Что такое холодная сварка для металла. Какую температуру выдерживает холодная сварка. Как правильно пользоваться холодной сваркой для металла. Какие виды холодной сварки существуют. Где можно применять холодную сварку.
Что представляет собой холодная сварка для металла
Холодная сварка для металла — это специальный полимерный состав с высокой адгезией, позволяющий соединять металлические детали без нагрева. По сути, это быстротвердеющий клей, устойчивый к воздействию нефтепродуктов и не требующий специальных навыков или оборудования для применения.
В состав холодной сварки обычно входят:
- Эпоксидная смола — основа состава, обеспечивающая однородность и пластичность
- Металлический наполнитель — придает прочность соединению
- Дополнительные компоненты (сера и др.) — улучшают свойства состава
Холодная сварка выпускается в виде пластичных брусков или жидких двухкомпонентных составов. При правильном применении прочность соединения может превышать прочность основного металла.
Температурная стойкость холодной сварки
Какую температуру способна выдержать холодная сварка для металла? Это зависит от конкретного состава, но в среднем:
- Обычные составы сохраняют свойства при -20°C до +120-140°C
- Термостойкие варианты выдерживают от -60°C до +200°C
- Существуют специальные высокотемпературные составы, работающие при температурах до +1300°C
При выборе холодной сварки важно учитывать предполагаемые температурные нагрузки на соединение и подбирать подходящий по термостойкости состав.
Основные виды холодной сварки
По назначению различают следующие виды холодной сварки:
- Универсальная — для соединения разных материалов (металл, дерево, керамика и др.)
- Металлическая — специально для работы с металлами
- Автомобильная — с повышенной стойкостью к вибрациям и химическому воздействию
- Водостойкая — для ремонта сантехники
- Термостойкая — выдерживает широкий диапазон температур
Выбор конкретного вида зависит от специфики ремонтируемых деталей и условий эксплуатации соединения.

Преимущества использования холодной сварки
Почему стоит использовать холодную сварку для металла? Этот метод соединения имеет ряд важных преимуществ:
- Простота применения, не требуется специальных навыков
- Быстрота соединения деталей
- Высокая химическая устойчивость
- Экологичность и безопасность использования
- Доступная стоимость
- Компактность и удобство хранения
- Возможность соединять разнородные материалы
Эти преимущества делают холодную сварку отличным выбором для срочного ремонта в бытовых и производственных условиях.
Инструкция по применению холодной сварки
Как правильно пользоваться холодной сваркой для металла? Следуйте этой пошаговой инструкции:
- Тщательно очистите и обезжирьте соединяемые поверхности
- Подготовьте состав согласно инструкции (смешайте компоненты для двухкомпонентных составов)
- Нанесите холодную сварку на места соединения в течение 2-3 минут после смешивания
- Плотно прижмите детали друг к другу
- Зафиксируйте соединение до полного застывания состава
Время полного отверждения зависит от конкретного состава и обычно составляет от нескольких часов до суток. Точное время указано в инструкции к продукту.

Сферы применения холодной сварки
Где можно применять холодную сварку для металла? Основные области использования включают:
- Ремонт автомобилей (устранение течей в радиаторе, бензобаке, глушителе)
- Сантехнические работы (герметизация труб, устранение протечек)
- Ремонт бытовой техники
- Склеивание разнородных материалов в быту
- Мелкий ремонт на производстве
- Аварийный ремонт в полевых условиях
Холодная сварка особенно удобна там, где невозможно или нецелесообразно применять обычную сварку.
Меры предосторожности при работе с холодной сваркой
Хотя холодная сварка считается относительно безопасным материалом, при работе с ней следует соблюдать некоторые меры предосторожности:
- Избегайте прямого контакта состава с кожей и слизистыми оболочками
- Работайте в хорошо проветриваемом помещении
- Используйте защитные перчатки при смешивании и нанесении состава
- Не используйте посуду для смешивания состава для приготовления пищи
- Храните холодную сварку в недоступном для детей месте
При соблюдении этих простых правил работа с холодной сваркой будет безопасной и эффективной.

Какую температуру выдерживает холодная сварка?
Холодной сваркой можно назвать качественное соединение, которого удается добиться без влияния высоких температурных показателей. Процесс склеивания происходит с помощью деформации пластичного сварочного материала и проникновения его в зону соединения деталей. Чтобы понять, какие температуры выдерживает холодная сварка, нужно четко знать, как ее классифицировать, какие бывают виды и в каких случаях ее применение будет самым оправданным.
Самым популярным данный способ стал при ремонте сантехники или автомобилей. Также он пользуется широким спросом, так как не требует специальных знаний и использования сложного сварочного оборудования.
Что входит в состав холодной сварки?
Другими словами холодную сварку могут называть клеем для металла, он бывает однокомпонентным или двухкомпонентным. В его состав входят:
- наполнитель в виде металлического компонента;
- вспомогательные вещества в виде серы и т. д.;
- эпоксидная смола. Ее количество будет отвечать за эластичность и однородную структуру клея.
В комплексе все компоненты формируют полимерный состав, который способен надежно соединять конструкцию.
Температура эксплуатации сварки и ее надежность напрямую зависят от ее качества и состава, а также от правильного подхода к подготовке соединяемой поверхности.
Этот способ при полностью правильном использовании может похвастаться даже большей надежностью в зоне стыковки, чем основной металл. Но чаще всего холодная склейка уступает по качеству традиционному способу. Поэтому не стоит применять подобное склеивание для сложных и требующих высокой надежности конструкций.
Температурные показатели
Холодная сварка выдерживает такую температуру, на которую рассчитан ее состав, именно он влияет на максимальные или минимальные ее показатели. То, при какой температуре соединение будет сохранять прочность, обычно указанно на упаковке клея.
По теме: холодная сварка для алюминия
В большей мере максимальный порог составляет 260-275 градусов по Цельсию, это что касается недорогих составов.
Но эффект будет достижим только при правильном подходе к процессу склеивания. Если технология нарушена, максимальный показатель высоких температур будет значительно занижен.
Поэтому многие пытаются перестраховаться и не используют холодный клей для деталей, температура которых может превышать этот максимальный порог. Но для особых случаев существует сварка, которая держит температуру значительно выше. Такой клей может продолжать в полной мере выполнять свои функции даже при поднятии температуры до отметки 1318 градусов. Этот способ применяется только в тех случаях, когда традиционная склейка по тем или иным причинам не может быть использована, а детали или конструкция подвергаются постоянному нагреву.
Виды сварки
На сегодняшний день на рынке представлены продукты иностранного и отечественного производства. Преимущество сварки, производимой на территории России, в том, что она стоит немного дешевле иностранного аналога. Но качество не будет находиться на том же уровне, что у зарубежных компаний. Поэтому всегда рекомендуется не жалеть денег, ведь клей для металла покупается для применения и решения сложных задач и создания прочного соединения.
Важно!Одними из самых качественных производителей холодной сварки за рубежом считаются фирмы ABRO и Hi-Gear. Потому опытные специалисты советуют покупать клей именно этих марок. Что касается отечественного производства, можно также выделить два состава, «Алмаз» и «Полимер».
Как выбрать холодную сварку
Существует несколько видов состава. Поэтому качество соединения напрямую будет зависеть от правильности выбора клея. Можно выделить 4 основных вида холодной сварки.
- Для металлических деталей. Такой клей отлично походит для самых разных видов металла и в своем составе имеет металлический наполнитель.
- Для автомобильного ремонта. Он имеет схожесть с первым видом, но состав клея включает в себя дополнительные компоненты для работы именно с автомобильными деталями.
- Универсальная сварка. Этот вид клея предназначен для соединения различного рода материалов, а именно дерева, металла или полимеров.
- Холодный клей для подводной сварки. Чаще всего он используется для соединения трубных конструкций.
Специалисты не рекомендуют использовать сварку, предназначенную, к примеру, для подводного соединения, для склейки автомобильных деталей, так как качество и надежность такой стыковки будут находиться на нулевом уровне.
Заключение
Холодный клей – достаточно простой способ добиться хорошего уровня стыковки. Все будет зависеть от правильного подбора клея под определенный вид материала и от подготовительных работ, которые стоит в обязательном порядке провести перед началом сварки.
Современный клей повышенной прочности, к которым относится холодная сварка для металла, нашел свое применение во многих сферах. Несмотря на более низкие качества соединения, в сравнение с обыкновенной сваркой, здесь получается достаточно качественный и надежный результат. Это позволяет использовать его как в частной сфере, так и в промышленной. Активное применение ведется при ремонте автомобилей, в сантехнической сфере, при ремонте труб, восстановлении резьбы, заделке трещин и дыр. Иными словами, везде, где могла бы пригодиться настоящая сварка, но по тем или иным причинам она примениться не может.

Холодная сварка для металла
Холодная сварка для металла производится согласно ГОСТ 2601-74. При монтаже следует придерживаться СНиП 3-42-80. Различные виды могут иметь разные составы и пребывать в твердом или жидком состоянии до подготовки субстанции. Но при непосредственном использовании они уже должны принять пластичную форму, благодаря которой можно заделать любое отверстие или трещину, а также восстановить утраченную деталь, что очень актуально, если в веществе имеется металлический наполнитель с теми же свойствами, что и на самой детали.
Преимущества холодной сварки по металлу 
- Клей холодная сварка для металла является доступным, так как встретить его можно во многих магазинах;
- Для его использования не требуется специальная подготовка и практические умения;
- Заделывать трещины и дыры на отдельных деталях можно без их демонтажа;
- Процесс не оказывает температурного воздействия на металл, что очень хорошо для теплочувствительных веществ;
- Время высыхания, а соответственно и весь процесс обработки, занимает не так уж много времени;
- Свойства крепости некоторых составов получаются более высокими, чем на металле из обрабатываемой детали;
- Для подготовки не требуется каких-либо специальных инструментов и все можно сделать с помощью подручных средств;
- Состав образует очень сильное неразъемное соединение;
- Возможность использования высокотемпературных разновидностей клея, которые могут эксплуатироваться при температуре выше 1 000 градусов Цельсия.
Недостатки холодной сваки
- Крепость соединения уступает настоящей сварке и для промышленных масштабов не всегда годится;
- Нельзя использовать для заделки крупных неполадок;
- При выкладывании нескольких слоев материала общий срок ремонта заметно увеличивается;
- Требует тщательной очистки поверхности, так как без этого качества сцепления заметно ухудшается.
Разновидности
Холодная сварка для металла имеет несколько разновидностей, которые могут иметь принципиальные отличия в особенностях применения.
- Самым распространенным является универсальный состав, который может использоваться не только для склеивания металла, но и для других веществ, причем не обязательно однородных;
- Автомобильный применяется для ремонта небольших трещин и дыр в металлических частях автомобиля, таких как бак, радиатор, проводящие трубки и прочее;
- С металлическим наполнителем, который может быть из стали, чугуна, алюминия и прочих разновидностей, которые служат для усиления свойств состава и повышения возможности к сопротивлению температурному и механическому воздействию;
- Водостойкая холодная сварка двухкомпонентная для металла, которая применяется в сантехнике для ремонта труб;
- Высокотемпературная холодная сварка для металла, которая может примениться в температурном диапазоне от -60 до +1500 градусов Цельсия.

Состав холодной сварки
Все основные свойства определяются составом материала, а также его соотношением. Для склейки металлов требуются особые вещества, которые входят в большинство марок современного производства:
- Эпоксидная смола – основной элемент, который служит для связывания различных материалов. Именно благодаря ей появляется возможность связывать между собой различные вещества, в том числе и металл.
- Металлический наполнитель, который выступает в качестве главного элемента, добавляющего прочности всей конструкции, а также придающий температурную стойкость и надежность;
- Также имеется ряд дополнительных элементов, таких как сера и прочие, наличие которых зависит от конкретного состава. Каждый добавочный элемент вносит свои особенности к свойствам.

Состав холодной сварки
Благодаря всем этим компонентам холодная сварка для металла заметно отличается от остальных большей надежностью и крепостью.
Технические характеристики различных производителей холодной сварки
| Производитель | Первичное высыхание, м | Окончательное высыхание, ч | Температура, градусы Цельсия | Максимальная температура эксплуатации, градусы Цельсия |
| Алмаз | 20 | 3 | 18 | 1316 |
| Penosil | 5 | 1 | 17 | 120 |
| Alteco | 20 | 2,5 | 18 | 260 |
| Zollex | 60 | 18 | 20 | 260 |
| Nowax | 15-20 | 3 | 18-20 | 180 |
| Poxipol | 30 | 3 | 16-18 | 260 |
Выбор холодной сварки для металла
У многих людей, которые собираются подобрать себе такой клей, возникает вопрос, какая холодная сварка лучше для металла. На этот вопрос однозначного ответа нет, так как для каждой из процедур существуют свою важные параметры, на которые стоит обращать внимание. Конечно же, лучше отдавать предпочтение качественным проверенным производителям, но здесь не всегда будет выгодно по стоимости.
Одним из первых факторов, на который стоит обратить внимание,является наличие и разновидность наполнителя. Для операций с металлом, даже если это простое склеивание, оказывается достаточно важным, чтобы все было максимально однородным. В данном случае наполнитель должен максимально соответствовать тому металлу, с которым идет работа, или быть хотя бы не менее прочным.
Также важным фактором является максимальная и минимальная температура, при которой холодная сварка для металла сохраняет технические характеристики. Многие металлические детали могут использоваться при непосредственном контакте с источниками открытого огня или в просто в среде с повышенной температурой.
«Обратите внимание! При этом не стоит забывать о нижнем пределе, так как он оказывается не столь высоким и сильно низкая температура также может оказать негативное влияние.»
Время засыхания имеет значение, если ремонт нужно проводить как можно быстрее. В таком случае желательно иметь два варианта холодной сварки, для быстрого ремонта, которая сохнет за час, и стандартную, время застывания которой может достигать около суток. Второй вариант, в большинстве случаев, оказывается более прочным и надежным.
Инструкция применения холодной сварки для металла
Подобрать качественный вариант – это только начало дела, так как далее следует его правильно применить. Все начинается с подготовки деталей. Их поверхность нужно очистить и обезжирить. Некоторые составы могут работать с влажными и жирными поверхностями другие же теряют качества сцепления от посторонних налетов, грязи и ржавчины. В любом случае, лучше позаботиться о том, чтобы сцепляемые поверхности были максимально чистыми.

Применение холодной сварки для металла
- Сначала нужно достать нужное количество материала из упаковки.
«Важно! Не стоит готовить массу с запасом, так как лишний материал потом невозможно будет использовать повторно.»
- При подготовке, будь то жидкая двухкомпонентная холодная сварка или пластилинообразный брусок, следует тщательно перемешать все. В итоге должна получиться однородная масса, которая имеет пластичные свойства и может применяться для заделки трещин, принимая любую заданную форму. «Обратите внимание! Срок действия такой массы составляет до 10 минут, за которые нужно успеть применить ее, пока не начнется затвердевание, в ином случае она окажется попросту негодной к дальнейшему использованию.»
- Далее следует размятый материал нанести на место, где требуется ремонт или склейка. Здесь образуется аналог сварочного шва, который и будет скрепляющим элементом, поэтому, все должно прилегать максимально плотно и быть герметичным. Для усиления эффекта, особенно для труб, желательно использовать обтягивающие жгуты, которые должны находиться до первичного высыхания.
- После выжидания времени которое написано в инструкции для каждой марки, следует проверить качество соединения. Для этого требуется подогреть место шва, и если на нем появились вздутия, пузыри и другая деформация, то холодная сварка для металла взялась некачественно и требуется все переделать заново.
Меры безопасности
В целом, холодная сварка для металла является достаточно безопасной, если правильно соблюдать меры безопасности. Основным положением здесь является уберечь себя от непосредственного контакта с материалом. Не стоит допускать его попадания на кожу, а тем более на слизистую оболочку. Если это все же случилось, то следует как можно быстрее промыть данное место и обратиться к врачу. В составе имеется много химических веществ, которые в засохшем виде не несут ни какого вреда, но если контактировать с ними, то это может оказаться вредно для здоровья.
Такое же положение относится и к посуде, в которой идет подготовка. Она не должна потом использоваться для каких-либо целей, предполагающих контакт с человеком, приготовление ищи и так далее. Лучшим решением будет устранить от смеси все вещи, которые к ней не относятся. Ведь если как пользоваться холодной сваркой достаточно ясно, то о мерах безопасности знают не все.
Особенности применения
Двухкомпонентная холодная сварка требует перемешивания, поэтому, работать с ней требуется только в специальных перчатках. Посуду и инструменты для перемешивания желательно выбирать неметаллические, чтобы исключить преждевременное схватывание с поверхностью. Время высыхания является самым уязвимым для смеси, поэтому, нужно обеспечить изоляцию от воздействия посторонних факторов. После проведения всех процедур зачастую остаются различные мелкие части материала, которые следует сразу убрать, так как после засыхания это будет сложно сделать. Если нужно сделать несколько слоев замазки, то следует выжидать полного круга прохождения процедуры с высыханием, и только тогда наносить второй слой. Также не рекомендуется превышать толщину в 5 мм.
Производители и популярные марки
- Mastix;
- Алмаз
- Weicon;
- Момент;
- Permatex;
- ABRO;
- Loctite;
- Poxipol;
- Hi-Gear;
- Devcon.
Холодная сварка – это высокопластичный полимер, обладающий высокой адгезией ко многим материалам. Простыми словами, холодная сварка – это быстросохнущий клей, инертный к нефтепродуктам, использование которого не требует специальных навыков или особого оборудования.
Характеристики
 В продаже имеются одно- или двухкомпонентные составы. В первом случае продукт необходимо использовать сразу – в противном случае он быстро портится. Двухкомпонентный клей имеет длительный срок хранения. В состав холодной сварки входят следующие компоненты:
В продаже имеются одно- или двухкомпонентные составы. В первом случае продукт необходимо использовать сразу – в противном случае он быстро портится. Двухкомпонентный клей имеет длительный срок хранения. В состав холодной сварки входят следующие компоненты:
- Эпоксидная смола. База состава, которая отвечает за качественные характеристики – однородность и пластичность.
- Металлическая составляющая. Компонент, обеспечивающий прочность соединения.
- Сера и прочие элементы. Добавочные вещества, улучшающие параметры продукта.
Как выглядит холодная сварка: в зависимости от своей консистенции встречаются пластичные и жидкие составы. Пластичные составы напоминают детский пластилин. Представляют собой слоеные бруски. Жидкая сварка выпускается на основе эпоксидной смолы. Она твердеет благодаря химическому взаимодействию с отвердителем. Такие составы не содержат вредных веществ. Сочетаются с армирующими материалами.
Теоретически, лучшая прочность соединения может превышать крепость основного материала. Сварка металлических деталей можно выполняться и холодным способом. Однако на практике, сварка плавлением справится с соединением гораздо лучше.
На качественные параметры соединения зависят от качества клея, подготовки поверхности и соблюдения правил применения. Первичная крепость соединения достигается в течение 20-30 минут. Окончательная кристаллизация происходит в течении нескольких часов.
Классификация
По сферам применения холодную сварку можно классифицировать следующим образом:
- Универсальная. Применяется для соединения различных материалов – металла, дерева, керамики, пластика. Широко известна универсальная холодная сварка отечественного производства «Алмаз».
- Металлическая. Специализированный клей, который выпускается для различных видов металла. Отличается металлическим наполнителем, который определяет профильное направление соединения.
- Автомобильная. Холодная сварка для ремонта транспортных средств, помимо металлической составляющей, включает в себя комплекс присадок, которые защищают шов от агрессивного воздействие кислот и растворителей. Также повышается устойчивость к механическим воздействиям и вибрации.
- Водостойкая. Широко применяется в ремонте сантехники. Отличаются особой влагопрочностью. Продукты для срочного ремонта сантехники разрешено использовать на влажных поверхностях, например, для устранения утечек в водопроводных трубах.
- Термостойкая. Устойчива к температурным воздействиям в широком диапазоне. Выдерживает температуру от -20 Сº до +200 Сº.

Критерии выбора
Выбор состава зависит от сферы применения и структуры материалов соединяемых поверхностей.
Температурный режим
По своим характеристикам холодная сварка российского производства не уступает зарубежным аналогам, хотя стоит на порядок дешевле.
Отличается низкой термостойкостью – при температуре + 120-140 Сº соединение теряет свойства.
Герметики
Преимуществом и одновременно недостатком универсальных продуктов является низкая избирательность. Для ремонта сантехники рекомендуем использовать специальные водостойкие продукты. В первую очередь они являются герметиками, поэтому не ждите от них высоких клеящих свойств и устойчивости к перепадам температур. Для удобства в использовании производятся в жидком виде.
Для автомобилей

Автосварка отличается высокой стойкостью со всеми негативным воздействиям, которые могут возникнуть в процессе эксплуатации автомобиля – вибрациями, повреждениями, перепадами температур. Непригодна к применению под водой. Высокая прочность соединения – выдерживает до 20 Н.
Автомобильной сваркой можно укрепить болтовое соединение, устранить течь в топливном баке, радиаторе или трубопроводной магистрали. Широко известна сухая сварка для радиаторов.
Отличия от прочих разновидностей
Холодная сварка считается клеем, хотя по своим техническим характеристикам является самостоятельным продуктом.
Основным отличием продукта является то, что он негорючий, водостойкий и устойчивый к высокотемпературным воздействиям. Большинство клеящих составов не могут похвастаться аналогичными свойствами. Холодная сварка приобретает свои свойства не зависимо от толщины наносимого слоя. Это позволяет использовать ее для устранения механических повреждений. Достаточно нанести слой герметика на поврежденный участок, и дождаться отвердения. После застывания ремонтная поверхность подлежит обработке.
Значение наполнения
Продукт универсального исполнения является клеем. Обращайте внимание на материал, который необходимо склеить. Для холодной сварки металла лучше всего подойдет сварка с металлическим наполнителем.
Для склеивания металла выбирайте продукт с тем же наполнителем. Например, для соединения алюминия необходим алюминиевый наполнитель, для чугуна – чугунный и т. п. В этом случае будет достигнут наилучший эффект.
Методы
Хотя метод и называется «сваркой», на самом деле это склеивание материалов без температурного воздействия. Благодаря металлической составляющей затвердевший шов внешне напоминает сварочный – отсюда и название. Использование вместо обычной сварки целесообразно в следующих ситуациях:
- Будущее соединение будет подвержено воздействию вибрации и скручиванию.
- Шов соединения имеет криволинейное направление.
Виды
 Существуют два вида соединения холодной сваркой – точечная и роликовая.
Существуют два вида соединения холодной сваркой – точечная и роликовая.
- Точечная сварка является наиболее распространенным методом использования. Особенно часто она применяется при соединении цветных металлов. Применение клея не требует применения специального оборудования. Самым дорогим инструментом является пуансоны.
- Роликовую сварку делят на несколько технологических категорий – одностороннюю, двухстороннюю и ассиметричную. Характеризуется образованием цельного неразрывного соединения.
Преимущества и недостатки
К преимуществам холодной сварки относят:
- простота использования;
- химическая устойчивость;
- экологичность;
- низкая стоимость;
- скорость соединения;
- компактность;
- термостойкость.
Ярко выраженных недостатков метод не имеет. Стоит отметить, что классические методы соединения обладают лучшими свойствами – дуговая сварка надежнее соединит металл, а болтовое соединение будет крепче держать деревянные бруски.
Таким образом, холодная сварка является прекрасным инструментом для экстренного проведения ремонта.
Где можно применять?
Проводит ли холодная сварка электрический ток? Нет, её свойства позволяют соединять металлы, находящиеся под действием напряжения: клей не способен проводить электричество. Перед соединением отключите от электрического тока соединяемые элементы.
Жидкости. Химический состав жидкости не имеет значения.
Для склеивания каких материалов?
Что можно клеить холодной сваркой? Как было сказано выше, рассматриваемый продукт способен соединять различные материалы:
- металл;
- стекло;
- пластиковые элементы системы отопления;
- линолеум;
- ковролин;
- пластмасса;
- камень.
Как пользоваться жидким и сухим сварочным составом?
 Основным источником информации является инструкция по применению. В ней можно почерпнуть нужную информацию, касательно безопасного использования клея и рекомендуемых областей применения. Ниже приведены общие правила при использовании холодной сварки.
Основным источником информации является инструкция по применению. В ней можно почерпнуть нужную информацию, касательно безопасного использования клея и рекомендуемых областей применения. Ниже приведены общие правила при использовании холодной сварки.
Правила безопасности при работе
Холодная сварка – нетоксичный материал. Ее применение не требует использования защитных очков или средств защиты органов дыхания. Основным требованием безопасности некоторых продуктов является защита кожного покрова и слизистой оболочки от непосредственного контакта с клеем. В случае попадания на кожу следует хорошо промыть контактный участок большим количеством воды и обратиться к врачу. Это относиться к готовой смеси – контакт с высохшим продуктом не принесет вреда здоровью.
Посуда для подготовки смеси должна быть чистой, без содержания посторонних элементов. Дальнейшее использование посуды для приема пищи нежелательно.
Технология работы
Порядок работы с холодной сварки следующий:
- Подготовьте поверхность. Клей наносится только на чистую, сухую и обезжиренную поверхность. В случае необходимости произведите обработку абразивом. От качественной подготовки зависят эксплуатационные свойства соединения.
- Намочите руки водой. Клей не будет липнуть к рукам – это не позволит нарушить соотношение элементов состава.
- Подготовьте клей. Действуйте согласно инструкции к продукту. В процессе подготовки смесь может нагреться.
- Нанесите состав на места соединения. Эта процедура не должна занимать более 3 минут.
- Фиксация соединения. Ждите высыхания. Время кристаллизации указано в инструкции по применению.
Рекомендации
Холодная сварка нашла множество применений в быту. С ее помощью можно устранить утечки в системах отопления, водопровода или канализации. Разбитая керамика, поврежденные стенки аквариума, трещины корпуса самогонного аппарата, ремонт инструмента – это далеко не весь список проблем, в решении которых может помочь эпоксидный клей.

У автолюбителей холодная сварка пользуется заслуженным уважением. Клей выручит в случае необходимости аварийного ремонта отопительной системы или бензобака автомобиля. Водители могут устранить течь радиатора в дорожных условиях. Однако следует помнить, что данная мера является временной и не избавит от необходимости ремонта радиатора.
Для ремонта глушителя следует выбрать термостойкий клей. При условии качественной подготовки и соблюдении технологий глушитель может прослужить значительный срок. Известны производители, которые специализируется исключительно на производстве автогерметиков.
Существуют специальные автомобильные герметики, способные устранить механические повреждения прокладки головки блока цилиндров или сальников двигателя.
Они могут стать серьезным подспорьем в дальнем путешествии – поломка может произойти на любом участке дороги, а рядом может не быть специализированной СТО для ремонта автомобиля.
Заключение
Как показывает практика, холодная сварка может помочь решить своими руками многие бытовые проблемы с утечками чугунных батарей отопления или соединением поверхности. Многие автолюбители помнят, как с ее помощью закрепили соскочивший болт, или заделали потекший радиатор. Помните, что холодная сварка не справиться с серьезными поломками.
Поэтому не рекомендуем использовать холодную сварку только в случае аварийного ремонта.

Слесарь-сантехник Воронежского ЖКХ Ленинского района, Еремин Владимир Анатольевич. Опыт работы – 14 лет: «Я работаю сантехником в ЖКХ. Большую часть времени я занимаюсь аварийными заявками. В связи с множеством поломок не имею возможности носить все расходники и материалы с собой. Очень часто выручает холодная сварка. Она позволяет выиграть время для подготовки к работам».
Общие сведения о традиционной холодной сварке
Холодная сварка представляет собой способ соединения деталей без нагрева какими-либо внешними источниками при комнатной температуре. Она применяется в случаях, когда физически или экономически нецелесообразно выполнять сварку с предварительным нагревом ввиду больших габаритов изделия, возникновения значительных внутренних напряжений или опасности коробления, например, газовую сварку своими руками. Выполняется холодная сварка по металлу при помощи специальных устройств, способных вызывать одновременную направленную деформацию заранее очищенных поверхностей в сочетании с нарастающим напряженным состоянием, способствующем образованию монолитного высокопрочного соединения. Таким способом можно соединять кадмий, серебро, цинк, алюминий, железо, медь, никель, свинец. Большим преимуществом холодного метода является соединение разнородных металлов, образующих интерметаллиды или чувствительных к нагреву.
Соединяемые детали сваривают внахлест путем вдавливания в металл пуансонов с одной или двух сторон. Соединения могут выполняться в виде непрерывного шва или отдельных точек. Наличие зоны обжатия около вдавливаемого пуансона способствует уменьшению коробления детали и повышению напряженного состояния в зоне сварки, что влечет за собой образование периферийного провара за площадью отпечатка пуансона. Недостатком являются возникающие технические затруднения, связанные с устранением протекания металла между прижимом и пуансоном и созданием двух больших давлений на малой площади поверхности. Этим способом можно сваривать малопластичные материалы.
Роликовая сварка
Роликовая (шовная) сварка представляет собой еще один способ соединения деталей, характеризующийся непрерывностью монолитного соединения. Заготовки располагаются между роликами и обжимаются ими при полном погружении рабочих выступов в металл. После этого ролики начинают вращать. Изделие перемещается, а рабочие выступы, последовательно внедряясь в металл, вызывают его интенсивную деформацию. В итоге образуется непрерывный монолитный шов.
Недостатки роликовой сварки
Недостатком является свободное затекание металла вдоль оси шва, что затрудняет образование достаточного напряженного состояния материала в зоне соединения. При необходимости его повышения увеличивают диаметр роликов. Роликовую сварку можно выполнять на металлорежущих станках, например фрезерных, а в случае необходимости сварки тонких пластичных металлов – на ручных настольных станках.
Рациональность в применении
Наиболее рационально применять холодную сварку по металлу при массовом производстве одинаковых деталей и в электротехнике, где с ее помощью можно соединять медные детали с алюминиевыми, с обеспечиванием надежного электрического контакта в разъемных соединениях.
Клей-паста – для сваривания металла
В последние годы появился еще один вид холодного метода сваривания. Этим термином называют особый клей-шпаклевку с добавлением стального порошка, обладающий сверхвысокой адгезией к большинству материалов, используемых в ремонте и строительстве (металл, пластик, стекло, дерево, керамика и т. д.).
Такой холодный метод соединения стали характеризуется высокой устойчивостью к воздействию различных агрессивных сред. Холодной технологией сваривания очень просто пользоваться, поэтому она находит применение при ремонте бензобаков, глушителей, радиаторов, головок блока цилиндров, аккумуляторов в автомобиле, а также для ремонта мебели, аквариумов, сантехники, зеркал, инструментов и т. д. Очень удобна при ремонте труб водоснабжения. Обладая свойством увеличиваться в объеме при затвердении, она выступает в качестве пробки при ликвидации вытекания жидкостей из любых агрегатов. После высыхания образуется соединение, по прочности сравнимое с горячей сваркой, что позволяет выполнять последующую токарную обработку, сверление, нарезку резьбы и окрашивание. Отломанную или потерянную деталь можно легко восстановить, вылепив ее руками.
Одной из популярных марок такого клея является холодная сварка для металла mastix, предназначенный для быстрого и надежного склеивания, герметизации соединений и восстановления утраченных фрагментов любых металлических изделий, работающих в температурном диапазоне от -60 ºС до +150 ºС.
Холодная сварка для металла инструкция
Соединяемые поверхности или место ремонта очистить от грязи и ржавчины крупнозернистой наждачной бумагой, по возможности обезжирить (ацетоном и т. п.) и просушить.
Отрезать необходимую по объёму часть состава и тщательно смешать оба компонента пальцами до образования равномерной массы.
Нанести полученную смесь на ремонтируемую поверхность. Для склеивания деталей нанести массу на обе склеиваемые поверхности, прижать и зафиксировать на 40 – 45 мин. При использовании на замасленных или влажных поверхностях смесь следует пригладить возвратно-поступательными движениями до ощущения её прилипания к поверхности(прочность соединения при этом снижается на 20 – 25 % для замасленных поверхностей).
Чтобы разгладить поверхность или придать ей необходимую форму, можно использовать плоские предметы, смоченные водой.
ВНИМАНИЕ!  Клей для металла mastix
Клей для металла mastix
Период жизнеспособности пластилина составляет 25 – 30 минут при +20 °С. В условиях, обеспечивающих отвод выделяющегося тепла время жизнеспособности увеличивается, при нагреве – уменьшается.
Состав схватывается в течении 40 – 45 минут при +20°С. На этот период необходимо обеспечить взаимную фиксацию соединяемых деталей.
По истечении 2 – 2,5 часов соединение можно подвергать любым механическим обработкам и нагрузкам.
Меры безопасности
Ни в коем случае не допускать попадания компонентов стержня на кожу и в глаза. При попадании в глаза следует промыть их водой и сразу обратиться к врачу. Для исключения попадания на кожу следует использовать защитные перчатки. Запрещено использовать на поверхностях, непосредственно контактирующих с продуктами питания.
Цена холодной сварки для металла достаточно низкая, но судя по отзывам, данная технология с лихвой позволяет окупить потраченные вложения.
пошаговая инструкция и типичные ошибки
С научной точки зрения, холодной сваркой (Cold Welding) называют процесс соединения сплавов без разогрева кромок до температуры плавления. Для ускорения процесса чаще всего используют пресс: детали сжимают, и через некоторое время, благодаря явлению под названием «пластическая деформация», получается неразъёмное соединение. До появления кузниц сплавы и благородные металлы «сваривали» при помощи сильного удара.
Из чего состоит «холодная сварка»
Технические пасты, состоящие из эпоксидных смол, отвердителей и пластичных наполнителей, называются «холодной сваркой», но это условное наименование.
Большинство составов включает в себя:
- смолу – синтетическую смесь. Разные производители разрабатывают свои уникальные соединения;
- отвердитель – вещество, благодаря которому, паста получает способность к застыванию. Химическая формула также зависит от марки «холодной сварки»;
- наполнитель – состав, придающий смеси большую вязкость. Это нужно для удобства работы, поскольку сама по себе эпоксидная смола очень текуча.
Роль наполнителя может играть мелкая стружка из стали, алюминия или синтетические вещества.
Качество «холодной» сварки зависит от конкретного производителя, перед использованием важно изучить, для каких целей она была разработана, условия её правильного хранения, срок годности и правила применения. Если нарушена рецептура, или Cold Welding пролежала слишком долго, то надёжного соединения добиться не получится.
Для ремонта кузова автомобиля подойдёт практически любая паста, способная полностью приклеиться к стали и превратиться в твёрдую субстанцию.
Плюсы и минусы составов
Плюсы «холодной сварки»:
- срок полного затвердевания большинства составов – от 10 минут до часа. Однако для надёжности рекомендуется, если есть возможность, выдерживать детали 24 часа;
- простота использования – два компонента нужно лишь смешать между собой. Других манипуляций не требуется;
- качественная Cold Welding выдерживает после схватывания температуру до 100 (иногда – чуть более) градусов.
После затвердевания поверхность можно обрабатывать наждачной бумагой, болгаркой, сверлить отверстия и даже нарезать резьбу.
Минусами признают ограниченный диапазон температур, при которых возможно использовать «холодную сварку» – выше нуля градусов. Но даже при наступлении морозов применение её возможно. Следует лишь предварительно прогреть поверхность металла и «сварку» строительным феном.
Как отремонтировать кузов. Пошаговая инструкция
Сначала требуется провести подготовку восстанавливаемого участка кузова:
- Повреждённую поверхность нужно очистить от грязи, краски и грунта при помощи наждачной бумаги или болгарки с лепестковым кругом.
- Полностью удалить ржавчину до чистого металла.
- Обезжирить, используя керосин, бензин или растворитель.
Теперь можно приступить к ремонту:
- Если температура воздуха ниже нуля градусов, нужно подогреть поверхность строительным феном.
- Отрезать от стержня «холодной сварки» кусок такого размера, чтобы хватило на восстановление повреждённого участка.
- Разминать ремонтный состав пальцами до тех пор, пока он не станет однородным – отвердитель должен перемешаться со смолой и наполнителем.
- Разместить «холодную сварку» на отверстии в кузове, разглаживая её по поверхности руками.
- При необходимости можно выровнять Cold Welding шпателем.
Срок полного отвердевания зависит от марки состава, рекомендуется ознакомиться с информацией на упаковке. Когда ремонтный состав застынет, то с участком можно продолжить работу: зачистить притиром с наждачной бумагой, нанести шпаклёвку, произвести выравнивание, а затем поверхность следует загрунтовать и покрасить.
Типичные ошибки
Часто во время ремонта возникают проблемы:
- Состав не затвердевает – такое случается, если «холодную сварку» плохо перемешали, или её срок годности истёк.
- Смола отваливается от поверхности кузова – была неправильно проведена подготовка кузова: нужно тщательно зачистить поверхность до появления крупных рисок.
- Невозможно размять «холодную сварку», она крошится и разваливается – куплен просроченный продукт. Или состав ненадлежащего качества.
Перед работой можно отрезать небольшой кусочек «сварки» и протестировать его: размять и посмотреть, как он будет себя вести.
Для восстановления крупных площадей необходимо использовать мелкую стальную сетку, которая должна перекрывать всю повреждённую зону. Армирующий элемент нужно предварительно обезжирить. «Холодную сварку» лучше наносить поэтапно в 2-3 слоя.
Как сделать самодельную «холодную сварку». Способы ремонта крупных дефектов кузова
Учитывая, что основной компонент «холодной сварки» – эпоксидная смола, можно изготовить ремонтный состав своими руками. Для этого нужно:
- Взять эпоксидный двухкомпонентный клей и смешать его в ёмкости с отвердителем, учитывая пропорции, рекомендованные производителем.
- В полученную смесь засыпать металлические опилки, которые будут играть роль наполнителя.
- Отрезать фрагмент от полотна стеклоткани так, чтобы он полностью перекрывал восстанавливаемый участок.
- Ремонтный состав равномерно нанести на кузов.
- Уложить сверху вырезанную заплатку.
Плюсы такого способа: можно восстанавливать крупные участки, допускается регулирование вязкости смеси в соответствии с необходимостью, не нужно приобретать «холодную сварку».
Важно учесть, что эпоксидный клей сохнет 24 часа. После затвердевания можно заниматься шпаклеванием.
Марки составов. Топ-5. Отзывы мастеров
Для ремонта кузова можно использовать как твёрдые составы, так и желеобразные или смеси в виде паст. Выбор зависит от площади повреждённой поверхности, её положения (вертикальная, горизонтальная), доступности восстанавливаемой зоны.
Холодная сварка№#
Название
Рейтинг
Вес
Тип
Термостойкость
1
ABRO STEEL
57 г
Двухкомпонентная
2
DONE DEAL
85 г
Однокомпонентная
3
ABRO Thermometal
85 г
Однокомпонентная
4
PERMATEX
28 г
Двухкомпонентная
5
Poxipol
70 мл
Двухкомпонентная
Холодная сварка
ABRO STEEL
1
Клей-шпаклёвка универсальная. Подходит для работы с металлами. Выдерживает нагрев до 260 градусов. Устойчива к агрессивным средам.
- Плюсы: быстро затвердевает. Легко разминается и наносится на поверхность.
- Минусы: липнет к рукам, нужно смачивать пальцы.
DONE DEAL
2
Разработана для ремонта автомобилей и другой техники. Устойчива к вибрации, температурам, агрессивным средам.
- Плюсы: легко наносится на поверхность. Не стекает с вертикальных плоскостей.
- Минусы: длительное время отвердевания.
ABRO Thermometal
3
Специально создана для ремонта автомобилей.
- Плюсы: не нужно смешивать несколько компонентов. Легко наносится.
- Минусы: требуется тщательно готовить поверхности. Долго сохнет – 24 часа. Токсична.
PERMATEX
4
Предназначена для ремонта бензобаков и других элементов автомобиля. Устойчива к этанолу и другим растворителям.
- Плюсы: застывает за 1 час.
- Минусы: не годится для ремонта полиэтилена, полипропилена.
Poxipol
5
Желеобразная «холодная сварка» для работы с металлами и пластиком.
- Плюсы: устойчива к высоким температурам.
- Минусы: медленно схватывается, рекомендуется ждать 24 часа, часто продают поддельный товар. Состав токсичен.
Приобретать «холодную сварку» рекомендуется в крупных торговых точках или известных автомагазинах.
При ремонте кузова автомобиля следует учитывать, что эпоксидные составы не заменяют обычную сварку, восстановление несущих конструкций автомобиля невозможно.
Под названием «холодная сварка» понимают различные композитные клеевые составы, объединённые общим способом соединения материалов. Принцип действия основывается на придании пластичности верхним слоям соединяемых деталей, что приводит к проникновению в них молекул клеящего вещества.
Состав средства
Обычно состав состоит из двух компонентов, которые необходимо смешать непосредственно перед применением. После этого смесь наносится на склеиваемые поверхности, которые затем с силой прижимаются друг к другу на определённое время.
Адгезивным компонентом чаще всего выступает эпоксидная смола, а наполнителем может быть, к примеру, металлический порошок, который придаст прочность и термостойкость шву. Также некоторые производители добавляют в состав различные присадки, тем или иным способом улучшающие эффективность клея.
 Примерная стоимость холодной сварки на Яндекс.маркет
Примерная стоимость холодной сварки на Яндекс.маркет Несмотря на то что процесс не требует ни нагрева, ни воздействия электричеством, соединение получается достаточно прочным, чтобы выдерживать как довольно большие нагрузки, так и вибрацию.
Область применения
Эта разновидность клея используется для склеивания самых разных материалов, таких, как металл, пластик, линолеум и даже бетон. Существуют специальные виды холодной сварки, предназначенные для одного типа материалов.
В быту часто используют универсальную разновидность, которая, с одной стороны, работает с любыми материалами, но с другой, обладает меньшей эффективностью, чем узкоспециальная.
Сколько сохнет холодная сварка
Застывание холодной сварки происходит в два этапа:
- Первичное застывание. Этот процесс начинается сразу после смешивания компонентов клея и длится около пяти минут. За это время необходимо нанести состав на рабочие поверхности и совместить их, жёстко закрепив. Загустев, состав теряет свои свойства, поэтому лучше рассчитать его количество так, чтобы израсходовать весь.
- Высыхание. Это собственно процесс окончательного соединения деталей. У разных производителей заявлена разная длительность высыхания, но лучше всего выдержать сутки, прежде чем начинать пользоваться склеенным предметом.
Что влияет на процесс засыхания
Для достижения лучшего результата перед использованием холодной сварки нужно прочесть предоставленную производителем инструкцию. В ней перечисляются те параметры, на которые следует обратить особое внимание:
- материалы, с которыми работает этот конкретный состав;
- время первичного застывания;
- время засыхания;
- температура окружающей среды, наиболее подходящая для склеивания;
- возможность склеивать влажные поверхности.
Детали перед склеиванием должны быть подвергнуты тщательной подготовке. Склеиваемые поверхности нужно зачистить наждачной бумагой, чтобы удалить ржавчину и придать им шершавость, которая поспособствует размягчению верхних слоёв и лучшему проникновению клеящего вещества. Кроме того, если материал это позволяет, поверхности нужно обезжирить растворителем.
Температура в рабочем помещении для разных составов может быть разной, но в основном варьируется в пределах от 16 до 22 °С.
Если инструкцией предусматривается склеивание мокрых поверхностей, то речь идёт о применении в условиях, когда добиться сухих поверхностей невозможно. Однако соединение влажных деталей в любом случае будет не настолько прочным, поэтому, если есть возможность, детали всё равно следует избавить от влаги.
Нюансы применения
Холодную сварку нельзя считать полноценной заменой классической сварки. Поэтому её нельзя использовать для ремонта конструкций, подвергающихся высоким нагрузкам или воздействию экстремальных температур.
Благодаря высокой адгезии, помимо соединения деталей, холодную сварку используют в качестве шпатлёвки — то есть для лечения сколов и глубоких царапин на гладких поверхностях. Для этого впадина заполняется составом, а после полного высыхания обрабатывается мелкой шкуркой. При необходимости готовое изделие окрашивается в нужный цвет.
Так как клей двухкомпонентный, необходимо добиться нужной пропорции ингредиентов — так состав будет действовать более эффективно. Часто холодная сварка выпускается в виде цилиндрической «колбаски», в которой один компонент находится внутри другого — в таком случае отрезать нужное количество состава следует строго перпендикулярно.
При соединении металлических деталей лучшим выбором будет такой состав, в котором в качестве наполнителя используется порошок того же металла, из которого изготовлены детали.
Металлы и сплавы — температуры плавления
Температура плавления — это температура, при которой вещество переходит из твердого в жидкое состояние.
Точки плавления для некоторых металлов и сплавов:
| Металл | Точка плавления ( o C) | ||
|---|---|---|---|
| Адмиралтейская латунь | 900 — 940 | ||
| Алюминий | 660 | ||
| Алюминиевый сплав | 463 — 671 | ||
| Алюминий Бронза | 1027 — 1038 | ||
| Сурьма | 630 | ||
| Баббит | 249 | ||
| 9198 8500 | 12 Бериллий | Бериллиевая медь | 865 — 955 |
| Висмут | 271.4 | ||
| Латунь, красный | 1000 | ||
| Латунь, желтый | 930 | ||
| Кадмий | 321 | ||
| Хром | 1860 | ||
| Кобальт | 14958 | 1084 | |
| мельхиор | 1170 — 1240 | ||
| Gold, 24K Pure | 1063 | ||
| Hastelloy C | 1320 — 1350 | ||
| Inconel | 1390 — 14258 | 1390 — 1425 | |
| Иридий | 2450 | ||
| Железо, ковка | 1482 — 1593 | ||
| Железо, серый литой | 1127 — 1204 | ||
| Железо, ковкий | 1149 | ||
| Свинец | 327.5 | ||
| Магний | 650 | ||
| Магниевый сплав | 349 — 649 | ||
| Марганец | 1244 | ||
| Марганцевая бронза | 865 — 890 | ||
| — | |||
| молибден | 2620 | ||
| монель | 1300 — 1350 | ||
| никель | 1453 | ||
| ниобий (колумбий) | 2470 | ||
| 9 9008 | 92524 | 9258 | 9258 | 9258 | 9258 | 9258 | 9258 | 9258 9288 |
| Молибден 1555 | |||
| Фосфор | 44 | ||
| Платина | 1770 | ||
| Плутоний | 640 | ||
| Калий | 63.3 | ||
| Red Brass | 990 — 1025 | ||
| Рений | 3186 | ||
| Родий | 1965 | ||
| Рутений | 2482 | ||
| 9 9008 Силикон | 9198 | Силикон1411 | |
| Серебро, монета | 879 | ||
| Серебро, чистый | 961 | ||
| Серебро, стерлинг | 893 | ||
| Натрий | 97.83 | ||
| Припой 50 — 50 | 215 | ||
| Сталь углеродистая | 1425 — 1540 | ||
| Сталь нержавеющая | 1510 | ||
| Тантал | 2980 | ||
| 17 торий | |||
| Олово | 232 | ||
| Титан | 1670 | ||
| Вольфрам | 3400 | ||
| Уран | 1132 | ||
| Ванадий | | 932 | |
| Цинк | 419.5 | ||
| Цирконий | 1854 |
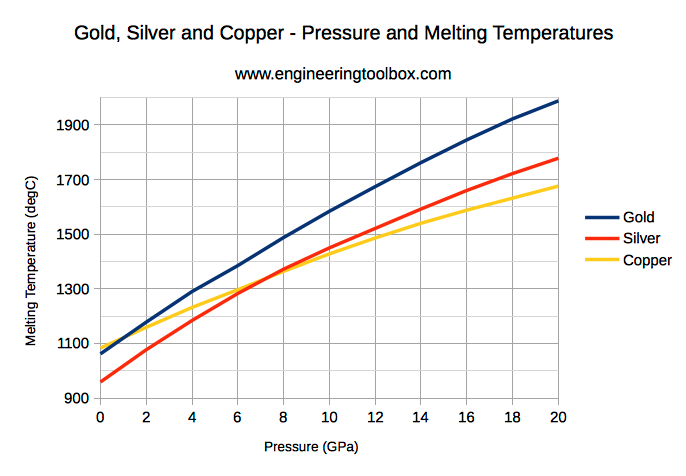
Золото, серебро и медь — давление и температуры плавления
Майк Брейс и Джим Брук
Для производителей и других с В конечном итоге, сварка листового металла часто означает постоянную борьбу между производительностью и инвестициями в оборудование, а не плавлением, короблением, чрезмерно большие зоны термического влияния (ЗТВ) и внешний вид сварного шва. Для В отдельных случаях сварка листового металла, успех может быть обеспечен путем изучения правильных методов.
Выбор процесса
При сварке тонкого металла основная цель состоит в том, чтобы избежать коробления, расплавления и чрезмерного воздействия зон термического воздействия, при этом обеспечивая достаточную механическую прочность сварного шва для применения. Сварочные процессы, которые обеспечивают наибольший контроль над теплом, — это короткозамкнутая дуговая сварка металлом дуговой сварки (GMAW), импульсная газометаллическая сварка (GMAW-P), газовая вольфрамовая дуговая сварка (GTAW) и импульсная GTAW. В таблице 1 представлен краткий обзор процессов.Правильный процесс для вас будет зависеть от относительного влияния факторов, указанных в таблице, на вашу деятельность.
Рекомендации для конкретных процессов GMAW Выбор электрода и защитного газа
Используйте наименьший возможный диаметр проволоки. Меньшая проволока требует меньше тепла для плавления, что, в свою очередь, меньше нагревает металл. Проволока меньшего размера также обеспечивает больший контроль над сварным швом и больше шансов на восстановление после ошибок, поскольку имеет более низкую скорость осаждения.Вот почему профессиональные группы, такие как I-CAR, Межотраслевая конференция по ремонту автомобильных столкновений, рекомендуют использовать проволоку диаметром 0,023 дюйма для большинства ремонтных работ при столкновениях. Для сварочного материала толщиной 18 и более можно использовать 0,030 дюйма. проволока для более высоких скоростей осаждения.
Для сварки низкоуглеродистой стали выберите проволоку AWS E70 в классификации S-2, S-3 или S-6. Для защитного газа всегда используйте газ с высоким содержанием аргона, такой как 75% аргон / 25% CO2, обычно называемый 75/25 или C25. Аргон несет меньше тепла, чем чистый CO2, и вы получите меньше брызг.
Два самых популярных провода для алюминия — ER4043 и ER5356. В то время как последний подает легче, выберите ER4043 диаметром 0,030 дюйма для решения проблем, связанных с нагревом. ER4043 плавится при более низкой температуре и использует более медленную скорость подачи проволоки, что часто делает его превосходным выбором в приложениях из листового металла. Для алюминия используйте 100% защитный газ аргон.
Для сварки нержавеющей стали 304 подходят провода ER308, ER308L и ER308LSI. Для сварки нержавеющей стали 316L требуется проволока 316L.Используйте защитный газ «tri-mix», состоящий из 90% гелия / 8% аргона / 2% CO2.
Примечание: не пытайтесь сваривать тонкий металл с порошковой проволокой. Эти провода используют больше тепла, потому что они требуют глобулярного переноса. В отличие от передачи с коротким замыканием, когда сварочная ванна охлаждается каждый раз, когда проволока касается основного металла, дуга остается постоянно включенной при глобальном переносе.
Полярность Электрода
Для сварки сплошной проволокой используйте положительную полярность электрода (EP).Хотя EP направляет больше тепла в основной металл, чем отрицательную (EN) полярность электрода, вы получите наилучшие результаты с EP и следуйте приведенным здесь рекомендациям. Если вы использовали порошковую проволоку, обязательно измените полярность вашей машины с EN на EP.
Выбор и подготовка электрода GTAW
Забудьте о вездесущем вольфрамовом электроде диаметром 18 дюймов и используйте меньший. Они имеют диаметр до 0,020 дюйма. Меньшие электроды переносят меньше тепла и позволяют лучше сфокусировать дугу в меньшей области.Для применений из стали и нержавеющей стали держите вольфрам остроконечным и обязательно шлифуйте параллельно длине.
Для получения наилучших результатов при использовании тонкого алюминия используйте источник питания на основе инвертора (см. Рекомендации по источнику питания GTAW) и забудьте о популярной практике сварки чистым вольфрамовым электродом и загибания конца. Вместо этого выберите вольфрам диаметром 332 дюйма с 2% церия (2% тория как второй вариант), отшлифуйте его до некоторой точки и положите небольшую землю на конец. По сравнению с прессованным вольфрамом, используемым в обычных машинах GTAW, заостренный электрод обеспечивает больший контроль над дугой и позволяет точно направить дугу на соединение, сводя к минимуму искажения.
Подготовка алюминия
Очистите все металлы перед сваркой, особенно алюминий. Удалите масло и грязь обезжиривателем / растворителем. Оксидный слой образуется на алюминии при воздействии воздуха. Этот оксид алюминия плавится при температуре 2000F выше, чем обычный алюминий. Поэтому непосредственно перед сваркой удалите оксид с помощью проволочной щетки из нержавеющей стали, шлифовальной машины или химического средства для очистки оксидов. Любое ослабление при подготовке сварного шва ухудшает качество и целостность сварного шва, поэтому будьте внимательны.
Если вы храните алюминий в холодных местах (снаружи, на неотапливаемых складах), доведите его до комнатной температуры и устраните образование конденсата. Не нагревайте холодный металл кислородно-топливной горелкой — обычная практика, но не очень хорошая идея. Это может загнать углерод в оксидное покрытие.
Универсальный Совет
Техника сварки
Направьте дугу на середину сварочной ванны. Обычно вы держите дугу на передней кромке, где сварочная ванна самая тонкая, чтобы дуга попала в работу для большего проникновения.Однако, оставаясь на месте, бассейн может изолировать основной металл от полной силы дуги.
Рис. 2 — Сварщик использует источник питания инверторного типа для импульсного ГТАУ постоянного тока для сварки нержавеющей стали 18-го калибра для пищевой промышленности. Использование импульсного GTAW помогает предотвратить коробление и расплавление.
Чтобы предотвратить расплавление и деформацию, не взбивайте и не соткайте горелку, потому что чем дольше вы держите дугу в зоне, тем горячее она становится. Всегда двигайтесь по прямой линии и используйте максимально возможную скорость движения, чтобы поддерживать хороший профиль борта.
прерывистой сварки
Неравномерно распределенное тепло вызывает искажения и деформацию, что, в свою очередь, наносит ущерб частям, которые теоретически сочетаются друг с другом. Чтобы свести к минимуму деформации, распределите тепло как можно более равномерно. Вы можете сделать это, используя прерывистую технику сварки, обычно называемую сваркой пропуском или стежком.
Например, представьте, что вы свариваете кусок нержавеющей стали 18-го калибра размером 2 x 2 фута, чтобы отремонтировать борт резервуара. Начните с создания 1-в.-длинная сварка Пропустите 6 дюймов и сделайте еще один сварной шов длиной 1 дюйм. Продолжайте прокладывать путь по окружности пластины, приваривая 1 дюйм из каждых 6 дюймов. Возможно, вы слышали об этом как сварка «1 на 6». После того, как вы проехали один раз, сделайте следующий шов длиной 1 дюйм 3 дюйма от первого шва. Продолжайте размещать второй набор сварных швов между теми, которые вы сделали на первом проходе, и так далее, пока не достигнете желаемой целостности.
То же самое относится и к сварке линейных деталей. Если металл начинает деформироваться или тянуться в одну сторону, решить проблему по
- Увеличение пропускаемого расстояния между сварными швами
- Сварка в начале, середине и конце детали, затем повторение последовательности
- Сварка на альтернативных сторонах соединения.
бэк-баров
Для того, чтобы рассеивать тепло из зоны сварного шва быстрее, чем при атмосферном охлаждении в одиночку, месте зоны термического влияния при контакте с опорной панелью -. Рис 1. Опорный бар может быть как простая, как металлический стержень (обычно медь или алюминий, потому что они рассеивать тепло лучше) зажаты на задней части сварного шва. Эта простая технология позволила одному производителю использовать импульсный источник питания GMAW «все в одном» для сварки непрерывного соединения на 0,040 дюйма. алюминий.
В приложениях с более высокими рабочими циклами вам может потребоваться использовать заднюю планку с водяным охлаждением. Разработанные версии оснащены водяным охладителем, который циркулирует охлажденную воду или специальную охлаждающую жидкость через отверстия, просверленные в стержне. Простые, самодельные версии оснащены водяным кулером, циркулирующим через охлаждающую трубу через охлаждающую трубу из ПВХ.
Fit-Up и совместный дизайн
Сварка тонкого металла требует плотной посадки. Представьте себе стыковой шов на металле 20 калибра.Если детали не соприкасаются даже в течение 116 дюймов, вы только что создали отверстие, которое просит прохождения через расплав и оставило зазор, который не может поглотить тепло. На более толстом металле края металла могут поддерживать дугу, но не здесь. Пробелы не вызывают ничего, кроме неприятностей. Чтобы избежать переделок, вызванных расплавлением, придерживайтесь старой пословицы: «Измерьте дважды, отрежьте один раз».
Рис. 3 — Инвертор с передовой прямоугольной технологией может фокусировать дуговой конус, сужать сварной шов и увеличивать скорость перемещения.Здесь сварка заостренным электродом и контроль баланса, выходящий за пределы 68% отрицательного электрода, создали узкий валик.
Если вы можете изменить конструкцию детали с помощью соединений, которые могут выдержать больше тепла, сделайте это. Например, вместо сварного стыкового соединения вы можете сделать кольцевое соединение? Если вы можете, вы удвоите количество металла, доступного для поглощения тепла.
Не перегружайте
Большинство людей, особенно те, у кого нет формального обучения, чувствуют себя вынужденными заварить сустав, чтобы получить большую силу.Предполагая, что у вас достаточно тепла, ножка сустава (длинная сторона треугольника) не должна быть длиннее самой тонкой пластины. Например, при сварке 116 дюймов. пластина до 18-в. пластина в Т-образном или круговом соединении, сварной шов должен иметь ширину всего 116 дюймов. Чрезмерно широкие сварные швы уменьшают скорость перемещения, напрасную трата времени, отходы присадочного металла и газа, могут привести к ненужному шлифованию после сварки и могут повлиять на характер металла.
GMAW Источники питания
При выборе источника питания для короткого замыкания GMAW, используйте источник с хорошим контролем напряжения на нижнем конце для хорошего запуска дуги и стабильности.
Если вы планируете приобрести универсальный источник питания, который использует 115-вольтный бытовой ток, обратитесь к одному из основных производителей промышленного сварочного оборудования. Зачастую очень дешевые машины просто не имеют наклона и индуктивности, необходимых для хорошего контроля короткого замыкания. Убедитесь, что устройство поставляется с контактором и газовым электромагнитным клапаном; некоторые агрегаты предназначены только для сварки порошковой проволокой.
Если вы планируете сварку с универсальным источником питания в диапазоне 200250 A, ищите один с золотниковым пистолетом, который подключается непосредственно к передней панели.Это устраняет множество проблем, связанных с подключением, позволяя мгновенно переключаться между двумя различными проводами, например, 0,023 жесткого провода в «обычном» пистолете и 0,030 алюминиевого провода в золотниковом пистолете. Чтобы сварить алюминий до 0,040 дюйма, источник питания, такой как Millermatic Pulser компании Miller Electric, обеспечивает хорошее значение для умеренной Объем производства, потому что он имеет встроенные возможности пульсации.
Для работы с большими объемами, как универсальные устройства 200300 A, так и промышленные машины производственного типа могут сваривать лист без превышения рабочего цикла.Хотя несколько устройств «все в одном» обеспечивают отличные результаты, они не могут конкурировать с промышленными машинами за контроль разбрызгивания. Если вы в настоящее время тратите много времени на очистку и разбрызгивание после сварки, вы можете повысить производительность и снизить накладные расходы, модернизировав технологию источника питания. Помните, что газ, проволока и источник питания составляют менее 15% от общей стоимости сварного шва; 85% происходит от труда. Слишком много компаний пытаются сэкономить копейки, сокращая затраты на сварку, не обращая внимания на время заточки.
Для металлов от 116 до 332 дюймов. Диапазон, рассмотрите возможность инвестирования в импульсную систему GMAW, когда появление бус и отсутствие брызг являются факторами. Импульсный GMAW практически не разбрызгивается и обеспечивает более высокую скорость перемещения, чем передача с коротким замыканием, поэтому он очень быстро окупается. Импульсный GMAW может заменить GTAW в некоторых приложениях для повышения скорости движения. Опять же, промышленные источники питания со встроенными пульсирующими элементами управления обеспечивают наилучшее значение.
GTAW Источники питания
Источники питания GTAW подразделяются на две основные категории: источники постоянного тока для черных металлов и источники переменного / постоянного тока для цветных металлов.
Для сварки тонкой стали или нержавеющей стали, но не алюминия, инвестируйте в один из новых инверторов GTAW, которые имеют пульсирующее управление и запускают высокочастотные дуги. Импульсный GTAW, который позволяет сварочной ванне охлаждаться между импульсами, является одним из самых простых методов предотвращения коробления и расплавления — Рис. 2.
Для сварки тонкого алюминия используйте станок GTAW с регулируемым прямоугольным выходом. Точная настройка его «контроля баланса» или регулировки EN соотношение EP, вы можете сузить наплавленный валик и отвод тепла от опорной плиты.
Для получения непревзойденных результатов на тонком алюминии используйте инвертор с передовой технологией прямоугольных волн, такой как Miller’s Dynasty 300 DX. Эти машины имеют расширенный контроль баланса (до 90% EN против 68% EN для обычной технологии) и регулируемую выходную частоту (обычно от 20 до 250 Гц). Инверторы создают максимально узкий конус дуги и позволяют выполнять сварку в режиме переменного тока с заостренным вольфрамом — Рис. 3. Вы можете точно направить дугу, быстрее создать сварочную ванну и разместить присадочный металл именно там, где вам нужно.
Майк Брейс и Джим Брук — инженеры по сварке в Miller Electric Mfg. Co., Appleton, WI., (920) 734-9821. ,
Слышали ли вы о термообработке после сварки (PWHT)? Конечно есть. Если вы занимаетесь сваркой, вы наверняка слышали этот термин. Но что такое PHWT? Когда требуется PWHT? При какой температуре следует проводить PWHT? Термообработка материалов может быть очень сложной задачей, но когда дело доходит до термической обработки после сварки, она сводится к простой концепции: PWHT делается для того, чтобы поддерживать или улучшать прочность материала и механические свойства и снимать остаточные напряжения.При изготовлении стали наиболее распространенными процедурами PWHT являются последующий нагрев и снятие напряжения.
Когда мы свариваем, мы вводим достаточно тепла, чтобы расплавить основной материал. Эта повышенная температура вызывает микроструктурные изменения основного материала, которые могут изменять очень важные свойства материала, такие как прочность на разрыв, твердость, пластичность и ударную вязкость. Степень влияния этих свойств зависит от химического состава основного материала и скорости охлаждения после сварки.Требования к обработке PWHT обычно диктуются нормами и стандартами, а также любыми специальными требованиями, обусловленными условиями эксплуатации сварной конструкции.
Для изготовления стали использование PWHT обусловлено необходимостью противостоять хрупкому разрушению посредством последующего нагрева и уменьшать остаточные напряжения за счет снятия напряжений.
Постобогрев в основном делается для того, чтобы избежать водородного растрескивания (HIC), также известного как холодный растрескивание и водородное растрескивание (HAC).Для того, чтобы произошла HIC, должны присутствовать три вещи:
- Чувствительная микроструктура основного материала (обычно из-за высокого содержания углерода)
- Пороговый уровень водорода
- Повышенный уровень стресса (внутренний или внешний)
Для более подробной информации по этой теме вы можете прочитать Факторы, влияющие на трещины, вызванные водородом.
Если вы устраните одну из трех указанных выше причин, трещины, вызванные водородом, не произойдут. Последующее нагревание позволяет водороду диффундировать из зоны сварного шва и зоны термического влияния (ЗТВ), тем самым снижая количество диффундирующего водорода ниже порогового уровня.Для получения дополнительной информации о предотвращении HIC прочитайте Предотвращение вызванного водородом взлома.
Сварочный шов не должен охлаждаться до комнатной температуры перед последующим нагревом. HIC произойдет, когда температура материала упадет ниже 200F. Прежде чем это произойдет, деталь должна быть нагрета до определенной температуры и выдержана в течение определенного времени, которое зависит от типа материала и толщины. Это позволяет водороду диффундировать из сварного шва и предотвратить образование холодных трещин при достижении комнатной температуры.
Коды и стандарты будут указывать температуру и время выдержки. В общем, вы должны нагреть деталь достаточно высоко, чтобы позволить водороду диффундировать из сварного шва и ЗТВ, но недостаточно высоко, чтобы вызвать какие-либо микроструктурные изменения. Как правило, эта процедура прокаливания выполняется при температуре от 300 до 600 ° F [149–316 ° C]. Эта температура поддерживается не менее 1 часа на дюйм [25 мм] толщины материала. Всегда обращайтесь к коду, с которым вы работаете, или к ответственному инженеру, прежде чем разрабатывать свою собственную процедуру последующего нагрева.
Диаграммы, показывающие температуры после нагрева и PWHT и время выдержки, должны быть включены со всеми WPS. Пример диаграммы такого типа показан ниже.
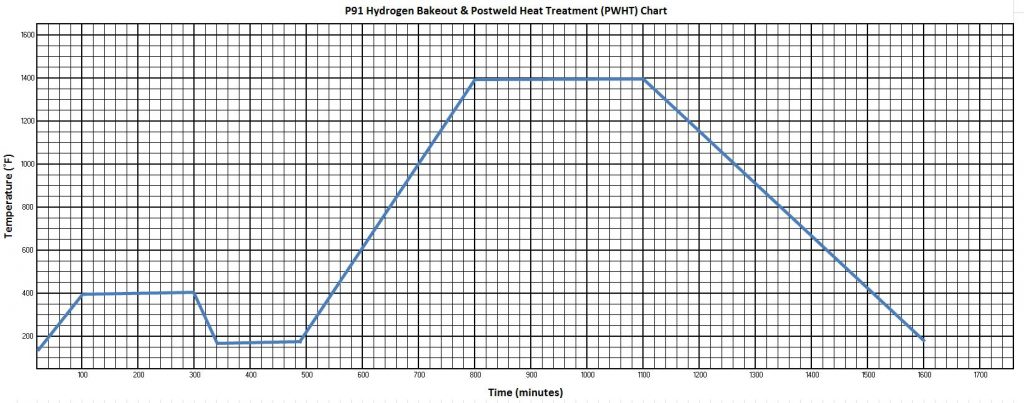
Пример диаграммы PWHT для стали P91. Фактическая температура и время выдержки определяются составом и толщиной материала.
Снятие стресса является еще одной распространенной целью применения PWHT. Снятие напряжения выполняется при гораздо более высокой температуре и обычно в течение более длительного периода времени, чем после нагрева.Напряжения могут развиваться в сварных швах из-за высоких уровней сдерживающих и усадочных сил. Эти напряжения могут не вызвать мгновенное растрескивание детали, но значительно снизить усталостную прочность сварной конструкции или компонента.
Снятие напряжения уменьшит эти остаточные напряжения, возникающие после сварки, путем тщательного регулирования нагрева детали до определенной температуры, выдерживания ее в течение определенного времени и затем управления скоростью охлаждения. В отличие от постнагревания, температуры для снятия стресса намного выше.Для большинства углеродистых сталей снятие напряжения производится при температуре 1000–1400 ° F [538–760 ° C].
Помимо снятия напряжений, PWHT предоставляет и другие преимущества: отпуск, удаление водорода, улучшенную пластичность, ударную вязкость и коррозионную стойкость. Однако следует помнить, что PWHT также может оказывать разрушительное воздействие, если оно сделано неправильно или на материалах, которые не должны подвергаться термообработке после сварки.
Превышение температур для снятия напряжений может снизить предел прочности при растяжении, уменьшить сопротивление ползучести и уменьшить ударную вязкость.Кроме того, некоторые стали не должны подвергаться термообработке после сварки или, по крайней мере, это не рекомендуется. AWS D1.1 «Кодекс конструкционной сварки (сталь)» гласит, что снятие напряжений следующих распространенных конструкционных сталей не рекомендуется:
- ASTM A514 (обычно называемая сталью Т-1 — торговое наименование Arcelor Mittal)
- ASTM A517
- ASTM A709 класс HPS 100 Вт
- ASTM A710
Стоит повторить, что любой PWHT должен выполняться в соответствии с конкретным кодом или стандартом, который регулирует изготовление конструкции или компонента.Даже если PWHT выполняется после сварки, он является частью спецификации процедуры сварки (WPS), и в этом документе должны быть приведены четкие инструкции о том, как выполнять PWHT.
Рекомендации:
Металлы и как их сварить — Теодор Джефферсон, Горхам Вудс
Сварочная металлургия и свариваемость Джон К. Липпольд
AWS D1.1 / D1.1M: 2015 Кодекс конструкционной сварки — сталь
,
Наука
- Анатомия и физиология
- астрономия
- астрофизика
- Биология
- Химия
- наука о планете Земля
- Наука об окружающей среде
- Органическая химия
- физика
математический
Похожие записи
