Как выбрать подходящую паяльную кислоту для разных металлов. Какие меры предосторожности необходимо соблюдать при работе с кислотными флюсами. Как правильно подготовить поверхность и выполнить пайку с помощью кислоты.
Виды паяльных кислот и их применение
При пайке металлов важную роль играет правильный выбор флюса. Паяльная кислота является одним из наиболее эффективных флюсов, позволяющих качественно соединять различные металлы и сплавы. Существует два основных вида паяльных кислот:
- Соляная кислота
- Ортофосфорная кислота
Каждый вид имеет свои особенности применения:
Соляная кислота
Соляная кислота представляет собой сложное химическое вещество желтоватого цвета с резким специфическим запахом. Ее основные преимущества:
- Позволяет паять алюминий, нержавеющую сталь, серебро и различные сплавы
- Широко применяется для лужения и пайки оцинкованной стали
- Эффективна при кровельных работах и монтаже водостоков
Ортофосфорная кислота
Ортофосфорная кислота обычно бесцветна или имеет светло-желтый оттенок. Ее характеристики:

- Образует защитную пленку, предохраняющую металл от коррозии
- Подходит для пайки углеродистых сталей, сплавов никеля и меди
- Рабочая температура пайки 300-350°C
- После застывания легко растворяется в воде
Подготовка поверхности перед пайкой
Перед началом пайки необходимо тщательно подготовить поверхность металла. Это критически важный этап, от которого зависит качество соединения. Последовательность действий:
- Очистить поверхность от загрязнений и ржавчины с помощью напильника или наждачной бумаги
- Обезжирить поверхность растворителем (изопропиловый спирт или ацетон)
- Удалить твердые загрязнения металлической щеткой
- Нанести тонкий слой паяльной кислоты на обрабатываемую поверхность
Правильная подготовка обеспечит равномерное растекание припоя и надежное соединение деталей.
Процесс пайки с использованием кислоты
После подготовки поверхности можно приступать непосредственно к пайке. Пошаговая инструкция:
- Нанесите паяльную кислоту на места соединения деталей
- Разогрейте паяльник до рабочей температуры
- Расплавьте небольшое количество припоя на жале паяльника
- Приложите паяльник к месту соединения, чтобы припой равномерно растекся
- При необходимости добавьте еще припоя для формирования качественного шва
- Дайте соединению остыть естественным путем
- Удалите остатки кислоты с помощью нейтрализующего раствора
При пайке важно не перегревать детали и использовать достаточное количество флюса для защиты от окисления.

Меры предосторожности при работе с паяльной кислотой
Паяльная кислота является агрессивным химическим веществом, требующим осторожного обращения. Необходимо соблюдать следующие меры безопасности:
- Работать в хорошо проветриваемом помещении или на открытом воздухе
- Использовать защитные очки, перчатки и респиратор
- Не допускать попадания кислоты на кожу и в глаза
- Хранить кислоту в плотно закрытой таре в недоступном для детей месте
- При попадании на кожу немедленно промыть большим количеством воды
- Не вдыхать пары кислоты
Соблюдение этих простых правил обеспечит безопасность при работе с паяльной кислотой.
Особенности пайки различных металлов
Разные металлы имеют свои особенности при пайке с использованием кислоты:
Пайка меди
Медь хорошо поддается пайке и не требует агрессивных флюсов. Для пайки меди рекомендуется использовать:
- Канифоль в качестве флюса
- Припой ПОС-61 (61% олова, 39% свинца)
- Температура пайки 180-220°C
Пайка алюминия
Алюминий сложнее паять из-за быстрого образования оксидной пленки. Особенности пайки:

- Необходимо использовать специальный флюс для алюминия
- Припой должен содержать цинк (например, ПОЦ-40)
- Температура пайки 380-420°C
Пайка нержавеющей стали
Нержавеющая сталь требует особого подхода при пайке:
- Использовать флюс на основе ортофосфорной кислоты
- Припой с содержанием серебра для лучшей адгезии
- Температура пайки 450-500°C
Как изготовить паяльную кислоту самостоятельно
При отсутствии готовой паяльной кислоты ее можно изготовить в домашних условиях. Для этого потребуется:
- Соляная кислота (техническая)
- Кусочки цинка (можно извлечь из старых батареек)
- Стеклянная емкость с плотно закрывающейся крышкой
Процесс изготовления:
- Налейте соляную кислоту в емкость, заполнив ее на 3/4 объема
- Добавляйте небольшие кусочки цинка в кислоту
- Дождитесь окончания химической реакции (прекращение выделения пузырьков)
- Отфильтруйте полученный раствор
- Перелейте готовую паяльную кислоту в удобную для использования тару
Важно: процесс сопровождается выделением водорода, поэтому работу следует проводить на открытом воздухе или в хорошо проветриваемом помещении!
Типичные ошибки при пайке с кислотой
При работе с паяльной кислотой новички часто допускают ряд ошибок:
- Недостаточная очистка поверхности перед пайкой
- Использование слишком большого количества кислоты
- Перегрев деталей во время пайки
- Несвоевременное удаление остатков флюса после пайки
- Игнорирование мер безопасности при работе с кислотой
Избегая этих ошибок, вы сможете добиться качественного и надежного соединения деталей.
Альтернативные методы пайки
Помимо пайки с использованием кислоты существуют и другие методы соединения металлов:
- Пайка с канифолью (для электроники и радиодеталей)
- Пайка с использованием паяльной пасты (для SMD-компонентов)
- Высокотемпературная пайка (для твердых сплавов)
- Лазерная пайка (для прецизионных соединений)
Выбор метода пайки зависит от типа соединяемых металлов, требуемой прочности соединения и доступного оборудования.
состав и предназначение, изготовление своими руками
Каждый человек, которому приходилось работать с радиоэлектроникой, неоднократно использовал паяльник для решения своих задач, поэтому он знает, в чём заключается принцип работы подобного оборудования. Но из-за неприятного запаха, издаваемого при обработке конструкции с помощью классического припоя, а также существенных сложностей на разных этапах действия, такая технология не пользуется особым спросом и имеет ряд более простых аналогов.
- Инструкции по использованию
- Особенности пайки металлов
- Серебро
- Платы
- Медь
- Другие особенности пайки
- Заключение
Назначение паяльной кислоты
Чтобы сделать предстоящую пайку более продуктивной многие сварщики используют специальные вещества — флюсы, с помощью которых припой растекается равномерно по месту спайки. Среди основных флюсов выделяют канифоль и паяльную кислоту. Первый вариант незаменим при пайке меди и серебра, а кислоту применяют в особо сложных случаях. Как действует паяльная кислота, состав и другие особенности такого вещества — основные вопросы, волнующие многих неопытных новичков.
Первый вариант незаменим при пайке меди и серебра, а кислоту применяют в особо сложных случаях. Как действует паяльная кислота, состав и другие особенности такого вещества — основные вопросы, волнующие многих неопытных новичков.
Если выделить основные рекомендации для успешной пайки с помощью кислоты, то они будут выглядеть следующим образом:
- При выборе подходящего решения необходимо разобраться с типом металла или сплава. При спайке железа, в том числе и оцинкованного, используется уникальная разновидность паяльной кислоты, представленная раствором хлората цинка. Спайка нержавеющей стали проводится с помощью ортофосфорной кислоты для пайки, а также многокомпонентных флюсов. Такой материал, как
алюминий не поддаётся спайке, что связано с отсутствием подходящих флюсов, способных растворить оксидную пленку материала. Кислоту нельзя использовать для пайки печатных плат, ведь это повышает риск образования коррозийных элементов и замыкания между проводниками.

- Если вы намерены применить паяльную кислоту для своих целей, можно приобрести её в соответствующем магазине в виде пасты. Тем не менее многие сварщики изготавливают паяльную кислоту своими руками, утверждая, что такое действие не требует особых сложностей. Вам нужно взять около 100 мл соляной кислоты, положить в неё кусочки цинка, например, изъятого из батареек, и дождаться завершения химической реакции, в процессе которой произойдёт выделение водорода. Учитывая эту особенность, мероприятие лучше проводить
Инструкции по использованию
- Непосредственно перед спайкой требуется зачистить поверхность напильником или наждачной бумагой, что позволит избежать всевозможных загрязнений.
- На место спайки следует нанести кислоту, для чего можно использовать кисточку.
 Дальше требуется покрыть спаиваемую конструкцию припоем, выполненным на основе олова или его сплава. Если вещество не ложится равномерно, придётся повторить обработку кислотой
ещё раз.
Дальше требуется покрыть спаиваемую конструкцию припоем, выполненным на основе олова или его сплава. Если вещество не ложится равномерно, придётся повторить обработку кислотой
ещё раз. - На следующем этапе осторожно спаяйте поверхности. Работая с нагретым паяльником, не забывайте о правилах безопасности и старайтесь не захламлять рабочую зону материалами, которые очень быстро возгораются.
- После завершения процедуры кислоту следует нейтрализовать, применяя щелочь, например, раствор соды, а затем промыть место спайки, чтобы избавиться от остатков кислоты. В редких случаях роль флюса выполняет ацетилсалициловая кислота, правда её использование требует более сложного подхода.
Особенности пайки металлов
Серебро
Если вам приходилось работать с паяльником, то вы знаете, что пайка — это своеобразный вид неразъёмного соединения металлических изделий посредством легкоплавкого металла. Сама технология подбирается с учётом типа металлов, которые подлежат пайке, а также окружающих условий, где будет выполнено действие. Для примера, обработка печатных плат из какой-нибудь электроники и ремонт ювелирных изделий из серебра
Сама технология подбирается с учётом типа металлов, которые подлежат пайке, а также окружающих условий, где будет выполнено действие. Для примера, обработка печатных плат из какой-нибудь электроники и ремонт ювелирных изделий из серебра
При такой пайке вам следует воспользоваться паяльником, припоем, а также флюсом, в качестве которого используется колофоний.
Пошаговая инструкция выглядит так:
- Не секрет, что для пайки элементов с высоким содержанием серебра применяется припой, в котором присутствует около 60% олова и 40% свинца, который способен расплавляться при температурном режиме 180 градусов Цельсия. Постарайтесь приготовить припой, который будет незаменимым для спайки электронных схем. Такое изделие представляет собой тонкие трубки, которые заполнены смолой и выполняют роль флюса.
- Поверхность, которая будет поддаваться пайке, должна быть предварительно очищена от любых дефектов и неровностей, которые могут появиться при воздействии оксидной пленки.
 В таком случае нагретый припой сможет создать эффективное соединение с серебром.
В таком случае нагретый припой сможет создать эффективное соединение с серебром. - Деталь в зоне пайки прогревают до таких температур, чтобы началось естественное плавление припоя. Однако на данном этапе не избежать некоторых трудностей, которые могут быть связаны с недостаточным запасом мощности паяльника для достаточно качественного прогрева. При пайке серебряных изделий важно защитить место от возможных воздействий кислорода воздуха. В данном случае используется колофоний, способный создать над местом пайки защитную пленку.
- Что касается пайки ювелирных изделий, то её проводят посредством высокотемпературных припоев, которые соответствуют пробе металла, или с помощью припоев более низкой пробы, но содержащих серебро. Пайка ювелирных изделий оловом необходима лишь в самых крайних случаях, и только после предварительного соглашения всех деталей с владельцем кольца, цепочки, браслета или прочего изделия. Если не знать, как правильно выполнять такое действие, это может стать причиной повреждения дорогостоящей конструкции.

Платы
Не секрет, что запаивание радиодеталей в платы — процесс несложный. Его гораздо проще выполнить, чем соединить свободные провода, т. к. отверстия в платах предназначаются для фиксации припаиваемых деталей. Однако нужно понимать, что конечный результат напрямую связан с опытом и ответственностью рабочего. Первую схему, которую собирают на макетной плате, нельзя назвать очень удачной. Но не стоит переживать — через какое-то время качество соединений существенно вырастет.
Пошаговая инструкция и особенности такой пайки состоят в следующих моментах:
- Основная цель предстоящей работы заключается в эффективном соединении микросхемы с платой, чтобы получилась равномерно хорошая спайка. Мероприятие можно разделить на несколько отдельных этапов.
- Для начала необходимо одновременно подвести припой и жало уже прогретого инструмента к зоне, где требуется соединение. Важно соблюдать ключевое правило, делая так, чтобы жало паяльника полностью соприкасалось с обрабатываемым выводом и самой платой.

- При обработке нельзя менять положение жала паяльника, до момента, пока всё место контакта не покроется равномерным слоем припоя. В большинстве случаев на это уходит от 0,5 до 1 секунды. Такой временной промежуток обеспечивает достаточный нагрев места пайки.
- На следующем этапе вам нужно обвести жало инструмента возле обрабатываемого контакта по полукругу, передвигая во встречном направлении припой. Таким же образом следует нанести на место пайки ещё один миллиметр припоя. За этот период выбранный участок прогреется достаточно хорошо, поэтому расплавившийся под воздействием поверхностного натяжения припой распределится по контактной площадке равномерным образом.
- После успешного нанесения необходимого количества припоя на выбранное место, можно отвести проволоку от спаиваемой зоны.
- И на последнем этапе следует осуществить быстрый отвод жала в сторону. За небольшой временной промежуток жидкое вещество, с небольшим слоем флюса, обретет окончательную форму и застынет, создав прочное соединение.

Важно понимать, что при достаточном прогревании жала, действие не займёт больше 1 секунды. Старайтесь оттачивать своё мастерство и следуйте за рекомендациями профессионалов. Таким образом вы сможете достичь невероятных успехов.
Медь
Научится паять может каждый мужчина, ведь такая процедура не требует особых навыков или секретов. В любом случае умение проводить пайку может стать очень полезным и пригодиться в быту, где требуется соединять провода и детали электросхем, ремонтировать радиатор автомобиля, а также монтировать медные элементы трубопровода.
Не секрет, что медь относится к тем материалам, которые очень хорошо поддаются пайке. К тому же поверхность изделий из этого металла с лёгкостью очищается от оксидной пленки, загрязнений, неровностей и прочих дефектов без использования дорогостоящих химикатов, и агрессивных средств. Большинство металлов легкоплавкого типа отличаются превосходной адгезией (сцеплением поверхностей) с медью, и не требуют использования дорогих или сложных флюсов. Медь практически не вступает во взаимодействие с воздухом при нагревании.
Медь практически не вступает во взаимодействие с воздухом при нагревании.
За счёт таких уникальных свойств, металл можно паять в самых различных окружающих условиях, применяя различные типы флюсов и припоев.
Чтобы провести пайку деталей, следует использовать электрические паяльники или паяльные станции с разной мощностью. Известно, что чем больше масса и объём детали, тем выше должны быть показатели мощности рабочего инструмента. Если вы никогда раньше не практиковали пайку, возможно, лучшим решением станет устройство мощностью 25−50 Вт.
Другие особенности пайки
На этапе обучения у многих новичков возникает вопрос: «а что такое припой и флюс». Припой представляет собой распространенную разновидность легкоплавкого металла, который требуется для успешной пайки радиосхем, элементов электроники и ювелирных изделий. Чаще всего припой создаётся из олова, но в чистом виде такой металл стоит недешево, поэтому его используют лишь для лужения и пайки посуды, которая применяется для хранения и приготовления еды.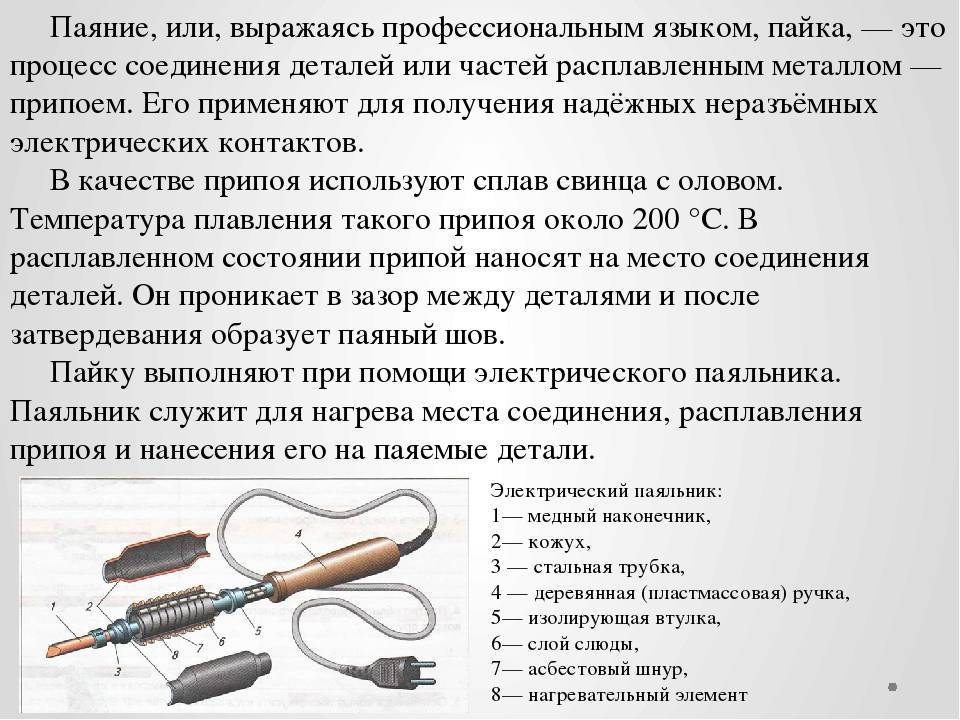 При необходимости выполнить пайку проводов и электросхем, задействуется вариант оловянно-свинцового припоя.
При необходимости выполнить пайку проводов и электросхем, задействуется вариант оловянно-свинцового припоя.
При выполнении паяльных работ вам могут понадобиться такие инструменты и принадлежности:
- подставка под паяльное устройство;
- бокорезы;
- плоскогубцы;
- пинцет;
- канцелярский нож;
- тиски;
- оловоотсос или оплетка из меди.
Сам процесс пайки включает в себя несколько действий:
- Зачистку выбранной зоны до блеска.
- Окунание жала паяльника в канифоль для более эффективной очистки.
- Плотное прижимание соединяемых элементов друг с другом.
- Затем требует приложить к месту соединения таких частей паяльник с небольшим количеством припоя на конце.
- Дальше жалом паяльника нужно провести по детали или проводу, делая это максимально быстро, чтобы избежать выгорания канифоли на жале.
- Место пайки следует тщательно прогреть, чтобы канифоль при плавлении покрыл всю поверхность детали, а припой заполнил зазор между деталями.

- Не забудьте удалить излишек припоя с помощью паяльника или оловоотсоса. Также не помешает применение оплетки.
Если все операции выполнены в точности установленными правилами, твёрдость припоя станет максимальной, а его распределение будет равномерным.
Если на этапе затвердевания припоя спаянные детали перемещались с места, скорее всего, пайка недостаточно хорошая. Чтобы избежать такого хода событий, достаточно научится не допускать многих ошибок.
Заключение
Учитывая вышеизложенную информацию, можно с уверенностью заявить, что при желании и наличии соответствующего руководства, постичь все секреты мастерства пайки можно за несколько часов и экспериментов. Главное — не сдаваться при столкновении с ошибками и неприятностями. В бытовых условиях можно научится паять самыми различными способами, что позволит добиться максимально качественного крепления деталей и герметичности ёмкостей. Сегодня с помощью паяльной кислоты можно успешно соединить практически все разновидности металлов и сплавов, электрические провода, корпуса радиаторов автомобиля, посуду из металла и множество других предметов повседневного обихода.
Сегодня с помощью паяльной кислоты можно успешно соединить практически все разновидности металлов и сплавов, электрические провода, корпуса радиаторов автомобиля, посуду из металла и множество других предметов повседневного обихода.
виды кислот и полезные советы
Инструмент
shishkin 1 Комментарий
Каждый, кто умеет паять знает, что кроме хорошего, проверенного паяльника для работы требуется еще качественный припой и флюс. В качестве припоя обычно выступает сплав олова и свинца, выполненный в виде проволоки. Толщина проволоки, а также количественные пропорции состава могут изменяться в зависимости от назначения припоя.
В качестве флюса для пайки в домашних условиях чаще всего выступает канифоль. Она позволяет быстро и аккуратно спаять медные детали: провода различного сечения, трубки или другие изделия.
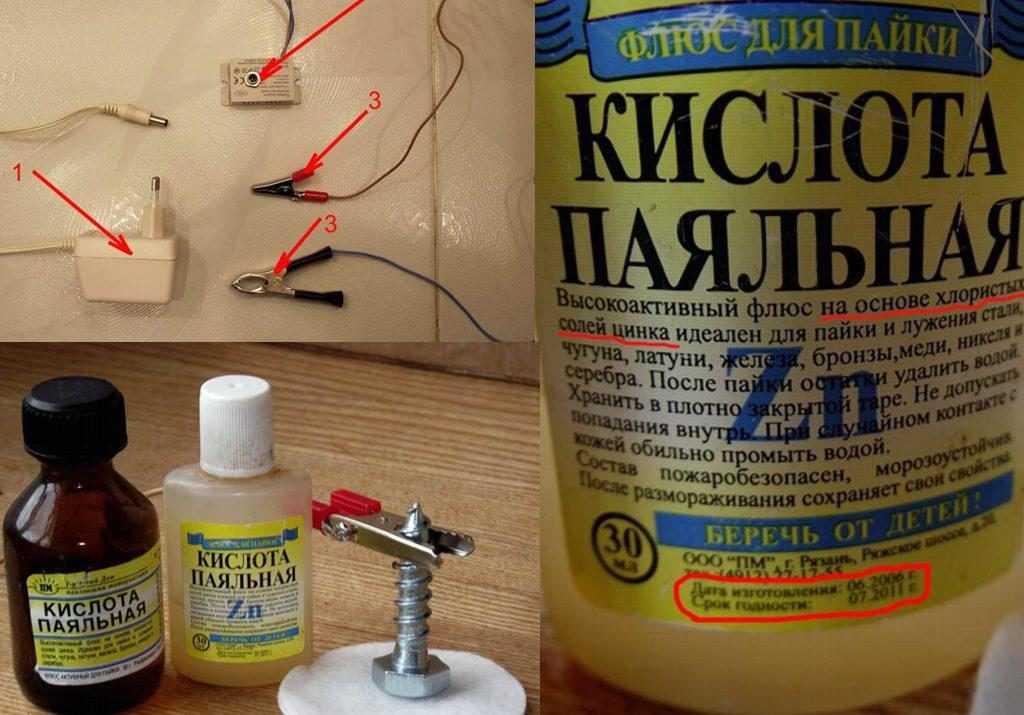
Помимо канифоли, распространено лужение паяльной кислотой.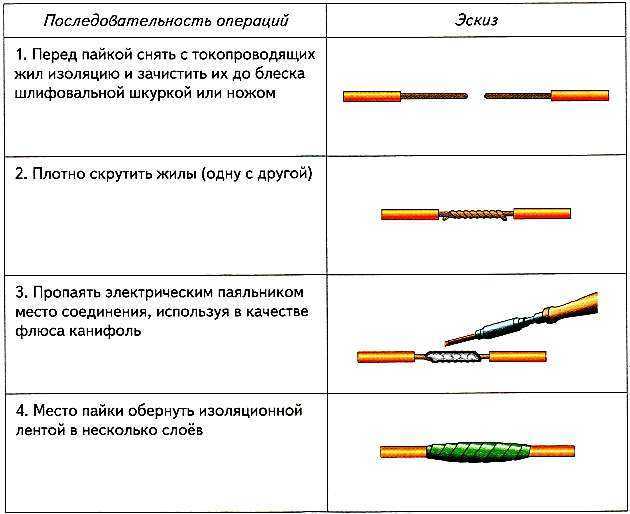 С ее помощью можно паять различные изделия из алюминия, бронзы, нержавейки, латуни, никеля и стали. О видах и способах применения паяльной кислоты пойдет речь далее.
С ее помощью можно паять различные изделия из алюминия, бронзы, нержавейки, латуни, никеля и стали. О видах и способах применения паяльной кислоты пойдет речь далее.
Виды кислотных флюсов
В качестве флюса при пайке используется два вида специально подготовленной кислоты:
- Соляная;
- Ортофосфорная.
Их основное назначение – убрать с области пайки различные загрязнения и продукты окисления, создать условия для качественного, равномерного растекания припоя по рабочей поверхности. Этим достигается надежное соединение двух деталей с аккуратным швом.
Кроме этого, применение кислотного флюса препятствует образованию окислов в процессе эксплуатации изделия, что положительно сказывается на долговечности соединения.
Обратите внимание! Пользоваться кислотным флюсом для работы с электронными платами категорически запрещено. Кроме разрушающего действия на хрупкие элементы, кислота способна создать дополнительные токопроводящие каналы, что неизбежно приведет к выходу платы из строя.

Ортофосфорная кислота
При обработке этим флюсом металлической поверхности, образуется защитная пленка, которая защищает материал от дальнейшего ржавления.
Описание и характеристики
Обычно ортофосфорная кислота бесцветна. В некоторых случаях обладает светло-желтым оттенком. Изредка встречается состав, имеющий несколько мутный цвет, что не является нарушением или показателем плохого качества продукта.
Отметим, что ортофосфорный флюс – материал неорганического происхождения. В обычных условиях представляет собой пастообразную субстанцию, с явно выраженной гигроскопичной структурой. При нагревании превращается в жидкую пирофосфорную кислоту, отлично растекающуюся по поверхности. Что важно, после обратного застывания, легко растворяется в воде.
Применение
При помощи ортофосфорного состава можно паять углеродистые стали, сплавы никеля и меди. Рабочая температура при этом должна составлять 300–350 °C. При нанесении на металл происходит растворение оксидного слоя. После нанесения припоя, кислотная пленка разрыхляется и всплывает на поверхность. После застывания пленка сохраняет свои защитные свойства, предохраняя стык от повторного окисления.
После нанесения припоя, кислотная пленка разрыхляется и всплывает на поверхность. После застывания пленка сохраняет свои защитные свойства, предохраняя стык от повторного окисления.
По окончании пайки, изделие необходимо промыть водой для удаления остатков кислоты.
Соляная кислота
Флюс на основе соляной кислоты является сложным химическим веществом. Обычно продается в небольших флаконах под называнием паяльная кислота. Имеет желтоватый оттенок и резкий специфический запах. Обладает способностью растворять большинство металлов, разъедает кожу и мышечную ткань. Поэтому паять этим составом нужно соблюдая меры предосторожности.
[ads-pc-1][ads-mob-1]
Применение
Соляной кислотой можно паять алюминий, нержавеющую сталь, серебро и различные сплавы. Также при помощи такого флюса осуществляется лужение, пайка оцинкованной стали. Такой метод нашел широкое применение при кровельных работах, организации наружного водостока.
Изготовление своими руками
При некоторых знаниях, паяльную кислоту вполне возможно изготовить в домашних условиях. Для этого потребуются следующие ингредиенты:
- Чистая соляная кислота;
- Кусочки цинка, которые можно приобрести в магазине химических реактивов или достать из разобранной пальчиковой батарейки;
- Небольшой стеклянный пузырек с толстыми стенками.
Пузырек наполняется соляной кислотой на ¾ от объема. При добавлении цинка начнется химическая реакция, в процессе которой выделяется водород. Поэтому такие манипуляции лучше проводить на открытом воздухе. Кусочки цинка добавляются до тех пор, пока реакция не остановится и образуется серый осадок.
Готовую паяльную кислоту следует перелить в другую емкость для хранения и использования.
Как паять при помощи кислоты
Как уже отмечалось, кислотные флюсы применяются для пайки различных металлов и их сплавов. Такие работы имеют свои нюансы, которые рассмотрены ниже:
- Поверхности, которые нужно спаять, очищаются от загрязнения и ржавчины.
 Делается это напильником или наждачной бумагой;
Делается это напильником или наждачной бумагой; - Далее, на обе поверхности наносится кислотный флюс. Сделать это можно при помощи кисточки. Удобно, если емкость для хранения – пластиковая бутылочка с дозатором или просто узкой насадкой. Это позволит аккуратно нанести кислоту в нужном количестве;
- После этого разогретым паяльником наносится припой на обе обработанные паяльной кислотой поверхности. Это называется лужением.
Две луженые детали легко спаиваются между собой: ровная пленка припоя позволяет выполнить ровный и однородный стык, который отличается надежностью и прочностью.
Закончив паять, нужно удалить остатки кислоты, чтобы она дальше не разъедала металл. Для этого используется присыпка из обычной пищевой соды, которая затем смывается водой.
Меры предосторожности
Так как паяльная кислота является агрессивным веществом, обращение с ней требует особых мер предосторожности.
Хранить емкость с кислотным флюсом нужно в плотно закрытой заводской таре. Следует ограничить попадание солнечных лучей, лучше, если помещение будет прохладным. Также важно, чтобы место хранения емкости было недоступным для детей.
Следует ограничить попадание солнечных лучей, лучше, если помещение будет прохладным. Также важно, чтобы место хранения емкости было недоступным для детей.
Паять с применением кислоты нужно в проветриваемом помещении, желательно со сквозной вентиляцией (открыть окна и двери). Работать нужно в защитных очках, применять марлевую повязку и перчатки. При попадании на кожные покровы, место обрабатывается щелочью, после чего промывается проточной водой.
Подводим итоги
Разобравшись с видами и особенностями кислотных флюсов, можно смело приступать к практическому применению полученных знаний. Такие умения широко применяются домашними умельцами для пайки прохудившихся кастрюль, ведер и других элементов домашнего обихода.
Как паять нержавеющую сталь паяльником?
Иногда при монтаже сантехнических и кровельных работ вам может понадобиться соединить вместе два куска нержавеющей стали. В таких случаях пайка является одним из самых дешевых и простых решений.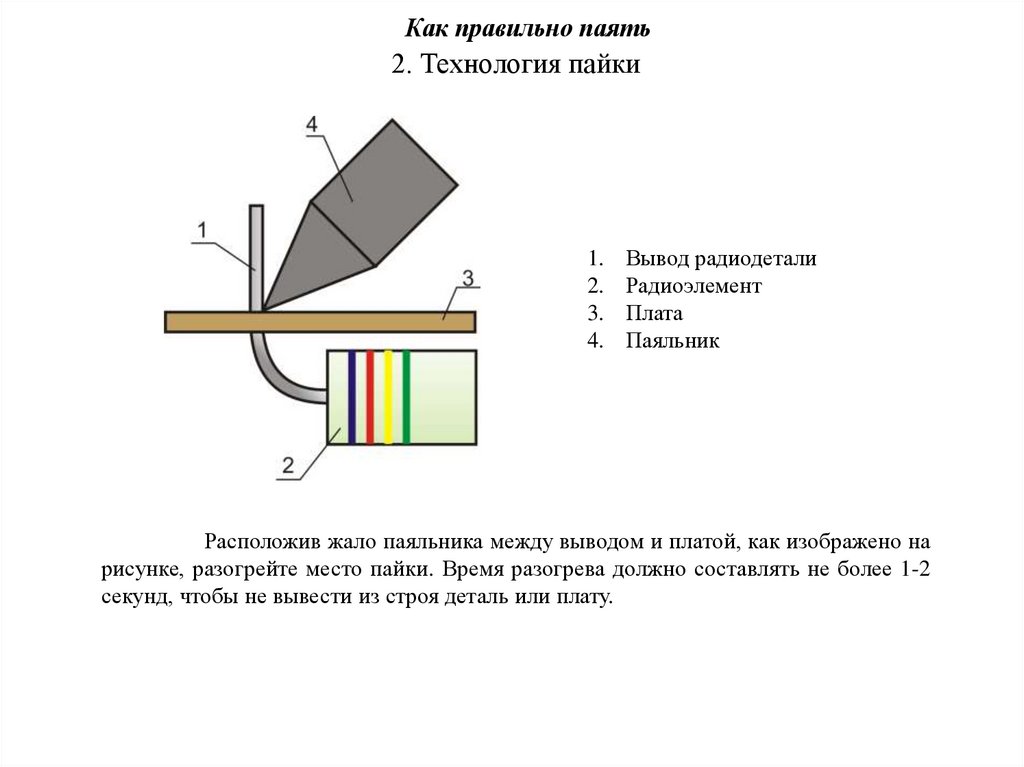 Поскольку температура плавления припоя намного ниже, чем у нержавеющей стали, его можно безопасно использовать для соединения двух деталей из нержавеющей стали.
Поскольку температура плавления припоя намного ниже, чем у нержавеющей стали, его можно безопасно использовать для соединения двух деталей из нержавеющей стали.
К сожалению, все металлы склонны к образованию оксидного слоя на поверхности, если их оставить на воздухе. С другой стороны, нержавеющая сталь имеет довольно стойкий оксидный слой. Этот оксидный слой препятствует прилипанию припоя к поверхности.
Описание
Предварительная обработка нержавеющей стали
Как уже говорилось, оксидный слой затрудняет сцепление припоя с нержавеющей сталью. Поэтому перед пайкой поверхность нержавейки необходимо обработать для удаления оксидного слоя.
1. Работайте в хорошо проветриваемом помещении и надевайте защитное снаряжение
Обработка поверхностей из нержавеющей стали требует использования химикатов и токсинов, которые могут нанести вам физический вред. Поэтому перед тем, как приступить к обработке поверхности из нержавейки, необходимо принять все необходимые меры предосторожности.
Первое и самое главное — надевайте защитные очки. Это связано с тем, что если какой-либо из растворителей или химических веществ попадет в глаза, это может привести к серьезному повреждению.
Следующее, о чем стоит беспокоиться, это токсичные газы или пары, которые могут выделять химикаты. Хотя ношение маски дает вам некоторый уровень защиты, всегда рекомендуется работать на открытом воздухе. Если вы работаете в закрытом помещении, убедитесь, что оно хорошо проветривается. Держите окна и двери открытыми в течение всего процесса.
2. Протрите поверхность из нержавеющей стали растворителем для удаления масла и жира
Масляные и жировые загрязнения также препятствуют прилипанию припоя к поверхности. Их следует чистить в первую очередь. Просто налейте обильное количество растворителя на тряпку и протрите поверхность. Изопропиловый спирт является отличным растворителем для этой цели. Однако для удаления жира этого может быть недостаточно. В таких случаях нужно использовать ацетон.
Конечно, вы должны соблюдать осторожность при обращении с ацетоном, так как он не только вызывает коррозию, но и легко воспламеняется. Держите подальше открытый огонь и надевайте защитные перчатки. Держите под рукой немного воды на случай, если вы в конечном итоге прольете ее на кожу.
3. Удалите твердые загрязнения с помощью металлической проволочной щетки
Некоторые твердые загрязнения, такие как пыль и т. д., невозможно удалить с помощью растворителей. Поэтому единственный способ удалить их — использовать металлическую щетку. Вы также можете немного сделать поверхность шероховатой, чтобы припой лучше прилипал к ней.
4. Нанесите флюс на кислотной основе на стальную поверхность
Даже после очистки поверхности растворителями и металлическими щетками оксидный слой останется. Если его не удалить, припой не прилипнет. Следовательно, лучшим решением будет обработка поверхности флюсом на кислотной основе. Флюс представляет собой пастообразное вещество, которое при плавлении становится коррозионно-активным и разъедает поверхность оксида, обнажая металл под ним.
Следует использовать флюс, специально предназначенный для нержавеющей стали. Лучше всего для этой цели подходят флюсы на кислотной основе. Вы можете использовать кисть или кусок ткани, чтобы нанести флюсовую пасту на все поверхности соединяемых деталей.
Связывание металлов
1. Для наилучшего скрепления используйте припой, содержащий не менее 50% олова
На рынке доступны различные виды припоев. Они различаются по составу. Для соединения с нержавеющей сталью вам потребуется припой, состоящий более чем на 50% из олова. Еще одним большим преимуществом использования припоя с высоким содержанием олова является то, что он соответствует цвету поверхности нержавеющей стали и не слишком влияет на ее внешний вид. Припой, содержащий серебро, образует еще более прочную связь с нержавеющей сталью. Однако для плавления потребуется гораздо больше времени.
2. Зажмите 2 металлические детали, которые вы спаиваете, чтобы они касались друг друга
Для пайки вам нужно использовать обе руки. Таким образом, во время пайки у вас не будет свободных рук, чтобы скрепить металлические детали. Следовательно, две части должны быть зажаты вместе. Вы можете сделать это, купив паяльную стойку или настольные тиски.
Таким образом, во время пайки у вас не будет свободных рук, чтобы скрепить металлические детали. Следовательно, две части должны быть зажаты вместе. Вы можете сделать это, купив паяльную стойку или настольные тиски.
3. Предварительно нагрейте обе металлические поверхности нагревательным устройством
Поскольку температура плавления припоя намного ниже, чем у нержавеющей стали, вы можете нагревать нержавеющую сталь с помощью пламени или горелки до тех пор, пока она не станет достаточно горячей, чтобы расплавить припой. припой. Вы можете прикоснуться к припою, чтобы проверить, достаточно ли он горячий, чтобы припой расплавился.
4. Расплавьте немного припоя на нестальном металле, если вы его используете. поверхность нестального металла. Это улучшит сцепление и облегчит пайку. Не забудьте раскатать достаточное количество припоя, чтобы держать нагревательный элемент подальше от рук.
5. Нанесите припой на стык двух металлических деталей
Когда металлические детали, которые должны быть спаяны, предварительно покрыты припоем, они имеют тенденцию связываться намного легче. Прикоснитесь к проволоке припоя в месте соединения металлических частей. Припой расплавится и потечет по стыку. Вы также должны вручную нанести расплавленный припой по всему стыку. Как только температура понизится, припой затвердеет, и две детали будут соединены вместе.
Прикоснитесь к проволоке припоя в месте соединения металлических частей. Припой расплавится и потечет по стыку. Вы также должны вручную нанести расплавленный припой по всему стыку. Как только температура понизится, припой затвердеет, и две детали будут соединены вместе.
6. Очистите соединение теплой проточной водой, чтобы удалить остатки флюса.
Кислый остаток флюса, который остается после пайки, вызывает коррозию. Следовательно, он может разъедать металлические детали. Поэтому, чтобы избежать этого, используйте воду или изопропиловый спирт для удаления остатков флюса с поверхности. Кроме того, вы также можете очистить участок щеткой или губкой, чтобы удалить остатки флюса.
Заключение
Паять нержавеющую сталь не так сложно, как кажется. Если все сделано правильно, это займет всего пару минут. Самое главное — очистить поверхность от любых загрязнений и окислов перед нанесением припоя. Также очень важно удалить остатки флюса после пайки, чтобы соединение прослужило долго и не подвергалось коррозии.
| —- Люлька Советы от солнца
|
 При пайке свинца
Я предпочитаю флюс на основе олеиновой кислоты. Это флюс на масляной основе, поэтому
не будет слишком быстро сохнуть. Вы можете флюсовать всю сторону панели
а потом припаять. Для пайки медной фольги я использую хлорид цинка.
флюс (Старый Мастер Новикан). Это флюс на водной основе.
быть мокрым, чтобы быть эффективным. Поэтому не забегайте слишком далеко вперед
при использовании флюса на водной основе.
При пайке свинца
Я предпочитаю флюс на основе олеиновой кислоты. Это флюс на масляной основе, поэтому
не будет слишком быстро сохнуть. Вы можете флюсовать всю сторону панели
а потом припаять. Для пайки медной фольги я использую хлорид цинка.
флюс (Старый Мастер Новикан). Это флюс на водной основе.
быть мокрым, чтобы быть эффективным. Поэтому не забегайте слишком далеко вперед
при использовании флюса на водной основе.  Свинец должен быть чистым
и яркий для начала. Если это довольно новая зацепка, она должна быть
пайка без дополнительной подготовки. Однако, если вести
потускнел и окислился, вы должны удалить свинец в этом месте, чтобы
спаять лезвием свинцового ножа. Некоторые рекомендуют чистить
свинца проволочной щеткой, но я не нахожу это удовлетворительным
метод. Утюг держат сверху (как нож для хлеба)
для того, чтобы получить рукоятку достаточно низко, чтобы кончик был плоским на
ведущий. Вы захотите плотно прижаться к поводку, чтобы передать
тепло в лидерство. Припой сматывается с рулона и
удлиненный между железным наконечником и свинцом, чтобы расплавить 1/8 »
или так шт. Чтобы нагреть оба куска свинца, вам может понадобиться
слегка покачать наконечник, чтобы он коснулся всех припаиваемых выводов.
Отодвиньте рулон припоя (чтобы он не прилипал)
и как только припой расплавится и растечется, поднимите утюг прямо
вверх.
Свинец должен быть чистым
и яркий для начала. Если это довольно новая зацепка, она должна быть
пайка без дополнительной подготовки. Однако, если вести
потускнел и окислился, вы должны удалить свинец в этом месте, чтобы
спаять лезвием свинцового ножа. Некоторые рекомендуют чистить
свинца проволочной щеткой, но я не нахожу это удовлетворительным
метод. Утюг держат сверху (как нож для хлеба)
для того, чтобы получить рукоятку достаточно низко, чтобы кончик был плоским на
ведущий. Вы захотите плотно прижаться к поводку, чтобы передать
тепло в лидерство. Припой сматывается с рулона и
удлиненный между железным наконечником и свинцом, чтобы расплавить 1/8 »
или так шт. Чтобы нагреть оба куска свинца, вам может понадобиться
слегка покачать наконечник, чтобы он коснулся всех припаиваемых выводов.
Отодвиньте рулон припоя (чтобы он не прилипал)
и как только припой расплавится и растечется, поднимите утюг прямо
вверх. Избегайте «краски» или волочения утюга. Объект
должен иметь блестящий, гладкий, слегка закругленный паяный шов. Там
не должно быть точек, торчащих из места пайки. Если припой
соединение неудовлетворительно, вы можете оплавить и перепаять. Не
нанести слишком много припоя. Легче добавить больше припоя, чем
удалить лишнее. Вернуться к началу:
Избегайте «краски» или волочения утюга. Объект
должен иметь блестящий, гладкий, слегка закругленный паяный шов. Там
не должно быть точек, торчащих из места пайки. Если припой
соединение неудовлетворительно, вы можете оплавить и перепаять. Не
нанести слишком много припоя. Легче добавить больше припоя, чем
удалить лишнее. Вернуться к началу: