Какие бывают виды припоев для пайки. Из чего состоят припои и какими свойствами обладают. Как выбрать припой для разных задач. Какие припои используются для пайки электроники.
Основные виды припоев и их характеристики
Припои делятся на две основные группы:
- Легкоплавкие (мягкие) припои — с температурой плавления до 450°C
- Тугоплавкие (твердые) припои — с температурой плавления выше 450°C
Для монтажа радиоэлектронной аппаратуры в основном используются легкоплавкие припои. Они уступают твердым припоям по прочности, но хорошо подходят для пайки электронных компонентов.
Состав и маркировка припоев
Легкоплавкие припои обычно представляют собой сплав олова и свинца в разных пропорциях. Наиболее распространены припои марки ПОС (припой оловянно-свинцовый). Цифра после марки ПОС указывает на процентное содержание олова в сплаве.
Например:
- ПОС-40 содержит 40% олова и 60% свинца
- ПОС-61 содержит 61% олова и 39% свинца
В состав припоев могут также входить небольшие добавки других металлов для улучшения определенных характеристик.

Как определить состав неизвестного припоя
Если марка припоя неизвестна, приблизительно оценить его состав можно по внешнему виду и свойствам:
- Яркий металлический блеск указывает на высокое содержание олова
- Тусклый серый цвет и матовая поверхность говорят о большом количестве свинца
- Припои с высоким содержанием свинца очень пластичны и легко гнутся
- Припои с большим количеством олова более твердые и прочные
Наиболее распространенные марки припоев и их применение
Рассмотрим основные марки припоев ПОС и их типичное применение:
ПОС-90 (90% олова, 10% свинца)
Используется для пайки элементов, чувствительных к нагреву. Применяется в производстве медицинского оборудования и пищевой промышленности. Температура плавления 220-230°C.
ПОС-61 (61% олова, 39% свинца)
Универсальный припой для монтажа радиоэлектронной аппаратуры. Обладает хорошей текучестью и смачиваемостью. Температура плавления 183-190°C.
ПОС-40 (40% олова, 60% свинца)
Применяется для лужения и пайки крупных деталей. Используется при ремонте радиаторов, пайке проводов большого сечения. Температура плавления 235°C.

ПОС-30 (30% олова, 70% свинца)
Используется для пайки деталей, не требующих высокой точности и прочности соединения. Температура плавления 256°C.
Бессвинцовые припои и их особенности
В связи с токсичностью свинца все большее распространение получают бессвинцовые припои на основе олова с добавками серебра, меди, висмута и других металлов. Их основные особенности:
- Более высокая температура плавления (обычно на 30-40°C выше, чем у свинцовых)
- Меньшая пластичность и текучесть
- Более высокая стоимость
- Экологическая безопасность
Наиболее распространенные составы бессвинцовых припоев:
- SAC305 (96,5% Sn, 3% Ag, 0,5% Cu)
- SN100C (99,3% Sn, 0,7% Cu, микродобавки Ni и Ge)
Как выбрать припой для конкретной задачи
При выборе припоя следует учитывать следующие факторы:
- Температуру плавления припоя и термостойкость паяемых деталей
- Требуемую механическую прочность соединения
- Коррозионную стойкость в условиях эксплуатации
- Электропроводность паяного соединения
- Совместимость припоя с материалами деталей
- Требования по экологичности и безопасности
Для большинства задач по монтажу электроники подойдет универсальный припой ПОС-61 или его бессвинцовые аналоги. Для пайки крупных деталей лучше использовать ПОС-40. При работе с чувствительными компонентами рекомендуется ПОС-90.

Флюсы для пайки и их назначение
Важную роль в процессе пайки играют флюсы. Они выполняют следующие функции:
- Очищают поверхности от оксидных пленок
- Защищают поверхность от окисления при нагреве
- Улучшают растекание припоя
- Способствуют лучшему сцеплению припоя с металлом
Основные виды флюсов:
- Канифоль — наиболее распространенный флюс для электроники
- Паяльные пасты — смесь припоя и флюса
- Активированные флюсы — для пайки окисленных поверхностей
- Безотмывочные флюсы — не требуют удаления после пайки
Выбор флюса зависит от типа паяемых материалов и требований к качеству соединения.
Правила безопасности при работе с припоями
При пайке необходимо соблюдать следующие меры предосторожности:
- Работать в хорошо проветриваемом помещении
- Использовать средства индивидуальной защиты (перчатки, очки, респиратор)
- Не допускать попадания припоя и флюса на кожу
- Не вдыхать пары припоя и флюса
- Мыть руки после работы
- Хранить припои и флюсы в недоступном для детей месте
Особую осторожность следует соблюдать при работе со свинцовыми припоями из-за токсичности свинца.

Современные тенденции в производстве припоев
В настоящее время наблюдаются следующие тенденции в развитии технологий пайки:
- Переход на бессвинцовые припои в соответствии с экологическими нормами
- Разработка низкотемпературных припоев для чувствительных компонентов
- Создание припоев с улучшенными механическими свойствами
- Применение нанотехнологий для улучшения характеристик припоев
- Разработка новых типов флюсов, не требующих отмывки
Эти инновации направлены на повышение качества, надежности и экологичности процессов пайки в электронной промышленности.
Припой для пайки: виды, марки, характеристики
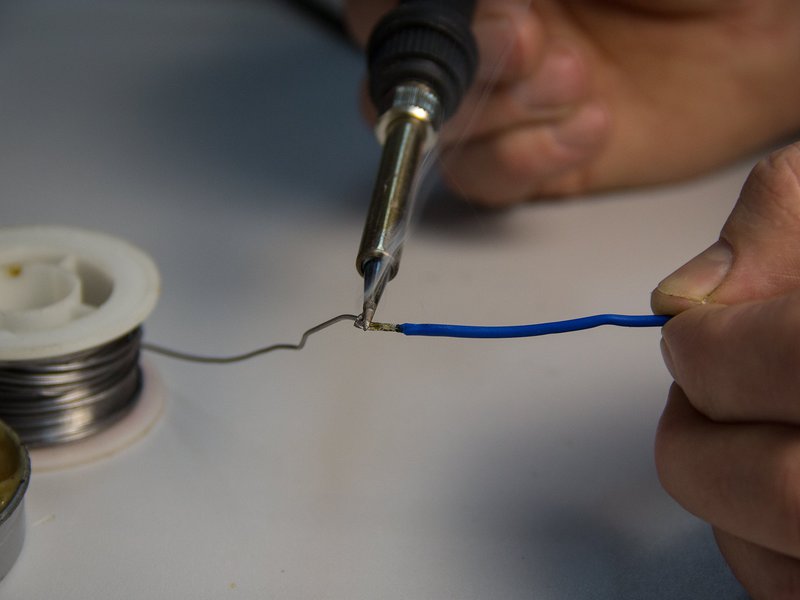
Процесс ремонта электроники, произведение работ в радиотехнике происходит с помощью паяльника. Качественная работа служит основанием для долговечного соединения деталей. Работа происходит паяльником, надежное соединения производится не только качественным инструментом, но и флюсом, припоем. Основной припоя является сплав металлов легкосплавного типа, которые расплавляется по достижению определенной температуры. Наиболее подходящим вариантом считается олово в чистом виде, однако материал очень дорогой.
 Припой для пайки
Припой для пайкиКакие бывают припои
Существует большое количество материалов для пайки, основное разделение происходит на мягкие и твердые. Монтаж радиоаппаратуры происходит при помощи легкоплавкого, его температура плавления колеблется от 300 до 450 °C. По прочности мягкие виды припоев не уступают при пайке другим, используются при сборке практически всех электронных изделий.
Процесс пайки основывается на сплаве олова и свинца определенным стандартом, количеством.
Некоторые тугоплавкие припои имеют легирующие стали, что по позволяет реализовать некоторые параметры при соединении. Примеси используются для достижения определенных характеристик, антикоррозийных свойств, уровней прочности. Припой для пайки используется в большинстве случаев марки ПОС, что означает оловянно – свинцовые припои. Число указывает на процентное содержание составом олова.

Оловяно-свинцовый припой
Если происходит ситуация, когда припои и флюсы применяемые при пайке неизвестного происхождения, отличить можно по следующим физиологическим свойствам:
- Температура плавления свинцово – оловянных припоев варьируется в пределах от 183 до 265 °C.
- Яркий металлический отблеск выдает высокое содержание олова, предположительно марка ПОС-61 и выше.
- Большое содержание свинца выдается тусклым серым оттенком, матовой поверхностью.
- Большое количество свинца повышает пластичность проволоки, изделие диаметром 6 мм можно легко согнуть руками, а более качественное не гнаться.
Различные виды припоя производятся изготовителями при некоторых факторах. Большинством современных материалов пайки применяется допуск флюса от 1 до 3%, что значительно улучшает условия работы. Нет необходимости подносить жало паяльного инструмента к флюсу каждый раз, если он содержится сердцевиной припоя. Разновидностью свинцово – оловянных изделия является припой марки ПОССу. Обозначение предполагает добавление сурьмы, применяется в различных производствах, подходит к применению с оловянными деталями.

Припой Sn63Pb37
Наиболее распространенным при спайке и лужении медных, бронзовых деталей, через которые проходит течение тока, является припой третник. Температура плавления данной разновидности составляет 190 °C, получается герметичный шов. Зарубежным аналогом считается Sn63Pb37, где соответствующее названию содержание олова к свинцу.
Низкотемпературные припои
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C.

Низкотемпературный припой
Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой.
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
Марки мягких припоев для пайки паяльником
Мягкие припои применяются совместно с электрическим паяльником и флюсом. Входящее в состав олово является экологически чистым продуктом, может применяться к соединению элементов пищевой промышленности. Наиболее распространенным является изделие пайки третник, получивший свое название из-за содержания трети свинца составом. Мягкие припои подразделяются на разновидности в соответствии с назначением, температурой плавки.

Припой ПОСВ-33
Низкоплавкие припои используются для пайки чувствительных к перегреву деталей, таких как предохранители, транзисторы. В состав входят свинец, олово, висмут и кадмий, последний материал токсичен, применяется не во всех сферах деятельности. Плавление изделий Вуда начинается с самой низшей температуры – 69 °C.
Отечественные марки продуктов имеют маркировку ПОС, с добавлением некоторых веществ наименование изменяется. К примеру, ПОСВ – 33 имеет равные части свинца, олова и меди, применяется к латунным, медным деталям, требующим герметичного шва.
Основные технические характеристики мягких припоев для пайки
электрическим паяльником
Технические характеристики материалов, применяемых к пайке, разделяются на некоторые параметры:
- проводимость или удельное электрическое сопротивление составляет 0,1 ом на метр. Припой оловянно – свинцового типа проводит электрический ток на порядок хуже, чем алюминий или медь;
- прочность при растяжении измеряется кг/мм, низкотемпературные припои не включают в себя данный параметр, т.к. не рассчитаны на нагрузку. Параметр зависит от количества олова, чем его больше, тем выше число. К примеру, припой марки ПОС – 61 имеет прочность 4,3 кг на мм, а ПОС – 90 4,9 кг/мм.
- температура плавления зависит от назначения, составных частей.
Флюс для пайки паяльником
Вспомогательное вещество, которое способствует растеканию материалов пайки по поверхности спаиваемых деталей — флюс. Качественное соединение создают припои и флюсы, без одной из составляющих пайка невозможна. Распространенным видом флюса является канифоль, производимая из твердых пород хвойных деревьев. Размягчение происходит при 50 °С, а при достижении температуры 250 °C, процесс переходит в кипение состава.

Флюс для пайки алюминия
За счет гидролизами, предусмотренной при изготовлении канифоли, материал не устойчив к воздействию атмосферной среды. После пайки необходимо удалить остатки флюса, т.к. соединение может подвергаться процессу окисления. Впитывая влагу из атмосферы, канифоль может нарушить работу радиотехнических составляющих.
Популярные флюсы для пайки электрическим паяльником
Пайка металлических соединений происходит с применением различных веществ. Флюсы делятся на три основные категории, отличающиеся областью применения, способом приготовления. Процесс подготовки элементов к работе может быть разным, после пайки необходимо удалять остатки описанным инструкцией способом.
- Не активные канифольные флюсы применяются при пайке меди, других разновидностей мягких металлов. Существует светлая канифоль, которая готова к применению и не включает дополнительные вещества. Спирто – канифольный раствор производится из составляющих концентрацией 1 к 5. Используется при спайке в труднодоступных местах, производится в виде порошка, перед применением необходимо смешать со спиртом. Глицерино – канифольные материалы используется, когда необходимо герметичное соединение.
- Активные флюсы подходят для пайки драгоценных и цветных металлов, включают хлористый цинк, спирт или вазелин. Последний параметр отличается составной частью, при использовании жидким или пастообразным состоянием. Флюс пастой работать удобнее, возможно наносить прямо на изделие необходимым количеством.
- Кислотно активный флюс подразделяется на хлористо – цинковый, ортофосфорную кислоту. Исполняется в виде жидких растворов или пасты, с применением канифоли, хлористого цинка, спирта или вазелина.

Ортофосфорная кислота
Ортофосфорная кислота состоит из воды, этилового спирта и самой кислоты плотностью 1,7. Применяется при спайке нержавеющих материалов, меди, серебра. Флюсы на спиртовой основе требуется хранить в герметичной упаковке. Удобная тара для хранения – баночка из-под лака для ногтей, кисточка не реагирует на активную среду, а крышка позволяет плотно закрыть емкость, избегая испарения составляющих.
Паяльные пасты тиноль для пайки
Из предлагаемых веществ имеются паяльные пасты, которые выпускаются с флюсом смешанным видом. Применяется при монтаже бескорпусных элементов, труднодоступных местах. Нанесение происходит специальной лопаткой, затем прогрев электрическим инструментом. Результатом можно наблюдать надежное, качественное соединение, активно используется начинающими мастерами при отсутствии подобающего опыта.

Паста тиноль
Возможно приготовить сплав для пайки своими руками, для этого понадобится припой, требуемый элементом. Напильником со средней зернистостью измельчается олово для пайки в виде проволоки до состояния металлической крошки. К составу прибавляется флюс, выбранный из вышеперечисленных в жидким состоянии, после этого элементы смешиваются. Изготавливать состав требуется в небольшой емкости, срок хранения ограничен 6 месяцами, после этого происходит окисление металла кислотной средой.
Использование сплавов оловянно свинцовой группы
Процесс пайки представляет собой соединение нескольких металлизированных частей между собой. Температура воздействия при этом не превышает критический порог, при котором происходит разрушение деталей или плат. Основными задачами использования изделий пайки, является обеспечение максимально ровной температурной вязкости, при которой происходит равномерное растекание по поверхности.
Олово для пайки применяется достаточно часто, материал служит составляющей наибольшего количества припоев. В чистом виде металл очень дорог, применяется для спайки важных изделий, элементов. Разделяются по категориям с применением свинца и без него.
Свинцовые припои
Различные материалы для пайки применяются с использованием свинца. Материал отличается легкоплавкостью, мягок и легко поддается обработке. Легко растворяется в щелочной среде, кислотных примесях.

Свинцовый припой
Наиболее популярными в использовании считаются изделия с маркировкой ПОС. Процентное содержание элементов позволяет работать с разными средами и материалами. Отличаются температурными показателями и другими параметрами, которые важны для надежного соединения. К свинцовым соединениям добавляются цинк, висмут или сурьма, которые обеспечивают защиту от окисления и других разрушающих факторов.
Как выбрать припой
Основной задачей перед мастером стоит создание качественного, надежного крепления, которое прослужит продолжительное время. Выбор припоя происходит по следующим параметрам:
- Материалы, которые подвергаются обработке. Необходимо точно ознакомиться с характеристиками материалов, подвергаемых спайке. Существует температурный порог плавления хрупких элементов, транзисторов, конденсаторов и т.д. Радиолюбителями применяются легкоплавкие вещества.
- Состав припоя подбирается по параметрам толщины, назначения изделия. При спайке проводов, других крупных элементов, возможно применение тугоплавких элементов.
- Некоторые случаи требуют выбора оптимальной токопроводности. Сопротивление олова меньше, чем свинца, на высокочастотных платах используется более дорогие марки припоя.
В любой ситуации, необходимо щепетильно относиться к соответствию параметров пайки и изделия. Для спайки используются качественные изделия, цена на них не высока, а выбор на рынке огромен.
Марки припоев для пайки, состав и свойства, применение: от чего зависит выбор?
Пайка – способ получения неразъемных герметичных соединений, широко применяемый в различных сферах промышленности и в быту. Он незаменим при монтаже радиодеталей и починке электроники, бытовой техники, различного оборудования. Припой – один из необходимых атрибутов пайки. Обсудим, что это такое, какие его разновидности существуют, и от чего зависит выбор марки материала.

Припой и флюс: что это такое и для чего они нужны?
Припой – легкосплавный или твердосплавный металл или сплав на основе олова, меди, свинца, цинка, никеля, кадмия, сурьмы и других составляющих, благодаря которым состав приобретает те или иные свойства. В процессе нагревания он переходит в жидкую форму. Припоем смазывают поверхности элементов, затем их соединяют между собой.
Он смешивается с основным материалом и после остывания твердеет, образуя прочное соединение. Температура плавления у припоя ниже, чем у материала соединяемых деталей, поэтому при его нагревании они не плавятся. Сплавы для пайки выпускают в виде проволоки, порошков, трубок, прутков, лент.

Важное условие получения прочного шва – качественная обработка соединяемых поверхностей. На них не должно быть жиров и оксидов металлов. Флюс – смесь жирных и органических кислот, масел и парафинов, которая удаляет загрязнения и обеспечивает надежную адгезию припоя к материалам детали. Он также препятствует образованию окислов непосредственно во время пайки, способствует равномерному распределению припоя, уменьшая поверхностное натяжение при его нанесении. Также флюс защищает соединяемые поверхности от воздействия окружающей среды.

Припои и флюсы различаются по назначению, химическому составу, рабочей температуре и другим свойствам, поэтому подбираются в каждом конкретном случае отдельно. Существуют также специальные паяльные пасты – смеси, сочетающие припой и флюс, а также пластификаторы и связующие вещества (органические смолы, разбавители).
Разновидности и марки припоев, их состав, назначение и применение
Существует множество разновидностей припоя, имеющих различный состав, характеристики и назначение. В соответствии с основной классификацией они подразделяются на тугоплавкие или твердые, и легкоплавкие или мягкие. Основное их различие заключается в температуре плавления, чем и обусловлена разница в сферах применения.
Тугоплавкие припои
Тугоплавкие припои, которые плавятся при 450–500°С, позволяют получать очень твердое соединение. Они представляют собой сплавы на основе меди, цинка, серебра, латуни, золота, алюминия, магния и никеля. Твердые припои используются, когда производится пайка материалов с высокой температурой плавления.
Из меди и цинка (ПМЦ-42, ПМЦ-53 и др.)
Такой припой используется для соединения медьсодержащих сплавов методом высокотемпературной пайки. Он высокопластичен и прочен, устойчив к коррозии, обладает высокой тепло- и электропроводностью. Температура плавления прямо пропорциональна содержанию в нем цинка. Самые распространенные типы такого припоя: ПМЦ-36, ПМЦ-42, ПМЦ-48, ПМЦ-54. Их сравнительные характеристики даны в таблице:

| Разновидность | Температура плавления, °C | Применение |
| ПМЦ-36 | 800 | Пайка бронзовых, медных, латунных деталей, не требующая высокой точности. |
| ПМЦ-42 | 830 | Пайка бронзы и латуни, в составе которой 60–68% меди |
| ПМЦ-48 | 865 | Пайка томпака и полутомпака, медных сплавов с концентрацией не менее 69%. |
| ПМЦ-53 | 870 | Пайка стали, меди, бронзы, томпака, полутомпака |
| ПМЦ-54 | 880 |
Из серебра (ПСр-70, ПСр-45, ПСр-25 и др.)
Серебряные припои, отличающиеся высокой температурой плавления и хорошей смачиваемостью, применяются для пайки стали, меди, серебра и других тугоплавких металлов. Они обозначаются аббревиатурой ПСр и цифрой, соответствующей содержанию драгметалла в составе (1–72%).
Чем больше число в маркировке, тем более прочным получится соединение. От него зависит и цена: высококонцентрированный припой обойдется недешево. В качестве дополнительных составляющих применяют никель, медь, цинк, свинец, олово. Для большинства таких сплавов характерна высокая прочность, вязкость и текучесть, стойкость к коррозии и окислению.
Припои с небольшим содержанием серебра (ПСр-1–25) применяются для лужения и пайки различных металлических деталей. ПСр30–45 позволяет получить более прочное соединение элементов из меди и ее сплавов, никеля, ковара, бронзы. Высококонцентрированные ПСр-70 и ПСр-72 имеют повышенную проводимость, прочность на разрыв и изгиб. Они подходят для пайки лезвий ленточных пил.
Из латуни (ЛОК-59-1-03, ЛОК 62-06-04)

Латунный припой позволяет получить высокопрочное, не боящееся перепадов температур, влажности и органических кислот соединение, однако работа с ним требует профессионализма и применения специальных инструментов, поэтому в домашних условиях им не пользуются. Он широко применяется при пайке латуни, нержавейки, стали, меди, никеля и других твердоплавких металлов на различных производствах. Для него характерна высокая температура плавления (900°C) и текучесть.
Наиболее востребованы латунные припои ЛОК 59-1-03 и ЛОК 62-06-04. Первый содержит 58–60% меди, около 1% олова и 0,2–0,4% кремния, остальное – цинк. Он применяется для газовой сварки латуни, пайки твердосплавных пластин, паяного режущего инструмента, наплавки углеродистых сталей. Разновидность ЛОК 62-06-04 (цифры также соответствуют проценту содержания меди, олова и кремния) широко используется в различных отраслях промышленности. Она незаменима при проведении сварочных работ, производстве трансформаторов, для изготовления латунной сетки.
Легкоплавкие припои из олова и свинца: ПОС-61 и другие
По сравнению с тугоплавкими припоями механическая прочность легкоплавких невысока. Несмотря на это, они часто используются при электро- и радиомонтажных работах. Они плавятся уже при температуре в 183–280°С. Мягкие припои производятся на основе олова и свинца в различных пропорциях с добавлением кадмия, висмута, сурьмы, цинка, таллия и других металлов.

Припои оловянно-свинцовые (наиболее распространенные) имеют марку ПОС, если в составе присутствует также сурьма (она повышает прочность) – ПОССу. Бывают также оловянно-свинцово-кадмиевые (ПОСК), оловянно-цинковые (ОЦ) и бессвинцовые припои. Самые распространенные марки:
- ПОС-10. Используется для пайки и лужения контактных поверхностей электроники (починка электроприборов, реле).
- ПОС-40. Отличается широкой областью применения. Применяется для операций, не требующих высокой точности. Используется при работе с оцинкованным металлом, электроаппаратурой и радиоэлектроникой, детали которой нельзя подвергать высокотемпературному воздействию. С помощью ПОС-40 устраняют дефекты в трубах и радиаторах, им паяют медные провода.
- ПОС-61. Еще один популярный вид припоя, который широко используется как в промышленности, так и в быту. ПОС-61 незаменим при ремонте радиокомпонентов, пайке печатных плат и других деталей, чувствительных к перегреву, починке радиаторов. Оптимален для пайки проводов.
- ПОС-90. Отличается самой высокой температурой плавления (220–265°С). Применяется при ремонте медтехники и пищевой посуды, пайке обмоток.
Как самостоятельно определить или расшифровать марку припоя?
В большинстве случаев расшифровать марку припоя несложно. Буква П обозначает слово «припой», другие – входящие в него компоненты (Ср –серебро, К – кадмий, М – медь, А — алюминий, Кр – кремний и т. д.). Если в материале присутствуют драгоценные и редкие металлы, маркировка начинается с них, даже если их доля составляет всего 1%. Далее следует цифра, соответствующая процентному содержанию компонента. Например, ПМЦ-36 содержит 36% меди, ПОС-61 – 61% олова.

В обозначении многокомпонентных сплавов при маркировке часто используется следующая схема: сначала идут буквы, обозначающие компоненты, затем – цифры, соответствующие их процентному содержанию (расшифровка марки МНМц 68-4-2: 63–68% меди, 4–5% никеля и 1,5–2,5% марганца). Бессвинцовые сплавы, набирающие популярность благодаря отсутствию токсичного элемента, маркируются по наименованию компонентов на латыни с указанием их содержания после соответствующих букв: Sn95,5Ag3,8Cu0,7 (трехкомпонентный олово-серебряно-медный сплав).
Определить примерный состав можно и по внешнему виду. Материалы с высоким содержанием цинка, олова или серебра окрашены в светло-серебристый цвет, свинца – в тусклый серый. Латунный, золотой и фосфорный припои желтые, медный имеет красный подтон. Если он обладает металлическим блеском, в нем много олова. Тугоплавкие припои на вид матовые.
Как выбрать нужный припой и флюс?
При выборе сплава для пайки руководствуются его температурой плавления, видом соединяемых материалов, размером деталей, требуемыми характеристиками (прочностью, коррозионной стойкостью и т. д.), методом соединения и его сложностью. При пайке алюминия используют сплавы на основе серебра, олова, цинка, меди и кремния (ЦОП-40, ПОС, 34А, АВИА-1, АВИА-2, ВПТ-4, 34-А, П250А, П300Б и т. д.).

Если нужно соединить стальные детали, подойдет латунный (Л-62, Л-68), оловянно-свинцовый (ПОС-41) или чисто медный припой. Для работы с нержавейкой рекомендуется использовать сплавы на основе олова и цинка с добавлением свинца и кадмия, например, марок П-81 и HTS528.
Для пайки медных деталей берут как мягкие, так и твердые припои. Для починки радиодеталей больше подойдут первые, для пайки жил, фитинга на трубах могут применяться как легкосплавные (1S и Rosol 3), так и твердосплавные (Rolot 2). Серебряные сплавы отличаются высоким качеством и используются для получения соединений при работе с медью, латунью или серебром. Они применяются тогда, когда через шов должно проходить электричество.
Не менее важен и правильный выбор флюса. Самый доступный вариант – канифоль. Она лучше всего подходит для пайки в быту. Ее используют при ремонте радиодеталей, плат, соединении небольших медных, латунных, железных, никелевых деталей. Для пайки этих и более крупных элементов подойдет также глицерин-гидразиновый флюс, канифоль-гель «Актив» и ЛТИ-120. Последний активно используется при пайке проводов.
При работе с алюминием крайне важна качественная обработка поверхности флюсом – на ней быстро образуется оксидная пленка, которая препятствует адгезии. Для этого металла используют самые активные вещества – паяльную и ортофосфорную кислоту, Ф-64. Они же, вызывая сильную химическую реакцию, являются и самыми токсичными.
Поделитесь с друьями!
Припои. Какой выбрать для пайки?
Какие бывают припои, и какие у них свойства?
В начале своей радиолюбительской деятельности многие начинающие радиолюбители редко задаются вопросом о том, какие бывают припои и каковы их свойства.
Для сборки простейших самодельных устройств достаточно самого распространённого ПОС-61 или ему подобного. Как говориться: «Было бы, чем паять…»
Припой можно даже не покупать. Достаточно взять старую печатную плату от какого-нибудь электронного прибора и собрать его разогретым жалом паяльника с паяных контактов.
Особенно такой метод «добычи» актуален для тех, кто живёт вдали от городов и крупных населённых пунктов, где нет возможности побывать в магазине радиотоваров.

Припой, собранный с печатных плат
Но всё же, припой припою рознь. В своей практике человек, имеющий дело с электроникой, должен разбираться в вопросе его выбора. Поэтому рассмотрим подробно, какие бывают припои, для чего они применяются, какой из них лучше использовать для монтажа электронных схем и ремонта бытовой радиоаппаратуры.
Какие бывают припои?
Припой представляет собой сплав металлов. Для легкоплавких припоев это, как правило, сплав олова и свинца. Именно эти металлы составляют большую часть в сплаве. Также в нём могут присутствовать и легирующие металлы, но их количество в составе невелико. Примеси других металлов вводят в сплав для получения определённых характеристик (температуры плавления, пластичности, прочности, устойчивости к коррозии).
Наибольшее распространение получил припой марки ПОС (Припой Оловянно-Свинцовый). Далее за кратким обозначением его марки следует число, которое показывает процентное содержание в нём олова. Так в ПОС-40 содержится 40% олова, а в ПОС-60, соответственно, 60%.
Бывает, что в пользование попадает припой неизвестной марки. Приблизительно оценить его состав можно по косвенным признакам:
-
Припои оловянно-свинцовой группы имеют температуру плавления 183 – 2650C.
-
Если припой имеет яркий металлический блеск, то в нём достаточно большое содержание олова (ПОС-61, ПОС-90).
И, наоборот, если он тёмно-серого цвета, а поверхность матовая, то это указывает на большое содержание свинца. Именно свинец придаёт поверхности своеобразный сероватый оттенок.
-
Припои, в которых много свинца очень пластичны.
Так, например, пруток припоя диаметром 8 мм. с большим содержанием свинца (ПОС-30, ПОС-40) легко гнётся руками. Олово, в отличие от свинца, придаёт сплаву прочность и жёсткость. Если олова в сплаве много, то легко погнуть такой пруток уже не получится.

ПОС-40 (пруток)
Рассмотрим, в каких целях используются припои оловянно-свинцовой группы (ПОС).
-
ПОС-90 (Sn 90%, Pb 10%). Применяется при ремонте пищевой посуды и медицинского оборудования. Как видим, в нём небольшое содержание свинца (10%), который достаточно токсичен и его применение в вещах, соприкасающихся с пищей и водой недопустимо.
-
ПОС-40 (Sn 40%, Pb 60%). В основном служит для пайки электроаппаратуры и деталей из оцинкованного железа, применяется для ремонта радиаторов, латунных и медных трубопроводов.
-
ПОС-30 (Sn 30%, Pb 70%). Его применяют в кабельной промышленности, а также используют для лужения и пайки листового цинка.
-
И, наконец, ПОС-61 (Sn 61%, Pb 39%). Тоже, что и ПОС-60. Думаю, между ними особой разницы нет.
ПОС-61 используется для лужения и пайки печатных плат радиоаппаратуры. Именно он в основном служит материалом для сборки электроники. Температура его плавления начинается со 183 0C, а полное расплавление достигается при температуре в 1900C.
Производить пайку таким припоем можно с помощью обычного паяльного инструмента не боясь перегрева радиоэлементов, поскольку полное его расплавление достигается уже при 1900C.
ПОС-30,ПОС-40,ПОС-90 полностью расплавляются при температурах в 220 – 2650C. Для многих радиоэлектронных компонентов такая температура является предкритической. Поэтому для сборки самодельных электронных устройств лучше использовать ПОС-61.
Зарубежным аналогом ПОС-61 можно вполне считать припой Sn63Pb37 (олова 63%, свинца 37%). Он также применяется для пайки радиоаппаратуры и для изготовления самодельной электроники. Радиолюбители выбирают именно его, как альтернативу отечественному ПОС-61.

Как правило, любой припой продаётся в катушках или тюбиках по 10 ~ 100 грамм. На упаковке указывается состав сплава, например, так: Alloy 60/40 («Сплав 60/40» – он же ПОС-60). Имеет форму проволоки разного диаметра (от 0,25 до 3мм).

Также не редкость, что в его состав входит флюс (FLUX), которым заполнена сердцевина проволоки. Содержание флюса указывается в процентах (обычно от 1 до 3,5%). Такой форм-фактор очень удобен. При работе нет необходимости отдельно подавать флюс к месту пайки.
Одной из разновидностей припоев ПОС является припой марки ПОССу. Да, если произнести вслух, то звучит не очень то презентабельно  . Но, несмотря на это, оловянно-свинцовый припой c сурьмой (именно так расшифровывается сокращённое обозначение) применяется в автомобилестроении, в холодильном оборудовании, для пайки обмоток электрических машин, элементов электроаппаратуры, моточных деталей и кабельных изделий. Хорошо подходит для пайки оцинкованных деталей. В таком сплаве кроме свинца и олова присутствует от 0,5% до 2% сурьмы.
. Но, несмотря на это, оловянно-свинцовый припой c сурьмой (именно так расшифровывается сокращённое обозначение) применяется в автомобилестроении, в холодильном оборудовании, для пайки обмоток электрических машин, элементов электроаппаратуры, моточных деталей и кабельных изделий. Хорошо подходит для пайки оцинкованных деталей. В таком сплаве кроме свинца и олова присутствует от 0,5% до 2% сурьмы.
| Припой | Начальная t0 плавления (Солидус) | Полное расплавление (Ликвидус), t0 |
| ПОССу-61-0,5 | 183 | 189 |
| ПОССу-40-2 | 185 | 229 |
| ПОССу-40-0,5 | 183 | 235 |
| ПОССу-30-2 | 185 | 250 |
| ПОССу-30-0,5 | 183 | 255 |
Как видим из таблицы, припой ПОССу-61-0,5 наиболее подходит для замены ПОС-61, так как имеет температуру полного расплавления – 1890C.
Стоит отметить, что существует и полностью бессвинцовый оловянно-сурьмянистый припой ПОСу 95-5 (Sn 95%, Sb 5%). Температура его плавления 234 – 2400С.
Низкотемпературные припои.
Среди припоев существуют и такие, которые предназначены специально для пайки компонентов очень чувствительных к перегреву. Самым «высокотемпературным» среди низкотемпературных является ПОСК-50-18. Он имеет температуру плавления 142–1450C. В своём составе ПОСК-50-18 имеет 50% олова и 18% кадмия. Остальные 32% приходится на свинец. Наличие в сплаве кадмия усиливает устойчивость к коррозии, но и придаёт ему токсичность.
Далее по убыванию температуры плавления идёт сплав РОЗЕ (Sn 25%, Pb 25%, Bi 50%). Маркируется как ПОСВ-50. Температура его плавления ниже температуры кипения воды и составляет 90 – 940C. Он предназначен для пайки меди и латуни. В составе сплава РОЗЕ олово занимает 25%, свинец – 25%, висмут – 50%. Процентное соотношение металлов в сплаве может немного отличаться. Обычно указывается в графе «Состав» на упаковке.

Этот сплав очень популярен у радиомехаников и вообще у всех электронщиков. Применяют его для демонтажа/монтажа чувствительных к перегреву элементов. Кроме всего прочего, данный сплав идеально подходит для лужения медных дорожек только что изготовленной печатной платы.
Находит применение в плавких защитных предохранителях, которые можно обнаружить в любой радиоаппаратуре.
Ещё более низкотемпературным является сплав ВУДА (Sn 10%, Pb 40%, Bi 40%, Cd 10%). Его температура плавления 65 – 720C. Так как в сплаве ВУДА присутствует кадмий (10%), то он токсичен, в отличие от сплава РОЗЕ.
Стоит отметить, что сплавы РОЗЕ и ВУДА достаточно дороги.
Паяльная паста.
В конце и без того длинного повествования хотелось бы немного рассказать о паяльной пасте. Используется она в основном для пайки поверхностно монтируемых компонентов (SMD’шек) и безвыводных микросхем в корпусах BGA.
На вид представляет собой серого цвета кашицу и состоит из о-о-очень мелких шариков сплава Sn62Pb36Ag2 (состав: 62% олова, 36% свинца и 2% серебра), а также безотмывочного флюса. На упаковке указывается, что флюс безотмывочный двумя буквами в названии – NC (No Clean – без очистки). Флюс, в котором содержаться шарики припоя на воздухе высыхает, поэтому пасту хранят в закрытой упаковке.

Паяльная паста Solder Plus
Применяется паяльная паста при сложном ремонте мобильных телефонов для пайки микросхем в корпусе BGA. Для её использования требуется дополнительное оборудование для ремонта сотовых телефонов, например, специальные трафареты. Стоимость такой пасты довольно высока. Да и не удивительно, ведь в её составе есть серебро.
В настоящее время в производстве электроники стали массово применяться бессвинцовые припои.
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
Припой для пайки: классификация, свойства, критерии выбора
Электрическое соединение радиоэлементов производится посредством пайки, которая позволяет отремонтировать многие бытовые приборы и устройства. В некоторых ситуациях пайка соединяет те элементы, которые нельзя соединить даже сваркой. Современные технологии и приспособления для пайки позволяют охватывать достаточно широкий диапазон материалов. Но удовлетворить всем условиям работы одна соединительная среда не может, поэтому на практике применяются различные припои для пайки.
Что такое припой?
Припой представляет собой смесь легкоплавких металлов, которые способны обеспечить хороший контакт между двумя поверхностями, получаемый в результате пайки. При нагревании припой переходит из твердого в жидкое состояние, которое обеспечивает растекание по периметру припаиваемой детали или в месте их контакта. При этом происходит фиксация на молекулярном уровне за счет высокой степени адгезии.
По составу припои могут включать самые различные компоненты, предоставляющие им необходимые эксплуатационные свойства. Однако преимущественное большинство состоит из смеси свинца и олова, первый из которых обеспечивает твердость и тугоплавкость, а второй легкость и снижает температуру плавления. Также в составе могут быть и другие компоненты: серебро, никель, цинк, медь, кобольд, висмут, сурьма и другие.
Из-за многокомпонентности состава процесс расплавления также проходит несколько этапов: сначала разрежаются наиболее легкоплавкие составляющие, тугоплавкие в этот момент остаются в виде кристаллов. Затем плавятся и они, смесь становится однородной и обеспечивает максимальное заполнение и контакт. Однако вместе с припоем используются флюсы, обеспечивающие лучшее заполнение и защиту от окисления.
Классификация
Все критерии классификации припоев представляют собой довольно обширную сферу, которая под силу, пожалуй, лишь узкопрофильным специалистам. Поэтому для упрощения подборки конкретные марки ее изготавливают для конкретных целей – паять алюминий, ювелирные изделия, медную проволоку, радиокомпоненты и т.д. Главное, на что вам следует обратить внимание – это температурный параметр. Так как, к примеру, пайку микросхемы нельзя выполнять той же маркой ПОС, что и соединение жил кабеля, так как чувствительный компонент может сгореть и выйти со строя.
Припои для пайки классифицируются по следующим критериям:
- по способу подачи флюса – безфлюсовые и самофлюсующиеся, для первых флюс подается отдельно, вторые содержат его в своем составе;
 Рис. 1. Самофлюсующиеся и с подачей флюса
Рис. 1. Самофлюсующиеся и с подачей флюса- по основному паяльному элементу – оловянные припои, никелевые, кобальтовые, марганцевые, титановые, серебряные, циркониевые, ванадиевые, смешанные и т.д.
- по способу получения – бывают готовые или формируемые непосредственно во время пайки;
- по растворимости компонентов – встречаются полностью расплавляемые и частично;
- по форме выпуска – оловянная проволока, пруток, чушки, лист, гранулы, паста;
 Форма выпуска припоя
Форма выпуска припоя
- по температуре плавления – существуют те, которые переходят в жидкое состояние при низкой и при высокой температуре.
При выборе оловянно-свинцового припоя наиболее важным критерием является последний, поэтому на нем мы и остановимся более детально.
Легкоплавкие (мягкие).
К легкоплавким припоям относятся такие составы, которые переходят в жидкое состояние при температуре от 145 до 400°С. Но, при этом они обеспечивают относительно небольшую прочность, для легкоплавких сплавов сопротивление на разрыв составляет не более 7кг/мм2. Наиболее распространенные – оловянно-свинцовые. Чаще всего мягкие припои используются в радиоэлектронике для печатных плат или деталей.
Тугоплавкие (твердые).
Твердые припои обладают значительно большей механической прочностью, но их температура плавления составляет более 400°С, что является неприемлемым для большинства радиодеталей, так как они могут пострадать даже от касания разогретым жалом паяльника. Двумя наиболее крупными группами в этой категории являются медные и серебряные составы. Медные сплавы, как правило, соединяются с цинком, но они слишком хрупкие, поэтому подходят для твердых сплавов, испытывающих только статическую нагрузку. Серебряные припои являются универсальными и могут использоваться для пайки любых точек соединения, однако стоимость этих марок также довольно высокая.
Паяльные пасты.
Паяльные пасты также представляют собой компонент для пайки радиодеталей, но применяются они для мелких элементов из легкоплавкого металла. Состав пасты содержит измельченные кусочки припоя в растворе жидкого флюса. Их используют в тех платах или устройствах, где воздействие высокой температуры может нанести вред оборудованию. Пасты, как правило, паяются феном без электрического паяльника, или могут просто наноситься в качестве проводящего клеевого состава.
Нанесение смеси для пайки в точку крепления выводов наносится порционно и может выполняться при помощи специального трафарета, шприца или каплеструйным картриджем.
 Рис 3. Нанесение паяльной пасты принтером, шприцом, трафаретом
Рис 3. Нанесение паяльной пасты принтером, шприцом, трафаретом
Однако применение пасты для пайки обуславливает целый ряд требований, которые должны соблюдаться:
- перед началом вскрытия емкости обязательно выдерживается в комнатной температуре хотя бы 2 часа, использовать средства принудительного нагрева припоя для этого запрещено;
- после вскрытия смесь обязательно перемешивается до получения однородного вещества, так как в ходе хранения флюс может отделяться от припоя;
 Рис. 4. Размешивается до однородной смеси
Рис. 4. Размешивается до однородной смеси
- перед нанесением поверхность должна очищаться от возможных примесей и загрязнителей, при длительной пайке процедура повторяется каждые 45 минут;
- монтаж электронных компонентов в нанесенную пасту должен производиться за 60 минут, иначе она начнет утрачивать свойства;
- после пайки остатки и излишки пасты отмывают, существуют те, которые отмываются обычной водой, другим требуется растворитель, некоторые могут не смываться.
Крайне негативно на функциональных характеристиках такого припоя сказывается помещение в среду с высокой или низкой температурой, а также воздействие влаги.
Бессвинцовые припои.
Изначально, причиной создания припоя без содержания свинца была потребность исключить вредное влияние на окружающую среду и человеческий организм. Такие припои массово используются для пайки алюминия или стали в пищевой промышленности, для труб подачи питьевой воды, лабораторного оборудования и инструментов.
Всего выделяют три наиболее распространенные группы бессвинцовых припоев:
- олово с медью – применяется для высокотемпературной пайки, относится к тугоплавким припоям, хорошо подходит для работы по медным изделиям;
- олово с серебром – подходят для низкотемпературной пайки, обеспечивают лучший контакт, чем у свинцовых припоев, но они имеют высокую цену.
- олово и с медью, и с серебром – также является мягким вариантом, который обладает меньшей стоимостью, чем предыдущий, и практически ничем не уступает ему в качестве соединений.
- олово с висмутом и серебром – может применяться для пайки меди при низких температурах;
- олово с цинком и висмутом – более дешевый вариант предыдущего, но имеет ряд сложностей в применении.
Основные свойства припоев
При выборе конкретной марки припоя для пайки медных проводов или алюминиевых сплавов необходимо руководствоваться их техническими характеристиками.
Однако для всех составов можно выделить перечень основных свойств:
- смачиваемость – показывает, насколько хорошо припой обволакивает и прилипает к паяемым деталям;
- прочность – определяет способность выносить механические усилия и нагрузки, для этот в состав могут добавлять бор, железо, никель цинк или кобальт;
- пластичность – способность к деформации, достигается за счет присадок из марганца, висмута, лития и т.д.;
- устойчивость к высоким температурам – важна для пайки твердыми сплавами, которые находятся в котельных, печах, трубопроводах, нагревательных приборах, свойство достигается путем добавления вольфрама, циркония, ванадия, гафния, ниобия и т.д.
- устойчивость к коррозионному разрушению – повышается путем легирования медью или никелем.
Критерии выбора
Выбирая какой-либо состав для лужения медных деталей или пайки проводов важно учитывать ряд факторов, который повлияет и на качество работы, и на полученный результат.
Среди таких критериев, в первую очередь, обращают внимание на:
- типы соединяемых элементов, из какого материала изготовлены, их толщина и параметры соединяемых поверхностей;
- способ пайки, для которого подбирается припой – медным жалом классического паяльника, феном, паяльной станцией и т.д.;
- допустимый температурный режим – температура плавления припоя должна быть меньше температуры плавления соединяемых элементов;
- наличие механического воздействия – определяется статическая или динамическая, возможно, вибрационная;
- устойчивость к агрессивной среде – для преждевременного разрушения припоя его тип должен предусматривать устойчивость к влаге, температуре, газам, пыли и прочим факторам, воздействующим на него в процессе эксплуатации.
Самые используемые марки
Наиболее популярными видами являются припои ПОС, в их основе свинец и олово, маркирующиеся ПОС-40, 60, 80 и т.д., здесь числовое обозначение указывает на процентное содержание олова. Выпускаются, как правило, в форме паяльной проволоки, в зависимости от процентного соотношения основных компонентов могут относиться как к легкоплавким, так и к тугоплавким маркам.
Применяются для пайки меди, алюминия, латуни, бронз и других металлов:
- ПОС-90 – хорошо подходит для пищевой индустрии;
- ПОС-40 – используют для труб и деталей из латуни, железа и т.д.;
- ПОС-30 – в кабельных соединениях;
- ПОС-61 – для работы с радиодеталями.
Из серебросодержащих марок часто встречаются припои ПСр- 15, 25,45, 65, 70, число после буквенного обозначения указывает на процент серебра. Этот тип охватывает как пайку меди в высокоточных приборах, так и медицинскую сферу.
Сплав Розе также называемый ПОСВ-50, один из припоев с самой низкой температурой плавления – от 90 до 100°С. Применяется в ювелирном деле, в пайке печатных плат, для плавких вставок и т.д.
 Рис. 5. Сплав Розе
Рис. 5. Сплав Розе
Видео в развитие темы
Какой припой выбрать для пайки? Сравнительный тест четырех недорогих припоев в проволоке.
Watch this video on YouTube
Литература.
При написании статьи использовалась следующая техническая литература:
- ГОСТ 17325-79. ПАЙКА И ЛУЖЕНИЕ. Основные термины и определения.
- ГОСТ 21930-76. Припои оловянно-свинцовые в чушках. Технические условия.
- Гуляев А. П. Металловедение. М.: «Металлургия» 1986 г. 544 с.
легко- и тугоплавкие изделия для пайки, их характеристики и температуры плавления
 Чтобы соединить вместе металлические детали, нередко используют пайку. Этот вид коммутации применяется в разных областях быта и производства. Зачастую работа осуществляется домашними мастерами или радиолюбителями. Метод актуален при ремонте компьютеров, телевизоров и даже холодильников. Для получения качественного и герметичного стыка требуются навыки работы, легко- и тугоплавкие припои, флюсы. Их выбор зависит от материала обрабатываемых элементов.
Чтобы соединить вместе металлические детали, нередко используют пайку. Этот вид коммутации применяется в разных областях быта и производства. Зачастую работа осуществляется домашними мастерами или радиолюбителями. Метод актуален при ремонте компьютеров, телевизоров и даже холодильников. Для получения качественного и герметичного стыка требуются навыки работы, легко- и тугоплавкие припои, флюсы. Их выбор зависит от материала обрабатываемых элементов.
Основные свойства
В качестве материалов для пайки используются разнообразные металлические сплавы. Однако существуют составы, полностью состоящие из металла. Чтобы соединения были качественными, припой должен обладать некоторыми свойствами.
 Любые материалы должны обладать высокими показателями смачиваемости — явление, при котором прочность связи между твердыми и жидкими веществами выше, чем у жидкости. При высоких значениях жидкость распространяется по поверхности, заполняя мельчайшие полости. В случае если припой недостаточно смачивает металл, его нельзя использовать для пайки. Например, свинец не применяется для работы с медью, иначе получится низкокачественное соединение.
Любые материалы должны обладать высокими показателями смачиваемости — явление, при котором прочность связи между твердыми и жидкими веществами выше, чем у жидкости. При высоких значениях жидкость распространяется по поверхности, заполняя мельчайшие полости. В случае если припой недостаточно смачивает металл, его нельзя использовать для пайки. Например, свинец не применяется для работы с медью, иначе получится низкокачественное соединение.
Какой бы ни использовался припой, температура плавления у него должно быть меньше, чем у соединяемых элементов, но больше рабочих температур металла. Это необходимо для того, чтобы последний во время пайки не расплавился.
Существуют два предела температуры. Первый — тот, при котором в процессе пайки начнут плавиться самые легкоплавкие элементы, второй — когда весь припой станет жидким. Промежуток между этими показателями по-научному называется интервалом кристаллизации.
Если место коммутации находится в таком температурном диапазоне, пайка может быстро разрушиться даже от минимальной нагрузки. Это обусловлено тем, что соединение имеет высокое сопротивление и хрупкость. Следует отметить: пока припой полностью не застыл, нельзя оказывать на него никакого воздействия.
Используемые материалы
Зачастую для пайки применяется олово с добавлением других компонентов. В состав припоя могут входить различные материалы. Например:
 Олово. Является мягким материалом, плавление которого происходит при +231,9 °С. Металл подвергается растворению в соляной и серной кислоте. Большинство органических кислот не оказывает на него действия. При комнатных температурах не окисляется, но при показателях ниже + 18 °C (особенно меньше -50 °С) разрушается кристаллическая решетка, вследствие чего цвет меняется на серый.
Олово. Является мягким материалом, плавление которого происходит при +231,9 °С. Металл подвергается растворению в соляной и серной кислоте. Большинство органических кислот не оказывает на него действия. При комнатных температурах не окисляется, но при показателях ниже + 18 °C (особенно меньше -50 °С) разрушается кристаллическая решетка, вследствие чего цвет меняется на серый.- Свинец. Очень часто используется в припоях, что обусловлено его легкоплавкостью. Чистый металл без посторонних примесей мягкий, с ним легко работать. Окисление происходит только на наружной части, которая вступает во взаимодействие с воздухом. Легко растворим в кислотной и щелочной среде, содержащей органические вещества и азот.
- Кадмий. Популярен при производстве легкоплавких припоев в небольших количествах вместе со свинцом или висмутом. Металл в чистом виде токсичен, плавится при + 321 °C. Нередко его используют для предотвращения коррозии.
 Висмут. Один из наиболее легкоплавких материалов, плавится при показателях в +271 °C, растворяется в азотной и подогретой серной кислоте.
Висмут. Один из наиболее легкоплавких материалов, плавится при показателях в +271 °C, растворяется в азотной и подогретой серной кислоте.- Сурьма. Тугоплавкий материал, плавление начинается при +630,5 градусов. Не окисляется под действием кислорода. Очень токсичен, придает припою глянец.
- Цинк. Хрупкий серо-синий металл, плавление достигается при +419 °С. Окисление происходит при контакте с кислородом. Применяется для припоев, использование которых осуществляется в условиях повышенной влажности, защищает место пайки окисной пленкой, легко растворяется в кислотах.
- Медь. Ее наивысшая температура плавления — +1083 градуса. Не вступает во взаимодействие с воздухом, но во влажной среде окисляется ее верхний слой. Зачастую применяется при производстве тугоплавких припоев.
Разновидности припоя
Все виды припоев подразделяются на туго- и легкоплавкие. Последние востребованы при производстве радиоаппаратуры, пайке электронных элементов, а также для лужения радиомонтажных плат. Плавление осуществляется при температурах не больше +450 градусов. В основе таких материалов имеется цинк, свинец, олово и т. д.
В радиоэлектронике популярность приобрели изделия, которые плавятся при показателях менее +145 градусов. Для лужения плат нередко используют сплав Вуда или Розе. Работа с ними осуществляется при 70−95 градусах, они равномерно распространяются на плате, опущенной в кипяток.
В промышленных масштабах востребован ПОС — припой оловянно-свинцовый. Если в составе есть висмут или кадмий, в названии присутствуют буквы В или К. Цифра в конце маркировки указывает на долю олова по отношению к свинцу — чем меньше это значение, тем прочнее припой. Маркировка с буквой Ф свидетельствует о присутствии флюса в составе. Последние годы ввиду стандартов экологии в Европе чаще стали использовать материалы без свинца в составе.
Наиболее распространенные отечественные изделия и область их применения:
 ПОС-18 — часто применяется для лужения.
ПОС-18 — часто применяется для лужения.- ПОС-30 — пайка стали, а также меди и их сплавов.
- ПОС-50 — изготовление качественной пайки в радиоэлектронике.
- ПОС-90 — лужение деталей перед предстоящим золочением или серебрением. Не используют для обработки установок, которые функционируют на повышенных температурах.
- ПОС-40 и ПОС-60 — наиболее востребованы в радиоэлектронике. Для коммутации латуни и экранированных пластин используется материал с маркировкой 30. Изделия с содержанием флюса применяют для монтажа радиодеталей и производятся в виде проволоки толщиной 1−3 мм.

С тугоплавкими припоями в основном работают в промышленных масштабах для соединения твердых металлов. Температура плавления — от +450 до +800 градусов. В составе присутствует магний, медь серебро и никель. Эти припои отличаются высокой прочностью, но ввиду высоких показателей не применяются в бытовых условиях. Форма выпуска — слитки различных форм.
При изготовлении припоев особое значение имеют тугоплавкие изделия, в составе которых присутствует медь и серебро. Заводская маркировка — ПСР.
Флюсы и их применение
От правильно подобранного флюса напрямую зависит качество и прочность пайки, аккуратность и ровность шва. При нагреве должна образоваться тонкая пленка между материалами и припоем, усиливающая адгезию последнего с металлом. Чем ниже показатели плавления флюса, тем выше качество работы. Кроме того, эти значения должны быть ниже, чем у припоя. Сегодня производится два типа материалов:
 Активные. В их составе часто присутствуют кислоты (соляная, ортофосфорная). Они хорошо воздействуют на жирный налет, но плохая промывка места коммутации со временем приводит к коррозии. Препараты в быту стараются применять редко, особенно это касается радиоэлектроники. Это обусловлено тем, что они разрушают текстолит, а также при попадании на кожные покровы вызывают ожоги. Кроме того, пары, выделяемые в процессе работы, оказывают токсичное влияние на человека. Наиболее востребованные флюсы — нашатырь, ортофосфорная кислота и бура.
Активные. В их составе часто присутствуют кислоты (соляная, ортофосфорная). Они хорошо воздействуют на жирный налет, но плохая промывка места коммутации со временем приводит к коррозии. Препараты в быту стараются применять редко, особенно это касается радиоэлектроники. Это обусловлено тем, что они разрушают текстолит, а также при попадании на кожные покровы вызывают ожоги. Кроме того, пары, выделяемые в процессе работы, оказывают токсичное влияние на человека. Наиболее востребованные флюсы — нашатырь, ортофосфорная кислота и бура.- Пассивные флюсы способствуют удалению отложений жира. Яркими представителями являются воск и канифоль. Это органические вещества, не вызывающие коррозии, необходимы для пайки радиокомпонентов. Последнее время стало востребованным использование материалов с маркировкой ЛТИ для коммутации с легкоплавкими припоями. Кроме того, можно проводить пайку свинца, железа, нержавейки и оцинкованных металлов. В составе присутствуют спирт, канифоль и пр. Минус: под воздействием температур пары выделяют вредные для здоровья вещества. Единственное исключение — препарат ЛТИ-120, в составе которого отсутствуют опасные элементы.

Существует множество различных видов флюсов. Наиболее востребованные из них:
 Сосновая канифоль. Самый простой и доступный вид. Имеет низкие показатели утечки тока, относится к пассивным типам. Ввиду своей популярности доступна в продаже. Используется в широком спектре работ, растворяется в смеси спирта и глицерина.
Сосновая канифоль. Самый простой и доступный вид. Имеет низкие показатели утечки тока, относится к пассивным типам. Ввиду своей популярности доступна в продаже. Используется в широком спектре работ, растворяется в смеси спирта и глицерина.- Ортофосфорная кислота. Представляет собой химически активное соединение. Используется при работе с окисленными металлами, никелированной сталью. По окончании работ обязательно нужно очистить место спайки содовым раствором. Это необходимо для погашения кислотной активности и предотвращения разъедания металла.
- Паяльная кислота. Нужна для спайки никеля, углеродистой стали, меди и латуни.
- Паяльный жир. Он бывает активным и нейтральным, используется для окисленных элементов черных и цветных металлов. Нейтральный допустимо применять для работы с радиодеталями, активный — нет.
 Бура. Пригодна для пайки стали, меди и чугуна при высоких температурах.
Бура. Пригодна для пайки стали, меди и чугуна при высоких температурах.- ТАГС. Изготовлен на основе глицерина, применяется для радиомонтажа, по окончании работы необходимо обработать места спиртом.
- Флюсы ЗИЛ. Предназначены для работы со сталью, латунью, медью.
- Активные флюсы ФИМ. Подходят для работы с окисленной платиной или серебром. В составе присутствует фосфорная кислота, поэтому необходима промывка содовым раствором.
- ФТС. Препарат, в составе которого отсутствует канифоль. Используется для спайки радиодеталей без дыма.
- Паста «Тиноль» — химическое изделие, предназначенное для пайки термофеном.
Типы паяльников
Паяльник — инструмент, который используется при пайке и лужении, для нагрева флюса и элементов, расплавления припоя и т. д. Рабочую деталь прибора называют жалом, нагрев происходит от паяльной лампы или электрического тока.

Обычно мощность электрического таких инструментов составляет 30−40 Вт, они предназначены для ремонта и установки электронных устройств. Но в работе с полупроводниковой аппаратурой это изделие может вызвать недопустимый перегрев. Для предотвращения таких ситуаций целесообразно приобрести маломощный агрегат с показателями не более 15 В. Паяльники бывают как с периодическим, так и постоянным нагревом. Последние подразделяются:
 Электрические. Имеют встроенный нагревательный элемент, который работает от розетки, аккумулятора или трансформатора.
Электрические. Имеют встроенный нагревательный элемент, который работает от розетки, аккумулятора или трансформатора.- Газовые. Оснащены встроенной горелкой, топливо подается обычно из баллона со сжиженным материалом. Внешний источник используется редко.
- Жидкотопливные. По конструкции они похожи на газовые, но нагрев производится от пламени сгорания жидкого топлива.
- Термовоздушные. Работа осуществляется благодаря струе горячего воздуха. Принцип действия напоминает строительный фен, но в этом случае используется тонкая воздушная струя.
- Инфракрасные. Нагреваются от источника ИК-излучения.

Устройства с периодическим нагревом бывают молотковыми и торцевыми. Представлены они в виде массивного наконечника, крепящегося на металлическую ручку, длина которой обеспечивает безопасность работ. Нагрев осуществляется от внешних теплоисточников.
Кроме того, еще одним вариантом являются дуговые агрегаты. Они нагреваются при помощи электрической дуги, периодически возбуждаемой между наконечником и угольным электродом.
Существуют различные виды припоев и флюсов, которые подходят для работы с конкретными металлами. Разобравшись в особенностях препаратов, выбор нужного материала не займет много времени и не вызовет трудностей.
Температура плавления припоя. Свойства припоев и подшипниковых материалов
Температура плавления и другие свойства припоев на основе олова и свинца
В таблице представлена температура плавления припоев распространенных марок на основе олова и свинца, а также их теплофизические и механические свойства. Свойства припоев даны при комнатной температуре.
В таблице приведены следующие свойства: температура плавления припоев (солидус и ликвидус) в градусах Цельсия, плотность припоев, удельное электрическое сопротивление, коэффициент теплопроводности, временное сопротивление разрыву, относительное удлинение, ударная вязкость, твердость по Бринеллю, HB.
Температура плавления припоев (ликвидус — жидкое состояние припоя) на основе свинца и олова находится в диапазоне от 145 до 308°С. Следует отметить, что температура плавления припоя, равная 145°С, соответствует припою ПОСК 50-18, который относится к категории легкоплавких припоев. При температуре 308 градусов Цельсия в жидком виде находится припой ПОССу 5-1.
Рассмотрены свойства следующих припоев: ПОС 90, ПОС 61, ПОС 40, ПОС 10, ПОС 61М, ПОСК 50-18, ПОССу61-0,5, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 35-0,5, ПОССу 30-0,5, ПОССу 25-0,5, ПОССу 18-0,5, ПОСу 95-5, ПОССу 40-2, ПОССу 35-2, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3, ПОССу 5-1, ПОССу 4-6.
По данным таблицы видно, что плотность припоев меняется в пределах от 7300 до 11200 кг/м3. Припоем с минимальной плотностью является оловянно-свинцовый припой ПОСу 95-5. Наиболее тяжелым из рассмотренных припоев является припой ПОССу 5-1 — плотность такого припоя имеет величину 11200 кг/м3.
Теплопроводность припоев в таблице дана в размерности ккал/(см·с·град). Припоями с максимальной теплопроводностью являются ПОС 90 и ПОСК 50-18 — их теплопроводность равна 0,13 ккал/(см·с·град).
Температура плавления припоев на основе серебра, их плотность и удельное электрическое сопротивление
К серебряным припоям относятся такие припои, как ПСр72, ПСр71, ПСр70, ПСрМО68-27-5, ПСр65, ПСр62, ПСр50, ПСр50КД, ПСрМЦКд45-15-16-24, ПСрКДМ50-34-16, ПСр45, ПСр40, ПСр37,5, ПСр25, ПСр25Ф, ПСр15, ПСр12М, ПСр10, ПСр010-90, ПСрОСу8 (Впр-6), ПСрМО5 (Впр-9), ПСрОС 3,5-95, ПСр3, ПСрО 3-97, ПСрОС3-58, ПСр3Кд, ПСр2,5, ПСр2,5С, ПСр2, ПСрОС2-58, ПСр1,5, ПСр1.
Плотность припоев на основе серебра изменяется в пределах от 7400 до 11400 кг/м3. Низкая плотность припоя, содержащего серебро, свойственна таким припоям, как: ПСрОСу8, ПСрМО5, ПСрОС 3,5-95 и ПСр010-90. Наиболее тяжелый припой — это ПСр3, его плотность равна 11,4 г/см3.
Температура плавления припоев на основе серебра находится в диапазоне от 183 до 860°С. Припоем с наименьшим удельным электрическим сопротивлением является серебряный припой ПСр72 — его электросопротивление равно 2,1 мкОм·см.
Удельное электрическое сопротивление припоев значительно изменяется в зависимости от марки припоя. Оно может иметь значение в интервале от 2,1 (у припоя ПСр72) до 37,2 мкОм·см — у ПСр37,5.
Примечание: плотность и удельное электрическое сопротивление припоев указаны при комнатной температуре.
Температура плавления припоев и легкоплавких сплавов
В таблице даны значения температуры плавления припоев и легкоплавких сплавов на основе ртути Hg, цезия Cs, калия K, висмута Bi, таллия Tl, индия In, олова Sn, свинца Pb, кадмия Cd, сплав Вуда, сплавы Роуза (Розе), золота Au, магния Mg, цинка Zn, серебра Ag.
Значения температуры плавления припоев и сплавов в таблице приведены начиная с самых легкоплавких сплавов и находятся в диапазоне от -48,2 до 262°С. В сплавах с отрицательной температурой плавления (от минус 48,2°С) преобладает содержание ртути и щелочных металлов. Легкоплавкие сплавы с температурой плавления от 200 до 260°С имеют в своем составе преимущественное содержание висмута и таллия.
Примечание: эвт — эвтектические сплавы или близкие к ним; для неэвтектических сплавов приводятся значения температуры солидуса.
Плотность припоев и баббитов, их теплопроводность и КТлР
В таблицах даны теплофизические свойства некоторых припоев и баббитов (антифрикционных подшипниковых материалов) при комнатной температуре. Представлены такие свойства, как: плотность, коэффициент температурного расширения и теплопроводность.
Указаны свойства следующих припоев и баббитов: ПОС-30, ПОС-18, ПСр45, ПОЦ70, ПОЦ60, 34А, эвтектический силумин; баббиты, Б83, Б16, БКА, Б88, Б89, Б6.
Следует отметить, что плотность припоев, коэффициент температурного расширения (КТлР) и теплопроводность припоев и баббитов имеют близкие значения, за исключением припоя 34А и эвтектического силумина, которые в 2-4 раза легче.
Состав и теплопроводность припоев и баббитов при различных температурах
В таблице представлен состав и значение коэффициента теплопроводности алюминиевых антифрикционных сплавов, баббитов и припоев при температуре от 4 до 300 К (от -269 до 27°С).
Рассмотрены следующие припои и подшипниковые материалы: АН2,5, АО6-1, БКА, Б16, Б83, Б88, ПОС61, ПОС18, ПОССу18-2, ПОССу40-2, сплав Вуда, сплав Розе, ПСр25, ПСр44, ПСр70.
Наиболее теплопроводным антифрикционным сплавом, по данным таблицы, является сплав АО6-1 — его теплопроводность равна 180 Вт/(м·град). Наибольшую теплопроводность среди рассмотренных припоев имеет серебряный припой ПСр70 (на основе серебра и меди) — теплопроводность этого припоя равна 170 Вт/(м·град).
Источники:
- Физические величины. Справочник. А.П. Бабичев, Н.А. Бабушкина, А.М. Братковский и др.; Под ред. И.С. Григорьева, Е.З. Мейлихова. — М.:Энергоатомиздат, 1991. — 1232 с.
- Чиркин В.С. Теплофизические свойства материалов ядерной техники.
- Таблицы физических величин. Справочник. Под ред. акад. И.К. Кикоина. М.: Атомиздат, 1976. — 1008 с.
- Цветные металлы. Справочник. — Нижний Новгород: «Вента-2», 2001. — 279 с.
Как отличаются припои по температуре плавления
Основным материалом, применяемым при пайке, является специальный сплав, называемый припоем. К одной из важнейших его характеристик относится температура плавления.
Существует множество разнообразных сплавов, используемых в качестве припоев при выполнении паяных соединений металлических изделий. Они имеют различия по химическому составу и по физико-механическим свойствам.
Классификация

В соответствии с государственным стандартом, существует следующее классификационное деление припоев по температуре их плавления:
- низкотемпературные, их также называют мягкими. Температура плавления этих паяльных сплавов не превышает 450 ℃. В свою очередь, данная категория делится на две подкатегории. Паяльные сплавы, плавящиеся при температуре до 145 ℃ называются особолегкоплавкими, плавящиеся в диапазоне от 145 до 450 ℃ относятся к легкоплавким;
- высокотемпературные или твёрдые. К ним относятся припои с температурой плавления, превышающей 450 ℃. Этот класс сплавов включает в себя три подкатегории. Среднеплавкими считаются те, которые расплавляются при температуре до 1100 ℃, имеющие точку плавления от 1100 до 1850 ℃ называют высокоплавкими. Присадочные материалы, использующиеся при пайке, которые занимают ещё более высокотемпературные позиции, относятся к тугоплавким.

Таблица 1. Температура плавления припоев:
| Марка припоя | Температура плавления, С° |
|---|---|
| Сплав Вуда | 66-70 |
| Сплав Розе | 90-98 |
| Припой ПОИН 52 | 120 |
| Припой ПОСК 50-18 | 142-145 |
| Припой ПОСВи 36-4 | 150-170 |
| Припой ПОС-90 | 183-220 |
| Припой ПОССу 18-0,5 | 183-277 |
| Припой ПОССу 50-0,5 | 183-216 |
| Припой ПОС-63 | 183 |
| Припой ПОССу 25-0,5 | 183-266 |
| Припой ПОС-40 | 183-238 |
| Припой ПОС-30 | 183-238 |
| Припой ПОССу 30-0,5 | 183-245 |
| Припой ПОССу 40-0,5 | 183-235 |
| Припой ПОССу 61-0,5 | 183-189 |
| Припой ПОС-61 | 183-190 |
| Припой ПОССу-15-05 | 184-275 |
| Припой ПОССу-15-2 | 184-275 |
| Припой ПОССу-40-2 | 185-229 |
| Припой ПОССу 25-2 | 185-260 |
| Припой ПОССу-30-2 | 185-250 |
| Припой ПОССу-18-2 | 186-270 |
| Припой ПОС-60 | 190 |
| Припой ЦОП-30 | 200-315 |
| Припой АВИА-1 | 200 |
| Припой П200А | 220-225 |
| Припой ПОЦ-10 | 220-225 |
| Припой ПОС-50 | 222 |
| Припой ПОВи 0.5 | 224-232 |
| Припой ПОМ-1 | 230-240 |
| Припой ПОМ-3 | 230-250 |
| Припой ПОСу 95-5 (бессвинцовый) | 234-240 |
| Припой ПОССу-95-5 | 234-240 |
| Припой ПОССу-4-4 | 239-265 |
| Припой ПОССу-8-3 | 240-290 |
| Припой ПОС-18 | 243-277 |
| Припой ПОССу-4-6 | 244-270 |
| Припой П250А | 250-300 |
| Припой АВИА-2 | 250 |
| Припой ПОС-35 | 256 |
| Припой ПОС-25 | 260 |
| Припой ПОС-4 | 266 |
| Припой ПОССу-10-2 | 268-285 |
| Припой ПОС-10 | 268-299 |
| Припой ПОС-20 | 268-299 |
| Припой ПОССу-5-1 | 275-308 |
| Припой марки А | 300-320 |
| Припой 34А | 530-550 |
| Припой 35А | 545 |
| Припой П-81 | 630-660 |
| Припой П-14К | 640-680 |
| Припой П-14 | 640-680 |
| Припой ПМФОЦр 6-4-0,03 | 640-680 |
| Припой ПМФ-7 | 714-850 |
| Припой ПМФ-9 | 750-800 |
| Припой П-47 | 760-810 |
| Припой ПМЦ-36 | 800-825 |
| Припой Алармет 211 | 800-890 |
| Припой П 21 | 800-830 |
| Припой Л63 | 850-910 |
| Припой таблетированный Л63 | 850-900 |
| Припой ПМЦ-54 | 876-880 |
| Припой ВПР-28 | 880-980 |
| Припой П100М | 900-950 |
| Припой ЛО 60-1 | 900 |
| Припой П100 | 900-950 |
| Припой ЛОК 59-1-0,3 | 900 |
| Припой МНМц 68-4-2 | 915-970 |
| Припой ЛНМц 49-9-0,2 | 920 |
| Припой МНМц 9-23,5 | 925-950 |
| Припой ЛК 62-0,5 | 960-1020 |
| Припой ВПР-16 | 960-970 |
| Припой ВПР-4 | 1000-1050 |
| Припой ВПР-1 | 1080-1120 |
| Припой ВПР-11-40Н | 1100-1120 |
Основная суть процесса пайки заключается в смачивании расплавленным присадочным материалом поверхностей соединяемых деталей, которые сами при этом не расплавляются. Исходя из этого, температура плавления припоев должна быть ниже, чем соответствующая характеристика спаиваемых металлов.
Состав паяльных сплавов
 Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Обычно такие сплавы состоят из нескольких химических элементов, но название композиций определяется по тому элементу, который является основным и превосходит все остальные по содержанию. Например, припои на основе олова называют оловянными.
Существует большое семейство припоев, содержащих значительные удельные доли свинца и олова. Такие паяльные сплавы принято называть оловянно-свинцовыми.
Для них принято буквенное обозначение ПОС, после которого следует цифра, показывающая процентное содержание олова в составе этого припоя.
Таблица 2. Химический состав припоев:
|
Марка припоя |
Химический состав, % |
|||||
|
Олово |
Сурьма |
Медь |
Цинк |
Свинец |
Алюминий |
|
|
ПОС-40 |
39…41 |
_ |
_ |
— |
Остальное |
— |
|
ПОССу40-0,5 |
39…41 |
0,05.-0,5 |
— |
— |
— |
— |
|
ПОССу40-2 |
39…41 |
1.5…2 |
— |
— |
— |
— |
|
ПОССуЗО-О.5 |
29 31 |
0,05-0,5 |
— |
— |
—»— |
— |
|
ПОССуЗО-2 |
29…31 |
1,5-2 |
— |
— |
—»— |
— |
|
А |
38,6…42,1 |
— |
1,5-2 |
56…59 |
— |
— |
|
ЦО-12 |
12 |
— |
— |
83 |
— |
— |
|
ЦА-15 |
— |
— |
— |
85 |
— |
15 |
Компоненты, входящие в состав припоя, оказывают воздействие на физические качества сплава, образуя нечто новое, не присущее каждому из компонентов в отдельности.
При этом наибольшее влияние на результирующие свойства припоя (такие, как температура его плавления) оказывает элемент, имеющий наибольший удельный вес в сплаве.
Так, паяльные сплавы на основе такого легкоплавкого металла, как олово, относятся к низкотемпературным или мягким. Этим подчёркивается связь температуры плавления металла с его механической твёрдостью.
То есть, металлы, которые плавятся при более низкой температуре, являются более мягкими.

Существует множество припоев, которые создаются на основе меди, алюминия, цинка, серебра, золота, платины. Высокотемпературная пайка осуществляется сплавами, в состав которых входят титан, цирконий, молибден и другие металлы.
Выбор припойного материала
 Одним из главных критериев выбора сплава для создания паяного соединения металлических деталей является температура его плавления.
Одним из главных критериев выбора сплава для создания паяного соединения металлических деталей является температура его плавления.
То есть, присадочный материал должен расплавляться раньше, чем основной. Но это не единственное условие выбора.
Жидкий расплав должен хорошо смачивать поверхность основного металла. Кроме этого, к паяному соединению предъявляются определённые прочностные требования.
Правильный подбор присадочного материала для пайки позволяет приблизить прочность соединения к прочности основного металла.
Именно по этой причине при пайке какого-либо металлического изделия стараются использовать присадку на основе такого же металла, как металл изделия.
При этом более низкая температура плавления припоя обеспечивается дополнительными компонентами, входящими в его состав.
Правда, следует заметить, что сравнять эти характеристики при пайке не удаётся никогда. То есть, при механических испытаниях на разрушение излом всегда будет происходить в месте соединения.
В некоторых специфических видах пайки прочность соединения играет не главную роль. Например, при пайке ювелирных изделий основной является эстетическая часть работы. Поэтому изделия из золота, серебра и платины паяются только припоями на основе одноимённых металлов, причём той же пробы.
Разогрев
 В зависимости от температуры плавления используемого присадочного материала, применяются различные методы нагрева при пайке. В случае с мягкими материалами, содержащими олово, цинк, свинец, основным инструментом при пайке может служить обычный паяльник.
В зависимости от температуры плавления используемого присадочного материала, применяются различные методы нагрева при пайке. В случае с мягкими материалами, содержащими олово, цинк, свинец, основным инструментом при пайке может служить обычный паяльник.
В качестве примера можно привести сборку и ремонт электронных схем, содержащих компоненты, критичные к перегреву. В этой ситуации обычно используются свинцово-оловянные материалы, имеющие невысокую температуру плавления и электрические паяльники небольшой мощности.
Механическая прочность соединений играет здесь второстепенную роль, главным является обеспечение надёжного электрического контакта.
Когда речь идёт о пайке высокотемпературными материалами, паяльник оказывается бессильным. В этих случаях нагрев осуществляется посредством газовых горелок и специальных установок, использующих токи высокой частоты.
Это относится к промышленной пайке в условиях производственных цехов и использованию твёрдых припоев.
В отдельных случаях, когда спаиваемые детали очень массивны, и при использовании обычных средств нагрева достичь плавления не удаётся, применяются специальные печи, куда заготовки помещают целиком. Только таким способом обеспечивают надежную пайку.
легкоплавкий припой — это … Что такое легкоплавкий припой?
припой — ► СУЩЕСТВУЕТ ▪ легкоплавкий сплав, особенно на основе свинца и олова, используемый для соединения менее плавких металлов. ► ГЛАГОЛ ▪ соединить припоем. ПРОИСХОЖДЕНИЕ Старофранцузское soudure, от латинского solidare скрепить вместе… Словарь английских терминов
Плавильный бак — Плавильный бак — это бак, используемый производственными компаниями для производства различных продуктов. Содержание 1 В плавильном баке используются 2 разных типа баков 2.1 Варианты нагрева 3… Википедия
припой — [1] Соединение двух или более металлов с относительно низкой температурой плавления. Мягкий припой — это сплав свинца и олова, а твердый припой — это сплав меди и цинка. Под воздействием тепла он используется для соединения проводов или двух частей…… Словарь автомобильных терминов
припой — [səʊldə, sɒldə] существительное легкоплавкий сплав, особенно на основе свинца и олова, используемый для соединения менее плавких металлов.глагол соединить с припоем. Производные solderable прилагательное solderer существительное Происхождение ME: от OFr. soudure, от глагола souder, от…… Словарь новых терминов английского языка
Паяльная паста — (или паяльная паста) используется для соединения выводов корпусов ИС с выводами контактных площадок на печатной плате. Паста наносится на контактные площадки путем печати припоя с помощью трафарета, в то время как другие методы, такие как растрирование и дозирование,…… Wikipedia
Припой — припой представляет собой легкоплавкий металлический сплав с температурой плавления или диапазоном плавления от 90 до 450 ° C (от 200 до 840 ° F), используемый в процессе, называемом пайкой, где он плавится для соединения металлических поверхностей.Это особенно полезно в электронике и сантехнике. Сплавы…… Википедия
tinman’s solder — / tɪnmənz ˈsɒldə / (скажем tinmuhnz solduh) существительное легкоплавкий припой, содержащий до 65 процентов олова, легированного свинцом, используемый для лужения… Словарь австралийского английского
Предохранитель (электрический) — Миниатюрный предохранитель с выдержкой времени, используемый для защиты электронного оборудования, номинальный ток 0,3 ампера при 250 вольт. 1,25 дюйма (около 32 мм) в длину… Wikipedia
Металл Вуда — Металл Вуда, также известный как сплав Липовица или под коммерческими названиями cerrobend, bendalloy, pewtalloy или MCP 158, представляет собой эвтектический легкоплавкий сплав с температурой плавления примерно 70 ° C (158 ° F ).Это эвтектический сплав…… Wikipedia
переработка свинца — Введение подготовка руды для использования в различных продуктах. Свинец (Pb) — один из старейших известных металлов, один из семи металлов, используемых в древнем мире (другие — золото, серебро, медь, железо, олово и ртуть). Его низкий…… Universalium
переработка олова — Введение подготовка руды для использования в различных продуктах. Олово (Sn) — относительно мягкий и пластичный металл серебристо-белого цвета.Он имеет плотность 7,29 грамма на кубический сантиметр, низкую температуру плавления 231,88 ° C…… Универсал
Экологически безопасная суспензия паяльной пасты с низкой температурой плавления, образующая изделия для быстрой сварки | паяльная паста | паяльная паста с низким уровнем плавления
1-Для всех клиентов: при размещении заказа укажите , чтобы имя получателя было полным.
2-Для клиентов из Южной Кореи: подтвердите, что ваш почтовый индекс 5-значный.
3-Эта цена не включает таможенные пошлины, произведенные на таможне назначения! Это ответственность покупателя. Если неясно, можно заранее связаться с местной таможней для получения подробной информации.
4-Эта цена не включает дополнительные расходы на доставку в отдаленные районы!
(Примечание: выберите способ экспресс-доставки, такой как DHL, FedEx, UPS, TNT, ваш адрес может быть удаленной областью DHL / FedEx / TNT / UPS, можете позвонить им, чтобы подтвердить с DHL / FedEx / TNT / UPS, если он есть!)
Политика возврата 6:
1) Не получил, в пути или не может отследить, сначала свяжитесь с нами! Возврат или утеря, повторная отправка или возврат
2) Recevid, повреждение машины или невозможность использования — повторная отправка или возврат,
3) Recevid, повреждение или потеря аксессуаров, сначала свяжитесь с нами, повторно отправим
Технические параметры
Имя : Суспензия паяльной пасты
Емкость: около 40 г / бутылок
Точка плавления: 183 ℃
Срок годности: 12 месяцев (0 ~ 10 ℃ в холодильнике)
Долговечность и высокая сварочная способность: 0 ~ 10 ℃ холодные условия хранения, срок годности до 12 месяцев,
, сила адгезии, непросто изменить
Характеристика:
Высокий импеданс, высокая активность, значительно улучшают блеск и полную степень паяных соединений
Примечание:
1.Консервация суспензии паяльной пасты должна быть в герметичной форме и храниться в холодильнике с постоянной температурой и влажностью, например, температура, порошок сплава паяльной пасты и поток химической реакции, повышают вязкость и влияют на ее характеристики; например, температура слишком низкий (ниже нуля), состав флюса явления кристаллизации канифоли произойдет, в форме паяльной пасты ухудшается.
2. Суспензию паяльной пасты нельзя использовать непосредственно из холодильника, чтобы избежать конденсации водяного пара в воздухе и смешивания с ним, она должна быть при температуре теплицы, не используйте методы нагрева, чтобы вернуть ее до температуры, которая приведет к ухудшению рабочих характеристик суспензии паяльной пасты
3.После нанесения суспензии паяльной пасты, размещенной слишком долго из-за испарения растворителя при комнатной температуре окружающей среды, поглотит снижение производительности из-за таких причин, как вода, потому что необходимо сократить время ожидания пайки оплавлением
4. использование ножа и других инструментов перед полным перемешиванием суспензии паяльной пасты, так что паяльная паста суспензия внутренних однородных частиц и поддерживает хорошую вязкость.



Sn42bi58 Низкотемпературный припой, низкоплавкий припой по заводской цене
Низкотемпературный припой Sn42Bi58, заводская цена на низкоплавкий припой
1. Введение:
Наш припой Sn42Bi58 не содержит свинца, отличается низкой температурой и низкой температурой плавления. Его температура плавления составляет примерно 138 градусов по Цельсию.
Кроме того, наша компания может производить оловянную проволоку с твердым сердечником и без содержания свинца. В настоящее время минимальный диаметр нашей бессвинцовой оловянной проволоки Sn42Bi58 достигает 0.5мм. На самом деле этот продукт изготовить сложнее, чем другую оловянную проволоку. Его расход более чем в 5 раз выше, чем у обычной оловянной проволоки.
Только несколько производителей могут поставлять эту оловянную проволоку Sn-Bi для современной паяльной промышленности. Наш продукт был продан в США, Южной Корее и Чили, а также в других странах. Помимо этого, мы ищем больше агентов в глобальном масштабе. Не стесняйтесь обращаться к нам, если вы проявляете интерес к нашей продукции.
Паяльная проволока и пруток Sn42Bi58 могут применяться в высокоточных светодиодных изделиях. Он также может быть адаптирован для пайки термочувствительных компонентов электронных продуктов, а также для пайки как устройств защиты от тепловой перегрузки, так и компонентов безопасности.
2. Химический компонент Лист данных :
| Упаковка | Проволока припоя | 100 г / рулон, 200 г / рулон, 250 г / рулон, 500 г / рулон, 800 г / рулон и 1 кг / рулон | |
| 8-10 кг / коробка, 3 коробки / коробка | |||
| Картон | Размеры (длина * ширина * высота) | 36 * 18 * 8см | |
| г.W. | 10 кг | ||
| MOQ | 5 кг | ||
| OEM и логотип | 1. Мы можем предложить услуги OEM. | ||
| Производственные мощности | Мы можем производить 3 тонны бессвинцовой оловянной проволоки в месяц. | ||
3.Дисплей продукта:
4. Упаковка:
5. Прочие продукты для припоя:
ПАЙНАЯ ПАСТА ПАЙКА ДЛЯ ПАЙКИ ПОРОШОК ДЛЯ ПАЙКИ
6. Завод и мастерская 7:
Выставка и партнерство:
8. Сертификация:
.
50 г 0,6 / 0,8 / 1,0 / 1,2 / 1,5 мм бессвинцовый канифольный сердечник флюс 2% легкоплавкая проволока для пайки валик припой сварочная проволока олово | |
Бессвинцовый и хорошая проводимость
Изготовлен из оплавленного олова высокой чистоты, хорошая теплопроводность

Низкая температура плавления
Температура плавления составляет 271 ℃, которая может применяться к таким температурным компонентам
Уменьшение сварочных повреждений и сократить время сварки
1. Использование флюса международного стандарта. 2. Процесс производства вакуумного уплотнения.Высокая изоляция и низкая температура плавления делают его быстрой сваркой и уменьшают повреждение компонентов. В то же время сокращается время пайки и повышается эффективность производства.

Широко используемые и блестящие паяные соединения
Применяется для сварки, электрического оборудования, компонентов и радиоуправляемых изделий.
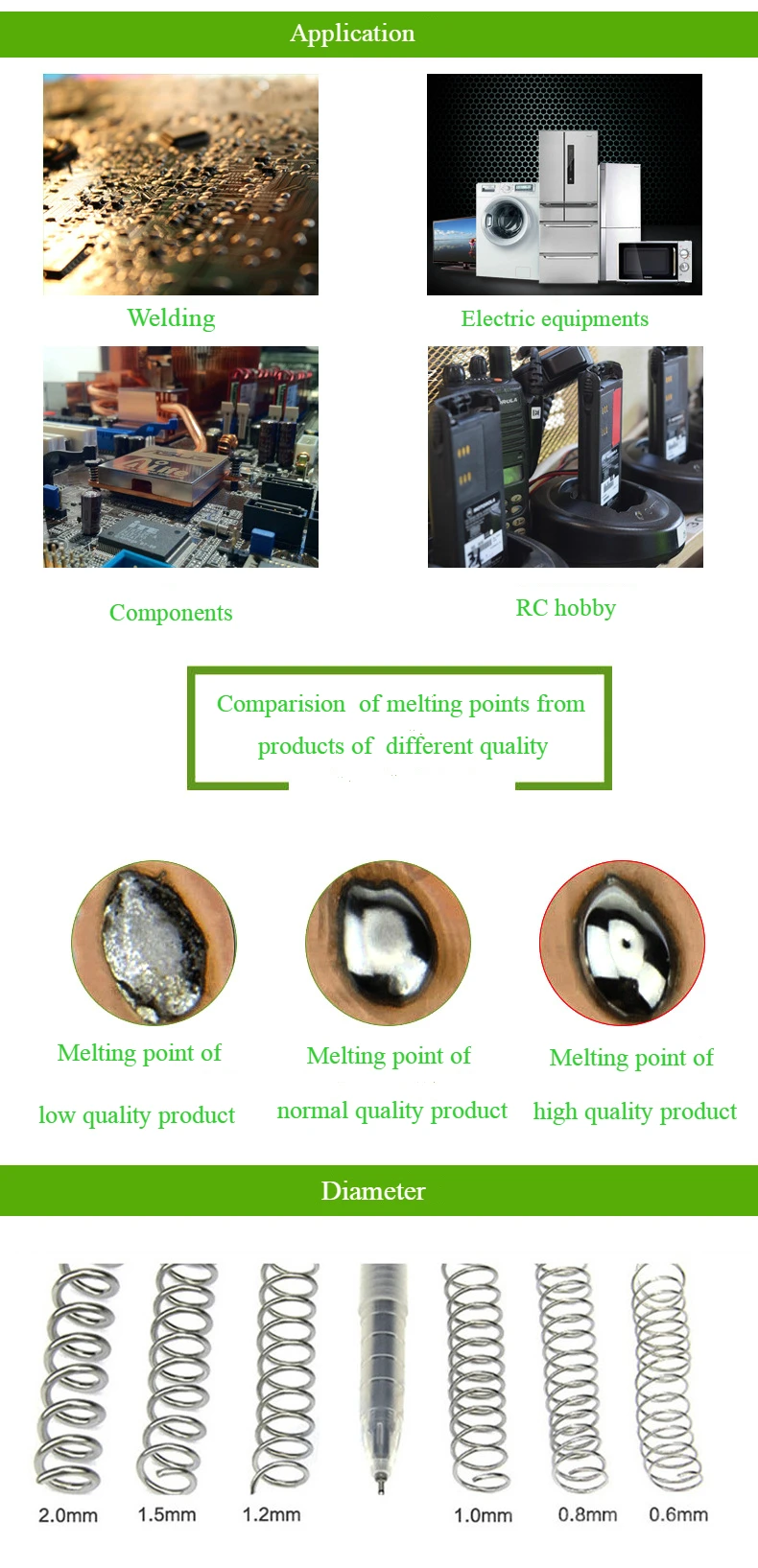
A: Ответьте на вопрос выше.
Q: Сколько граммов в рулоне?
A: 50 г в рулоне (включая рулон)
A: Он не содержит свинца, меньше дыма, экологически безопасен и полезен для паящиков.
Доступны различные диаметры
0,6 / 0,8 / 1,0 / 1,2 / 1,5 мм
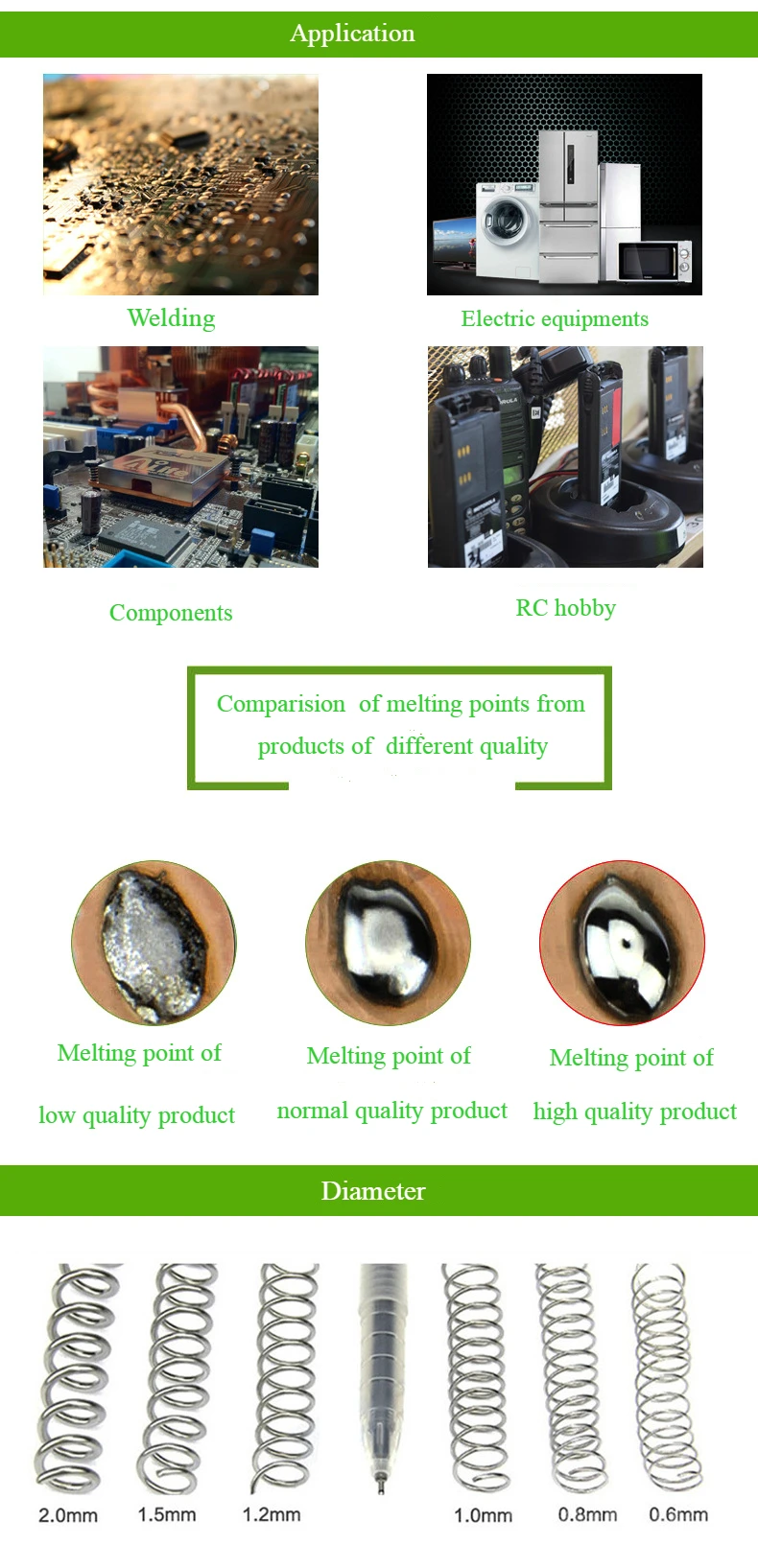
Жала паяльника
1. Нагрейте паяльник. 2. После того, как паяльник полностью нагреется, используйте влажную губку, чтобы аккуратно очистить жало, чтобы удалить старый припой. 3. Подождите несколько секунд, пока утюг нагреется и высохнет, осторожно нанесите небольшое количество свежего припоя и нанесите покрытие на жало для предварительной пайки перед началом работы. 4. При пайке двух компонентов поместите паяльник на ту часть, к которой хотите прикоснуться, и удерживайте ее там на секунду.5. Вставьте припой под кончик паяльника, прикрепив его к соединительной части, и удерживайте еще одну или две секунды, подавая необходимое количество припоя. 6. Сначала снимите припой и продолжайте удерживать утюг еще секунду, чтобы припой образовал хорошее соединение. 7. Снимите утюг, подождите несколько секунд и дайте припою естественное охлаждение. Сделана хорошая пайка.
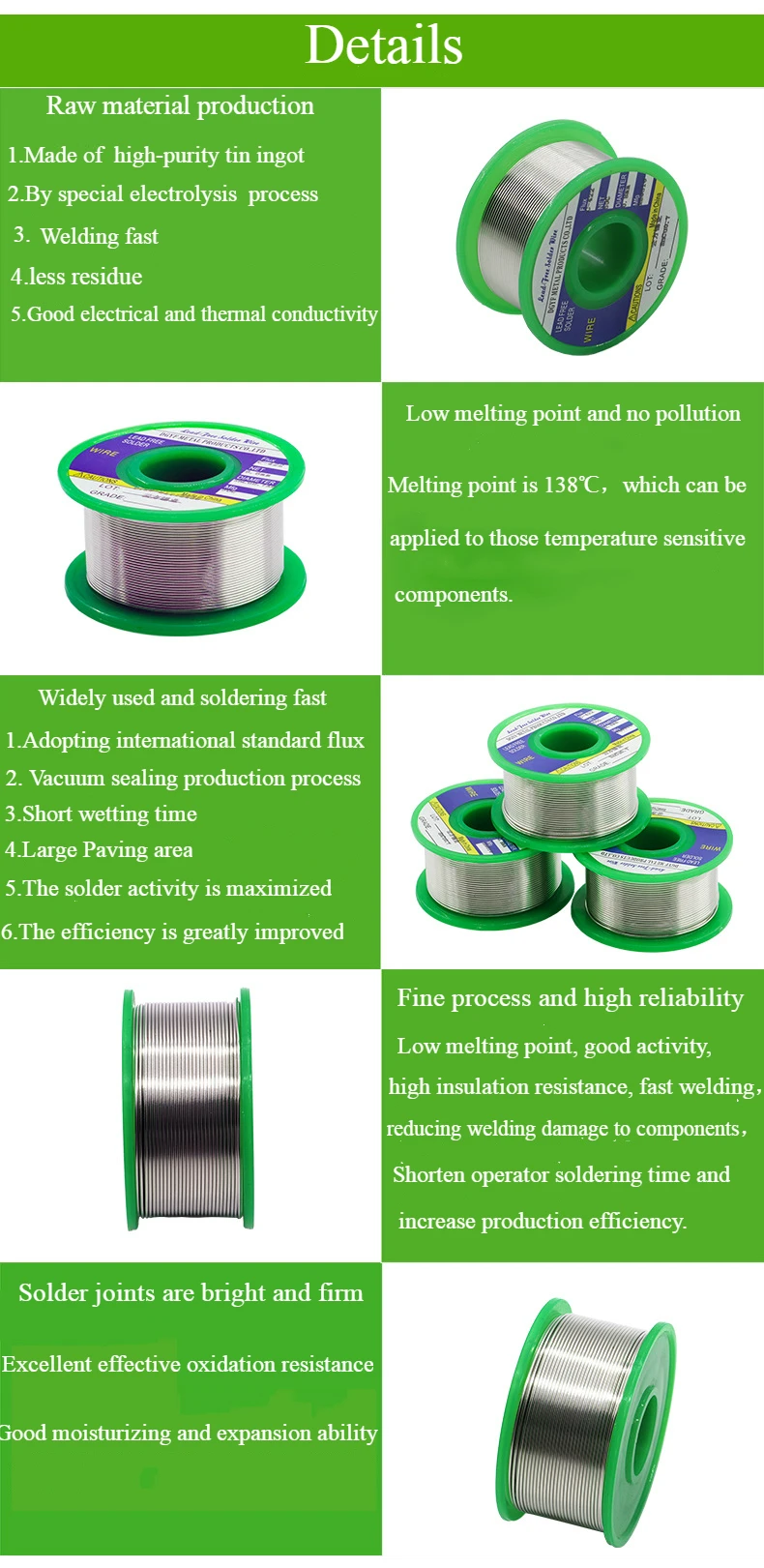
Опишите историю вашего бренда, включая сроки создания и развития, основные этапы и т. Д.
.