Какие бывают лазерные модули для ЧПУ станков. Как выбрать подходящую мощность лазера. Как настроить фокус для оптимальной резки. Какие материалы можно обрабатывать лазером разной мощности.
Обзор лазерных модулей для ЧПУ станков
Лазерные модули стали доступным и эффективным инструментом для резки и гравировки различных материалов на ЧПУ станках. Рассмотрим основные характеристики и возможности лазерных модулей мощностью от 1 до 15 Вт:
Лазерный модуль 1 Вт
- Длина волны: 410 нм
- Напряжение питания: 12 В
- Рабочий ток: 400 мА
- Охлаждение: воздушное
- Срок службы: до 10000 часов
- Цена: около 50 долларов
Подходит для гравировки по картону, фанере, пластику. Резка возможна только тонких материалов.
Лазерный модуль 5 Вт
- Длина волны: 450 нм
- Напряжение питания: 12 В
- Рабочий ток: до 3 А
- Частота модуляции: до 25 кГц
- Цена: около 120 долларов
Позволяет выполнять гравировку и резку дерева, кожи, пластика толщиной до 3-4 мм.

Лазерный модуль 10 Вт
- Длина волны: 445-450 нм
- Напряжение питания: 12 В
- Рабочий ток: до 3 А
- Средняя мощность: 6 Вт
- Цена: около 240 долларов
Справляется с резкой фанеры до 5-6 мм, позволяет гравировать некоторые металлы.
Лазерный модуль 15 Вт
- Длина волны: 445-450 нм
- Напряжение питания: 12 В
- Рабочий ток: до 5 А
- Средняя мощность: 8 Вт
- Цена: около 320 долларов
Позволяет резать фанеру до 8-10 мм, гравировать большинство металлов.
Как выбрать мощность лазерного модуля
При выборе мощности лазерного модуля следует учитывать следующие факторы:
- Толщина обрабатываемых материалов
- Тип материалов (дерево, пластик, металл и т.д.)
- Требуемая скорость обработки
- Бюджет
Для начинающих пользователей оптимальным вариантом будет лазер мощностью 5-10 Вт. Он позволит выполнять большинство базовых задач по резке и гравировке.
Настройка фокуса лазерного модуля
Правильная фокусировка лазерного луча критически важна для качественной обработки. Существует два основных подхода:
- Фокусировка на поверхности материала — обеспечивает максимальную мощность в начале реза.
- Фокусировка ниже поверхности — позволяет сохранить мощность по всей глубине реза.
Для оптимальных результатов рекомендуется экспериментировать с фокусным расстоянием в зависимости от толщины и типа материала.
Материалы для обработки лазером
Возможности обработки различных материалов зависят от мощности лазера:
- 1-5 Вт: бумага, картон, кожа, тонкая фанера, пластик
- 5-10 Вт: фанера до 5 мм, оргстекло, текстиль
- 10-15 Вт: фанера до 10 мм, тонкий металл, камень
Важно учитывать, что некоторые материалы (например, ПВХ) нельзя обрабатывать лазером из-за выделения токсичных веществ.
Программное обеспечение для лазерной резки
Для управления лазерным модулем на ЧПУ станке используется специализированное ПО. Наиболее популярные варианты:
- LaserGRBL — бесплатная программа с базовым функционалом
- LightBurn — платное ПО с расширенными возможностями
- BenBox — простая бесплатная утилита для китайских лазерных модулей
Выбор ПО зависит от модели лазерного модуля и требуемого функционала.
Техника безопасности при работе с лазером
При использовании лазерных модулей крайне важно соблюдать технику безопасности:
- Использовать защитные очки
- Обеспечить вытяжку дыма и паров
- Не оставлять работающий лазер без присмотра
- Избегать попадания отраженного луча в глаза
- Не превышать рекомендуемое время непрерывной работы
Пренебрежение мерами безопасности может привести к серьезным травмам и повреждению оборудования.

Примеры изделий, созданных на лазерном ЧПУ станке
С помощью лазерного модуля на ЧПУ станке можно изготавливать разнообразные изделия:
- Декоративные панно и картины
- Сувенирная продукция (брелоки, магниты)
- Элементы мебели и декора
- Макеты зданий и техники
- Ювелирные украшения
- Таблички и вывески
Лазерная резка и гравировка позволяют создавать уникальные изделия с высокой точностью и качеством обработки.
Перспективы развития лазерных технологий
Технологии лазерной обработки материалов продолжают активно развиваться. Основные тенденции:
- Увеличение мощности компактных лазерных модулей
- Расширение спектра обрабатываемых материалов
- Интеграция с 3D-печатью и другими технологиями
- Развитие программного обеспечения и автоматизации процессов
В ближайшие годы ожидается появление еще более доступных и функциональных лазерных модулей для домашнего и малого бизнеса.
Лазерные модули 5, 10 и 15 ватт для резки и гравировки на ЧПУ

Помнится лет 10 тому назад, среди начинающих радиолюбителей было популярно делать лазеры из прожигающего диски диода DVD привода. При всей примитивности конструкции, с синим лазерным диодом удавалось получить мощность до 0,6 ватт, питая это дело от батареек. Но китайская промышленность не стоит на месте и теперь уже не фольгу на CD-диске, а дерево и даже металл стало возможным резать с помощью мощных современных лазерных модулей на 1-15 ватт. Все они предназначены для использования на ЧПУ станках (читайте подробнее тут) и питаются от 12 вольт. Естественно они могут работать и без сетевого питания — на 3-х литиевых аккумуляторах, что позволяет эти лазерные модули использовать… скажем так — не только в станках))

Но перейдём к обзору. В нём примут участие модули на 1, 5, 10 и 15 ватт. Начнём с самого младшего, который устанавливается в мини станочки лазерной гравировки.
1 Вт лазерная головка
 Лазер из Китая 1 ватт
Лазер из Китая 1 ватт
- Длина волны 410 нм
- Выходная мощность 1 Вт
- Напряжение питания 12 В
- Рабочий ток 400 мА
- Способ охлаждения: принудительное воздушное охлаждение
- Материал корпуса — алюминий
- Оптические линзы в лазере
- Рабочая температура 40-75С
- Срок службы до 10000 часов
- Размер 33 х 55 мм
- Цена около 50 долларов
5 Вт лазерная головка
 Лазер из Китая 5 ватт
Лазер из Китая 5 ватт
- Размеры внешние: Длина 53 мм х ширина 33 мм х высота 33 мм
- Длина волны: 450 нм
- Выходная мощность: 5.5 Вт
- Охлаждение: алюминиевый радиатор
- Частота модуляции: максимум 25 кГц
- Цвет отделки: Черный
- Материал корпуса: Алюминий
- Рабочее напряжение: DC = 12 В
- Рабочий ток: I < 3 A
- Время разогрева: Нет
- Рабочая температура: -10 ~ + 40 градусов
- Цена около 120 долларов
10 Вт лазерная головка
 Лазер из Китая 10 ватт
Лазер из Китая 10 ватт
- Внешние размеры: длина 50 мм х ширина 50 мм х высота 100 мм (в том числе вентилятор)
- Длина волны: 445-450 (Blu-Ray)
- Предельная мощность: 10 Вт в импульсном режиме
- Средняя мощность 6 Вт
- Частота модуляции: ttl можно модулировать
- Частота шим < 9 кГц
- Рабочее напряжение: DC = 12 В
- Рабочий ток: < 3 A
- Фокусное расстояние: 18 мм
- Рабочая температура: 15 ~ 45C
- Диаметр пятна: 0,1 — 10 мм
- Режим работы: импульсный лазер 100 нс 50%, с TTL модуляцией
- Материал корпуса: твердый алюминий + латунь
- Отделка: черный анодированный Al + пескоструйная обработка
- Теплоотвод: радиатор и вентилятор
- Блок питания: 12 В 4 А
- Цена около 240 долларов
15 Вт лазерная головка
 Лазер из Китая 15 ватт
Лазер из Китая 15 ватт
- Модель лазера: 570073
- Размер: длина 50 мм х ширина 50 мм х высота 100 мм
- Длина волны: 445 ~ 450 нм
- Выходная мощность: импульсная 15 Вт, средняя 8 Вт
- Частота модуляции: TTL модулированный, 0В-off 5В-on
- Частота ШИМ <9 кГц
- Рабочее напряжение: 12 В
- Рабочий ток: I <5 A
- Рабочая температура: 15-45С
- Фокусное расстояние: 18 мм
- Питание БП: 12 В 4 A
- Цена около 320 долларов

По внешнему виду и конструкции модели на 5-15 ватт очень похожи, поэтому без маркировки или тестов трудно сразу определить мощность.
Схема подключения лазера
 Схема питания лазерного модуля
Схема питания лазерного модуля
 Схема питания лазерного модуля в ЧПУ
Схема питания лазерного модуля в ЧПУ
Подключаются модули к источнику постоянного напряжения 12 В, различаясь только током потребления. На станке для подачи питания служит специальный разъём на плате CNC, а при необходимости можно задействовать обычный импульсный блок питания, воткнув штекер в стандартное гнездо через такой переходник (идёт в комплекте).
 Переходник внешнего блока питания лазера
Переходник внешнего блока питания лазера
TTL управление осуществляется через специальный блок, с помощью ШИМ импульсов. Схемы нет, но вот фото этой платы с деталями в хорошем качестве.
 TTL БП плата
TTL БП плата
Какую выбрать мощность лазера
С самой мощной из доступных, 15-ваттной головкой, удаётся легко выполнять гравировку не только на дереве, но и почти на любом типе металла (одни поддаются выжиганию лучше — другие хуже). С лазером до 5 ватт получится гравировать и резать дерево, картон, пластик, кожу. Ну а модель на 1 ватт особым результатом не удивит — только картон и фанера.
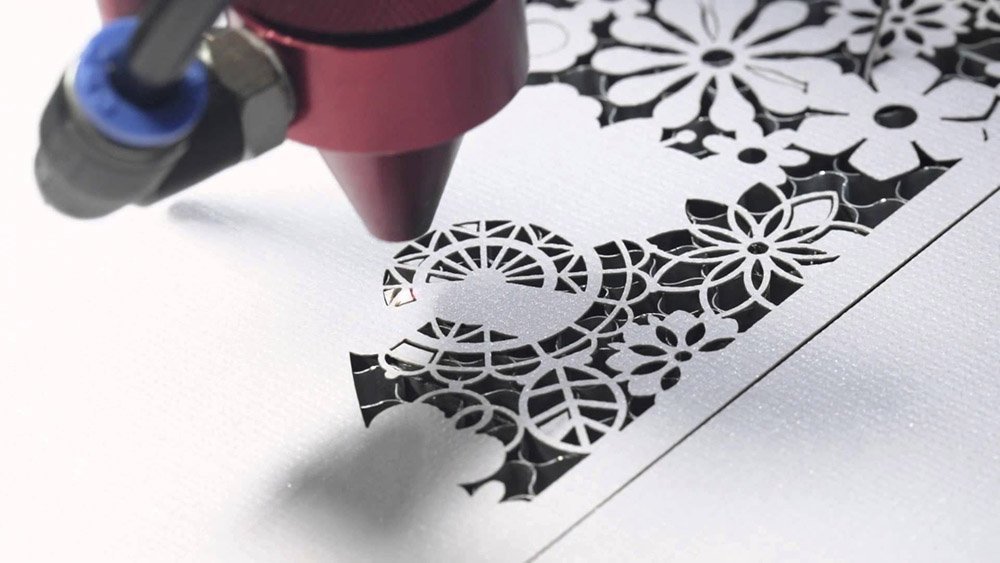
 Резка лазером — примеры
Резка лазером — примеры
Головка будет выдавать 100% от интенсивности лазерного излучения, когда вы непосредственно подключите её к источнику питания 12 В. Не использовать более 10 минут в таком режиме, иначе лазер сгорит. Желательно чуть снизить питающее напряжение, хотя бы на 1 вольт — это существенно увеличит ресурс диода без заметного снижения мощности луча.
Отзывы покупателей о лазерных головках
Машинка упакована отлично +, Собрал действительно за 5 минут, даже не смотря в инструкцию +. Программное обеспечение на флешке, устанавливается элементарно, но нет на русском языке, пришлось посмотреть видео инструкцию +/ -. сам процесс гравировки как на видео, единственное на что нужно обратить внимание: простенький рисунок из папки тест на вложенном шаблоне, гравируется 10 минут (не быстро), а если что-то существенней — фото и размер со спичечный коробок более часа. Долго -. Качество гравировки, ну тут есть недочеты (пытался награвировать на ноже, ну скажем не очень получилось. И металл другой и не учел того что нож не ровный и фокусное расстояние из-за этого ушло), хотя можно их списать на мою неопытность. В целом неплохо. Поставил заслуженную 5.
Лазер каждый день работал хуже и хуже, в итоге не гравирует на металле, продавец не отвечает, узнала у других людей что эти лазеры теряют мощность через месяц, то есть это не первый случай, никому не советую покупать эту китайщину, деньги на ветер.
В описании рабочая зона не соответствует действительности, меньше где-то сантиметра на 2, когда режет картон то весь дым идет наружу, дышать не возможно. Подставка или сама конструкция немного не ровная, из-за чего фокусное расстояние везде получается разное. С резкой картона 1.5 мм справляется не плохо.
Купил 8w мощности и импульсно до 15w, фанеру 2 мм простреливает быстро, доставка около 20 дней и очень долго отправляется, возможно нет в наличии но всё качественно.
Товар соответствует требованиям по качеству. Если приспособиться, но можно качественно гравировать. Совет: 1. Даже в очках не смотреть на работающий лазер, 2. Устанавливать только на ровную поверхность, так как от толчков моторов происходит сдвиг. Жгёт не на всём, что и понятно: всего 15 ватт, фанеру 4 мм прожигает за 3-4 прохода.
Упакован отлично. Работает хорошо, гравирует, режет. Металл пробовал гравировать на присланном образце, получилось! Сам корпус сбитый, ровный. Программное обеспечение достаточно простое, есть подробная инструкция.
Видео использования лазера в станке ЧПУ
Лазер для гравера мощностью 5500mW. Практическое применение.
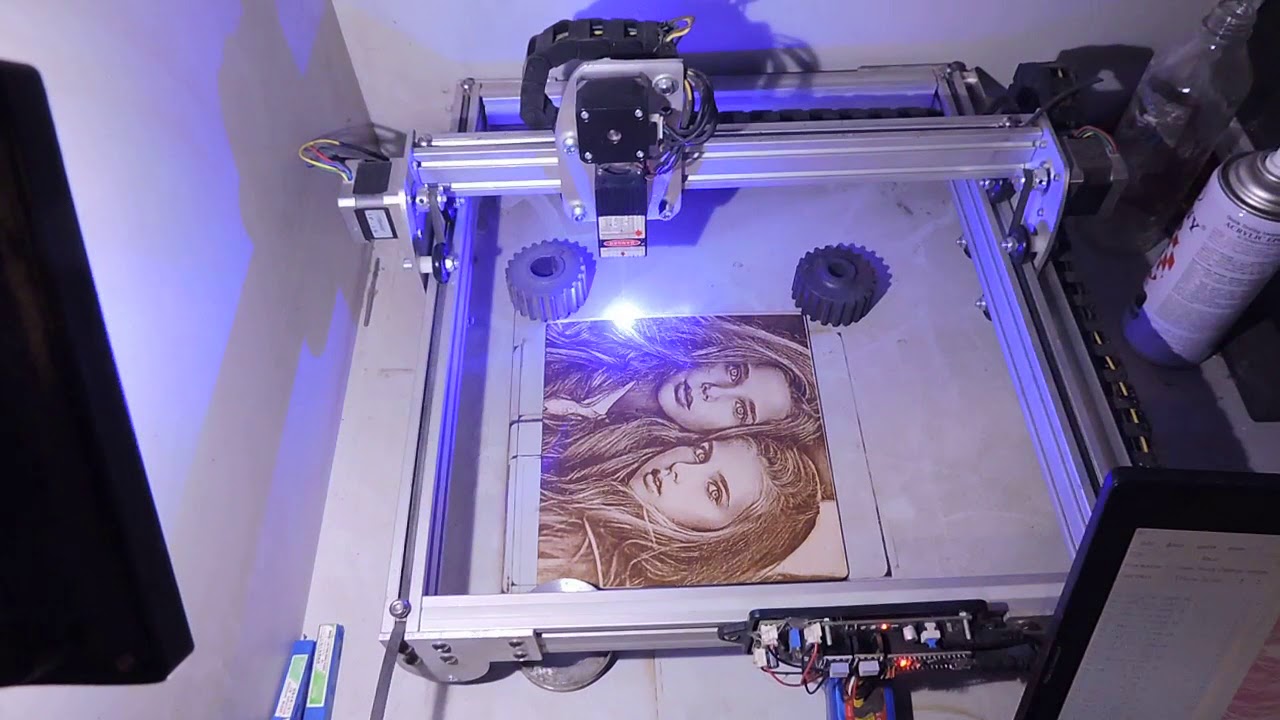
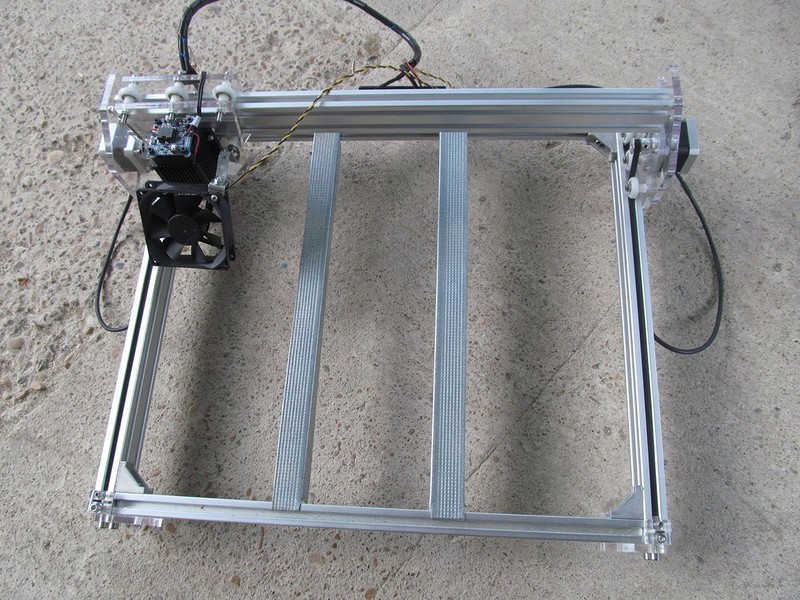
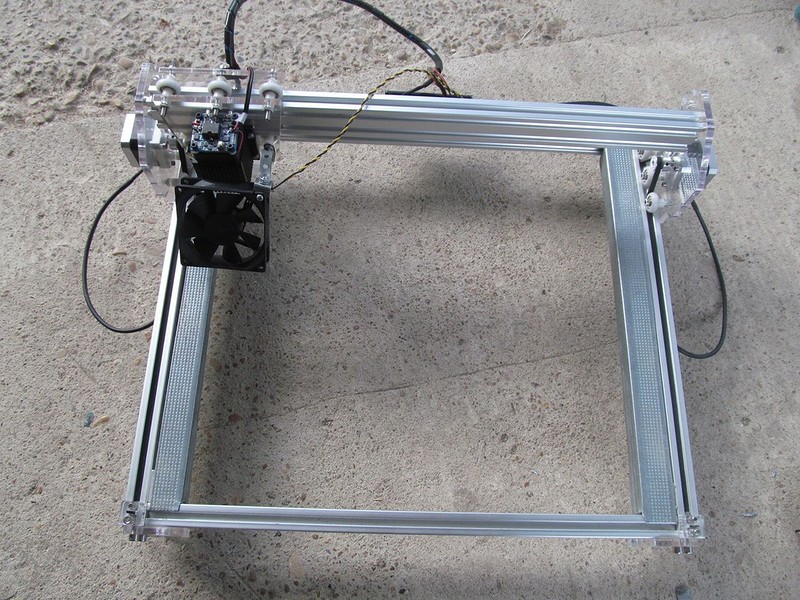
Обзор является продолжением рассказа о практическом применении в домашних условиях лазерного гравировального станка с рабочей площадью формата А3. В прошлый раз речь шла о наборе для самостоятельной сборки, комплектуемом лазером мощностью 2500mW. В этот раз я расскажу о его замене на лазер с заявленной мощностью уже на 5500mW. Из обзора можно будет узнать, за сколько проходов такой лазер способен прожечь 3 мм и 4 мм фанеру, что для этого нужно и главное – что потом с этим делать. Далее — много букв и фото.Итак, многие наверное помнят первую часть данного обзора в которой я постарался рассказать о применении как самого станка так и о работе с программным обеспечением BenBox. В конце обзора я упомянул, что у хозяина устройства появилась идея его модернизировать и установить более мощный лазер.
Основным посылом к модернизации послужило желание вырезания поделок из фанеры. Хотя изначально, перед приобретением первого варианта, существовала необходимость лишь в резке фигурок из фетра, с чем, кстати сказать, предыдущий лазер справлялся отлично, в период проведения тестирования выяснилось, что и фанеру он тоже режет, но для этого требуется сравнительно много времени.
Идея замены витала в воздухе не очень долго и скоро воплотилась в реальный заказ.
Скрин заказа
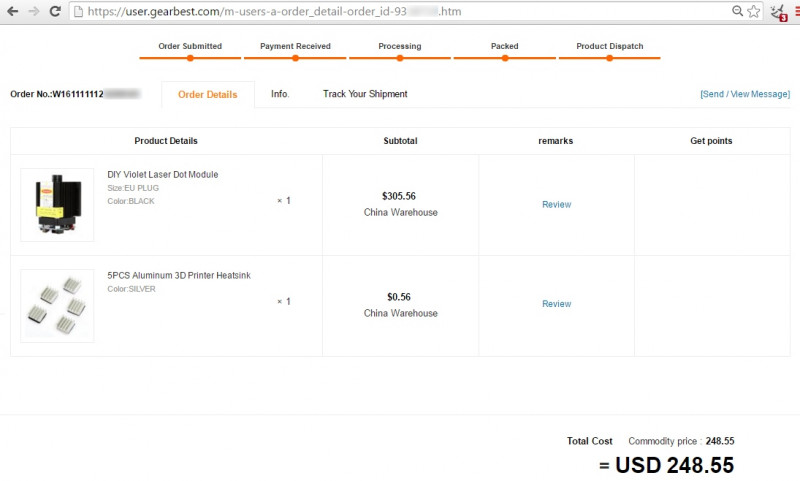
Лазер поставляется в комплекте с блоком питания.

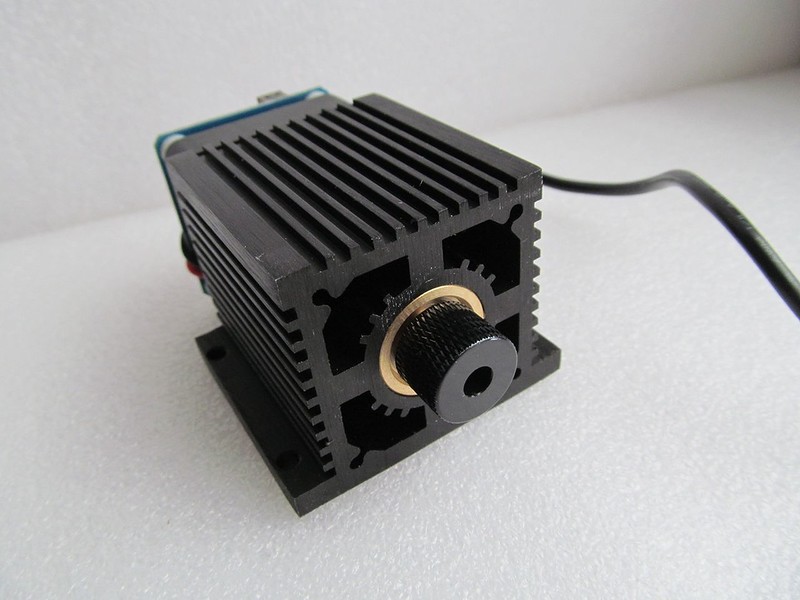
На корпусе лазера, представляющем собой по сути один сплошной радиатор, присутствует наклейка с указанием необходимого для него напряжения и выдаваемой мощности.

Блок питания рассчитан на 12v и 5А.

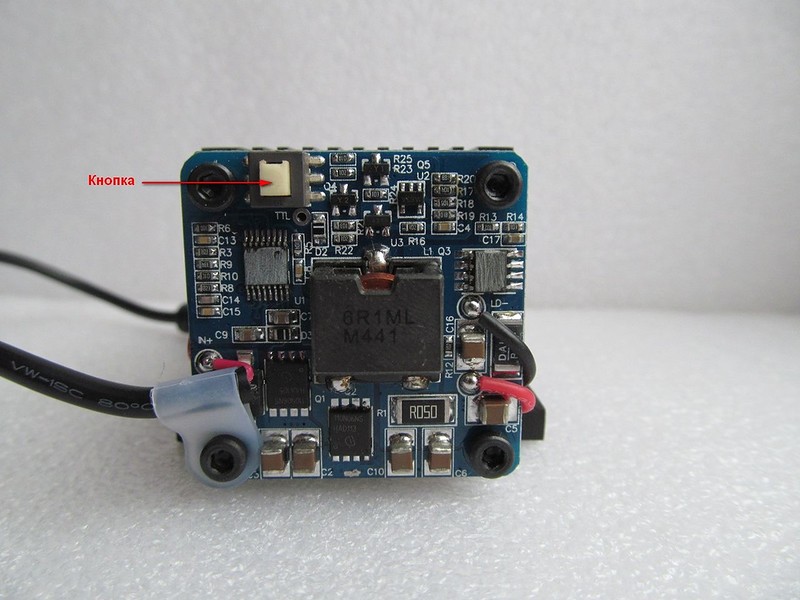
Использовать лазер можно «из коробки», т.к. плата управления уже встроена и расположена над кулером охлаждения радиатора. Для включения необходимо лишь подключить блок питания. После этого лазер включится на максимальной мощности. Для включения минимального режима служит одна единственная кнопочка на плате.
Судя по характеристикам, длина волны лазера составляет 450nm, цвет луча – синий.
Совместного фото нового лазера со старым я, к сожалению, не сделал, но если в общем, то в первую очередь разница отчетливо заметна в размерах. Скорее всего, это связано с размером радиатора, который выглядит значительно больше и внушительнее.
Кроме того, размер регулировочной части фокусной линзы также стал примерно в два раза больше.
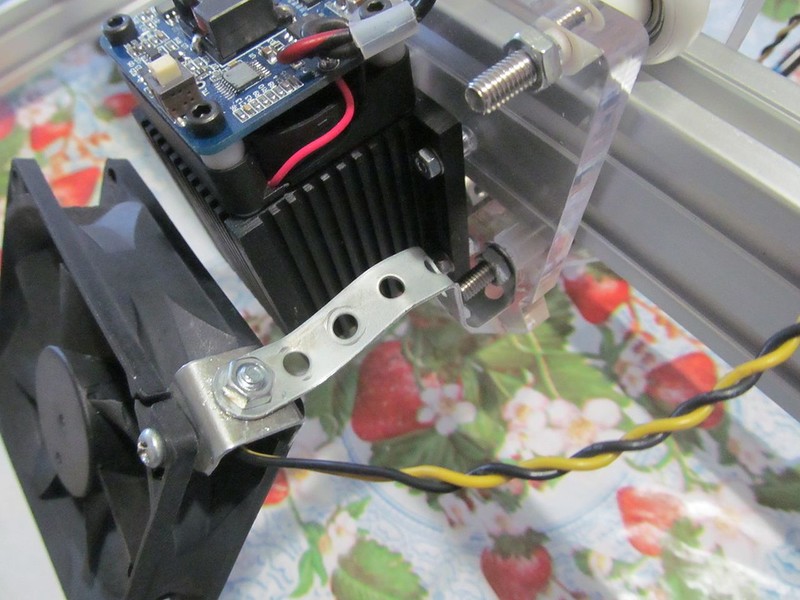
Вот так выглядит лазер в установленном виде. Здесь же видно, что дополнительный кулер, препятствующий оседанию дыма на линзе лазера все таки был закреплен на каретке и теперь перемещается вместе с лазером. Вес его незначителен и пока это никак негативно не повлияло на работу шаговых двигателей.

Для крепления использована деталька от детского железного конструктора. При достаточной жесткости она довольно пластична, поэтому можно легко подобрать необходимый угол наклона кулера для конкретной ситуации.
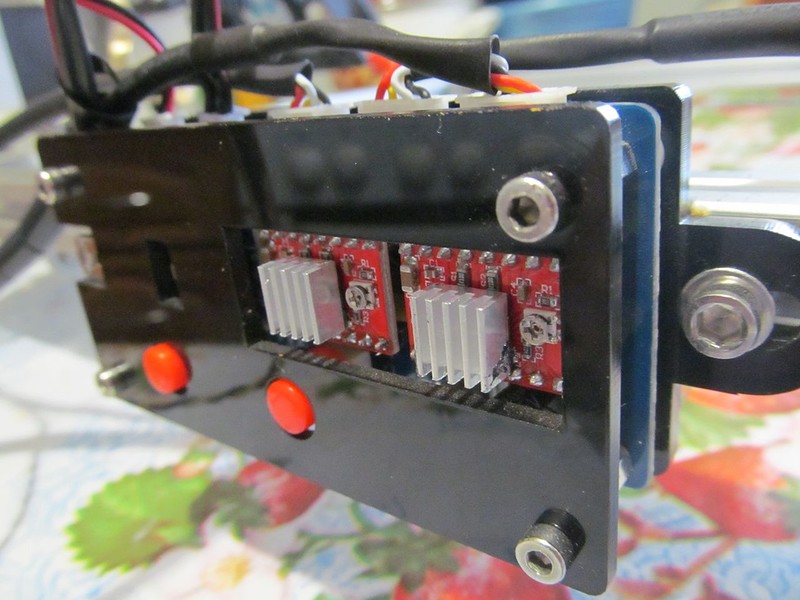
Вместе с лазером были заказаны вот такие малюсенькие радиаторы (10х10 мм) на самоклеющейся основе.

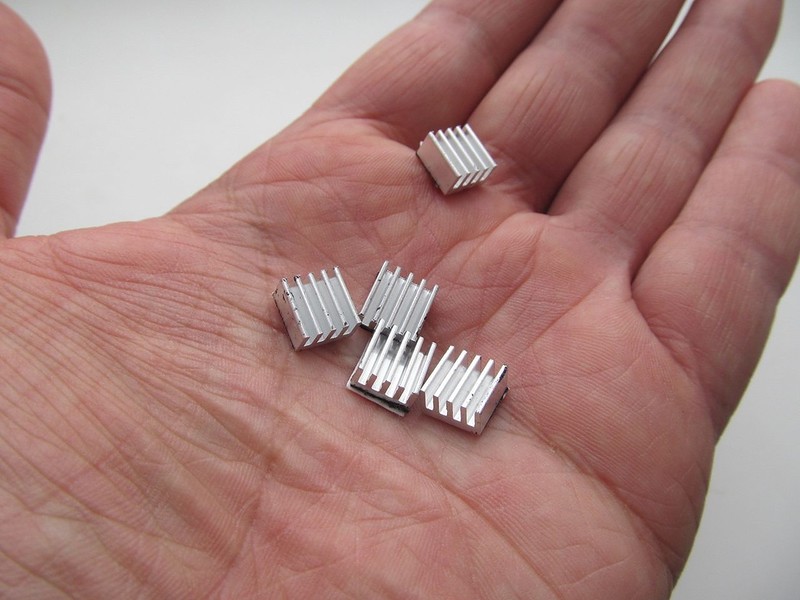
Радиаторы приобретались для установки на двух микросхемках платы лазера, т.к. при работе устройства они довольно ощутимо нагреваются и были опасения за их состояние.

Первые тестовые испытания показали, что лазер действительно мощнее предыдущего, это с учетом одного и того же подхода к процедуре резки. То есть, как это ни странно констатировать, но «на глаз» мощность действительно увеличена примерно в два раза.
Т.е. то, что на лазере в 2500mW резалось за 6-8 проходов теперь режется за 3-4. Но это пока… (об этом чуть позже).
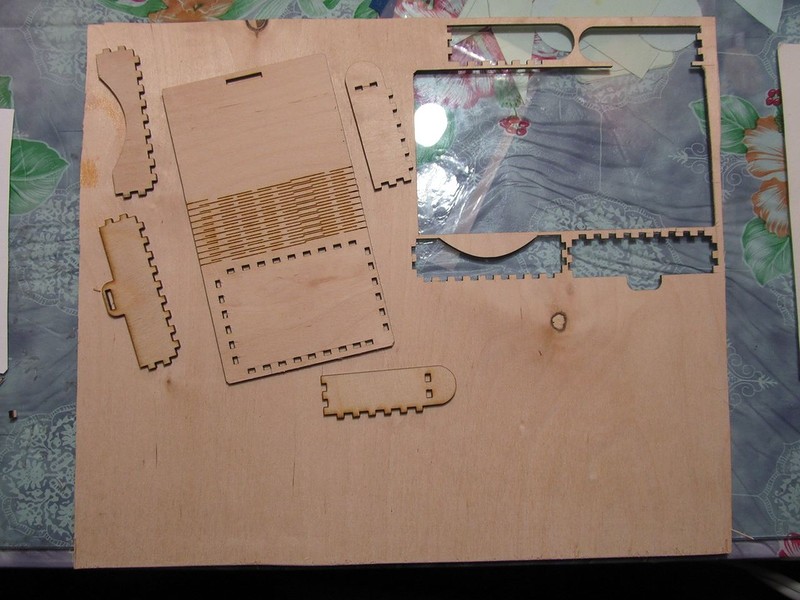
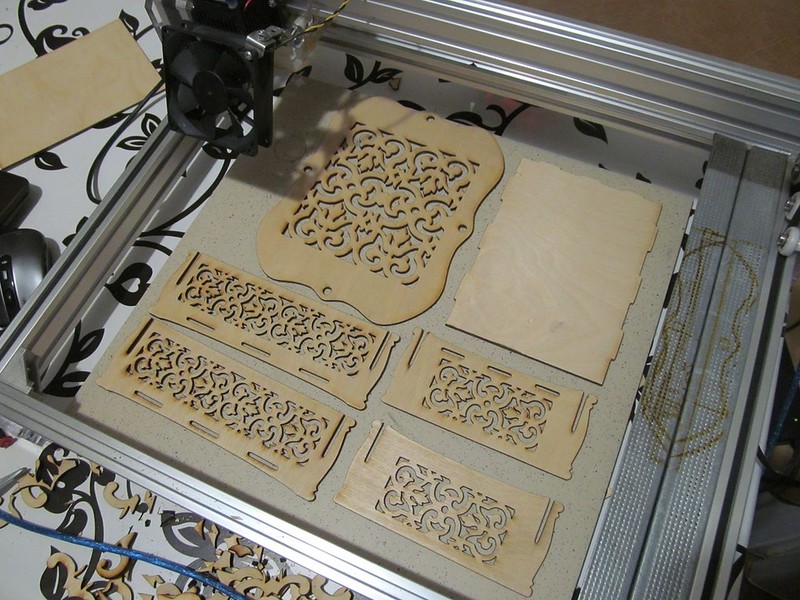
Первой толковой поделкой, по просьбе знакомых, попробовали сделать так называемую «медальницу». Т.е. это вроде тематической вешалки для медалей. Поскольку станку по силам пока только фанера «тройка», то решили сделать две заготовки и затем, склеив их между собой, добиться необходимой прочности.
На фото ниже видно, что первая попытка была не очень удачной, а все потому, что не всегда понятно, прорезалась фигура целиком или нет, к тому же, на это очень сильно влияет изгиб фанеры, которая не всегда является идеально ровной.

В конце концов, со второй попытки желаемое получилось, но суть в данном случае не в этом.

А в том, что устав каждый раз искать, на что положить заготовку, чтобы было видно снизу, насколько хорошо она прорезалась, было принято решение заколхозить какую-нибудь специальную приспособу для этих целей.
Модернизация станка
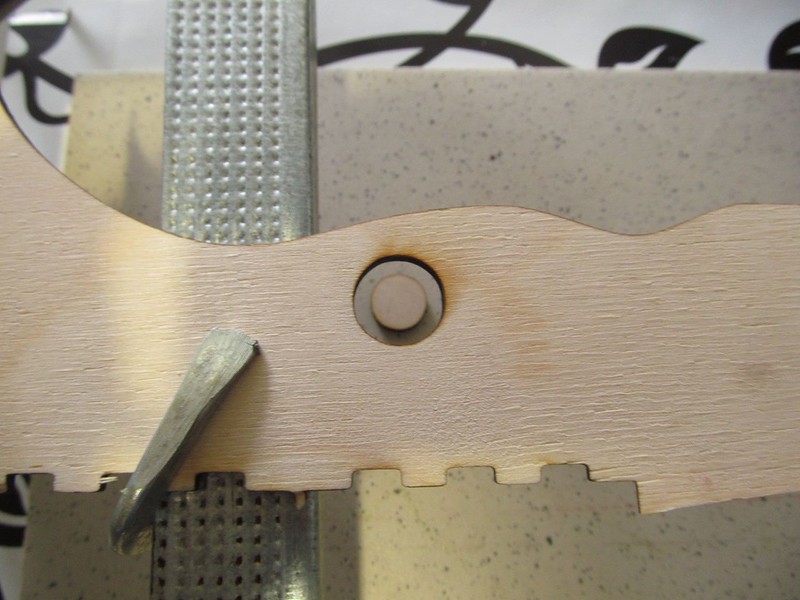
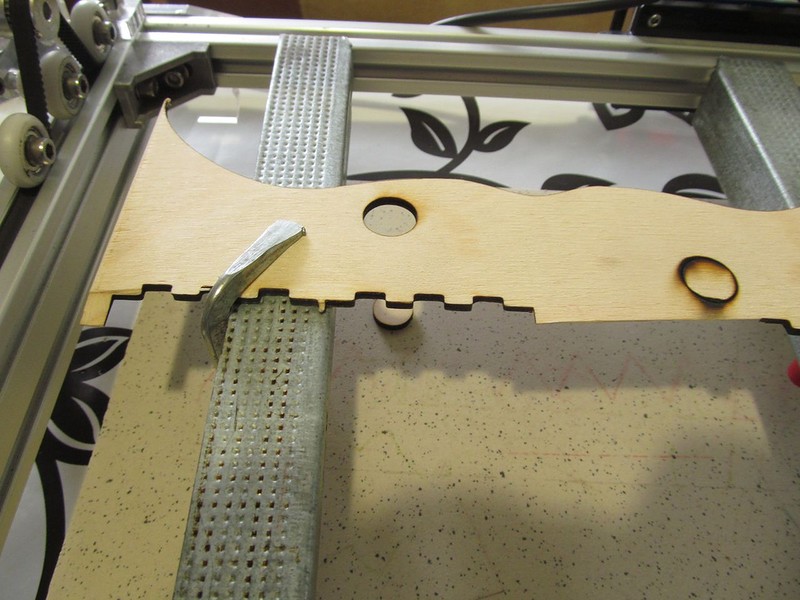
Исходя из особенностей конструкции рамы станка, отличным вариантом в качестве основания для этого показалось использование двух длинных направляющих, по которым не предусмотрено перемещение механизма. Кроме того, в этих направляющих имеется углубление, за которое можно закрепить приспособу.Расстояние между серединами направляющих составило 41,5 см.

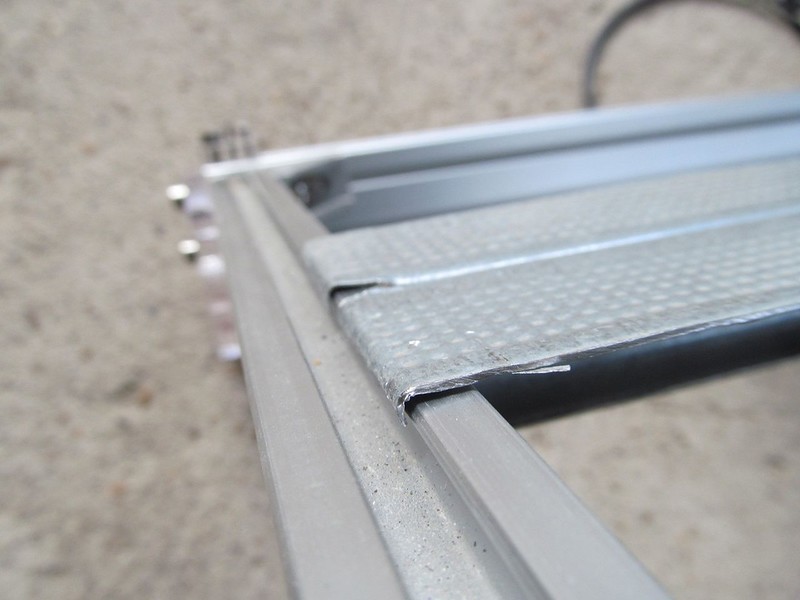
Широкий профиль для гипсокартона, давно стоявший без дела в углу, отлично подошел для предполагаемых целей. Для этого от него был отрезан кусок необходимой длины и разрезан вдоль – тем самым получилось два уголка с ребром жесткости.

Отрезаем «лишние» кусочки, чтобы одно ребро уголка свободно входило между направляющими, а другое ложилось на них.

Часть уголка загибаем под желобок направляющей с обоих сторон так, чтобы уголок мог двигаться и одновременно не выскакивать из направляющей.
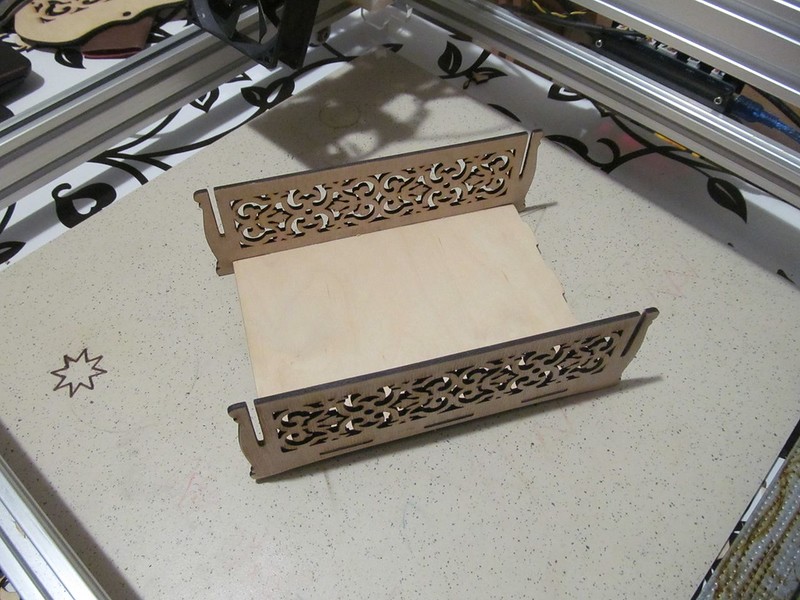
Получается, что теперь мы имеем две поперечины, которые можно свободно перемещать внутри рабочей площади станка и тем самым разместить на них любой кусочек фанеры.
При необходимости их можно просто сдвинуть в любую сторону, чтобы не мешали.
Вот так теперь можно разместить фанерку, при этом расстояние от ее поверхности то линзы лазера составляет около 36 мм.
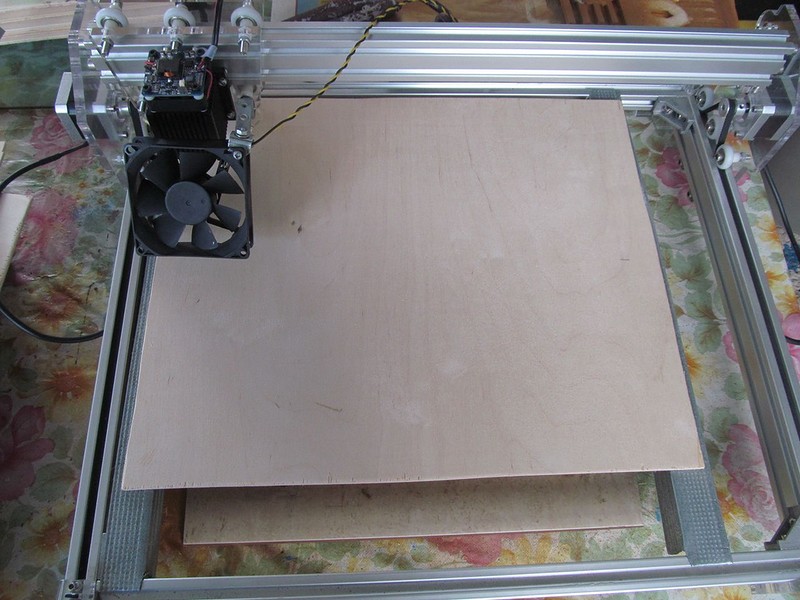
Но возможно самое важное при таком подходе то, что теперь фанеру можно притянуть к получившимся направляющим в нужных местах хоть саморезами, хоть струбцинками и тем самым обеспечить ее «ровность» по всему периметру предполагаемой поделки.

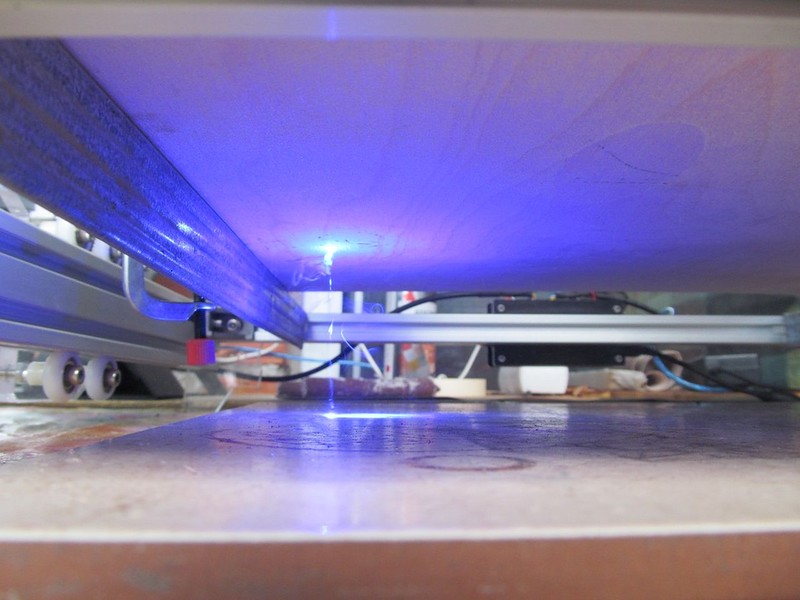
Ну а вот так получается можно наблюдать в процессе работы лазера, насколько хорошо прорезается деталь и нужно или нет делать дополнительные проходы.
Потренировавшись, еще на предыдущем лазере в вырезании плоских поделок, давно хотелось попробовать сделать что то действительно полезное и интересное, например что то из разряда коробочек-шкатулочек. Но дело это, как Вы понимаете, не совсем простое, то есть конечно принцип тот же самый что и всегда – надо нарезать детальки и потом их соединить, но поскольку деталек получается достаточно много, то точность чертежа должна быть достаточной для того, чтобы по концовке работы не пришлось все выбрасывать, т.к. не получается их состыковать. К тому же, возвращаясь опять же к количеству деталек остро встает вопрос автоматизации резки с точки зрения необходимости выполнения нескольких проходов.
Если Вы читали мой предыдущий обзор, но наверняка помните, что используемая мной программа BenBox лишена возможности задания количества необходимых проходов по картинке и нажимать на кнопку запуска после окончания каждого прохода приходится самостоятельно столько раз, сколько требуется.
Так вот. Оказалось, что все-таки с этой программой не все так плохо как казалось на первый взгляд. Нет, конечно я не нашел в ней секретного поля для задания этого параметра, все немного проще и сложнее одновременно.
BenBox способен получать задания не только в визуальном режиме путем выбора картинки с изображением контура фигуры, но и загрузки в специальное окошко специальной последовательности команд – G-code, и вот в этом самом режиме можно задавать необходимые команды необходимое же количество раз. Т.е. по простому – надо три раза начертить круг, задаем эти команды три раза и станок послушно начертит круг три раза. Правда как всегда «есть парочка нюансов…».
Во-первых, задавать эти команды можно только либо вводя вручную или вставив сразу блоком из памяти (буфера обмена) скопировав их из нужного файла.
Во-вторых, как это ни странно, но нет режима загрузки из файла напрямую, т.е. только вышеописанным способом.
В-третьих, несмотря на то, что этот самый код предусматривает в том числе и задание скорости перемещения лазера, в BenBox эти команды полностью игнорируются и используется единственное значение – установленное в его же специальном поле.
Это что касается Бенбокса. Но необходимо вспомнить, что этот набор команд (G-код) нужно еще как-то получить. А это не совсем просто. Т.е. сам принцип весьма несложен – нужно преобразовать необходимое для вырезания/гравировки изображение в команды, которые потом скормить Бенбоксу. Но вот найти подходящую для этого программу из большого количества существующих, да еще чтобы на выходе получался нужный набор команд – вот это уже сложно.
В этом мне помог разобраться один замечательный человек, также владеющий китайским лазерным гравером, с которым мы переписывались в рамках обмена опытом эксплуатации, за что ему хочется выразить благодарность и сказать большое человеческое «Спасибо».
Итак, для вышеописанного правильного и достаточно удобного преобразования картинок в набор команд для резки/гравировки хорошо подходит программа VCarve Pro. Не буду рассказывать где ее можно скачать – думаю это не проблема для большинства читающих.
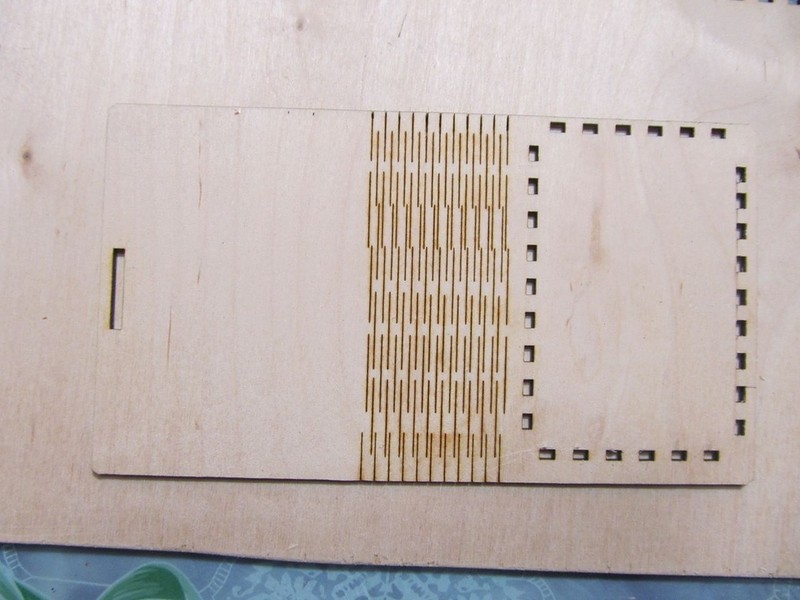
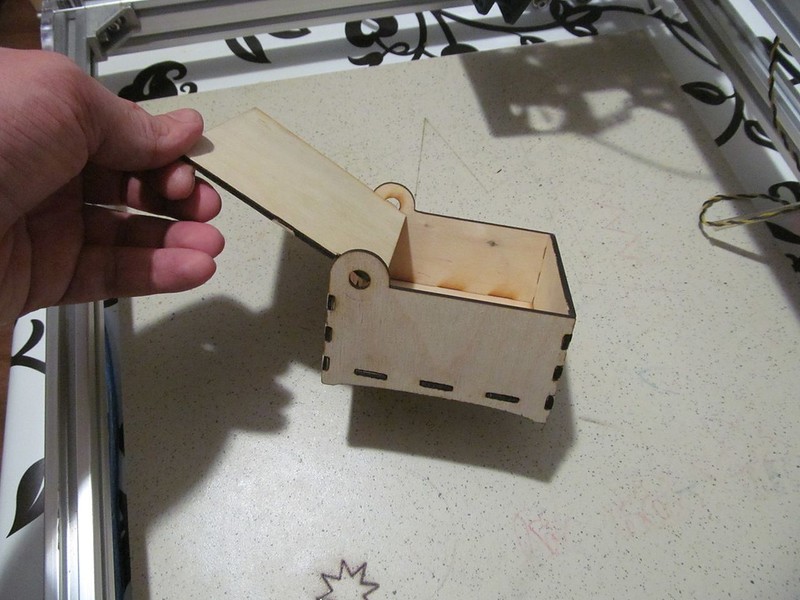
Далее я немного расскажу о ее применении на примере создания интересной поделки из фанеры – шкатулки-книжки. Вот исходное (не мое) фото такой шкатулки.

Такая конструкция сразу же привлекает внимание тем, что в ней «свободно гнется то, что по определению гнуться не должно». То есть здесь верхняя и нижняя сторона коробочки являются цельными друг с другом, а соединяющая их часть гнется и не ломается при помощи специально нарезанных прорезей, образующих своеобразный книжный переплет.
Давно хотелось посмотреть, как это будет выглядеть на практике, к тому же размеры такой шкатулки сравнительно невелики, поэтому и времени на ее вырезание не должно понадобиться слишком много.
В оригинальном исполнении, как на картинке, шкатулка дополнена гравировкой и имеет странного вида, но весьма интересный замок-задвижку. Я немного упростил конструкцию и подготовил на ее основе вот такой чертежик.

Получаем G-код при помощи VCarve Pro
Запускаем VCarve Pro, загружаем в него наше изображение и выбираем пункт верхнего меню, как показано на картинке. Это необходимо для того, чтобы получить «трассировку» нашего изображения (векторный контур).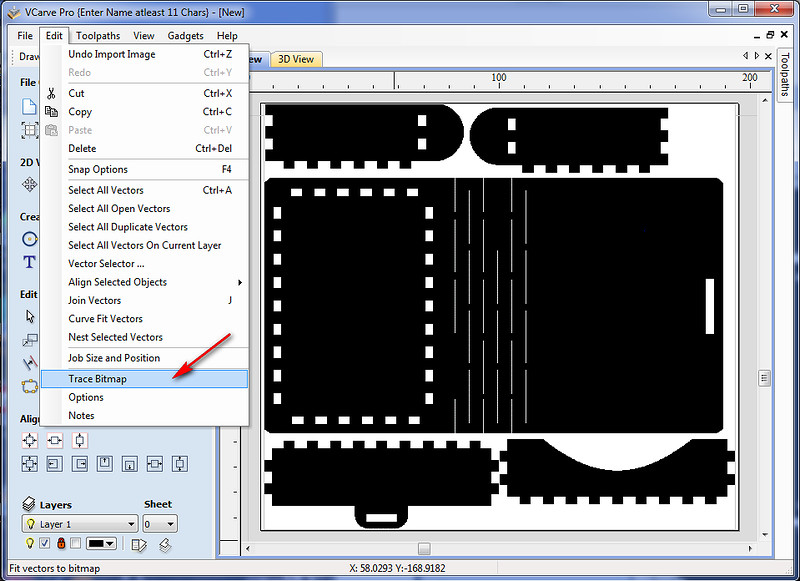
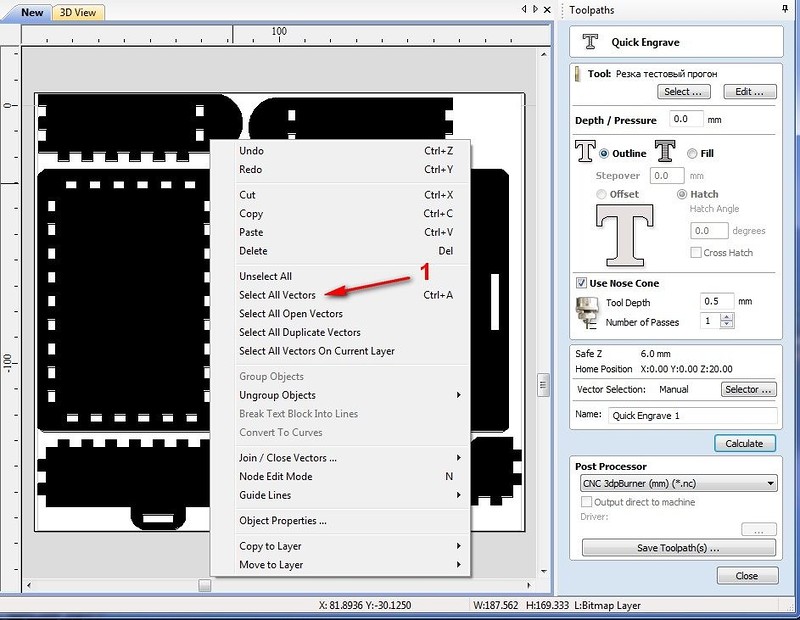
Далее, как показано на нижнем изображении под цифрой 1 – необходимо нажать на закладку в верхнем правом углу программы.
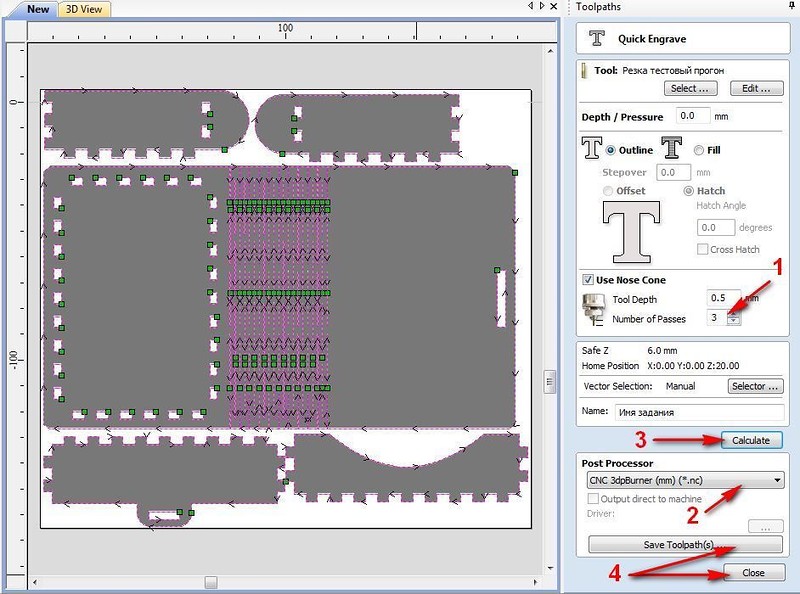
В появившемся окошке (2) необходимо выбрать кнопку (Quick Engrave) после чего появится окошко 3. Немного о его элементах.
1 – кнопка выбора виртуального инструмента, с которым мы хотим работать.
2 – переключатель режима работы гравера (внешний контур или заполнение).
3 – поставив галочку, здесь можно указать необходимое количество проходов (да, это то самое!).
4 – любое смысловое название для создаваемого задания.
5 – кнопка, запускающая режим просчета пути движения лазера по указанному контуру.
6 – один из самых важных элементов, менюшка выбора пост-процессора. Т.е. именно здесь выбирается тип необходимого для нас кода.

А теперь по порядку. Сначала нам необходимо задать параметры виртуального инструмента, которым мы планируем работать (кнопка 1 на рисунке выше).
В появившемся окошке необходимо ввести понятное для нас название (1), выбрать тип инструмента – гравер (2), задать максимальную (или желаемую) мощность работы лазера (от 0 до 255), указать единицы измерения именно как мм/мин (4), а также ввести необходимую для этого задания скорость перемещения лазера (от этого зависит глубина реза) и сохранить «инструмент».

Далее, в основном окне программы, на изображении необходимо выбрать контуры, относительно которых будет формироваться задание. Т.е. в данном случае можно сначала к примеру, выбрать внутренние контуры для гравировки, а затем внешние для резки. Если такого не требуется, то правой кнопкой можно при помощи указанного пункта меню просто выделить все контуры, которые есть.
Далее необходимо указать необходимое количество проходов (1) и выбрать нужный пост-процессор (2). Что касается пост-процессора, то для работы с Бэнбоксом в программе не содержится подходящего. Его можно скачать отсюда, после чего поместить в папку программы по адресу «C:\Users\All Users\Vectric\VCarve Pro\V6.0\PostP\».
После этого нужно нажать кнопку просчета (3) и в завершение можно как сразу сохранить полученный код в файл, если не нужно формировать несколько заданий, либо закрыть окошко кнопкой «Close».
Сформированные задания отображаются вверху окошка (1). Для сохранения необходимо отметить галочками нужные и нажать кнопку 2. Затем убедиться, что установлена галочка на пункте 3, проверить правильность выбора пост-процессора и сохранить задания в файл кнопкой 4.
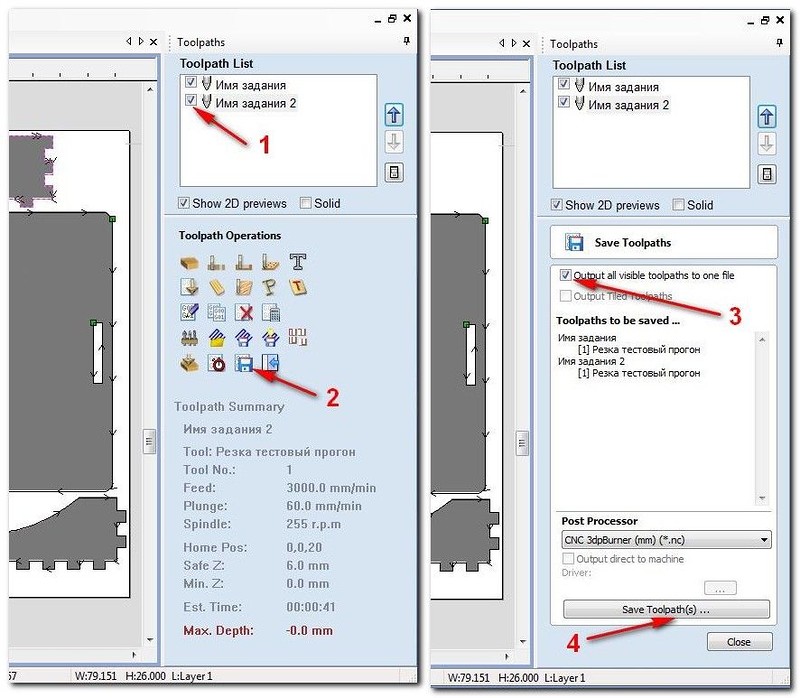
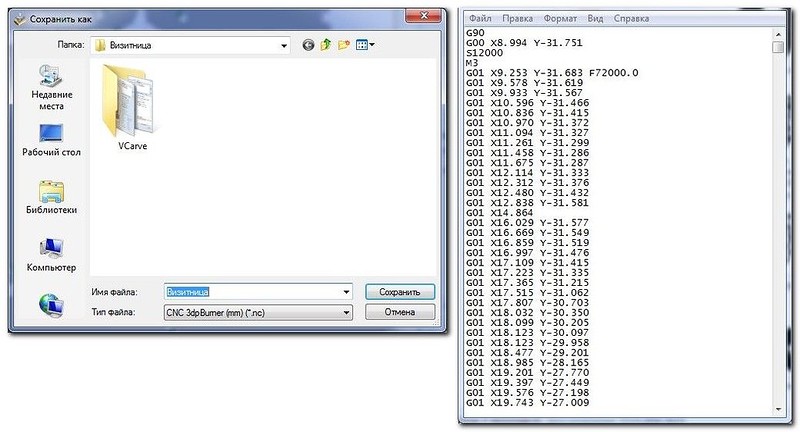
В результате мы получаем файлик с расширением .nc который можно открыть простым Блокнотом. Вот так выглядит наш набор команд, который необходимо выделить от первой до последней строчки и скопировать в буфер обмена.
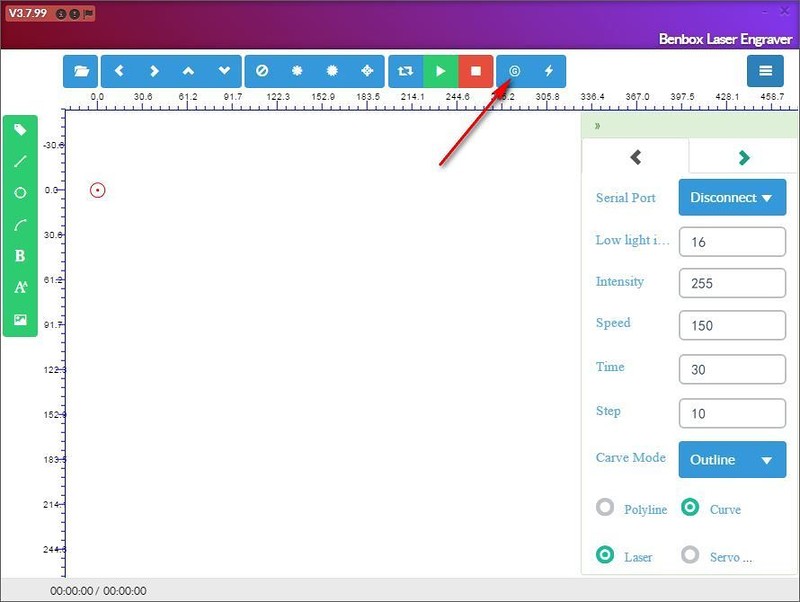
Затем, в Бэнбоксе необходимо заранее указать требуемую скорость перемещения лазера и нажать кнопку, как указано на картинке ниже.
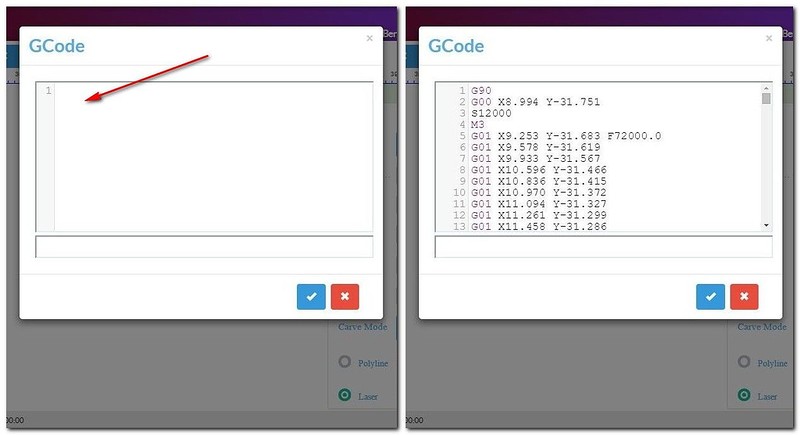
И при помощи комбинации клавиш Ctrl+V или Shift+Insert вставить код из буфера обмена в указанное на картинке поле (меню для вставки правой кнопкой мышки не работает). После нажатия на синюю кнопку с галочкой, программа должна начать посылать команды на станок.
Интересная особенность многопроходного режима работы заключается в том, что станок не проходит каждый раз полностью все изображение по кругу, а совершает заданное количество проходов сразу же по каждому элементу и не возвращается к нему больше.

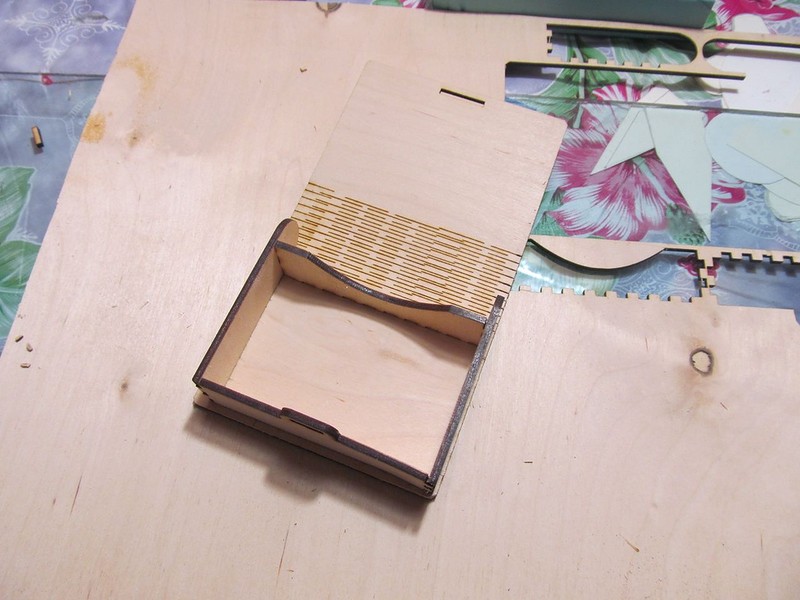
Итак, в результате получаем вот такой набор элементов.
А вот так может теперь изгибаться цельный кусок фанерки.

При сборке нет необходимости использовать клей, т.к. все детали входят очень плотно.
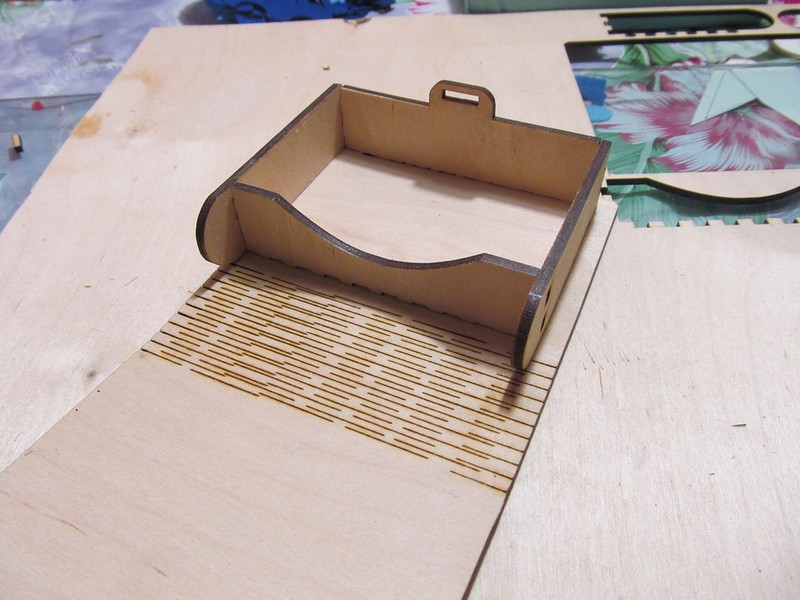

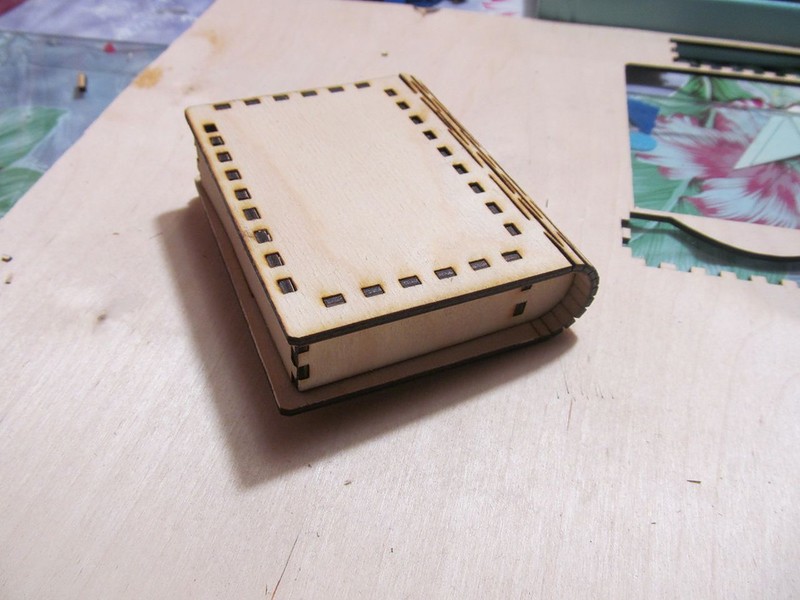
Внутреннее полезное пространство имеет размеры, соответствующие стандартным пластиковым картам.


Никогда такого не делал, но для пробы покрыл коробочку сначала темной морилкой, а затем лаком. С учетом отсутствия опыта в этом направлении считаю, что для первого раза получилось неплохо )).



Коробочка-шкатулка в общем то получилась, вырезалась она за 5 проходов (пятый это на всякий случай, для закрепления так сказать). Но почему то никак не покидало ощущение, что я делаю что то не совсем правильно, т.к. все таки хотелось большей производительности.
Немного поразмыслив в голову пришла одна интересная идея. Возможно скажу давно общепринятый факт, но пока лично не встречал подобного подхода, поэтому прошу заранее извинить.
Фокус про «Фокус»
Итак, давайте вспомним, по какому принципу как правило настраивается фокусировочная линза лазера? При включенном на минимальной мощности лазере необходимо вращать регулировку фокуса линзы добиваясь на предполагаемой к обработке поверхности минимального размера пятна лазера и превращая его в идеале в точку.В данном случае минимальный размер пятна гарантирует нам максимальную мощность лазера, все казалось бы, правильно. Но наблюдая за процессом резки меня сильно смущало то, что практически идеальный рез вначале процесса, к концу становился каким то слабым, местами даже не дорезая фанеру снизу.
Так вот, если Вы еще не догадались к чему я веду, поясняю.
При углублении лазера в фанеру тем самым получается, что с каждым проходом увеличивается расстояние от лазера до поверхности и при этом происходит что? — расфокусировка луча с неизбежным падением его мощности в конечной точке.
Так и получается: чем глубже, тем хуже. Если так, то тогда напротив, сфокусировав луч немного ниже поверхности реза мы должны добиться увеличения мощности лазера ближе к противоположной поверхности.
Для проверки своей теории я попробовал сфокусировать луч не на самой фанерке, а на поверхности под ней заранее предполагая, что ничего путного их этого не получится, т.к. пятно на фанерке должно было получиться не совсем маленьким и рез поэтому должен по идее сильно обугливаться. Но случилось чудо!
Фанера тройка прорезается за два прохода до состояния «самовываливания», скорость реза при этом, согласно параметрам Бэнбокса составляла значение 150.
Но как всегда что? Не обошлось без нюансов.
Главный из них состоит в том, что фанера должна лежать абсолютно ровно во всей плоскости реза, поэтому ее обязательно нужно притягивать.
Вот в качестве примера два кружка, которые резались при одних и тех же параметрах.
В первом случае фанера, даже при относительной «ровности», не притягивалась к направляющим и получился вот такой ужас.

На этом же кусочке, но уже притянутом струбциной получилось вот так. Процесс данный кстати показан на видео, которое будет в конце обзора.
Удовлетворившись наконец полученным результатом мне захотелось продолжить свои эксперименты в области шкатулкостроения, целью которых является создание какой-нибудь красотищи. Но путь этот надо сказать весьма труден и тернист.
После изготовления шкатулки-книжки я попытался подготовить чертежик под желаемые для себя размеры, но быстро понял, что хотя задача эта вполне себе выполнима, но вот затрачиваемое на это время ну совсем мне не понравилось.
Дело в том, что необходимо очень тщательно подходить к размерам всех деталек чертежа чтобы потом они и стыковались в нужных местах и не вываливались при этом, ну и все это плюс зависит от сложности самой конструкции. В общем повозившись пару дней, я понял, что лень в очередной раз победила и стал искать способы автоматизации данного процесса.
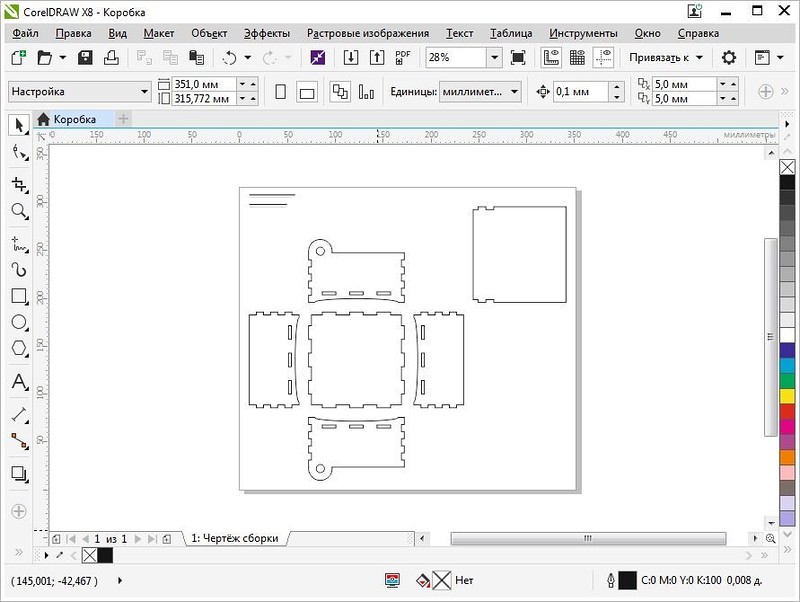
В среде людей, занимающихся вырезанием на мощных лазерных CO2-станках (от 40Вт) большой популярностью пользуется разработка чертежей в Corel Draw для которого существуют специализированные программы-макросы, способные строить различные чертежи коробочек по задаваемым пользователем параметрам. Встречаются как бесплатные так и платные разработки.
Задавшись целью создания красивой резной шкатулки, я быстро понял, что среди бесплатных программ ловить особенно нечего, так как практически все они заточены лишь на простые модельки коробочек. В результате поиска удалось натолкнуться на весьма хорошую разработку под названием «Конструктор Шкатулок».
Конструктор Шкатулок представляет собой макрос под Corel Draw для быстрого проектирования различных объемных конструкций из листового материала (в основном – дерева).
На специализированном форуме данному макросу посвящено отдельное обсуждение, в котором сам разработчик принимает активное участие.
Кстати о разработчике, надо отдать ему должное, т.к. такого подробного и доступного для восприятия руководства пользователя, я давно не видел. Достаточно его просто внимательно почитать и уже начинает складываться впечатление, что сам пользуешься этой программой пару недель. Далее я не буду подробно рассказывать, что и для чего предназначено в программе, т.к. сделать это лучше, чем уже описано в руководстве все равно не получится.
Существует бесплатная версия подобного макроса под названием «Конструктор коробок», но по довольно утилитарному названию несложно догадаться для чего он предназначен и если, к примеру, творческая составляющая коробки Вас не особо интересует, то данный макрос вполне подойдет.
Скачав, установив и посмотрев что к чему в бесплатной версии, а также внимательно почитав вышеуказанное руководство я понял, что платная версия – это именно то, что нужно в моем случае. Сразу отмечу, что стоимость полноценной программы оказалась не настолько высокой как я думал, и сопоставима со стоимостью одной-двух шкатулок, сделанных по созданным с ее помощью чертежам. К тому же в преддверии новогодних праздников автор предоставляет на нее скидку.
Короче купил я этот макрос.
Установки как платной так и бесплатной версии макроса как таковой не требуется, достаточно просто скопировать файл в специализированную папку Корела до его запуска (в моем случае это «C:\Program Files (x86)\Corel\CorelDRAW Graphics Suite X8\Draw\GMS\»).
Далее необходимо запустить Корел и перейти в соответствующие пункты меню, как показано на картинках ниже.

Выбрать макрос и списка и нажать кнопку «Run».
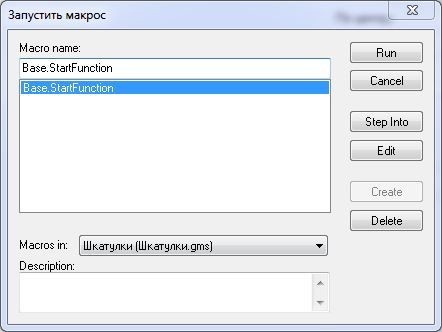
Если все сложилось как надо, то на экране появится вот такое окошко.

Для первого раза я решил попробовать сделать простую коробочку, но с открывающейся на петельках крышечкой. Для этого необходимо выбрать желаемый тип изделия из предложенного списка.
Делаем коробочку с крышечкой

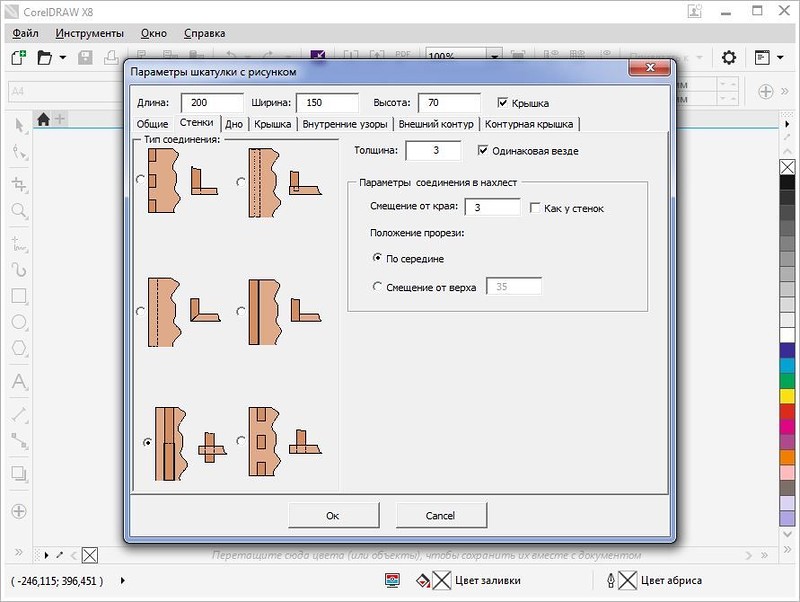
Пройтись по вкладкам, заполнив поля с необходимыми размерами и кучей других параметров, характеризующих желаемое к созданию изделие.
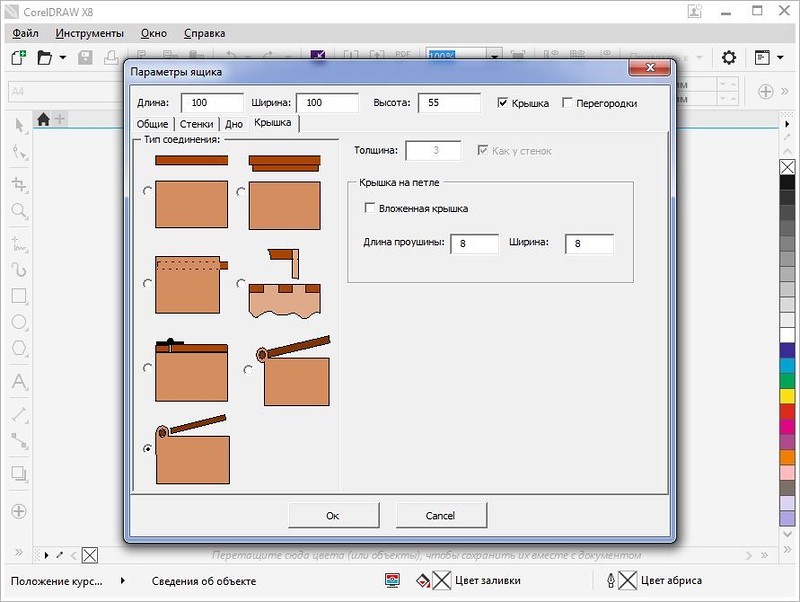
После чего, возвратившись в первое окошко программы, нужно нажать на кнопку «Создать чертеж» и вуаля – получите/распишитесь «чертежик по индивидуальному проекту».
После этого я делаю экспорт в формат .bmp и обрабатываю чертеж как мне нужно. К примеру – заливаю его черным цветом для удобства резки.
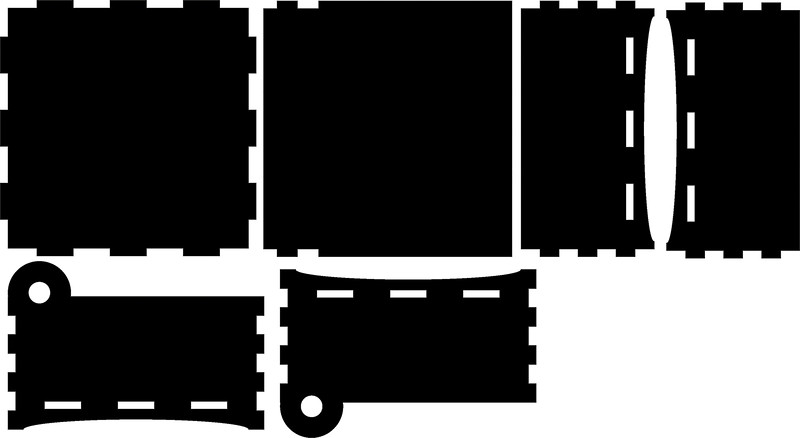
Ну а дальше уже дело техники.
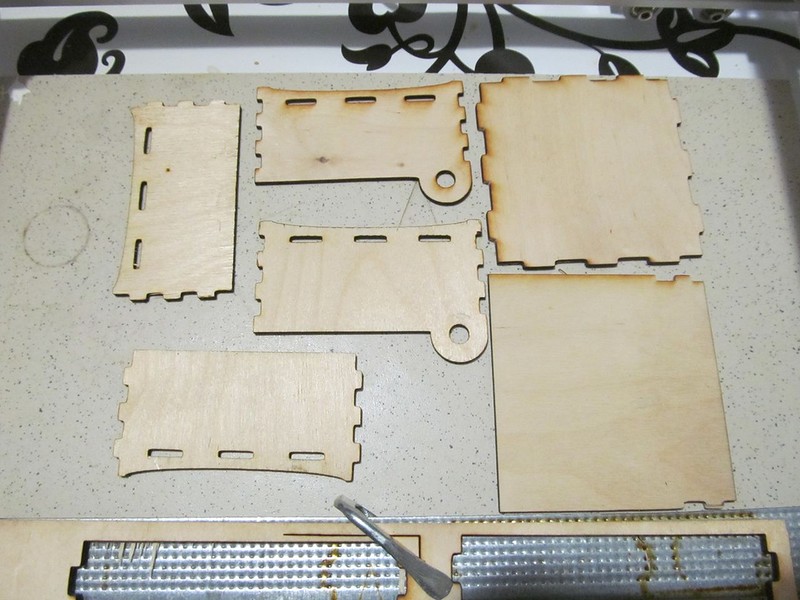
Загружаем, режем и получаем вот такие детальки.
Собирается все очень плотненько, пришлось даже прибегнуть при помощи небольшого молоточка.

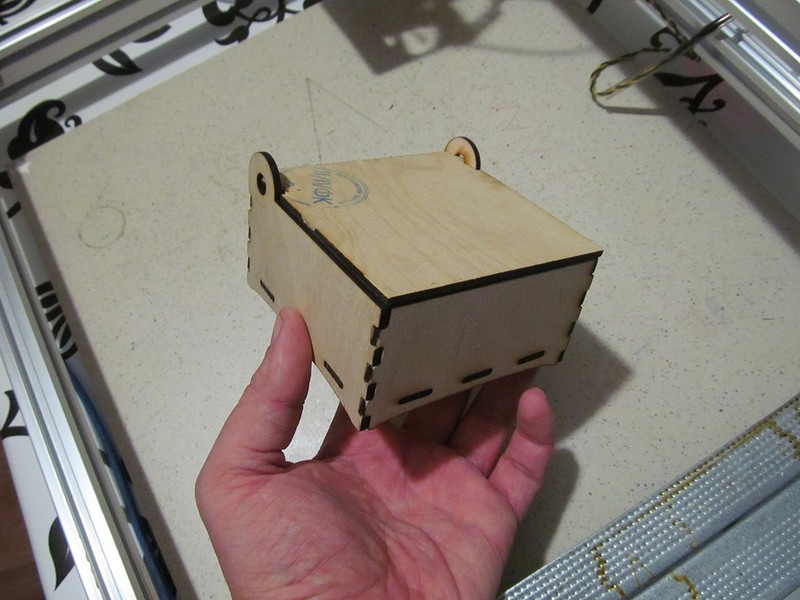


Ну вот, настало наконец время замахнуться на что-то красивое и резное – приступаем к изготовлению шкатулки.
Делаем резную шкатулку
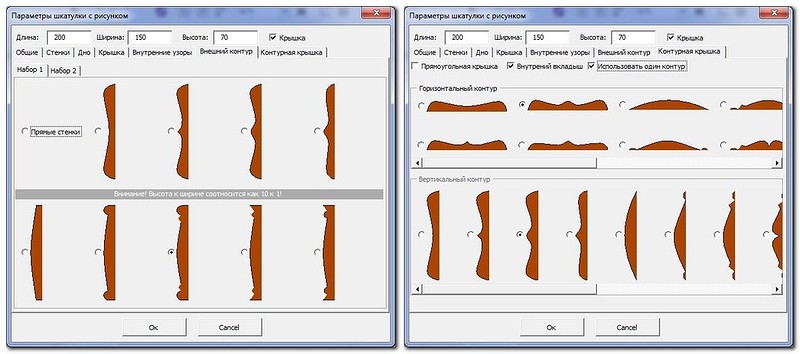
При всей своей предполагаемой сложности процесс создания чертежа не намного отличается от создания простой коробочки. В списке изделий выбираем резную шкатулку.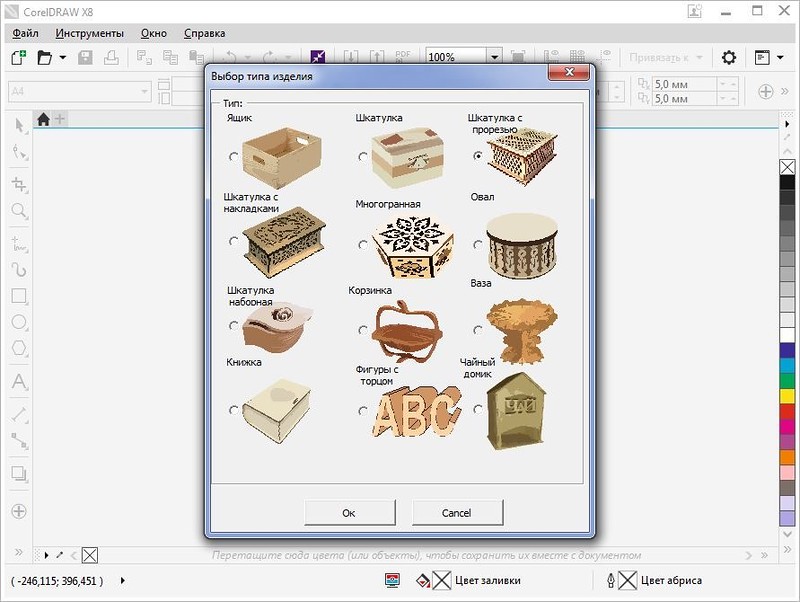
Проходим по параметрам и выбираем необходимые размеры, а также элементы оформления.
Здесь уже появляется дополнительная возможность размещения на элементах шкатулки узоров, которые необходимо будет вырезать. Принцип здесь следующий. Перед выбором данной опции необходимо заранее открыть документ, в котором содержится рисунок узора, затем нажать кнопку «Выбрать» в нужном элементе шкатулки и обвести узор мышкой в режиме выделения. После этого, если все сделано правильно, выбранный узор буде перехвачен макросом и загружен в программу.
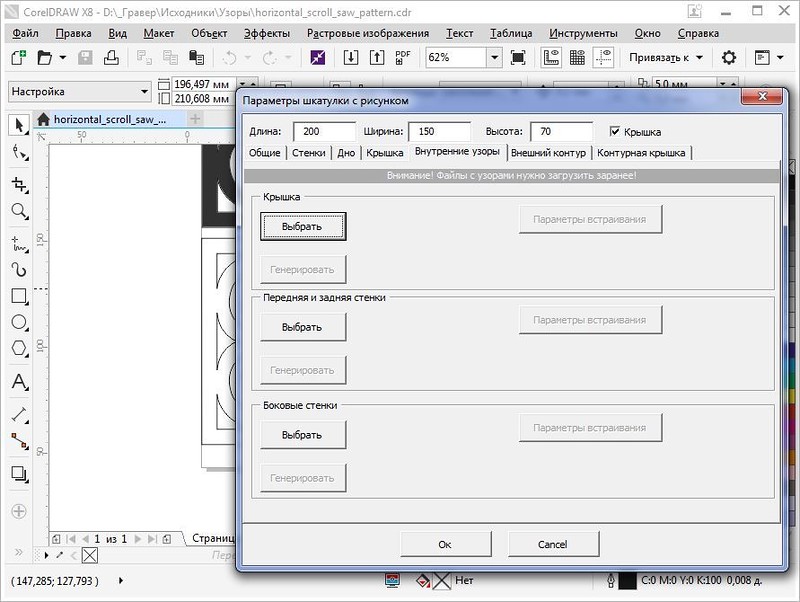
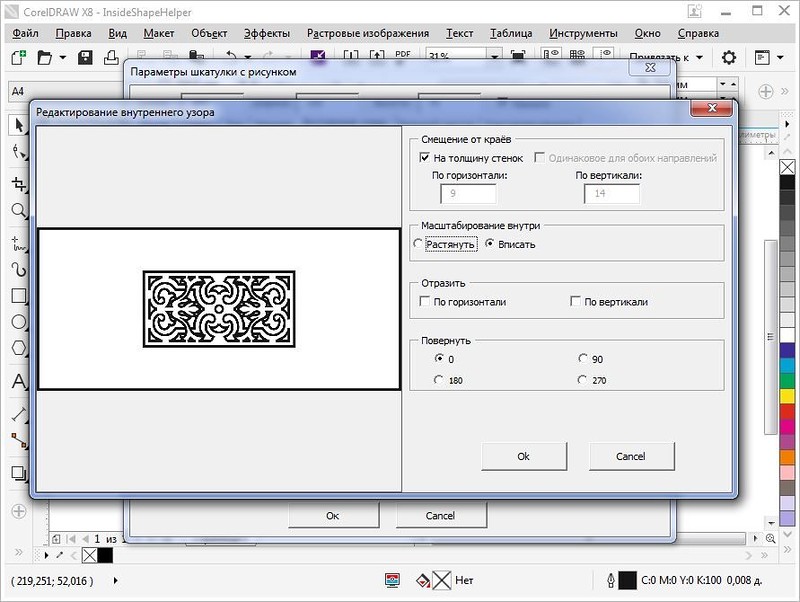
Также можно выбрать форму крышки и стенок шкатулки.
Вот так к примеру получается будет выглядеть крышка и одна из стенок будущей шкатулки (это уже после заливки и добавления дополнительных отверстий в крышке).

Режем.



После резки все детальки зашкурил для того, чтобы удалить следы нагара и придать гладкости поверхности фанеры.
Собираем.
Короткие стенки специально сделал одну с отверстиями для крепления дна, вторую без них чтобы проверить, насколько реально собрать конструкцию в одном и другом случае. Оказалось что оба варианта вполне реализуемы, дно не болтается.


На фото не видно еще одного элемента – поскольку крышка у нас накладного типа, то здесь предусмотрен еще один элемент, представляющий собой дощечку, клеящуюся на внутреннюю сторону крышки.

Покрываем шкатулку морилкой и получаем вот такую красоту. Покрыть лаком пока руки еще не дошли.



На этом эксперимент по изготовлению шкатулки считаю состоявшимся и вполне удачным.

В заключение хотел рассказать о еще одной интересной возможности использования лазера. Мы же еще не забыли, что это не просто средство для резки? Он же еще и гравирует. А кто сказал, что гравировка должна быть просто плоской картинкой? А что если попробовать гравировать с меньшей скоростью, что тогда получится?
Глубокая гравировка
А получится тогда некое подобие работы фрезы!Вот пример изготовления медальки с объемным рисунком.


Готовим два рисунка, сначала в режиме гравировки выжигаем все темные обрасти на небольшой скорости движения лазера (глубина будет зависеть именно от этого).

Затем загружаем рисунок контура медальки и выжигаем его в режиме резки.
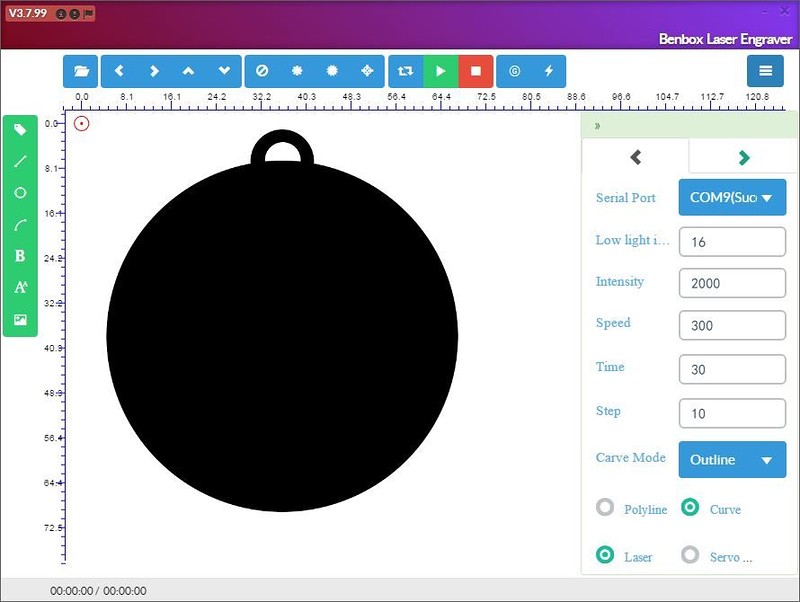
Получается примерно так.

После этого изделие можно покрасить.

По тому же принципу, опять же подобрав соответствующий материал и скорость можно изготовить какие-нибудь печати или тому подобные вещи. Ну только конечно не стоит при этом забывать «отзеркалить» изображение.
Видео с демонстрацией работы лазера
Отмечу, что конечно при резке больших деталей сложно хорошо притянуть заготовку по всей плоскости и в таких местах не всегда получается прорезать за два прохода, но в целом с применением вышеописанного способа фокусировки картина получается вполне приемлемая.
UPD
Режем четверку
Раздобыл небольшой кусок 4 мм фанерки. Попробовал прожечь.Получилось за три прохода до «самовываливания». Принцип фокусировки тот же, что и описан выше — по направляющей под фанеркой.

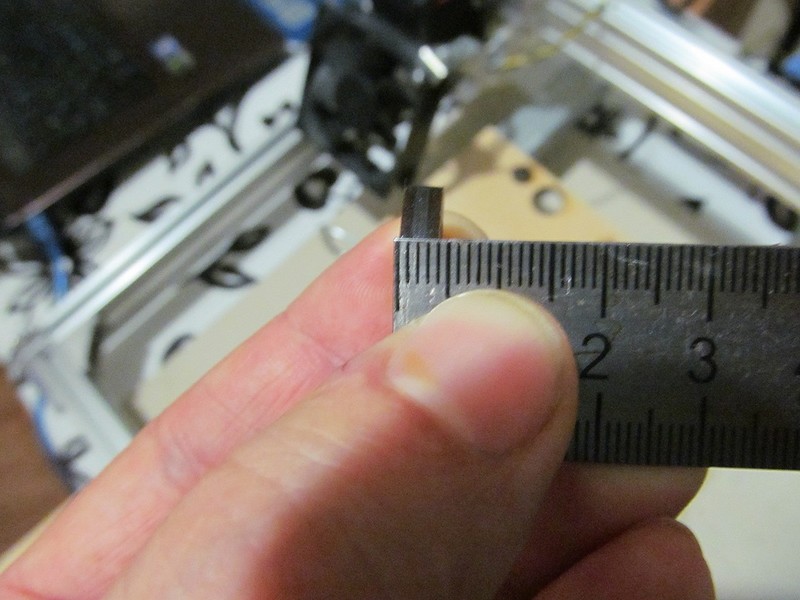
Вот такой вот он, лазер на 5,5Вт.
Информация о скидках
Обозреваемый лазер на 5500mW приобретался с купоном «DotGB» за $247.99
Спасибо за внимание и всем добра.
Комплектующие для лазерных и фрезерных станков ЧПУ
Современное лазерное оборудование — такое как лазерные установки, станки, граверы и другие машины обладают множеством технических характеристик, что значительно расширяет границы производственных задач, которые можно решить с помощью него. Компания «Лазеркат» для выполнения различных работ по резке и гравировке готова предложить вам большой выбор лазерного оборудования.
Предлагаемые станки способны обрабатывать различные изделия из множества материалов, таких как камня, дерева, пластика, бумаги и других. Кроме фрезерного оборудования, в ассортименте магазина «Лазеркат» имеются различные оригинальные комплектующие к лазерным граверам.
Комплектующие для ЧПУ лазерного и фрезерного оборудования от «Лазеркат»
- Оптика
Предлагаемые фокусирующие линзы и отражающие зеркала подойдут для любых типов граверного оборудования. В зависимости от мощности вашего лазерного станка, вы можете подобрать фокусирующие линзы, из арсенида гелия (для станков средней мощности) или из селенида цинка (для лазерного оборудования высокой мощности). Ассортимент отражающих зеркал представлен изделиями разного диаметра. - Лазерные трубки СО2
Всегда в наличии в нашем магазине лазерные трубки СО2, охлаждение которых происходит с помощью воды. Вы можете выбрать трубки необходимой вам длины, диаметра и уровню напряжения - Блоки высокого напряжения
В зависимости от показателя напряжения, компания «Лазеркат» предлагает вам блоки высокого напряжения от 60 до 180 Вт. - Флюгерные ножи для режущих плоттеров
- Флюгерные ножи представлены на сайте, отличаются разнообразными углами заточки — 30, 45 и 60 градусов и подходящие для граверных работ по различным материалам. Вы можете выбрать флюгерный нож в зависимости от толщины обрабатываемого изделия, чем выше угол заточки, тем более толстый слой он сможет разрезать. Кроме этого, мы предлагаем ножи для режущих плоттеров различных офсетов (расстоянием между осью ножа и его концом).
- Поворотные устройства
Фрезерные станки, оснащенные поворотными устройствами, позволяют с высокой точностью выполнять различные граверные работы на обрабатываемых поверхностях. Например, сложные узоры или гравировку на заготовках цилиндрической формы. Необходимое вам поворотное устройство вы всегда сможете выбрать в нашем магазине. - Системы активного охлаждения
Дополнительно наша компания готова вам предложить качественные системы охлаждения фрезерных станков на основе фреона. Системы охлаждения оборудованы датчиками и имеют достаточно простую в своем использовании электронную панель управления. Предлагаемые системы активного охлаждения практически бесшумны, надежны в эксплуатации. Благодаря использованию охлаждающих приборов увеличивается срок службы любого лазерного оборудования. - Системы удаления стружки
Все представленные в продаже системы удаления стружки имеют необходимые гигиенические сертификаты и сертификаты качества. Дополнительное оборудование для очистки воздуха, удаления пыли и стружки в помещении станет незаменимым составляющим на любых производствах. - Инверторы
В нашей компании вы можете выбрать различные частотные преобразователи для лазерного оборудования. - Фрезы
Всегда в каталоге магазина представлен большой ассортимент фрез. - Высокоскоростные шпиндели
В наличии и под заказ высокоскоростные шпиндели различных моделей. - DSP-контроллеры
Мы готовы предложить вам несколько типов DSP-контроллеров, позволяющих контролировать ход работы фрезерования, не прибегая к помощи компьютера. - 3D- сканеры
В нашем магазине вы можете выбрать различные модели 3D- сканеров для фрезерных станков.
Оборудование и комплектующие от компании «Лазеркат»
Для организации современного производства компания «Лазеркат» предлагает вам приобрести фрезерное оборудование, а также комплектующие к ним по низким ценам от ведущих мировых производителей, таких как King Rabbit, Excitech и других компаний. Благодаря тесному сотрудничеству с поставщиками оборудования, а также тщательным проверкам качества и наличие необходимых сертификатов, позволяют нам предложить вам не только высокое качество современного лазерного оборудования, но и гарантировать одни из самых низких цен на территории Российской Федерации.
Делаем из 3D-принтера лазерный гравер

3D-принтеры стали дешевле и доступнее. А раз так, появились умельцы, которые начали думать, как расширить возможности этих современных и полезных устройств, добавив им новые функции. Вы найдете в статье общие принципы, конкретные примеры таких переделок и начальные сведения о работе с новым устройством. А также узнаете, какие существуют альтернативные варианты покупных 3D МФУ, в которых совмещаются лазерный гравер и 3D-принтер, а в некоторых и фрезер с ЧПУ.
Для того, чтобы превратить 3D-принтер в резак и гравер, нужно установить на него лазерный модуль и программно управлять им. Ниже даны два варианта такой переделки.
Простой способ добавить лазерный резак и гравер к дешевому 3D принтеру
Рассмотрим, как можно добавить в китайский 3D принтер Tevo Tarantula лазерный модуль мощностью 2,5 Вт.
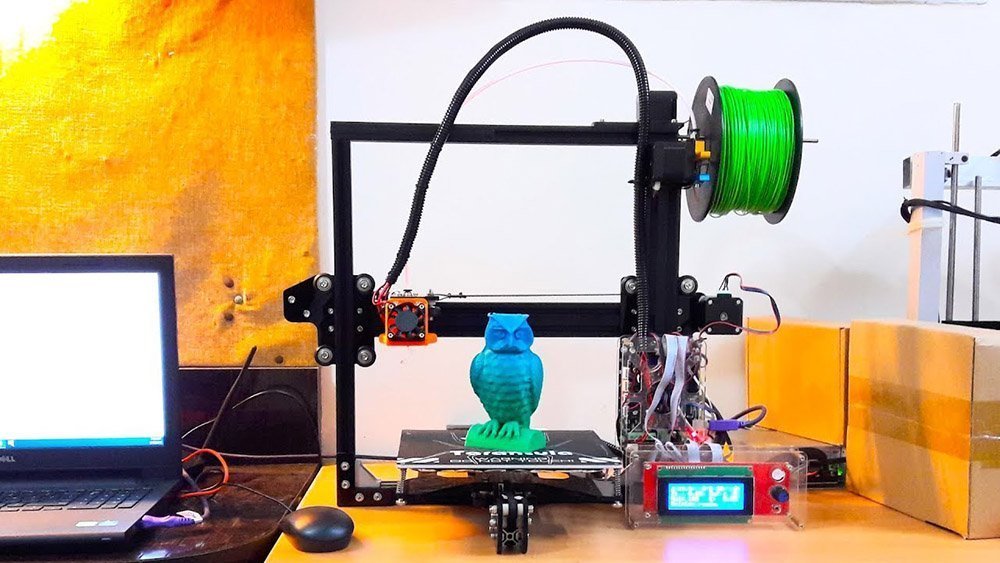
Такая модификация справится с резкой тонкой фанеры, шпона, EVA-пены (этиленвинилацета), картона и бумаги, используемых в рекламе и оформлении листовых материалов, а более толстые материалы, включая древесину, кожу и пластик, сможет гравировать.
Лазерный модуль
Выбранный лазерный модуль LA03-2500 удобен тем, что у него один разъем для подключения питания с напряжением 12 вольт, т. е. не нужен дополнительный регулятор напряжения. В Tevo Tarantula охлаждающий вентилятор не предусмотрен. Но некоторые его добавляют, для улучшения качества печати, и регулируют скоростью вращения лопастей, меняя напряжение на входе вентилятора программно. При такой доработке лазерный модуль напрямую можно подключить вместо вентилятора принтера и так же программно управлять лазером. Будет не только «вкл.» или «выкл.», но 255 уровней между ними.

Для охлаждения во время работы, на верхней части модуля установлен маленький кулер. Ещё есть фокусировочное кольцо, с помощью которого регулируется фокусное расстояние в соответствии с текущей высотой по оси Z.
Не забудьте купить специальные очки, для защиты глаз от интенсивного лазерного излучения.

Подключение питания
Вентилятор 3D-принтера не используется, когда работает лазерный резак, и наоборот. А так как и резак, и вентилятор принтера используют одни и те же контакты на плате управления двигателем MKS Gen, можно вывести с этих контактов единственный кабель со штекером на конце. А к кабелю вентилятора припаять разъём-гнездо. Чтобы поменять лазер на вентилятор, нужно всего лишь переткнуть штекер в нужный разъем. Это удобно — в считанные секунды можно перейти из режима 3D-принтера в режим лазерной резки/гравировки.

Кабель со штекером, идущий от платы (слева), разъем вентилятора (посередине) и разъем лазера (справа).
Установка лазера
Часто при создании гравера на основе 3D-принтера модульный блок устанавливают вместо экструдера. Но можно установить их рядом, желательно — как можно ближе друг к другу. Тогда не придётся снимать и устанавливать попеременно лазер и экструдер каждый раз, когда они потребуются, и сбивать при этом настройки.
Работа с векторной графикой
Сначала растровое изображение переводят в кривые с помощью бесплатного векторного графического редактора InkScape. А плагин J-Teck Photonics Laser Tool превращает векторный рисунок в Gcode. Плагин хорошо справляется с вырезанием контуров, текстов или фигур из картона.
Источник: https://blogs.cuit.columbia.edu/rqh3000/2018/03/02/make-money-laser-cutter/
Для гравировки растровых изображений нужен другой программный инструмент, под управлением которого лазер ставит точки на объекте в соответствии с яркостью исходной картинки.
Превращение 3D-принтера в лазерный гравер, требующее небольшой доработки
Почти любой 3D-принтер можно преобразовать в лазерный гравер/резак, способный резать дерево и гравировать практически на любом материале, кроме камня, керамики, стекла и металлов.
Лазер и оборудование
Какую модель лазера выбрать? С лазером мощностью 0,5 Вт можно гравировать только на дереве, пластике или коже. Такие лазеры стоят довольно дешево.
Лазеры с более высокой выходной мощностью позволяют гравировать глубже и быстрее, а также режут фанеру. Лазер мощностью 2,5 Вт сможет разрезать фанеру толщиной 4 мм за несколько проходов.

Вот ссылки на несколько разных лазеров и регулятор напряжения 5В:
►Лазер 0,5 Вт: https://goo.gl/Upg5GQ
► Лазер 1,6 Вт: https://goo.gl/Sbs6h9
► Лазер 1 Вт: https://goo.gl/P55uD9
► Лазер 2 Вт:
Лазерный модуль D8-L2500 для гравера
Обзор про самосборный лазерный гравер/резак на основе 2,5 Ваттного лазерного модуля.Если коротко – лазерный модуль D8–L2500 очень удобный. Он имеет и линзу, и драйвер питания лазерного диода. Умеет и выжигать, как точками, так и линией, а самое главное — резать!
Подробности читайте далее…
Сразу напомню про ТБ: при работе с лазером используйте очки (специальные, с учетом длины волны лазера), не направляйте его в глаза. Лазер очень мощный — даже небольшое отраженное излучение может серьезно повредить сетчатку.

Итак, в последнее время я все бился над улучшением лазерного гравера Neje с целью увеличения (в первую очередь) рабочей зоны и мощности для обработки различных материалов. В итоге, я пришел к тому, что проще сделать еще один, по образу китайских простеньких граверов на профиле.
На муське были обзоры подобных граверов (первый и второй обзоры). За основу я взял китайский комплект на алюминиевом конструкционном профиле 2020 и 2040. Забегая вперед, я скажу, что практика показала – проще делать все на одинаковом профиле 2040, так как значительно повышается удобство монтажа и жесткость рамы (на двойной профиль проще крепить элементы корпусных панелей, ножки, кабель-каналы).
Основа любого лазерного гравера – это лазерный модуль. Опыт работы с диодами, выдранными из всевозможной техники, а также с модулем от Neje у меня был, но захотелось чего-то большего. У китайцев продаются твердотельные лазерные сборки все-в-одном: модуль в виде алюминиевого радиатора цилиндрической (реже) или прямоугольной формы (чаще всего). Внутри радиатора установлен цилиндрик с лазерным диодом, из которого торчат два контакта для подключения питающего тока. Также внутри лазерного модуля установлен (и залит некой субстанцией) токовый драйвер для диода, чаще всего СС (continuous current), реже – драйвер с поддержкой ТТЛ-сигналов для управления мощностью лазера. Часто – имеется вентилятор охлаждения сбоку или с торца радиатора. С другого торца на выходе лазера располагается фокусирующая или коллимирующая линза (в зависимости от назначения модуля). Питание, как правило, бывает 5В или 12В. Лазерный твердотельные модули (диодные) бывают от сотен милливатт (например, от 0,3 Вт) до нескольких единиц (например, 5,5 китайских ватт). Чем больше мощность, тем выше цена, причем за мощные модули цена настолько высокая, что проще рассмотреть возможность установки трубки СО2, но это совсем другая история. Имейте ввиду, что китайские ватты не всегда соответствуют реальности (очень тяжело оценить реальную мощность излучения). И запросто можно купить один и тот же лазерный диод, промаркированный как 5,5W, так и 8W или 10W. Возможно, они будут отличаться завышенным током на сам диод, что сильно (в разы) сокращает время жизни диода.
Так как хотелось не только выжигать по дереву, но и резать что-либо (пластик, фанера, картон и т.п. – но не металлы!), то модуля от Neje мне уже не хватало, тем более выдранные из сидюков не катят, да и сгорают быстро. Было принято решение поискать и приобрести лазерный модуль на несколько ватт из Китая, в основном я выбирал из лазерных модулей на 450 нанометров (одни из самых доступных).
Существуют следующие разновидности лазерных головок на гирбесте:
1. 2,5Вт 12в;
2. 0,5 вт 12в;
3. 0,5 вт 5 в.
Все лазеры на 445нм (фиолетовый лазер), с вентилятором охлаждения и блоком питания в комплекте.
Помимо отличия в мощности, очевидно, что отличается и питающее напряжение. Модули для 5В очень удобны для питания павербанками/батарейками, ну а также для готовых корпусов с приводами на 5В. Не забывайте, что вентилятор тоже должен быть на 5В.
При питании шаговых двигателей от 12В есть смысл приобрести и лазерный модуль на 12В с целью унификации питания гравера (то есть потребуется только 1 БП на 12В). Это как раз мой вариант. В комплекте с D8-2500 идет блок питания на 12В и 5А, что явно за глаза хватает лазерному диоду, и в придачу остается для питания электроники Ramps и сервоприводов.
Описание посылки
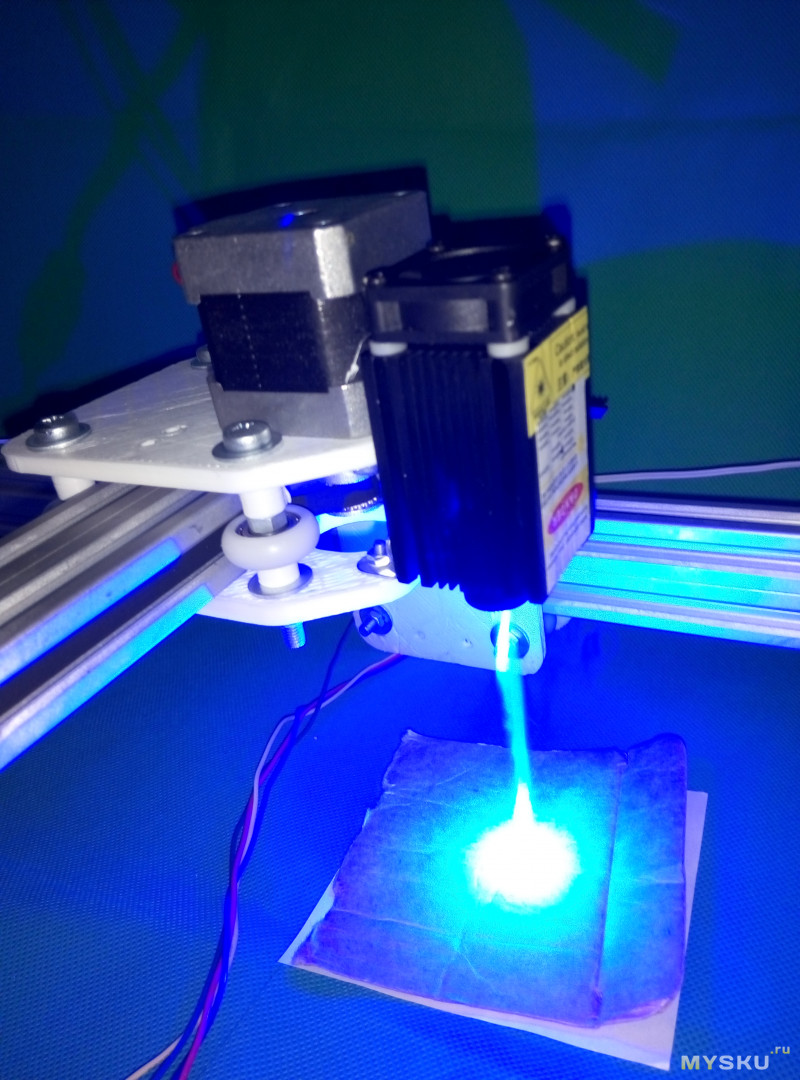
Вот несколько фото самого лазерного модуля.

Дополнительная информация
Включил лазер для проверки цепей питания и правильности подключения.
Как то не сообразил установить поглощающую подложку, в итоге прожег свой фотофон.

Итак, расскажу про свой проект гравера, в который вылился апгрейд моего Neje. Эдакая каша из топора. Скрутил лазер, снял электронику. Понял, что из этого каши не сваришь. Заменил электронику и лазер. В итоге сам Neje я решил оставить в покое и отложить подальше (хотя, если интересно — появились версии с BlueTooth).
Хочу сказать, что существуют готовые рамы для установки лазера (XY плоттеры).
Но я решил собрать раму самостоятельно, тем более это не так уж и сложно.
Идея была очень простая – это применение конструкционного профиля 2020/2040 в качестве рамы и направляющих для простенького гравера формата А3, как в китайских граверах. Жесткость обеспечивается специальными (штатными) соединениями для конструкционного профиля. (внутренние соединители, уголки). Размеры профиля – размеры печатной области (минус каретки). Формат выбирал чуть больше листа А4 с расчетом на материалы небольших размеров. После Neje с его 3.5х3.5 разница просто огромная.
Электронику я обозревал ранее (есть варианты для RAMPS/LCD/SD/Marlin или CNCshield/GRBL). Шаговые двигатели демонтировал со старого устройства (nema17 – можно приобрести, они стандартные. Большие усилия не нужны, так как лазерная головка легкая. Я думаю, при небольших размерах осей можно использовать недорогие nema17 типа 17h3408). Заказал напиленный в размер профиль и фурнитуру (уголки и метизы). Заказал ролики (ролики фторопластовые или detilin’овые, есть V образные, есть комплектом с кареткой под ремень).
В любом случае, если Вас заинтересует самостоятельная сборка принтера, то практически нет проблем найти чертежи для печати на принтере (stl) или чертежи для резки акрила. Существует несколько вариаций кареток и множество поделок на тему
Однозначно плюс комплекта лазерного модуля D8-L2500 – это наличие блока питания 12В 5А, что очень удобно. Буду запитывать шаговики от этого же БП.
Что потребуется для сборки
1 Лазерная головка Гравер/выжигатель — 1 шт.
2 Блок питания 12В Для питания лазера и приводов (1 шт, входит в комплект
лазера)
3 Блок питания 5в Для питания платы электроники (опционально)
4 2040 профиль продольные части рамы, Х-ось -2шт х420mm
5 2040 профиль поперечные части рамы — 2 шт х350mm
6 2040 профиль Перекладина Y оси — 1 шт х380mm
7 Nema17 Два по X, один по Y — 3 шт
с приводными не обязательно мощные
шестернями
8 Ремень GT2-6mm Два отрезка по X, один по Y -1,5 метра примерно
9 Концевики Крайние положения X Y осей — 2 шт.
10 RAMPS 1.4 Набор управляющей — 1 шт (брал все комплектом
11 Ardu Mega R3 электроники* — 1 шт
12 Display+SD shield+шлейфы — 1 шт.
13 A4988 driver, с радиаторами — 2 шт
14 Набор метизов (винты М3, М4, М5, гайки М3 — Комплект
М4, М5, Т-гайки, шайбы и т.д.)
Для крепления рамы, ремней,
двигателей, для сборки кареток,
и т.д.
15 Уголки внутренние Для крепления углов рамы — 4 шт.
16 Ножки или стойки По углам — 4 шт
17 Комплект проводов -К-т
18 Кабель-каналы** — 1,5 метра примерно
19 Ролики Для кареток*** 12 (три каретки по 4 шт)
* Электронику можно заменить на Arduino Uno/Nano и CNC shield c драйверами (A4988/DRVxxxx)
**Есть еще спиральный кабель-канал.
*** Можно использовать по 3 ролика, или разные ролики (по диаметру), в зависимости от выбранных кареток.
По метизам могу подсказать только примерно, брал с запасом разных номиналов, потом по факту смотрел что подойдет. Рекомендую покупать на оптовках или заказать с али (я в итоге потратил в несколько раз больше, покупая в розницу, чем взял бы пару лотов на Али по 50-100 гаек и винтов).
Если каретки из акрила, можно не делать двойную – я перестраховался, из-за этого увеличилась толщина каретки и уменьшилась рабочая зона почти на 6 см. Можно и ролики взять поудобнее, с запрессованной втулкой М5.
Оригинальный вариант OpenBuilds предполагал использование всего 3 роликов — два ходовых и один, помельче, прижимающий.
Для облегчения кареток, вместо нескольких шайб я использовал печатные втулки. Подбирается и делается все за три минуты, печатается примерно также по времени. Можно набирать шайбами или делать другие проставки. При проектировании лучше учитывать небольшой запас по размерам отверстий в плюс, из-за усадки пластика.
Вот что получилось.
Дополнительная информация
Нагрев проверял иногда – при периодической работе в течении часа на полную мощность (с перерывами) лазер не нагревался больше 40-50 градусов. В длительном режиме я не гонял, я думаю если потребуется в случае большего прогрева лазера, установлю дополнительный вентилятор на радиатор.
Вот результаты работы

К сожалению, не успел приехать второй заказ с удлинителями проводов для сервоприводов и с кабельканалом – у меня сейчас органичена рабочая область – провода внатяг идут, так что теста на большом полотне не будет (ну или попозже выложу).
Небольшой минус – работа подобного гравера в квартире это зло))) Очень много дыма от картона и дерева. Пластик и акрил я по этой причине не резал. Нужна хорошая вытяжка.
В планах – сделать ножки, подобие корпуса, убрать провода в каналы (есть возможность пустить провода внутри профиля или по пазам, с фиксацией их клипсами). Очень нужна вентиляция, вытяжка и корпус.
пока в планах адаптировать лазерный модуль для работы с ШИМ заменой драйвера на внешний.
И я нахожусь в поисках программного обеспечения для конвертации изображений в жкод. То, что испоробовал мне не помогло.
Еще есть мысль — можно добавить третью ось с кротким ходом. Это позволит более гибко подстраиваться под материалы с большой толщиной.
Есть кстати очень интересный проект выжигателя. Ось Z понадобится, с небольшим ходом.
Долго общался с техподдержкой по поводу ШИМ-управления мощностью.
ШИМ или ТТЛ модуляции в лазере нет.
Под спойлером расчлененка.
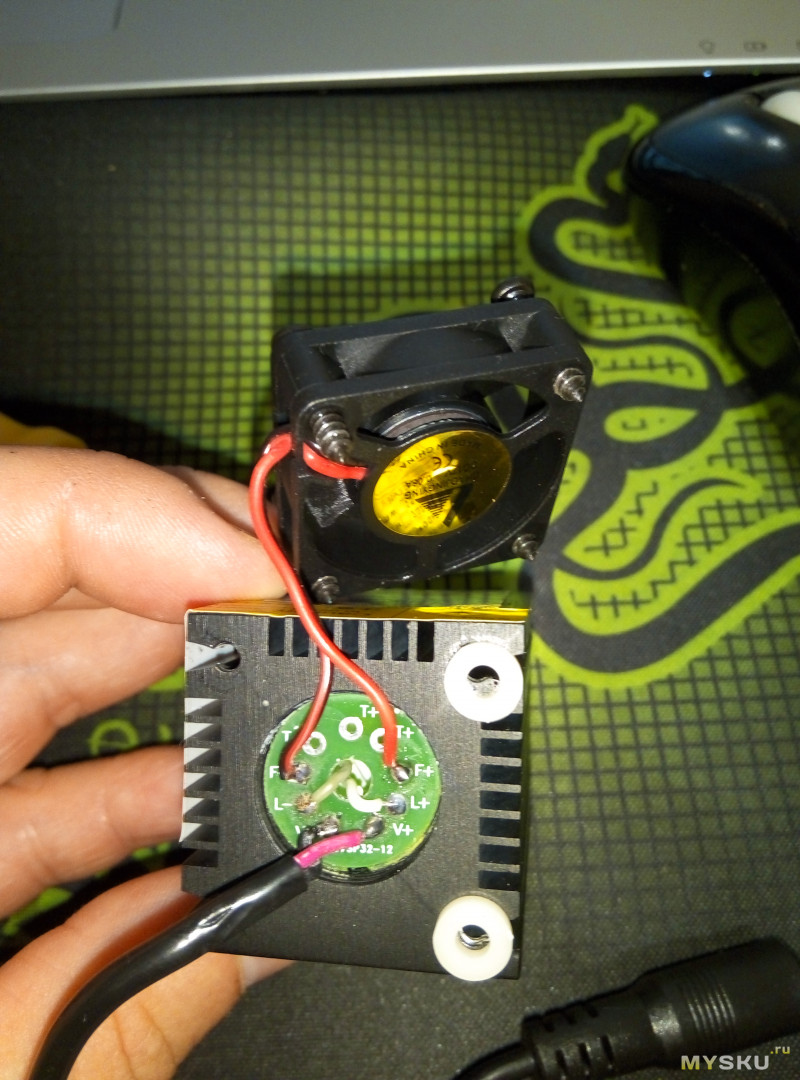
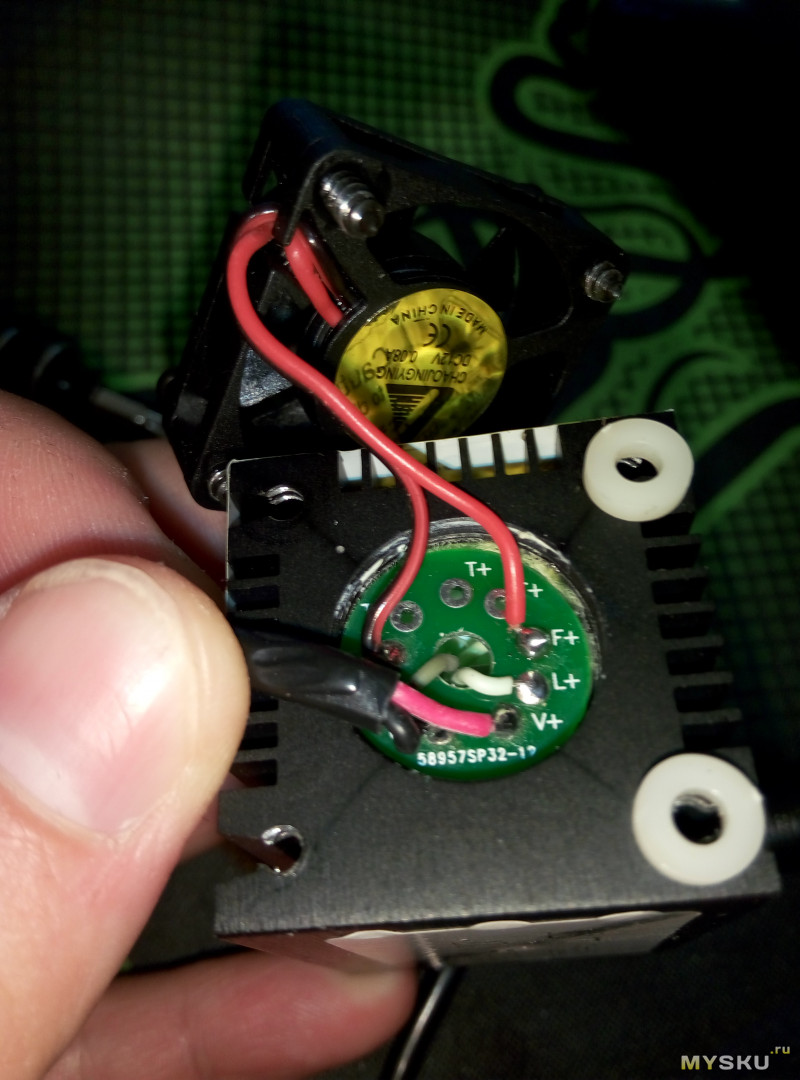
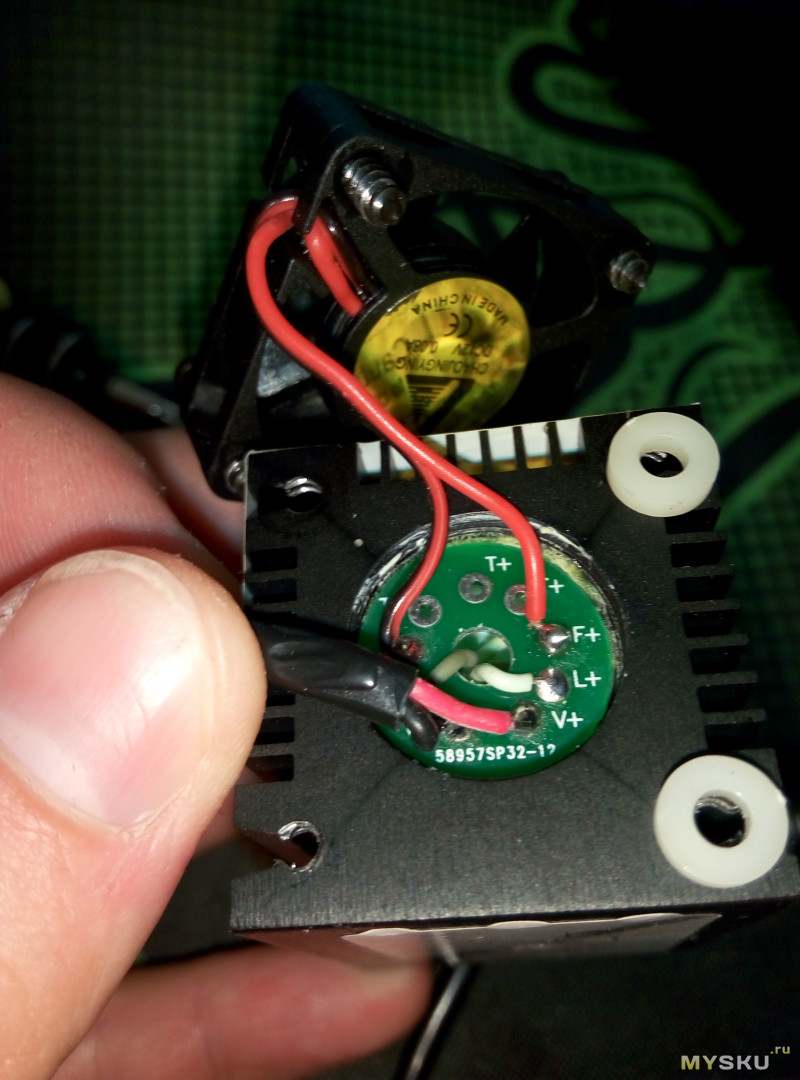
Вот тут даже тема есть по этому поводу.
ТТЛ контакты — это Т- и Т+, сигналы внешней модуляции. Как видно, на плате есть два Т+: один должен был бы уходить вовнутрь на плату драйвера, второй — припаивается внешний сигнал. Ничего на плате не распаяно. На драйвер уходит только питание. То есть драйвер «не умеет» ТТЛ.
В процессе узнал заодно, что появился купон на этот модуль, делюсь с муськовчанами
Купон: MODULE
Действует до 31 октября 2016.
Выводы
В целом приобретение данного модуля высвободило мне время, которое уходило на переделки диодов без корпусов. Не надо под каждый подбирать линзу, питание, пихать все в корпус. Стоимость модуля достаточно высокая, но если сравнивать стоимость готовой конструкции лазерного гравера типа такого, то в итоге выгода очевидна. Дело в том, что стоимость лазера – это больше половины стоимости гравера целиком. В остальном – это стоимость профиля, двигателей и электроники (по мелочи).
P.s. Пишите в комментариях, интересен ли проект и надо ли далее рассказывать: я могу выложить обзор на электронику под данный гравер с описанием прошивки (и корректировки) для работы с ЖК и SD.
А вот что бывает…
… при использовании условно бесплатного ПО
Софт просто не позволяет добиться окончательного результата. Выдает только обрезки ж-кода.
Выжег только две буквы MY и дальше остановился…
Спасибо все, кто дочитал до конца!!!
Отдельное спасибо администрации сайта Mysku.ru за новый раздел в каталоге: «Оборудование с ЧПУ»!
программ для лазерной гравировки, программных инструментов, плагинов и расширений, файлов STL. Все необходимое для лазерного модуля, лазерной резки и лазерной гравировки. — Лазеры EnduranceLasers
Все полезные и необходимые инструменты вы можете найти в нашем центре загрузок.

Опишите вашу проблему, и мы поможем вам в ближайшее время!
Вы с нетерпением ждете обновления вашего 3D-принтера / фрезерного станка с ЧПУ или имеющегося у вас гравировального / режущего станка?
Если да, заполните форму, и мы поможем вам с передовыми решениями от Endurance.


Комплект линз для лазеров Endurance. 4 разных линзы для вашего диодного лазера.
Бесплатное ПО для создания следов.
Интернет-фотошоп для людей, у которых нет оригинала
Быстрая и безопасная оплата. Получите усовершенствованный монтажный кронштейн
Узнайте больше, как загрузить новый файл (эскиз) Arduino для изменения прошивки
Прошивка с использованием Arduino
Программное обеспечение XLoader

Все файлы STL для 3D-моделей Endurance.
Загрузить все файлы STL | G-коды для Anet A8 и WanHao DuPlicator i3
Обновленная плата управления лазером.
Проверьте нашу коллекцию Thingiverse. (Включая универсальные 3D-модели для креплений для лазеров)
Крепления MPCNC для Endurance Laser
Кронштейн для крепления цепного портала
Изготовленное на заказ крепление для лазера мощностью 10 Вт и 3D-принтера CR-10
Наши STL на Thingiverse
https://www.thingiverse.com/endurance_lasers/designs
Прошивка
Benbox.Как перейти с Benbox на GRBL и наоборот
Прошивка для Benbox. Смена прошивки на LaserGRBL и наоборот на вашей плате Eleksmaker Mana.
Лазерная резка и лазерная гравировка для дома и бизнеса.
Преимущества лазеров Endurance
Многоуровневая система тестирования.
Промышленные компоненты.
Гарантированная продолжительность непрерывной работы ~ 48-72 часа.
Истинная длительная выходная мощность
Наша продукция имеет заявленную номинальную мощность — в отличие от китайских аналогов.
Может включаться и выключаться с напряжением 3,5-24 В.
Переменная выходная мощность.
Универсальное и совместимое крепление.
Совместим с большинством 3D-принтеров и станков с ЧПУ.
Не нравится лазер?
Просто верните товар в течение 30 дней и получите полный возврат.
Лазерные насадки и станки для лазерной гравировки (маркировки).
Почему наши клиенты покупают лазеры и гравировальные станки у Endurance?
Мы помогаем и даем советы по телефону / электронной почте / в мессенджере Facebook / Telegram / Whatsapp / Viber.
Помогаем установить и настроить лазер. Предлагаем квалифицированную послепродажную поддержку.
Для начала мы отправляем все необходимое в одной посылке.
Мы отправляем все единицы в течение 4-24 часов. Экспресс-доставка DHL позволяет получить посылку в течение 3-5 дней.
Все наши лазеры проходят испытания и могут работать до 10 000 часов.
У вас старая модель? Обновите свой отряд, сделав его более мощным.
Проверьте наш Google диск
Acan mini.
Acan mini — простая программа для быстрой лазерной резки и лазерной гравировки. Убедитесь, что ваша прошивка поддерживает это. Очень легко запустить. Не требует процесса установки.
Acan
Acan — это более продвинутая программа по сравнению с Acan mini. У него больше настроек и он более гибкий. Не требует процесса установки.
CNC Viewer
CNC Viewer — это инструмент для просмотра g-кода как изображения. Очень хороший инструмент для предварительного просмотра ваших результатов.
CNCC laserAxe ver. 2.46
Довольно неплохой софт для работы на гравировальном станке своими руками. Убедитесь, что ваша прошивка поддерживает CNCC LaserAxe.
CNCC LaserAxe вер. 2.53 более новая версия CNCC LaserAxe. Более стабильный. Позволяет работать с изображениями самых больших размеров, однако это не очень стабильно, если изображение слишком большое, программа может дать сбой. Убедитесь, что ваша прошивка поддерживает CNCC LaserAxe.
Cura
Cura — это приложение для резки 3D-принтеров с открытым исходным кодом.Преимущество Cura в том, что он доступен по лицензии LGPLv3. Ultimaker Cura используется более чем одним миллионом пользователей по всему миру, обрабатывает 1,4 миллиона заданий на печать в неделю и является предпочтительным программным обеспечением для 3D-печати для 3D-принтеров Ultimaker, но его можно использовать и с другими принтерами.
Eleksmaker Evolution CAM
Новое программное обеспечение для лазерной резки и лазерной гравировки от строителя Eleksmaker DIY. Довольно надежное программное обеспечение.
Полный пакет для самодельных гравировальных машин, включая Eleksmaker, CNCC Laseraxe (2 ГБ все в одной папке)
Примеры G-кода
Протестированные и проверенные G-коды для лазерной резки / лазерной гравировки.
Контроллер GRBL
Управляющее программное обеспечение GRBL
Простое программное обеспечение для проверки вашей машины. Большинство машин поддерживают GRBL. Можно попробовать переместить лазер и включить / выключить.
Inkscape (последняя версия) InkScape
Очень полезная программа для создания, преобразования изображений в векторные и затем g-кода. Используйте для этого наши плагины.
Полный пакет для плоттера MakeBlock XY
Расширенный пакет для клиентов MakeBlock.
Программное обеспечение для гравировального станка NEJE
Повторитель-хост Повторитель-сервер
Полный пакет для ЧПУ 3018 фрезерный (станок)
Программа фрезерования для данной модели ЧПУ.
Другие файлы Endurance STL
Наши файлы STL.
Teraterm
Программное обеспечение, необходимое для изменения прошивки на плате Arduino.
Узнайте больше о генераторе питания Arduino.
Если вы чего-то не нашли, можете проверить наш Google диск.

Считаете это полезным и полезным? Пожалуйста, поделитесь с друзьями
Следуйте за нами в социальных сетях


Поделитесь с друзьями
Endurance 8,5 Вт + лазер «Infinite» непрерывная мощность

Еще полезные ссылки
Начало работы с лазерами Endurance
Фокусировка лазерного луча.
,
Справочник по параметрам лазерной резки / гравировки — EnduranceLasers
Ожидаете ли вы обновления вашего 3D-принтера / фрезерного станка с ЧПУ или имеющегося у вас гравировального / режущего станка?
Если да, заполните форму, и мы поможем вам с передовыми решениями от Endurance.

Сводка результатов испытаний на выносливость (лазер 8 Вт) вер. 1 сделано Грэмом Хэмом (PDF)
Перед тем, как приступить к резке, необходимо знать несколько вещей.5 ключевых моментов!
- Необходимо проверить, можно ли резать материал. Например, диодные лазеры Endurance не режут металл.
- Вам необходимо проверить плотность материала. Например, очень плотная и твердая древесина или фанера очень трудно резать (Подробнее об этом >>>)
- Вы должны быть в фокусе. Например, плохая фокусировка приведет к образованию большого пятна, и резка будет невозможна. (Подробнее о фокусировке лазерного луча >>>)
- При лазерной резке мы предлагаем использовать подачу воздуха с воздушным соплом (Подробнее ОБ ЭТОМ >>>)
- Мы предлагаем приобрести комплект лазерных линз, чтобы вы могли найти лучшую линзу в диапазоне от поверхности (Проверьте >>>)
Чем больше режь и экспериментируй — результат будет лучше)))
Наши клиенты делятся своими результатами на наших конкурсах фотомейкеров
Галерея конкурса — Best Endurance Photo Maker (объявление победителей)
Конкурс на лучший фотомонтажник на выносливость (победители объявлены)
Полное руководство по параметрам лазерной резки и лазерной гравировки с использованием 2.Лазеры Endurance 1 Вт, 3,5 Вт, 5,6 Вт, 8 Вт
 Читать полное руководство (PDF)
Читать полное руководство (PDF)
Лазерная резка лазерами Endurance
ЛазерыEndurance действительно мощные и могут резать фанеру толщиной до 4 мм за один проход и до 8 мм темного акрила за 3 прохода.
Это содержимое заблокировано
Чтобы посмотреть больше видео, поделитесь этой страницей, чтобы разблокировать контент!
Флориан Келш из Fizzle Grafix
Лазерная резка фанеры и изготовление красивых произведений искусства с помощью лазера Endurance 10 Вт
Резка с помощью 10-ваттного лазера Endurance Laser
, John Walker
В этой статье рассматриваются некоторые сквозные испытания, которые я провел с 10-ваттным лазером, благодарность Джорджа Фомичева, генерального директора Endurance Lasers.
Лазерная резка и лазерная гравировка для дома и бизнеса.
Преимущества лазеров Endurance
Многоуровневая система тестирования.
Промышленные компоненты.
Гарантированная продолжительность непрерывной работы ~ 48-72 часа.
Истинная длительная выходная мощность
В отличие от китайских аналогов наша продукция имеет заявленную номинальную мощность.
Можно включать и выключать с помощью 3.5-24V.
Переменная выходная мощность.
Универсальное и совместимое крепление.
Совместим с большинством 3D-принтеров и станков с ЧПУ.
Не нравится лазер?
Просто верните товар в течение 30 дней и получите полный возврат.
Лазерные насадки и лазерные гравировальные (маркировочные) станки.
Почему наши клиенты покупают лазеры и гравировальные станки у Endurance?
Мы помогаем и даем советы по телефону / электронной почте / через мессенджер Facebook / Telegram / Whatsapp / Viber.
Помогаем установить и настроить лазер. Предлагаем квалифицированную послепродажную поддержку.
Для начала мы отправляем все необходимое в одной посылке.
Мы отправляем все единицы в течение 4-24 часов. Экспресс-доставка DHL позволяет получить посылку в течение 3-5 дней.
Все наши лазеры проходят испытания и могут работать до 10 000 часов.
У вас старая модель? Обновите свой отряд, сделав его более мощным.
Следуйте за нами в социальных сетях
Поделитесь с друзьями
, Лазерная гравировка и лазерная резка с диодными лазерными головками Endurance — EnduranceLasers
Ожидаете ли вы обновления вашего 3D-принтера / фрезерного станка с ЧПУ или имеющегося у вас гравировального / режущего станка?
Если да, заполните форму, и мы поможем вам с передовыми решениями от Endurance.
Быстрая и безопасная оплата. Бесплатная доставка DHL по всему миру. Получите лазер через 3-5 дней.
Здесь я расскажу о некоторых особенностях лазерной резки полупроводниковыми (диодными) лазерами.
Некоторые думают, что на это способны только мощные СО2 и волоконно-оптические лазеры. На самом деле это не так. Полупроводниковые (диодные) лазеры мощностью 2 Вт также могут резать многие материалы.
Итак, начнем с самого начала.
На что способен лазер мощностью 2,1 Вт?

2.1Вт — это немного для лазера. Но достаточно эффективно вырезать бумагу, картон, фанеру, темный акрил до 1.Толщиной 5 мм.
Все-таки для гравировки лучше использовать, чем Картон.
Однако резка также возможна с хорошей скоростью. Кардборд, бумага и акрил не обугливаются при скорости резки 200-300 при работе в CNCC LaserAxe.
Цвет и структура материала тоже актуальны.
Говоря об эффективной резке, мы имеем в виду чистую (не почерневшую) режущую кромку.
Еще раз отметим, что многие китайские лазеры не имеют заявленных параметров.
Сравнение лазера мощностью 2,1 Вт производства Endurance и стандартного китайского лазера

Видео по запросу. Просто напишите по адресу [email protected] или отправьте текстовое сообщение: +79162254302 [whatsapp, viber, telegram, wechat]
Это то, что можно вырезать с помощью лазера мощностью 2,1 Вт.


Лазер для резки 3,5 Вт
Лазер мощностью 3,5 Вт лучше подходит для резки акрила, фанеры и дерева толщиной до 2-3 мм, чем его 2.1 Вт аналог.
Однако многослойная фанера имеет свои нюансы и требует большего количества проходов для пропила.
Для резки фанеры толщиной 2–3 мм лазером мощностью 3,5 Вт необходимо 20–30 проходов, а в программе CNCC LaserAxe скорость около 50–200.
Демонстрационный эксперимент с лазером 3,5 Вт
Сделать такую красивую коробочку можно с лазером на 3,5 Вт.


Демонстрация лазерной резки с мощностью 3,5 Вт, установленной на MakeBlock
Лазер мощностью 5,6 Вт с короткофокусной линзой (G2)
5.Резать лучше лазером мощностью 6Вт, но мы рекомендуем установить на него короткофокусный объектив G-2.

Из школьного курса мы помним, что мощность лазера уменьшается пропорционально квадрату расстояния.
Короткофокусный объектив G-2 хорош тем, что его можно заменить обычным, и вам не придется ничего менять. Короткофокусный объектив G-2 имеет фокусное расстояние примерно 4 мм; на самом деле это как раз по теме.
Станок 5.6W хорошо режет фанеру толщиной 2, 3, 4, 5 мм.
Параметры лазера Endurance 5.6 Вт для резки

Рекомендуется использовать только короткофокусный объектив (G2).
Однако вы можете резать материалы, если установите лазер на 3D-принтер.
Демонстрационное видео лазерной резки с использованием лазера 5,6 Вт
Чтобы быть все время в фокусе, необходимо передвигать лазер вниз по оси Z после каждого прохода в соответствии с глубиной реза.
Сверхмощный лазер мощностью 8 Вт (8000 мВт) для резки
Диодный лазер мощностью 8 Вт (8000 мВт) с короткофокусной линзой G-2 подходит для резки фанеры толщиной 4-5 мм.Он также может резать 8-миллиметровый акрил с помощью обычного длиннофокусного объектива.
Мощности 8 Вт хватит для резки фанеры толщиной 4 мм за один проход:
и черный акрил толщиной 8 мм за 3 прохода:
Комплект линз для лазеров Endurance. 4 разных линзы для вашего диодного лазера.
Демо-ролик по лазерной резке акрила
Понравилось видео на нашем канале YouTube? Нравится то, что мы делаем?
Подпишитесь на наш канал Youtube и не пропустите наши новости и рекомендации.
Если у вас нет возможности посмотреть наше видео — сообщите нам. Все видео бесплатны для клиентов Endurance. У нас более 500 видеоруководств и учебных пособий.
Итак, диодными лазерами можно резать фанеру, акрил и дерево толщиной до 5 мм.
Вы также можете резать материалы большей толщины. Например, мы режем фанеру толщиной 10 мм лазером мощностью 8 Вт. Но в этом случае существенно снизились скорость и качество. Края были не совсем идеальными и кое-где почернели.
Вы можете настроить 3 параметра лазера:
- мощность,
- скорость,
- количество проходов.
Чем больше скорость, тем выше качество кромок и точнее резка. Иногда большое количество проходов на высокой скорости не приводит к резке, если материал слишком толстый.
Дальше нужно выбирать между качеством и скоростью.
В большинстве случаев необходимо подбирать оптимальные параметры экспериментальным путем.
Важно
Самое главное — отрегулировать фокус лазера.
Вы можете настроить фокусное расстояние с помощью объектива, установив слабое свечение в программе и глядя на точку через защитные очки.Рекомендуем сделать акцент на черной металлической поверхности. В этом случае легко заметить, когда точка оказывается самой маленькой. Но помните, что вы ДОЛЖНЫ надевать защитные очки, когда смотрите на работающий лазер.

В конце мы можем с уверенностью утверждать, что:
- Лазеры мощностью 3,5 Вт подходят для резки фанеры и акрила толщиной 1-2 мм;
- лазеры мощностью 5,6 Вт подходят для резки фанеры и акрила толщиной 2-3 мм; Лазеры
- мощностью 8 Вт подходят для резки фанеры и акрила толщиной 3-5 мм.
Воздушное сопло Endurance вер. 2.0 для диодного лазера.
Узнайте больше о возможностях 10-ваттного лазера
Лазерный модуль «Инвинсибл» мощностью 10 Вт (10000 мВт) (дополнительный) с длиной волны 445 нм для любого 3D-принтера / станка с ЧПУ
Откройте для себя больше возможностей лазера мощностью 10 Вт
Лазерный модуль «Инвинсибл плюс» мощностью 10 Вт + (10000 мВт) (дополнительный) с длиной волны 445 нм для любого 3D-принтера / станка с ЧПУ
Откройте для себя больше возможностей 10-ваттного DPSS
Новый лазерный модуль DPSS Endurance для маркировки и резки металла!
Лазерная резка и лазерная гравировка для дома и бизнеса.
Преимущества лазеров Endurance
Многоуровневая система тестирования.
Промышленные компоненты.
Гарантированная продолжительность непрерывной работы ~ 48-72 часа.
Истинная длительная выходная мощность
В отличие от китайских аналогов наша продукция имеет заявленную номинальную мощность.
Может включаться и выключаться с напряжением 3,5-24 В.
Переменная выходная мощность.
Универсальное и совместимое крепление.
Совместим с большинством 3D-принтеров и станков с ЧПУ.
Не нравится лазер?
Просто верните товар в течение 30 дней и получите полную компенсацию.
Лазерные насадки и лазерные гравировальные (маркировочные) станки.
Почему наши клиенты покупают лазеры и гравировальные станки у Endurance?
Мы помогаем и даем советы по телефону / электронной почте / через мессенджер Facebook / Telegram / Whatsapp / Viber.
Помогаем установить и настроить лазер.Предлагаем квалифицированную послепродажную поддержку.
Для начала мы отправляем все необходимое в одной посылке.
Мы отправляем все единицы в течение 4-24 часов. Экспресс-доставка DHL позволяет получить посылку в течение 3-5 дней.
Все наши лазеры проходят испытания и могут работать до 10 000 часов.
У вас старая модель? Обновите свой отряд, сделав его более мощным.
Следуйте за нами в социальных сетях
Поделитесь с друзьями
, Выберите лазер, который вам нужен для вашего гравировального станка — EnduranceLasers
Ожидаете ли вы обновления вашего 3D-принтера / фрезерного станка с ЧПУ или имеющегося у вас гравировального / режущего станка?
Если да, заполните форму, и мы поможем вам с передовыми решениями от Endurance.
Сводка результатов испытаний на выносливость (лазер 8 Вт) вер. 1 сделано Грэмом Хэмом (PDF)
Видео по запросу.Просто напишите по адресу [email protected] или отправьте текст: +79162254302 [whatsapp, viber, telegram, wechat]
Параметры лазерной резки
Способности всех лазеров Endurance (2.1, 3.5, 5.6, 8) ватт диодов
Материал / мощность лазера |
2,1 Вт
|
3,5 Вт
|
5,6 Вт
|
8 Вт
|
| Дерево / фанера |
2-3 мм |
3-5 мм |
5-8 мм |
8-10 мм |
| Акрил |
1-2 мм |
2-3 мм |
3-5 мм |
5-8 мм |
| PLA |
1-2 мм |
2-3 мм |
3-5 мм |
5-8 мм |
| АБС |
1-2 мм |
2-3 мм |
3-5 мм |
5-8 мм |
| PVW |
1-2 мм |
2-3 мм |
3-5 мм |
5-8 мм |
| Войлок |
+ |
+ |
+ |
+ |
| Ткань |
+ |
+ |
+ |
+ |
| Бумага |
+ |
+ |
+ |
+ |
| Картон |
+ |
+ |
+ |
+ |
| Оргалит |
+ |
+ |
+ |
+ |
| Стекло |
– |
– |
– |
– |
| Камень |
– |
– |
– |
– |
Параметры для лазерной гравировки
Материал / мощность лазера |
2.1 Вт
|
3,5 Вт
|
5,6 Вт
|
8 Вт
|
| Дерево / фанера |
+ |
+ |
+ |
+ |
| A crylic |
+ |
+ |
+ |
+ |
| PLA |
+ |
+ |
+ |
+ |
| АБС |
+ |
+ |
+ |
+ |
| PVW |
+ |
+ |
+ |
+ |
| Войлок |
+ |
+ |
+ |
+ |
| Ткань |
+ |
+ |
+ |
+ |
| Бумага |
+ |
+ |
+ |
+ |
| Картон |
+ |
+ |
+ |
+ |
| Оргалит |
+ |
+ |
+ |
+ |
| Стекло |
– |
+ |
+ |
+ |
| Камень |
– |
+ |
+ |
+ |
| Малярный алюминий / анодированный алюминий |
– |
– |
+ |
+ |
| Керамика |
– |
– |
– |
+ |
Быстрая и безопасная оплата.Бесплатная доставка DHL по всему миру. Получите лазер через 3-5 дней.
Великолепные возможности резки и гравировки на 10 Вт и 10 Вт плюс лазеры
Лазерный модуль «Инвинсибл» мощностью 10 Вт (10000 мВт) (дополнительный) с длиной волны 445 нм для любого 3D-принтера / станка с ЧПУ
Лазерный модуль «Инвинсибл плюс» мощностью 10 Вт + (10000 мВт) (дополнительный) с длиной волны 445 нм для любого 3D-принтера / станка с ЧПУ
Подробнее о гравировальных станках Endurance >>>
Лазерные граверы и лазерные резаки от Endurance Lasers
Подробнее о диодных лазерах Endurance >>>
Диодные лазерные блоки
Быстрая и безопасная оплата.Лазерные модули Endurance «PRO». Ультра надежный.
Лазерная резка и лазерная гравировка для дома и бизнеса.
Преимущества лазеров Endurance
Многоуровневая система тестирования.
Промышленные компоненты.
Гарантированная продолжительность непрерывной работы ~ 48-72 часа.
Истинная длительная выходная мощность
В отличие от китайских аналогов наша продукция имеет заявленную номинальную мощность.
Можно включать и выключать с помощью 3.5-24V.
Переменная выходная мощность.
Универсальное и совместимое крепление.
Совместим с большинством 3D-принтеров и станков с ЧПУ.
Не нравится лазер?
Просто верните товар в течение 30 дней и получите полную компенсацию.
Лазерные насадки и лазерные гравировальные (маркировочные) станки.
Почему наши клиенты покупают лазеры и гравировальные станки у Endurance?
Мы помогаем и даем советы по телефону / электронной почте / через мессенджер Facebook / Telegram / Whatsapp / Viber.
Помогаем установить и настроить лазер. Предлагаем квалифицированную послепродажную поддержку.
Для начала мы отправляем все необходимое в одной посылке.
Мы отправляем все единицы в течение 4-24 часов. Экспресс-доставка DHL позволяет получить посылку в течение 3-5 дней.
Все наши лазеры проходят испытания и могут работать до 10 000 часов.
У вас старая модель? Обновите свой отряд, сделав его более мощным.
Следуйте за нами в социальных сетях
Поделитесь с друзьями
, 