Как правильно выполнить монтаж концевой кабельной муфты. Какие инструменты понадобятся для установки. На что обратить внимание при выборе муфты. Основные этапы монтажа концевых муфт на кабель. Типичные ошибки при установке и как их избежать.
Что такое концевая кабельная муфта и для чего она нужна
Концевая кабельная муфта — это специальное устройство, предназначенное для оконцевания кабельных линий и подключения их к оборудованию. Основные функции концевых муфт:
- Герметизация конца кабеля для защиты от влаги и загрязнений
- Электрическая изоляция токоведущих жил
- Выравнивание электрического поля на конце кабеля
- Механическая защита места оконцевания кабеля
- Обеспечение надежного электрического контакта с оборудованием
Правильно смонтированная концевая муфта обеспечивает надежную и долговечную работу кабельной линии. Некачественный монтаж может привести к пробою изоляции и выходу кабеля из строя.
Виды концевых кабельных муфт
Существует несколько основных типов концевых муфт:

- Термоусаживаемые муфты — наиболее распространенный современный тип
- Муфты холодной усадки
- Эпоксидные муфты
- Пластмассовые муфты
- Фарфоровые и стеклянные муфты
Выбор типа муфты зависит от класса напряжения кабеля, условий эксплуатации, требований к монтажу и других факторов. Для большинства применений оптимальным выбором являются термоусаживаемые муфты.
Необходимые инструменты и материалы для монтажа
Для качественного монтажа концевой муфты потребуются следующие инструменты и материалы:
- Нож монтерский
- Плоскогубцы, бокорезы
- Отвертки
- Газовая горелка или строительный фен
- Ножовка по металлу
- Напильники
- Измерительная рулетка
- Маркер
- Ветошь, растворитель
- Наждачная бумага
- Паяльная лампа (для свинцовых муфт)
- Монтажный пояс и когти (для работы на опорах)
Также необходим комплект концевой муфты, соответствующий типу и сечению кабеля.
Подготовка кабеля к монтажу концевой муфты
Перед началом монтажа необходимо правильно подготовить конец кабеля:
- Снять внешнюю оболочку кабеля на необходимую длину
- Удалить защитные покровы и броню (если есть)
- Освободить изолированные жилы от экранов и оболочек
- Удалить изоляцию с концов жил на длину, соответствующую применяемым наконечникам
- Очистить и обезжирить все поверхности
Длина разделки и зачистки определяется инструкцией на конкретный тип муфты. Все операции выполняются аккуратно, чтобы не повредить изоляцию жил.

Основные этапы монтажа термоусаживаемой концевой муфты
Монтаж термоусаживаемой концевой муфты включает следующие основные этапы:
- Разделка конца кабеля согласно инструкции
- Установка трубок выравнивания напряженности электрического поля
- Установка изолирующих трубок на жилы
- Монтаж наконечников на жилы
- Установка герметизирующих манжет в корешке разделки
- Монтаж внешней защитной трубки
- Усадка всех элементов с помощью горелки
Каждый этап требует аккуратности и соблюдения технологии. Особое внимание уделяется качеству усадки трубок и отсутствию воздушных пузырей.
Типичные ошибки при монтаже концевых муфт
При монтаже концевых муфт часто допускаются следующие ошибки:
- Неправильная длина разделки кабеля
- Повреждение изоляции при разделке
- Недостаточная очистка и обезжиривание
- Неравномерная усадка трубок
- Образование воздушных пузырей под трубками
- Использование открытого огня вместо горелки
- Перегрев материалов муфты
Эти ошибки могут привести к преждевременному выходу муфты из строя. Чтобы избежать проблем, необходимо строго соблюдать инструкцию производителя.
Проверка качества монтажа концевой муфты
После завершения монтажа необходимо проверить качество выполненной работы:
- Визуально оценить внешний вид муфты
- Проверить герметичность всех соединений
- Измерить сопротивление изоляции мегаомметром
- Провести испытания повышенным напряжением (при необходимости)
Только после успешного прохождения всех проверок муфта может быть введена в эксплуатацию. При обнаружении дефектов монтаж необходимо переделать.
Техника безопасности при монтаже концевых муфт
Монтаж концевых муфт связан с определенными рисками, поэтому необходимо соблюдать правила техники безопасности:
- Работать только при отключенном напряжении
- Использовать средства индивидуальной защиты
- Применять только исправный инструмент
- Соблюдать правила пожарной безопасности при работе с горелкой
- Не допускать к работе людей без соответствующей квалификации
Пренебрежение правилами безопасности может привести к травмам и несчастным случаям. Безопасность должна быть на первом месте при любых электромонтажных работах.

Типичные ошибки при монтаже концевых муфт
- Несоблюдение расстояния «фаза–фаза» и «фаза–земля» при подключении муфты внутренней установки в щитовом устройстве
Если щитовое устройство, в котором будет установлена концевая муфта на напряжение 10 кВ и выше имеет клеммные выходы с расстояниями между фазами меньше, чем определено стандартом, то при подключении фаз использование изолирующих адаптеров обязательно.
До разделки кабеля и начала монтажа концевой муфты уточните размеры щитового устройства. При необходимости уменьшите длину разделки под габариты щитового устройства в пределах допустимых значений согласно инструкции. - Перекрестное расположение фаз при подключении внутри щитового устройства
Перекрещивание и наложение фаз друг на друга в концевых муфтах на среднее напряжение 6–35 кВ возможны только в области диапазона трубок выравнивания напряженности электрического поля. Если комплектация не содержит трубки выравнивания напряженности электрического поля или проводящие трубки, то осуществление оперативной перефазировки с перекрещиванием фаз невозможно.
- Использование наконечников с контрольным окном для наружной установки
Монтаж наконечников с контрольным окном для муфт, установленных вне помещений, может привести к коррозии контактного соединения и неудовлетворительной работе муфты. Для муфт наружной установки используйте только наконечники цельной закрытой конструкции. Переходная зона «жила — хвостовик наконечника» также должна быть защищена и герметизирована соответствующим образом при помощи концевой манжеты с внутренним клеевым подслоем. - Неправильная установка жильных изоляторов на муфтах наружной установки
Независимо от способа подключения концевой муфты наружной установки (снизу вверх или сверху вниз) жильные изоляторы всегда устанавливаются «зонтиками» вверх. Таким образом, при осадках стекающие дождевые капли оставляют поверхность под зонтиками сухой. При установке и разведении жил не допускается соприкосновение жильных изоляторов между собой. - Наличие воздушных пустот в муфтах
Для муфт на кабели среднего напряжения особое значение приобретает отсутствие воздушных пустот и «карманов» внутри муфты. Пространство в области корня разделки под перчаткой должно быть заполнено герметиком для исключения воздушных пустот и предотвращения ионизации воздуха, приводящей к выходу муфт из строя.
Пространство в области корня разделки под перчаткой должно быть заполнено герметиком для исключения воздушных пустот и предотвращения ионизации воздуха, приводящей к выходу муфт из строя. - Нарушение герметичности муфты
Все термоусаживаемые детали, имеющие контакт с атмосферой, должны обеспечивать герметичность конструкции. Герметичность достигается использованием трубок с нанесенным внутренним клеевым покрытием и применением герметиков. Выступление клея-расплава на стыках усаженных трубок и термоусаживаемых перчаток свидетельствует о хорошей герметизации.
Установка концевых кабельных муфт: инструкция по монтажу
24.08.2016
Правильный выбор автоматического выключателя гарантирует надежную защиту не только бытовых приборов, но и вашей жизни в случае аварии на линии электропередач. Если вы не уверены в том, какой нужен аппарат для вашего дома или квартиры, узнайте, по каким критериям нужно подбирать автоматический выключатель.
Некачественная изоляция кабелей электросетей ведет к выходу из строя электрозависимых объектов, возникновению пожаров, опасных для жизни людей поломок и других неприятных ситуаций. Установка концевых кабельных муфт необходима для создания безопасного подключения электрической аппаратуры внутри помещений и в условиях уличной эксплуатации, в том числе к воздушным электросетям.
В России производятся особенные материалы для монтажа концевых кабельных муфт:
- НГ — невосприимчивые к горению;
- LS — с минимальным выделением газов и дыма;
- HF — безгалогенные;
- FR — с повышенной огнестойкостью.
Такая кабельная арматура сделана из полимерной субстанции и способна защитить внутренние и внешние кабельные сети от любых повреждений в течение 40 лет, но ее установка требует точного соблюдения технологии. Ниже опишем поэтапно монтаж защиты концевой части кабеля напряжением 1 кВ.
Раньше установка защиты на кабели более высокого напряжения требовала применения трехфазных концевых муфт с алюминиевыми, стальными или чугунными корпусами — сегодня отечественные производители предоставляют полимерную арматуру, пригодную для сетей напряжением до 10 кВ.
Установка концевых кабельных муфт на кабель 1 кВ
Установка концевой муфты на кабель производится с помощью арматуры из передового полимерного материала, не поддерживающего горение.
1. Очистка заводской изоляции.
Необходимо распрямить участок кабеля длиной в 150 см. Затем надрезать острым ножом по окружности верхний слой изоляции и снять его. Отступив 4 см, также надрезать броню и размотать ее, предварительно закрепив место отреза железной проволокой.
2. Заземление.
На короткий отрезок оставшейся брони с помощью роликовой пружины плотно примотать провод заземления.
3. Разведение жил и герметизация точки выхода.
Жилы разводят в соответствии со стандартной технологией, место стыка оголенных жил и изолированного пучка тщательно герметизируют.
4. Герметизация корешка.
С помощью современных достижений полимерной промышленности процесс стал проще и полноценнее. Муфта для кабеля поставляется в виде трубки, которая свободно надевается на изолируемый провод. Далее производится так называемая усадка: с помощью нагревания промышленной газовой горелкой муфта плотно обхватывает кабель, материал пригоден для использования на участках сети с напряжением от 1 кВ до 10.
5. Герметизация жил.
Производится аналогичным герметизации корешка способом.
6. Установка наконечников на жилы (пальцы) и окончательная герметизация.
Зачистив концы жил, на них закручивают болты наконечников до срыва головок, затем герметизируют полимерными муфтами. При монтаже кабельных муфт на отдельные жилы следует помнить, что длина среднего «пальца» должна быть больше крайних на 8–15 мм.
После завершения монтажа обработанный кабель будет исправно служить в течение 40 лет. Сам процесс установки, как видно из вышеописанного, прост и все же лучше доверять такие работы профессионалам.
Муфта концевая термоусаживаемая производится Подольским заводом электромонтажных изделий (ПЗЭМИ) и всегда доступна в каталоге магазина «ГринЭнергоСНаб».
Подробная видеоинструкция по установке концевой муфты представлена ниже.
Показательный монтаж концевой муфты марка 4 ПКВНтпнг-LS-В-70/120 не поддерживающей горение для кабеля с пластмассовой изоляцией с сечением жилы 120 кв.мм. на напряжение 1 кВ, производства ЗАО «ПЗЭМИ»
Испытание концевой муфты марки 4 ПКВнтпБ-LS-В-70/120 не поддерживающей горение для кабеля с пластмассовой изоляцией с сечением жилы 120 кв.мм на напряжене 1 кВ на не распространение горения
Монтаж кабельных муфт | Монтаж кабельных линий | СРС
Страница 6 из 7
Оконцевание кабелей с целью их подключения к оборудованию выполняется с помощью концевых муфт; соединение отдельных кусков кабелей — с помощью соединительных кабельных муфт. Концевые муфты устанавливаются в начале и конце кабелей. Количество соединительных муфт на 1 км КЛ определяется строительной длиной кабеля.
Концевые муфты устанавливаются в начале и конце кабелей. Количество соединительных муфт на 1 км КЛ определяется строительной длиной кабеля.
Муфты изготавливаются из различного материала. Основным требованием, предъявляемым к кабельной муфте, является надежность ее работы. Поэтому муфта должна быть герметичной, влагостойкой, обладать механической и электрической прочностью, стойкостью к воздействию окружающей среды. В наибольшей степени этим требованиям удовлетворяют муфты горячей (термоусаживаемые) и холодной усадки, применяемые для кабелей с любой изоляцией.
Перед монтажом муфты конец кабеля разделывается. Операция разделки кабеля заключается в последовательном удалении с некоторым сдвигом всех слоев кабеля от наружной защитной оболочки до фазной изоляции токоведущей жилы (рис. 6 и 7). Размеры разделки зависят от напряжения, марки, сечения жил кабеля и приводятся в справочниках и монтажных инструкциях.
Рис. 6. Общий вид разделанного трехжильного кабеля с бумажной
изоляцией: 1- токопроводящие жилы; 2 — фазная изоляция; 3 — общая (поясная) изоляция; 4 — герметичная оболочка; 5 — подушка под броней; 6 — броня из стальных лент; 7- наружный защитный покров; 8 — проволочный бандаж; 9 — бандаж из ниток.
Термоусаживаемые муфты.
Эти муфты используются при любом способе прокладки кабелей, надежны в эксплуатации (срок службы не менее 30 лет), характеризуются простотой монтажа (приблизительно 1 час для оконцевания и приблизительно 2 часа для соединения кабелей напряжением 6-10 кВ).
Напряжение на КЛ может подаваться сразу же после монтажа муфты.
Рис. 7. Общий вид разделанного одножильного СПЭ кабеля:
1- токопроводящая жила; 2 — экран из полу проводящей пластмассы; 3 — СПЭ изоляция; 4 — экран из полупроводящей пластмассы; 5 — водонабухающий слой; 6 -экран из медных проволок; 7 — наружная защитная пластмассовая оболочка; 8 -проволочный бандаж
Широкий диапазон термоусадки позволяет использовать один типоразмер муфты для разных типов кабелей и сечений жил, что значительно сокращает складской запас муфт. Например, всего два типоразмера покрывают весь диапазон сечений кабелей, используемых в распределительных сетях напряжением 6-10 кВ (один типоразмер используется для сечений 70-120 мм, второй — для сечений 150-240 мм). Арматура термоусаживаемых муфт практически не подвергается старению и может складироваться неограниченно долго.
Арматура термоусаживаемых муфт практически не подвергается старению и может складироваться неограниченно долго.
Принцип термоусадки основан на технологии изготовления поперечно сшитых полимеров с пластической памятью формы. В комплект термоусаживаемой муфты входят элементы (трубки, манжеты, перчатки, шланги и другие), поставляемые в растянутом состоянии, что позволяет легко их надеть на элементы разделанного кабеля. При нагревании пропан-бутановой горелкой или строительным феном происходит усадка этих деталей и плотный охват элементов кабеля, чем создается, герметичная и механически прочная конструкция. Температура усадки составляет 120-150°С и не является опасной для изоляции кабеля.
Надежную герметизацию обеспечивают специальные клеевые и мастичные герметики, нанесенные на внутренние поверхности элементов муфты. Одновременно с нагревом термоусаживаемых элементов происходит расплав и растекание герметизирующих материалов с заполнением всех пустот.
Герметизирующие материалы за счет специальных добавок (ZnO) обладают полупроводящими свойствами и, следовательно, выравнивают электрическое поле. За счет этого полностью исключается причина разрядов в областях повышенной напряженности электрического поля (в контактных соединениях жил, на срезе экрана).
За счет этого полностью исключается причина разрядов в областях повышенной напряженности электрического поля (в контактных соединениях жил, на срезе экрана).
Основные операции монтажа термоусаживаемой концевой муфты одножильного кабеля приведены на рис. 8.
Монтаж концевой термоусаживаемой муфты трехжильного кабеля принципиально не отличается от монтажа муфты однофазного кабеля. В муфтах трехжильных кабелей используются термоусаживаемые перчатки, надеваемые на три фазные жилы разделанного кабеля.
Рис. 8. Монтаж концевой термоусаживаемой муфты:
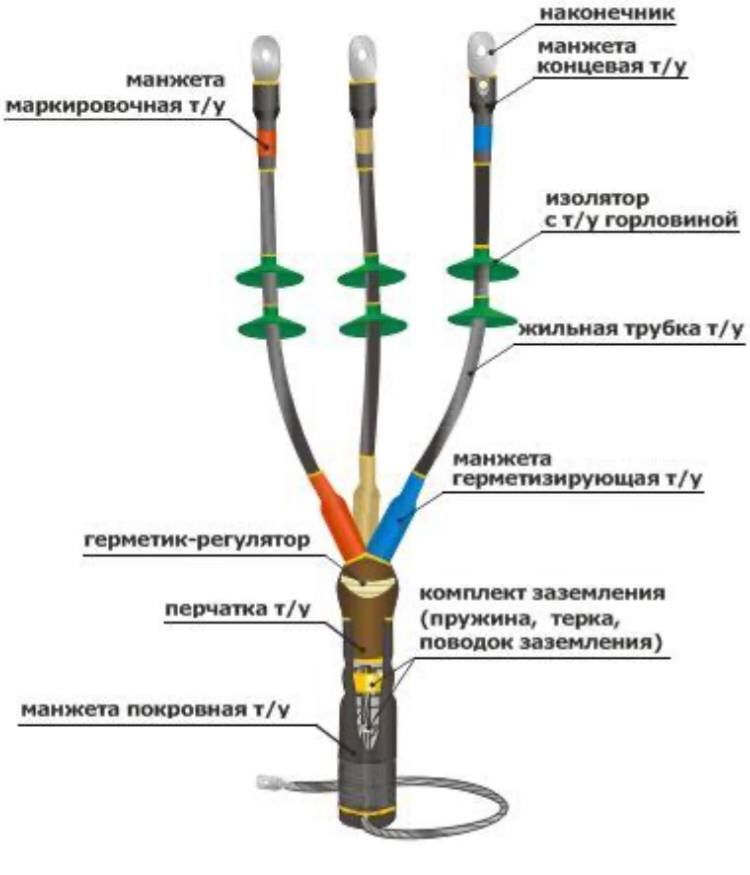
а — разделанный кабель с наконечником; б — усаживание трубки регулятора, выравнивающей электрическое поле; в — усаживание жильной манжеты; г — установка проводника заземления и усаживание шланга; д — усаживание концевой манжеты; е — усаживание поясной манжеты.
Термоусаживаемая концевая муфта трехжильного кабеля приведена на рис. 9; термоусаживаемая муфта для соединения трехжильных кабелей — на рис. 10.
10.
Рис. 9. Концевая термоусаживаемая муфта: 1 — наконечник; 2- манжета концевая; 3 — трубка жильная и манжета пальцевая; 4 — перчатка; 5 — лента регулятор для выравнивания электрического поля; 6 — манжета поясная; 7 — проводник заземления
Основные операции монтажа термоусаживаемой муфты для соединения трехжильных кабелей приведены на рис. 11.
Рис. 10. Термоусаживаемая соединительная муфта: 1 -защитный корпус; 2 — болтовое контактное соединение жил; 3 -манжета, изолирующая контактное соединение; 4 — перчатка; 5 — фазная трубка; 6 — манжета для герметизации корпуса муфты; 7 — проводник, обеспечивающий непрерывность цепи заземления.
Рис. 3.11. Монтаж термоусаживаемой соединительной муфты:
а — усадка жильных трубок; б — намотка ленты-регулятора; в — усадка перчаток; г —
соединение жил болтовыми соединителями с оборачиванием их пластинами
регуляторами; д -усадка подкладных манжет; е — усадка изолирующих манжет; ж —
усадка шланга; з — закрепление проводника заземления и обмотка экранной лентой;
и — намотка ленты-герметика; к — усадка защитного кожуха
Проводник заземления концевых муфт и проводник, обеспечивающий непрерывность цепи заземления, в соединительных муфтах монтируются с помощью системы непаянного заземления, поставляемого в комплекте муфты. Контактное соединение заземляющего проводника с металлической оболочкой (экраном) кабеля закрывается герметизирующей лентой, обеспечивающей защиту этого соединения от коррозии.
Контактное соединение заземляющего проводника с металлической оболочкой (экраном) кабеля закрывается герметизирующей лентой, обеспечивающей защиту этого соединения от коррозии.
Проводники заземления муфт выполняются гибким медным проводом. Сечения этих проводников должны быть не менее:
16 мм — при сечении жил кабеля до 120 мм;
25 мм — при сечении жил кабеля до 240 мм .
При монтаже термоусаживаемых муфт удается уйти от таких экологически вредных операций, как пайка при монтаже свинцовых муфт, битумное наполнение муфт. При термоусадке отсутствуют экологически опасные газовые выделения.
Муфты холодной усадки.
Эти муфты обладают всеми достоинствами термоусаживаемых муфт. Кроме того, монтаж муфты холодной усадки не требует операции нагрева, что позволяет сократить время монтажа такой муфты приблизительно в два раза по сравнению со временем монтажа термоусаживаемой муфты.
Муфта холодной усадки состоит из EPDM-резины, предварительно натянутой на удаляемую при монтаже спираль. При удалении спиралевидного корда за специально оставленные с обеих сторон муфты свободные концы корда муфта легко усаживается, обеспечивая полную герметизацию кабеля.
При удалении спиралевидного корда за специально оставленные с обеих сторон муфты свободные концы корда муфта легко усаживается, обеспечивая полную герметизацию кабеля.
Толстые стенки муфты создают дополнительную защиту от механических воздействий. Кроме того, EPDM-резина устойчива к воздействию влаги, кислот, щелочей и ультрафиолетового излучения.
Соединительная муфта холодной усадки для одножильного кабеля показана на рис. 12.
Рис. 12. Соединительная муфта холодной усадки: 1 — экструдированный
двухслойный силиконовый корпус; 2 — полупроводящая пластина; 3 — общий
защитный кожух из ЕПДМ-резины; 4 — мастика для выравнивания электрического
поля; 5 — герметизирующая мастика; 6 — медная сетка и соединитель экрана; 7 —
соединительная гильза
Основные операции монтажа такой соединительной муфты показаны на рис. 13.
Рис. 13. Монтаж соединительной муфты холодной усадки:
а — подготовка экранов соединяемых кабелей; б — соединение жил опрессованием; в — наложение на место контактного соединения жил пластины с полупроводящим слоем для выравнивания электрического поля; г — закрытие муфтой места соединения жил кабелей; д — вытягивание спиралевидного корда с той и другой стороны муфты; е — муфта, готовая для подачи напряжения на кабель
Термоусаживаемые муфты и муфты холодной усадки сохраняют гибкость кабеля, не разрушаются при циклических температурных нагрузках и смещениях грунта при смене времен года. Продольное усилие на разрыв муфты составляет 60% от усилия на разрыв кабеля.
Продольное усилие на разрыв муфты составляет 60% от усилия на разрыв кабеля.
Стопорные свойства таких муфт позволяют увеличить допустимую разность уровней кабельной трассы для кабелей с бумажной пропитанной изоляцией.
Монтаж концевой муфты греющего кабеля и их типы Новакабель
Концевая муфта для греющего кабеля – устройство, которое используются для безопасного соединения с силовым кабелем и для полной герметичной заделки в месте среза кабеля по саморегуляции. Производители изготавливают комплекты муфт греющего кабеля с различным диаметром усадочных клеевых трубок, чтобы размер соединения соответствовать разнообразному оборудованию.
Полный комплект устройства должны содержать клей герметик, концевые колпачки, дополнительные изолирующие муфты. Но стоит отметить, что материалы абсолютно и точно взаимозаменяемые, так что проблем с монтажными
или ремонтными работами не возникает. Хотя при монтаже муфты для кабеля с высокой температурой лучше применять только запчасти производителя, поскольку они изготовлены и созданы для выдерживания даже очень высоких температур.
В полную комплектацию концевой муфты греющего кабеля входит :
- Трубка с термоусадкой, которая устанавливается внутри;
- Трубка с термоусадкой для наружного применения, чтобы изолировать все греющие детали;
- Трубки с термоусадкой, чтобы изолировать жил с функцией токопроведением или заземления всего кабеля;
- Наконечники простой формы.
Кабель КДБС
Кабель КДБС , используемый в качестве отдельных отрезков, специально создан для прогрева наливного бетона.
ЗаказатьНазначение
Назначение концевой муфты для греющего кабеля заключается в том, что использовать ее для монтажа и ремонта кабеля нагревательной системы любого жилого или промышленного объекта. Устройство делает систему более безопасной за счет герметичной защиты, которая предотвращает любое возможное короткое замыкание, если на оборудование попадает любое количество влаги.
Применение
Концевая муфта для греющего кабеля применятся для безопасного и эффективного проведения любых монтажных или ремонтных работ. Муфта для греющего кабеля может точно защитить от короткого замыкания
системы из-за непредвиденного попадания влаги на устройство.
Муфта для греющего кабеля может точно защитить от короткого замыкания
системы из-за непредвиденного попадания влаги на устройство.
Характеристики
- Все монтажные или ремонтные работы должны проходить строго с установленными требованиями на основании EN IEC 60079-14 для участков с возможностью взрывоопасности, либо частных правил и требований.
- Обязательно все источники, осуществляющие питания должны быть полностью отключены от системы подачи.
- Надежный и высококачественный монтаж концевой муфты греющего кабеля проводится только с помощью использования всех комплектующих деталей и элементов.
- Концевая муфта для греющего кабеля может позволить присоединить необходимые устройства даже в окружающей среде с условиями, которые оказывают негативное воздействие.
- Концевые муфты для греющего кабеля могут быть с различной мощностью, чтобы выдерживать разнообразные температуры при нагреве системы.
- Перед использованием или проведением монтажной работы следует просчитать все критерии и параметры оборудования.

- Концевые муфты могут различаться по типажу.
- Она не может иметь жесткую конструкцию, чтобы обладать необходимой эластичностью.
- Муфта не оснащена какими-либо контактами для зажима, сальниками с уплотнением, манжетами, с помощью которого осуществляется надежная и точная изоляция системы.
- Концевая муфта для греющего кабеля должна быть присоединена и зафиксирована с помощью кратковременного воздействия при нагреве.
Кабель ПННП
Кабель ПННП применяется в большинстве случаев для поддержания температуры напольных конструкций и плит бетонного, составного, наливного и другого типа.
ЗаказатьПринцип проведения монтажных работ концевой муфты греющего кабеля
- Для начала следует аккуратно сделать разрез по длине, и снять всю оболочку, начиная с конца греющего кабеля.
- Затем стоит точно подрезать экранирующую оплетку, но следует оставить не большой участок, длина которого не более пяти миллиметров.

- Полностью срезать конец лентой с помощью ступеньки.
- Надеть на необходимый участок термоусаживаемую трубку с параметрами CFM 10/3, а длина трубки должна составлять полные тридцать миллиметров.
- На термоусаживаемую трубку с удельным размером в CFM 10/3 стоит провести операцию по термоусадке, при этом лучше всего воспользоваться воздушным термопистолетом, который работает с помощью горячего воздуха.
- После завершения термоусадки нужно в тот же момент аккуратно, но плотно обжать конец трубки с свободной стороны с помощью плоскогубцев.
- На монтажный участок следует надеть термоусаживаемую трубку с удельным диаметром CFM 19/6 и полной длиной восемьдесят миллиметров. Термоусаживаемая трубка должны быть насажена сверху над внешней оболочкой кабеля.
Все монтажные или ремонтные работы по термоусадке стоит проделывать с помощью термопистолета, принцип которого основан на покрытии устройства горячим воздухом. Сразу же после термоусадки следует зафиксировать свободный край трубки, сделать это проще всего при помощи плоскогубцев.
Сразу же после термоусадки следует зафиксировать свободный край трубки, сделать это проще всего при помощи плоскогубцев.
Максимальная температура при усадки может достигать значения в 250 градусов по Цельсию. Именно так стоит проводить любые монтажные работы концевой муфты греющего кабеля, чтобы избежать опасных ситуаций.
Технические требования к монтажу концевых муфт
Полезные статьи
Компания Тайко Электроникс Райхем разрабатывает, производит и внедряет инновационные изделия благодаря своим новейшим разработкам и открытиям в области материаловедения. Широкий спектр изделий, предлагаемых для энергетики, включает в себя кабельную арматуру, а также линейную и соединительную арматуру на напряжение до 800кВ.
Для разделки кабеля не требуется специальный инструмент. Монтаж термоусаживаемых элементов производится с помощью пропан-бутановой газовой горелки, которая обычно также полезна при разделке кабелей с бумажной и пластмассовой изоляцией.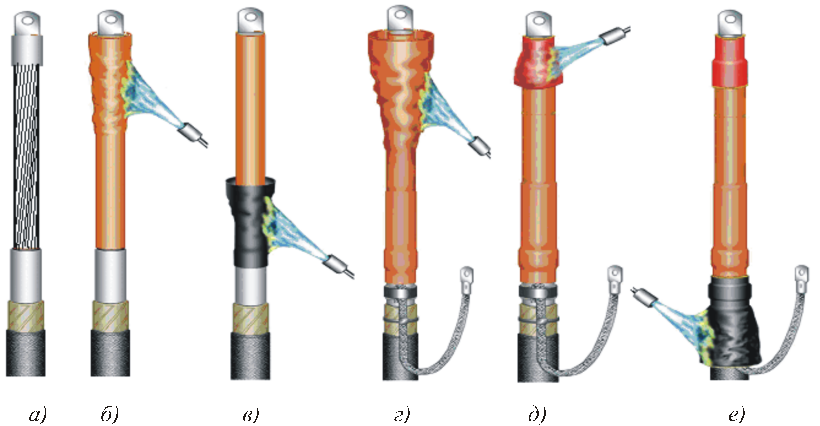
Термоусаживаемые элементы поставляются в растянутом состоянии, что позволяет их легко надеть на разделанные концы кабелей. При нагревании происходит их усадка и плотный водонепроницаемый охват кабеля, причем термоплавкий клей и наполнитель заполняют все пустоты. Конструкция кабельной арматуры Тайко Электроникс повторяет кабель и может, как и он сам, изгибаться по трассе. Для переверота на 180° концевых муфт наружной вертикальной установки необходимо всего лишь развернуть внешние термоусаживаемые юбки. По окончании монтажа кабельная арматура может сразу же включаться в работу.
Опорные конструкции
— Опорная конструкция для концевых муфт должна обеспечивать необходимую прочность и жесткость, принимая во внимание вес оборудования, ветровые нагрузки и нагрузки обледениния, сейсмические нагрузки, нагрузку, вызванную действием токов короткого замыкания, и временную нагрузку в процессе монтажа.
— В опорных конструкциях должны быть исключены замкнутые магнитные контуры.
— Конструкция должна иметь контур заземления или быть соединена с контуром заземления электроустановки.
— Опорная конструкция должна иметь посадочные места для концевых муфт в соответствии с чертежом, приведенным ниже.
— Конструкция должна предусматривать, как минимум, две точки крепления кабеля на расстоянии не более 1 м от основания муфты. Следующая точка крепления должна быть на расстоянии также не более 1 м.
— Кабель должен быть выведен на высоту не менее 3 м над плитой основания муфты.
— Точка заземления должна быть вблизи от муфт для возможности присоединения к контуру и отключения от него.
Временные монтажные платформы
— Для монтажа концевых муфт должны быть сооружены временные платформы. Платформа должна представлять собой временное прочное сооружение с возможностью подъема на нее, ограждениями, стенами и крышей на случай атмосферных осадков. Расстояние от пола платформы до крыши должно быть не менее 3,5 м. Площадь платформы определяется местными условиями, но должна предусматривать возможность работы 3-х человек, складирование инструмента и комплектующих муфт.
Монтажные рекомендации
— Втычные муфты PHVS и PHVT должны устанавливаться отдельно — изолятор в КРУЭ или трансформатор, втычная часть — на кабель.
Монтаж изоляторов втычных муфт осуществляет персонал, отвечающий за монтаж распредсчмюльного устройства или трансформатора. Втычная часть устанавливается на монтажной площадке.
— Для надежного подключения к шинопроводам и другому оборудованию мы предлагаем аппаратные зажимы.
— ОПН для защиты кабельной линии должны быть установлены как можно ближе к концевой муфте.
Кабельная арматура Tyco Electronics
Соединительные и концевые муфты на напряжение до 110 кВ
Кабельные муфты Tyco Electronics Raychem на напряжение 110 — 220 кВ
Технические требования к монтажу концевых муфт OHVT-145C и OHVT-145D
Технические требования Tyco Electronics к площадке для монтажа соединительных муфт
.
Вернуться в разел
Муфты холодной усадки: полное руководство!
Когда-то кабельные соединительные и концевые муфты были заливными. Для этого использовали эпоксидную смолу, компаунд, применяли нагрев. Кабельщик ставил личное клеймо и отвечал за работу, если муфта «выстреливала» через год или два после монтажа.
Для этого использовали эпоксидную смолу, компаунд, применяли нагрев. Кабельщик ставил личное клеймо и отвечал за работу, если муфта «выстреливала» через год или два после монтажа.
Муфта не должна быть слабым местом кабельной линии и это надо признать. Тем более что надежная и безогневая альтернатива уже создана – это технология холодной усадки. Современные муфты холодной усадки отличаются простотой установки на кабель, их монтаж вполне может осуществить электромонтер с IV группой допуска, ознакомленный с инструкцией.
Технология холодной усадки в сравнении с термоусадкой
Соединительная муфта холодной усадки представляет собой две открытые трубки из силикона или EPDM-резины (кремнийорганического эластомера). При изготовлении муфта натягивается на пластиковый легко удаляемый каркас. При монтаже каркас удаляется, а сама муфта плотно садится на поверхность кабеля или на концевую заделку.
Процесс установки современных кабельных муфт заключается в том, что материал под воздействием внешних факторов возвращается в первоначальную форму. В термоусадочных муфтах внешний фактор – открытый огонь со всеми вытекающими ограничениями, а при холодной усадке нагрев не требуется.
В термоусадочных муфтах внешний фактор – открытый огонь со всеми вытекающими ограничениями, а при холодной усадке нагрев не требуется.
Радиально-прижимное действие кабельных муфт
В технологии холодной усадки используется исключительно механические свойства материала без воздействия высокой температуры.
Рис. №1. Действие поперечных межмолекулярных и межатомных связей напоминает действие пружин
Муфты холодной усадки работают как растянутая пружина. Готовая муфта сохраняет свои качества: гибкость и способность адаптироваться к форме кабеля, тем самым муфта обеспечивает устойчивое радиально-прижимное действие. Материал муфты настолько сильно натянута на корд, что при его удалении сама возвращается к своей первоначальной форме без воздействия внешних факторов.
Главные особенности термоусадки
Для монтажа термоусадочной муфты требуется равномерный нагрев поверхности кожуха муфты и чтобы обеспечить плотную усадку и одинаковую толщину стенок муфты требуется определенное мастерство монтажника.![]()
Термоусаживаемая муфта после усадки сохраняет свою форму и размеры. А ведь кабель чутко реагирует своими размерами на изменение окружающей температуры, особенно если он расположен в грунте и, в частности, зимой.
Главная особенность муфты холодной усадки
После монтажа муфта легко «принимает» изменения геометрических размеров кабельного соединения, не меняя при этом радиально-прижимное усилие, а значит и качество герметизации. Известно, что наибольшее количество отказов происходит в летний период. Нагрев грунта влияет на температуру кабеля. С использованием муфт холодной усадки герметичность кабельного соединения остается неизменным во всем диапазоне рабочих температур.
Таб. №1. Сравнение термоусаживаемых муфт и муфт холодной усадки
|
Тип муфты |
Термоусаживаемая муфта |
Муфта холодной усадки |
|
Ошибки монтажа |
Неравномерный нагрев. |
Возвращение к изначальной форме материала без нагрева и изменения структуры. Равномерный обжим соединения |
|
Открытый огонь |
Вероятность отказа муфты и неравномерный обжим соединения |
Радиально-прижимное действие обжима. Нет нужды в нагреве газом или паяльной лампой |
|
Перепады температур, влияние на материал |
Термопластичный полиолифин жестко принимает форму кабельного соединения. Не создает постоянного радиально-прижимного действия. Не изменяется вместе с кабелем под воздействием температур. |
ЭДПМ-резина и силикон не меняют кристаллическую решетку структуры материала. Под воздействием перепада температур остаются гибкими и меняют свою форму вместе с изменяемой формой кабеля. |
|
Инфраструктура работы, безопасность |
Для работы с термоусадкой требуются:
|
Монтаж муфт холодной усадки не требует специальной подготовки. Электроперсоналу достаточно иметь группу допуска IV и знать инструкцию. |
|
Свойства материала |
EVA-материал:
|
Силикон:
ЭДПМ-резина:
|
 Неравномерная толщина стенок муфты. Ненадежная и недолговечная изоляция
Неравномерная толщина стенок муфты. Ненадежная и недолговечная изоляция Сохраняют герметичность соединения.
Сохраняют герметичность соединения.
Область применения и преимущества кабельных муфт холодной усадки
Муфты холодной усадки применяется для изоляции мест соединения/отводов и концевой заделки кабельных линий среднего напряжения 6-35кВ.
Как и любые другие муфты холодной усадки решают следующие задачи:
- Изоляция места соединения кабелей и проводников со сплошной резиновой или пластиковой изоляцией.
- Применение для подземной и погружной прокладки кабеля, для ввода в соединительную ячейку и присоединения к воздушной линии.
- Для внутренней и наружной установки.
- Для защиты от механических воздействий и гидроизоляции высоковольтных соединений.
Кроме своего основного преимущества — пластичности, муфты холодной усадки обладают рядом других не менее важных достоинств.
Простой монтаж на взрывоопасных объектах
Для монтажа муфты холодной усадки не требуется проведение огневых работ и получение соответствующих административных согласований на объектах угольной, нефтегазовой промышленности. Особенно актуально использование безопасных высоковольтных кабельных соединений и концевых заделок в местах, сопряженных с особой опасностью взрыва газа или возгорания нефтепродуктов, например, на дожимных насосных и газокомпрессорных станциях для подключения двигателей 6 кВ.
С отсутствием в технологии монтажа огневых работ исчезает необходимость в газовых баллонах, горелках, топливе для паяльных ламп; не нужен склад для хранения горючих материалов; нет необходимости в дополнительном контроле технического состояния оборудования, обучении персонала и подтверждение квалификации.
Высокое качество усадки с равномерным обжимом кабельного соединения
Если сравнивать технологии холодной и термоусадки, то у первой есть большое преимущество в качестве заделки. Качество заделки термоусаживаемой муфты во многом зависит от опыта и квалификации монтажника. Муфту с клеевым слоем трудно прогреть до требуемых 125 град С профессиональным феном, для чего требуется определенное время. Быстрее это можно сделать с помощью газовой горелки, однако перегрев материала муфты повлечет изменения в его структуре и, соответственно, недопустимые хрупкость и ломкость изоляционного слоя.
Выравнивание напряженности электрического поля
В теле любой муфты в местах среза изоляции кабеля наблюдается неоднородностью электрического поля. Неравномерная напряженность электрического поля вызывает ускоренное старение изоляции. Именно повышенная напряженность и неравномерное распределение электрического поля приводят к снижению качества изоляции, а впоследствии к пробою.
Для выравнивания поля применяется специальная лента или заполнитель с эластомерной усиливающей изоляцией и диэлектрической проницаемостью, значительно большей, чем у изоляции кабеля. Материал с эластомерной изоляцией в конструкции муфт холодной усадки — это сложное технологическое решение, которое обеспечивает эксплуатацию муфты в течение не менее 40 лет. Испытания синусоидальным и импульсным напряжением показывают высокую надежность материала и стойкость к коронному разряду.
Физические свойства материала муфты и её поставка, в виде натянутом на удаляемый каркас, дает ряд возможностей, не характерных другим технологиям изоляции места соединения/оконечивания кабеля. Вот наиболее интересные из них:
- Разделка кабеля на длину всего до 300 мм разрешает использовать концевую муфту в небольших ячейках, например, шкафах высокого напряжения распределительных устройств.
- Быстрый и простой монтаж без проведения значительных подготовительных работ, как это бывает при термоусадке.
- Равномерная толщина изоляции по всей длине, монтаж не требует особой квалификации монтажника.
- Равномерное радиальное давление на место установки во время всего срока службы муфты, сжатие и расширение муфты вместе с кабелем во время перепада температур.
- Усадка без потерь качества во время монтажа при температуре до -20 град С.
От чего зависит цена муфты холодной усадки
Цена муфты холодной усадки зависит от ряда параметров:
- максимальное напряжение (6 — 35 кВ) — чем выше напряжение, тем дороже муфта;
- количество жил кабеля — муфты для одножильного кабеля дешевле, чем муфта на трехжильный кабель;
- максимальное сечение кабеля — чем больше сечение, тем дороже соединитель или наконечник;
- материал изготовления — дороже силикон нового поколения HTV, устойчивый к утечкам тока;
- расширенная комплектация, в которую включены цельнолитой изолятор, регуляторы электрического поля в виде дополнительной трубки и мастики, герметизирующая мастика — такая комплектация дороже чем муфта на небольшое напряжение обычной комплектации;
- рабочий диапазон температур — чем шире, тем дороже муфта. Дешевле всего муфты для применения только в закрытом помещении.
Маркировка муфт
Рассмотрим маркировку муфт на примере продукции компании 3М. В обозначение входит 4 параметра:
U kB – Тип муфты – Типоразмер муфты, мм – Количество жил
Таблица 2. Расшифровка маркировки кабельных муфт.
|
Расшифровка маркировки (обозначений) муфт холодной усадки |
|
|
U kB |
82=0,6/1 кВ 91=0,6/1 кВ 92=6/10 кВ 93=12/20 кВ (внутренняя установка), 6/10 кВ (наружная установка) 94=20/35 кВ 95=27/46 кВ |
|
Тип муфты |
A – соединительная AC – соединительная муфта холодной усадки AS – соединительная муфта QS2000E AV – соединительная муфта для гибкого кабеля EB – концевая муфта холодной усадки QTII EN – концевая муфта холодной усадки EP – концевая муфта холодной усадки QTIII FS – переходная муфта |
|
Типоразмер муфты, мм |
Типоразмер муфты |
|
Количество жил |
1 – одножильный 2 – одножильный (наружный конец для установки концевых муфт) 3 – трехжильный 4 – четырехжильный |
Номенклатура муфт холодной усадки для концевой заделки
Таблица 3. Номенклатура муфт 3М для концевой заделки кабеля
|
Сечение / Длинна (мм2/мм) |
10 кВ, 1 жильный, внутренняя установка |
10 кВ, 1 жильный, наружная установка |
10 кВ, 3-х жильный, внутренняя установка |
10 кВ, 3-х жильный, наружная установка |
20 кВ, 1 жильный, внутренняя установка |
|
50-150/280 185-500/290 300-630/290 500-1000/290 |
92-EB 62-1 RUS 92-EB 63-1 RUS 92-EB 64-1 RUS 92-EB 65-1 |
|
|
|
|
|
50-150/2550 150-300/255 400-630/290 |
|
93-EB 62-1 RUS 93-EB 63-1 RUS 93-EB 64-1 RUS |
|
|
|
|
3×35-70/300,500 3×70-95/300,500 3×120-150/300,500 3×185-300/300,500 |
|
|
92-EB 61-3 92-EB 62-3 92-EB 63-3 92-EB 64-3 |
|
|
|
3×50-70/300,500 3×95-150/300,500 3×186-300/300,500 |
|
|
|
93-EB 61-3 93-EB 62-3 93-EB 63-3 |
|
|
25-95/255 70-240/255 240-500/280 400-1000/280 |
|
|
|
|
93-EB 62-1 RUS 93-EB 63-1 RUS 93-EB 64-1 RUS 93-EB 65-1 |
Таблица 3. Часть2
|
Сечение/ Длинна (мм2/мм) |
20 кВ, 1 жильный, наружная установка |
35 кВ, 1 жильный, внутренняя/ наружная установка |
35 кВ, 3-х жильный, внутренняя/ наружная установка |
45 кВ, 1 жильный, внутренняя/ наружная установка |
|
25-95/255 70-240/255 185-500/280 400-1000/280 |
94-EB 62-1 94-EB 63-1 94-EB 64-1 94-EB 65-2 |
|
|
|
|
50-185/525 70-500/525 400-800/551 |
|
94-EP 628-2 94-EP 638-2 94-EP 648-2 |
|
|
|
70-500/2200 |
|
|
94-EB 658-2 |
|
|
70-400 |
|
|
|
95-EB 62-2 |
Выбор муфты холодной усадки
На выбор кабельной муфты влияют следующие параметры:
- Рабочее напряжение. Несмотря на то, что все изделия объединены общим определением – среднее напряжение (6-35 кВ), в маркировке конкретной муфты указано значение рекомендуемого напряжения.
- Назначение – соединительная муфта холодной усадки или концевая.
- Количество жил кабеля. Муфты для кабеля на четыре или пять жил делается по специальному заказу.
- Сечение кабельной жилы.
- Способ установки. Наружная или внутренняя установка, подземная прокладка кабеля или воздушный ввод. Особенность наружного монтажа. Например, для кабельных муфт наружной установки серии 3M QS2000E 92-AS 620-1 требуется дополнительная защита кожуха муфты, изготовленная из EPDM резины, которая защищает его от УФ-излучения. Защита представляет собой ленту ПВХ Scotch 22, обычно поставляется отдельно, ее приобретают только когда планируется установка муфты на открытом воздухе.
- Комплектация. Компания «СвязьКомплект» предлагает муфты холодной усадки 3М в наборах от производителя и собственной комплектации. Муфты концевой заделки в комплектах SKK поставляются с наконечниками, а соединительные муфты комплектуются соединителями. Наборы 3М соединителями и наконечниками не комплектуются, их необходимо покупать отдельно.
- Тип наконечника. Муфта для кабеля с маркировкой RUS, применяется с любым типом наконечника. Для других кабелей выбор типа наконечника лучше поручить специалисту.
Видеобиблиотека
1. Обзор технологий холодной усадки 3М для кабелей с изоляцией из сшитого полиэтилена
На этом видео вас ждет сравнение технологии термоусадки и холодной усадки, а также обзор концевой муфты серии 92/93-EB.
2. Монтаж соединительной муфты холодной усадки 3M на кабель 35 кВ
3. Монтаж концевой муфты холодной усадки 3М серии QT3 на напряжение 6-35 кВ (QTIII 35кВ 94 EP)
Каталог кабельных муфт 3М
Остались вопросы?
Оставьте свои контакты, и наши специалисты ответят на любые ваши вопросы по муфтам холодной усадки!
Ремонт кабелей
Цены на поиск повреждения и испытания кабелей смотри в раделе цены электролаборатории
Цены на ремонт силовых кабелей (без учета земляных работ) в 2021г.Кабели до 1000в.
- Монтаж концевой муфты 0,4кВ, сечением жилы до 120 мм2 — 3 300 р. (без стоимости муфты).
- Демонтаж дефектной концевой муфты 0,4кВ, сечением жилы до 120 мм2 – 1000р.
- Монтаж концевой муфты 0,4кВ, сечением жилы до 150-240 мм2 — 3 700 р. (без стоимости муфты).
- Демонтаж дефектной концевой муфты 0,4кВ, сечением жилы до 150-240 мм2 – 1 100р.
- Монтаж соединительной муфты 0,4кВ, сечением жилы до 120 мм2 – 4 400 р. (без стоимости муфты).
- Демонтаж дефектной соединительной муфты 0,4кВ, сечением жилы до 120 мм2 – 1 000р.
- Монтаж соединительной муфты 0,4кВ, сечением жилы до 150-240 мм2 – 5 500 р. (без стоимости муфты).
- Демонтаж дефектной соединительной муфты 0,4кВ, сечением жилы до 150-240 мм2 – 1 100р.
- Прокол кабеля – 1 100 р.
Кабели 6 — 10 кВ.
- Монтаж концевой муфты 6-10 кВ, сечением жилы до 120 мм2 — 4 000 р. (без стоимости муфты).
- Демонтаж дефектной концевой муфты 6-10 кВ, сечением жилы до 120 мм2 – 1 100 р.
- Монтаж концевой муфты 6-10 кВ, сечением жилы до 150-240 мм2 — 5 000 р. (без стоимости муфты).
- Демонтаж дефектной концевой муфты 6-10 кВ, сечением жилы до 150-240 мм2 – 1 200 р.
- Монтаж соединительной муфты 6-10 кВ, сечением жилы до 120 мм2 – 7 000 р. (без стоимости муфты).
- Демонтаж дефектной соединительной муфты 6-10 кВ, сечением жилы до 120 мм2 – 1 600 р.
- Монтаж соединительной муфты 6-10 кВ, сечением жилы до 150-240 мм2 – 8 000 р. (без стоимости муфты).
- Демонтаж дефектной соединительной муфты 6-10 кВ, сечением жилы до 150-240 мм2 – 1 700 р.
- Прокол кабеля – 1 200 р.
Кабели из сшитого полиэтилена 6 — 10 кВ.
Стоимость ремонтных работ договорная
Цены на поиск повреждения и испытания кабелей смотри в раделе цены электролаборатории
Надежность и безопасность Вашего электрооборудования – НАША ЗАБОТА!Монтаж кабельных муфт | Кабели для стыковки и сращивания
Опубликовано 17 января 2020 г.
Установка кабельных муфт
Протянутые кабели не всегда имеют длину, достаточную для непрерывного соединения двух точек соединения. Иногда положение и тип прокладки требуют использования отдельных отрезков кабеля.
Поэтому простое удлинение кабеля из соображений стоимости и места обычно достигается с помощью кабельных муфт.Соединения кабеля или разделение кабеля на несколько непрерывных кабелей должны выполняться с помощью подходящих распределительных коробок. Соединение двух или более кабелей внутри коробок или кабельных муфт должно выполняться с особой осторожностью и быть защищено от сырости или влаги.
Палатка должна быть установлена на время установки. Работы с гильзой и коробкой следует проводить быстро и без перебоев.
Ниже Драка дает словесное и графическое описание процедуры установки рукава.Пожалуйста, обратите внимание в каждом случае на параметры производителя рукава, информационные листы производителя кабеля, а также правила безопасности оператора сети.
Подготовка кабеля LV MV HV
Подготовка начинается с выбора правильной муфты для соответствующего кабеля.
Для нашего примера мы выбрали сигнальный кабель с понижающим коэффициентом типа Draka SIGDRAK® AJ-2Y (L) 2YDB2Y 3x4x1.4 (h55) rk-group 500, а также соответствующую соединительную термоусаживаемую гильзу и защитную термоусадочную трубку. термоусадочный рукав.
Хотя Draka выполняла установку в помещении, такая же процедура применяется и на открытом воздухе: оба конца кабеля должны быть прикреплены к кабельным стойкам или аналогичным устройствам таким образом, чтобы рабочая среда была чистой, аккуратной и защищенной от влаги. Концы кабеля должны сильно перекрывать внешний край рукава.
➡ Рекомендация: можете позволить себе немного больше.
Удаление оболочки кабеля
Удаление внешней защитной оболочки кабеля должно производиться в соответствии с инструкциями производителя рукава.
Удаление оболочки кабеля
Снятие брони
Снятие брони (стальной ленты) происходит согласно указаниям производителя гильзы. При распиливании стальной ленты лежащие под ней экранирующие проволоки не должны быть повреждены. Для толстых кабелей и толстых стальных лент можно использовать пилу по металлу с маркером глубины. В нашем случае для этой цели также использовалась простая небольшая ножовка.
Снятие брони
Верхний слой стальной ленты пропилен, и теперь его можно осторожно размотать плоскогубцами.Будьте осторожны с острыми краями и остриями: опасность травм!
Аналогичная процедура выполняется со вторым слоем стальной ленты. Обратите внимание, в частности, на целостность проводов, находящихся под ними.
Противоположный конец кабеля необходимо подготовить соответствующим образом.
Противоположный конец кабеля необходимо подготовить соответствующим образом
Экранирующие провода также укорачиваются в соответствии с инструкциями. Тогда есть две возможности: теперь можно подключать армирующий и экранирующий провода сразу или, как в нашем примере, в конце после установки соединительной термоусаживаемой муфты.
Экранирующие провода также укорачиваются согласно инструкции
.Резка экранирующей проволоки
Контакт с ламинированной оболочкой
Внутренняя ламинированная оболочка осторожно обнажается до предписанной длины. Повреждения нижележащих слоев сердцевины можно надежно избежать, используя специальный инструмент для снятия изоляции .
Контакт с ламинированной оболочкой
В оставшейся ламинированной оболочке делают надрез в двух местах на максимальном расстоянии 15 мм друг от друга, причем каждый надрез имеет длину 30 мм.Образовавшиеся складки в чехле аккуратно загибаем вверх. На рисунке справа ламинированная оболочка, дренажный провод и полиэтиленовая пленка закреплены пластиковым скотчем.
В оставшейся ламинированной оболочке делается разрез
V-образный зажим провода заземления экрана укладывается сбоку вокруг края разрезанного изгиба кабеля и плотно закрывается плоскогубцами. Таким образом, зубцы зажима прорезают оболочку кабеля в алюминиевую ленту. Таким образом гарантируется безопасный контакт.
V-образный зажим провода заземления экрана уложен сбоку по краю срезанного изгиба кабеля
Затем V-образный зажим и ламинированная оболочка обматываются тремя слоями пластиковой ленты. Дренажный провод можно отрезать или дополнительно намотать на зажим. При необходимости обратите внимание на прилагаемые инструкции для клиентов.
После сращивания жил провод заземления экрана выравнивается без запасной петли прямо вдоль места сращивания, где он, при необходимости, соединяется с многослойной оболочкой второго кабеля.
После соединения жил провод заземления экрана выравнивается.
Соединение ядер
При сращивании медных жил следует соблюдать правильный порядок скрутки. В нашем случае трассирующий счетчик хорошо обозначен узлом на тонкой синей пластиковой ленте.
Сращивание ядер
С жилы по отдельности снимается изоляция с помощью подходящего устройства для зачистки кабеля. Пожалуйста, следите за тем, чтобы медные проводники не загрязнялись, не повреждались и не подвергались воздействию влаги или влаги.
Жилы изолированы по отдельности
Оба конца жилы со снятой изоляцией соединяются обжимным соединением и соединяются клещами для обеспечения устойчивости к растяжению. Обязательно соблюдайте правильную кодировку и последовательность подключаемых ядер и квадроциклов. Ошибки обычно не обнаруживаются до окончательной проверки или первой операции и приводят к дорогостоящим мерам по исправлению.
Оба конца жилы со снятой изоляцией соединяются с помощью обжимного соединения
После установки обжимные соединения осторожно усаживаются горелкой.Вытекающий клей и плотно прилегающий пластик механически защищают медный стык от сырости.
После установки обжимные соединения осторожно обжимаются горелкой
Вот как выглядят стыки после успешной усадки. После правильной усадки соединения немного клея будет просачиваться по бокам.
Вот как выглядят стыки после успешной усадки
Стыки, расположенные в шахматном порядке, образуют узкий стык. Если вы еще не сделали этого, вам следует теперь соединить провод заземления экрана с ламинированной оболочкой противоположного кабеля.
Стыки, расположенные в шахматном порядке, образуют узкий стык
Подготовка внутренней соединительной термоусаживаемой муфты
Две ламинированные оболочки, обращенные к стыкам сердечников, теперь очищаются чистящей тканью, так что область шириной 150 мм не содержит масла.
Подготовка внутренней соединительной термоусаживаемой муфты
После удаления масла многослойной оболочке придают шероховатость по оси кабеля наждачной бумагой. Любые изъязвленные участки на оплетке также необходимо придать шероховатость.
Шероховатость многослойной оболочки по оси кабеля наждачной бумагой
После этого очищенные и шероховатые участки нагревают горелкой до тех пор, пока они не станут горячими вручную.
После этого очищенные и шероховатые участки нагревают горелкой до тех пор, пока они не нагреются вручную.
Перед установкой самого термоусаживаемого рукава осушители, поставляемые с упаковкой, должны быть закреплены вокруг стыка сердечника липкой лентой. Пожалуйста, не оборачивайте весь осушитель изолирующей лентой, так как это помешает ему выполнять свои функции.Достаточно простой упаковки, чтобы средство оставалось на месте.
Перед установкой собственно термоусаживаемой муфты осушающие агенты, поставляемые с упаковкой, должны быть закреплены вокруг стыка сердечника с помощью липкой ленты.
Защитную прокладку перед установкой необходимо свернуть вместе (предварительно сформировать), а затем уложить как можно плотнее, перекрывая стык жил и закрепить липкой лентой.
Муфта соединительная термоусаживаемая
Пластинчатые участки защитной прокладки необходимо размотать липкой лентой.
Пластинчатые участки защитной прокладки следует размотать липкой лентой
Выровняйте уплотнение термоусаживаемой муфты по центру. Он должен выходить за пределы защитной прокладки на одинаковую длину с каждой стороны. Полезно отметить, по крайней мере, на одной стороне многослойной оболочки, насколько далеко будет выступать прокладка.
Выровняйте уплотнение для термоусаживаемой манжеты по центру
Уплотнение полностью покрывает стык, а кромка уплотнения поднимается.
Усадку рукава начинайте с середины. Для этой процедуры нагрейте всю поверхность рукава и усадите его к одному концу. Затем работайте на другом конце. Равномерно и непрерывно перемещайте пламя вперед и назад, чтобы избежать локального ожога.
Усадку рукава начинать с середины
Процесс усадки закончен, когда уплотнение равномерно усадилось, зеленый цветовой пигмент в материале рукава исчез, а белая индикаторная линия хорошо видна под кромкой уплотнения.На концах кабеля должно просачиваться небольшое количество клея.
Осторожно: сморщенное уплотнение и уплотнительная кромка очень долго сохраняют тепло (опасность ожога!). По мере охлаждения рукав еще больше усаживается.
Процесс усадки окончен, когда уплотнение равномерно усадилось
Подключение арматуры кабеля
Перед подключением брони и экранирующих проводов открытые участки последних следует очистить до металлического блеска и придать шероховатость.При этом также обращайте внимание на слой брони под ним.
Подключение арматуры
Медную тканевую ленту следует намотать в соответствии с инструкциями в один слой вокруг армирующих и экранирующих проводов. Оставшуюся тканевую ленту следует отрезать и оставить.
Медную тканевую ленту следует наматывать в соответствии с инструкциями
.
Поставляемые контактные пластины предварительно сформированы в соответствии с инструкциями, наложены вокруг ленты из медной ткани, обернуты и закреплены одним слоем ленты из медной ткани (макс.Нахлест 5 мм).
Поставляемые контактные пластины предварительно отформованы в соответствии с инструкциями
Заземляющий провод разрезают на длину, в 1,5 раза превышающую длину удаленного участка внешнего защитного покрытия, и протягивают через соседнюю защитную трубку таким образом, чтобы на обоих концах заземляющего провода оставалось около 100 мм оголенными и свободными. Конец заземляющей жилы раздувают и, заподлицо с удаленным краем арматуры, кладут плашмя на ленту из медной ткани и закрепляют рядом с концом удаленного края с помощью валиковой пружины.Заземляющий провод фиксируется второй роликовой пружиной в три слоя, затем отводится назад и закрепляется оставшимися слоями роликовой пружины.
Заземляющий провод обрезается в 1,5 раза длиннее снятого участка внешнего защитного покрытия
В конце установки заземляющий провод выглядит так. Точно так же следует поступить и со второй стороной.
В конце установки заземляющий провод выглядит так
Установка защитной пленки
Перед установкой защитной пленки внешнее защитное покрытие необходимо очистить, придать шероховатость и нагреть.Вся площадь контакта предварительно нагревается с использованием газоусадочной горелки , после чего термоусадочная лента (защитная пленка), начиная с полиэтиленовой оболочки между внутренней втулкой и роликовой пружиной, плотно наматывается наполовину с перекрытием всей площади контакта до внешняя оболочка. Область, где выступает заземляющий провод, исключается как можно меньше. На защитное покрытие следует укладывать не более половины ширины термоусадочной ленты.
Установка защитной пленки
Защитную пленку нагревают на слабом огне до усадки ленты и просачивания клея в местах нахлеста.
Защитную пленку нагревают на слабом огне до усадки ленты и просачивания клея в местах нахлеста
Сморщенная лента и просачивающийся клей должны быть хорошо видны.
Сморщенная лента и просачивающийся клей должны быть четко видны
Установка защитной термоусаживаемой манжеты
Заземляющий провод прокладывается радиально вокруг места стыка и закрепляется пластиковой лентой. Затем следует плотно обернуть металлическую защитную прокладку вокруг внутренней втулки по центру и внахлест и закрепить липкой лентой.Конические концы следует аккуратно обмотать пластиковым скотчем.
Установка защитной термоусаживаемой манжеты
Наружная оболочка очищается до обезжиривания, шероховатость по оси кабеля, а затем нагревается на слабом пламени до температуры нагрева вручную.
Наружная оболочка очищается до обезжиривания, шероховатость по оси кабеля и затем нагревается на слабом пламени до температуры ручного нагрева.
Обертка на конических концах металлической защитной прокладки должна быть хорошо видна.
Уплотнение для термоусаживаемой манжеты накладывается по центру над местом соединения и выступом, отмеченным, по крайней мере, на одной стороне многослойной оболочки.
Обертка на конических концах металлической защитной прокладки должна быть хорошо видна
Огнестойкая фольга (самоклеящаяся алюминиевая фольга) прикрепляется так, чтобы она была уложена по размеченной линии примерно на 10 мм в сторону внутренней втулки. Таким образом, он достигает максимальной глубины 10 мм в гильзе, в то время как большая часть фольги остается за пределами термоусаживаемой гильзы.Фольгу следует загладить тупым инструментом, например гладкой ручкой плоскогубцев или ручкой молотка.
Огнестойкая фольга (самоклеящаяся алюминиевая фольга) прикрепляется так, чтобы она была уложена по размеченной линии примерно на 10 мм по направлению к внутренней втулке
Термоусаживаемая гильза размещается по центру вокруг металлической защитной прокладки и закрывается с обеих сторон уплотняющими кромками. Соединительный зажим помещается между обоими концами уплотнительных кромок в центре втулки.
Термоусаживаемая гильза размещается по центру вокруг металлической защитной прокладки и закрывается с обеих сторон уплотнительными кромками
Перед усадкой гильзу следует отцентрировать. Две огнестойкие пленки, которые слегка заходят в гильзу с обеих сторон, могут служить ориентиром.
Перед усадкой втулку следует отцентрировать
Усадку рукава начинайте с середины. Для этой процедуры нагрейте всю поверхность рукава и усадите его к одному концу.Затем работайте на другом конце. Равномерно и непрерывно перемещайте пламя вперед и назад, чтобы избежать локального ожога. Нагрейте термоусадочную пломбу, пока зеленые точки на ней не станут черными.
Усадку рукава начинать с середины
Должно быть легко распознать, что зеленые точки на уплотнении почти полностью исчезли. Клей будет немного вымываться из конца рукава, лежащего на огнестойкой пленке. Хорошо видна белая индикаторная линия под кромкой уплотнения.Защитная термоусаживаемая гильза правильно закрыта и водонепроницаема. По мере остывания он еще больше сжимается.
Должно быть легко распознать, что зеленые точки на уплотнении почти полностью исчезли
Дополнительная литература
Оборудование для протягивания кабеля
Thorne & Derrick распространяет широкий ассортимент оборудования для прокладки и прокладки кабеля , обеспечивающего безопасную прокладку оптоволоконных и медных кабелей в телекоммуникационной отрасли.Безопасно проложенные кабели снижают требования к эксплуатации и техническому обслуживанию сети и сокращают перерывы в обслуживании телекоммуникационных кабелей, проводов, каналов, шкафов и коммутаторов — продукты включают инструменты для заправки кабелей , стержни кабелепровода , смазку для кабелей, кабельные муфты и ролики.
Установка втулки SKF | Знай свои запчасти
Иногда при замене уплотнения коленчатого вала технические специалисты обнаруживают, что износ вала настолько велик, что почти наверняка возникнут утечки масла даже после установки нового сменного уплотнения.
Раньше выходом было либо заменить коленчатый вал, либо переделать его поверхность. Любой выбор стоил дорого
Но это не так с лучшей альтернативой сегодня: SKF SPEEDI-SLEEVE®. Эти тонкостенные ремонтные втулки вала из нержавеющей стали могут незамедлительно помочь, когда коленчатому валу требуется новая уплотнительная поверхность.
Низкозатратный рукав SPEEDI-SLEEVE быстро и легко надевается на изношенную область и обеспечивает более твердую поверхность, чем новый вал.Уплотнение того же размера (как и заменяемое) плотно прилегает к новой поверхности. И каждый SPEEDI-SLEEVE поставляется в комплекте с одноразовым установочным инструментом.
Как установить SKF SPEEDI-SLEEVE
- Очистите контрповерхность уплотнения на валу. Зачистите заусенцы или неровности.
- Измерьте диаметр там, где втулка будет располагаться на неизношенной части вала (см. Рис. 1). Измерьте в трех положениях и усредните показания (чтобы убедиться, что вал находится в пределах рекомендуемых характеристик).Если средний диаметр находится в пределах данного размера втулки, в гильзу встроена плотная посадка, чтобы предотвратить ее скольжение или вращение без использования клея.
- Определите, где должна быть расположена втулка, чтобы закрыть след износа уплотнения. Измерьте точную точку или отметьте прямо на поверхности. Втулку необходимо надевать на изношенную область, а не только на дно или оставлять заподлицо с концом вала.
Рисунок 1
- Мелкие канавки износа не требуют заполнения.По желанию можно нанести тонкий слой незатвердевающего герметика, например Loctite 209 можно наносить на поверхность внутреннего диаметра втулки. Удалите герметик, который попадает на поверхность внешнего диаметра вала или втулки.
- Если вал имеет глубокие зазубрины (см. Примечание выше), заполните канавку порошкообразным металлическим эпоксидным наполнителем *. Установите втулку до того, как наполнитель затвердеет, чтобы втулка стерла излишки наполнителя. Удалите остатки наполнителя с поверхности наружного диаметра втулки. * Loctite «Quickmetal» (# 66010) или аналогичный хорошо подходит для заполнения глубоких канавок и при желании может использоваться в качестве клея или герметика. Однако использование клея может несколько затруднить снятие втулки.
Рисунок 2 Фланцевый конец втулки сначала устанавливается на вал. Затем поместите установочный инструмент на втулку (см. Рис. 2) .
- Осторожно постучите по центру установочного инструмента, пока втулка не закроет изношенную поверхность уплотнения (см. Рис.3). Если монтажный инструмент слишком короткий, можно использовать отрезок трубы с прямоугольным концом без заусенцев. Убедитесь, что внутренний диаметр трубы такой же, как у установочного инструмента. Будьте осторожны, чтобы не поцарапать внешний диаметр прецизионной шлифованной втулки.
- Оставьте фланец нетронутым, если не требуется зазор. Если фланец необходимо снять, разрежьте фланец перпендикулярно отрывной канавке с помощью ножниц по металлу. Врезать только в отрывной паз, а не на готовую поверхность втулки.После установки втулки используйте стандартные плоскогубцы, чтобы согнуть фланец вперед и назад по окружности и вдоль оси вала (см. Рис. 4). Фланец выйдет из строя по отрывной канавке. В качестве альтернативы возьмитесь за фланец от поверхности уплотнения и скрутите его в спираль, стараясь не отрывать конец втулки от вала, иначе на нем останется неровный край. Снятие фланца должно производиться осторожно, чтобы не повредить наружный диаметр втулки.
Рисунок 3
- После установки втулки еще раз проверьте, нет ли заусенцев, которые могут повредить уплотнение.
Рисунок 4
- Смажьте муфту системной средой перед установкой уплотнения.
- Приступите к установке уплотнения.
Снятие SPEEDI-SLEEVE
SPEEDI-SLEEVE можно снять, нагревая втулку с помощью электрического нагнетателя, который расширит ее настолько, чтобы она могла соскользнуть с вала, не вызывая повреждений.
В качестве альтернативы втулку можно снять любым из следующих способов, всегда соблюдая осторожность, чтобы не повредить поверхность вала.
- путем снятия натяжения при прессовой посадке с помощью небольшого молотка, чтобы протереть гильзу по всей ширине
- с помощью холодного долота прорезать втулку
- , используя пару кусачков, начиная с фланца или рядом с ним, и прикладывая вращательное движение.
Обратите внимание, что СКОРОСТНОЙ РУКАВ нельзя использовать повторно.
Eze-Sleeve® Информация и инструкции по установке — Shaver-Kudell Manufacturing Inc.
Чугун Eze-Sleeve® изготовлен из высококачественного серого чугуна класса 40 .
Eze-Sleeves® стали основным продуктом в индустрии ремонта электродвигателей после того, как были представлены в 1986 году.
Quick и EZE. Экономия затрат, экономия времени, Eze-Sleeve®
Большинство трехкулачковых патронов не очень точны.Даже если они были изначально, они теряют точность со временем и изнашиваются. Кроме того, большинство торцевых экранов представляют собой только грубые отливки, в которых вы обычно держите их для операций по установке рукавов. Принимая во внимание эти факты, все концевые щиты, которые должны быть наложены втулками, должны быть установлены в четырехкулачковом патроне. Чтобы правильно разместить концевой раструб в четырехкулачковом патроне, вы должны установить циферблатный индикатор на поперечном суппорте. Теперь возьмитесь за заднюю часть концевого раструба в кулачках патрона, где это возможно. (Иногда это может означать прикручивание или приварку колец или выступов к задней части концевого раструба, чтобы за них можно было ухватиться.) Используя круговые линии на передней части патрона в качестве ориентира, грубо расположите концевой раструб на центральной линии шпинделя.
Первое, о чем следует позаботиться, это убедиться, что передняя поверхность концевого кольца (сторона отверстия подшипника) находится в той же плоскости, что и поверхность патрона. Это достигается путем вращения его мимо инструмента в стойке для инструментов рядом с внешним краем концевого раструба. Постучите по торцевому раструбу возле внешнего края мягким материалом (свинцом, алюминием, латунью, деревом и т. Д.), Пока он не будет проходить параллельно торцу патрона.Эта первая процедура выполняется на глаз за считанные секунды. Теперь используйте индикатор и повторите, чтобы довести конечный сигнал до одной или двух тысячных долей точности.
Установив концевой раструб в патрон, расположив его примерно соосно отверстию шпинделя и установив его параллельно торцу патрона, пора установить его концентрично с точностью до одной-двух тысячных.
Эта следующая процедура может быть очень простой и методичной или очень запутанной, случайной и трудоемкой, в зависимости от вашего подхода.Если вы посмотрите на четырехкулачковый патрон спереди, вы увидите четыре кулачка на двух осях. Назовем две челюсти точно напротив друг друга осью абсцисс. Назовем две другие челюсти осью ординат.
Регулируйте губки только одной оси за раз! Повторяю, регулируйте челюсти только по одной оси за раз. Если вы всегда будете помнить об этом, у вас будет очень мало проблем с четырехкулачковым патроном.
Порядок действий следующий:
- Установите циферблатный индикатор так, чтобы он касался внешней обработанной кромки концевого раструба (проверка радиального биения.)
- Поверните концевой раструб в положение зажима «A» и запишите свои показания.
- Поверните концевой раструб на 180 ° в положение зажима «C» и запишите свои показания.
- Установите нулевое положение на лицевой панели индикатора и точную среднюю точку между высокими и низкими показаниями.
- Отрегулируйте зажимы «A» и «C», поочередно затягивая и ослабляя их, чтобы установить концевой раструб на место.
- После завершения регулировки оси x повторите ту же процедуру для оси y.
- Теоретически концевой раструб должен быть полностью соосен шпинделю токарного станка. Для проверки поверните концевой раструб мимо индикатора. Если вы обнаружите небольшое биение, отрегулируйте его соответствующим образом, учитывая ранее проиллюстрированную теорию оси x-y.
- Дважды проверьте, чтобы передняя поверхность концевого раструба по-прежнему параллельна лицевой поверхности патрона. Если это так, переходите к операциям по установке рукавов. Если это не так, снова коснитесь его и снова проверьте оси x и y на биение.
- Вышеупомянутая процедура кажется отнимающей много времени, но на практике становится относительно быстрой и простой, если все операции выполняются в правильной последовательности и хорошо понятен метод атаки.
Следующий этап — расточка:
- Измерьте внешний диаметр втулки. в двух или трех местах вокруг рукава и возьмите среднее значение.
- Для запрессовки необходимо расточить концевой раструб. Теоретически запрессовка составляет 0,0005 ″ на 1 000 ″ диаметра втулки. Следовательно, рукав с наружным диаметром 3,504 дюйма должно иметь прессовую посадку примерно 0,002 дюйма. Рукав с наружным диаметром 6,929 ″ должен иметь прессовую посадку 0,004 ″. Большинство машинистов используют прессовую посадку 0,002 ″ для всех втулок ниже 4.000 ″ в диаметре.
- После расчета диаметра, на который вы хотите расточить концевой раструб, установите расточную оправку в резцедержатель и сделайте пробную резку. Измерьте отверстие и отрегулируйте поперечную салазку, чтобы отрезать желаемый диаметр. Это делается с помощью градуированного хомута на маховике поперечного сечения. ВНИМАНИЕ! : диаметры прессовой посадки для втулки и, что более важно, диаметры посадки подшипника чрезвычайно важны. Все токарные станки изнашиваются и имеют люфт в винтах и гайках с поперечным смещением. При выполнении расточных операций с допусками ±.0002 ″, установите циферблатный индикатор на седло так, чтобы плунжер упирался в инструментальный блок, в соответствии с направлением поперечного смещения. При таком расположении даже старый токарный станок (1920-х гг.) Можно использовать для точной работы. Ваш токарный станок становится таким же точным, как циферблатный индикатор.
- Завершив расточку, запрессовать в гильзу одним из способов :
a) Это самый безопасный и простой способ. Держите в магазине баллон с СО2 (сифонного типа). Этот тип баллона всасывает жидкий CO2 из нижней части баллона.Жидкий CO2 имеет температуру -190ºF. Установите втулку на изоляционный материал, например пенополистирол. Распылите CO2 на рукав в течение нескольких секунд. Рукав станет очень холодным и, как следствие, сузится на несколько тысячных долей в диаметре. Теперь используя изолированные рукавицы, чтобы предотвратить обморожение, возьмите рукав и вставьте его в корпус. Через несколько минут он расширится и зафиксируется на месте.
Таким образом, установка концевого звонка не нарушается, что исключает повторную процедуру «дозвона».Кроме того, термоусадочная посадка в три раза превышает удерживающую способность прессовой посадки. Чтобы понять это, представьте, как болт проталкивается через гайку. Резьба болта и гайки будет обрезана, что оставит очень мало удерживающей способности. Однако, если бы болт был достаточно усатен, чтобы его можно было вставить в гайку, а затем растянулся до зацепления с резьбой гайки, удерживающая поверхность была бы намного больше. Это происходит с гильзой на микроскопическом уровне, потому что даже шлифованная поверхность имеет мелкие неровности, которые врастают в отверстие корпуса.
b) Запрессуйте втулку с помощью шпинделя задней бабки токарного станка.
c) Забейте втулку мягким материалом, например, алюминием.
d) Снимите концевой раструб и с помощью гидравлического пресса вставьте втулку.
д) Нагрейте концевой раструб горелкой.
Буквы b, c и d имеют очевидный недостаток, заключающийся в необходимости переустановки концевого раструба, а также плохой захват втулки в отверстии.
Буква е имеет несколько проблем: требуется время и газ, чтобы нагреть концевой раструб; нагрев концевого раструба заставляет его расширяться относительно кулачков патрона; искажая их.После того, как концевой раструб остынет, он может ослабнуть в патроне. Вы должны дождаться, пока концевой раструб остынет до комнатной температуры, прежде чем закончить отверстие. Иногда концевые раструбы нагрева могут привести к их необратимой деформации.
Чистовая обработка гильзы:
После того, как втулка установлена в концевой раструб, можно приступить к чистовой расточке. Используйте ту же процедуру растачивания, которая использовалась для обработки концевого раструба для установки втулки.
Обычно небольшая часть гильзы выступает из корпуса.Сделайте пробный разрез только на этой части рукава. Измерьте диаметр и отрегулируйте соответственно и сделайте еще один пробный разрез. Как только вы достигнете желаемого конечного диаметра в расширенной части втулки, вы можете безопасно приступить к чистовой обработке отверстия, используя точную подачу. Иногда требуется легкая шлифовка, чтобы улучшить качество поверхности.
Теперь обработайте выступающую кромку и добавьте небольшую фаску, чтобы концевой раструб начинался над подшипником. Ваш ремонт завершен.
1.Какой диаметр втулки?40 тыс. осталось выключить машину. 2. Какой минимальный или максимальный размер прессовой посадки?
2 тыс. —– формула: 1/2 тыс. на дюйм по диаметру. 3. Какова термоусадка между втулкой и валом?
2 тыс. 4. Какая толщина рукавов?
1/8 ″ -1/4 ″ для больших размеров.
5. Какова твердость чугуна по Роквеллу?
25-30 Роквелл.
6. Почему I.D. рукава не закончена?
Если есть проблемы с вдавливанием втулки,
Например:
a) корпус не просверлен для точной посадки с прессовой посадкой .002 ″
b) мельчайшие частицы грязи попадают между втулкой и корпусом
c) втулка запрессована изогнутой и т.I.D. рукава изменится или исказится. В этом случае отказ подшипника неизбежен.
Ремонтная втулка вала— Руководство по снятию и установке втулки: Barnwell
Как снять и установить ремонтную втулку вала
Это руководство по процессу снятия и установки ремонтной втулки вала / вторичной втулки / износной втулки вала.Если вы не уверены, всегда читайте инструкции или свяжитесь с членом команды сегодня.
Фитинг
- Очистите поверхность, на которой уплотнение изнашивает вал. Отшлифуйте и отполируйте любые заусенцы или шероховатости.
- Измерьте в трех положениях неизношенную часть вала и усредните показания в случае, если вал имеет неправильную форму. Выберите подходящую втулку в пределах диапазона диаметров из следующей таблицы. Втулки устанавливаются на вал с натягом.Никакого цемента не требуется.
- Если вал имеет глубокие зазубрины, заполните канавку эпоксидным наполнителем. Установите втулку до того, как наполнитель затвердеет.
- Если канавка не требует заполнения, нанесите тонкий слой незатвердевающего герметика на внутреннюю поверхность втулки.
- Отметьте положение, которое втулка должна занимать на валу, чтобы закрыть следы износа. Втулку необходимо надевать на изношенную область, а не просто на дно или оставлять нависать над концом вала или концом со скошенной фаской.
- Поместите установочный инструмент на втулку. Фланцевый конец втулки сначала идет на вал.
- Осторожно постучите по центру инструмента молотком, пока втулка не закроет изношенную поверхность уплотнения. Если монтажный инструмент, поставляемый с гильзой, слишком короткий, можно заменить отрезок трубы с прямоугольным концом без заусенцев.
- Если не требуется зазор, оставьте фланец втулки нетронутым. Используйте боковые кусачки, чтобы оторвать фланец от поверхности уплотнения и скрутить его в спираль.Фланец выйдет из строя по линии предварительного разреза.
- Проверьте вал на наличие заусенцев (которые могут повредить уплотнение).
- Смажьте конец втулки при установке уплотнения.
- Выполните установку уплотнения и подшипника.
Удаление
Предлагаемые методы удаления включают:
- Нагрев — в результате чего муфта часто расширяется настолько, что ее можно снять
- Кусачки — которые могут эффективно «оторвать» или «оторвать» втулку от вала, начиная с фланца или рядом с ним, используя вращательное движение.
- Растяжка — со снятым фланцем используйте небольшой молоток с шариковой ручкой, чтобы «проткнуть» одну или несколько линий по всей ширине втулки.
M Barnwell Services предлагает широкий ассортимент высококачественных, простых в установке износных втулок вала из нержавеющей стали / комплектов для ремонта вала / Redi-втулок, предназначенных для предоставления быстрых и недорогих решений.Для применений, требующих еще более высокого уровня абразивного износа, специальный ассортимент золотых рукавов SKF также доступен со склада.
Чтобы получить дополнительную информацию о нашем превосходном ассортименте имеющихся на складе комплектов для ремонта вала, загрузите брошюру или свяжитесь с нами сегодня.
Как устанавливаются и применяют гильзы Century Line
Типовые области применения
Гильзы Century-Line® модели CS в сочетании с EPDM (синий) с низким показателем твердости (синий) Модульные уплотнения Link-Seal®
МанжетыCentury-Line® модели CS идеальны для строительства наливных стен.Изготовленные из термопласта HDPE, они легкие и удобные в обращении. Литые водонепроницаемые и усиливающие ребра служат для фиксации рукава в стене и противостоят силам заливки. Предусмотрены заглушки для гвоздей, чтобы упростить и точно разместить формы. Гильзы доступны в различных диаметрах от 50 мм (2 дюйма) до 628 мм (25 дюймов). В случае смены поля их можно укоротить обычными ручными инструментами.
Втулки Century-Line в опалубке
Полый водяной стопорный хомут и заглушки для гвоздей упрощают установку.Уникальная водонепроницаемая манжета действует как компенсатор, регулируя (до 1/2 ″ — 12,7 мм) толщину стены. Кроме того, заглушки для гвоздей могут быть прибиты к бетонным формам, и при снятии с залитого бетона они образуют гладкую скошенную поверхность на бетонных поверхностях.
Гильзы Century-Line из торкретбетона
Для торкретбетона втулки Century-Line® легко устанавливаются на опалубку стены с помощью стержня с резьбой, а торцевые заглушки защищают проход втулки во время формирования стены.
Бетонные рукава Century-Line
Торцевые заглушки специальной конструкции представляют собой идеальный метод крепления муфт Century-Line к бетонным опалубкам. Торцевые крышки обеспечивают сохранение круглой формы рукава во время заливки. Помимо защиты от влажного бетона, они также предотвращают попадание грязи в рукав во время засыпки или промежуточного периода строительства.
Инструкции по установке
РукаваCentury-Line легкие и легко устанавливаются одним строителем.Для установки не требуются специальные инструменты или оборудование.
Шаг 1: Измерьте осевую линию, чтобы установить торцевую крышку втулки Century-Line®.
Шаг 2: Пригвоздите одну из торцевых заглушек к отмеченной центральной линии.
Шаг 3: Поместите втулку Century-Line® на торцевую крышку. При резке в полевых условиях гильзы нестандартной длины из углеродистой стали общая длина гильзы и торцевых заглушек должна быть на 6 мм (1/4 дюйма) больше, чем толщина стенки.
Примечание. Чтобы обеспечить минимальную миграцию воды, отцентрируйте гидрозатвор в стене, отрезав одинаковые отрезки от каждого конца рукава, за исключением случаев, указанных ниже.
Шаг 4: Установите вторую торцевую крышку на втулку. Убедитесь, что колпачок вставлен правильно
Шаг 5: Для дополнительной устойчивости может потребоваться закрепить втулку проволокой на арматуре. Плотно вставьте вторую заглушку, проверьте правильность положения второй заглушки, проверьте длину втулки и закройте форму.
Шаг 6: После заливки и отверждения бетона снимите торцевые заглушки с помощью отвертки или лома.Торцевые заглушки могут быть заменены для защиты рукава до тех пор, пока не будет проведен проход трубы
Щелкните здесь, чтобы загрузить Как установить рукава Century-Line®
Щелкните здесь, чтобы посмотреть видео по установке рукавов Century LineСтол для установки и резки
Толщина стенки Срез с левого конца Размер A Отрезок с правого конца Размер B 16 дюймов 0,0 ” 7,125 дюйма 0.0 ” 7,125 дюйма 14 дюймов 0,875 ” 6,125 дюйма 0,875 ” 6,125 дюйма 12 дюймов 1,875 дюйма 5,125 дюйма 1,875 ” 5,125 дюйма 10 дюймов 2.375 ” 4,625 дюйма 3.375 ” 3,625 дюйма 8 дюймов 2.375 ” 4,625 дюйма 5,375 ” 1,625 ” Техническая поддержка
Как установить обжимные втулки
Создание обжимной кабельной сборки
Сделайте проушину, пропустив кабель через муфту и сдвинув ее назад.
Перед обжимкой убедитесь, что «обрезанный конец» кабеля выступает на длину не менее 2 диаметров кабеля. Это обеспечит полный контакт с кабелем при расширении рукава во время обжима.
Поместите втулку в губки инструмента.
Обратите внимание на правильную ориентацию полости обжимного инструмента с алюминиевой втулкой.
Втулка всегда должна быть выровнена вертикально, а не горизонтально.
Установив гильзу в правильное положение, сделайте первую обжимку, сжимая ручки обжимного инструмента вместе, пока губки не закроются полностью.
Для каждого размера рукава существует предписанное количество обжимных обжимов, которые необходимо сделать.
В случае этой-дюймовой втулки требуется 4 обжима.
Обязательно оставьте небольшое пространство между каждым изгибом. Готовая сборка должна выглядеть, как показано.
Обжимных муфт на втулку
Для втулок разного размера потребуется разное количество обжимных муфт.
Для втулок размером 1/16 дюйма и 3/32 дюйма требуются 2 обжимки.
Для втулок размером 1/8 дюйма и 5/32 дюйма требуется 3 обжима.
4 обжима требуется для гильз 3/16 дюйма и ¼ дюйма.
5 обжимок требуется для гильз 5/16 дюйма и 3/8 дюйма.
Последовательность обжима
При выполнении нескольких обжимок важно соблюдать правильная последовательность для втулки каждого размера.
На диаграмму здесь можно сослаться для последовательности обжима гильз разных размеров
Используя соответствующую полость для манометра, наденьте манометр на втулку.
Если калибр поворачивается вокруг области обжима обжима свободно, тогда вы узнаете, что это было сделано правильно.
Если калибр не скользит по области обжима обжимки, используйте инструмент для обжатия еще раз, чтобы убедиться, что втулка была полностью сжата.
Эффективность заделки
При правильном обжатии прочность заделки составляет 90% от прочности кабеля на разрыв.
Кабель с виниловым покрытием
Кабель с виниловым покрытием никогда не рекомендуется обжимать поверх винилового покрытия. Это сделает окончание намного более слабым.
Рекомендуется отрезать винил достаточно глубоко, чтобы гильза напрямую касалась кабеля.
Соединение внахлест
Используя тот же метод обжатия, можно выполнить соединение внахлест для соединения двух частей кабеля.
Не забудьте оставить небольшой участок между рукавами.
Вытяните конец кабеля за внешний край муфты как минимум на 2 диаметра кабеля.
На гильзу требуется такое же количество обжимных обжимов, какое требуется при изготовлении петли для проушины.
E-Rigging также имеет гильзы из цинково-медных песочных часов, которые рекомендуются для кабелей из нержавеющей стали.
= «assets>Важно отметить, что алюминиевые гильзы НЕ рекомендуются для кабелей из нержавеющей стали из-за возможности коррозии алюминия при контакте с нержавеющей сталью. Со временем это может привести к ослаблению контакта между гильзой и кабелем. и производить небезопасную сборку
Компания E-Rigging предлагает ручные прессы марки Tyler Tool
Доступно 5. Все размеры имеют кованые головки, порошковое покрытие и прочные резиновые ручки.
Инструмент 14 дюймов обжимает втулки 1/16, 3/32 и 1/8 дюйма. Инструмент 24 дюйма обжимает втулки 1/16, 3/32, 1/8, 5/32 и 3/16. Гильзы 1/16, 3/32, 1/8, 5/32 и 3/16, как 24-дюймовый инструмент.Мы надеемся, что это, возможно, ответило на некоторые из ваших вопросов о сменных рукавах.
Мы с нетерпением ждем возможности помочь вам завершить ваш следующий проект такелажа.
= «активы>CR Инструкции по установке гильзы SKF Speedi
CR Инструкции по установке гильзы SKF SpeediМагазин не будет работать корректно, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
перейти к содержаниюЭксперты по запчастям для тяжелых грузовиков! Интернет-магазин 24-7
Закрывать13 февраля 2017 г.
- Дом
- Блог
- CR SKF Speedi Рукав Инструкции по установке
CR Инструкция по установке гильзы SKF Speedi
Установка SPEEDI-SLEEVE® — Новая жизнь изношенных коленчатых валов
Иногда при замене уплотнения коленчатого вала технические специалисты обнаруживают, что износ вала настолько велик, что почти наверняка возникнут утечки масла даже после установки нового сменного уплотнения.
Раньше выходом было либо заменить коленчатый вал, либо переделать его поверхность. Любой выбор был дорогостоящим.
Не так с лучшей альтернативой сегодня: SKF SPEEDI-SLEEVE®. Эти тонкостенные ремонтные втулки вала из нержавеющей стали могут незамедлительно помочь, когда коленчатому валу требуется новая уплотнительная поверхность.
Низкозатратный рукав SPEEDI-SLEEVE быстро и легко надевается на изношенную область и обеспечивает более твердую поверхность, чем новый вал. Уплотнение того же размера (как и заменяемое) плотно прилегает к новой поверхности.И каждый SPEEDI-SLEEVE поставляется в комплекте с одноразовым установочным инструментом.
Вот как установить SKF SPEEDI-SLEEVE:.
- Очистите контрповерхность уплотнения на валу. Зачистите заусенцы или неровности.
- Измерьте диаметр втулки на неизношенной части вала (см. Рис. 1) . Измерьте в трех положениях и усредните показания (чтобы убедиться, что вал находится в пределах рекомендуемых характеристик). Если средний диаметр находится в пределах данного размера втулки, в втулку встроена плотная посадка, чтобы предотвратить ее скольжение или вращение без использования клея.
- Определите, где должна быть расположена втулка, чтобы закрыть след износа уплотнения. Измерьте точную точку или отметьте прямо на поверхности. Втулку необходимо надевать на изношенную область, а не только на дно или оставлять заподлицо с концом вала.
- Мелкие канавки износа не требуют заполнения. По желанию можно нанести тонкий слой незатвердевающего герметика, например Loctite 209 можно наносить на поверхность внутреннего диаметра втулки. Удалите герметик, который попадает на поверхность внешнего диаметра вала или втулки.
- Если вал имеет глубокие зазубрины (см. Примечание выше), заполните канавку порошкообразным металлическим эпоксидным наполнителем *. Установите втулку до того, как наполнитель затвердеет, чтобы втулка стерла излишки наполнителя. Удалите остатки наполнителя с поверхности наружного диаметра втулки.
6. Фланец втулки сначала входит в вал. Затем поместите установочный инструмент на втулку (см. Рис. 2).
- Осторожно постучите по центру установочного инструмента, пока втулка не закроет изношенную поверхность уплотнения (см. Рис.3). Если монтажный инструмент слишком короткий, можно использовать отрезок трубы с прямоугольным концом без заусенцев. Убедитесь, что внутренний диаметр трубы такой же, как у установочного инструмента. Будьте осторожны, чтобы не поцарапать внешний диаметр прецизионной шлифованной втулки.
- Оставьте фланец нетронутым, если не требуется зазор. Если фланец необходимо снять, разрежьте фланец перпендикулярно отрывной канавке с помощью ножниц по металлу. Врезать только в отрывной паз, а не на готовую поверхность втулки.После установки втулки с помощью стандартных плоскогубцев согните
фланец вперед и назад по окружности и вдоль оси вала (см. Рис. 4). Фланец выйдет из строя по отрывной канавке. В качестве альтернативы возьмитесь за фланец от поверхности уплотнения и скрутите его в спираль, стараясь не отрывать конец втулки от вала, иначе на нем останется неровный край. Снятие фланца должно производиться осторожно, чтобы не повредить наружный диаметр втулки.- После установки втулки еще раз проверьте, нет ли заусенцев, которые могут повредить уплотнение.
- Смажьте муфту системной средой перед установкой уплотнения.
- Приступите к установке уплотнения.
Снятие СКОРОСТНОГО РУКАВА
SPEEDI-SLEEVE можно снять, нагревая втулку с помощью электрического нагнетателя, который расширит ее настолько, чтобы она могла соскользнуть с вала, не вызывая повреждений. В качестве альтернативы, втулка может быть снята любым из следующих способов, всегда соблюдая осторожность, чтобы не повредить поверхность вала
— сняв натяжение прессовой посадки с помощью небольшого молотка, чтобы протереть ее по всей ширине втулки
— с помощью холода. долото, чтобы прорезать втулку
— с помощью пары кусачков, начиная с фланца или рядом с ним, и прикладывая вращательное движение.Обратите внимание, что СКОРОСТНОЙ РУКАВ нельзя использовать повторно.
* Loctite «Quickmetal» (# 66010) или аналогичный подходит для заполнения глубоких канавок и при желании может использоваться в качестве клея или герметика. Однако использование клея может несколько затруднить снятие втулки.
Информация предоставлена SKF
