Как правильно паять алюминий в домашних условиях. Какие инструменты и материалы потребуются для пайки алюминия. Какие существуют особенности и сложности при пайке алюминиевых деталей. Какие методы пайки алюминия наиболее эффективны.
Особенности пайки алюминия
Алюминий обладает рядом свойств, которые усложняют процесс его пайки:
- Быстрое образование прочной оксидной пленки на поверхности
- Низкая температура плавления (660°C)
- Высокая теплопроводность
- Склонность к деформации при нагреве
Из-за этих особенностей обычные методы пайки для алюминия не подходят. Требуется специальный подход с использованием правильных материалов и инструментов.
Необходимые инструменты и материалы
Для пайки алюминия потребуются:
- Мощный паяльник (100-200 Вт) или газовая горелка
- Специальный припой для алюминия
- Активный флюс для алюминия
- Наждачная бумага или металлическая щетка
- Обезжириватель (ацетон, спирт)
Выбор припоя для алюминия
Для пайки алюминия подходят следующие виды припоев:
- Оловянно-цинковые (ПОЦ)
- Цинк-алюминиевые (ZnAl)
- Алюминиево-кремниевые (AlSi)
Наиболее распространены припои на основе олова и цинка. Они имеют низкую температуру плавления (около 200°C) и хорошо смачивают алюминий.
Выбор флюса для пайки алюминия
Для пайки алюминия требуются специальные активные флюсы, способные разрушить оксидную пленку. Подходящие марки флюсов:
- Ф-34А
- Ф-64
- ФСКа
- ФТБф
Эти флюсы содержат активные компоненты, такие как хлориды цинка и аммония, фториды и др. Они эффективно очищают поверхность алюминия от оксидов.
Подготовка поверхности алюминия к пайке
Перед пайкой необходимо тщательно подготовить поверхность алюминия:
- Очистить место пайки от загрязнений
- Обезжирить ацетоном или спиртом
- Зачистить наждачной бумагой или металлической щеткой до металлического блеска
- Сразу же нанести флюс, чтобы предотвратить повторное окисление
Качественная подготовка поверхности — залог успешной пайки алюминия.
Метод пайки алюминия паяльником
Пошаговый процесс пайки алюминия паяльником:

- Разогреть паяльник до 300-350°C
- Нанести флюс на место пайки
- Прогреть место пайки паяльником
- Приложить припой, дождаться его плавления
- Равномерно распределить припой по месту пайки
- Дать соединению остыть
Для пайки алюминия подойдет паяльник мощностью 100-200 Вт. Важно не перегревать место пайки, чтобы не расплавить сам алюминий.
Метод пайки алюминия газовой горелкой
Пайка газовой горелкой позволяет работать с более крупными деталями:
- Нанести флюс на место пайки
- Равномерно прогреть деталь горелкой
- Нагреть место пайки до 200-250°C
- Приложить припой, дать ему расплавиться
- Распределить припой по месту пайки
- Дать остыть естественным путем
Преимущество этого метода — возможность быстро прогреть крупные детали. Недостаток — сложнее контролировать температуру.
Особенности пайки алюминиевых проводов
При пайке алюминиевых проводов нужно учитывать следующее:
- Использовать припой с содержанием цинка для лучшей адгезии
- Тщательно зачищать провода от оксидной пленки
- Применять активные флюсы
- Избегать перегрева проводов
- После пайки изолировать соединение
Качественная пайка алюминиевых проводов обеспечит надежный электрический контакт.

Меры безопасности при пайке алюминия
При работе с алюминием необходимо соблюдать следующие меры предосторожности:
- Использовать защитные очки и перчатки
- Работать в хорошо проветриваемом помещении
- Не вдыхать пары флюса
- Соблюдать осторожность при работе с нагревательными приборами
- Иметь под рукой средства пожаротушения
Безопасность — ключевой момент при выполнении любых паяльных работ.
Типичные ошибки при пайке алюминия
Начинающие мастера часто допускают следующие ошибки:
- Недостаточная очистка поверхности от оксидов
- Использование неподходящего припоя или флюса
- Перегрев алюминиевой детали
- Недостаточный прогрев крупных деталей
- Неравномерное распределение припоя
Избегая этих ошибок, можно значительно повысить качество пайки алюминия.
Заключение
Пайка алюминия — непростой процесс, требующий определенных навыков и правильных материалов. Однако, соблюдая описанные рекомендации, можно успешно паять алюминиевые детали в домашних условиях. Главное — правильно подготовить поверхность, использовать специальные припои и флюсы, а также соблюдать температурный режим.

Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минут | Генератор идей
Сегодня будет весьма полезный материал для каждого, кто хоть раз сталкивался с такой проблемой, как пайка алюминия.
Да простят меня сварщики-аргонщики, которые работают в автосервисах и оказывают услуги по пайке алюминиевых радиаторов. Сначала маленькое вступление, а потом, очень интересные фото и видео.
У моего знакомого, весьма дорогой автомобиль, но любой автомобиль ломается, не важно, сколько он стоит.
У него начал подтекать масляный радиатор охлаждения коробки передач. В небольшой алюминиевой трубке образовалась маленькая щель, ее даже не видно визуально, но если завести машину, то оттуда начинает капать масло.
Согласитесь, менять радиатор на новый, который стоит 17.000 руб, как-то не целесообразно. Ехать к аргонщикам, тоже весьма дорогое удовольствие.
Можно конечно запаять, но это будет очень сложно, из-за оксидной пленки.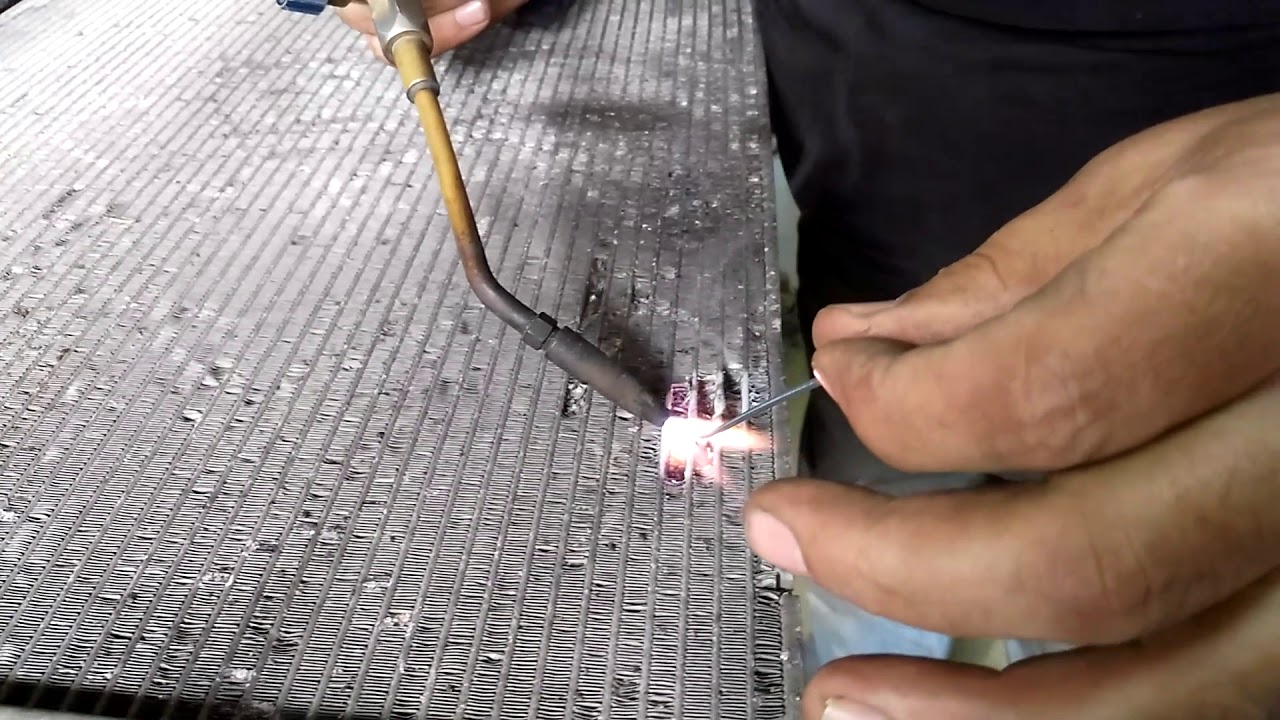 Еще, можно залепить холодной сваркой) кто-то так делает.
Еще, можно залепить холодной сваркой) кто-то так делает.
Но времена меняются и на рынках появился вот такой припой, под названием HTS-2000 или Castolin 192.
Это цинковая трубка с наполнением из порошкового флюса. Как раз, данный флюс и растворяет оксидную пленку алюминия.
Сам процесс пайки очень простой, для этого, нам понадобится обычная газовая горелка.
Но, нужно понимать, что обычная газовая горелка не в силах справится с большими заготовками.
Изделие, нужно прогревать до 400-500 градусов, иначе, ничего не получится.
Для примера, я возьму алюминиевую банку. Сделал два отверстия, сейчас, попробуем их запаять.
Зажимаем в тиски и начинаем нагревать с помощью газовой горелки.
Но, тут я перестарался и перегрел банку((( а как вы хотели, нужно будет немного научиться ей пользоваться. Да и сами понимаете, какая толщина стенок у банки)
Но мы не останавливаемся, давайте попробуем на другом примере.
Зачистил два провода.
Нагреваем, буквально 30 секунд.
Легким движением, припой начинает растекаться в необходимую для нас область.
В итоге получаем даже не пайку, а наверное сварку, которую невозможно разорвать руками.
Найти такой припой можно на строительных рынках или на авито, только ценник там будет весьма внушительный. Лучше всего, брать на али, тут вы точно купите то, что будет работать и по хорошей цене. Ссылка тут. Внимание, там есть трубки дешевле, но они без припоя !
Оцените, пожалуйста, материал и подписывайтесь на наш канал) Еще, мы тут: YouTube; ВКонтакте; Одноклассники
Как паять алюминий оловом своими руками
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой.
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 – 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминияЗаполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода – это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
правила и методы пайки алюминия паяльником
Алюминий – материал, плохо поддающийся пайке. Но, несмотря на это, ее вполне можно сделать и в домашних условиях. Конечно, для этого не подойдет обычный припой или флюс, рекомендуется использовать специализированн
Для чего может применяться пайка?
Пайка алюминия применяется, когда необходимо отремонтировать какую-то деталь, сделанную из этого материала или из сплавов, содержащих этот металл. Это могут быть и бытовые предметы, и запчасти автомобиля, и просто провода. Пайка во многих случаях проще и эффективнее сварки, особенно если дело касается мелких элементов. К тому же она не деформирует материал в результате его перегрева.
Чтобы успешно соединить все элементы паяльником, потребуется следующее:
-
Горелка для разогрева концов проводов.
-
Мощный паяльник.
-
Припой и флюс.
-
Стальная щетка для очистки верхнего слоя элементов.
-
Респиратор и защитная маска.
-
Перчатки.
Припой и флюс, необходимые для работы
Для пайки алюминиевых деталей можно использовать припои, состоящие из висмута и олова, можно использовать и олово с цинком. Хотя в некоторых случаях можно применить и ПОС-40 и 60. В последнем случае будет сложно добиться большой прочности. Но главное при этом – как паять, а не чем.
Но главное при этом – как паять, а не чем.
Чтобы залудить деталь, можно применять самые разнообразные материалы, вплоть до аспирина. Но лучше всё делать правильно и использовать материалы, предназначенные для пайки, а именно — флюс. Лучше всего подходят такие марки, как Ф34, Ф64, ФИМ или ФТБф. Чем качественней флюс, тем проще пройдет весь процесс.
Паяльник для алюминиевых деталей
Чтобы соединить такой прочный материал, понадобится паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт.
Стоит учитывать, что слишком мощный прибор может расплавить металл и нарушить его структуру.
В большинстве случаев мощность зависит от того, что именно необходимо паять. Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Подготовительные меры
Перед началом пайки деталь или провод необходимо правильно подготовить, то есть зачистить место соединения. Для этого с поверхности провода удаляется окисная пленка. Такое обезжиривание можно произвести с помощью бензина или ацетона, подойдет и любой другой растворитель.
Поверхность можно обработать шкуркой. Окисная пленка восстановится практически сразу же — это особенность алюминия. Но новая пленка будет значительно тоньше первоначальной, и с ней можно уже работать паяльником.
Метод пайки
Элемент или провод, который необходимо соединить, обрабатывается флюсом. Затем он нагревается при помощи паяльника. Делать это следует осторожно, не перегревая металл, не допускается его плавление.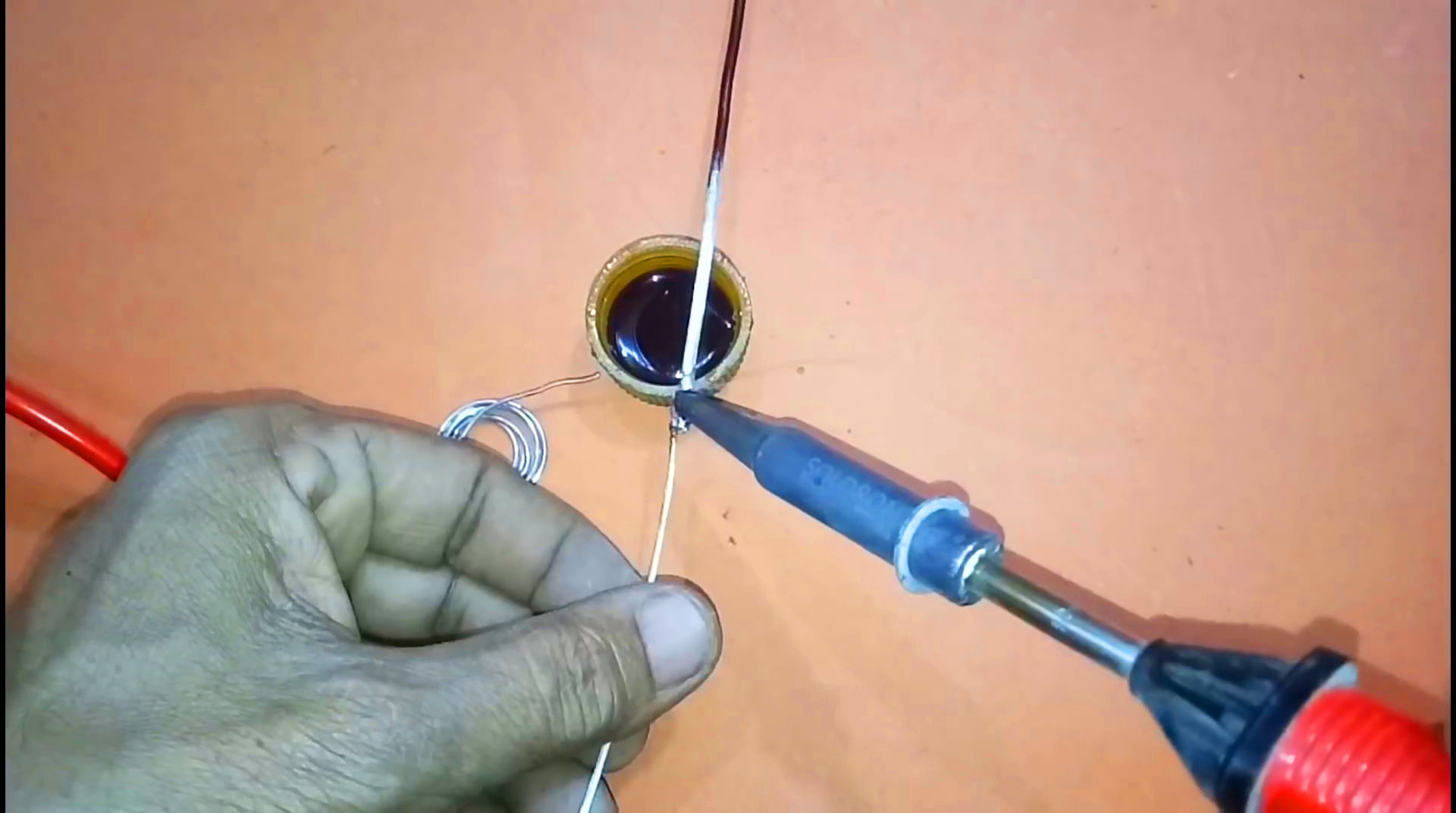 Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
В качестве припоя можно использовать олово. Особенно если под рукой нет специального. Припой плавится и равномерно распределяется на алюминиевой поверхности, после чего необходимые элементы соединяются. Кабеля или детали из алюминия, которые требуется соединить, должны крепко прижиматься друг к другу луженой поверхностью. Соединение, сделанное таким образом, будет очень прочным при условии, что всё проделано правильно.
Полезные советы
Чтобы упростить процесс соединения двух алюминиевых концов, можно воспользоваться паяльной лампой, нагревая с её помощью концы. Таким образом припой будет легче ложиться. Главное при этом не перегреть металл слишком сильно. Стоит учесть, что во время нагрева концов нагревается весь элемент или провод, поэтому его лучше не держать руками — можно использовать для этого плоскогубцы.
Важно работать в хорошо проветриваемом помещении, так как пары от флюса и припоя ядовиты и вредны для здоровья человека. Рекомендуется все работы проводить в респираторе и защитной маске, руки можно защитить с помощью плотных перчаток. Также крайне важно, чтобы поблизости на всякий случай располагался огнетушитель.
Похожие статьиПаяем алюминий | Мастер-класс своими руками
Бывают ситуации, когда необходимо паять алюминиевые изделия. Но из-за того что оксидная плёнка покрывает поверхность алюминия, припой к нему просто не липнет. В настоящее время разработаны припои и флюсы, специально предназначенные для этой цели. Но мы попробуем, справится с этой задачей старым дедовским способом.Внимание! Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.
Для пайки алюминия нам потребуется машинное масло (применяется для смазки швейных машин), небольшой кусок наждачной бумаги, канифоль и обычный припой для паяния радиодеталей.

Паяльник нужен по возможности мощный. Например, такой. Его мощность 65 Вт.
Паять будем дно алюминиевой пивной банки.
Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.
Куском наждачной бумаги зачищаем место пайки до блеска.
Наливаем на это место немного масла.
Далее растираем наждачной бумагой масляное пятно.
Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.
Паяльник к этому времени должен быть разогрет до рабочей температуры.
Окунаем жало паяльника в канифоль, набираем как можно больше припоя, окунаем снова в канифоль и начинаем быстро с небольшим усилием тереть будущее место пайки. При этом масло начинает обильно выгорать. Поэтому канифоль не жалеем. Если всё сделали правильно, то у нас слой олова должен покрыть поверхность алюминия.
Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию.
Медный провод припаивается к залуженному алюминию очень легко.
Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.
Далее провод нужно окунуть в масло и тереть наждачной бумагой.
Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.
Провод то же прекрасно паяется к алюминиевой банке.
Вместо машинного масла, можно использовать ружейное. Если алюминиевая деталь больших размеров, то возможно потребуется её дополнительно прогревать. Например, на электрической плитке.
можно ли паять алюминий оловом и как это сделать в домашних условиях?
Алюминий представляет собой распространенный материал, из которого создают провода, посуду и многое другое. Ввиду своих особенностей алюминий от времени или других воздействий может разрушаться, что вызывает необходимость в проведении ремонтных работ.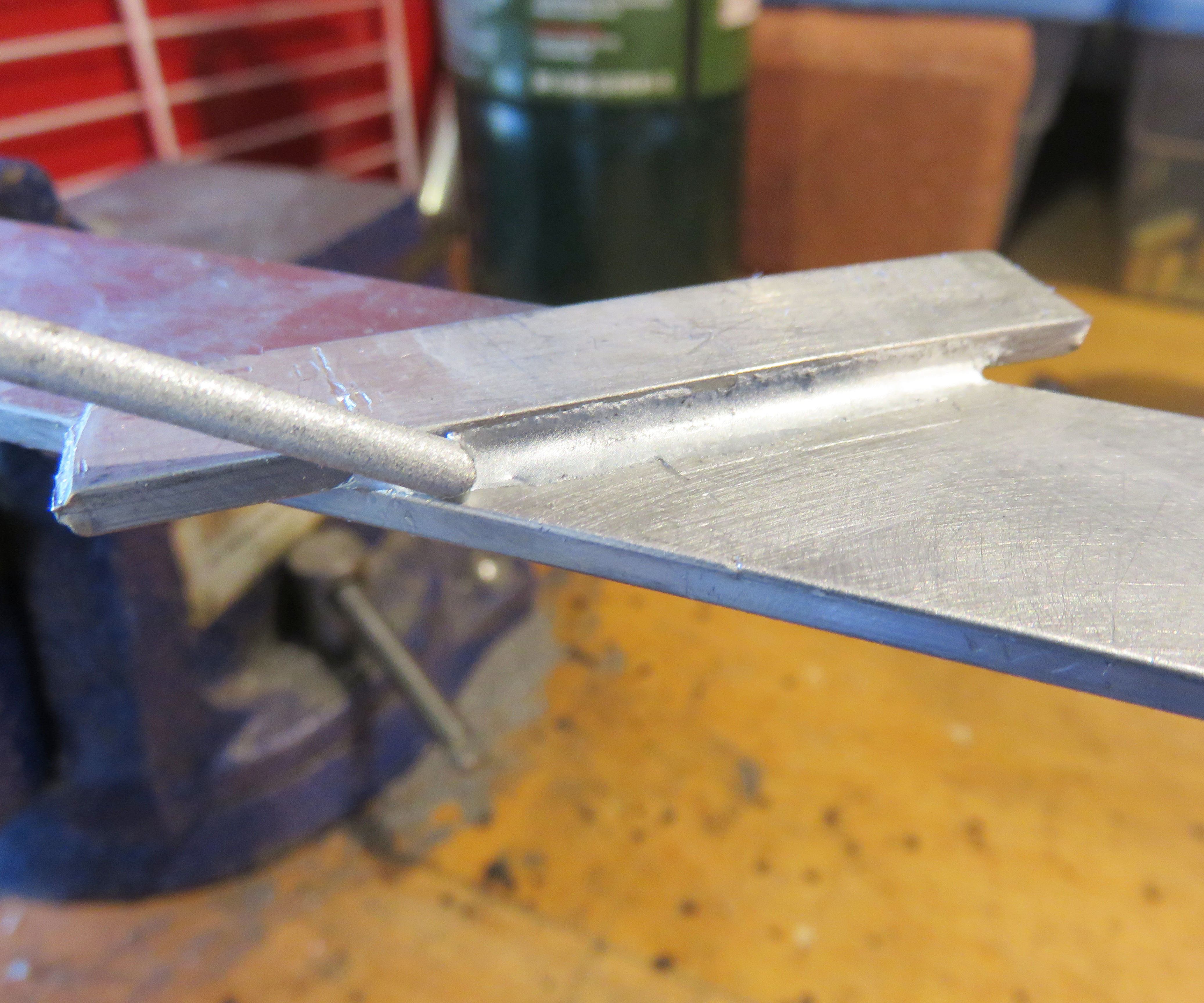 Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.
Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.
Особенности
Алюминий представляет собой металл, обладающий достаточной плотностью, но при этом имеющий небольшой вес. Именно эти преимущества позволили так широко применять данный материал для изготовления посуды. Процесс эксплуатации изделий из алюминия несложный, но время от времени возникают ситуации, когда необходимо ликвидировать трещину, дырку или припаять части посуды. Помимо кухонной утвари, из алюминия делают проволоку, с которой удобно работать ввиду ее мягкости, но хорошей прочности.
Минус у такой проволоки только один – ее очень трудно паять.
Большую часть металлов можно нагреть и спаять, но алюминий представляет собой особое вещество, окисляющееся при контакте с воздухом и покрывающееся оксидной пленкой, поверх которой не ложится ни один металл. Чтобы спаять данный материал, нужно подобрать подходящий флюс.
Флюс – это вещество или несколько компонентов, при помощи которых удается изъять оксиды из металлов, которые нужно спаять. Благодаря органическим и неорганическим соединениям флюсов получится снять поверхностное натяжение и улучшить растекание жидкого припоя. Кроме того, он позволяет защитить материал от действий окружающей среды.
Поскольку алюминий представляет собой необычный металл, то и флюс для него стоит искать особенный. Пайка алюминия оловом считается наиболее простым и удобным вариантом, при котором можно получить желаемый результат. К достоинствам использования олова для плавки алюминия можно отнести:
- невысокую цену материала;
- возможность использования олова для деталей с разной толщиной;
- высокую скорость плавления и способность покрыть всю поверхность алюминиевой детали, на которой проводятся работы;
- низкую температуру плавления, что позволяет быстро справляться с задачей;
- общедоступность олова.
Кроме плюсов, стоит сказать и о минусах:
- возможность разрушения готового соединения под воздействием высокой температуры;
- неспособность выдерживать сильные механические нагрузки;
- своими силами не всегда удается достичь желаемого результата.
Чтобы расплавить алюминий, необходимо знать об основных методах данного процесса и уметь их использовать.
Методы
В процессе расплавления алюминия оловом возникает оксидная пленка, которую можно убрать лишь с помощью растворителей или металлических щеток. Чтобы правильно расплавить основной металл, нужно правильно выбрать температурный режим. При высоких показателях будет разрушаться алюминий, при низких – не получится качественно спаять материалы.
Существует несколько методов пайки оловом.
- С использованием газовой горелки, которая крепится шлангом к баллону, что дает возможность регулировки мощности поступающего газа. Температуру огня можно отрегулировать изменением давления внутри баллона.
- С использованием бензиновых горелок. Применяется для соединения тонких слоев металла ввиду невозможности менять и повышать температуру пламени.
- С использованием паяльника. Для работы необходимы дополнительные материалы, такие как канифоль. Паяльник нужно разогреть до той температуры, которая расплавит и канифоль, и олово.
Для подобной работы необходимо использовать флюс для алюминия Ф-59А, Ф-61А и активный флюс для пайки алюминия. При расплавлении металла нужно иметь при себе такие инструменты:
- растворитель;
- щетка из металла;
- паяльник или горелка;
- инструмент для резки;
- флюс.
При наличии всего необходимого можно приступать к работе.
Полезные советы
Чтобы паять алюминий оловом в домашних условиях, рекомендуется придерживаться определенной последовательности действий:
- прогреть алюминиевую деталь, что разрушит слой оксида;
- сместить акцент на место соединения деталей и греть его несколько секунд;
- поднести припой к центру пламени, держать его около алюминиевой детали;
- как только припой начнет плавиться, поднести его к металлу, чтобы он заполнил все швы и пустоты.
Таким способом можно паять как плоские, так и округлые детали. Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для качественной оловянной плавки алюминия крайне важно выдерживать нужную температуру при использовании газовой горелки.
Этого добиться очень сложно, особенно неопытному мастеру, потому следует быть максимально осторожным и аккуратным во время работы. Процесс пайки алюминия предполагает работу с включенными инструментами, поэтому очень важно не нарушать технику безопасности. У газовой горелки важно проверить шланг на наличие трещин и изгибов, а также целостность баллона.
Выбирая вариант с использованием пламени, нужно знать о том, что для плавки нужен огонь, который не коптит, ровно горит без перебоев. Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
При использовании паяльника важно размещать его на безопасном месте и после использования выключать. В процессе работы с флюсами некоторые из них могут выделять вредные соединения после нагрева, потому стоит позаботиться о проветривании рабочего места.
Как запаять алюминий оловом, смотрите далее.
припой для пайки, способы, особенности
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.
Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.
Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.
Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
Как спаять алюминий в домашних условиях.
Здравствуйте!
Расскажу как можно спаять алюминий без аргоновой сварки в домашних условиях.
Соединения получаются достаточно прочными, а выполнять спайку очень просто, Но нужно немного попрактиковаться.
Для спайки понадобятся следующие инструменты и материалы:
- алюминиевый лом
- газовая горелка
- проволока для пайки алюминия
Проволоку я заказывал на Aliexpress. 20 прутков, длиной 50 см и толщиной 2 мм, стоили 5$.
Горелка тоже не простая, а для пайки низкотемпературных припоев. Температура нагрева достигает 1300°C.
Перед тем, как приступить к спайке, советую потренироваться на не нужных алюминиевых остатках (трубки, пластины). Дело в том, чтобы получить прочный сварной шов, нужна определенная температура. Нельзя перегревать деталь, но и недогов тоже плохо. Если перегреете, деталь прославится. Если слабо нагреете, припой не будет растекаться, а будет собираться в шарики.
Тренировался на алюминиевой трубке. Сделал на ней несколько разрезов и приступил. Как говорится «первый блин комом». Первый разрез я перегрел и трубка прогорела. Вторая попытка была более удачна, единственно остались небольшие наплывы алюминия, но от них можно легко избавиться наждачной бумагой.
Теперь попробую сварить две трубки, отрезанные под углом.
Верхний шов пропаялся хорошо. Припой равновероятно растекся по трубкам. Теперь спаяю внутренний угол.
При попытке поломать трубку нижний шов не выдержал, а вот верхний был довольно прочный. Я слабо прогрел нижний шов. припой собрался в каплю на поверхности и не растекся по шву.
На фото видно, что разрыв пошел в сторону.
Дальше буду экспериментировать с профильной трубой. У трубы стенки потолще и прогревать нужно дольше.
Я слабо прогрел профиль и поспешил нанести припой. В результате получились вот такие страшные наплывы.
Тогда я увеличил мощность горелки и еще немного прогрел припой. Он расплавился и заполнил пропил.
Часть припоя попала внутрь профиля.
Осталось зачистить место пайки посмотреть на результат.
Напоследок я решил попробовать приварить к болту гайку.
После того как все остыло, я попробовал открутить гайку. Но ничего не вышло. Я слизал всю резьбу на винте, а гайка даже не пошевелилась 😉 Соединение вышло прочное.
Способ мне понравился. Он достаточно прост и не сильно бьет по кошельку. И у меня появились новые задумки для моих самоделок.
Друзья, берите способ на вооружение и пользуйтесь!
До новых встреч!
Пайка алюминия: основы — Weld Guru
Алюминий и алюминиевые сплавы на его основе можно паять способами, аналогичными тем, которые используются для других металлов.
Абразивная и реакционная пайка чаще применяется с алюминием, чем с другими металлами. Однако для алюминия требуются специальные флюсы. Флюсы канифоли неудовлетворительны.
Не используйте припой, если припой контактирует с уровнем нагрева, превышающим температуру плавления припоя.
На фото: алюминиевая ложа с фрезерованным пазом 0,2 дюйма. Очищение поверхности металлической щеткой из нержавеющей стали. Далее вставлен алюминий 1/8 ″. Используемые алюминиевые сварочные стержни Alumiweld требуют нагрева основных материалов примерно до 760 ° F. Как только основной материал станет достаточно горячим, паяльный стержень плавится и протекает в стык.
Пайка алюминиевых сплавов
Наиболее легко паяемые алюминиевые сплавы содержат не более 1% магния или 5% кремния.
Сплавы, содержащие большее количество этих компонентов, имеют плохие характеристики смачивания флюсом. Сплавы с высоким содержанием меди и цинка имеют плохие характеристики пайки из-за быстрого проникновения припоя и потери свойств основного металла.
Ребра ракеты моделиприпаяны к трубе
Совместное проектирование
Конструкции соединений, используемые для пайки алюминиевых сборок, аналогичны тем, которые используются с другими металлами. Наиболее часто используемые конструкции — это формы простых соединений внахлестку и Т-образных соединений.
Зазор в стыках зависит от конкретного метода пайки, состава основного сплава, состава припоя, конструкции стыка и состава используемого флюса. Однако, как правило, при использовании химических флюсов требуется зазор между стыками от 0,005 до 0,020 дюйма (от 0,13 до 0,51 мм). Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется, когда используется поток реакционного типа.
Стыки должны плотно прилегать, но не настолько, чтобы припой не мог попасть в зазор.
Препарат
Жир, грязь и другие инородные материалы должны быть удалены с поверхности алюминия перед пайкой.
Поверхность должна быть чистой. Хорошо подойдет щетка из нержавеющей стали или стальная мочалка. В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться чистка проволочной щеткой или химическая очистка.
ВНИМАНИЕ
Каустическая сода или чистящие средства с pH выше 10 не следует использовать для обработки алюминия или алюминиевых сплавов, поскольку они могут вступать в химическую реакцию.
Участок подготовлен проволочной щеткой из нержавеющей стали для удаления жира или масла.Паяльная лампа используется для нагрева основного металла, а затем плавления алюминиевых сварочных стержней Harbor Freight Alumiweld.
Методы пайки
Припои с более высокой температурой плавления, обычно используемые для соединения алюминиевых сборок, плюс отличная теплопроводность алюминия диктуют необходимость использования источника тепла большой мощности для доведения области соединения до надлежащей температуры пайки. Должен быть обеспечен равномерный, хорошо контролируемый обогрев.
Лужить алюминиевую поверхность лучше всего, покрыв материал лужей расплавленного припоя, а затем протирая поверхность предметом, не поглощающим тепло, например щеткой из стекловолокна, зубчатой деревянной палкой или волокнистым блоком.Не рекомендуется использовать металлическую щетку или другие металлические предметы. Они имеют тенденцию оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Припои
Коммерческие припои для алюминия можно разделить на три основные группы в соответствии с их температурами плавления:
- Низкотемпературные припои . Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и / или кадмий и создают соединения с наименьшей коррозионной стойкостью.
- Припой для промежуточных температур . Эти припои плавятся при температуре от 500 до 700 ºF (от 260 до 371ºC). Припои этой группы содержат олово или кадмий в различных комбинациях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
- Высокотемпературные припои . Эти припои плавятся при температуре от 700 до 800ºF (от 371 до 427ºC). Эти припои на основе цинка содержат от 3 до 10 процентов алюминия и небольшое количество других металлов, таких как медь, серебро, никель; и железо для изменения их характеристик плавления и смачивания.Припои с высоким содержанием цинка обладают наивысшей прочностью по сравнению с алюминиевыми припоями и образуют наиболее устойчивые к коррозии паяные сборки.
Правила пайки алюминия
- Перед тем, как приступить к пайке алюминия, очистите металл от жира и масел
- Посадка стыков должна быть плотной, но с зазором для припоя
- Не позволяйте деталям двигаться во время пайки, это приведет к плохому результату
- Просмотрите инструкции производителя, чтобы определить необходимое количество тепла.
- Используйте правильный флюс.
Справочные материалы по пайке алюминия
Процессы пайки
Руководство для начинающих по пайке латуни к алюминию —
124 Ремонт алюминия: руководство для начинающих по пайке алюминия к латуни суперсплавом 1
Мы снова возвращаемся к начинающему сварщику Тони, чтобы научиться ремонтировать алюминий низкотемпературным припоем Super Alloy 1. В этом видео Тони использует пропановую горелку и сплав Super Alloy 1 для пайки латуни с алюминием при очень низкой температуре соединения.
В прошлом многие сварщики использовали тот или иной вид клея для приклеивания алюминия к латуни из-за их различного состава. К счастью, Super Alloy 1 упрощает работу по ремонту алюминия, позволяя с помощью этого мультиметаллического припоя ремонтировать не только латунь и алюминий, но и множество других металлов — по отдельности или в любой комбинации: бронзу, сталь, медь, металлический горшок, нержавеющую сталь , белый металл или замак в любой комбинации при температуре 350 ° F.
ПродукцияMuggy Weld специально разработана для того, чтобы любой человек мог ремонтировать алюминий с помощью простой пропановой горелки.Перед ремонтом предварительно очистите детали абразивом. Это можно сделать с помощью Dremel, проволочного круга, шлифовального станка, наждачной бумаги, пескоструйной обработки и т. Д. В зависимости от детали.
Тони окунул стержень во флюс, а затем капнул его в центр латунной шестигранной гайки, позволяя ему просочиться в соединение. Она добавляет тепло по кругу для широкого нагрева основного металла. Когда флюс изменился с медового на коричневый, она знала, что это свидетельство того, что основной металл достиг надлежащей рабочей температуры.Она аккуратно добавила алюминиевый припой по окружности шестигранной гайки и с помощью горелки протолкнула припой и флюс спереди назад и из стороны в сторону.
Она дала детали остыть на воздухе, затем удалила остатки флюса теплой водой и металлической щеткой. Конечный результат — безупречный ремонт алюминия при температуре всего 350 ° F (
).Это была первая попытка Тони отремонтировать алюминий, и она проделала отличную работу! Спасибо, Тони!
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
Как припаять алюминий к нержавеющей стали с помощью суперсплава 1 —
125 Как припаять алюминий к нержавеющей стали с помощью мультиметаллического припоя Super Alloy 1
Мультиметаллический припойSuper Alloy 1 можно использовать для соединения различных разнородных металлов. Из этого видео вы узнаете, как припаять алюминий к нержавеющей стали с помощью пропановой горелки. Раньше соединение алюминия с нержавеющей сталью считалось «невозможным» в сварочном сообществе.К счастью, набор припоя и флюса Super Alloy 1 упрощает эту, казалось бы, невозможную работу.
Этот же метод можно использовать для пайки многих металлов в любой комбинации:
- горшок металлический
- цинковое литье под давлением
- свинец
- бронза
- сталь
- алюминий
- нержавеющая сталь
- медь
- латунь
- бронза
Предварительная очистка алюминия и нержавеющей стали необходима непосредственно перед началом пайки.Отсутствие предварительной очистки алюминия и / или нержавеющей стали может привести к неправильному соединению, что приведет к выходу готового паяного соединения из строя.
Уникальный флюсSuper Alloy 1 работает как визуальный ориентир температуры, превращая румянец в коричневый цвет, когда алюминий и нержавеющая сталь достигают надлежащей рабочей температуры 350 ° F. Когда флюс изменит цвет, нанесите припой Super Alloy 1 там, где алюминий и нержавеющая сталь образуют соединение. Примечание. Если флюс станет черным, просто удалите его металлической щеткой и теплой водой и начните заново.
Совет: Косвенный нагрев очень важен при использовании этого дуэта. Прямой нагрев алюминия или нержавеющей стали может привести к перегреву / плавлению основного металла.
Хотя можно использовать практически любую систему резака, мы рекомендуем наконечники резака большего размера для широкого нагрева заготовки. Оксиацетилен можно использовать при пониженном уровне кислорода. С этим низкотемпературным припоем можно также использовать тепловую пушку.
ProTip : Постоянно перемещайте резак, чтобы избежать перегрева алюминия и / или нержавеющей стали
Дайте алюминию и нержавеющей стали остыть естественным образом, затем удалите флюс, как указано выше.
Конечный результат — соединение алюминия с нержавеющей сталью 20 000 фунтов на квадратный дюйм.
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
Как паять алюминий при прочности сварного шва
35 В этом видео рассказывается, как паять алюминий и добиваться прочности сварного шва.
Алюминиевый корпус заднего фонаря с отверстием большого размера припаивается с помощью ремонтного комплекта из алюминия Super Alloy 5 и газовой горелки Oxy-MAPP.Из-за размера и толщины этой алюминиевой детали с такой же эффективностью можно использовать пропан или газ MAPP с пусковым наконечником триггера. Для более крупных или толстых алюминиевых деталей потребуется больше кислорода для достижения рабочей температуры Super Alloy 5 600 ° F.
Сначала удалите окисление с алюминиевой детали, используя шлифовальный диск, наждачную бумагу, проволочную щетку или проволочное колесо. Если вы не можете удалить все окисления, не волнуйтесь. Уникальный флюс Super Alloy 5 устраняет оставшиеся примеси, обнажающие основной металл.Удаление окисления перед пайкой просто позволяет использовать меньше флюса при ремонте.
Когда температура алюминиевого корпуса задних фонарей достигнет 600 ° F, нагрейте конец алюминиевого паяльного стержня и окуните его во флюсовый сосуд. Это позволит закрепить флюс на стержне для правильного нанесения.
Нанесите флюс на деталь, затем создайте перемычку через отверстие, положив кусок алюминиевого прутка на зазор до тех пор, пока отверстие не будет полностью закрыто. Продолжайте добавлять флюс, который связывает стержень с основным алюминием и сглаживает присадочный материал.Если вы заметили какие-либо низкие участки, примените больше стержня. Обязательно продолжайте движение резака, чтобы избежать перегрева алюминия или переплавки присадочного стержня.
Использование флюса Super Alloy превосходит бесфлюсовые сплавы по многим причинам:
- Чистит во время работы
- Создает более прочную связь
- Заделывает отверстия и трещины
- Действует как абсолютный ориентир температуры, становится жидким, когда деталь достигает 600 ° F
После завершения пайки дайте детали остыть естественным образом.Когда деталь остынет, остатки флюса Super Alloy 5 можно легко удалить проволочной щеткой. Затем исходная деталь может быть покрыта порошковой краской, окрашена, отполирована, просверлена, нарезана резьба, гнута, нарезана, анодирована или обработана на станке.
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
Как припаять медь к алюминию при 350 ° F
118 Как припаять медь к алюминию при 350 ° F с помощью Super Alloy 1 и пропановой горелки.
Майк использует пропановую горелку, чтобы припаять небольшой кусок медной трубки к алюминиевой пластине. Соединение разнородных металлов — полезный метод, который можно использовать во многих областях, включая:
Низкая рабочая температураSuper Alloy 1 позволяет любому быстро и легко паять медь с алюминием.
Начните с подготовки металла. Используйте абразивный материал, чтобы удалить все окисления с алюминия и меди непосредственно перед пайкой. Отсутствие предварительной очистки может привести к неправильному приклеиванию присадочного стержня.
Затем осторожно и широко разогрейте медь и алюминий, сосредоточив тепло на алюминиевой стороне. Алюминий быстро рассеивает тепло, в то время как медь сохраняет тепло, поэтому нагрев разнородных металлов таким способом приведет оба металла к нужной рабочей температуре примерно в одно и то же время.
Погрузите стержень во флюс и приложите к стыку, продолжая нагревать металлы. Цвет флюса изменится с золотистого на коричневый, когда температура металла достигнет 350 ° F, что означает, что пора добавить стержень для низкотемпературного припоя.
После нанесения припоя дайте склеиваемым деталям остыть естественным образом, затем удалите излишки флюса теплой водой и металлической щеткой.
Этот же метод можно использовать для пайки любого количества металлов в любой комбинации: замак, цинк, металлический горшок, алюминий, латунь, бронза, сталь, оцинковка, нержавеющая сталь и другие. Припой и флюс Super Alloy 1 из-за низкой температуры плавления можно наносить практически на любую горелку: бутан, пропан, паяльник, ручная горелка
СОВЕТЫ:
- Никогда не нагревайте медь докрасна.Припой Super Alloy 1 течет при значительно более низкой температуре, чем раскаленная медь.
- Если флюс стал черным, вы его перегрели. Удалите флюс теплой водой и нанесите повторно.
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
Как паять алюминий — Обсуждение ювелирных изделий
Как алюминий поступает в продаже? Работает нормально? Уилл Сильвер Припой работать?
Лаура,
Алюминий — это металл, который сильно отличается от серебра.Одно из ключевых отличий
заключается в том, что он обладает исключительным сродством к кислороду. Любая открытая поверхность алюминия
образует мгновенный непроницаемый оксидный слой, который затем предотвращает попадание кислорода
на поверхность, и поэтому металл
сохраняет свою металлическую природу. Но этот оксидный слой препятствует нормальной пайке
. Серебряные или золотые припои вообще не подойдут. Фактически,
многие из них плавятся при более высокой температуре, чем сам алюминий, что для
не принесет вам особой пользы.
, однако, есть припои, предназначенные для алюминия.Обычно это
, комбинация довольно твердого припоя и специально разработанного флюса
. При использовании вы «протираете» припой на стыке
, который механически помогает флюсу вытеснить очень прочный оксидный слой
, достаточный для прилипания припоя. Припои гораздо больше похожи на припои на основе олова
, которые ювелиры называют «мягкими» или «свинцовыми» припоями. Но они
работают. Тем не менее, эти вещи обычно предназначены для ремонта перил крыльца
, а не для изготовления ювелирных изделий.Если вы думаете, что
аккуратно поместите маленькие пайетки из алюминиевого припоя вокруг алюминиевой рамки
, пока вы припаиваете ее к алюминиевому кольцу,
вам не повезло. Вы, вероятно, не добьетесь того, чтобы это работало … Обратите внимание, что
, как правило, эти припои предназначены для соединения алюминия с алюминием.
Не алюминий по отношению к другим металлам.
Алюминий обычно крепится с использованием так называемого «холодного склеивания» типа
, такого как ривиты, винты, соединения с механической формовкой и т.п.Одним из методов плавления металлов является сварка плавлением
, для которой требуется специальный аппарат. Обычно это используется для предметов
, таких как серьги или аналогичные детали, прикрепляемые к алюминию
. Они сделаны специально для этого использования, с крошечным «наконечником» металла
, выступающим вниз из области, предназначенной для приклеивания к алюминию
. Машина помещает электрический заряд между находкой
и деталью, к которой нужно прикрепить, и хлопает их вместе. Когда это маленькое перо
касается другого куска металла, оно вызывает искру.
Искра обращается с этим маленьким наконечником, как с предохранителем, пережигая его. По сути,
делает то же самое, что и отвертка, которой вы однажды случайно коснулись провода под напряжением
. Помнить? испарил половину наконечника отвертки
при образовании дуги? Будет, это контролируется, но этот маленький «наконечник» металла
испаряется, когда две большие поверхности
соединяются вместе. Это создает очень горячую плазму на мгновение
между металлами, которая не только вытесняет весь атмосферный газ,
включая кислород, но также достаточно плавит поверхности, чтобы они могли смешивать
и связываться при контакте друг с другом.
обычно используется для установки штифтов для серег и
других деталей. но его можно использовать как более универсальную технику склеивания
, если учесть, что хорошо скрепленный штырь серьги
также можно рассматривать как заклепку, готовую для вставки через отверстие в другом куске металла
и зачищенной поверх … идеи?
Аппараты, начиная с маленьких «игристых» сварочных аппаратов, проданных за
около 400 баксов…
И если у вас есть доступ к обычному оборудованию для электродуговой сварки,
также предлагает методы сварки, предназначенные для алюминия.Обычно они
требуют какой-то газовой защиты зоны сварки, например, при сварке TIG
или MIG. Опять же, это обычно не ювелирная шкала, но кто знает
…
Надеюсь, это поможет.
Питер Роу
Алюминиевый ремонтный стержень | Капп Сплав
- Более низкая температура плавления облегчает тонкий ремонт алюминиевых радиаторов.
- Matching Kapp Golden Flux ™ действует как ориентир температуры, обеспечивая простое нанесение и успешное склеивание.
- Используйте любой источник тепла — кислородно-ацетиленовую, газовую или пропановую горелку, тепловую пушку или паяльник.
- Отличный универсальный припой, может использоваться для алюминия, нержавеющей стали, белого металла, олова, меди, латуни и гальваники.
- В большинстве случаев ремонт прочнее оригинального металла.
- Может быть покрыт хромом, никелем или медью.
Физические свойства:
Состав: 40 олово — 27 цинк — 33 кадмий
Диапазон плавления: 350 — 500 ° F / 176 — 260 ° C
Электропроводность: 23 (% IACS при 68 o F)
Прочность на растяжение: 20,000 фунтов на кв. Дюйм
Прочность на сдвиг: 11000 фунтов на кв. Дюйм
Успешная пайка с помощью KappRad ™
Шаг 1 — Предварительно очистите основной металл или соединяемые металлы.Используйте ткань emory, проволочную щетку, пескоструйную очистку и т. Д. Подготовьте алюминиевые поверхности с помощью чистой проволочной щетки из нержавеющей стали .
Шаг 2 — Нанесите неагрессивную жидкость Golden Flux ™ компании Kapp на место ремонта. Вы можете использовать стержень для распределения флюса.
Шаг 3 — С помощью мягкого пламени, теплового пистолета или паяльника нагрейте основной металл, прилегающий к зоне ремонта. Прямое пламя на участке ремонта может привести к перегреву припоя и флюса.
Шаг 4 — Держите наконечник резака на расстоянии 4–6 дюймов от основного металла. Если необходимо применить пламя напрямую
к стержню или флюсу, оттяните наконечник резака еще дальше от рабочей поверхности и продолжайте движение.
Шаг 5 — Флюс начнет пузыриться и станет светло-коричневым. Это подготовит основной металл к припою и укажет на правильную рабочую температуру. (Если флюс становится черным, значит он перегрет.Дайте области остыть, очистите ее и начните заново с шага 1.) Проведите стержнем припоя по области, которую нужно припаять, пока он не начнет течь. ПРЕКРАТИТЕ НАГРЕВ! При необходимости нанесите дополнительные слои.
Шаг 6 — Иногда необходимо слегка нагреть кончик стержня пламенем, чтобы припой легче стекал на место ремонта. НЕ НАГРЕВАЙТЕ ПРУТ ДО ТОЧКИ ПЛАВЛЕНИЯ!
Шаг 7 — Обратите внимание на отложение припоя.Припой должен склеиваться ровно. НЕ ПЕРЕГРЕВАЙТЕ! Стержень плавится при перегреве, но не соединяется должным образом.
Шаг 8 — Если вы прекратили пайку и хотите нанести больше припоя или выпустить существующий слой, дайте ему остыть, добавьте еще флюса и повторно нагрейте. Флюс поможет процессу склеивания, будь то добавление стержня или просто вытекание предыдущего осадка.
Шаг 9 — Удалите излишки флюса теплой водой и тканью или металлической щеткой.
Ремонт алюминия с помощью низкотемпературного алюминиевого припоя KappAloy ™
До
Разрушение оксидного покрытия путем перемешивания и флюсования является одним из ключей к успешной пайке, особенно для алюминиевых деталей. Важно выполнять эти шаги в своевременной непрерывной последовательности 1-2-3…. В противном случае прочное оксидное покрытие может преобразоваться и затруднить соединение припоя. Итак, перед тем, как начать, убедитесь, что у вас есть все инструменты и принадлежности, готовые к работе.
Предварительное лужение
Для некоторых трудно поддающихся пайке соединений с большой площадью поверхности может быть очень полезно предварительно залудить область соединения на каждой части припоем перед тем, как приступить к соединению деталей. Просто выполните следующие действия, чтобы покрыть область стыка каждой детали ровным слоем припоя. Затем, когда детали остынут, повторите шаги еще раз, чтобы соединить детали.
Здесь также применяется правило 1-2-3. Не стоит сегодня оловить заранее, а на следующий день паять.Свежая поверхность без окислов важна для успешной пайки. Предварительное лужение деталей с помощью правильного припоя может значительно улучшить соединения на трудно паяемых металлах и деталях с большой площадью поверхности.
Шаг 1
Предварительно очистите основной металл или соединяемые металлы. Сделайте фаску на краях деталей в месте соединения, чтобы припой мог заполнить и приклеиться к деталям. Подготовьте алюминиевые поверхности проволочной щеткой из нержавеющей стали. Разрушение прочного оксидного покрытия на алюминиевых деталях является секретом прочных и надежных паяных соединений.Эти барьеры быстро восстанавливаются, поэтому следует быстро перемешивать, флюсовать и паять.
Шаг 2
Нанесите Kapp Golden ™ Flux, чтобы разрушить оксидный барьер и втянуть припой в зону соединения / ремонта. Не забудьте оставить достаточный зазор, чтобы флюс и припой могли течь между деталями. Активный диапазон Kapp Golden Flux составляет 350-550 ° F. Вы можете легко использовать припой для распределения флюса.
Шаг 3
С помощью мягкого пламени, теплового пистолета или паяльника нагрейте основной металл, прилегающий к зоне ремонта.Прямое пламя на участке ремонта может привести к перегреву припоя и флюса.
ЗАПРЕЩАЕТСЯ НАГРЕВАТЬ ПАЯЛЬНУЮ СТАНКУ или ПОТОК!
Шаг 4
При использовании резака держите наконечник резака на расстоянии 4–6 дюймов от основного металла. Если необходимо подать пламя непосредственно на стержень или флюс, оттяните наконечник резака еще дальше от рабочей поверхности и продолжайте движение.
Шаг 5
Флюс начнет пузыриться и станет светло-коричневым.Помимо подготовки основного металла к припою, эти изменения указывают на правильную рабочую температуру флюса. Если флюс станет черным, дайте области остыть, очистите ее и начните заново.
Шаг 6
Когда флюс пузырится и становится коричневым, пора применить стержень. Перетащите стержень по области для пайки, пока он не начнет течь. ПОСЛЕ ПОТОКА СТЕРЖНЯ ПРЕКРАТИТЕ ПОДАЧУ НАГРЕВА!
Если требуются дополнительные слои, продолжайте перетаскивать стержень по области.В некоторых случаях, например, при использовании очень тонких проводов, перед пайкой деталей может оказаться полезным залудить алюминиевую поверхность стержнем. В этом случае выполните шаги 1-6, чтобы нанести ровный слой припоя на алюминиевые детали. Дайте этим деталям остыть, а затем снова выполните шаги 1-6, спаяв детали вместе. Это часто приводит к более плотному пайке мелких деталей.
Шаг 7
Иногда необходимо нагреть кончик стержня пламенем, чтобы припой легче стекал на место ремонта. НЕ НАГРЕВАЙТЕ ПРУТ ДО ТОЧКИ ПЛАВЛЕНИЯ!
Шаг 8
Обратите внимание на отложение припоя. Припой должен склеиваться ровно. НЕ ПЕРЕГРЕВАЙТЕ! Стержень расплавится при перегреве, но не будет сцепляться должным образом.
Шаг 9
Если вы прекратили пайку и хотите нанести больше припоя или вылить осадок, дайте ему немного остыть, добавьте еще флюса и снова нагрейте.Флюс поможет процессу соединения, будь то добавление припоя или просто вытекание предыдущего слоя.
Шаг 10
Удалите излишки флюса теплой водой и металлической щеткой.
Ремонт алюминиевого литья, литья под давлением и горшечного металла с использованием алюмита
До
Разрушение оксидного покрытия путем перемешивания и флюсования является одним из ключей к успешной пайке, особенно для деталей из алюминия, нержавеющей стали и никелированного покрытия.Важно выполнять эти шаги в своевременной непрерывной последовательности 1-2-3…. В противном случае прочное оксидное покрытие может преобразоваться и затруднить соединение припоя. Итак, перед тем, как начать, убедитесь, что у вас есть все инструменты и принадлежности, готовые к работе.
Предварительное лужение
Для некоторых трудно поддающихся пайке соединений с большой площадью поверхности может быть очень полезно предварительно залудить область соединения на каждой части припоем перед тем, как приступить к соединению деталей.Просто выполните следующие действия, чтобы покрыть область стыка каждой детали ровным слоем припоя. Затем, когда детали остынут, повторите шаги еще раз, чтобы соединить детали.
Правило 1-2-3 здесь также применяется. Не стоит сегодня оловить заранее, а на следующий день паять. Свежая поверхность без окислов важна для успешной пайки. Предварительное лужение деталей с помощью правильного припоя может значительно улучшить соединения на трудно паяемых металлах и деталях с большой площадью поверхности.
Пайка алюмитом и лунным флюсом Каппа
При пайке алюминия невидимая оксидная пленка должна быть разрушена припоем для обеспечения контакта металла с металлом.ЕСЛИ вся поверхность соединения доступна для взбалтывания щеткой и припоем, оксид можно просто и эффективно разрушить без химического флюса с помощью АЛЮМИТА. Однако для стыковых и других труднодоступных стыков поверхность стыка должна быть хорошо покрыта АЛЮМИТОМ, в противном случае потребуется флюс Kapp LUNAR.
ОБЯЗАТЕЛЬНО НАГРЕВАТЬ ДЕТАЛИ ДО ТЕМПЕРАТУРЫ, КОТОРОЙ РАСПЛАВАЕТ КОНЦЫ ПРИГОТОВЛЕНИЯ ПАЙКИ НА ПОВЕРХНОСТИ НАГРЕВАЕМЫХ ДЕТАЛЕЙ.
Твердый конец алюмитового стержня сначала прокалывает и разрыхляет оксидный слой, позволяя припою течь под ним. Это называется «лужением поверхности».
С помощью этой безфлюсовой техники возможно множество видов ремонта и строительства; однако алюминиевая поверхность должна быть доступна для поглаживания стержнем припоя из алюминия. Припой не потечет сам по себе в узкий стык. Чтобы втянуть припой в узкий стык, необходим дополнительный флюс — Lunar Flux.
ВСЕГДА ИСПОЛЬЗУЙТЕ НЕЙТРАЛЬНОЕ ПЛАМЯ!
ВСЕГДА ПОДДЕРЖИВАЙТЕ ПЛАМЯ В ДВИЖЕНИИ!
ВСЕГДА МЕДЛЕННО ОХЛАЖДАЕТСЯ!
НИКОГДА НЕ ОГОНЯЙТЕ НАГРЕВАЕМЫЕ ЧАСТИ В ВОДУ!
T — шарниры
Для максимальной прочности залудите оба элемента, как описано выше, и соедините вместе. Нагрейте детали и нанесите валик припоя на место пересечения. Скругления изготавливаются путем пропускания припоя вдоль установочных элементов там, где требуется контакт.Пусть тепло от элементов, а НЕ ПЛАМЯ, расплавит припой. Пропустите твердый конец припоя через расплавленную кромку, чтобы удалить застрявший оксид. Во многих случаях достаточную прочность можно получить без предварительного лужения. Однако, когда элементы не были предварительно лужены, только галтели поддерживают совместную нагрузку, поскольку элементы не соединяются друг с другом, а только с галтелями.
Стыковые соединения
Наиболее эффективно залудить соединительные поверхности алюминиевым стержнем перед сборкой деталей для окончательной сборки.Нанесите Kapp Lunar Flux на стыковые поверхности. Концы скошены и сведены. Следуйте процедуре лужения, нанося АЛЮМИТ на обе скошенные поверхности стыка.
Соединения внахлестку
Детали можно лужить и сдвигать вместе, пока припой еще расплавлен. В качестве альтернативы можно нанести обильную кромку припоя на края стыка внахлест, чтобы обеспечить лужение, пропуская стержень через расплавленный припой.
Соединения под углом в окнах, дверях, экранах, рамах
Члены должны быть надежно привязаны.над областью стыка зажигают нейтральное пламя до тех пор, пока АЛЮМИТ не расплавится при прохождении через стык. Убедитесь в наличии лужения, протянув твердый конец припоя через слой расплавленного припоя. После лужения шов можно наращивать и обрабатывать по желанию. Эти стыки устойчивы к высокой влажности и остаются в идеальном состоянии после многих лет выдержки.
Ремонт и изменение конструкции алюминиевых матриц и штампов
Обрабатываемая секция очищается опиливанием или шлифовкой, а затем лужится путем нагревания алюминия до температуры, при которой припой плавится, трясь о поверхность.ПРИ ЛУДОВАНИИ АЛЮМИТОВАЯ ПАЛКА ВСЕГДА НЕ ДОПУСКАЕТСЯ БЕЗОПАСНОСТИ. Воспламените материал мягким пламенем. Предварительный нагрев всей матчевой пластины матрицы примерно до 600 ° F облегчает эту процедуру.
Сварка отливок на основе цинка с АЛЮМИТОМ
Удалите покрытие, естественный оксид или посторонние предметы с соединяемых поверхностей. «V» из трещины и надежно настроить работу. Используйте наконечник №1 или №2, чтобы предварительно нагреть область вокруг перелома.Затем выполняется сварка путем нагревания трещины непосредственно нейтральным пламенем до тех пор, пока ПОВЕРХНОСТЬ основного металла не может быть разрушена путем прикосновения к ней АЛЮМИТОВЫМ стержнем. ПРИ НАЧАЛЕ СВАРКИ УБЕГАЙТЕ ПРУТЫ ОТ ПЛАМЕНИ НАСКОЛЬКО ВОЗМОЖНО. Продолжайте приваривать трещину, нанося припой на основной металл. НИКОГДА НЕ ОГНАТЬ В ВОДУ ДЛЯ ОХЛАЖДЕНИЯ. Закончите по желанию.
Сварка белого металла с АЛЮМИТОМ
Очистить покрытие и окалину с свариваемой поверхности.»V» из трещины и надежно настроить работу. Обычно предварительно нагревают нейтральным пламенем или пламенем ацетилена. Нагрейте до тех пор, пока основной металл не начнет плавиться, затем окуните стержень припоя в расплавленную лужу и вытащите из нее до желаемого нароста.
НИКОГДА НЕ ОГНАТЫВАЙТЕСЬ В ВОДУ ДЛЯ ОХЛАЖДЕНИЯ . Закончите по желанию.
Ремонт снятой резьбы с помощью АЛЮМИТА
Просверлите старую резьбу больше размера, чтобы при добавлении нового галтеля все сверление и нарезание резьбы выполнялись из АЛЮМИТА.Это облегчит работу и увеличит силу. После сверления нагрейте основной металл снизу вверх. Придавите стержень к стенке отверстия, начиная снизу и двигаясь вверх. Заполните отверстие, остудите, просверлите и постучите по нему по мере необходимости.
|
Физические свойства и технические данные Alumite ™ |
|
|
Диапазон плавления |
715 ° F — 735 ° F / 379 ° C — 391 ° C |
|
Прочность на разрыв |
39000 фунтов на кв. Дюйм |
|
Прочность на сжатие |
от 60 000 до 75 000 фунтов на кв. Дюйм |
|
Прочность на сдвиг |
34,000 фунтов на кв. Дюйм |
|
Ударная вязкость (по Шарпи) |
4 фут.фунты. сломать стержень 1/4 « |
|
Твердость (нагрузка по Бринеллю-500 кг.) |
100 |
|
Пластичность |
Хорошо |
|
Плотность |
0,25 фунта / куб. дюйм |
|
Удлинение |
3% в 2 дюймах |
|
Коэффициент линейного расширения |
15.4 x 106 / ° F |
|
Электропроводность |
24,9 (% IACS) |
|
Теплопроводность |
,24 кал / см 3 / ° C |
|
Проникновение коррозии |
300 x 106 дюймов 1 1 / R |
|
Флюс |
Отсутствует на доступных соединениях |
|
MIL Технические характеристики |
Соответствует MIL-R4208 |
|
* Примечание: Прочность на сдвиг на основе соединений внахлест, прочность на разрыв зависит от основного металла, методов пайки и типа соединения. Похожие записи
| |