Как правильно изготовить каркас трансформатора своими руками. Какие материалы лучше использовать для каркаса. Как рассчитать и разметить детали каркаса. Как собрать и подготовить каркас к намотке. Как намотать провод на каркас трансформатора.
Материалы для изготовления каркаса трансформатора
Для изготовления каркаса трансформатора чаще всего используются следующие материалы:
- Текстолит — оптимальный вариант по соотношению качества и цены. Хорошо поддается механической и термической обработке.
- Гетинакс — дешевле текстолита, но имеет средние характеристики.
- Картон — самый дешевый вариант, но требует обязательной пропитки из-за гигроскопичности.
Текстолит является наиболее подходящим материалом для изготовления каркаса трансформатора своими руками. Он легко обрабатывается и обладает хорошими электроизоляционными свойствами.
Расчет и разметка деталей каркаса
Перед изготовлением каркаса необходимо выполнить его расчет и разметку. Для этого можно воспользоваться следующими способами:

- Ручной расчет с использованием специальных таблиц и формул.
- Расчет при помощи компьютерных программ (например, CARCASS).
При ручном расчете важно учитывать следующие параметры:
- Мощность трансформатора
- Размеры магнитопровода
- Диаметр используемого провода
- Требуемые зазоры между обмотками и магнитопроводом
Компьютерные программы значительно упрощают процесс расчета и позволяют быстро получить готовый чертеж каркаса.
Вырезание деталей каркаса
После разметки необходимо вырезать детали каркаса из выбранного материала. Способ вырезания зависит от толщины материала:
- Для листов толщиной до 1,5 мм можно использовать гильотинные ножницы.
- Для более толстых листов применяется циркулярная пила.
- Текстолит толщиной от 3 мм рекомендуется распиливать в нагретом состоянии (80-120°C).
В домашних условиях детали каркаса можно вырезать лобзиком с последующей обработкой напильником. Важно соблюдать точность размеров и чистоту обработки кромок.
Сборка каркаса трансформатора
Сборка каркаса из текстолита обычно не требует использования клея — детали собираются в замок. Однако для повышения прочности рекомендуется проклеить стыки бакелитовым лаком или клеем БФ-2.
При сборке каркаса из картона необходимо использовать клей. Подойдет столярный или нитроклей с высокой водо- и теплостойкостью.
Основные этапы сборки каркаса:
- Соединение деталей гильзы
- Установка щечек каркаса
- Проклейка всех стыков и швов
- Закругление острых кромок для защиты изоляции провода
После сборки каркас необходимо тщательно просушить перед дальнейшей обработкой.
Подготовка каркаса к намотке
Перед намоткой провода каркас необходимо подготовить следующим образом:
- Покрыть каркас слоем бакелитового или электроизоляционного лака для защиты от влаги.
- Просушить каркас после лакировки.
- Установить изоляционные прокладки между слоями обмотки.
- Подготовить выводы обмоток (лепестки или гибкие провода).
Правильная подготовка каркаса обеспечит качественную намотку и надежную изоляцию обмоток трансформатора.
Намотка провода на каркас
Процесс намотки провода на каркас трансформатора включает следующие этапы:
- Закрепление каркаса на намоточном станке или приспособлении.
- Фиксация начала обмотки на выводе или клемме.
- Равномерная намотка витков провода слой за слоем.
- Установка межслоевой изоляции.
- Выполнение отводов в нужных местах обмотки.
- Закрепление конца обмотки.
При намотке важно обеспечить равномерное натяжение провода и плотную укладку витков. Это позволит получить качественную обмотку с минимальными потерями.

Особенности изготовления каркасов для разных типов трансформаторов
Конструкция каркаса может отличаться в зависимости от типа и мощности трансформатора:
- Для маломощных трансформаторов (до 10 Вт) используются простые каркасы из тонкого материала.
- Силовые трансформаторы средней мощности (100-500 Вт) требуют более прочных каркасов с усиленной изоляцией.
- Высоковольтные трансформаторы нуждаются в каркасах с увеличенными изоляционными промежутками.
При изготовлении каркаса важно учитывать особенности конкретного трансформатора и условия его эксплуатации.
Проверка качества изготовления каркаса
После изготовления каркаса необходимо проверить его качество по следующим параметрам:
- Точность размеров и геометрии
- Прочность конструкции
- Качество изоляции
- Отсутствие заусенцев и острых кромок
- Надежность крепления выводов
Тщательная проверка позволит выявить возможные дефекты и устранить их до намотки обмоток. Это обеспечит надежную работу трансформатора в дальнейшем.
Типичные ошибки при изготовлении каркаса трансформатора
При самостоятельном изготовлении каркаса трансформатора часто допускаются следующие ошибки:
- Неправильный выбор материала (например, использование обычного картона без пропитки)
- Неточная разметка и вырезание деталей
- Недостаточная прочность конструкции
- Отсутствие или некачественное выполнение изоляции
- Слишком малые зазоры между обмотками и магнитопроводом
Чтобы избежать этих ошибок, необходимо внимательно подойти к каждому этапу изготовления каркаса и соблюдать все рекомендации по выбору материалов и технологии изготовления.
пошаговый процесс изготовления и намотки
Автор Andrey Ku На чтение 7 мин Опубликовано
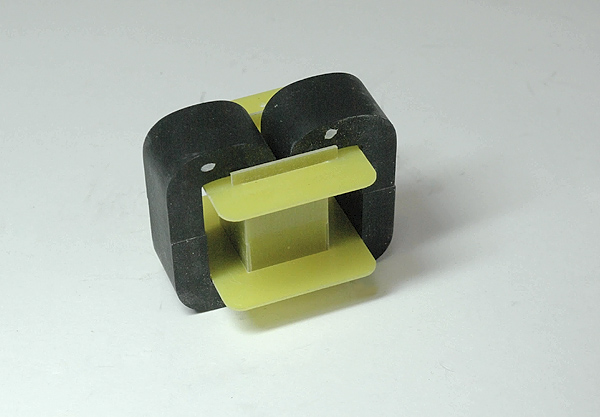
Каркас представляет собой необходимое устройство внутри трансформатора, к изготовлению которого применяются особые требования. Это устройство служит для крепления обмоток, при том в зависимости от вида тс изменяются особенности, применяемые материалы, разметка и тому подобное. Каркас для трансформатора иногда делают своими руками, на самом деле это затруднительная процедура.
Содержание
- Почему нужно использовать текстолит
- Особенности
- Дополнительные требования
- Разметка
- Как сделать вручную
- Выбор класса
- Расчет при помощи программ
- Вырезание
- Сборка
- Окончательная подготовка
- Намотка провода и установка клемм
- Изготовление каркаса катушек с использованием деревянной модели
- Как можно отремонтировать щечки
Почему нужно использовать текстолит
По стандарту обмотки силового трансформатора выполняются на специальных каркасах. Для изготовления каркасов на заводах, то есть на серийном производстве, применяют прессованные варианты из пресс порошков. Состав этих пресс порошков определяет основные химически и физические свойства, которыми будет обладать деталь в дальнейшем. Но если производство мелкосерийное или же трансформатор, в частности его каркас, изготовляется в домашних условиях, то используют слоистые пластинки, а также гетинакс, картон.
Для изготовления каркасов на заводах, то есть на серийном производстве, применяют прессованные варианты из пресс порошков. Состав этих пресс порошков определяет основные химически и физические свойства, которыми будет обладать деталь в дальнейшем. Но если производство мелкосерийное или же трансформатор, в частности его каркас, изготовляется в домашних условиях, то используют слоистые пластинки, а также гетинакс, картон.
Ранее наиболее часто применяющимся вариантом служил гетинакс, который обладал средними характеристиками, но минимальной стоимостью. Потом стали использовать картон. Несмотря на его отличительные свойства и простоту использовании он не сумел прижиться, так как требовалась обязательная пропитка гигроскопичному материалу.
Особенности
Текстолит является оптимальным в плане соотношения качества, удобства и цены. Он отлично поддается любой обработке, например, механической или термической. Обрезка листов до 1,5 миллиметров проводится и в холодном состоянии, что удобно, если речь идет не о крупном серийном производстве.![]() Используются для минимальных по толщине пластов гильотинные ножницы. А если листы немного толще, то используется циркулярная пила.
Используются для минимальных по толщине пластов гильотинные ножницы. А если листы немного толще, то используется циркулярная пила.
Текстолит, толщина пласта которого превышает 3 миллиметра, распиливается уже в горячем состоянии. Но можно не нагревать до температуры плавления, оптимальным будет нагрев от 80 градусов (в крайнем случае 120 градусов).
Удобный этот материал и для тех, кто занимается изготовлением каркасов в домашних условиях. Можно брать только часть, а после этого провести опиловку над профилем. Швы покрываются специальным слоем, а каркас лаком для обеспечения защиты от влажности, повышения жесткости и улучшения защиты обмоток. Также тонкий слой лака служит для обеспечения гигроскопичности, обязательно требуется выбирать качественный состав.
Дополнительные требования
Для гильзы каркаса используются гетинакс идентичной толщины. В некоторых ситуациях есть смысл брать большую по толщине катушку, чтоб получить ровную форму обмоток.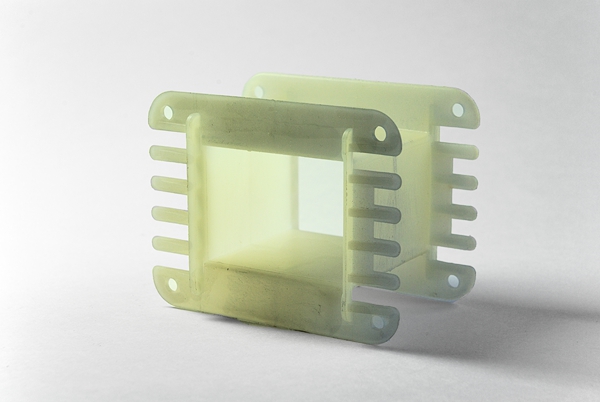 Ребра гильзы делаются слегка круглой формы. Это поможет избежать излома или уменьшить его угол, что непременно проявляется при намотке на первых слоях инструмента. Но следует избегать и проявления излишней округленности. Это понизит прочность поверхности.
Ребра гильзы делаются слегка круглой формы. Это поможет избежать излома или уменьшить его угол, что непременно проявляется при намотке на первых слоях инструмента. Но следует избегать и проявления излишней округленности. Это понизит прочность поверхности.
Размеры материала берутся в строгом соответствии с тем, каких размеров сам трансформатор и дроссель. Для минимальных по размерам устройств чаще прибегают к установке каркасов из материала толщиной от 0,2 до 0,5 миллиметров. Для больших катушек берутся варианты с толщиной от 2 миллиметров.
Отдельно стоит отметить важность использования качественного клея. Текстолитовые каркасы обязательно просто автоматически складываются и закрепляются друг с другом, но бывают ситуации, когда они соединяются между собой при помощи клея. Столярный клей или универсальный, который можно купить в любом строительном магазине, подходит только для проклейки каркаса трансформатора из картона, но для текстолита использовать его не разрешается.
Разметка
Разметка — первый этап, который проводится при наличии материалов и инструментов.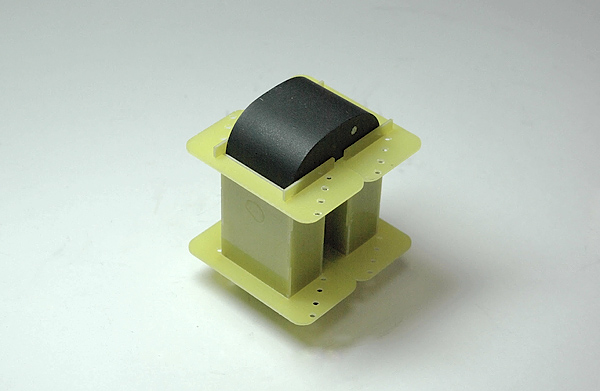 Важно тщательное исследование, позволяющее определить технические характеристики.
Важно тщательное исследование, позволяющее определить технические характеристики.
Допустимо делать ее вручную при помощи специальных таблиц (но обратите внимание, что в таком случае придется рассчитывать все самостоятельно, используя формулы).
Можно выбрать и разметку при помощи программ — есть в бесплатном доступе такие в интернет. Но в таком случае начинающий радиолюбитель не сможет понять алгоритм расчета и научиться выполнять рамку самостоятельно, без использования компьютеризированного оборудования.
Как сделать вручную
Проверка прочности и особенностей закрепления проводится опытным путем. Берется катушка, точней ее образец, который будет не жалко выкинуть, на него накладываются 10 витков, которые будут использоваться для основного трансформатора.
Выбирается стержень с диаметром в четыре раза большим для проводов с толщиной от 0,96 миллиметров, в пять раз больше, если берутся провода до 1,56 миллиметров и в шесть раз толще, если толщина провода превышает 2,44 миллиметра. Это необходимо обязательно учитывать, подобранные инструкции есть в специальной технической литературе.
Это необходимо обязательно учитывать, подобранные инструкции есть в специальной технической литературе.
Отдельно следует рассчитывать то, что кроме определенного изгиба, который непременно образуется на первых нескольких слоях сильней, а после начнет закругляться, есть и сильное натяжение, и растяжение. Во время разметки каркаса учитывают, что кратность увеличивается в несколько раз. Например, для провода, который имеет толщину 1 миллиметров, радиус закругления будет около 5 миллиметров. Радиусы для любых по диаметру проводов также размещается в соответствующих таблицах.
Выбор класса
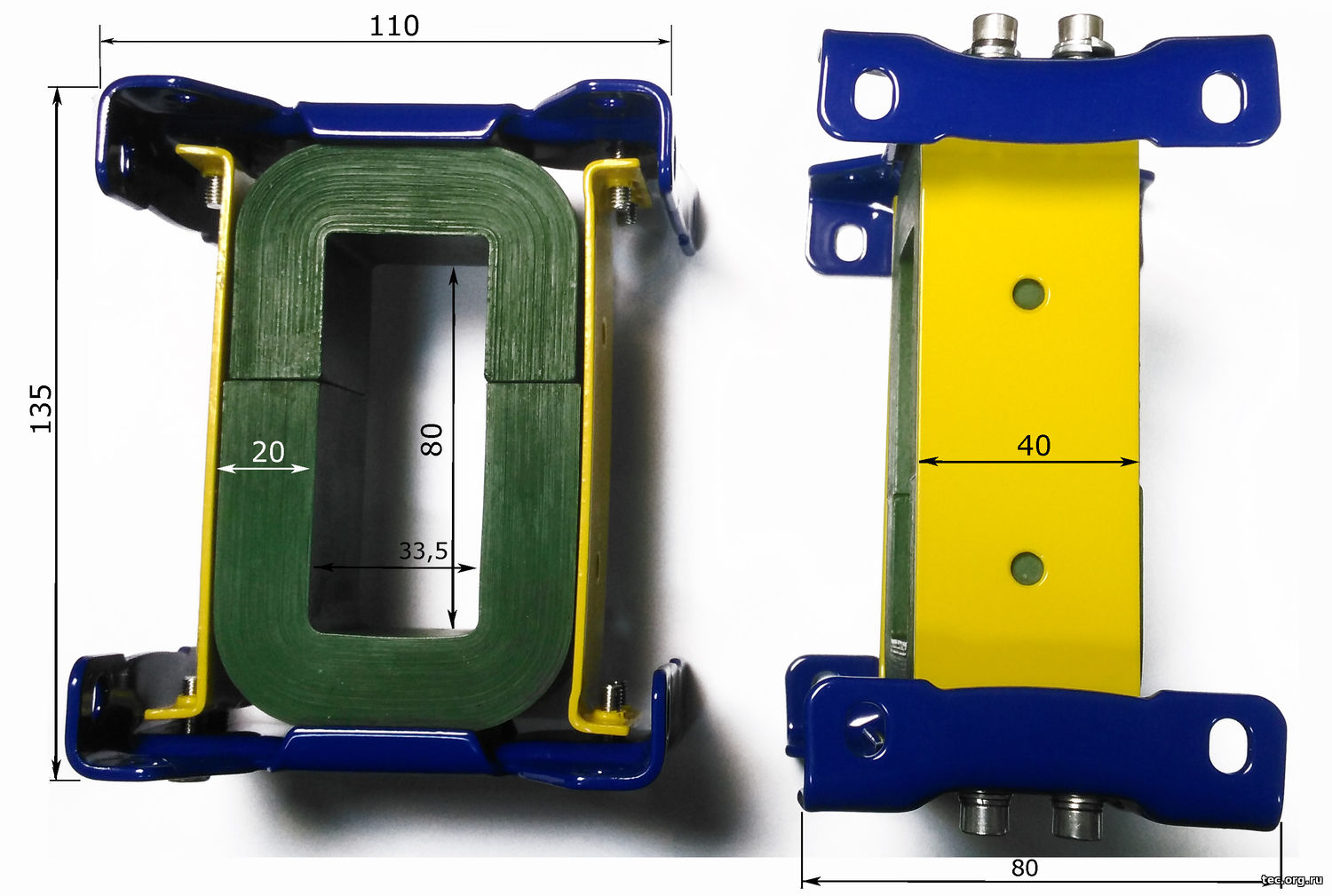
Проведение разметки по образцам позволяет избежать появления неплотных и неровных поверхностей в обмотке. Тонкий гетинакс используется, если требуется увеличить жесткость каркаса. Например, если мощность устройства составляет до 10 Вт, то размеры деталей маленьких будут составлять 0,5, средних — 0,7 до 1,5, а больших — от 1.![]() Мощность до 100 Вт подразумевает использование 0,7 — 1, 2,0 — 4, 1 — 2 миллиметровых деталей соответственно. Для приборов с мощностными показателями от 100 до 500 Вт берутся до 1 до 2 мм для класса а, от 3 до 6 для б, от 1,5 до 3 для класса в.
Мощность до 100 Вт подразумевает использование 0,7 — 1, 2,0 — 4, 1 — 2 миллиметровых деталей соответственно. Для приборов с мощностными показателями от 100 до 500 Вт берутся до 1 до 2 мм для класса а, от 3 до 6 для б, от 1,5 до 3 для класса в.
Для последнего типа, с наибольшими показателями мощности, целесообразно увеличить радиус закругления путем приближения к оптимальным показателям значения округления. Лучше брать специальные вкладыши из материала, который используется для витых магнитных проводов. Применяют их в том случае, если по толщине магнитопровод больше в два раза, чем рабочий стержень устройства.
Дополнительно устанавливают на детали большую часть выступающей части на 3 миллиметра. Это нужно для того, чтоб щеки каркаса крепились прочно у оборудования. Гильза по размеру делается чуть больше рабочего стержня на 0,5 мм, зазоры не должны превышать этого показателя. Обязательно учитывают, получается ли каркас с помощью аппаратного воздействия или же он поставляется в комплекте устройства.![]()
Расчет при помощи программ
В интернете есть несколько десятков программ, при этом большинство из них в бесплатном доступе, которые проводят расчет трансформатора, его каркаса. В частности, популярностью пользуется программа CARCASS, от версии 1.0, 2.0 и далее. Она работает в онлайн-режиме, но при желании можно скачать файл и установить себе на компьютере. В программу вносятся данные о:
- типе сердечника;
- толщине материала и стяжке;
- размерах сердечника А, В, С, Н.
После ввода всей информации нажимается кнопка «Ввод» или «Расчет». Появится расчет и на черте катушки, который можно распечатать и нанести на имеющийся в наличии текстолит. Есть вариант, рассчитываемый на каркас с замком.
Вырезание
Вырезание происходит после нанесения на материал чертежа катушки. Делается это при помощи обычного строительного карандаша или даже маркера.
Инструменты, которые понадобятся для вырезания, различные в зависимости от толщины текстолита. Для листов до 1,5 миллиметров, чья резка проводится в холодном состоянии, используют гильотинные ножницы. А если листы толще, то используется циркулярная пила. Текстолит с толщиной от 3 миллиметра пилят при температуре от 80 градусов по Цельсию пилой.
Для листов до 1,5 миллиметров, чья резка проводится в холодном состоянии, используют гильотинные ножницы. А если листы толще, то используется циркулярная пила. Текстолит с толщиной от 3 миллиметра пилят при температуре от 80 градусов по Цельсию пилой.
Сборка
Сборка текстолитовых плит обычно не требует использования дополнительных материалов. Собираются в замок руками.
Но другие поверхности, например, стандартный картон, просто так не закрепляются. Соединить конструкцию столярным клеем, нитроклеем с высокими показателями водоустойчивости и теплоустойчивости.
Окончательная подготовка
Важно обращать внимание на согласование отдельных частей каркаса. При сборке не по типу замок изменить ничего не будет возможно. Придется выкинуть устройства, так как повторное нанесение клея не гарантирует отличный результат. После сборки каркас обрабатывают бакелитовым или клеящим лаком. Можно пропитать специальным лаком с церезином или головаксом.
После сборки каркас обрабатывают бакелитовым или клеящим лаком. Можно пропитать специальным лаком с церезином или головаксом.
Намотка провода и установка клемм
Наматывают на катушку провода, затем устанавливают клеммы уже после полной пропитки лаком и окончательной сушки. Выводы и отводы делают поводом немного с большим сечением. Подойдет провод с изоляцией многожильный, лучше применять цветные маркировки.
Катушка зажимается между щеками, шпилька монтируется в конусах. Намоточное оборудование устанавливается как минимум на один метр. Станок вращается так, что провод ложился сверху, левой рукой придерживать по направлению. Клеммы монтируются после изоляции.
Изготовление каркаса катушек с использованием деревянной модели
Деревянная модель предназначена для удобства склейки. Проводится расчет, при помощи инструментов вырезаются детали.
Деревянная бобышка с отверстием экономит время при изготовлении и намотке. Выступающие края просто срезаются ножницами и загибаются внутрь.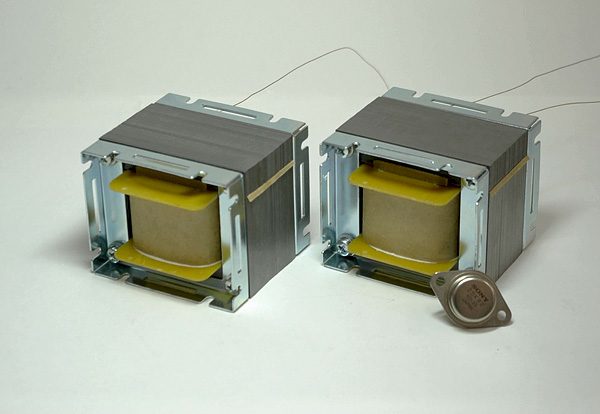
Как можно отремонтировать щечки
Производство каркасов своими руками сопряжено с намоткой. При намотке отгибают отводы гильзы и раздвинув щечки проводят действия. Вклейка материала поможет, если образовались зазоры. Приклеить щечки на края можно только при достаточном качестве клея. Если возникают проблемы в задевании деталей, то округлить углы при помощи напильника.
Каркасы маломощных силовых трансформаторов
Обмотки трансформаторов обычно выполняются на каркасах. В заводских условиях для серийных работ их часто выполняют прессованными из пресспорошков. Последние в зависимости от состава могут иметь те или иные электрические, механические и физические свойства. Однако при мелкосерийном производстве каркасы изготовляют наборными из слоистых пластиков, гетинакса, текстолита, в некоторых случаях из картона (применяется картон ЭВ). В основном применяется гетинакс. Картон очень гигроскопичен, без пропитки рекомендован быть не может, но и после пропитки он значительно уступает гетинаксу.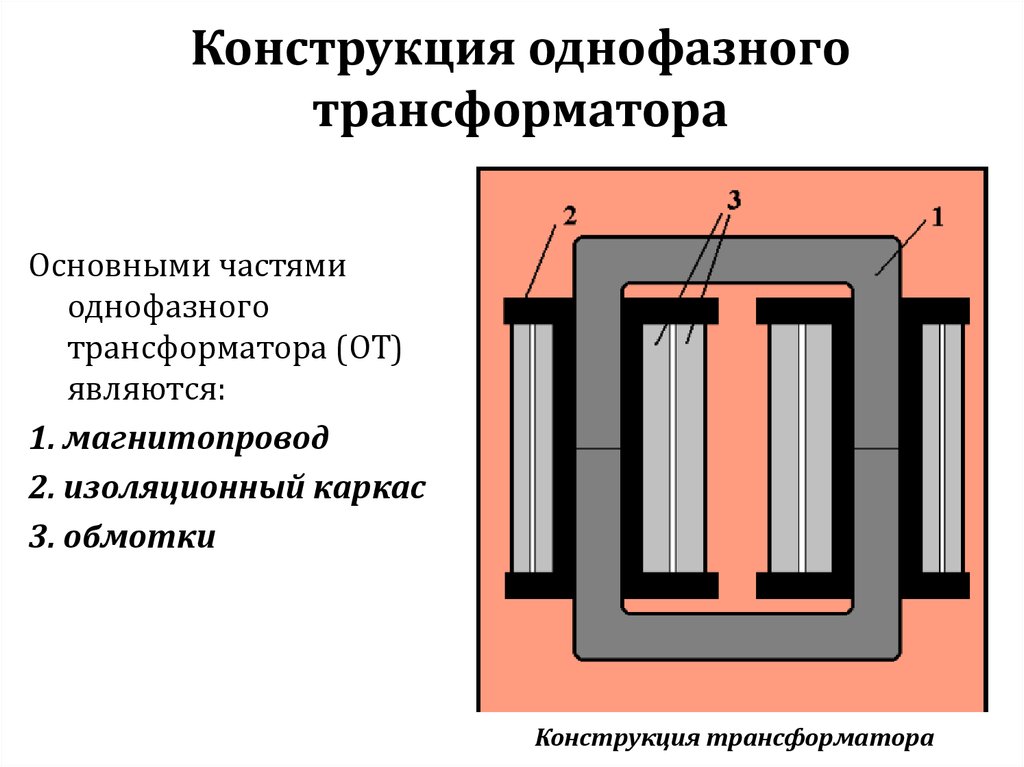
Гетинакс и текстолит хорошо поддаются обработке. Обрезка листов до 2,5 мм может выполняться на гильотинных ножницах. Более толстые листы обрезаются на циркульной пиле. Гетинакс и текстолит малой толщины можно штамповать в холодном состоянии. При толщине 3—4 мм требуется предварительный подогрев до 80—120° С.
На рисунке 3 даны образцы заготовок для каркасов. Они либо штампуются, либо вырезаются на малой циркульной пиле с фрезой 80—100 мм, а для окон не более 30—40 мм. В любительских условиях можно их выпиливать лобзиком с последующей опиловкой надфилем. При том и другом выполнении швы следует проклеить бакелитовым лаком (или клеем БФ-2) и весь каркас покрыть лаком. Это, помимо придания жесткости каркасу, повышает влагозащиту обмотки. Гетинакс в листах для снижения гигроскопичности покрывается тонким слоем лака. При механической обработке в процессе изготовления каркаса этот слой повреждается, кроме того, обнажаются торцы пластин, а вдоль листов гигроскопичность и влагопоглощаемость значительно повышены.
а, б — детали гильзы; в — щеки; г—различное выполнение выводов; 1 — более жесткий каркас; 2 — упрощенный
Рисунок 3 — Заготовки для каркаса
Обычно для гильзы каркаса применяют гетинакс одинаковой толщины. Однако рекомендуется для деталей гильзы, показанной на рисунке 3,б, применять гетинакс повышенной толщины. После сборки каркаса ребра гильзы обычно закругляются для уменьшения излома провода на первых слоях. Значительное закругление снижает прочность каркаса. При повышенной толщине этих сторон гильзы можно увеличить закругление (рисунок 4).
Рисунок 4 — Закругление углов гильзы
Испытание прочности эмальслоя провода производится навиванием 10 витков провода на стержень диаметром, равным 4-кратному для проводов до 0,96 мм, 5-кратному для проводов диаметром до 1,56 мм и 6-кратному для проводов диаметром до 2,44 мм. При намотке провода на каркас, помимо изгиба, имеют место сильный натяг и растяжение провода. Учитывая это, указанную кратность надо увеличить в 2—З раза. Следовательно, для провода диаметром 1 мм следует взять радиус закругления порядка 4—5 мм. Указанные нормы ГОСТ 2773-51 даны для провода ПЭЛУ. Большинство других марок (ПЭВ и др.) более эластичны, но уменьшать радиус не следует. Надо иметь в виду, что при этом обеспечивается более ровная и плотная обмотка как с торцов, так и в окне магнитопровода. При этом допустимо для деталей гильзы, приведенной на рисунке 3,а, применить более тонкий гетинакс, повышенная толщина деталей (рисунок 3,б) обеспечит достаточную жесткость каркаса. Примерные значения толщины гетинакса даны в таблице 1.
Следовательно, для провода диаметром 1 мм следует взять радиус закругления порядка 4—5 мм. Указанные нормы ГОСТ 2773-51 даны для провода ПЭЛУ. Большинство других марок (ПЭВ и др.) более эластичны, но уменьшать радиус не следует. Надо иметь в виду, что при этом обеспечивается более ровная и плотная обмотка как с торцов, так и в окне магнитопровода. При этом допустимо для деталей гильзы, приведенной на рисунке 3,а, применить более тонкий гетинакс, повышенная толщина деталей (рисунок 3,б) обеспечит достаточную жесткость каркаса. Примерные значения толщины гетинакса даны в таблице 1.
Таблица 1 – Значения толщины гетинакса
| Мощность, Вт | Размеры, мм, деталей | ||
а | б | в | |
| До 10 | 0,5 | 0,7—1,5 | 1,0—1,2 |
| До 100 | 0,7—1,0 | 2,0—4,0 | 1,0—2,0 |
| 100 -500 | 1,0-2,0 | 3,0-6,0 | 1,5-3,0 |
Для трансформаторов мощностью 300—1000 Вт в зависимости от диаметра применяемого провода целесообразно для увеличения радиуса закругления не увеличивать толщину деталей гильзы, как указано выше, а применять гетинаксовые вкладыши, аналогичные тому, как это выполнялось при намотке витых магнитопроводов, вставляя такие вкладыши в каркас, что обеспечивает по торцевым сторонам гильзы требуемый радиус закругления.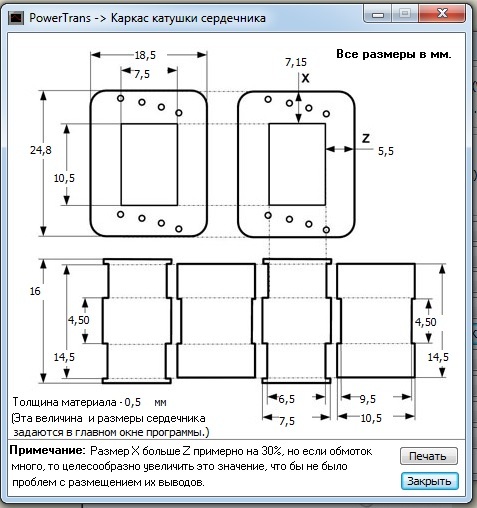 Подобные вкладыши целесообразно применять также, когда толщина набора магнитопровода более чем в 2 раза превосходит ширину рабочего стержня.
Подобные вкладыши целесообразно применять также, когда толщина набора магнитопровода более чем в 2 раза превосходит ширину рабочего стержня.
У каркасов на детали рисунка 3,б часто откалываются «усики», крепящие щеки каркаса. Следует эту деталь удлинять, чтобы выступающие части были не менее 2—3 мм. Внутренний размер гильзы делается шире рабочего стержня магнитопровода на 0,5 мм (и более в зависимости от размеров магнитопровода). По ширине щек и длине каркаса между сталью магнитопровода и каркасом должны быть зазоры не менее 0,5 мм. На пластинах длину каркаса значительно укорачивают для возможности сборки магнитопровода.
При изготовлении каркаса должно быть предусмотрено, будет ли он являться отдельным аппаратом или будет монтироваться в комплекте какого-либо устройства. В последнем случае разделка выводов часто выполняется на щеках каркаса (рисунок 3). Разделка выполняется обычно на лепестках (называемых «петушками»), при отсутствии таковых их можно выполнить из полосок латуни или белой жести шириной 3,0—3,5 мм. Предварительно следует наметить расположение выводов с учетом последующего монтажа и произвести сверловку. Надо иметь в виду, что в трансформаторах электронной аппаратуры на вторичной обмотке может быть напряжение 700—1000 В и выше. При запылении поверхности гетинакса и наличии влаги могут быть поверхностные перекрытия, при которых гетинакс склонен образовывать токопроводящие, трудно устранимые дорожки, что следует учитывать увеличением расстояния между соответствующими выводами. Не следует для сверловки отверстий делать разметку острым инструментом (например, штангенциркулем). Получающиеся при этом царапины способствуют образованию токопроводящих дорожек.
Предварительно следует наметить расположение выводов с учетом последующего монтажа и произвести сверловку. Надо иметь в виду, что в трансформаторах электронной аппаратуры на вторичной обмотке может быть напряжение 700—1000 В и выше. При запылении поверхности гетинакса и наличии влаги могут быть поверхностные перекрытия, при которых гетинакс склонен образовывать токопроводящие, трудно устранимые дорожки, что следует учитывать увеличением расстояния между соответствующими выводами. Не следует для сверловки отверстий делать разметку острым инструментом (например, штангенциркулем). Получающиеся при этом царапины способствуют образованию токопроводящих дорожек.
При большом числе выводов разделка часто выполняется на планке с петушками, укрепленными на трансформаторе. При малом числе иногда выполняют гибкими концами с цветной маркировкой для непосредственного монтажа.
В изделиях ширпотреба часто каркас выполняют из картона ЭВ (ЭВТ), предназначенного для работы на воздухе. Выполнить качественный и достаточно жесткий каркас из картона сложнее, чем из гетинакса.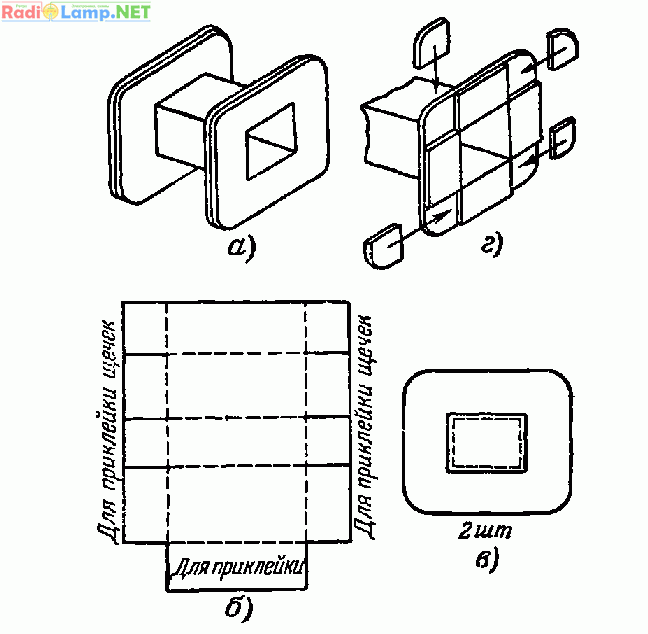 Картонный каркас допустимо применять по нагревостойкости в классе У. Он может быть выполнен, как показано на рисунке 5. Гильза выполняется из картона толщиной 0,5— 1,5 мм, щеки следует делать двойными, внутренние из картона 1— 1,5 мм и наружные 0,5 мм. Гильза изгибается и склеивается на болванке. При толщине картона 1 мм и выше боковые изгибы следует надрезать и часть толщины снимать, склеивать каркас бакелитовым или другим клеящим лаком. После просушки каркас пропитывается церезином, головаксом или пропиточным лаком. Картонный каркас можно допускать только для неответственных изделий.
Картонный каркас допустимо применять по нагревостойкости в классе У. Он может быть выполнен, как показано на рисунке 5. Гильза выполняется из картона толщиной 0,5— 1,5 мм, щеки следует делать двойными, внутренние из картона 1— 1,5 мм и наружные 0,5 мм. Гильза изгибается и склеивается на болванке. При толщине картона 1 мм и выше боковые изгибы следует надрезать и часть толщины снимать, склеивать каркас бакелитовым или другим клеящим лаком. После просушки каркас пропитывается церезином, головаксом или пропиточным лаком. Картонный каркас можно допускать только для неответственных изделий.
1 — боковые изгибы гильзы
Рисунок 5 – Картонный каркас
Иногда бывает целесообразным выполнять каркасы секционированными, как показано на рисунке 6. При количестве секций более двух представляет затруднение вывод внутренних концов обмоток от промежуточных секций. Выполнение вывода по внутренней стенке переборки проводом нежелательно, лучше вывод выполнить полоской латунной фольги толщиной 0,15—0,2 мм, сделав предварительно в переборке на небольшую глубину паз по ширине фольги (3—4 мм). Паз следует закрыть тонкой лакотканью на бакелитовом лаке или переборку склеить из двух пластин тонкого гетинакса с полоской фольги между ними (или двумя — для вывода на обе стороны переборки).
Паз следует закрыть тонкой лакотканью на бакелитовом лаке или переборку склеить из двух пластин тонкого гетинакса с полоской фольги между ними (или двумя — для вывода на обе стороны переборки).
a — двухсекционный; б — трехсекционный; пунктиром дана дополнительная переборка
Рисунок 6 — Секционированные каркасы
Стоимость секционированных каркасов выше, они требуют более качественного выполнения, и отпадает возможность применения прессованных каркасов. Поэтому их применение в ряде случаев не оправдывается.
Transformers Frame — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(
123 релевантных результата,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров.
Frame Transformers
A Frame Transformer для FP
Выходные переменные
Иногда данные не в том виде, с которым удобно работать декодеру. Например, он может быть зашифрован. Таким образом, анализатор протокола позволяет вам предоставить метод, через который проходит каждый кадр, чтобы подготовить его для декодера. Такой метод называется Frame Transformer.
Например, он может быть зашифрован. Таким образом, анализатор протокола позволяет вам предоставить метод, через который проходит каждый кадр, чтобы подготовить его для декодера. Такой метод называется Frame Transformer.
Типичные области применения рамных трансформаторов:
- Для удаления escape-символов или отмены заполнения байтами
- Для расшифровки зашифрованных данных
- Для распаковки сжатых данных
- Чтобы очистить данные, чтобы они были в состоянии, пригодном для проверки CRC/контрольной суммы
На практике Frame Transformer может выполнять любую работу, которую вы считаете необходимой или полезной. Вы даже можете написать Frame Transformer, чтобы один протокол (для которого у вас нет декодера) выглядел как другой (для которого у вас есть декодер).
Обратите внимание, что при декодировании стека протоколов кадр может проходить через несколько преобразователей; у каждого слоя могут быть свои причины для преобразования данных. Однако чаще всего в слоях канала передачи данных используются преобразователи фреймов.
Преобразователь кадров — это метод, который выполняет преобразования кадра до или после его декодирования. Чаще всего преобразователи фреймов используются для таких целей, как расшифровка зашифрованных данных, распаковка сжатых данных, отмена вставки байтов и, как правило, возврат данных из формы, в которой они были помещены для целей передачи. Однако вы можете использовать Frame Transformers для любых целей, которые посчитаете нужными. Вот несколько примеров творческого использования Frame Transformers:
- Декодер для несжатых заголовков Van Jacobson (vju.dec) изменяет один байт, чтобы кадр выглядел как IP-кадр.
- Декодер для заголовков Van Jacobson Compressed (vjc.

