Какие виды припоев используются для пайки радиодеталей. Как выбрать подходящий припой по составу и температуре плавления. Какие основные характеристики припоев важны при пайке электроники.
Виды припоев для пайки радиодеталей
Для пайки радиодеталей и электронных компонентов используются различные виды припоев. Они отличаются по составу, температуре плавления и другим характеристикам. Основные виды припоев для радиоэлектроники:
- Оловянно-свинцовые припои (ПОС)
- Бессвинцовые припои
- Припои с канифолью
- Низкотемпературные припои
- Паяльные пасты
Выбор конкретного типа припоя зависит от паяемых деталей и требований к соединению. Рассмотрим особенности основных видов припоев подробнее.
Состав и маркировка оловянно-свинцовых припоев
Оловянно-свинцовые припои (ПОС) — наиболее распространенный вид припоев для пайки радиодеталей. В их состав входят олово и свинец в различных пропорциях.
Маркировка ПОС расшифровывается следующим образом:

- ПОС-30 — 30% олова, 70% свинца
- ПОС-40 — 40% олова, 60% свинца
- ПОС-61 — 61% олова, 39% свинца
- ПОС-90 — 90% олова, 10% свинца
Чем больше содержание олова, тем ниже температура плавления припоя. ПОС-61 считается оптимальным по характеристикам для большинства работ по пайке электроники.
Температура плавления различных припоев
Температура плавления — важнейшая характеристика припоя, определяющая режим пайки. Для основных видов припоев она составляет:
- ПОС-61 — 183-190°C
- ПОС-40 — 235-240°C
- Бессвинцовые припои — 220-230°C
- Низкотемпературные припои — 140-180°C
При выборе припоя необходимо учитывать температуру плавления паяемых деталей. Она должна быть выше температуры плавления припоя минимум на 50°C.
Бессвинцовые припои: состав и особенности
Бессвинцовые припои стали активно применяться в связи с ограничениями на использование свинца в электронике. Их основные особенности:
- Основной компонент — олово (до 99%)
- Добавки серебра, меди, висмута, индия
- Температура плавления выше, чем у ПОС
- Требуют более высокой температуры пайки
- Образуют более хрупкие соединения
Распространенные составы бессвинцовых припоев: SAC305 (96,5% Sn, 3% Ag, 0,5% Cu), SN100C (99,3% Sn, 0,7% Cu).

Припои с канифолью: преимущества и недостатки
Припои с канифолью внутри представляют собой трубчатую проволоку, заполненную флюсом на основе канифоли. Их основные преимущества:
- Не требуют отдельного нанесения флюса
- Обеспечивают хорошее смачивание поверхностей
- Удобны в применении
Недостатки припоев с канифолью:
- Остатки флюса требуют удаления после пайки
- Канифоль может вызывать коррозию со временем
- Ограниченный срок хранения
Припои с канифолью подходят для ручной пайки, но требуют тщательной очистки паяных соединений.
Низкотемпературные припои для чувствительных компонентов
Низкотемпературные припои применяются для пайки термочувствительных компонентов. Их особенности:
- Температура плавления 140-180°C
- Содержат висмут, индий, олово
- Не подходят для высоконагруженных соединений
- Обеспечивают щадящий режим пайки
Примеры низкотемпературных припоев:
- Сплав Розе (50% Bi, 25% Pb, 25% Sn) — 94°C
- Сплав Вуда (50% Bi, 26,7% Pb, 13,3% Sn, 10% Cd) — 68°C
Низкотемпературные припои позволяют паять компоненты, чувствительные к перегреву.

Паяльные пасты: состав и применение
Паяльные пасты представляют собой смесь порошка припоя, флюса и связующих веществ. Их основные характеристики:
- Состоят из мелкодисперсных частиц припоя (25-45 мкм)
- Содержат активированный флюс
- Имеют пастообразную консистенцию
- Наносятся методом трафаретной печати
- Используются для поверхностного монтажа
Паяльные пасты позволяют автоматизировать процесс пайки SMD-компонентов. Для ручной пайки применяются редко из-за сложности нанесения.
Критерии выбора припоя для пайки радиодеталей
При выборе припоя для пайки радиодеталей следует учитывать следующие факторы:
- Тип паяемых компонентов
- Требуемая температура пайки
- Прочность и надежность соединения
- Электропроводность припоя
- Коррозионная стойкость
- Токсичность компонентов припоя
- Стоимость и доступность
Для большинства работ по пайке электроники оптимальным выбором является припой ПОС-61 или его бессвинцовые аналоги. При пайке чувствительных компонентов следует использовать низкотемпературные припои.

Техника безопасности при работе с припоями
При работе с припоями необходимо соблюдать следующие меры безопасности:
- Использовать средства защиты органов дыхания
- Работать в хорошо проветриваемом помещении
- Не допускать попадания припоя на кожу
- Мыть руки после работы с припоем
- Не использовать свинцовые припои при пайке бытовой техники
- Хранить припои в недоступном для детей месте
Особую осторожность следует соблюдать при работе со свинецсодержащими припоями из-за их токсичности. По возможности рекомендуется заменять их на бессвинцовые аналоги.
состав, форма выпуска, назначение и другие критерии — Ozon Клуб
При нагреве элемент расплавляется, становясь жидким и обеспечивая надёжную адгезию в точке контакта. В продаже можно найти большое количество припоев для пайки, различающихся составом, физико-химическими свойствами и ценой.
Главные критерии выбора
При выборе материала оценивается:
- Форма выпуска — проволока, порошок, паста, гранулы.
- Температура плавления — выделяют легкоплавкие и тугоплавкие материалы.
- Технология подачи флюса — проще в применении самофлюсующиеся сплавы.
- Технология получения — более популярны готовые варианты.
- Марка — выбор осуществляется с учётом назначения материала.


Особенности применения
Под пайкой подразумевается процедура соединения металлических деталей путём высокотемпературного воздействия. Использование припоя обеспечивает улучшенную адгезию, поскольку он плавится при меньшей температуре, чем соединяемые компоненты. В процессе нагрева он переходит из твёрдого состояния в текучее, из-за чего растекается, попадая в микроскопические полости обрабатываемых поверхностей. После затвердевания вещество обеспечивает надёжное соединение. По прочности оно несколько уступает фиксации, полученной в процессе сварки, но степень устойчивости к механическим воздействиям остаётся на высоком уровне.
Припои различаются составом и свойствами. Одни обеспечивают максимальную защиту от контакта с жидкостями, другие обладают улучшенной электропроводностью. В зависимости от качеств эти вещества могут использоваться в электромонтажных работах, ремонте приборов, инструментальной промышленности, других сферах деятельности. Прежде чем выбрать конкретную продукцию, требуется изучить её свойства и сравнить с аналогами.
В зависимости от качеств эти вещества могут использоваться в электромонтажных работах, ремонте приборов, инструментальной промышленности, других сферах деятельности. Прежде чем выбрать конкретную продукцию, требуется изучить её свойства и сравнить с аналогами.
Как выбрать паяльную станцию: критерии и необходимые насадки
Читать
Классификация припоев возможна по нескольким характеристикам.
- По базовому компоненту. В состав может входить олово, свинец, в качестве вспомогательных веществ — марганец, никель, кобальт, серебро, ванадий, цирконий и прочие. От этого зависит текучесть во время пайки, температура плавления, прочность, электропроводность, другие характеристики.
- По технологии получения. Припои могут выпускаться в готовом виде или формироваться в ходе работы с металлами.
- По растворимости.
 Вещество может расплавиться частично или на 100 %.
Вещество может расплавиться частично или на 100 %. - По температуре плавления. Выделяют две категории припоев — легкоплавкие и тугоплавкие. При подборе важно обратить особое внимание на то, при каком нагреве начинают расплавляться соединяемые поверхности.
- По технологии подачи флюса. Последний требуется для улучшенного растекания припоя, способствует удалению оксидных компонентов. По этому критерию вещества делят на бесфлюсовые и самофлюсующиеся. В первом случае подача флюса осуществляется отдельно, во втором он входит в состав припоя.
Самофлюсующиеся припои
больше
Припой Castolin RB 5246, диаметр 2 мм, упаковка 5 прутков. ISL5246C
645₽ 699₽
1 408₽ 2 432₽
580₽ 700₽
750₽ 1 075₽
За рубежом весьма популярны припои, в состав которых не входит свинец.
Наиболее распространённые добавки: серебро, медь с серебром, висмут с серебром, цинк с висмутом.
Припои с оловом
Оловянный припой ПОС-61 для пайки, диаметр 2 мм, с канифолью 50 г (61% олово, 39% свинец)
454₽ 736₽
298₽ 870₽
308₽ 523₽
390₽ 450₽
272₽ 598₽
193₽ 425₽
185₽ 431₽
212₽ 466₽
239₽ 557₽
264₽ 581₽
233₽ 513₽
130₽ 149₽
220₽ 484₽
228₽ 275₽
325₽ 550₽
Форма выпуска
Преимущественно материал выпускается в виде проволоки, толщина которой составляет 0,3–3 мм. Подобные варианты используют для пайки электронных компонентов, работы с проводкой. Проволочные разновидности поставляют в бобинах, длина составляет несколько метров. Тонкую проволоку могут предлагать отрезками, без катушечной намотки. Продажа возможна как целой катушкой, так и по весу. Успехом пользуются виды фасовки проволочных припоев на 50, 100, 200, 250, 500 г. В промышленности применяют продукцию массой от 1 кг.
Подобные варианты используют для пайки электронных компонентов, работы с проводкой. Проволочные разновидности поставляют в бобинах, длина составляет несколько метров. Тонкую проволоку могут предлагать отрезками, без катушечной намотки. Продажа возможна как целой катушкой, так и по весу. Успехом пользуются виды фасовки проволочных припоев на 50, 100, 200, 250, 500 г. В промышленности применяют продукцию массой от 1 кг.
Другие формы:
- Пруток. Толщина сечения — 5–10 мм, продажа также осуществляется по весу.
- Порошок. Материал в этом формате обычно применяют в производственных отраслях.
- Гранулы — ещё одна разновидность для промышленных нужд, в частных целях применяется редко.
- Фольга — хороший вариант, если предстоит пайка тонкоплёночных элементов.
- Паяльная паста — вещество для электронных компонентов, практичное и безопасное.

При подборе формы припоя рекомендуется учитывать особенности работы, количество вещества, которое понадобится для соединения, удобство использования. Проще работать с проволокой или прутком: большой разброс диаметров даёт возможность взять оптимальное количество материала, а с хранением не возникает сложностей.
Припой для пайки HARRIS/ Харрис с 30% содержанием серебра офлюсованный упаковка 1 пруток
1 235₽ 1 335₽
1 347₽ 2 489₽
1 774₽ 2 535₽
При пайке электронных компонентов лучше предпочесть паяльную пасту, которая выпускается в тюбиках. Её объём очень легко регулировать, к тому же риск испачкаться сведён к минимуму.
Температура плавления
По этому критерию припои для пайки делятся на две группы:
- Мягкие.
 Другое название этих веществ — легкоплавкие. Они переходят в форму жидкости при нагреве не выше +400 °C. Для мягких припоев характерна пониженная прочность: показатель на разрыв не превышает 7 кг/мм². Подобные сплавы применяют чаще для пайки печатных плат, радиодеталей, где не требуется повышенная устойчивость к механическим воздействиям. Классический представитель — оловянно-свинцовые группы припоев.
Другое название этих веществ — легкоплавкие. Они переходят в форму жидкости при нагреве не выше +400 °C. Для мягких припоев характерна пониженная прочность: показатель на разрыв не превышает 7 кг/мм². Подобные сплавы применяют чаще для пайки печатных плат, радиодеталей, где не требуется повышенная устойчивость к механическим воздействиям. Классический представитель — оловянно-свинцовые группы припоев. - Твёрдые. Их ещё называют тугоплавкими. Температура плавления превышает +400 °C. Базовым компонентом твёрдого припоя чаще выступает медь либо серебро. В первом случае состав применяют для металлов, подверженных исключительно статическим, а не динамическим нагрузкам. Во втором случае припои могут использоваться для большинства видов пайки, но цена сплава довольно высока.
Припои с серебром и медью
Припой ПОМ-3, 1мм 50г / катушка (SN97CU3)
1 199₽ 1 338₽
390₽ 450₽
188₽ 268₽
297₽ 699₽
594₽ 640₽
6 500₽
900₽ 1 050₽
6 880₽ 8 000₽
450₽ 500₽
559₽ 1 000₽
2 676₽ 3 240₽
1 500₽
431₽ 517₽
3 500₽
568₽ 750₽
Физические и химические свойства
Разновидности припоев для пайки могут отличаться технологией подачи флюса. Проще в применении самофлюсующиеся сплавы, которые не требуют отдельной подачи этого вещества в точку контакта.
Проще в применении самофлюсующиеся сплавы, которые не требуют отдельной подачи этого вещества в точку контакта.
Классификация возможна и по вспомогательным компонентам в составе, которые влияют на саму пайку и результат обработки.
- Добавки сурьмы, кадмия, алюминия, цинка или серебра обеспечивают повышенную растекаемость припоя.
- Никелевые, железные, кобальтовые, кремниевые, борные компоненты увеличивают прочность соединения.
- При работе с деталями, которым требуется создать защиту от коррозии, применяют разновидности припоев с никелево-медными компонентами.
- Если предстоит пайка жаропрочных поверхностей, лучше предпочесть сплавы с добавлением ванадия, вольфрама, кремния или циркония.
Если планируется соединять радиодетали, печатные платы, рекомендуется взять оловянно-свинцовые припои для пайки. Такие материалы плавятся при +183–265 °C. Вещества с повышенным содержанием олова можно узнать по характерному металлическому блеску поверхности. Матовые сплавы — это разновидности с преобладанием свинца в составе. Последние разновидности припоев обладают повышенной пластичностью, поэтому подходят для соединений, которые не будут подвержены серьёзным механическим нагрузкам.
Такие материалы плавятся при +183–265 °C. Вещества с повышенным содержанием олова можно узнать по характерному металлическому блеску поверхности. Матовые сплавы — это разновидности с преобладанием свинца в составе. Последние разновидности припоев обладают повышенной пластичностью, поэтому подходят для соединений, которые не будут подвержены серьёзным механическим нагрузкам.
Оловянно-свинцовые припои
больше
Припой с канифолью ПОС-30 REXANT в колбе (олово 30%, свинец 70%), 10 г, диаметр 1.0 мм
212₽ 466₽
434₽ 701₽
286₽ 289₽
290₽ 570₽
Технология получения
Выделяют две группы припоев — готовые и образующиеся в ходе температурной обработки поверхностей. Первые более популярны, поскольку подходят для решения большинства задач. Вторые формируются на этапе ускоренного охлаждения металлов.
Первые более популярны, поскольку подходят для решения большинства задач. Вторые формируются на этапе ускоренного охлаждения металлов.
Чаще в продаже можно встретить следующие марки припоев:
- ПОС-30. Соотношение олова со свинцом — 30 к 70. Этот состав подходит для кабелей, работы с цинковым сплавом в листовой форме.
- ПОС-40. Соотношение оловянных и свинцовых компонентов составляет 40 к 60. Этот вид припоев можно использовать, если предстоит пайка электронных компонентов, предметов из железа с оцинкованной поверхностью, латунных, медных, стальных элементов.
Припой для пайки ПОС-40 диаметр 1 мм длина 1 м 10 гр
109₽ 150₽
4 500₽
366₽ 707₽
199₽ 354₽
- ПОС-90. Здесь минимальное количество свинца — всего 10 %.
 Эти припои для пайки используют, если планируется работать с элементами, к экологической безопасности которых предъявляются особо жёсткие требования. Стандартные примеры — производство медицинского оборудования, лабораторного оснащения, посуды, пищевых ёмкостей.
Эти припои для пайки используют, если планируется работать с элементами, к экологической безопасности которых предъявляются особо жёсткие требования. Стандартные примеры — производство медицинского оборудования, лабораторного оснащения, посуды, пищевых ёмкостей. - ПОССу. Это группа припоев с добавлением сурьмы в составе. Они используются в машиностроении, производстве холодильных агрегатов, обработке обмоток электрооборудования. Стартовая температура плавления составляет +183–185 °C в зависимости от конкретного типа материала.
- ПОСК-50-18. Это сплав, где 50 % занимает олово, 32 % — свинец, а 18 % — кадмий. Он подходит для низкотемпературной обработки, плавится при +143–145 °C.
Припой ПОСК-50-18, 2мм (спираль) — 100гр
499₽ 999₽
724₽ 1 433₽
499₽ 574₽
560₽ 605₽
- РОЗЕ.
 В состав входит 25 % олова, 25 % свинца и 50 % висмута. Этот сплав деформируется уже при 90 °C, применяется для работы с медными, латунными элементами.
В состав входит 25 % олова, 25 % свинца и 50 % висмута. Этот сплав деформируется уже при 90 °C, применяется для работы с медными, латунными элементами. - ВУДА. Этот вид состоит из 10 % олова, 40 % свинца, 40 % висмута и 10% кадмия. Он плавится при +65 °C, довольно токсичен.
Последние две разновидности специфичны в применении, поскольку не только имеют в составе опасные для здоровья вещества, но и весьма дороги по сравнению с аналогичными сплавами.
Что учесть при подборе припоя для пайки
Рекомендуется обратить особое внимание на несколько моментов:
- Характеристики соединяемых поверхностей — материал, толщина, особенности обработки (по периметру или точечно).
- Технология пайки — с помощью стандартного паяльника, оснащённого тонким жалом, фена, паяльного промышленного оборудования и так далее.
- Температура, при которой плавятся сопрягаемые элементы — деформация материала должна происходить раньше.
- Особенности эксплуатации готового соединения — одни припои выдерживают динамические нагрузки, другие рассчитаны только на статическое воздействие.
- Стойкость к влиянию агрессивных компонентов — актуально при создании соединений, эксплуатируемых при условии постоянного контакта с химической средой.
- Смачиваемость, указывающая на уровень адгезии вещества.
- Пластичность, от которой зависит степень деформации после застывания.
- Чувствительность к высокотемпературным воздействиям.
- Устойчивость к коррозии.
В продаже представлены припои для пайки, которые различаются составом, температурой плавления, технологией подачи флюса и другими свойствами. Выбор рекомендуется делать, учитывая конкретную задачу и объёмы работы. В частных целях чаще используют прутковые и проволочные сплавы, в промышленности — порошковые, гранулированные и иные формы.
Выбор рекомендуется делать, учитывая конкретную задачу и объёмы работы. В частных целях чаще используют прутковые и проволочные сплавы, в промышленности — порошковые, гранулированные и иные формы.
Фото: Shutterstock
что это такое, температура плавления, с канифолью, бессвинцовый, ПОС, сплав, оловянный, РОЗЕ – Оборудование для пайки на Svarka.guru
Какие встречаются?
Что же такое припой и как надо правильно его выбирать — на практике они могут быть мягкими или твёрдыми. Монтаж любой радиоэлектронной аппаратуры происходит с применением легкоплавких вариантов.
Компоненты неизвестного происхождения отличается по следующим признакам:
- Насыщенный блеск среза говорит о высоком присутствии олова.
- Преобладание свинца гарантирует субстанции тускло-серый цвет и матовую поверхность.
- При повышенном содержании свинца изделие становится пластичным, например, проволока сечением в 6 мм без видимого услия сгибается руками.

Иногда для качественной пайки применяется уже готовая смесь — это припой в виде проволоки, а флюс запаян внутри. Производители изготавливают аналогичные субстанции с допуском флюса в пределах 1—3% от общего веса, что благоприятно сказывается на процессе пайки и увеличивает производительность труда, т. к. отпадает необходимость постоянно макать жало паяльника в баночку с флюсом.
По консистенции выпускаются двух видов: мягкий или твердый припой, а по температуре плавления различают обыкновенные и тугоплавкие типы.
Короб из гипсокартона
Один из самых часто используемых способов маскировки вертикальных труб в ванной комнате или туалете
Для работ важно выбрать влагоустойчивый гипсокартон. От обычных такие плиты отличаются цветом
Они имеют зелёную окраску.
ФОТО: zabavnik.clubВариант маскировки труб в туалете
Порядок работ:
- нанести разметку и установить каркас из металлопрофиля;
- в местах прилегания каркаса к трубам проложить специальную ленту;
- с помощью саморезов обшить каркас листами гипсокартона;
- вырезать люки и отверстия для доступа к коммуникациям;
- оштукатурить поверхность, скрыть швы.

Далее варианты отделки могут быть самые разные: покраска, укладка плиткой, панелями и прочее. Не забудьте вырезать отверстия для доступа к трубам, для этого заранее продумайте, как будет крепиться дверь или люк. Лучше всего заранее дверь усадить на петли, а уже потом приниматься за отделку.
Основные свойства
Смачиваемость пайки
Такой термин означает сцепление молекул жидкого расплава с твёрдой поверхностью, от степени которой зависит текучесть пайки. Для хорошей пайки жидкий припой качественно смачивает поверхность, где происходит пайка, а граница его образует острый угол.
Высохший флюс удаляется только при помощи механической зачистки, потому что появился дополнительный сплав. Если капля расплавленного вещества образует тупой угол с поверхностью, то это указывает на неудовлетворительное качество смачивания, которому противодействуют загрязнения, жировые пятна или оксидная плёнка металла.
Варианты смачиваемости поверхности пайки расплавленным флюсом.

Температура плавления
Основной критерий выбора качественных сплавов заключается в том, что они должны приходить в жидкое состояние раньше, чем соединяемые структуры, при этом температура плавления припоя существенно отличается от аналогичного показателя другого вида, например, имеющего в составе примеси свинца.
Наличие разных примесей влияет на способность плавиться при одинаковой температуре, например, ПОС-40 расплавляется при достижении 238 0С, но встречаются тугоплавкие припои и для их плавления применяются специальные приспособления.
Работа с титаном
Для пайки тугоплавких металлов и сплавов возможностей большинства описанных припоев недостаточно. Нужны совершенно другие высокотемпературные компоненты. Таким химическим элементом является титан, имеющий температуру плавления около 1700 °С.
Он образует прочные швы даже на изделиях с остатками оксидов. Процесс нужно проводить в атмосфере чистого аргона или гелия при значительном понижении давления в рабочей зоне.
Высокотемпературные составы из титана и меди, никеля, кобальта, других металлов проявляют свойства эвтектических систем. Сами по себе они обладают хрупкостью, применяются в виде порошков, паст.
Проволоку, ленты, полосы их этих сплавов изготовить не удается. Работать паяльником с тугоплавкими композитами невозможно.
В некоторых случаях на практике реализуют технологию контактного плавления. В зазор изделия, подлежащего пайке, помещают фольгу из титана или его сплавов.
При достижении температуры 960 ℃ начинается, а при показаниях 1100 ℃ заканчивается образование эвтектического сплава, играющего роль припоя.
Изделия, подлежащие эксплуатации при очень высоких температурах, подлежат спайке при помощи сплавов с добавками кремния, железа. Для реализации таких технологических процессов нужны мощные источники энергии.
Требуемой температуры достигают в вакуумных печах, плазменными горелками. Можно применять с этой целью электроконтактный способ или воздействие электронным лучом.
Высокотемпературное спаивание деталей – трудоемкий процесс, требующий специальных знаний и квалификации. Располагая хорошими вспомогательными средствами, оборудованием можно справиться с производственной задачей любой степени сложности.
Низкотемпературные варианты
На первом месте находится сплав ВУДА с составом: по 10% Sn и Cd, по 40% Pb и Bi, начало расплава — 65—72 0C. Вторую позицию занимает припой под названием РОЗЕ, которых начинает плавиться при 90—94 0C. Состоит: по 25% олова и свинца, а остальные 50% занимает висмут. Вышеперечисленные сплавы относятся к дорогим припоям.
Третье место среди низкотемпературных изделий занимает ПОСК-50-18, с температурой 142—145 0С. В состав этого припоя входит 50% олова, 32% свинца и 18% кадмия, что усиливает сопротивляемость коррозии, но добавляет ему токсичность.
Большую популярность у радиолюбителей имеет второй номинант (под названием РОЗЕ), но в отечественной радиоэлектронике его маркировка — ПОСВ-50, где цифры — это процент висмута. Применяется для монтажа/демонтажа и лужения чувствительных к перегреву дорожек из меди на печатных платах.
Применяется для монтажа/демонтажа и лужения чувствительных к перегреву дорожек из меди на печатных платах.
Алексей Ефремов
В нашей стране для ручной пайки традиционно применяют жидкий флюс и проволочный припой, однако при отсутствии отмывки остатков флюса эта технология приводит к существенному снижению надежности радиоэлектронной аппаратуры. Причины снижения надежности РЭА вызваны частичной термической обработкой флюсов при ручной пайке (только в зоне формирования паяного соединения), следовательно, только частичным выгоранием активаторов и локальными процессами поликонденсации. Остатки флюса, которые не были подвергнуты термической обработке при температурах пайки, являются потенциальными источниками коррозии, электромиграции и повышенных токов утечки в процессе эксплуатации РЭА. Применение многоканальных трубчатых припоев, не требующих отмывки, позволяет полностью решить эту проблему.
Многоканальные трубчатые припои фирмы Multicore Solders
Многоканальные трубчатые припои фирмы Multicore Solders на протяжении многих лет преобладают на российском рынке. Даже название фирмы Multicore Solders («Многоканальные припои»), основанной в 1939 году, говорит о многом. Одним из основных преимуществ трубчатых припоев Multicore Solders является большое количество каналов флюса (до 5) в прутке припоя. Увеличенное количество каналов флюса обеспечивает равномерное распределение флюса без пропусков по длине прутка, что предотвращает возможность пайки «всухую», без флюса, как в случае с одноканальными припоями.
Даже название фирмы Multicore Solders («Многоканальные припои»), основанной в 1939 году, говорит о многом. Одним из основных преимуществ трубчатых припоев Multicore Solders является большое количество каналов флюса (до 5) в прутке припоя. Увеличенное количество каналов флюса обеспечивает равномерное распределение флюса без пропусков по длине прутка, что предотвращает возможность пайки «всухую», без флюса, как в случае с одноканальными припоями.
Трубчатые припои Multicore Solders разработаны для различных применений, в том числе для пайки печатных плат радиоэлектронной аппаратуры и конструкционных изделий.
Марки мягкого вида
Припой для пайки из этой категории применяется с уже готовым флюсом, находящимся внутри проволоки, поэтому расплавление происходит одновременно. Большое распространение получило изделие с названием Третник, потому что в нём содержится треть свинца от общей величины состава. Олово, входящее в состав сплава для пайки, отличается чистой в плане экологии, поэтому разрешается применение этого вида в пищевой промышленности.
Мягкие виды припоев применяются для пайки деталей, боящихся перегрева, например: транзисторов или предохранителей. Сплав ВУДА из-за токсичности применяется в ограниченных сферах человеческой деятельности.
Отечественные сплавы маркируются аббревиатурой ПОС, но при наличии других веществ в конце добавляется буква, соответствующая названию, например, ПОСВ-33 — этот припой содержит равные части олова, свинца и висмута.
Основные технические параметры
Материалы для пайки разделяют по таким параметрам:
- Проводимость, например, припои с содержанием алюминия обладают лучшими аналогичными значениями, нежели с маркировкой ПОС.
- Прочность на усилие растяжения, единица измерения кг/мм. Этот параметр напрямую зависит от процентного содержания олова.
- Температура плавления, которая зависит химического состава.
Таблица зависимости температуры и применения от химического состава припоя.

Что такое припой
Припой – это смесь сплавов с помощью которых соединяются детали. Процесс соединения деталей припоем называется пайкой.
Хороший результат пайки – это чистый и блестящий контакт. Если у контакта есть трещины, то это результат холодной пайки. Холодная пайка может быть не только от несоблюдения температуры, но и от состава припоя. Если в припое много шлаков, они негативно повлияют на надежность соединения.
Для разных задач используются разные припои.
Флюс
В продаже распространён припой с канифолью в виде полой проволоки, свитой кольцами. Аналогичного состава флюс производится из хвойных деревьев, такая субстанция приходит в мягкое состояние при нагревании до 50 °С, а при 250 °C — начинает кипеть с частичным испарением. Канифоль нужно обязательно удалять после окончания работ, иначе произойдёт окисление, а субстанция, впитывая влагу из воздуха, начнёт препятствовать исправной работе приборов.
Популярные составы
Существуют три основных категории:
- Светлого цвета канифоль применяют при соединении меди и других мягких цветных металлов; спиртовой раствор с концентрацией один к пяти применяют в труднодоступном месте спайки; а смесь глицерина и канифоли применяют для герметичной пайки.

- Флюсы, включающие спирт, вазелин или хлористый цинк, используются для прочного соединения цветных и драгоценных металлов. Применение пасты оправдано тем, что её удобнее наносить в требуемом количестве на изделие.
- Кислотно активные вещества производятся в жидком виде, например, ортофосфорная кислота, имеющая плотность 1,7.
Хранить жидкие флюсы надо в герметически закрывающихся ёмкостях, для исключения испарения.
Пастообразные
Большое распространение получила паста Тиноль, которая применяется для пайки разных изделий в труднодоступных местах. Наносится лопаткой, с последующим активным нагреванием паяльником или другим, более мощным электрическим инструментом. Часто используется неопытными исполнителями, у которых нет навыков в работе с оловом и канифолью.
Форма выпуска
Припой выпускается в различных формах. Первоначально, на заводе, это чушки. В обозначении марки тогда добавляется буква Ч. Например Ч ПОС-40. ГОСТ 21930-76 определяет форму и размер чушек для каждого материала и вида.
В розничную продажу припой для пайки поступает в прутках диаметром 8 мм, в виде паяльной проволоки, намотанной на катушке или свернутой в спираль и уложенной в пластиковой тубе.
Очень часто паяльная проволока представляет собой трубку из оловянно-свинцового сплава, внутри которой находится флюс – вещество, способствующее повышению качества пайки.
Флюс разрушает оксидную пленку на спаиваемых деталях и препятствует дальнейшему окислению спаянного стыка во время его охлаждения.
Нередко в качестве флюса используется канифоль – продукт перегонки сосновой смолы-живицы. Она плавится при температуре 68 ℃, в обычных условиях твердая, хрупкая, имеет жёлтый цвет.
Использование ПОС
Первооткрыватели этого сплава были приятно удивлены, что он превращается в расплавленное состояние при меньшей температуре, а эвтектическая смесь способна играть роль растворителя для добавленного металла. Так и были разработаны самые первые марки припоев ПОС.
Свинцовые варианты
Такие смеси с содержанием свинца, отличаются мягкостью, быстрым расплавлением и лёгкой обработкой, поэтому получили название свинецсодержащие припои. Они вредны, поэтому были запрещены для использования во время спайки элементов электрических приборов по всему миру. Процент содержание кадмия, ртути, а также аналогичных вредоносных компонентов в оборудовании строго регламентировано и проверяется соответствующими организациями.
Они вредны, поэтому были запрещены для использования во время спайки элементов электрических приборов по всему миру. Процент содержание кадмия, ртути, а также аналогичных вредоносных компонентов в оборудовании строго регламентировано и проверяется соответствующими организациями.
Паяльные пасты
Благодаря развитию новейших технологий и все большему масштабу роста производства электронных плат, в качестве паяльного элемента стали использовать паяльные пасты. Паста изготавливается из нескольких составляющих: измельченного в порошок припоя, флюса и связующего вещества. Такая мелкодисперсная смесь используется в ручной и трафаретной пайке.
Для пайки радиоэлектроники в своем составе пасты содержат олово и легирующие компоненты для улучшения качества соединения. На свойства пластичного припоя существенно влияет размер частиц. Наиболее распространены пасты с размером частиц в диапазоне 25-45 мкм. Поскольку данная технология больше используется при трафаретной пайке, чем при ручной, пасты должны отвечать установленным требованиям для надежного сопряжения элементов.

Похожая статья — Почему телевизор сам включается
Критериями хорошего качества выступает форма частиц, которые имеют сферическую форму после измельчения. Также паяльные пасты подвержены пагубному влиянию углерода и водорода. Поэтому соприкосновение с воздухом от этапа изготовления до эксплуатации должно быть минимизировано.
В производстве для трафаретной печати паяльные пасты заполняются в специальные контейнеры по 500 грамм. Они не практичны для домашнего использования, поэтому для собственных целей эту смесь можно приобрести в шприцах различной емкости. Условия хранения таких паст низкотемпературные, поэтому идеальным местом для хранения служит обычный холодильник. При нормальной и высокой температуре паста быстро начинает расслаиваться.
Без содержания свинца
Бессвинцовый припой не должен содержать вредного металла и считается экологически чистым, не причиняющим вреда окружающей среде и исполнителям работ по пайке. Простейшим примером служит припой оловянный, который содержит чистое олово, имеет повышенную смачиваемость и высокую электропроводность. Для борьбы с недостатками, в них добавляют медь, серебро и золото, что помогает сделать субстанцию более твёрдой.
Для борьбы с недостатками, в них добавляют медь, серебро и золото, что помогает сделать субстанцию более твёрдой.
У такого изделия повышается температура расплавления, но найти полную альтернативу стандартным видам припоя пока что не удаётся, но основным показателем является безвредность. Олово занимает главное место в химическом составе, поэтому присущие ему свойства оказывают большое влияние на припой, из-за этого температура плавления у бессвинцового припоя ниже, а материал получается более мягким.
В. И. Блинов, образование ПТУ, специальность сварщик шестого разряда, допуск от НАКС к НГДО и ГО, опыт работы с 2004 года: «При отсутствии подходящего по всем параметрам варианта, во время пайки используйте марку ПСР-45, в которой содержание вредного свинца минимальное и составляет не более 0,5% от общего веса».
Общее разделение
Припои разделяются на две группы. Это мягкие и твердые.
Мягкие имеют температуру плавления до 300 °C. Такими припоями паяют радиодетали, и к ним можно отнести оловянно свинцовые и бессвинцовые материалы. Основной рабочий инструмент с такими материалами это паяльники до 50 Вт и паяльные фены.
Основной рабочий инструмент с такими материалами это паяльники до 50 Вт и паяльные фены.
Твердые плавятся свыше 300 °C. Это прочные материалы с высоким пределом прочности по сравнению с мягкими.
К ним относятся медно-цинковые и серебряные. С такими припоями можно работать только с мощными паяльниками, паяльными лампами или горелками.
В данной статье будут подробно описаны мягкие припои, которые используются для радиодеталей и ремонта техники.
Колофонская смола
Именно так называется общеизвестная канифоль — аморфное вещество с характерным изломом и стеклянным блеском сколов. Кроме того, что она обладает природным свойством диэлектрика, известны и такие особенности:
- хорошо растворяется в бензине, спирте, эфире и ацетоне, но остаётся безразличной к воздействию воды;
- температура плавления варьируется в пределах 50—70 градусов, но иногда повышается до 130 0C;
- в химическом составе присутствует до 90% смоляных кислот, основой является абиетиновая кислота;
- легко разрушается при незначительном механическом воздействии.

Цвет изменяется от светло-жёлтого до тёмно-бурого оттенков, что зависит от степени очистки и указывает на количество посторонних примесей. Отличные электроизоляционные свойства принадлежат смоле с лимонным окрасом.
Секреты выбора
Задача любого исполнителя состоит в создании крепкого и надёжного закрепления на плате радиодеталей, поэтому подбор припоя выполняется согласно следующим параметрам:
- Состав материалов, подвергающихся пайке — здесь надо учитывать характеристики материала, его способность к перегреву и многое другое.
- При пайке проводов или других крупных предметов применяются тугоплавкие припои.
- Иногда нужно применить припой, обладающий высокой способностью к проведению электрического тока, надо учитывать, что сопротивление олова намного меньше, чем у свинца, поэтому для спайки высокочастотных плат применяют дорогостоящие марки припоя.
В каждой конкретной ситуации исполнитель должен чётко знать соответствие припоя и соединяемого изделия, чтобы выбрать оптимальный вариант для качественной пайки.
Пайка и распайка — Детское радио
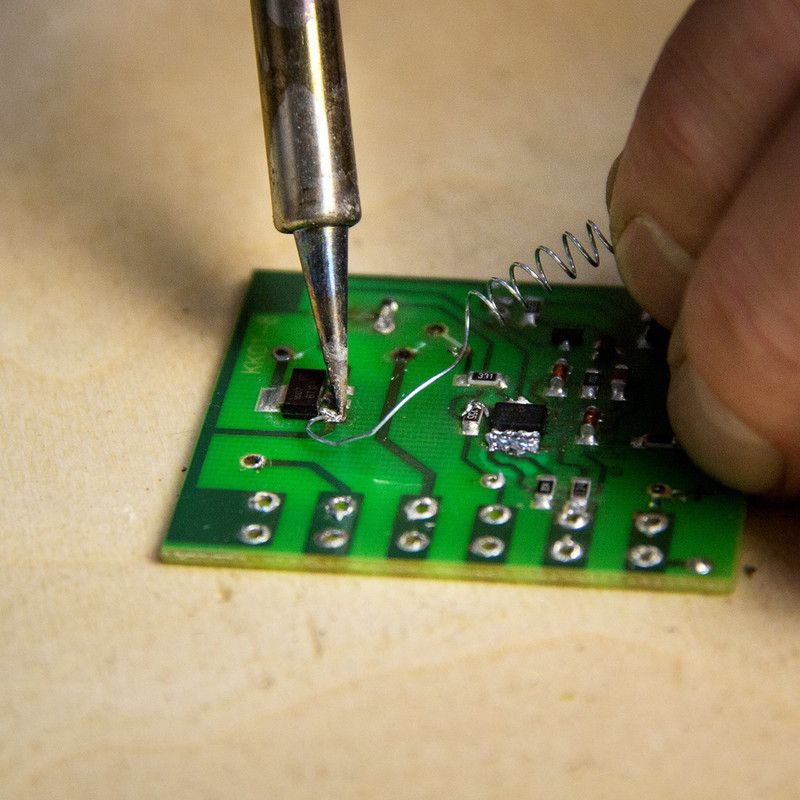
Пайка
Правильная пайка и распайка — ключевые навыки, если вы планируете ремонтировать электронику. Вот как это делается. Процесс одновременно прост в освоении и доставляет удовольствие. Не забывайте работать безопасно.
Советы и предостережения
-
Хороший, плохой и безобразный.
Всегда используйте припой на основе канифоли 60/40. Никогда не используйте кислотный припой .
- Используйте регулируемый утюг низкой мощности 1-50 Вт с небольшим наконечником, предназначенным для печатных плат.
- Используйте утюг или пистолет более высокой мощности для больших соединений на старых «ручных» устройствах.
- Очистите наконечники для пайки и демонтажа влажной губкой, а затем оловом , наплавив на наконечники немного припоя. Это сохраняет наконечники и облегчает передачу тепла от утюга или присоски к печатной плате.
- Припой должен течь между проводом и медью печатной платы, поэтому вам необходимо одновременно на мгновение нагреть провод и контактную площадку печатной платы (обычно три секунды или меньше) перед нанесением припоя.

- Слишком сильный нагрев может повредить плату и/или компонент. Слишком мало тепла может привести к неисправному или так называемому холодному соединению.
- Перемещение компонента до того, как новое соединение остынет, также может привести к холодному соединению.
-
Хорошо (слева) Холодно (справа).
Хорошие швы выглядят блестящими и гладкими. Холодные суставы выглядят тусклыми и грубыми. Если сомневаетесь, разогрейте.
- Не используйте слишком много припоя, иначе он может попасть на другие дорожки на печатной плате и вызвать короткое замыкание.
Отпайка печатных плат
Чтобы снять компонент, вы должны нагреть все соединения, соединяющие его с платой, ничего не повредив, а затем отсоединить деталь. В то время как расплавленный припой можно «отвести» с помощью медной оплетки, удаление припоя намного проще с помощью подходящего инструмента или, что еще лучше, с помощью припоя с присоской или rework s tation или припоя.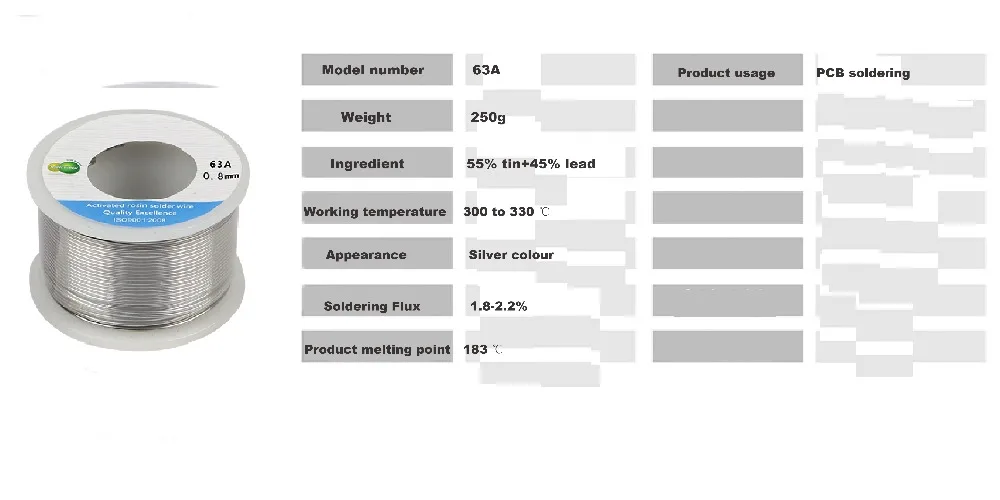
Снять конденсаторы сложнее, чем их установить, и вы можете легко испортить радиостанцию, если не будете осторожны. Практика на юнкере.
- Пометьте полярность на плате при удалении конденсаторов.
- Убедитесь, что вы работаете с правильным суставом! «Звучит очевидно, но легко запутаться.
- Аккуратно покачивайте и вытягивайте конденсатор со стороны компонента, нагревая соединение.
- Слишком сильный нагрев может повредить фольгу. Делайте «охлаждающие» перерывы, когда сталкиваетесь с неподатливыми суставами.
- Избегайте «разбрызгивания» припоя на плату. Если это произойдет, немедленно очистите его.
- Если вы используете фитиль для удаления припоя, отрежьте конец, когда он засорится.
- Коса нагревается. Следите за своими пальцами, особенно когда коса становится короче.
- Оттяните оплетку от печатной платы до того, как охладит ее. Иначе потянешь вытянешь часть медной дорожки.

- Используйте увеличительное стекло, особенно для небольших наборов, чтобы убедиться, что вы удалили все брызги.
Замена деталей, смонтированных вручную
Детали, смонтированные вручную в старых наборах, требуют несколько иных методов. Если соединение легкодоступно и к нему подключены только один или два других компонента, вы можете просто нагреть соединение и размотать провод неисправного компонента, затем намотать новый провод обратно на место соединения и тщательно все припаять.
Крючковатые провода припаяны.
Если соединение труднодоступно или создает другие трудности, вы можете закрепить провод компонента в доступной области, создать крючок на конце этого провода и соединить его с крючком на новом компоненте.
Что вы думаете?
У вас есть советы и опыт пайки, которыми вы могли бы поделиться? Вопросы? Предлагаете исправления или дополнения? Оставьте комментарий ниже. Я рассмотрю комментарии и опубликую или включу наиболее полезные из них. Ваш адрес электронной почты необходим, если вы решите оставить комментарий, но он не будет разглашен.
Ваш адрес электронной почты необходим, если вы решите оставить комментарий, но он не будет разглашен.
Пайка для профессионалов – пошаговое руководство| reichelt.com|Пайка для профессионалов – пошаговое руководство| reichelt.com
Пайка является важной частью работы с электронными компонентами. Чтобы необходимые компоненты были надежно соединены и чтобы ток протекал плавно, у вас должно быть не только необходимое оборудование, но и правильные методы. В нашем удобном практическом руководстве мы объясним все, что вам нужно для достижения наилучших результатов.
Подготовка перед пайкой
Первым шагом в любом случае является создание чистой рабочей среды без пыли. Убедитесь, что паяльное жало и предмет, который вы собираетесь паять, абсолютно чистые и на них нет следов.
Если на компоненте обнаружен лишний материал, осторожно отшлифуйте его наждачной бумагой, а затем тщательно очистите сжатым воздухом 67 или спиртом.
Установите небольшие тиски так, чтобы припаиваемая деталь надежно удерживалась и не скользила во время нагревания или охлаждения.
Для точной пайки очень мелких деталей вам очень поможет паяльник с увеличительным стеклом.
Разогрейте прибор и доведите его до рабочей температуры, подходящей для вашего припоя (см. ниже).
Лучше всего обеспечить достаточную вентиляцию рабочего места. Жидкость содержит кислоты, которые при нагревании могут выделять вредные пары, поэтому их нельзя вдыхать.
Вытяжные установки со встроенными фильтрами доступны в различных размерах для обеспечения оптимальной защиты от токсинов в воздухе.
Держите всю необходимую посуду под рукой во время работы.
Использование паяльной станции вместо паяльника
Паяльная станция намного удобнее, чем паяльник. Паяльные станции могут сохранять точную предварительную настройку температуры, гарантируя, что она не изменится в течение всего процесса пайки.
Паяльные станции доступны с различными настройками и ценами, в зависимости от области применения и ваших предпочтений.
Станции Weller GENERATION WT особенно удобны для работы с несколькими точками пайки без каких-либо проблем. Если вы предпочитаете пайку горячим воздухом, мы рекомендуем станцию горячего воздуха WTHA от Weller, которую можно использовать для пайки даже самых маленьких компонентов.
Если вы работаете с чувствительными компонентами SMD и BGA, это лучше всего делать с помощью системы инфракрасной пайки. Преимущество этого устройства заключается в том, что тепло на инструменте генерируется за счет концентрации света именно там, где это необходимо, поэтому компоненты не перегреваются.
Благодаря увеличенному рабочему пространству можно работать даже с материнскими платами без проблем с паяльным оборудованием.
Использование подходящего инструмента
Полезные инструменты для пайки всегда должны быть наготове и в пределах досягаемости, чтобы избежать ненужных перерывов. Важные инструменты включают в себя инструмент для зачистки, набор высококачественных пинцетов, бокорезы, помощник по доске с увеличительным стеклом, печатную плату и сухую губку для очистки.
Важные инструменты включают в себя инструмент для зачистки, набор высококачественных пинцетов, бокорезы, помощник по доске с увеличительным стеклом, печатную плату и сухую губку для очистки.
Этот тип очистки (также известный как «сухая чистка») создает меньшую нагрузку на паяльное жало, поскольку оно не испытывает температурного шока. В высококачественных паяльных станциях, таких как WT1010H от Weller, сухая губка уже встроена.
После того, как вы приступите к пайке
Соединяемые концы кабелей следует сначала зачистить и скручить друг с другом. Выполняемая работа зависит от того, являются ли кабели тонкими кабелями площадью до 1,5 квадратных метров или более толстыми кабелями.
Для тонких кабелей достаточно нанести немного припоя на жало паяльника и приложить его к месту пайки. Нити будут втягиваться вместе капиллярными силами.
В случае более толстых кабелей большее количество меди приводит к охлаждению паяного соединения – не держите паяльное жало дольше. Поскольку медь обладает высокой проводимостью, изоляция может расплавиться — во избежание этого используйте большее количество припоя.
Поскольку медь обладает высокой проводимостью, изоляция может расплавиться — во избежание этого используйте большее количество припоя.
Хотя большинство припоев уже содержат флюс, может оказаться полезным более толстый припой. Однако следует обратить внимание на вентиляцию вашего рабочего места; флюс, соединяющий материалы, выделяет токсичные пары.
Припойная проволока доступна в различных сплавах, в зависимости от области применения. Хотя свинецсодержащий припой по-прежнему доступен, с точки зрения окружающей среды и здоровья следует избегать использования тяжелых металлов.
В промышленной электронной промышленности пайка свинцовыми сплавами полностью запрещена с 2006/2007 гг.
Свинец имеет более низкую температуру плавления и лучшие свойства плавления, чем другие металлы, поэтому иногда может подходить для любителей.
Пайка через разъем питания
Поскольку разъемы требуют стабильного соединения с печатной платой, обычно используются проводные версии из-за их устойчивости.
Благодаря технологии сквозных отверстий (THT) они настолько жестко соединены с компонентом, что на них не действуют силы запирания и вытягивания.
Для этого проводные компоненты вставляются в имеющиеся контактные отверстия печатной платы, а затем припаиваются. Чтобы убедиться, что вы не используете какие-либо поврежденные детали, проверьте их заранее с помощью тестера компонентов LCR.
Пайка компонентов SMD
Сначала очистите печатную плату подходящим чистящим средством, затем смочите обе площадки флюсом. Для таких мелких деталей особенно полезен флюсовый карандаш.
Правильно совместите две детали и закрепите их двумя диагонально расположенными точками пайки.
Если детали не идеально выровнены, отрегулируйте их после нагрева двух точек пайки, теперь штыри припаяны.
Чтобы можно было удалить излишки олова с паяльной проволоки, отведите паяльное жало в сторону. Будьте осторожны, чтобы не перегреть деталь в течение всего процесса, и старайтесь не давить на нее слишком сильно.
В этом случае лишний припой, так называемые припойные перемычки, легче всего удалить с помощью отпаивающего шнура. Вы можете узнать, как это сделать, в разделе «Отпайка».
Оптимальная температура
Существует разница между мягкой и твердой пайкой.
Мягкий припой плавится при температуре менее 450 градусов Цельсия, тогда как температура жидкости Hartoten составляет от 450 до 900 градусов Цельсия.
Поскольку электронные компоненты очень чувствительны, здесь можно использовать только мягкую пайку.
Температура вашей работы зависит от компонентов, которые вы используете. Проверьте температуру плавления паяльника, а также рабочую температуру флюса. В любом случае она должна быть выше двух минимальных значений, но не должна превышать максимальную рабочую температуру флюса, так как в этом случае он испарится.
Температура пайки электронных компонентов составляет от 300 до 320 градусов Цельсия. При использовании тонкой проволоки используется температура менее 300 градусов и тонкое паяльное жало.
При использовании тонкой проволоки используется температура менее 300 градусов и тонкое паяльное жало.
Если температура слишком низкая, припой не будет блестеть и будет иметь каплевидную форму. В этом случае следует отрегулировать температуру, а затем продолжить работу.
Остерегайтесь электростатического разряда (ESD)
Многие электронные компоненты очень чувствительны и могут быть повреждены скачками напряжения даже при малых токах или напряжениях. Впоследствии это может привести к выходу из строя всего устройства.
Чтобы предотвратить такие токи, убедитесь, что у вас есть правильный набор для ваших нужд. Например: рабочий коврик ESD, перчатки ESD, щетки ESD и антистатический браслет с выводным кабелем ESD.
Если вы используете паяльную станцию, вам следует регулярно проверять напряжение утечки и сопротивление заземления жала паяльника к сетевой вилке устройства.
Отпайка
Если вы использовали слишком много олова или детали неправильно припаяны, необходимо отпаять. В зависимости от оборудования и уровня навыков можно использовать как паяльную проволоку, так и демонтажную станцию.
В зависимости от оборудования и уровня навыков можно использовать как паяльную проволоку, так и демонтажную станцию.
Если выбрана проволока, поместите ее на место пайки и нагревайте жалом паяльника до тех пор, пока лишнее олово не будет всосано, как описано выше, за счет капиллярных сил. Станции для пайки/демонтажа значительно облегчают эту задачу, в состав которых также входит демонтажный утюг. Сразу же после этого отсасывается лишний материал. При уборке обязательно работайте под крутым углом, чтобы остатки олова не распределились.
Проверка пайки
Чтобы убедиться, что все компоненты припаяны правильно, перед вводом в эксплуатацию следует проверить пайку.
Прежде всего осмотрите компонент. Есть ли бракованные паяные соединения, погнутые ножки ИС или даже неправильно используемые компоненты?
Если здесь все в порядке, следует провести проверку с помощью мультиметра.
Позволяет измерять пропускную способность, напряжение, потребляемый ток и сопротивление каждого отдельного соединения, выявляя короткие замыкания и обрывы.
