наносится на пластину или другой тип носителя изображения. Затем на пластину воздействуют негативом или позитивом фотографического изображения. Затем открытая пластина подвергается дальнейшим этапам обработки.
Существуют и другие методы подготовки носителя изображения, включая ручной, механический, электрохимический, электронный и электростатический. Некоторые из этих процессов, такие как ручные и механические процессы, не имеют коммерческого значения или имеют небольшое коммерческое значение. Другие процессы, такие как электромеханическая подготовка цилиндров глубокой печати, обсуждаются в рамках описания процесса глубокой печати.
Некоторые из этих процессов, такие как ручные и механические процессы, не имеют коммерческого значения или имеют небольшое коммерческое значение. Другие процессы, такие как электромеханическая подготовка цилиндров глубокой печати, обсуждаются в рамках описания процесса глубокой печати.
Подготовка фотомеханического носителя изображения
Подготовка фотомеханического носителя изображения начинается с пластины, цилиндра или экрана, обработанных светочувствительным покрытием, типы которого обсуждаются в следующем разделе.
Пластина с покрытием подвергается воздействию света, который сначала прошел через прозрачный носитель изображения, такой как позитивная или негативная пленка. Затем открытая пластина обрабатывается для получения пластины с определенными печатными и непечатными областями. Как правило, открытые участки на пластине устойчивы к проявляющим растворам, используемым для обработки пластины, хотя в некоторых случаях верно обратное.
В любом случае при обработке растворимые участки покрытия смываются, а нерастворимые участки остаются на пластине.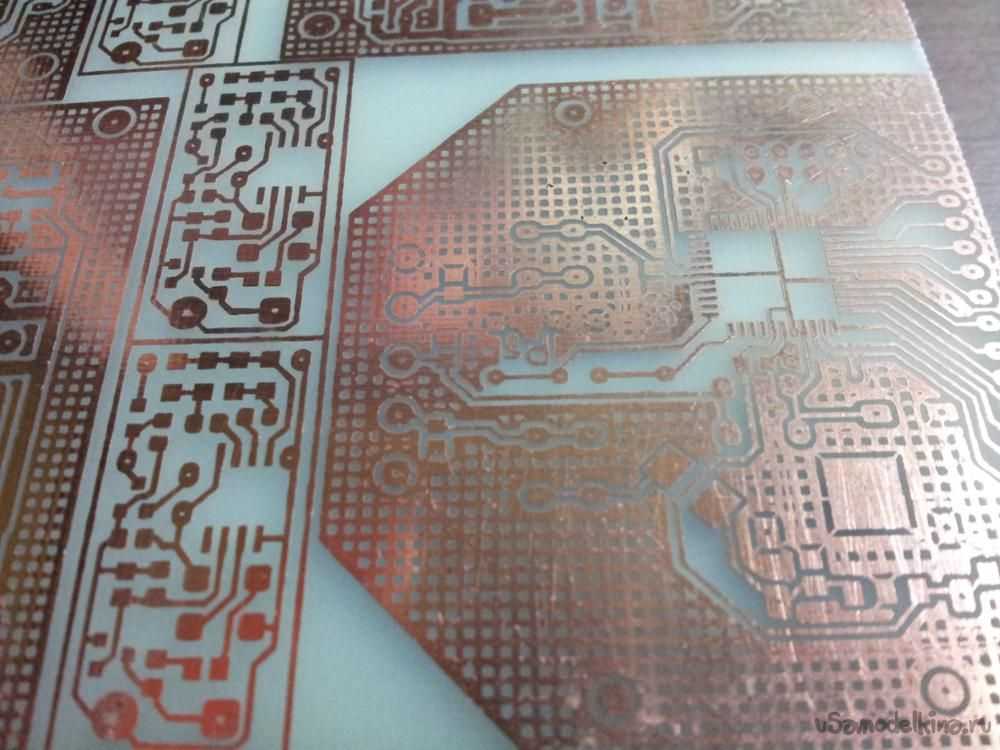 На этом этапе носители изображения, изготовленные из негативов пленки, в основном готовы. Нерастворимые участки покрытия, оставшиеся на пластине, становятся носителем краски во время печати. Таким образом изготавливаются пластины для высокой печати и литографические поверхностные пластины.
На этом этапе носители изображения, изготовленные из негативов пленки, в основном готовы. Нерастворимые участки покрытия, оставшиеся на пластине, становятся носителем краски во время печати. Таким образом изготавливаются пластины для высокой печати и литографические поверхностные пластины.
В случае носителей изображения, изготовленных из позитивной пленки, нерастворимое покрытие служит защитным барьером на следующем этапе обработки, называемом травлением. Покрытие на этом типе носителя изображения часто называют «резистом», потому что оно устойчиво к кислоте, используемой для травления поверхности пластины. Носители изображения, полученные этим методом, используются в литографии, глубокой печати и трафаретной печати.
Светочувствительные покрытия
Тремя наиболее важными светочувствительными покрытиями, используемыми на носителях изображения, являются фотополимеры, диазо и бихромированные коллоиды. Галогенид серебра и электростатические покрытия используются нечасто для пластин специального назначения, используемых в копировально-множительном оборудовании.
Фотополимерные покрытия
Большинство носителей изображений (печатных форм) изготавливаются с использованием различных типов фотополимерных покрытий. Эти покрытия характеризуются типом реакции, которую они претерпевают под воздействием УФ-излучения:
- фотополимеризация,
- фотокросслинкинг,
- расположение фотографий и
- деградация фото.
Хорошо известным примером фотополимерного покрытия является Kodak Photo Resist (KPR), фотосшивающий полимер, который используется при подготовке носителя изображения для всех основных процессов печати, а также при подготовке печатных плат.
В зависимости от типа изготавливаемого носителя изображения, отвержденное фотополимерное покрытие может оставаться на носителе изображения в виде области изображения или области, не являющейся изображением, после обработки. Фотополимерные покрытия характеризуются износостойкостью, термо- и влагостойкостью, длительным сроком хранения.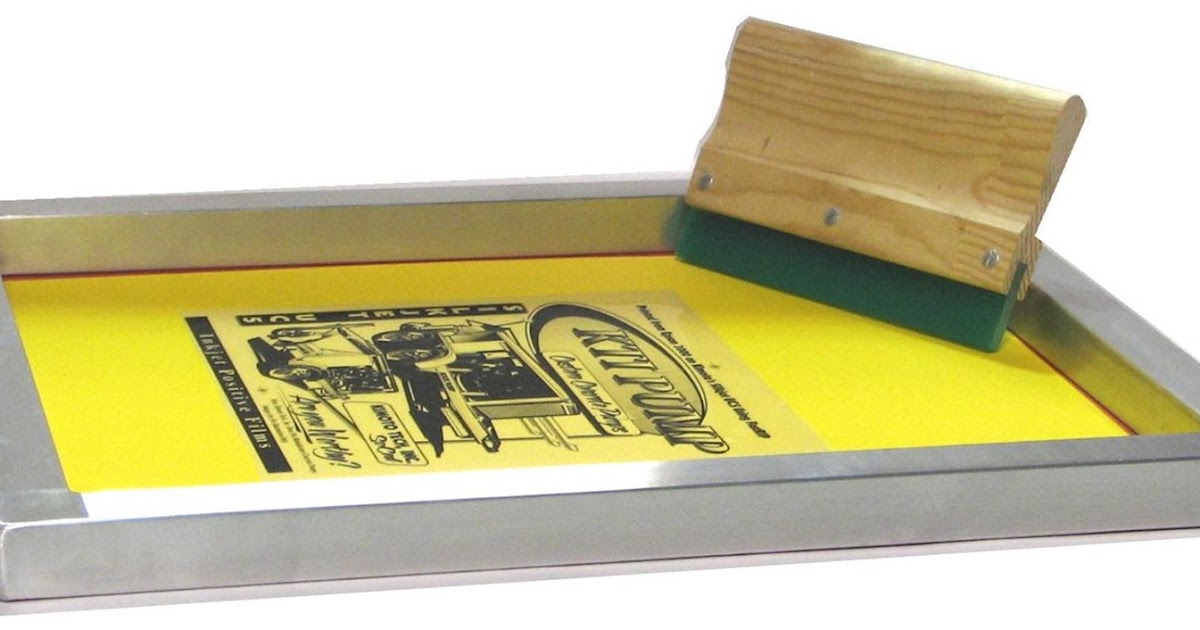 Некоторые из них также обладают хорошей устойчивостью к растворителям. Например, если литографские пластины, изготовленные с использованием фотополимерных покрытий, запекаются перед использованием, их можно использовать для тиражей, превышающих один миллион оттисков.
Некоторые из них также обладают хорошей устойчивостью к растворителям. Например, если литографские пластины, изготовленные с использованием фотополимерных покрытий, запекаются перед использованием, их можно использовать для тиражей, превышающих один миллион оттисков.
Диазопокрытия
Диазопокрытия, появившиеся в полиграфии примерно в 1950 году, в основном используются для покрытия как предварительно сенсибилизированных, так и втираемых литографических пластин. Для предварительно сенсибилизированных пластин диазопокрытие наносится с помощью машины, называемой завихрителем, которая наносит покрытие на вращающуюся пластину.
В случае пластин, наносимых на втирание, покрытие наносится мастером с помощью губки или роликового аппликатора вместо обычного метода встряхивания. Диазопокрытия очень тонкие и подвержены истиранию и износу во время печати и обычно используются для коротких тиражей до 75 000 оттисков или меньше. Тем не менее, предварительно лакированные пластины, пластины, поставляемые производителем с лаком, пропитанным покрытием пластины, обладают превосходной стойкостью к истиранию и могут использоваться для тиражей свыше 100 000 оттисков.
Большинство диазопластин имеют покрытия отрицательной обработки, хотя также используются покрытия положительной обработки. Диазопокрытия используются для предварительно сенсибилизированных пластин глубокого травления и биметаллических пластин. Кроме того, диазо используется для повышения чувствительности некоторых коллоидных покрытий.
Диазосмола, наиболее часто используемая для пластин, представляет собой продукт конденсации соли 4-диазодифениламина с формальдегидом. Также используются диазооксиды, такие как пиридол[1,2-а]бензимидазол-8-ил-3(4Н)-диазо-4(3Н)-оксо-1-нафталинсульфонат (Kirk-Othmer).
Диазо обычно не подвержены влиянию температуры и относительной влажности и имеют относительно длительный срок хранения. Их можно обрабатывать на автоматических машинах для обработки пластин, что ускоряет производство и приводит к гораздо более высокому качеству пластин, чем ручные методы. Автоматическое технологическое оборудование может выполнять покрытие пластин и экспонирование в одном непрерывном процессе. Эти машины широко используются в газетной печати.
Эти машины широко используются в газетной печати.
Бихроматные коллоидные покрытия
Бихроматированные коллоидные покрытия широко использовались до начала 19 века.50-х и сегодня используются ограниченно. Они состоят из светочувствительного бихромата и коллодия. Предпочтительным бихроматом является бихромат аммония, а бихромат калия используется в специальных процессах, таких как коллотипия. Коллодий представляет собой органический материал, способный образовывать прочное сплошное покрытие при нанесении на носитель изображения.
Коллоидные ионы, используемые для фотогравировки, представляют собой шеллак, клей, альбумин и поливиниловый спирт. Для литографии используются альбумин, казеин, альфа-протеин, поливиниловый спирт и гуммиарабик. Желатин в основном используется для глубокой печати, трафаретной печати и коллотипии. Коллоид образуется при смешивании тонкоизмельченного бихромата и коллодия. Нанесенный на носитель изображения и подвергнутый воздействию света, коллоид образует сплошное нерастворимое покрытие.
Из каких этапов состоит печатное производство?
Для обеспечения скоординированного технологического процесса в печатном производстве идеально, чтобы были определены этапы производства, которые точно указывают и обслуживают конкретные функции, чтобы гарантировать оптимальную доставку.
В сегодняшней статье мы рассмотрим три этапа печатного производства и некоторые другие щупальца, которые оживляют печатное производство.
Прежде чем мы двинемся дальше, мы хотели бы поприветствовать вас в OBL Print, ведущем печатном станке в Дубае, известном производством высококачественной печати на наклейках в Дубае, печати на холсте в Дубае и печати на визитных карточках в Дубае. Полиграфический бизнес и его влияние на нашу повседневную жизнь.
Что такое печатная продукция?
Производство печатной продукции — это процесс, необходимый для создания печатного контента с использованием 3 важных терминов: допечатной подготовки, печати и послепечатной обработки для получения оптимального результата на любом материале.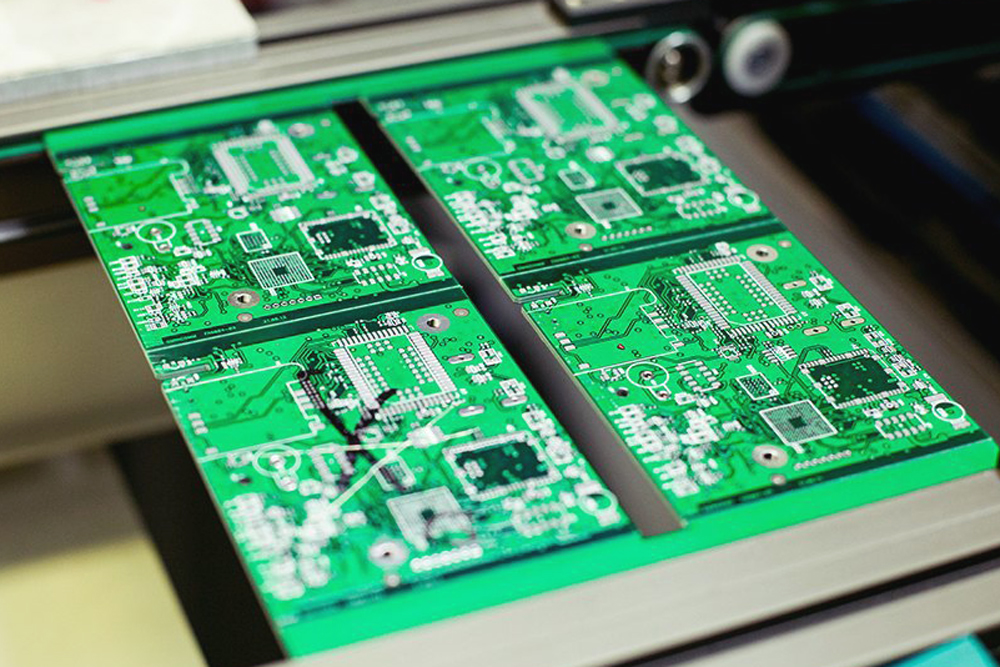
Печатная продукция не ограничивается только текстами, следовательно, нет необходимости изображать ее только для печатных изданий, так как они охватывают все формы печати, видимые человеческому глазу.
Какие этапы производства полиграфии?
Ниже перечислены этапы полиграфического производства во всех сферах:
1. ПРЕДПРЕСС
Допечатная подготовка — это название, используемое для процессов и процедур между изготовлением печатного макета и окончательной печатью в полиграфическая и издательская промышленность.
В то время мы привлекали персонал для изготовления печатной формы, носителя изображения, готовых к установке на печатный станок и обработке фотографий, фотографий и текстов, а также для создания высококачественного файла для печати.
Поскольку мир глобально развивается благодаря инновациям и технологиям, сегодняшняя допечатная подготовка широко использует либо PDF, либо собственные файлы приложений, созданные с помощью таких программ, как Photoshop, Adobe Creative Suites, QuarkXPress и многих других.
Допечатная подготовка — это просто процесс преобразования исходной концепции печатного изображения, такого как фотография или рисунок, в печатную форму или другой носитель изображения.
Композиция и набор текста, полиграфическая фотография, сборка изображения, цветоделение и подготовка носителя изображения — все это часть процесса допечатной подготовки.
2. ПРЕСС
Стадию печати также можно назвать стадией печати, где продукция допечатной подготовки переносится на материал. Этот материал может варьироваться от бумаги, тканей и многих других.
OBL Prints, среди прочего, является вдохновителем полиграфического бизнеса, поскольку они используют профессиональные навыки для выбора правильного типа печати для предполагаемого материала, подчеркивая, что отпечатки должны быть видимыми, четкими и с правильным сочетанием цветов.
Для получения более подробной информации об этапах, связанных с производством печатной продукции, OBL Print — ваш лучший выбор, лучшая печатная машина Дубая, известная производством высококачественной печати наклеек в Дубае, печати на холсте в Дубае и печати на визитных карточках в Дубае.
На этапе печати можно выбрать один из 4 типов печати, а именно:
1. Трафаретная печать:
В трафаретной печати используется пластина, состоящая из крошечной сетки с непечатаемыми компонентами, покрытыми трафарет. Его принцип работы требует распространения чернил на бумагу через незаблокированные участки. Затем чернила продавливаются через сетку на бумагу с помощью ракеля или лезвия, в зависимости от обстоятельств.
2. Литографическая печать:
Технология литографической печати используется для офсетной печати, которая сегодня является наиболее распространенным методом печати. Требуется плоская поверхность, обработанная водой для отталкивания чернил; участки, не обработанные водой, покрываются тушью, которая впоследствии переносится на бумагу для хорошего ощущения.
3. Высокая печать:
При высокой печати поверхность печати обычно приподнята над остальной частью материала. Чернила прилипают к выпуклым участкам перед тем, как попасть на бумагу.
4. Глубокая печать:
Печатная поверхность глубокой печати имеет углубления, заполненные краской. Затем приподнятая плоская поверхность очищается лезвием, чтобы удалить излишки чернил, прежде чем вдавить ее в бумагу.
3. ПОСТ-ПРЕСС.
На этом этапе основное внимание уделяется последующему выполнению задания на печать, когда страницы собираются и сортируются [если материалом была бумага] с использованием одной или нескольких процедур подготовки конечного продукта к распространению или доставке, в зависимости от обстоятельств. .
Послепечатные операции становятся все более автоматизированными по сравнению с традиционными технологическими процессами, хотя и не на том же уровне, что и процессы допечатной подготовки и печати. Если последний этап завершается не так быстро, как предыдущие этапы, это может стать узким местом в процессе. Что посылает сообщение о том, что каждый этап так же чувствителен, как и другой, поскольку это больше похоже на цепную реакцию.
