Как работает нагрев металлов током высокой частоты. Какие преимущества дает этот метод по сравнению с традиционным нагревом. Где применяется индукционный нагрев в промышленности. Какие существуют схемы и оборудование для ТВЧ-нагрева.Теперь перейду к написанию основного текста статьи с SEO-оптимизированными подзаголовками:
Принцип работы индукционного нагрева металлов
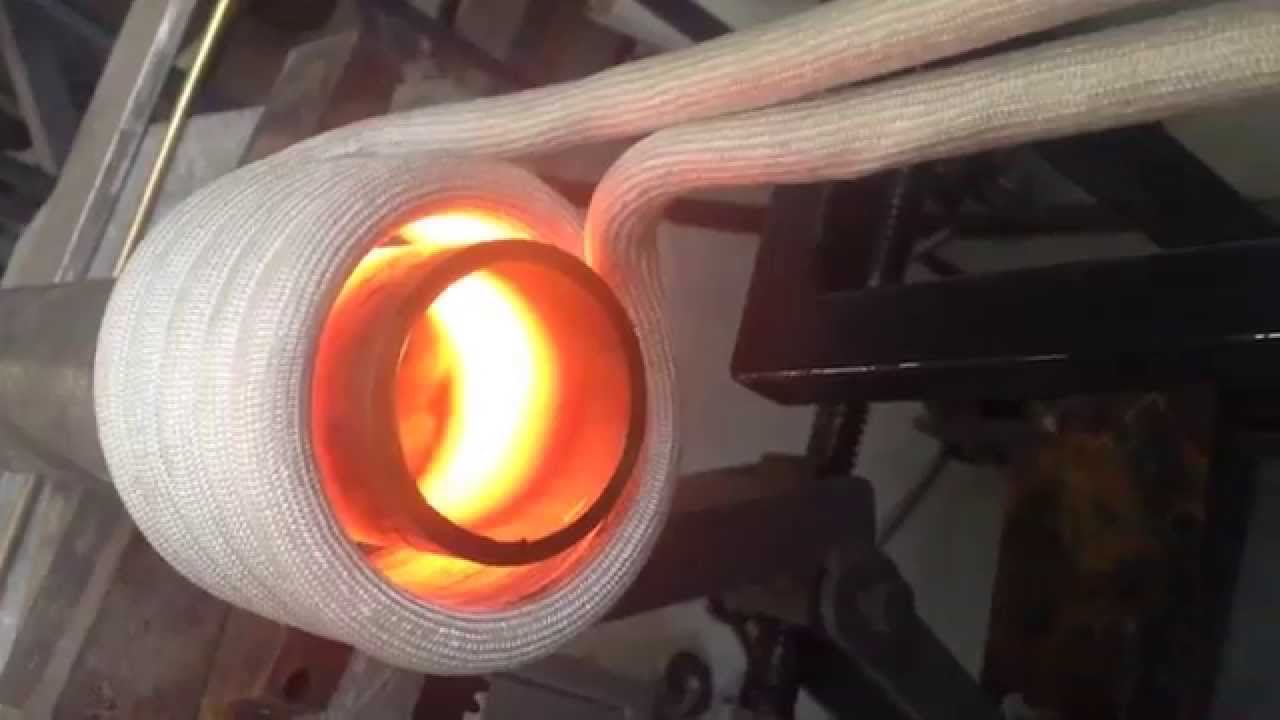
Индукционный нагрев металлов током высокой частоты (ТВЧ) основан на явлении электромагнитной индукции. При помещении металлической заготовки в переменное магнитное поле в ней возникают вихревые токи, которые и вызывают нагрев. Как это происходит?
- Металлическая заготовка помещается внутрь индуктора — катушки с током.
- По индуктору пропускают переменный ток высокой частоты (обычно от 1 до 1000 кГц).
- Переменный ток создает вокруг индуктора переменное магнитное поле.
- Это поле наводит в металле вихревые токи (токи Фуко).
- Вихревые токи вызывают нагрев металла за счет его электрического сопротивления.
Таким образом, при индукционном нагреве тепло выделяется непосредственно внутри металла, а не подводится снаружи, как при нагреве в печи. Это обеспечивает высокую скорость и эффективность нагрева.

Преимущества индукционного нагрева металлов
Нагрев металлов током высокой частоты имеет ряд существенных преимуществ по сравнению с традиционными методами нагрева в печах:
- Высокая скорость нагрева — до нескольких сотен градусов в секунду
- Возможность локального нагрева заданных участков детали
- Отсутствие окисления и обезуглероживания поверхности
- Высокий КПД и энергоэффективность процесса
- Легкость автоматизации и встраивания в производственные линии
- Экологическая чистота — отсутствие вредных выбросов
- Улучшение условий труда для персонала
Эти преимущества обусловили широкое применение индукционного нагрева в современной промышленности.
Области применения ТВЧ-нагрева металлов
Нагрев металлов током высокой частоты используется в различных отраслях промышленности:
Металлургия
- Плавка металлов и сплавов
- Нагрев заготовок перед горячей обработкой давлением
- Термообработка металлов и сплавов
Машиностроение
- Поверхностная закалка стальных деталей
- Пайка и сварка металлов
- Нагрев деталей перед горячей посадкой
Автомобилестроение
- Закалка коленчатых и распределительных валов
- Нагрев заготовок перед штамповкой
- Пайка радиаторов и теплообменников
Трубное производство
- Сварка труб большого диаметра
- Термообработка сварных швов
- Нагрев труб перед нанесением покрытий
Это лишь некоторые примеры использования индукционного нагрева в промышленности. Сфера его применения постоянно расширяется.
Оборудование для индукционного нагрева металлов
Для реализации нагрева металлов током высокой частоты используется специальное оборудование, основными элементами которого являются:
- Генератор ТВЧ — источник переменного тока высокой частоты
- Индуктор — катушка, создающая переменное магнитное поле
- Конденсаторная батарея — для компенсации реактивной мощности
- Система охлаждения — для отвода тепла от индуктора и генератора
- Система управления — для контроля параметров нагрева
Существуют различные типы индукционных нагревателей, различающиеся мощностью, рабочей частотой, конструкцией индуктора. Выбор конкретного оборудования зависит от задач нагрева и свойств обрабатываемых деталей.
Расчет и проектирование индукционных нагревателей
Проектирование установок для индукционного нагрева металлов требует учета множества факторов:
- Электрофизические свойства нагреваемого металла
- Геометрические размеры и форма заготовок
- Требуемая температура и скорость нагрева
- Распределение температуры по сечению детали
- КПД и энергетические показатели установки
Для расчета параметров индукционных нагревателей применяются специальные методики и компьютерное моделирование. Это позволяет оптимизировать конструкцию и режимы работы оборудования.

Перспективы развития индукционного нагрева металлов
Технология нагрева металлов током высокой частоты продолжает активно развиваться. Основные направления совершенствования:
- Повышение энергоэффективности и КПД установок
- Расширение частотного диапазона генераторов
- Создание специализированных индукторов сложной формы
- Разработка новых схем управления процессом нагрева
- Применение современных полупроводниковых приборов
Это позволит еще больше расширить сферу применения индукционного нагрева и повысить его эффективность в промышленности.
Сравнение индукционного нагрева с другими методами
Чтобы лучше понять преимущества нагрева металлов током высокой частоты, сравним его с другими распространенными методами нагрева:
| Метод нагрева | Преимущества | Недостатки |
|---|---|---|
| Индукционный (ТВЧ) |
— Высокая скорость — Отсутствие окисления — Возможность локального нагрева — Высокий КПД |
— Высокая стоимость оборудования — Сложность расчета режимов |
| Газопламенный |
— Простота оборудования — Низкая стоимость |
— Низкая скорость нагрева — Окисление поверхности — Неравномерность нагрева |
| Электропечи сопротивления |
— Равномерный нагрев — Точный контроль температуры |
— Низкая производительность — Высокое энергопотребление — Большие габариты |
Как видно из сравнения, индукционный нагрев обладает рядом уникальных преимуществ, которые делают его незаменимым во многих технологических процессах.

Ответы на часто задаваемые вопросы
Какие металлы можно нагревать индукционным методом?
Индукционным методом можно нагревать любые электропроводные материалы. Наиболее эффективен нагрев ферромагнитных металлов (железо, сталь, никель). Также хорошо нагреваются медь, алюминий, титан и их сплавы.
До какой температуры можно нагреть металл током высокой частоты?
Теоретически, индукционным методом можно нагреть металл до любой температуры, вплоть до температуры плавления. На практике обычно нагрев ограничивают температурой 1200-1300°C для сталей и 600-800°C для цветных металлов.
Как влияет частота тока на глубину нагрева?
Чем выше частота тока, тем меньше глубина проникновения магнитного поля в металл. Соответственно, при высоких частотах (сотни кГц) нагрев происходит в тонком поверхностном слое. При низких частотах (единицы кГц) прогревается весь объем металла.
Насколько энергоэффективен индукционный нагрев?
КПД современных индукционных нагревателей достигает 70-90%, что значительно выше, чем у печей сопротивления или газовых печей. Это делает индукционный нагрев одним из самых энергоэффективных методов термообработки металлов.

НАГРЕВ МЕТАЛЛОВ ТОКОМ ВЫСОКОЙ ЧАСТОТЫ
Чтоб нагреть до красна или даже расплавить небольшой металлический предмет в домашних условиях, совсем не обязательно раскочегаривать печку и переводить топливо — современные технологии позволяют для этого задействовать токи высокой частоты (ТВЧ). И простейшей (и самый распространённой) схемой индукционного нагревателя металлов будет мультивибратор на полевых транзисторах. По крайней мере эти модули с китайских сайтов собирают как раз по такой схеме. Далее смотрите 2 модели, отличающиеся мощностью и, конечно, ценой.
Индукционный нагреватель на 50 ватт
ZVS50 — модуль индукционного нагрева начального уровня, питание модуля допустимо даже от батарей с напряжением до 12 вольт, то есть как от автономного питания, так и от сетевого БП. Цена на www.banggood.com примерно $8.
- Входное напряжение: 5-12 В
- Размеры платы: 5,5 х 4 х 2 см
- Размер катушки: длина 2.8, диаметр 2 см
Индукционный нагреватель на 1000 ватт
ZVS1000 — модуль индукционного нагрева металлов токами высокой частоты, с мощностью до 1000w. Средняя цена $35.
Средняя цена $35.
Данный блок индукционного нагрева использует источник питания постоянного тока 12-48 В, максимальный ток 20 А, максимальная мощность 1000 Ватт. Может быть использован для обработки мелких деталей: закалка, отжиг и другая термической обработка. Также может быть использован с тиглем, чтоб плавить золото, серебро, медь, алюминий и другие металлы. Быстрый и равномерный нагрев, что очень удобно для ювелиров.
- Внутренний диаметр катушки: 40 мм
- Высота катушки: 50 мм
- При 48 В без нагрузки ток 5 А
Чем выше напряжение, тем больше ток нагрева, а значит и мощность передаваемая в металл. Катушка может принять внутрь 40 мм тигель. Использовать устройство надо с блоками питания соответствующей мощности и поставить на радиатор кулер охлаждения.
Размер объекта, что нагревается внутри индукционной катушки не может превышать 1/4 объема, иначе может произойти перегрузка и сгорание схемы. Хотя эта схема может временно выдержать 30 А — для долгосрочной работы ток не должен превышать 20 А для безопасной работы.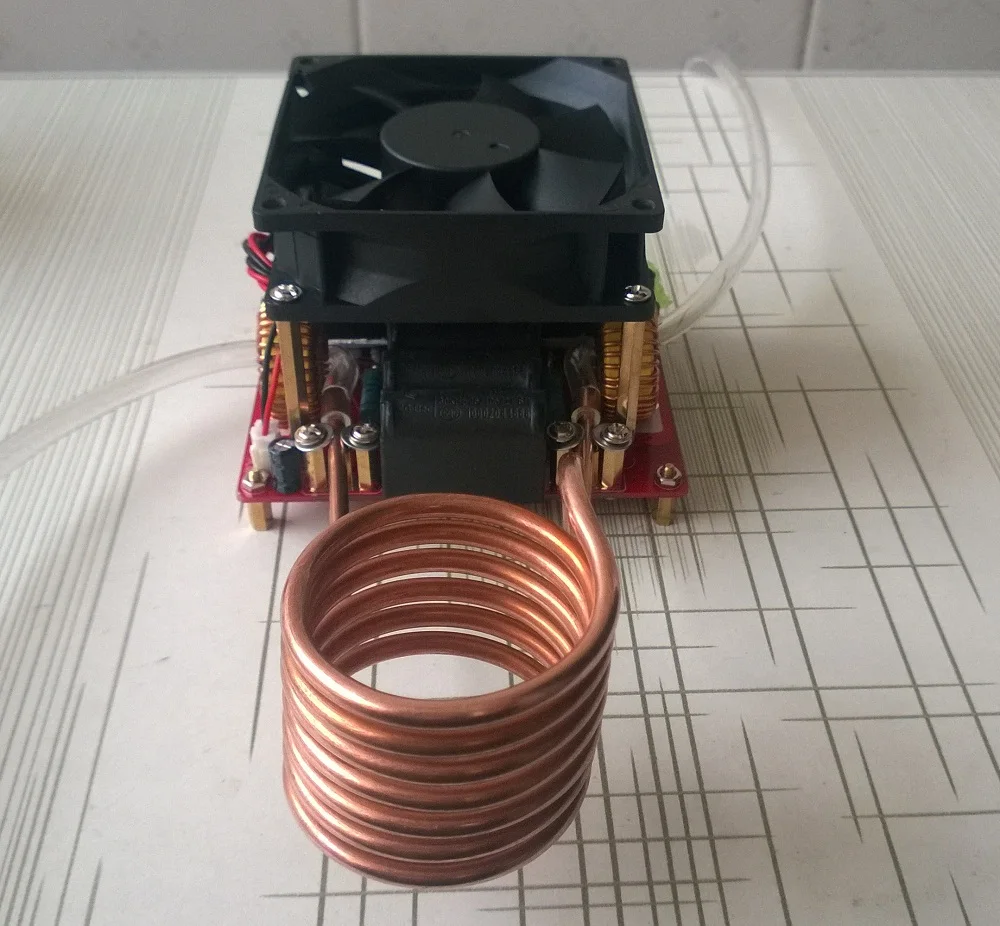 2Rt
2Rt
Это общая формула, которая не показывает и не определяет конкретных температур в зоне соединения при нагреве его сварочном током.
Однако надо помнить, что величина R и I в значительной мере зависит от длительности протекания этого тока.Контактные машины конструктивно изготовлены так, что наибольшее количество теплоты выделяется между электродами.
У шовной точечной сварки наибольшее количество участок электрод-электрод, общее количечтво сопротивления складываются из сопротивления электрод- деталь + деталь- деталь+ деталь+ электрод- деталь
Rээ= 2Rэд+Rдд+2Rд
Все составляющие общего сопротивления Rээ непрерывно изменяются в течении термического цикла сварки.
Контактное сопротивление – Rдд является самым большим по величине, т.к. контактирование осуществляется по микровыступам и площадь физического контакта мала.
Кроме того на поверхности детали присутствуют окисные плёнки и различные загрязнения.
Т.к. свариваем в основном стали и сплавы, обладающие значительной прочностью, то полное смятие микроенровностей происходит лишь при нагреве их сварочным током до тепмератур около 600градС
Сопротивление в контакте электрод- деталь значительно меньше Rдд, т. к. более мягкий и более высокотеплоэлектропроводный материал электродов активно внедряется между выступов микронеровностей деталей.
к. более мягкий и более высокотеплоэлектропроводный материал электродов активно внедряется между выступов микронеровностей деталей.
Повышенное сопротивление в контактах также из-за того, что в контактных областях резкое искривление линии тока, что определяет более высокое сопротивление за счёт увеличиния пути тока.
Сопротивление контактов Rдд и Rэд в значительной мере зависит от очистки поверхности под сварку.
Измеряя 2 пластинки, толщиной 3мм очень сильно сжатые 200Н по схеме амперметр-вольтметр, получили следующие значения:
R=U/I
Зачистка поверхностей кругом и шлифованием: 100мкОм
Вывод: шлифовать
На практике применяют травление ( при сварке больших поверхностей), обработка поверхностей металлическими щётками, пескоструйная и дробеструйная обработка.
При контактной сварке стараются применять холоднокатаный прокат на поверхности которого могут быть остатки масла.
Если нет ржавчины на поверхности, то достаточно обезжирить свариваемые поверхности.
Контактное сопротивление чистых, но покрытых окисью деталей уменьшается с ростом усилий сжатия. Это объяснятся большей деформацией микровыступов.
Включаем ток, наибольшая плотность линии тока сосредотачивается на ювенильных поверхностях. Ток через контакты, образовавшегося при деформации микровыступов.
В начальный момент времени плотность тока в материале детали меньше, т.к. линии тока распостранены относительно равномерно, а в контакте деталь- деталь ток течёт только через зоны проводимости, следовательно, плотность тока выше, чем в основной массе детали и тепловыделения и нагрев в этой области более значительны.
Металл в контакте станет пластичным. Он деформируется под действием сварочного усилия, площадь проводящих контактов будет возрастать и при достижении t=600 градС ( ерез сотые доли секунды) микровыступы полностью деформируются, окисные плёнки частично разрушаться, частично диффундируют в массу детали и роль контактного сопротивления Rдд перестанет быть первостепенной в процессе нагрева.![]()
Однако к этому моменту температура в области контакта деталь-деталь будет наиболее высокой, удельное сопротивление материала ρ — наибольшее и тепловыделение будет более интенсивным всё равно в этой зоне.
При достаточных плотностях тока длительности его протекания именно там начинается плавление металла.
Появлению изотермы плавления именно в контакте деталь-деталь будет способствовать наименьший теплоотвод из этой области, собственное сопротивление детали.
Собственное сопротивление детали
Rд=, где
S- сечение проводника
S=
Rд = *A
Коэффициент А увеличивает растекание линии тока в массу детали, при этом происходит увеличение реальной площади растекания
dk- диаметр растекания
А= 0,8-0,95, зависит от твёрдости материала, а в большей степени от удельного сопротивления.
От соотношения dk/δ= 3-5 А=0,8
Очевидно, что сопротивление детали зависит от толщины, это учитывается коэффициентом А и от удельного электрического сопротивления материала детали ρ, оно зависит от химического состава.
Кроме этого удельное сопротивление зависит от температуры
ρ(t)=ρ0*( 1+αp*T)
В процессе сварки при протекании тока t измеряется от контактной до tпл и выше
Tпл=1530 градС
При достижении tпл удельное сопротивление скачком увеличивается.
αρ- температурный коэффициент
αρ=0,004 1/градС- для чистых металлов
αρ=0,001-0,003 1/градС- для сплавов
Значение αρ падает с увеличением степени лигирования.
С ростом температуры металл как в контакте, так и в основной массе под электродами деформируется, площадь контакта возрастает и если рабочая повехность электродов сферическая, то площадь контакта может увеличиваться в 1,5-2 раза.
График изменения сопротивления в процессе сварки.
В начальный момент времени сопротивление детали растёт вследствие увеличения температуры и роста удельного электрического сопротивления , затем метал становится пластичным и начинает увеличиваться площадь контакта вследствие вдавливания электродов в поверхность детали, а также увеличение размеров площади контакта деталь-деталь.
Общее сопротивление будет снижаться по мере выключения сварочного тока. Однако это справедливо для сварки углеродистых и низколегированных сталей.
Для сварки жаропрочных Ni и Cr сплавов, сопротивление может даже вырастать.
Электрическое и температурное поле.
Закон Джоуля-Ленца Q=IRt показывает тепловыделение в токоведущих элементах, а происходят ещё процессы теплоотвода.
Благодатя активному охлаждению электродов и увеличению теплоотвода в них получаем чечевицеобразную форму литого ядра.
Но такую форму не всегда удаётся получить, особенно при сварке разнородных, разнотолщинных материалов и тонких деталей.
Зная характер температурного поля в зоне сварки можно проанализировать:
1) Размеры литого ядра.
2) Размер ЗТВ (структуры)
3) Величину остаточных напряжений, т.е. свойства соединений.
Температурное поле- совокупность температур в различных точках детали в определённый момент времени.
Точки с одинаковой температурой, соединённые линией называются изотермой.
Размер чистого ядра на микрошлифе называет изотерму плавления по границам литого ядра.
В конечном счёте на температуру и размер изотермы плавления т.е. литого ядра, влияет в основном сопротивление детали.
Основоположник- Гельман, взял две детали 2+2мм, отшлифовал, протравил и получил литое ядро; взял детали и получил тоже литое ядро.
Однако трудности, возникающие при сварке разнородных толщин вынуждают исследовать распределение тепловых полей в зоне сварки.
Плотность тока – это количество зарядов, проходящих в течение 1 секунды через малую площадку, перпендикулярную направлению движения зарядов, отнесенная к длине ее поверхности.
Для использования вычислительной техники разбивают на большое количество ячеек (сетку)
В каждой ячейке считается ее потенциал .
h – размер ячейки сетки
По программе определяем плотность тока в каждой ячейке, строим по сечениям распределение плотности тока.
Распределение плотностей тока показывает лишь зоны, где будет происходить нагрев без учета теплоотвода, нам надо знать распределение температур в зоне сварки.
Для этого используют уравнение Фурье в дифференциальной форме:
Также по теме:
Токи шунтирования. При шовной сварке.
Свариваемость. При контактной точечной и шовной сварке.
Нагрев посредством электричества » Привет Студент!
Нагрев металла в пламенных печах идет от наружных слоев к внутренним; следовательно, возможность нагрева здесь обусловлена неравенством
t> t1 > t2 ,
где t — температура рабочего пространства печи;
t1 — температура поверхностных слоев нагреваемого предмета;
t2 — температура внутренних слоев его.
Так как процесс передачи тепла от печи ко всей массе нагреваемого металла не мгновенен, то приведенное неравенство практически остается в силе почти в течение всего времени нагрева металла в пламенной печи, вследствие чего и рекомендуется, как было сказано выше, не допускать слишком быстрого нагрева, могущего вызвать трещины в нагреваемой заготовке.
С другой стороны, при чрезмерно длительном нагреве металл приобретает крупнозернистое строение (перегрев), и при взаимодействии с печными газами в верхних слоях заготовки может измениться его химический состав (пережог).
Результатом перегрева является снижение механических качеств металла; пережог приводит к порче изделия.
Наконец, для получения хорошего качества металла в изделии необходимо нагревать его перед обработкой давлением до определенной температуры. Эта температура определяется, с одной стороны, стремлением облегчить деформирование металла, с другой — соображениями о недопущении излишнего роста зерна. В целях облегчения процесса обработки металла желателен максимальный нагрев, если же поставить целью лишь получение возможно мелкой структуры в изделии, желателен низкий нагрев с применением соответственно более мощного орудия обработки. Однако нагрев металла в процессе обработки его давлением не может быть ниже определенной величины; эта величина определяется из соображений недопущения наклепа обрабатываемого металла.
Таким образом, процесс нагрева металла при обработке его давлением требует выполнения ряда условий относительно скоростей и температур нагрева.
Удовлетворение всех этих требований при нагреве металла в пламенных печах даже в лабораторных условиях достаточно трудно, а в цеховой обстановке часто невозможно. Еще более трудно это сделать в случае нагрева металла в кузнечном горне.
Значительные трудности регулирования процесса нагрева металла в пламенных печах являются причиной большого количества брака изделий, получаемых обработкой давлением, именно по нагреву: если все виды брака поковок (при массовом производстве) принять за 100%, то на брак по нагреву следует отнести около 25 %.
Атмосфера рабочего пространства заводских пламенных печей, кроме специальных муфельных, практически всегда является окислительной. Поэтому нагрев металла в пламенных печах сопровождается образованием окалины. Кроме больших потерь металла на угар, следствием окалины является брак изделий, получаемых в штампах, и порча самих штампов.
Перечисленные недостатки процесса нагрева металла в пламенных печах в значительной мере устраняются применением электрических нагревательных устройств.
Нагревать металл электрическим током перед обработкой его давлением можно тремя способами: в печах с нагревательными элементами, заделанными в стенках печи, пропусканием тока через нагреваемый металл (контактный метод) и индукционным методом.
Печи с нагревательными элементами не имеют большого распространения в кузницах вследствие трудности получения в них требуемых достаточно высоких температур, дороговизны, частой порчи и неэкономичности. Кроме того, в этих печах, так же как и в пламенных, нагрев металла идет от наружных слоев к внутренним,в следствие чего эти печи имеют ряд недостатков, свойственных и пламенным печам.
При нагреве металла контактным методом нагреваемый предмет помещается между зажимами, соединенными с полюсами источника тока.
По мере нагрева металла сопротивление его увеличивается, поэтому нагревательные приборы снабжают реостатами, при помощи которых можно регулировать силу тока.
При контактном нагреве пользуются токами большой силы (при малом напряжении) вследствие того, что степень нагрева металла пропорциональна квадрату силы пропускаемого через металл тока. Так как при большой силе тока потери в цепи должны быть большими, потребляемый электрическими нагревательными приборами ток обычно трансформируют в ток низкого напряжения.
На фиг. 253, а представлена схема устройства и действия комбинированной ковочно-нагревательной машины.
Подлежащий осадке стержень 1 устанавливают между двумя направляющими 2 так, что его конец, подлежащий осадке, упирается в подушку 3; к подушке присоединяют один конец обмотки трансформатора 4, а к направляющим — другой конец обмотки.
Таким образом, по участку стержня, заключенному между подушкой и направляющими, течет ток и нагревает этот участок стержня. Когда температура нагреваемой части стержня достигает надлежащей величины, производится осадка, достигаемая давлением ползуна 5 на другой конец стержня.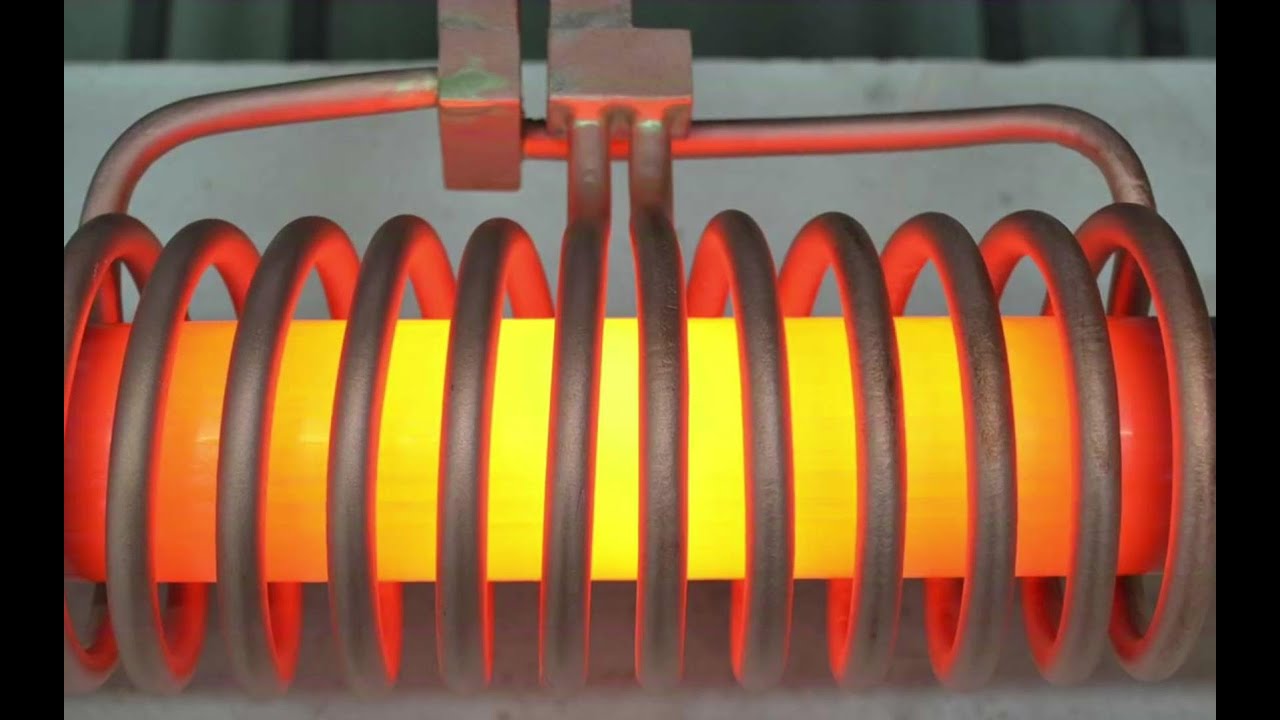 На фиг. 253, б показано положение стержня после осадки.
На фиг. 253, б показано положение стержня после осадки.
Контактный нагрев можно применять при сравнительно небольших сечениях нагреваемых заготовок (dmax =50 мм), так как при сечениях значительного размера пришлось бы пользоваться токами весьма большой силы, что вызывает ряд технических неудобств (в частности обгорание заготовок в местах контакта).
Наиболее совершенным электрическим нагревательным устройством для обработки металла давлением являются индукционные бессердечниковые печи.
В этих печах можно нагревать металл практически с любой скоростью, не вызывая внутренних напряжений в нем, и почти полностью устранить угар металла.
О принципе действия этих нагревательных устройств говорилось выше и было отмечено, что силовое поле в заготовке, помещенной в соленоид, имеет максимальную величину на поверхности ее. Таким образом, и в случае нагрева заготовки индукционным методом не все элементарные частицы металла будут получать одновременно одинаковое количество энергии. Неравномерность нагрева и в этом случае должна иметь место. Но к такому выводу, на первый взгляд совершенно очевидному, если речь идет о практическом процессе нагрева кузнечных заготовок, должны быть сделаны имеющие весьма важное значение поправки.
Неравномерность нагрева и в этом случае должна иметь место. Но к такому выводу, на первый взгляд совершенно очевидному, если речь идет о практическом процессе нагрева кузнечных заготовок, должны быть сделаны имеющие весьма важное значение поправки.
По мере увеличения температуры на поверхности заготовки увеличивается и сопротивление материала в верхних слоях, силовое поле перемещается к соседним глубже лежащим слоям. В результате этого при сравнительно больших частотах (по нашим опытам приблизительно до 20 000 гц) кузнечные заготовки различных размеров и формы нагреваются практически почти одновременно на всей глубине.
В случае нагрева стали неодновременность перехода через критические точки у слоев, нагревающихся быстрее, по сравнению со слоями, нагревающимися медленнее, т. е. у наружных и расположенных ближе к сердцевине болванки, имеет следствием перемещение нагрева под действием магнитного гистерезиса также к внутренним слоям.
В результате имеет место равномерный нагрев металла, позволяющий, по нашим опытам, вести нагрев со скоростями, превосходящими скорости, допускаемые в пламенных печах, в 60 раз и более без вреда для качества нагреваемых заготовок.
Сравнение микроструктуры образцов стали до и после нагрева в бессердечниковых индукционных печах показывает, что в результате нагрева наблюдается лишь небольшое укрупнение зерна.
На фиг. 254 показана микроструктура стали, содержащей 0,4% С, до и после нагрева индукционным методом (фиг. 254, а — микроструктура до нагрева, фиг. 254, б — после нагрева).
Питать индукционные печи для нагрева кузнечных заготовок можно (как и в литейной и металлургической практике) от машинных, ламповых и искровых генераторов.
На фиг. 255 показан разрез индукционной печи для нагрева кузнечных заготовок. Нагреваемая заготовка помещается в цилиндрическую муфельную камеру, вокруг муфеля расположены витки индуктора (см. левую часть чертежа).
Полный к. п. д. индукционных печей, применяемых при обработке металлов давлением, достигает 13% (под полным к. п. д. здесь надо понимать отношение количества тепла, потраченного на нагрев металла, к количеству тепла, выделенного топливом на электрической станции). Если принять во внимание, что на наших ГРЗС сжигают только низкосортное топливо по сравнению с топливом для пламенных печей, то положительное значение применения индукционного нагрева металла при обработке его давлением делается еще ощутительнее.
Если принять во внимание, что на наших ГРЗС сжигают только низкосортное топливо по сравнению с топливом для пламенных печей, то положительное значение применения индукционного нагрева металла при обработке его давлением делается еще ощутительнее.
Таким образом, электрический нагрев при обработке металла давлением имеет следующие преимущества: совмещение нагревательного и ковочного устройств; быстроту нагрева, имеющую следствием экономию времени и уменьшение угара по сравнению со всеми другими способами нагрева, а также возможность обслуживать ковочное оборудование любой производительности; легко осуществляемую регулировку температуры нагрева; отсутствие дыма, копоти, золы; общее удобство работы; нагрев металла практически без окалины, вследствие чего увеличивается срок службы штампов, которые при других средствах нагрева портятся окалиной; возможность использования низких сортов топлива, сжигаемого на электростанциях (например, торфа), вместо высокосортного, применяемого для пламенных печей (например, нефти).
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Пароль на архив: privetstudent.com
Нагрев электрическим током — Энциклопедия по машиностроению XXL
За критерий долговечности трубчатых образцов принимают число циклов нагружения до появления сквозной трещины, так как с момента появления поверхностной трещины в ее вершине дополнительно локализуется нагрев электрическим током, что приводит к ускоренному развитию трещины до полного разрушения образца. В силу указанной способности затруднено изучение кинетики распространения термоусталостной трещины, что является одним из основных недостатков метода Л. Коффина. [c.34]Для местного нагрева заготовки более экономичен и удобен нагрев электрическим током в контактных нагревателях. [c.303]
Электромеханическая (контактная) сварка выполняется без применения флюсов, так как нагрев электрическим током протекает быстро и, следовательно, период воздействия кислорода воздуха на детали невелик. При
[c.388]
При
[c.388]
Основным элементом такого соединения является муфта с внутренним буртом и двумя спиралями из нихромовой тонкой проволоки, рассчитанной на нагрев электрическим током низкого напряжения с помощью автоматического устройства. [c.111]
Нагрев электрическим током [c.18]
Нагрев свариваемых деталей при контактной сварке происходит в течение очень короткого времени. Так как за небольшое время металл в месте сварки должен быть доведен до пластического состояния или расплавления, то для нагрева требуется большой ток. Понятно, что если нужно произвести нагрев электрическим током на определенном участке цепи, то сопротивление на этом участке цепи должно быть больше, чем на каком-либо другом. [c.15]
Наиболее распространенными источниками тепла для сварки плавлением, кроме газосварочного пламени, являются электрическая дуга, электрошлаковый источник тепла, электронный луч для тепловой подготовки при сварке давлением применяют пламя горючих газов, нагрев электрическим током, индукционный нагрев и тепло превращения механической энергии в тепловую.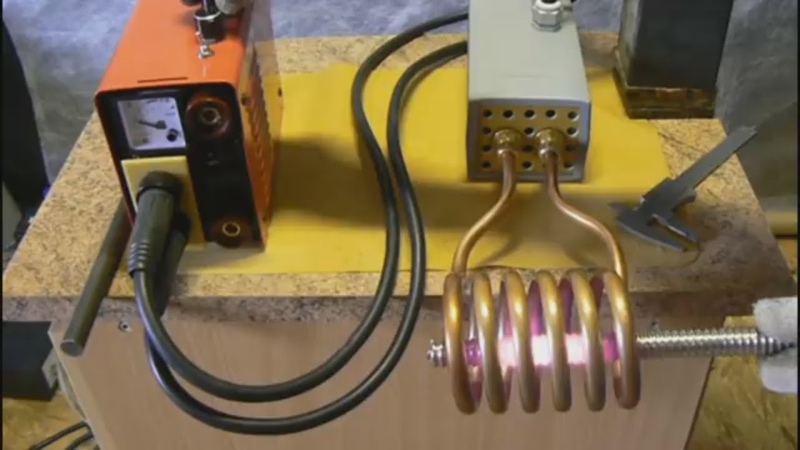 [c.89]
[c.89]
НАГРЕВ ЭЛЕКТРИЧЕСКИМ ТОКОМ ПРИ НАЛИЧИИ КОНТАКТНОГО СОПРОТИВЛЕНИЯ [c.114]
Нагрев электрическим током по методу сопротивления или индукции [c.364]
Нагрев электрическим током по методу сопротивления или индукции целесообразен при горячей посадке больших деталей и при отсутствии соответствующих электрических нагревательных печей. [c.364]
При контактной сварке нагрев осуществляется теплом, выделяемым при протекании электрического тока большой силы через свариваемые детали и контакты между ними. В процессе разогрева металл [c.214]
Температура, требуемая для нагрева, назначается в зависимости от конструкции детали и металла, из которого она сделана, а также требуемого натяга. Нагревать соединяемую деталь можно в кипящей воде, нагретым маслом, паром, газовыми горелками, в газовых или электрических нагревательных печах, а также электрическим током методом сопротивления или индукции. В тех случаях, когда требуется соблюдение равномерности нагрева, целесообразно применять нагрев в жидкости (воде, масле).
[c.475]
В тех случаях, когда требуется соблюдение равномерности нагрева, целесообразно применять нагрев в жидкости (воде, масле).
[c.475]
Контактный нагрев изделий при пропускании электрического тока силой в несколько тысяч ампер, частотой 50 гц и напряжением 2—8 в. Электродом при этом служит ролик. Вследствие интенсивного охлаждения водой после нагрева выше критических температур образуется закаленная полоса на поверхности вращающегося изделия. Глубина закаленного слоя зависит от силы тока, ширины и скорости перемещения ролика. [c.134]
Основным видом термомеханического класса является контактная сварка — сварка с применением давления, при которой нагрев осуществляют теплом, выделяемым при прохождении электрического тока через находящиеся а контакте соединяемые части. [c.5]
Помимо нагрева в печи, при испытаниях применяют нагрев образца током. Образец (как правило, это проволока с покрытием) закрепляют в водоохлаждаемых зажимах, через которые подводится электрический ток. Далее испытания ведутся по вышеописанной методике.
[c.178]
Далее испытания ведутся по вышеописанной методике.
[c.178]
Существует много видов сварки, которые можно подразделить на две группы сварка плавлением и сварка давлением. Часть конструкции, в которой сварены примыкающие друг к другу элементы, называется сварным узлом. В машиностроении наибольшее распространение имеют сварные узлы, полученные разновидностью сварки плавлением — дуговой сваркой, при которой нагрев осуществляется электрической дугой меньшее распространение имеет контактная сварка с применением давления, при которой нагрев производится теплом, выделяемым при прохождении электрического тока в зоне контакта соединяемых деталей. В дальнейшем рассматриваются соединения, полученные дуговой сваркой. [c.21]
В индукционных печах (рис. 3.30) нагрев происходит за счет выделения теплоты непосредственно в нагреваемом металле вихревыми токами, наводимыми в нем переменным магнитным полем, которое создается переменным электрическим током при прохождении его через катушку-индуктор /. В плавильных
[c.174]
В плавильных
[c.174]
В канале МГД-генератора температура и энтальпия плазмы уменьшаются в результате совершения полезной работы по преодолению движущейся плазмой электромагнитных сил. Однако одновременно происходит джоулев нагрев плазмы при протекании через нее возникающего электрического тока. При этом часть теплоты уходит на нагрев конструкции, а оставшаяся часть увеличивает энтальпию (температуру) плазмы на выходе из канала. Несмотря на дальнейшее использование плазмы во втором контуре энергосиловой установки, джоулев нагрев, как и другие потери, приводит к снижению КПД установки. [c.291]
Солнечную энергию можно легко приспособить для различных нужд без больших затрат — это нагрев воды для бытовых целей (самый тривиальный случай), кондиционирование воздуха, опреснение воды и, наконец, получение высоких температур и электрического тока. [c.33]
Итак, без электросетей нет энергосистем и, следовательно, электрификации. В электросети только передают электрический ток. Более того, значительная часть электроэнергии расходится на преодоление сопротивления электропроводов, на их нагрев.
[c.102]
В электросети только передают электрический ток. Более того, значительная часть электроэнергии расходится на преодоление сопротивления электропроводов, на их нагрев.
[c.102]
При исследовании строения и свойств металлов и сплавов в широком диапазоне температур в вакууме или в защитных газовых средах нагрев образцов до заданных температур осуществляется различными методами, которые в первом приближении можно разделить на две группы. К первой группе следует отнести способы, при использовании которых нагрев производится внешними источниками тепла, передающими тепловую энергию образцу за счет радиационного излучения или теплопроводности. Во вторую группу входят методы нагрева за счет теплового действия электрического тока. [c.72]
При исследовании, например, термической усталости материалов, а также при наблюдении кинетики полиморфных превращений и других явлений важно не только нагреть образец, но и охладить его с требуемой скоростью. При радиационном нагреве скорость охлаждения образца определяется тепловой инерцией системы нагреватель—образец и может колебаться от нескольких до сотен градусов в минуту. Образцы, подвергаемые контактному и индукционному нагревам, охлаждаются со значительно более высокими скоростями, зависящими от их массы. Например, после прекращения пропускания электрического тока через образец, нагретый до 1200° С и имеющий активное сечение 9 мм , в течение первых 5 с снижение температуры происходит со средней скоростью около 50 град/с. Примерно с такой же скоростью охлаждаются образцы, нагреваемые индукционным способом.
[c.77]
Образцы, подвергаемые контактному и индукционному нагревам, охлаждаются со значительно более высокими скоростями, зависящими от их массы. Например, после прекращения пропускания электрического тока через образец, нагретый до 1200° С и имеющий активное сечение 9 мм , в течение первых 5 с снижение температуры происходит со средней скоростью около 50 град/с. Примерно с такой же скоростью охлаждаются образцы, нагреваемые индукционным способом.
[c.77]
Нагрев образца. Образец нагревается электрическим током промышленной частоты и низкого напряжения, подводимым от силового однофазного трансформатора через герметизированные в корпусе водоохлаждаемые электроды и гибкие медные шины, соединенные с захватами 12 и 13 из жаропрочного сплава. Для измерения температуры в различных зонах образца служат три платинородий-платиновые термопары из проволоки диаметром 0,3 мм (на рис. 58, а условно показана одна термопара 14), введенные в вакуумную камеру через герметизирующее уплотнение 15. Спаи термопар при помощи точечной электросварки прикрепляются к боковой поверхности в средней части образца.
[c.118]
Спаи термопар при помощи точечной электросварки прикрепляются к боковой поверхности в средней части образца.
[c.118]
Нагрев исследуемого образца до 1200° С производится радиационным способом при излучении от молибденового нагревателя, а до 1500° С — про-Г32 пусканием через образец электрического тока промышленной частоты низ- [c.132]
Нагрев образца. В установке ИМАШ-9-66 образец нагревается за счет теплового действия пропускаемого через него электрического тока, подведенного от силового однофазного трансформатора через герметизированные в корпусе водоохлаждаемые электроды и гибкие медные шины, соединенные с изготовленными из жаропрочного сплава захватами 12 и 13. [c.161]
Моделирование однородного теплового состояния образцов достигается за счет помещения образца в электропечь сопротивления, индукционную, отражательную и т. д. Камера, в которой находится образец, может содержать газы необходимого состава либо в ней может быть создан вакуум. В последнем случае можно использовать нагрев электронной бомбардировкой. Весьма удобным и эффективным способом является нагрев прямым пропусканием электрического тока через образец.
[c.21]
В последнем случае можно использовать нагрев электронной бомбардировкой. Весьма удобным и эффективным способом является нагрев прямым пропусканием электрического тока через образец.
[c.21]
Первый был открыт еще в 1821 году немецким ученым Т. Зеебеком, который, как мы уже говорили, установил, что если спаять концы двух проволок из разных металлов, а затем этот спай нагреть, то по проволочкам пойдет электрический ток. Мы обычно называем теперь такой ток термоэлектричеством, а устройство из двух проволочек — термоэлементом. [c.204]
Сплавы для нагревателей составляют обособленную группу в семействе жаростойких сплавов. Эта обособленность определилась, когда был разработан специальный метод ускоренного испытания проволочных образцов с нагревом их электрическим током. Такой способ испытания в большей степени учитывал условия эксплуатации электронагревателей (нагрев электрическим током, неоднородность электрического сопротивления по длине проводника, провисание нагревателей), чем ранее применявшиеся методы оценки жаростойкости. Метод позволял быстро изучать влияние легирования сплавов на стойкость образцов и поэтому получил широкое распространение. В результате применения этого метода обнаружено чрезвычайно эффективное влияние микродобавок редкоземельных и щелочноземельных элементов на термостойкость окалины (данные Хессенбруха). Использование специальных микродобавок привело к резкому повышению уровня эксплуатационных свойств промышленных сплавов.
[c.4]
Метод позволял быстро изучать влияние легирования сплавов на стойкость образцов и поэтому получил широкое распространение. В результате применения этого метода обнаружено чрезвычайно эффективное влияние микродобавок редкоземельных и щелочноземельных элементов на термостойкость окалины (данные Хессенбруха). Использование специальных микродобавок привело к резкому повышению уровня эксплуатационных свойств промышленных сплавов.
[c.4]
Зерно аустенита в первый момент образования всегда получает ся мелким даже у природнокрупнозернистого железа. Рост зерна аустенита происходит при повышении температуры или при увеличении длительности выдержки поэтому при малой чувствительности зерна аустенита к росту получается и мелкое зерно феррита. Мелкое зерно феррита можно получить, применяя при фазовой перекристаллизации быстрый нагрев электрическим током [36]. [c.37]
Нагрев электрическим током при контактной сварке из-за выделения тепла непосредственно в металле осуществляется с большей скоростью и обеспечивает быстрое фазовое превращение (так, перлит превращается в аустенит за 0,14 сек. при скорости нагрева 4007сек). Вместе с тем переход цементита в аустенит завершается при температуре более высокой, чем Л (линия РК на фиг. 23).
[c.35]
при скорости нагрева 4007сек). Вместе с тем переход цементита в аустенит завершается при температуре более высокой, чем Л (линия РК на фиг. 23).
[c.35]
Если дно наружного корпуса нагреть электрическим током, то натрий испаряется и конденсируется на контейнерах с Ь1Р с отдачей соответствующего количество теплоты. Жидкий натрий возвращается в нижнюю часть корпуса через пористый материал 2. Этот процесс продолжается до тех пор, пока вся соль в контейнерах не будет расплавлена, что можно определить пО изменению скорости повышения температуры. В этом случае тепловой аккумулятор считается заряженным, и электроподогревающее устройство 7 может быть отключено. Если требуется пустить двигатель, то клапан 3 открывают, и пары натрия начинают конденсироваться на трубках нагревателя двигателя, а сконденсировавшийся жидкий натрий течет обратно к внешней поверхности контейнеров, которые теперь становятся зоной испарения тепловой трубы. [c.139]
Нагрев деталей (катод) в водном электролите (СаСО, или К2СО3) в металлической ванне (анод) при пропускании через электролит электрического тока высокого напряжения — 330—380 в (рис. 10.2). На поверхности изделия при этом образуется оболочка из На, обла-
[c.133]
10.2). На поверхности изделия при этом образуется оболочка из На, обла-
[c.133]
На рис. 20-10 изображен Ц[1кл МГД установки в Ts-диаграмме. Компрессор сжимает воздух в процессе 1-2. Затем воздух подогревается в регенераторе (до точки d процесс 2-d). В камере сгорания происходит дальнейший нагрев рабочего тела до 2930—3030° С (точка Л). Пл. dSekd соответствует теплоте, выделившейся при сгорании топлива. Образовавшиеся газы из камеры вытекают в канал генератора электрического тока, проходя через сильное магнитное поле. За каналом генератора температура рабочего тела падает до значения в точке 4. В идеальном МГД генераторе [c.327]
Анализ превращений в сталях при охлаждении в процессе сварки выполняют с помощью так называемых с анизотернических диаграмм превращения (распада) аустенита- (АРА) применительно к термическим условиям сварки. Их строят на основе экспериментальных данных, получаемых с помощью дилатометрического или термического метода анализа. Дилатометрический метод основан на регистрации изменений размера определенным образом выбранной базы на свободном незакрепленном образце в процессе его нагрева и охлаждения (рис. 13.18). В сварочных быстродействующих дилатометрах применяют плоские или полые цилиндрические образцы ограниченных размеров (например, 1,5X10X100 мм или диаметром 6 мм с толщиной стенки 1 мм). В образцах воспроизводится сварочный термический (СТЦ) или сварочный термодеформационный (СТДЦ) циклы. Нагрев образцов осуществляется проходящим электрическим током, радиационным нагревом или токами высокой частоты. Необходимое условие нагрева — равномерное распределение температуры на
[c.518]
Дилатометрический метод основан на регистрации изменений размера определенным образом выбранной базы на свободном незакрепленном образце в процессе его нагрева и охлаждения (рис. 13.18). В сварочных быстродействующих дилатометрах применяют плоские или полые цилиндрические образцы ограниченных размеров (например, 1,5X10X100 мм или диаметром 6 мм с толщиной стенки 1 мм). В образцах воспроизводится сварочный термический (СТЦ) или сварочный термодеформационный (СТДЦ) циклы. Нагрев образцов осуществляется проходящим электрическим током, радиационным нагревом или токами высокой частоты. Необходимое условие нагрева — равномерное распределение температуры на
[c.518]
Специально созданное приспособление (рис. 7.3) обеспечивает высокую жесткость крепления образца. Нагрев проводится электрическим током до выбранной температуры испытания. Термоциклиро-вание осуществляется одним из известных электронных устройств (рис. 7.4). В центральной части образца длиной не менее 4 мм обеспечивается постоянная температура.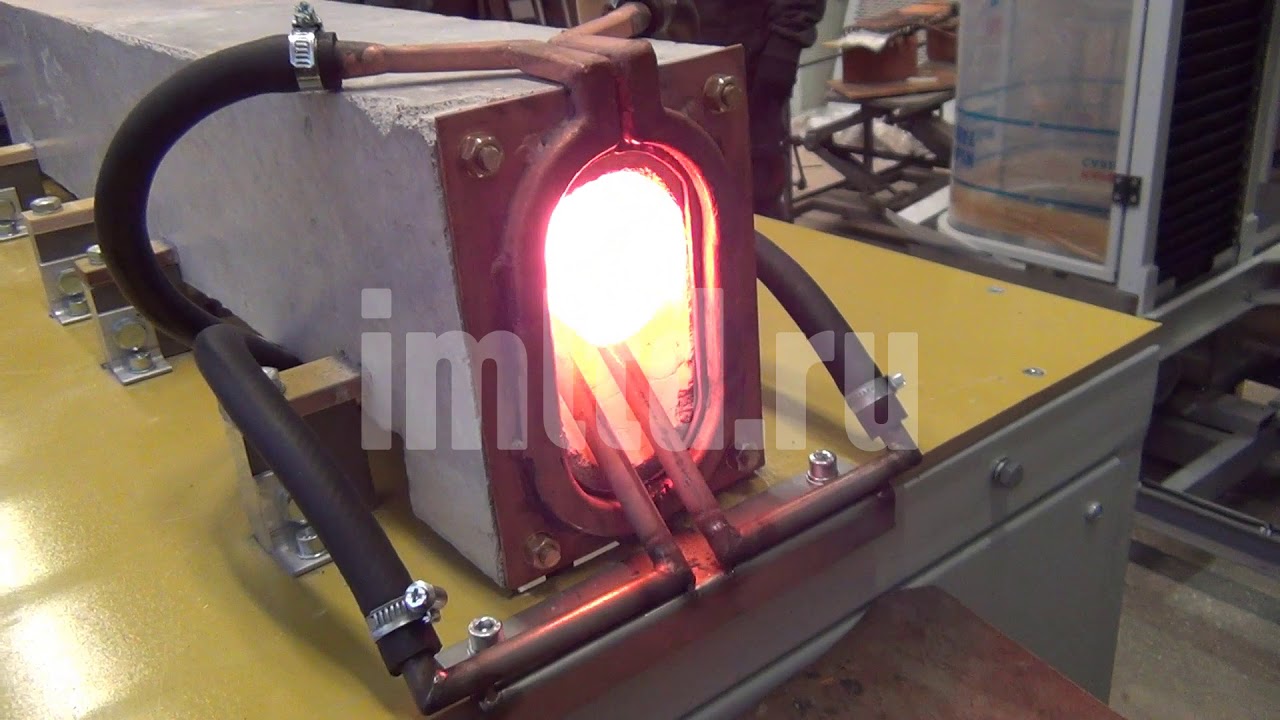 Деформация в этой зоне оценивается с помощью микроскопа МВТ по смещению реперных точек, нанесенных на микротвердомере ПМТ-З. Покрытие наносится на боковые поверхности образцов (см. рис. 7.2). При испытаниях определяются величины А , А° , — количество циклов до образова-
[c.131]
Деформация в этой зоне оценивается с помощью микроскопа МВТ по смещению реперных точек, нанесенных на микротвердомере ПМТ-З. Покрытие наносится на боковые поверхности образцов (см. рис. 7.2). При испытаниях определяются величины А , А° , — количество циклов до образова-
[c.131]
Универсальные установки для изучения прочности материалов при высоких температурах методами растяжения, микротвердости известны с 1959 г. Первая такая установка типа ИМАШ-9 служила для измерения микротвердости при растяжении и нагреве в вакууме до температуры 1570 К [ИЗ, 114, 118]. Более совершенная серийная установка ИМАШ-9-66 предназначена для оценки прочности металлов и сплавов при температурах от 300 до 1400 К в вакууме и защитных газовых средах [118, 119, 134]. Основным недостатком этих установок является применение только одного метода нагрева путем прямого пропускания через образец электрического тока низкого напряжения промышленной частоты. В последние годы показано, что при пропускании тока через образец возникает электропластический эффект уменьшения сопротивления металлов пластической деформации [84, 85, 182, 195, 196, 197, 198].
 Установки типа НМ-4 японской фирмы Юнион оптикал используют радиационный нагрев образца при растяжении до 1770 К и при измерении микротвердости до 1270 К [119, 226].
[c.95]
Установки типа НМ-4 японской фирмы Юнион оптикал используют радиационный нагрев образца при растяжении до 1770 К и при измерении микротвердости до 1270 К [119, 226].
[c.95]В послевоенные годы усилия научно-исследовательских институтов, лабораторий и конструкторских бюро были направлены на улучшение технологии производства светильников и светоотдачи электроламп. Вопрос светоотдачи является важнейшим, так как современные лампы накаливания имеют весьма низкий КПД (в цределах 2—4%), подавляющая часть электроэнергии в них расходуется на нагрев нити и лампы. Выли разработаны новые типы электроламп — люминесцентные, ртутные, кварцевые, КПД которых достигает 8—10%. Таким образом, полезное использование электрического тока в этих лампах возрастает более чем в 2 раза. [c.38]
Программное устройство (рис. 2) предусматривает выполнение этих этапов в необходимой последовательности в автоматическом режиме с записью кривой растяжения. Срабатывание контактов реле времени (РВ1 и РВ2) определяет этапы моделирования ТМО. Нагрев образца производится непосредственно пропусканием электрического тока. Включение цепи нагрева образца осуществляется контактором К1. При достижении заданной температуры аустенитизации конечный выключатель ВК1 замыкает цепь реле времени РВ1. После определенной выдержки при заданной температуре аустенитизации контакты РВ11 замыкаются, цепь управления электромагнитной муфтой (ЭММ) ока-
[c.51]
Нагрев образца производится непосредственно пропусканием электрического тока. Включение цепи нагрева образца осуществляется контактором К1. При достижении заданной температуры аустенитизации конечный выключатель ВК1 замыкает цепь реле времени РВ1. После определенной выдержки при заданной температуре аустенитизации контакты РВ11 замыкаются, цепь управления электромагнитной муфтой (ЭММ) ока-
[c.51]
Для нагрева образца в вакууме около 10 мм рт. ст. через него пропускают электрический ток, подводимый через шины. Возможен также радиационный нагрев с помощью трубчатого нагревателя, внутри которога [c.112]
Нагрев образца в установках ВМД-1 и ВМС-1 так же, как и в установках типа ИМАШ-5С-65, производится за счет тепла, выделяющегося при пропускании через образец электрического тока. Для измерения и регулирования температуры образца к нему точечной сваркой прикрепляются спаи термопар алюмель-хромелевой (на диапазон 20—1000° С) и вольфрам-рениевой (на диапазон 1000—2000° С). Выводы термопар подключаются к электронному потенциометру.
[c.135]
Выводы термопар подключаются к электронному потенциометру.
[c.135]
Электроэрозиоиная обработка. В ее основе лежит использование явления электрической эрозии, т. е. разрушения электродов при прохождении между ними импульса электрического тока. Непосредственной причиной съема металла электрическим разрядом является местный нагрев поверхности электрода, плавление и испарение металла при этом. [c.142]
НАГРЕВ ЭЛЕКТРИЧЕСКИМ ТОКОМ ПРИ НАЛИЧИИ КОНТАКТНОГО СОПРОТИВЛЕНИЯ
Выделение тепла Q при протекании по проводнику электрического тока определяется известным законом Ленца — Джоуля: в калориях
Q-0,24/2/?/, (III.54а)
или в джоулях
Q=I2Rt, (III.546)
где / — сила тока, А; /? — сопротивление цепи, Ом; t — время протекания тока, с.
При наличии в цепи участков с различным сопротивлением тепло выделяется различно, пропорционально их сопротивлениям. Сопротивление протеканию электрического тока сплошного провод- ника
Д=*Р *(//*). (III.55)
(III.55)
где р* — удельное сопротивление. Ом-см; /—длина проводника, см; F — площадь поперечного сечения проводника, см2.
Значения удельного сопротивления некоторых металлов при температуре 18° С приселены в табл. II 1.10.
|
Таблица III.10 Удельное сопротивление некоторых металлов
Rt=R0(+oT), (Ш.56) |
С повышением температуры сопротивление металлов возрастает
где Rt — сопротивление металла при температуре Т R0 — начальное сопротивление; а — температурный коэффициент электрического сопротивления.
У металлов, изменяющих свою кристаллическую решетку при нагреве (например, у железа), значения а для различных состояний решетки меняются.
Наличие легирующих элементов и примесей в металле также изменяет значения р * и а. Как общее правило, образование твердых растворов увеличивает электрическое сопротивление, а распад растворов с образованием гетерогенных систем уменьшает сопротивление, хотя оно остается более высоким, чем у чистого металла. Значительный наклеп металла увеличивает сопротивление.
Сопротивление проводников в месте их взаимного соприкосновения (контактное сопротивление) не подчиняется таким определенным зависимостям, как сопротивление самих металлов. Поверхности металла никогда не являются идеально ровными. Степень неровности зависит от свойств металла и его предшествующей обработки. Кроме того, на поверхностях обычно имеются те или иные посторонние вещества — жировые пленки, окислы и пр. Толщина окисных пленок зависит от свойств металла, степени предварительной зачистки, времени с момента окончания зачистки. В различных участках поверхности толщина пленок окислов обычно неодинакова.
В различных участках поверхности толщина пленок окислов обычно неодинакова.
При сближении двух металлических поверхностей вследствие их неровности соприкосновение происходит только в отдельных точках. В связи с тем что толщина пленок окислов в различных-
местах неодинакова, образование контактных участков может иметь вид А, Б и В (рис. Ш. 16). Так как электрическое сопротивление этих участков неодинаково, то при подведении напряжения и протекающий по этим участкам ток будет разным. При нагревании и наличии давления (внешней сдавливающей силы) контактные выступы сминаются, увеличиваются по площади, а сплошность окис — ных пленок нарушается. В связи с этим первоначально большое электриче — • ское сопротивление контакта уменьшается. Этот процесс сопровождается рядом побочных процессов: возникновением термотоков и др.
Изменение сопротивления холодного контакта RK между плоскими стальными листами в зависимости от рис прщ
приложенного давления (применительно к схеме точечной сварки) изображено
на рис. III.17, где 1 — нижнее значение RK при диаметрах электродов D—7 мм и D=10 мм; 2 — верхнее значение RK при D=10 мм: 3 — верхнее значение RK при D=7 мм; А — среднее значение RK при D=10 мм; Б — среднее значение RK при D=7 мм.
Сопротивление холодного контакта сильно зависит от первоначальной обработки контактирующих поверхностей (табл. ПІЛЬ
|
Таблица 111.1) Контактнее сопротивление при 20° С некоторых металлов и сплавов в зависимости от различной подготовки их поверхностей и давления
|
Приведенные в таблице величины контактных сопротивлений являются ориентировочными и в конкретных случаях могут иметь значительные отклонения.
Зависимость изменения контактного сопротивления низкоуглеродистой стали при различных температурах и давлениях показана
на рис. ІІІЛ8. Для других материалов такая зависимость может быть количественно иной, что определяется характером изменения механических свойств с повышением температуры, главным образом предела текучести. Металлы, которые с повышением температуры имеют меньшее снижение от, могут сохранять при прочих равных условиях большее значение RK при повышенных температурах.
Основные схемы использования нагрева электрическим током посредством выделения тепла в контактных сопротивлениях, применяемые при различных способах контактной сварки (а — при точечной сварке, 6 — при стыковой сварке сопротивлением, в — при стыковой сварке оплавлением), показаны на рис. III.19.
При пропускании тока по схеме точечной сварки через две пластины, сложенные внахлестку, общее сопротивление между электродами сварочной машины в начале сварочной операции определяется формулой
Я=2ЯЛ+ЯК+2ЯМ1 (III .0,4Д? к (40% от контактного сопротивления между стальными листами).
Тогда R~ 1,45/?к, т. е. основную часть сопротивления составляет контактное сопротивление между листами, подлежащими сварке. Естественно, что в начале пропускания тока наибольшее тепловыделение будет происходить в этом контакте.
Контактное сопротивление складывается из внутреннего RB (определяемого несовершенством прохождения тока через контактирующие поверхности! и геометрического RT (сопротивление протеканию тока по искривленным путям, например в свариваемых листах, определяемым соотношением d3 и 6):
Як-Яв+Яг* (III .58)
При протекании тока и нагревании металла соотношение между Rb и Rr изменяется- Характерная зависимость изменения этих составляющих (и их суммы RK) при точечной (сплошная линия) и рельефной (штриховая линия) сварках от температуры нагрева металла приведена на рис. III.20, а.
Общее сопротивление при точечной сварке меняется относительно мало и характер тепловыделения при протекании тока качественно не изменяется. В связи с тем что отвод тепла в электроды (обычно охлаждаемые водой для ограничения их нагрева и повышения стойкости), как правило, больше, чем в свариваемые листы, наиболее интенсивно температура повышается вблизи контакта между листами. При этом металл вблизи контакта может быть нагрет до температур, при которых возможно сваривание в твердом состоянии, или до температуры плавления. При точечной сварке обычно более стабильное качество получается при местном расплав-
|
Рис. III.20 |
лении — образовании литого ядра. Размеры этого литого ядра определяются меняющимися соотношениями тепловыделения при протекании тока и теплоотвода, в частности в электроды. При выключении тока жидкий металл охлаждается, кристаллизуется и получается сварная точка диаметром, обычно несколько большим диаметра электрода.
Аналогично происходит соединение при рельефной и шовной сварках.
Схема нагрева протекающим электрическим током при сварке стержней встык сопротивлением в целом также подобна случаю, рассмотренному выше, но имеет некоторые. особенности. Так, R3JI имеет при этом меньшее значение, чем при точечной сварке (контактная поверхность между зажимами машины и контактом между деталями, подлежащими сварке, расположены дальше; эта поверхность в ряде случаев более развита). Меньшее значение имеет также и теплоотвод в зажимные устройства.
Второй особенностью является меньшее значение Rr в составе RK. При окончании процесса сваривания стыка геометрическая составляющая контактного сопротивления снижается до нуля. Характерные кривые изменения RB, Rr и RK при стыковой сварке сопротивлением в зависимости от температуры показаны на рис. III.20, б*
При стыковой сварке сопротивлением торцы свариваемых деталей сводят друг с другом, дают то или иное давление, а затем включают гок. Общий характер распределения температур по длине, например, свариваемых стержней, зависящий и от величины контактного сопротивления, определяемой давлением, показан па рис. III.21 сплошной линией.
Если торцы тех же стержней подводят друг к другу при включенном напряжении, то первое касание произойдет только в одной — двух отдельных точках, как бы при очень малом давлении. Через эти контактные перемычки пойдет достаточно большой ток и они быстро, почти мгновенно, нагреются и расплавятся. Жидкий металл будет выброшен из зазора, а прилегающие к этим выступам (контактам) участки металла быстро нагреются до достаточно высокой температуры. Дальнейшее сближение торцов приведет к повторению этого явления в других участках — контактах, затем еще в других, пока вся поверхность такими последовательными процессами ite будет оплавлена, а торцы нагреются до температуры, необходимой для сварки давлением.
Тогда ток выключают и дают сварочное давление.
При таком процессе тепловыделение происходит в различных участках, каждый раз при большой плотности гока, и нагрев осуществляется более концентрированно. Общий характер распределения температур при рассмотренном процессе сварки оплавлением изображен на рис. III. 21 штриховой линией.
Тепловыделение при нагреве электрическим током определяется сопротивлением, силой тока и временем [формула (III. 54)]. Так как величина сопротивления при сварке конкретных изделий может регулироваться только в небольших пределах, практически сварочный нагрев достигается выбором силы тока и временем его протекания. При увеличении времени протекания тока одновременно растут потери тепла (в металл изделия, электроды, окружающую среду), поэтому энергетически наиболее эффективны процессы нагреЕа, осуществляемые в минимально короткое время. Это может быть достигнуто соответствующим увеличением силы тока.
Обычно при контактной сварке в зависимости от свариваемых изделий и способа сварки используют значения силы тока от 100 до—100000 А. Время протекания тока при контактной сварке обычно составляет от нескольких секунд до сотых и тысячных долей секунды. Для сварочного нагрева часто применяют переменный ток. При этом приходится учитывать и индуктивное сопротивление всей системы машины к свариваемого изделия.
Подробно эти вопросы рассматриваются в курсе «Электрическая контактная сварка».
Известно, что расплавленные шлаки, состоящие из окислов, галоидов или их смесей, являются проводниками электрического тока.lUt, (111.596)
где U — падение напряжения между металлическими электродами в объеме, заполненном расплавленным шлаком.
Схема тепловых потоков при электрошлаковой сварке представлена на рис. III.22.
Электродная проволока (пластина или пластина с дополнительными проволоками) плавится в результате выделившегося тепла при прохождении по ней тока и нагрева шлаком, перегретым выше температуры плавления металла. Если скорость подачи проволоки равна скорости ее плавления, зазор между торцом электрода и зеркалом металлической ванны остается постоянным.
Часть теплового запаса шлаковой ванны расходуется на нагрев и плавление свариваемого металла.
Для обеспечения создания шлаковой и металлических ванн и исключения их вытекания по боковым поверхностям зазор между свариваемыми изделиями перекрывается обычно подвижными медными воцо — охлаждаемыми ползунами. Тепло, отводимое в ползуны расходуется на нагрев протекающей в них воды.
Часть теплового запаса шлака тратится на плавление флюса, как начального количества, так и добавляемых по ходу выполнения сварки порций флюса, а также на получение (радиацию) зеркалом шлаковой ванны., зависящим от температу
ры. Общее сопротивление шлаковой ванны может быть определено по формуле
<4(h7-‘)4 <ш-60>
где р*н — удельное сопротивление шлака при средней температуре шлаковой ванны. Ом-см; L — длина плавящегося электрода, по-
груженного в шлаковую ванну (согласии рис. 111.22 — а), см;
d — диаметр электрода, см; е — коэффициент, учитывающий сильное изменение сопротивления при малых значениях а; є—1—е 1 ш *; т — поправочный коэффициент, зависящий от длины погруженной части электрода (рис. 111.23).
Значения Рщ для целого ряда практически применяемых шлаков при сварке сталей в зависимости от температуры показаны на рис. III.24.
При сварке несколькими (п) электродами сопротивление сварочной ванны уменьшается. Для случая, когда расстояние между электродами не менее L, приведенное сопротивление шлаковой ванны при п электродах
Rup~Rin.
где R — сопротивление ванны при одном электроде [см. формулу (III.60)].
Электрошлаксвая сварка применяется главным образом при необходимости соединения металла больших толщин. Обыч — *7008
ными режимами сварки являются: сила тока 500—1500 А; напряжение 30 —50 В; скорость сварки 0,6—1,5 м/ч. При таких режимах на единицу длины шва выделяется большое количество теплоты Расход
этого тепла по различным составляющим зависит от толщины свариваемого изделия. С увеличением толщины свариваемого металла доля тепла на его нагрев возрастает, а потери тепла в охлаждающие устройства (на нагрев воды) при этом относительно уменьшаются. Тепловой баланс применительно к сварке стыкового шва стали толщиной 100 мм показан на рис. Ш.25, где / — потери тепла с поверхности шлаковой ванны; // — потери тепла на плавление шлака; III — отвод тепла в ползуны; IV — расход тепла на нагрев свариваемого металла; V — расход тепла на плавление свариваемого металла; VI — расход тепла на плавление электрода.
Электрошлаковый источник тепла позволяет производить сварку металла весьма большей толщины (например, около 1000 мм) в один проход, что определяет эффективность его использования для изготовления целого ряда сварных конструкций.
Нагрев металла током высокой частоты. Индукционный нагрев, основные принципы и технологии
Индукционный нагрев – это способ бесконтактной тепловой обработки металлов, способных проводить электрическую энергию, под воздействием токов высокой частоты. все активнее стал применяться на предприятиях для осуществления высокотемпературной обработки металлов. На сегодняшний день индукционное оборудование смогло занять лидирующие позиции, вытесняя альтернативные методы нагрева.
Индукционный нагрев как работает
Принцип действия индукционного нагрева предельно прост. Нагрев производится за счет трансформации электрической энергии в электромагнитное поле, обладающее высокой мощностью. Нагрев изделия осуществляется при проникновении магнитного поля индукторов в изделие, способное проводить электрическую энергию.
Заготовка (обязательно из материала, проводящего электрическую энергию) размещается в индукторе или в непосредственной близости с ним. Индуктор, как правило, выполняется в виде одного или нескольких витков провода. Чаще всего для изготовления индуктора используют толстые медные трубки (провода). Специальный генератор электрической энергии подает ее в индуктор, наводя токи высокой частоты, которые могут варьироваться от 10-и Гц до нескольких МГц. В результате наведения токов высокой частоты на индуктор, вокруг него образуется мощное электромагнитное поле. Вихревые токи образовавшегося электромагнитного поля проникают в изделие и преобразуются внутри его в тепловую энергию, осуществляя нагрев.
Во время работы индуктор довольно сильно нагревается за счет поглощения собственного излучения, поэтому он непременно должен охлаждаться во время рабочего процесса за счет проточной технической воды. Вода для охлаждения подается в установку при помощи отсасывания, такой метод позволяет обезопасить установку, если вдруг произойдет прожог или разгерметизация индуктора.
Индукционный нагрев применение в производстве
Как уже можно было понять из описанного выше, применяется индукционный нагрев в производстве довольно активно. На сегодняшний день индукционное оборудование успело занять лидирующее позиции, вытеснив конкурирующие способы обработки металлов на второй план.
Индукционная плавка металлов
Применяется индукционный нагрев для осуществления плавильных работ. Активное использование индукционных печей началось благодаря тому, что нагрев ТВЧ способен уникально обрабатывать все виды металлов, существующие на сегодняшний день.
Плавильная индукционная печь быстро осуществляет плавку металла. Температуры нагрева установки достаточно даже для плавки самых притязательных металлов. Главное преимущество индукционных плавильных печей заключается в том, что они способны производить чистую плавку металла с минимальным шлакообразованием. Работа выполняется за короткий промежуток времени. Как правило, время выплавки 100 килограмм металла равняется 45-и минутам.
Закалка ТВЧ (токами высокой частоты)
Закалка производится чаще всего в отношении изделий из стали, но может быть применена и к медным и другим металлическим изделиям. Принято различать два вида закалки ТВЧ поверхностная и глубокая закалка.
Главное достоинство, которым обладает индукционный нагрев по отношению к закалочным работам – это возможность проникновения тепла на глубину (глубокая закалка). На сегодняшний день закалка ТВЧ стала довольно часто производиться именно в индукционном оборудовании.
Индукционный нагрев позволяет не просто произвести закалку ТВЧ, но дает в конечном результате изделие, которое будет обладать отменным качеством. При использовании индукционного нагрева в целях осуществления закалочных работ количество брака в производстве существенно снижается.
Пайка ТВЧ
Индукционный нагрев полезен не только для обработки металла, но и для соединения одной части изделия с другой. На сегодняшний день пайка ТВЧ стала довольно популярной и смогла вытеснить сварку на второй план. Где только появляется возможность заменить сварку пайкой, производители делают это. Чем именно вызвано такое желание? Все предельно просто. Пайка ТВЧ дает возможность получить целостное изделие, которое будет обладать высокой прочностью.
Пайка ТВЧ получается целостной за счет прямого (бесконтактного) проникновения тепла в изделие. Для нагрева металла не требуется стороннее вмешательства в его структуру, что положительно сказывается на качестве готового изделия и на его сроке эксплуатации.
Термообработка сварных швов
Термообработка сварных швов – это еще один важный технологичный процесс, с которым отлично справится индукционный нагреватель. Термообработка осуществляется для того, чтобы придать изделию повышенную прочность и разгладить напряжение металла, которое, как правило, образуется в местах соединений.
Термообработка при помощи индукционного нагрева производится в три этапа. Каждый из них очень важен, ведь если упустить что-то, то впоследствии качество изделия станет другим и его срок эксплуатации снизится.
Индукционный нагрев положительно сказывается на металле, позволяя равномерно проникать на заданную глубину и разглаживать напряжение, образовавшееся во время произведения сварочных работ.
Ковка, пластика, деформация
Кузнечный нагреватель – это один из видов установок, в основе которых лежит индукционный нагрев. Используют кузнечный нагреватель для произведения деформации металла, а также в целях штамповки и т.п.
Индукционный нагрев равномерно прогревает металл, позволяет изогнуть его в нужных местах и придать изделию необходимую форму.
На сегодняшний день все больше предприятий стали использовать кузнечный нагреватель в целях штамповки и пластики изделий.
Индукционный нагрев способен справиться со всеми необходимыми операциями тепловой обработки металла, но чаще всего применяется в тех случаях, которые были описаны выше.
Индукционный нагрев преимущества и недостатки
У каждой вещи есть преимущества и недостатки, хорошие и плохие стороны. Индукционный нагрев не отличается и имеет как плюсы, так и минусы. Однако минусы индукционного нагрева настолько ничтожны, что не видны за огромным количеством преимуществ.
Так как недостатков у индукционного нагрева меньше, сразу же перечислим их:
- Некоторые установки являются довольно сложными и для их программирования необходимо квалифицированный персонал, который сможет обслуживать установку (осуществлять ремонт, чистку, программировать).
- Если индуктор и заготовка плохо согласованы между собой, то потребуется куда больше мощности нагрева, чем если выполнять похожу задачу в электрической установке.
Как видите, недостатков действительно немного и они не оказывают сильное влияние на принятие решение в пользу использования или неиспользования индукционного нагрева.
Достоинств индукционный нагрев имеет гораздо больше, но мы укажем только главные:
- Скорость нагрева изделия очень высокая. Индукционный нагрев практически сразу приступает к обработке металлического изделия, никаких промежуточных этапов прогрева оборудования не требуется.
- Нагрев изделия может производиться в любой воссозданной среде: в атмосфере защитного газа, в окислительной, в восстановительной, в вакуумной и в непроводящей жидкости.
- Индукционная установка обладает сравнительно небольшими размерами, благодаря чему довольно удобна в эксплуатации. Если возникает необходимость, то индукционное оборудование можно перевезти на место проведения работ.
- Нагрев металла производится через стенки защитной камеры, которая изготавливается из материалов способных пропускать вихревые токи, поглощая незначительное количество. Во время работы индукционное оборудование не нагревается, поэтому оно признано пожаробезопасным.
- Так как нагрев металла производится при помощи электромагнитного излучения, загрязнение самой заготовки и окружающей атмосферы отсутствует. Индукционный нагрев был по праву признан экологически безопасным. Он не причиняет абсолютно никакого вреда сотрудникам предприятия, которые будут находиться в цеху во время работы установки.
- Индуктор может быть изготовлен практически любой сложной формы, что позволит подогнать его под габариты и форму изделия, чтобы нагрев получился более качественным.
- Индукционный нагрев позволяет просто производить избирательный нагрев. Если нужно прогреть какую-то конкретную область, а не все изделие, то достаточно будет разместить в индукторе только ее.
- Качество обработки при помощи индукционного нагрева получается отменным. Количество брака в производстве существенно снижается.
- Индукционный нагрев позволяет экономить электрическую энергию и другие производственные ресурсы.
Как видите, достоинств у индукционного нагрева очень много. Выше были указаны лишь основные, которые оказали серьезное воздействие на решение многих владельцев приобрести индукционные установки для термообработки металла.
Индукционные отопительные котлы — это приборы, которые отличаются очень высоким КПД. Они позволяют заметно снизить затраты на электроэнергию по сравнению с традиционными приборами, оборудованными ТЭНами.
Модели промышленного производства недешевы. Однако сделать индукционный нагреватель своими руками сможет любой домашний мастер, владеющий нехитрым набором инструментов. Ему в помощь мы предлагаем подробное описание принципа действия и сборки эффективного обогревателя.
Индукционный нагрев невозможен без использования трех основных элементов:
- индуктора;
- генератора;
- нагревательного элемента.
Индуктор представляет собой катушку, обычно выполненную из медной проволоки, с ее помощью генерируют магнитное поле. Генератор переменного тока используют для получения высокочастотного потока из стандартного потока домашней электросети с частотой 50 Гц.
В качестве нагревательного элемента применяется металлический предмет, способный поглощать тепловую энергию под воздействием магнитного поля. Если правильно соединить эти элементы, можно получить высокопроизводительный прибор, который прекрасно подходит для подогрева жидкого теплоносителя и .
С помощью генератора электрический ток с необходимыми характеристиками подается на индуктор, т.е. на медную катушку. При прохождении через нее поток заряженных частиц формирует магнитное поле.
Принцип действия индукционных нагревателей основан на возникновении электротоков внутри проводников, появляющихся под воздействием магнитных полей
Особенность поля состоит в том, что оно обладает способностью на высоких частотах изменять направление электромагнитных волн. Если в это поле поместить какой-нибудь металлический предмет, он начнет нагреваться без непосредственного контакта с индуктором под воздействием созданных вихревых токов.
Высокочастотный электрический ток, поступающий от инвертора к индукционной катушке, создает магнитное поле с постоянно изменяющимся вектором магнитных волн. Помещенный в это поле металл быстро разогревается
Отсутствие контакта позволяет сделать потери энергии при переходе из одного вида в другой ничтожными, чем и объясняется повышенный КПД индукционных котлов.
Чтобы подогреть воду для отопительного контура, достаточно обеспечить ее контакт с металлическим нагревателем. Часто в качестве нагревательного элемента используют металлическую трубу, через которую просто пропускают поток воды. Вода попутно охлаждает нагреватель, что значительно увеличивает срок его службы.
Электромагнит индукционного прибора получают путем намотки проволоки вокруг сердечника из ферромагнита. Полученная в результате катушка индукции разогревается и передает тепло нагреваемому телу или протекающему рядом теплоносителю через теплообменник
Преимущества и недостатки прибора
“Плюсов” у вихревого индукционного нагревателя великое множество. Это простая для самостоятельного изготовления схема, повышенная надежность, высокий КПД, относительно низкие затраты на электроэнергию, длительный срок эксплуатации, малая вероятность возникновения поломок и т.п.
Производительность прибора может быть значительной, агрегаты этого типа успешно используются в металлургической промышленности. По скорости нагрева теплоносителя устройства этого типа уверенно соперничают с традиционными электрическими котлами, температура воды в системе быстро достигает необходимого уровня.
Во время функционирования индукционного котла нагреватель слегка вибрирует. Эта вибрация стряхивает со стенок металлической трубы известковый осадок и другие возможные загрязнения, поэтому в очистке такой прибор нуждается крайне редко. Конечно, отопительную систему следует защитить от этих загрязнений с помощью механического фильтра.
Индукционная катушка нагревает металл (трубу или куски проволоки), помещенные внутри нее, с помощью высокочастотных вихревых токов, контакт не обязателен
Постоянный контакт с водой сводит к минимуму и вероятность перегорания нагревателя, что является довольно частой проблемой для традиционных котлов с ТЭНами. Несмотря на вибрацию, котел работает исключительно тихо, дополнительная шумоизоляция в месте установки прибора не понадобится.
Еще индукционные котлы хороши тем, что они практически никогда не протекают, если только монтаж системы выполнен правильно. Это очень ценное качество для , так как исключает или значительно сокращает вероятность возникновения опасных ситуаций.
Отсутствие протечек обусловлено бесконтактным способом передачи тепловой энергии нагревателю. Теплоноситель с помощью описанной выше технологии можно разогреть чуть ли не до парообразного состояния.
Это обеспечивает достаточную тепловую конвекцию, чтобы стимулировать эффективное перемещение теплоносителя по трубам. В большинстве случаев отопительную систему не придется оборудовать циркуляционным насосом, хотя все зависит от особенностей и схемы конкретной системы отопления.
Выводы и полезное видео по теме
Ролик #1. Обзор принципов индукционного нагрева:
Ролик #2. Интересный вариант изготовления индукционного нагревателя:
Для установки индукционного нагревателя не нужно получать разрешение контролирующих органов, промышленные модели таких устройств вполне безопасны, они подходят и для частного дома, и для обычной квартиры. Но владельцам самодельных агрегатов не следует забывать о технике безопасности.
Индукционный нагреватель состоит из мощного источника высокой частоты и колебательного
контура, включающего в себя индуктор (рис. 1). В переменное магнитное поле индуктора помещается нагреваемая
заготовка. В зависимости от материала заготовки, её объёма и глубины нагрева,
применяется широкий диапазон рабочих частот, от 50 Гц до десятков МГц. При низких частотах порядка
100-10000 Гц в промышленности могут применяются электромашинные преобразователи и
тиристорные инверторы. При частотах порятка МГц могут применяться электронные лампы. На средних
частотах порядка 10-300 кГц целесообразно применять транзисторы IGBT/MOSFET.
Рисунок 1. Общая схема
Физика
Согласно закону электромагнитной индукции, если проводник находится в изменяющемся (переменном)
магнитном поле, то в нём индуцируется (наводится) электродвижущая сила (ЭДС), направление которой
перпендикулярно силовым линиям магнитного поля, пересекающего проводник. При этом амплитуда ЭДС
пропорциональна скорости изменения магнитного потока, в котором находится проводник.
Говоря простым языком, если заготовку из проводящего материала рассматривать как бесконечное множество короткозамкнутых контуров,
то при помещении её в индуктор, под действием переменного магнитного поля в этих контурах будут
индуцироваться токи (т.н. вихревые или токи Фуко). В свою очередь эти токи, согласно закону Джоуля-Ленца, вызовут
нагрев заготовки, так как её материал обладает электрическим сопротивлением.
Рисунок 2. Принцип работы
Как при прохождении по металлическим проводникам переменного тока, так и при нагреве токами высокой
частоты металлов, наблюдается поверхностный эффект (скин-эффект). Связано это с тем, что вихревые токи
в толще проводника вытесняют основной ток на поверхность. Индукционный
нагрев металла интенсивнее у поверхности, чем в центре. Глубина скин-слоя зависит от удельного сопротивления материала, его магнитной
проницаемости и обратно пропорциональна частоте поля. Поэтому, в зависимости от частоты, данный метод нагрева
может применяться как для плавки металла, так и для
поверхностной закалки.
Согласование
Для инвертора, являющегося источником напряжения прямоугольной формы, LC-контур является нагрузкой
с низким импедансом. Для согласования применяются высокочастотные трансформаторы или дроссели.
Согласующий дроссель, включенный в разрыв провода между инвертором и контуром, вместе с резонансным
конденсатором образует LC-фильтр. Таким образом, отбирая небольшую часть емкости резонансного конденсатора,
дроссель в малой степени влияет на частотную характеристику контура. Обычно такой дроссель выполняется на ферритовом сердечнике
с воздушным зазором, изменяя величину которого, можно регулировать подводимую к индуктору мощность.
Высокочастотный трансформатор может работать как на параллельный контур, так и последовательный. В первом случае
трансформатор сильно повлияет на резонансную частоту контура. Во втором случае последовательный контур в резонансном режиме
будет потреблять максимум мощности с пустым индуктором (без нагрузки), т.к. при резонансе напряжений реактивное сопротивление LC-цепи стремится к нулю, а активное в таких цепях — как правило, очень мало.
Конструктивно согласующий трансформатор выполняется на ферритовом кольце (либо набирается из нескольких) и надевается на провод индуктора.
Если импедансы не согласованы, то сильно падает КПД такого нагревателя и повышается риск выхода из строя питающего источника.
При правильной настройке генератора, его частота должна совпадать с резонансной частотой выходного контура,
либо может быть немного выше резонансной. В этом случае ключи питающего преобразователя
работают в наиболее благоприятном режиме. Не желательно допускать ситуации, когда частота переключений инвертора
будет ниже резонансной, т.е. сопротивление будет иметь емкостной характер.
С изменением массы или материала нагреваемого тела резонансная частота колебательного контура меняется.
Для подстройки применяются различные методы: переключение емкости конденсаторной батареи,
автоматическая подстройка частоты, ручная регулировка частоты, автогенераторы.
При достижении определенной температуры материала (точка Кюри) материал теряет магнитные свойства, в
следствие чего резонансная частота контура резко меняется, а также увеличивается толщина скин-слоя.
Выбирая элементы контура следует учитывать, что при резонансе в контуре достигаются токи и напряжения
большой амплитуды, которые могут превышать питающие в десятки раз. Индуктор следует изготавливать
из медного провода или трубки достаточного сечения. Даже при небольшой мощности (порядка 200-500 Вт) индуктор
начинает сильно нагреваться под действием собственного поля. Работать такой индуктор будет, но сильно перегреется
за короткое время.
Для отвода тепла обычно применяется водное охлаждение, тогда индуктор делается из медной трубки.
В качестве контурных конденсаторов следует выбирать высоковольтные конденсаторы с достаточной реактивной
мощностью, с низвикми диэлектрическими потерями, присоединять шинами/проводами c наименьшей длиной и индуктивностью, вблизи индуктора.
Существуют специальные конденсаторы для работы в таких установках, но при относительно малой мощности (единицы кВт) успешно
приметяются батареи полипропилленовых конденсаторов.
Индукционный нагрев March 14th, 2015
В индукционных печах и устройствах тепло в электропроводном нагреваемом теле выделяется токами, индуктированными в нем переменным электромагнитным полем. Таким образом, здесь осуществляется прямой нагрев.
Индукционный нагрев металлов основан на двух физических законах: законе электромагнитной индукции Фарадея-Максвелла и законе Джоуля-Ленца. Металлические тела (заготовки, детали и др.) помещают в переменное магнитное поле, которое возбуждает в них вихревое электрическое поле. ЭДС индукции определяется скоростью изменения магнитного потока. Под действием ЭДС индукции в телах протекают вихревые (замкнутые внутри тел) токи, выделяющие теплоту по закону Джоуля-Ленца. Эта ЭДС создает в металле переменный ток, тепловая энергия, выделяемая данными токами, является причиной нагрева металла. Индукционный нагрев является прямым и бесконтактным. Он позволяет достигать температуры, достаточной для плавления самых тугоплавких металлов и сплавов.
Под катом видео с девайсом от 12 вотльт
Индукционный нагрев и закалка металловИнтенсивный индукционный нагрев возможен лишь в электромагнитных полях высокой напряженности и частоты, которые создают специальными устройствами — индукторами. Индукторы питают от сети 50 Гц (установки промышленной частоты) или от индивидуальных источников питания — генераторов и преобразователей средней и высокой частоты.
Простейший индуктор устройств косвенного индукционного нагрева низкой частоты — изолированный проводник (вытянутый или свернутый в спираль), помещенный внутрь металлической трубы или наложенный на ее поверхность. При протекании по проводнику-индуктору тока в трубе наводятся греющие ее вихревые токи. Теплота от трубы (это может быть также тигель, емкость) передается нагреваемой среде (воде, протекающей по трубе, воздуху и т. д.).
Наиболее широко применяется прямой индукционный нагрев металлов на средних и высоких частотах. Для этого используют индукторы специального исполнения. Индуктор испускает электромагнитную волну, которая падает на нагреваемое тело и затухает в нем. Энергия поглощенной волны преобразуется в теле в теплоту. Для нагрева плоских тел применяют плоские индукторы, цилиндрических заготовок — цилиндрические (соленоидные) индукторы. В общем случае они могут иметь сложную форму, обусловленную необходимостью концентрации электромагнитной энергии в нужном направлении.
Особенностью индукционного ввода энергии является возможность регулирования пространственного расположения зоны протекания вихревых токов. Во-первых, вихревые токи протекают в пределах площади, охватываемой индуктором. Нагревается только та часть тела, которая находится в магнитной связи с индуктором независимо от общих размеров тела. Во-вторых, глубина зоны циркуляции вихревых токов и, следовательно, зоны выделения энергии зависит, кроме других факторов, от частоты тока индуктора (увеличивается при низких частотах и уменьшается с повышением частоты). Эффективность передачи энергии от индуктора к нагреваемому току зависит от величины зазора между ними и повышается при его уменьшении.
Индукционный нагрев применяют для поверхностной закалки стальных изделий, сквозного нагрева под пластическую деформацию (ковку, штамповку, прессование и т. д.), плавления металлов, термической обработки (отжиг, отпуск, нормализация, закалка), сварки, наплавки, пайки металлов.
Косвенный индукционный нагрев применяют для обогрева технологического оборудования (трубопроводы, емкости и т. д.), нагрева жидких сред, сушки покрытий, материалов (например, древесины). Важнейший параметр установок индукционного нагрева — частота. Для каждого процесса (поверхностная закалка, сквозной нагрев) существует оптимальный диапазон частот, обеспечивающий наилучшие технологические и экономические показатели. Для индукционного нагрева используют частоты от 50Гц до 5Мгц.
Преимущества индукционного нагрева
1) Передача электрической энергии непосредственно в нагреваемое тело позволяет осуществить прямой нагрев проводниковых материалов. При этом повышается скорость нагрева по сравнению с установками косвенного действия, в которых изделие нагревается только с поверхности.
2) Передача электрической энергии непосредственно в нагреваемое тело не требует контактных устройств. Это удобно в условиях автоматизированного поточного производства, при использовании вакуумных и защитных средств.
3) Благодаря явлению поверхностного эффекта максимальная мощность, выделяется в поверхностном слое нагреваемого изделия. Поэтому индукционный нагрев при закалке обеспечивает быстрый нагрев поверхностного слоя изделия. Это позволяет получить высокую твердость поверхности детали при относительно вязкой середине. Процесс поверхностной индукционной закалки быстрее и экономичнее других методов поверхностного упрочнения изделия.
4) Индукционный нагрев в большинстве случаев позволяет повысить производительность и улучшить условия труда.
Вот еще один необычный эффект: А я вам еще напомню про , а так же . Мы еще обсуждали и Оригинал статьи находится на сайте ИнфоГлаз.рф Ссылка на статью, с которой сделана эта копия —
Индукционная печь изобретена давно, еще в 1887 г, С. Фарранти. Первая промышленная установка заработала в 1890 г. на фирме Benedicks Bultfabrik. Долгое время индукционные печи и в индустрии были экзотикой, но не вследствие дороговизны электричества, тогда оно было не дороже теперешнего. В процессах, происходящих в индукционных печах, было еще много непонятного, а элементная база электроники не позволяла создавать эффективные схемы управления ими.
В индукционно-печной сфере переворот произошел буквально на глазах в наши дни, благодаря появлению, во-первых, микроконтроллеров, вычислительная мощность которых превышает таковую персональных компьютеров десятилетней давности. Во-вторых, благодаря… мобильной связи. Ее развитие потребовало появления в продаже недорогих транзисторов, способных отдавать мощность в несколько кВт на высоких частотах. Они, в свою очередь, были созданы на основе полупроводниковых гетероструктур, за исследования которых российский физик Жорес Алферов получил Нобелевскую премию.
В конечном итоге, индукционные печки не только совершенно преобразились в промышленности, но и широко вошли в быт. Интерес к предмету породил массу самоделок, которые, в принципе, могли бы быть полезными. Но большинство авторов конструкций и идей (описаний которых в источниках много больше, чем работоспособных изделий) плоховато представляют себе как основы физики индукционного нагрева, так и потенциальную опасность неграмотно выполненных конструкций. Настоящая статья призвана прояснить некоторые наиболее смутные моменты. Материал построен на рассмотрении конкретных конструкций:
- Промышленной канальной печи для плавки металла, и возможности ее создания самостоятельно.
- Тигельных печей индукционного типа, самых простых в исполнении и наиболее популярных среди самодельщиков.
- Индукционных водогрейных котлов, стремительно вытесняющих бойлеры с ТЭНами.
- Бытовых варочных индукционных приборов, конкурирующих с газовыми плитами и по ряду параметров превосходящих микроволновки.
Примечание: все рассматриваемые устройства основаны на магнитной индукции, создаваемой катушкой индуктивности (индуктором), поэтому и называются индукционными. В них можно плавить/нагревать только электропроводящие материалы, металлы и т.п. Есть еще электроиндукционные емкостные печи, основанные на электрической индукции в диэлектрике между обкладками конденсатора, они применяются для «нежного» плавления и электротермообработки пластиков. Но распространены они гораздо меньше индукторных, рассмотрение их требует отдельного разговора, поэтому пока оставим.
Принцип действия
Принцип работы индукционной печи иллюстрирует рис. справа. В сущности она – электрический трансформатор с короткозамкнутой вторичной обмоткой:
- Генератор переменного напряжения G создает в индукторе L (heating coil) переменный ток I1.
- Конденсатор С совместно с L образуют колебательный контур, настроенный на рабочую частоту, это в большинстве случаев повышает техпараметры установки.
- Если генератор G автоколебательный, то С часто исключают из схемы, используя вместо него собственную емкость индуктора. Она у описанных ниже высокочастотных индукторов составляет несколько десятков пикофарад, что как раз соответствует рабочему диапазону частот.
- Индуктор в соответствии с уравнениями Максвелла создает в окружающем пространстве переменное магнитное поле с напряженностью H. Магнитное поле индуктора может как замыкаться через отдельный ферромагнитный сердечник, так и существовать в свободном пространстве.
- Магнитное поле, пронизывая помещенную в индуктор заготовку (или плавильную шихту) W, создает в ней магнитный поток Ф.
- Ф, если W электропроводящая, индуцирует в ней вторичный ток I2, то тем же уравнениям Максвелла.
- Если Ф достаточно массивна и цельная, то I2 замыкается внутри W, образуя вихревой ток, или ток Фуко.
- Вихревые токи по закону Джоуля-Ленца отдает полученную им через индуктор и магнитное поле от генератора энергию, нагревая заготовку (шихту).
Электромагнитное взаимодействие с точки зрения физики достаточно сильно и обладает довольно высоким дальнодействием. Поэтому, несмотря на многоступенчатое преобразование энергии, индукционная печь способна показать в воздухе или вакууме КПД до 100%.
Примечание: в среде из неидеального диэлектрика с диэлектрической проницаемостью >1 потенциально достижимый КПД индукционных печей падает, а в среде с магнитной проницаемостью >1 добиться высокого КПД проще.
Канальная печь
Канальная индукционная плавильная печь – первая из примененных в промышленности. Она и конструктивно похожа на трансформатор, см. рис. справа:
- Первичная обмотка, питаемая током промышленной (50/60 Гц) или повышенной (400 Гц) частоты, выполнена из медной, охлаждаемой изнутри жидким теплоносителем, трубки;
- Вторичная короткозамкнутая обмотка – расплав;
- Кольцеобразный тигель из жаростойкого диэлектрика, в котором помещается расплав;
- Наборный из пластин трансформаторной стали магнитопровод.
Канальные печи используются для переплавки дюраля, цветных спецсплавов, получения высококачественного чугуна. Промышленные канальные печи требуют затравки расплавом, иначе «вторичка» не замкнется накоротко и нагрева не будет. Или между крошками шихты возникнут дуговые разряды, и вся плавка просто взорвется. Поэтому перед пуском печи в тигель наливают немного расплава, а переплавленную порцию выливают не до конца. Металлурги говорят, что канальная печь имеет остаточную емкость.
Канальную печь на мощность до 2-3 кВт можно сделать и самому из сварочного трансформатора промышленной частоты. В такой печи можно расплавить до 300-400 г цинка, бронзы, латуни или меди. Можно переплавлять дюраль, только отливке нужно по остывании дать состариться, от нескольких часов до 2-х недель, в зависимости от состава сплава, чтобы набрала прочность, вязкость и упругость.
Примечание: дюраль вообще был изобретен случайно. Разработчики, обозлившись, что легировать алюминий никак не удается, бросили в лаборатории очередной «никакой» образец и ушли в загул с горя. Протрезвились, вернулись – а никакой изменил цвет. Проверили – а он набрал прочность едва ли не стали, оставшись легким, как алюминий.
«Первичку» трансформатора оставляют штатной, она уже рассчитана на работу в режиме КЗ вторички сварочной дугой. «Вторичку» снимают (ее потом можно поставить обратно и использовать трансформатор по прямому назначению), а вместо нее надевают кольцевой тигель. Но пытаться переделать в канальную печь сварочный ВЧ-инвертор опасно! Его ферритовый сердечник перегреется и разлетится в куски из-за того, что диэлектрическая проницаемость феррита >>1, см. выше.
Проблема остаточной емкости в маломощной печке отпадает: в шихту для затравки кладут проволочку из того же металла, согнутую в кольцо и со скрученными концами. Диаметр проволоки – от 1 мм/кВт мощности печи.
Но появляется проблема кольцевого тигля: единственный подходящий для малого тигля материал – электрофарфор. В домашних условиях обработать его самому невозможно, а где взять покупной подходящий? Прочие огнеупоры не годятся вследствие высоких диэлектрических потерь в них или пористости и малой механической прочности. Поэтому, хотя канальная печь дает плавку высочайшего качества, не требует электроники, а ее КПД уже при мощности 1 кВт превышает 90%, у самодельщиков они не в ходу.
Под обычный тигель
Остаточная емкость раздражала металлургов – сплавы-то плавились дорогие. Поэтому, как только в 20-х годах прошлого века появились достаточно мощные радиолампы, тут же родилась идея: выкинуть на (не будем повторять профессиональные идиомы суровых мужиков) магнитопровод, а обычный тигель засунуть прямо в индуктор, см. рис.
На промышленной частоте так не сделаешь, магнитное поле низкой частоты без концентрирующего его магнитопровода расползется (это т. наз. поле рассеяния) и отдаст свою энергию куда угодно, только не в расплав. Компенсировать поле рассеяния можно повышением частоты до высокой: если диаметр индуктора соизмерим с длиной волны рабочей частоты, а вся система – в электромагнитном резонансе, то до 75% и более энергии ее электромагнитного поля будет сосредоточено внутри «бессердечной» катушки. КПД выйдет соответственный.
Однако уже в лабораториях выяснилось, что авторы идеи проглядели очевидное обстоятельство: расплав в индукторе, хотя бы и диамагнитный, но электропроводящий, за счет собственного магнитного поля от вихревых токов изменяет индуктивность нагревательной катушки. Начальную частоту понадобилось устанавливать под холодную шихту и менять по мере ее плавления. Причем в пределах тем больших, чем больше заготовка: если для 200 г стали можно обойтись диапазоном в 2-30 МГц, то для болванки с железнодорожную цистерну начальная частота будет около 30-40 Гц, а рабочая – до нескольких кГц.
Подходящую автоматику на лампах сделать сложно, «тянуть» частоту за болванкой – нужен высококвалифицированный оператор. Кроме того, на низких частотах сильнейшим образом проявляет себя поле рассеяния. Расплав, который в такой печи еще и сердечник катушки, до некоторой степени собирает магнитное поле возле нее, но все равно, для получения приемлемого КПД понадобилось окружать всю печь мощным ферромагнитным экраном.
Тем не менее, благодаря своим выдающимся достоинствам и уникальным качествам (см. далее) тигельные индукционные печи широко применяются и в промышленности, и самодельщиками. Поэтому остановимся подробнее на том, как правильно сделать такую своими руками.
Немного теории
При конструировании самодельной «индукционки» нужно твердо помнить: минимум потребляемой мощности не соответствует максимуму КПД, и наоборот. Минимальную мощность от сети печка возьмет при работе на основной резонансной частоте, Поз. 1 на рис. Болванка/шихта при этом (и на более низких, дорезонансных частотах) работает как один короткозамкнутый виток, а в расплаве наблюдается всего одна конвективная ячейка.
В режиме основного резонанса в печке на 2-3 кВт можно расплавить до 0,5 кг стали, но разогрев шихты/заготовки займет до часа и более. Соответственно, общее потребление электричества от сети будет большим, а общий КПД – низким. На дорезонансных частотах – еще ниже.
Вследствие этого индукционные печи для плавки металла работают чаще всего на 2-й, 3-й и др. высших гармониках (Поз. 2 на рис.) Требуемая для разогрева/расплавления мощность при этом возрастает; для того же полкило стали на 2-й понадобится 7-8 кВт, на 3-ей 10-12 кВт. Но прогрев происходит очень быстро, за минуты или доли минут. Поэтому и КПД выходит высокий: печка не успевает «съесть» много, как расплав уже можно лить.
У печей на гармониках есть важнейшее, даже уникальное достоинство: в расплаве возникает несколько конвективных ячеек, мгновенно и тщательно его перемешивающих. Поэтому можно вести плавку в режиме т. наз. быстрой шихты, получая сплавы, которые в любых других плавильных печах выплавить принципиально невозможно.
Если же «задрать» частоту в 5-6 и более раз выше основной, то КПД несколько (ненамного) падает, но проявляется еще одно замечательное свойство индукционки на гармониках: поверхностный нагрев вследствие скин-эффекта, вытесняющего ЭМП к поверхности заготовки, Поз. 3 на рис. Для плавки этот режим используется редко, но для разогрева заготовок под поверхностную цементацию и закалку – милое дело. Современная техника без такого способа термообработки была бы просто невозможна.
О левитации в индукторе
А теперь проделаем фокус: накрутим первые 1-3 витка индуктора, затем перегнем трубку/шину на 180 градусов, и остальную обмотку навьем в обратном направлении (Поз 4 на рис.) Подключим к генератору, введем в индуктор тигель в шихтой, дадим ток. Дождемся расплавления, уберем тигель. Расплав в индукторе соберется в сферу, которая там останется висеть, пока не выключим генератор. Тогда – упадет вниз.
Эффект электромагнитной левитации расплава используют для очистки металлов путем зонной плавки, для получение высокоточных металлических шариков и микросфер, и т.п. Но для надлежащего результата плавку нужно вести в высоком вакууме, поэтому здесь о левитации в индукторе упомянуто только для сведения.
Зачем индуктор дома?
Как видим, даже маломощная индукционная печка для квартирной проводки и лимитов потребления мощновата. Для чего же стоит ее делать?
Во-первых, для очистки и разделения драгоценных, цветных и редких металлов. Берем, к примеру, старый советский радиоразъем с позолоченными контактами; золота/серебра на плакировку тогда не жалели. Кладем контакты в узкий высокий тигелек, суем в индуктор, плавим на основном резонансе (выражаясь профессионально, на нулевой моде). По расплавлении постепенно снижаем частоту и мощность, давая застыть болванке в течение 15 мин – получаса.
По остывании разбиваем тигелек, и что видим? Латунный столбик с ясно различимым золотым кончиком, который остается только отрезать. Без ртути, цианидов и прочих убийственных реагентов. Нагревом расплава извне любым способом этого не добиться, конвекция в нем не даст.
Ну, золото-золотом, а сейчас и черный металлолом на дороге не валяется. Но вот необходимость равномерного, или точно дозированного по поверхности/объему/температуре нагрева металлических деталей для качественной закалки у самодельщика или ИП-индивидуала всегда найдется. И тут опять выручит печка-индуктор, причем расход электричества будет посильным для семейного бюджета: ведь основная доля энергии нагрева приходится на скрытую теплоту плавления металла. А меняя мощность, частоту и расположение детали в индукторе, можно нагреть именно нужное место именно как надо, см. рис. выше.
Наконец, сделав индуктор специальной формы (см. рис. слева), можно отпустить закаленную деталь в нужном месте, на нарушая цементации с закалкой на конце/концах. Затем, где надо – гнем, плющим, а остальное остается твердым, вязким, упругим. В конце можно снова разогреть, где отпускали, и опять закалить.
Приступаем к печке: что нужно знать обязательно
Электромагнитное поле (ЭМП) воздействует на человеческий организм, хотя бы прогревая его во всем объеме, как мясо в микроволновке. Поэтому, работая с индукционной печью в качестве конструктора, мастера или эксплуатанта, нужно четко уяснить себе суть следующих понятий:
ППЭ – плотность потока энергии электромагнитного поля. Определяет общее физиологическое воздействие ЭМП на организм независимо от частоты излучения, т.к. ППЭ ЭМП одной и той же напряженности растет с ростом частоты излучения. По санитарным нормам разных стран допустимое значение ППЭ от 1 до 30 мВт на 1 кв. м. поверхности тела при постоянном (свыше 1 часа в сутки) воздействии и втрое-впятеро больше при однократном кратковременном, до 20 мин.
Примечание: особняком стоят США, у них допустимая ППЭ – 1000 мВт (!) на кв. м. тела. Фактически, американцы считают началом физиологического воздействия внешние его проявления, когда человеку уже становится плохо, а долговременные последствия облучения ЭМП полностью игнорируют.
ППЭ при удалении от точечного источника излучения падает по квадрату расстояния. Однослойная экранировка оцинковкой или мелкоячеистой оцинкованной сеткой снижает ППЭ в 30-50 раз. Вблизи катушки по ее оси ППЭ будет в 2-3 раза выше, чем сбоку.
Поясним на примере. Есть индуктор на 2 кВт и 30 МГц с КПД в 75%. Следовательно, наружу из него уйдет 0,5 кВт или 500 Вт. На расстоянии в 1 м от него (площадь сферы радиусом 1 м – 12,57 кв. м.) на 1 кв. м. придется 500/12,57=39,77 Вт, а на человека – около 15 Вт, это очень много. Индуктор нужно располагать вертикально, перед включением печи надевать на него заземленный экранирующий колпак, следить за процессом издали, а по его окончании немедленно выключать печь. На частоте в 1 МГц ППЭ упадет в 900 раз, и с экранированным индуктором можно работать без особых предосторожностей.
СВЧ – сверхвысокие частоты. В радиэлектронике СВЧ считают с т.наз. Q-диапазона, но по физиологии СВЧ начинается примерно со 120 МГц. Причина – электроиндукционный нагрев плазмы клеток и резонансные явления в органических молекулах. СВЧ обладает специфически направленным биологическим действием с долговременными последствиями. Достаточно получить 10-30 мВт в течение получаса, чтобы подорвать здоровье и/или репродуктивную способность. Индивидуальная восприимчивость к СВЧ крайне изменчива; работая с ним, нужно регулярно проходить специальную медкомиссию.
Пресечь СВЧ-излучение очень трудно, оно, как говорят профи, «сифонит» сквозь малейшую щелочку в экране или при малейшем нарушении качества заземления. Эффективная борьба с СВЧ-излучением аппаратуры возможна только на уровне его конструирования высококлассными специалистами.
Компоненты печи
Индуктор
Важнейшая часть индукционной печи – ее нагревательная катушка, индуктор. Для самодельных печей на мощность до 3 кВт пойдет индуктор из голой медной трубки диаметром 10 мм или медной же голой шины сечением не менее 10 кв. мм. Внутренний диаметр индуктора – 80-150 мм, количество витков – 8-10. Витки не должны соприкасаться, расстояние между ними – 5-7 мм. Также никакая часть индуктора не должна касаться его экрана; минимальный зазор – 50 мм. Поэтому для прохождения выводов катушки к генератору нужно предусмотреть окно в экране, не мешающее его снимать/ставить.
Индукторы промышленных печей охлаждают водой или антифризом, но на мощности до 3 кВт описанный выше индуктор при работе его в продолжении до 20-30 мин принудительного охлаждения не требует. Однако он сам при этом сильно нагревается, а окалина на меди резко снижает КПД печи вплоть до потери ею работоспособности. Сделать самому индуктор с жидкостным охлаждением невозможно, поэтому его придется время от времени менять. Применять принудительное воздушное охлаждение нельзя: пластиковый или металлический корпус вентилятора вблизи катушки «притянут» к себе ЭМП, перегреются, а КПД печи упадет.
Примечание: для сравнения – индуктор для плавильной печи на 150 кг стали согнут из медной трубы 40 мм наружным диаметром и 30 внутренним. Число витков – 7, диаметр катушки по внутри 400 мм, высота тоже 400 мм. Для его раскачки на нулевой моде нужно 15-20 кВт при наличии замкнутого контура охлаждения дистиллированной водой.
Генератор
Вторая главная часть печи – генератор переменного тока. Сделать индукционную печь, не владея основами радиоэлектроники хотя бы на уровне радиолюбителя средней квалификации, не стоит и пытаться. Эксплуатировать – тоже, ведь, если печка не под компьютерным управлением, настроить ее в режим можно, только чувствуя схему.
При выборе схемы генератора следует всячески избегать решений, дающих жесткий спектр тока. В качестве антипримера приводим довольно распространенную схему на тиристорном ключе, см. рис. выше. Доступный специалисту расчет по прилагаемой к ней автором осциллограмме показывает, что ППЭ на частотах свыше 120 МГц от индуктора, запитанного таким образом, превышает 1 Вт/кв. м. на расстоянии 2,5 м от установки. Убийственная простота, ничего не скажешь.
В качестве ностальгического курьеза приводим еще схему древнего лампового генератора, см. рис. справа. Такие делали советские радиолюбители еще в 50-х годах, рис. справа. Настройка в режим – воздушным конденсатором переменной емкости С, с зазором между пластинами не менее 3 мм. Работает только на нулевой моде. Индикатор настройки – неоновая лампочка Л. Особенность схемы – очень мягкий, «ламповый» спектр излучения, так что пользоваться этим генератором можно без особых мер предосторожности. Но – увы! – ламп для него сейчас не найдешь, а при мощности в индукторе около 500 Вт энергопотребление от сети – более 2 кВт.
Примечание: указанная на схеме частота 27,12 МГц не оптимальна, она выбрана из соображений электромагнитной совместимости. В СССР она была свободной («мусорной») частотой, для работы на которой разрешения не требовалось, лишь бы устройство помех никому не давало. А вообще-то С можно перестраивать генератор в довольно широком диапазоне.
На следующем рис. слева – простейший генератор с самовозбуждением. L2 – индуктор; L1 – катушка обратной связи, 2 витка эмалированного провода диаметром 1,2-1,5 мм; L3 – болванка или шихта. В качестве контурной емкости используется собственная емкость индуктора, поэтому эта схема не требует настройки, она автоматически входит в режим нулевой моды. Спектр мягкий, но при неправильной фазировке L1 мгновенно сгорает транзистор, т.к. он оказывается в активном режиме с КЗ по постоянному току в цепи коллектора.
Также транзистор может сгореть просто от изменения наружной температуры или саморазогрева кристалла – каких-либо мер по стабилизации его режима не предусмотрено. В общем, если у вас завалялись где-то старые КТ825 или им подобные, то начинать эксперименты по индукционному нагреву можно с этой схемки. Транзистор должен быть установлен на радиатор площадью не менее 400 кв. см. с обдувом от компьютерного или ему подобного вентилятора. Регулировка можности в индукторе, до 0,3 кВт – изменением напряжения питания в пределах 6-24 В. Его источник должен обеспечивать ток не менее 25 А. Мощность рассеивания резисторов базового делителя напряжения не менее 5 Вт.
Схема на след. рис. справа – мультивибратор с индуктивной нагрузкой на мощных полевых тразисторах (450 B Uk, не менее 25 A Ik). Благодаря применению емкости в цепи колебательного контура дает довольно мягкий спектр, но внемодовый, поэтому пригоден для разогрева деталей до 1 кг для закалки/отпуска. Главный недостаток схемы – дороговизна компонент, мощных полевиков и быстродействующих (граничная частота не менее 200 кГц) высоковольтных диодов в их базовых цепях. Биполярные мощные транзисторы в этой схеме не работают, перегреваются и сгорают. Радиатор здесь такой же, как и в предыдущем случае, но обдува уже не нужно.
Следующая схема уже претендует на звание универсальной, мощностью до 1 кВт. Это – двухтактный генератор с независимым возбуждением и мостовым включением индуктора. Позволяет работать на 2-3 моде или в режиме поверхностного нагрева; частота регулируется переменным резистором R2, а диапазоны частот переключаются конденсаторами С1 и С2, от 10 кГц до 10 МГц. Для первого диапазона (10-30 кГц) емкость конденсаторов С4-С7 должна быть увеличена до 6,8 мкФ.
Трансформатор между каскадами – на ферритовом кольце с площадью сечения магнитопровода от 2 кв. см. Обмотки – из эмалированного провода 0,8-1,2 мм. Радиатор транзисторов – 400 кв. см. на четверых с обдувом. Ток в индукторе практически синусоидальный, поэтому спектр излучения мягкий и на всех рабочих частотах дополнительных мер защиты не требуется, при условии работы до 30 мин в день через 2 дня на 3-й.
Видео: самодельный индукционный нагреватель в работе
Индукционные котлы
Индукционные водогрейные котлы, без сомнения, вытеснят бойлеры с ТЭНами везде, где электричество обходится дешевле других видов топлива. Но их неоспоримые достоинства породили и массу самоделок, от которых у специалиста иной раз буквально волосы дыбом встают.
Скажем, такая конструкция: пропиленовую трубу с проточной водой окружает индуктор, а он запитан от сварочного ВЧ-инвертора на 15-25 А. Вариант – из термостойкого пластика делают пустотелый бублик (тор), по патрубкам пропускают через него воду, а для нагрева обматывают шиной, образующий свернутый в кольцо индуктор.
ЭМП передаст свою энергию воде хорошо; та обладает неплохой электропроводностью и аномально высокой (80) диэлектрической проницаемостью. Вспомните, как стреляют в микроволновке оставшиеся на посуде капельки влаги.
Но, во-первых, для полноценного обогрева квартиры или зимой нужно не менее 20 кВт тепла, при тщательном утеплении снаружи. 25 А при 220 В дают всего 5,5 кВт (а сколько это электричество стоит по нашим тарифам?) при 100% КПД. Ладно, пусть мы в Финляндии, где электричество дешевле газа. Но лимит потребления на жилье – все равно 10 кВт, а за перебор нужно платить по увеличенному тарифу. И квартирная проводка 20 кВт не выдержит, нужно тянуть отдельный фидер от подстанции. Во что такая работа обойдется? Если еще электрикам далеко до перебора мощности по району и они ее разрешат.
Затем, сам теплообменник. Он должен быть или металлическим массивным, тогда будет действовать только индукционный нагрев металла, или из пластика с низкими диэлектрическими потерями (пропилен, между прочим, к таким не относится, годится только дорогой фторопласт), тогда вода непосредственно поглотит энергию ЭМП. Но в любом случае выходит, что индуктор греет весь объем теплообменника, а воде тепло отдает только внутренняя его поверхность.
В итоге, ценой больших трудов с риском для здоровья, получаем бойлер с КПД пещерного костра.
Индукционный котел отопления промышленного изготовления устроен совсем по-иному: просто, но в домашних условиях невыполнимо, см. рис. справа:
- Массивный медный индуктор подключается непосредственно к сети.
- Его ЭМП греет также массивный металлический лабиринт-теплообменник из ферромагнитного металла.
- Лабиринт одновременно изолирует индуктор от воды.
Стоит такой бойлер в несколько раз дороже обычного с ТЭНом, и пригоден для установки только на пластиковые трубы, но взамен дает массу выгод:
- Никогда не сгорает – в нем нет раскаленной электроспирали.
- Массивный лабиринт надежно экранирует индуктор: ППЭ в непосредственной близости от 30 кВт индукционного бойлера – ноль.
- КПД – более чем 99,5%
- Абсолютно безопасен: собственная постоянная времени обладающей большой индуктивностью катушки – более 0,5 с, что в 10-30 раз больше времени срабатывания УЗО или автомата. Его еще ускоряет «отдача» от переходного процесса при пробое индуктивности на корпус.
- Сам же пробой вследствие «дубовости» конструкции исключительно маловероятен.
- Не требует отдельного заземления.
- Безразличен к удару молнии; сжечь массивную катушку ей не под силу.
- Большая поверхность лабиринта обеспечивает эффективный теплообмен при минимальном температурном градиенте, что почти исключает образование накипи.
- Огромная долговечность и простота пользования: индукционный бойлер совместно с гидромагнитной системой (ГМС) и фильтром-отстойником работает без обслуживания не менее 30 лет.
О самодельных котлах для ГВС
Здесь на рис. приведена схема маломощного индукционного нагревателя для систем ГВС с накопительным баком. В ее основе – любой силовой трансформатор на 0,5-1,5 кВт с первичной обмоткой на 220 В. Очень хорошо подходят сдвоенные трансформаторы от старых ламповых цветных телевизоров – «гробов» на двухстержневом магнитопроводе типа ПЛ.
Вторичную обмотку с таких снимают, первичку перематывают на один стержень, увеличив количество ее витков для работы в режиме, близком к КЗ (короткому замыканию) по вторичке. Сама же вторичная обмотка – вода в U-образном колене из трубы, охватывающем другой стержень. Пластиковая труба или металлическая – на промчастоте все равно, но металлическая должна быть изолирована от остальной системы диэлектрическими вставками, как показано на рис, чтобы вторичный ток замыкался только через воду.
В любом случае такая водогрейка опасна: возможная протечка соседствует с обмоткой под сетевым напряжением. Если уж идти на такой риск, то в магнитопроводе нужно насверлить отверстие под болт-заземлитель, и прежде всего наглухо, в грунт, заземлить трансформатор и бак стальной шиной не менее 1,5 кв. см. (не кв. мм!).
Далее трансформатор (он должен располагаться непосредственно под баком), с подключенным к нему сетевым проводом в двойной изоляции, заземлителем и водогрейным витком заливают в одну «куклу» силиконовым герметиком, как моторчик помпы аквариумного фильтра. Наконец, крайне желательно весь агрегат подключить к сети через быстродействующее электронное УЗО.
Видео: «индукционный» котел на основе бытовой плитки
Индуктор на кухне
Индукционные варочные поверхности для кухни стали уже привычными, см. рис. По принципу действия это та же индукционная печка, только в роли короткозамкнутой вторичной обмотки выступает днище любой металлической варочной посудины, см. рис. справа, а не только из ферромагнитного материала, как часто не знаючи пишут. Просто алюминиевая посуда выходит из употребления; медики доказали, что свободный алюминий – канцероген, а медная и оловянная давно уже не в ходу по причине токсичности.
Бытовая индукционная плитка – порождение века высоких технологий, хотя идея ее зародилась одновременно с индукционными плавильными печами. Во-первых, для изоляции индуктора от стряпни понадобился прочный, стойкий, гигиеничный и свободно пропускающий ЭМП диэлектрик. Подходящие стеклокерамические композиты появились в производстве сравнительно недавно, и на долю верхней пластины плиты приходится немалая доля ее стоимости.
Затем, все варочные посудины разные, а их содержимое изменяет их электрические параметры, и режимы приготовления блюд тоже разные. Осторожным подкручиванием ручек до нужной моды тут и специалист не обойдется, нужен высокопроизводительный микроконтроллер. Наконец, ток в индукторе должен быть по санитарным требованиям чистой синусоидой, а его величина и частота должны сложным образом меняться сообразно степени готовности блюда. То есть, генератор должен быть с цифровым формированием выходного тока, управляемым тем самым микроконтроллером.
Делать кухонную индукционную плиту самому нет смысла: на одни только электронные компоненты по розничным ценам денег уйдет больше, чем на готовую хорошую плитку. И управлять этими приборами пока еще сложновато: у кого есть, тот знает, сколько там кнопочек или сенсоров с надписями: «Рагу», «Жаркое» и т.п. Автор этой статьи видал плитку, где значилось отдельно «Борщ флотский» и «Суп претаньер».
Тем не менее, индукционные плиты имеют массу преимуществ перед прочими:
- Почти нулевая, в отличие от микроволновок, ППЭ, хоть сам на эту плитку садись.
- Возможность программирования для приготовления самых сложных блюд.
- Растопка шоколада, вытапливание рыбьего и птичьего жира, приготовление карамели без малейших признаков пригорания.
- Высокая экономичность как следствие быстрого нагрева и почти полного сосредоточения тепла в варочной посуде.
К последнему пункту: взгляните на рис. справа, там графики разогрева стряпни на индукционной плите и газовой конфорке. Кто знаком с интегрированием, тот сразу поймет, что индуктор на 15-20% экономичнее, а с чугунным «блином» его можно и не сравнивать. Затраты денег на энергоноситель при приготовлении большинства блюд для индукционной плиты сравнимы с газовой, а на тушение и варку густых супов даже меньше. Индуктор пока уступает газу только при выпечке, когда необходим равномерный прогрев со всех сторон.
Видео: неудавшийся индукционный нагреватель из кухонной плиты
В заключение
Итак, индукционные электроприборы для подогрева воды и приготовления пищи лучше покупать готовые, дешевле и проще выйдет. А вот завести самодельную индукционную тигельную печку в домашней мастерской не помешает: станут доступными тонкие способы плавки и термообработки металлов. Нужно только помнить о ППЭ с СВЧ и строго соблюдать правила конструирования, изготовления и эксплуатации.
Как нагреть металл электричеством
НАГРЕВ МЕТАЛЛОВ ТОКОМ ВЫСОКОЙ ЧАСТОТЫ
Чтоб нагреть до красна или даже расплавить небольшой металлический предмет в домашних условиях, совсем не обязательно раскочегаривать печку и переводить топливо — современные технологии позволяют для этого задействовать токи высокой частоты (ТВЧ). И простейшей (и самый распространённой) схемой индукционного нагревателя металлов будет мультивибратор на полевых транзисторах. По крайней мере эти модули с китайских сайтов собирают как раз по такой схеме. Далее смотрите 2 модели, отличающиеся мощностью и, конечно, ценой.
Индукционный нагреватель на 50 ватт
ZVS50 — модуль индукционного нагрева начального уровня, питание модуля допустимо даже от батарей с напряжением до 12 вольт, то есть как от автономного питания, так и от сетевого БП. Цена на www.banggood.com примерно $8.
- Входное напряжение: 5-12 В
- Размеры платы: 5,5 х 4 х 2 см
- Размер катушки: длина 2.8, диаметр 2 см
Индукционный нагреватель на 1000 ватт
ZVS1000 — модуль индукционного нагрева металлов токами высокой частоты, с мощностью до 1000w. Средняя цена $35.
Данный блок индукционного нагрева использует источник питания постоянного тока 12-48 В, максимальный ток 20 А, максимальная мощность 1000 Ватт. Может быть использован для обработки мелких деталей: закалка, отжиг и другая термической обработка. Также может быть использован с тиглем, чтоб плавить золото, серебро, медь, алюминий и другие металлы. Быстрый и равномерный нагрев, что очень удобно для ювелиров.
- Внутренний диаметр катушки: 40 мм
- Высота катушки: 50 мм
- При 48 В без нагрузки ток 5 А
Чем выше напряжение, тем больше ток нагрева, а значит и мощность передаваемая в металл. Катушка может принять внутрь 40 мм тигель. Использовать устройство надо с блоками питания соответствующей мощности и поставить на радиатор кулер охлаждения.
Размер объекта, что нагревается внутри индукционной катушки не может превышать 1/4 объема, иначе может произойти перегрузка и сгорание схемы. Хотя эта схема может временно выдержать 30 А — для долгосрочной работы ток не должен превышать 20 А для безопасной работы.
Таким образом, даже заводские индукционные нагреватели используют простую схемотехнику — 2 мощных полевых транзистора, пару резисторов и набор высоковольтных конденсаторов, что позволяет при желании собрать такое устройство своими руками.
Форум
Обсудить статью НАГРЕВ МЕТАЛЛОВ ТОКОМ ВЫСОКОЙ ЧАСТОТЫ
Почему металлы так хорошо проводят тепло и электричество?
Структура металлов
Структуры чистых металлов описать просто, поскольку атомы, образующие эти металлы, можно рассматривать как идентичные совершенные сферы. Более конкретно, металлическая структура состоит из «выровненных положительных ионов» (катионов) в «море» делокализованных электронов. Это означает, что электроны могут свободно перемещаться по структуре и обуславливают такие свойства, как проводимость.
Какие бывают виды облигаций?
Ковалентные облигации
Ковалентная связь — это связь, которая образуется, когда два атома разделяют электроны. Примерами соединений с ковалентными связями являются вода, сахар и диоксид углерода.
Ионные связи
Ионная связь — это полный перенос валентных электронов между металлом и неметаллом. В результате возникают два противоположно заряженных иона, которые притягиваются друг к другу.В ионных связях металл теряет электроны, чтобы стать положительно заряженным катионом, тогда как неметалл принимает эти электроны, чтобы стать отрицательно заряженным анионом. Примером ионной связи может быть соль (NaCl).
Металлические облигации
Металлическая связь — это результат электростатической силы притяжения, которая возникает между электронами проводимости (в форме электронного облака делокализованных электронов) и положительно заряженными ионами металлов.Это можно описать как распределение свободных электронов между решеткой положительно заряженных ионов (катионов). Металлическое соединение определяет многие физические свойства металлов, такие как прочность, пластичность, термическое и электрическое сопротивление и проводимость, непрозрачность и блеск.
Делокализованные движущиеся электроны в металлах —
Это свободное движение электронов в металлах, которое придает им проводимость.
Электропроводность
Металлы содержат свободно движущиеся делокализованные электроны.Когда прикладывается электрическое напряжение, электрическое поле внутри металла вызывает движение электронов, заставляя их перемещаться от одного конца проводника к другому. Электроны будут двигаться в положительную сторону.
| Электроны текут к положительному выводу |
Теплопроводность
Металл хорошо проводит тепло.Проводимость возникает, когда вещество нагревается, частицы получают больше энергии и больше вибрируют. Затем эти молекулы сталкиваются с соседними частицами и передают им часть своей энергии. Затем это продолжается и передает энергию от горячего конца к более холодному концу вещества.
Почему металлы так хорошо проводят тепло?
Электроны в металле — это делокализованные электроны и свободно движущиеся электроны, поэтому, когда они набирают энергию (тепло), они вибрируют быстрее и могут перемещаться, это означает, что они могут быстрее передавать энергию.
Какие металлы проводят лучше всего?
Вверху: Электронные оболочки Золото (au), Серебро (Ag), Медь (Cu) и Цинк (Zn). По логике можно было бы подумать, что Золото — лучший проводник, имеющий единственный s-орбитальный электрон в последней оболочке (диаграмма выше)… так почему серебро и медь на самом деле лучше (см. таблицу ниже).| Электропроводность металлов | > С / м |
| Серебро | 6,30 × 10 7 |
| Медь | 5,96 × 10 7 |
| Золото | 4.10 × 10 7 |
| Алюминий | 3,50 × 10 7 |
| цинк | 1,69 × 10 7 |
Серебро имеет больший атомный радиус (160 мкм), чем золото (135 мкм), несмотря на то, что в золоте больше электронов, чем в серебре! Причину этого см. В комментарии ниже.
Примечание: Серебро является лучшим проводником, чем золото, но золото более желательно, потому что оно не подвержено коррозии.(Медь является наиболее распространенной, потому что она наиболее экономична) Ответ немного сложен, и мы размещаем здесь один из лучших ответов, которые мы видели для тех, кто знаком с материалом.«Серебро находится в середине переходных металлов примерно на 1/2 пути между благородными газами и щелочными металлами. В столбце 11 периодической таблицы все эти элементы (медь, серебро и золото) имеют единичный s -орбитальный электрон электрон внешней оболочки (платина также, в столбце 10).
Орбитальная структура электронов этих элементов не имеет особого сродства приобретать или терять электрон по отношению к более тяжелым или легким благородным газам, потому что они находятся на полпути между ними. В общем, это означает, что не требуется много энергии, чтобы временно сбить электрон или добавить его. Удельное сродство к электрону и потенциалы ионизации варьируются, и в отношении проводимости наличие относительно низких энергий для этих двух критериев в некоторой степени важно.
Если бы это были единственные критерии, золото было бы лучшим проводником, чем серебро, но у золота есть дополнительные 14 f-орбитальных электронов под 10 d-орбитальными электронами и единственным s-орбитальным электроном. 14 f-электронов связаны с дополнительными атомами в ряду актинидов. С 14 дополнительными электронами, которые, по-видимому, выталкивают d- и s-электроны, можно подумать, что s-электрон просто «созрел» для проводимости (почти не требовалось энергии, чтобы оттолкнуть его), но НЕТ. Электроны на f-орбите упакованы таким образом, что это приводит к тому, что атомный радиус золота на самом деле МЕНЬШЕ, чем атомный радиус серебра — не намного, но он меньше. Меньший радиус означает большую силу со стороны ядра на внешние электроны, поэтому серебро побеждает в «соревновании» проводимости. Помните, сила электрического заряда обратно пропорциональна квадрату расстояния. Чем ближе 2 заряда вместе, тем выше сила между ними.
И медь, и платина имеют еще меньший диаметр; следовательно, большее притяжение от ядра, следовательно, больше энергии, чтобы сбить этот одинокий s-электрон, следовательно, меньшая проводимость.
Другие элементы с единственным s-орбитальным электроном, находящимся там, «созревшим для того, чтобы появился сборщик проводимости», также имеют меньшие атомные радиусы (молибден, ниобий, хром, рутений, родий), чем серебро.
Итак, именно то место, где оно находится — то место, где «мать-природа» поместила серебро в периодической таблице, что определяет его превосходную проводимость ».
Источник из фунтов101 Yahoo
ВЫБОР ИСТОЧНИКОВ И ЧИТАТЕЛЕЙ —
Структура и физические свойства металлов
Почему одни металлы проводят тепло лучше, чем другие?
Как передается тепло?
Теплопроводность металлов
.Самый дешевый способ обогреть дом электричеством
Стоимость энергии в США продолжает расти ежегодно, в результате чего отопление и охлаждение становятся все более дорогими. Поэтому неудивительно, что люди хотят знать, как сэкономить деньги и, возможно, конкретнее, какой метод является самым дешевым способом обогреть дом электричеством?
По данным Министерства энергетики США, на отопление и охлаждение в среднем приходится колоссальные 48% энергопотребления, что делает их самыми большими расходами на электроэнергию.
Электроэнергия в качестве основного источника энергии для отопления домов остается популярной в США, и, по оценкам, 36% домохозяйств используют ее в качестве основного источника топлива для отопления.
В этом руководстве мы исследуем, когда электрическое отопление имеет финансовый смысл, и, сравнивая некоторые из самых популярных доступных систем электрического отопления, мы определим, какой именно метод является самым дешевым способом обогрева дома с помощью электричества.
Сравнение типов отопительных систем
Независимо от того, какой тип отопительной системы вы используете, определенно стоит знать о ценах на некоторые из самых популярных сегодня источников тепловой энергии в США.
Системы природного газа
Природный газ, то есть топливо, используемое в газовых каминных топках, является одной из самых популярных систем отопления для домов в Соединенных Штатах и включает обычные системы отопления, такие как печи на природном газе. В зависимости от вашего местоположения и эффективности вашего устройства вы потенциально можете сократить свои счета за электроэнергию вдвое по сравнению с другими источниками энергии, например те, которые питаются от электричества.
Не только это, но и тепло, производимое газовыми системами, потенциально может обеспечивать температуру на 25 градусов выше, чем в системах электрического отопления.
По сравнению с электричеством, газ также получает награду за экологичность, поскольку для производства электроэнергии требуется большее количество энергии. Газ также производит гораздо меньше парниковых газов, чем любое другое ископаемое топливо, включая уголь, нефть и даже древесину.
В конечном счете, природный газ — это надежное и эффективное топливо, которое является предпочтительным вариантом для государств с более холодным климатом. Основные недостатки природного газа включают тот факт, что это ограниченный источник топлива, который производит загрязняющие вещества в виде парниковых газов.Наконец, установка газопроводов и инфраструктуры — дорогостоящая задача.
Нагревание пропаном
Пропан — еще один распространенный вид топлива, который часто используется для обогрева домов. Подобно природному газу, он также является ископаемым топливом и поэтому является ограниченным ресурсом.
В зависимости от того, какой конкретно пропановый обогреватель используется, пропан как источник энергии может быть эффективным способом обогрева дома. Фактически, пропан производит больше британских тепловых единиц, чем отопление на природном газе.
Еще одно важное преимущество пропана заключается в том, что он является более экологически чистым по сравнению с другими видами энергии. Например, при сжигании пропана образуется на 24% меньше углекислого газа, чем при сжигании нефти.
Пропановые баки, используемые в обычных пропановых нагревателях, также идеально подходят для длительного хранения, так как они имеют длительный срок хранения, поэтому многие часто рассматривают пропан как жизнеспособный резервный вариант.
Как мы обсуждали в нашей публикации «Плюсы и минусы пропанового тепла», недостатком пропана является то, что цены на пропан могут сильно различаться в зависимости от местоположения и в среднем по-прежнему остаются более дорогим вариантом.Кроме того, хранение баллонов с пропаном под высоким давлением считается далеко не идеальным, поскольку они представляют собой потенциальный риск в случае утечки или взрыва.
Системы подогрева нефти
Для обогрева используются различные масла, все из которых являются производными сырой нефти. Основным преимуществом систем масляного отопления является то, что они предлагают более высокие БТЕ, чем такие альтернативы, как природный газ.
Недостатки масляного обогрева в том, что производственный процесс наносит вред окружающей среде.Часто нефть добывается в открытом море, что является дурной причиной разливов нефти, которые часто приводят к катастрофическому ущербу для окружающей среды. Как правило, нефть — тоже не самое дешевое топливо, поскольку в среднем природный газ является более дешевым вариантом для многих.
Не только масло, как правило, дороже, но и работа системы подогрева масла, такой как масляная печь, требует от вас хранения масла в резервуаре и эффективного управления пополнением запасов. Масляные печи также часто требуют обслуживания чаще, чем другие системы, поскольку они имеют тенденцию производить больше отходов, хотя масляные нагреватели обычно требуют меньшего обслуживания.
Электроэнергия
В США до 36% домов используют электричество для обогрева домов. В целом электрическое отопление, такое как электрические камины, дороже, чем более популярный природный газ, и для достижения максимальной тепловой мощности требуется больше времени.
Тем не менее, электрические системы отопления имеют ряд преимуществ, которые делают их привлекательным выбором для многих. К ним относятся низкие первоначальные затраты на отопительные системы, как правило, из-за доступности и минимальных требований к установке.
Кроме того, электрическое отопление, как правило, намного проще поддерживать, чем альтернативные варианты, и при этом необходимая установка менее разрушительна, как это часто бывает с газовыми печами, которые требуют установки внешней вентиляции и газовых линий.
Когда имеет смысл электрическое нагревание?
Ваш климат является основным решающим фактором при принятии решения о том, является ли электричество лучшим вариантом обогрева, и это часто имеет смысл в теплом и мягком климате, где газовые печи, требующие большого технического обслуживания, могут быть не рентабельными.Например, электрические тепловые насосы — популярный выбор в более теплых странах, где нет спроса на продолжительное отопление.
Однако в холодном климате правда заключается в том, что использование электричества для обогрева домов, как правило, дороже, чем другие варианты, такие как природный газ. Для этого есть две основные причины. Во-первых, отопление с использованием природного газа требует меньше времени для достижения максимальной тепловой мощности, а природный газ, как правило, дешевле.
Хотя, безусловно, стоит отметить, что достижения в области отопительных технологий сделали такие устройства, как электрические тепловые насосы, намного более эффективными и более дешевыми в эксплуатации, чем это было раньше.
Стоимость электрического отопления
Как вы, наверное, знаете, стоимость энергии увеличивается ежегодно, и этот год не стал исключением. Официальный веб-сайт штата Массачусетс оценивает ежегодный прирост энергии и сравнивает цены на различные виды топлива, которые могут оказаться полезными.
Таблица 1: Стоимость отопления домов с использованием равного количества энергии и% увеличения
| Топливо для отопления | 2017 | 2018 | Изменение |
| Естественное Газ | 1,280 $ | 1,569 $ | 7.2% |
| Мазут | 1 949 долл. США | 2278 долл. США | 10,2% |
| Пропан | 3 331 долл. США | 3744 долл. США | 6,0% |
| долл. США 9002 | долл. США | 11,1% |
Хотя это не относится ко всей стране, это действительно регион, где потребители будут нуждаться в значительном количестве тепла в зимние месяцы.Как показано, каждое среднее значение за год выросло по сравнению с предыдущим годом, но электрическое отопление по-прежнему остается одним из самых дорогих для обогрева вашего дома.
Большинство людей хотят знать, что дешевле: газовое или электрическое тепло? Как видите, в среднем газ значительно дешевле.
Плюсы и минусы систем электрического отопления
Существует много различных типов систем отопления, и когда дело доходит до электричества, варианты особенно разнообразны.При этом у любой формы домашнего отопления есть как плюсы, так и минусы. Ниже приведены некоторые из возможных вариантов:
Электрические обогреватели
Плюсы: Этот тип обогревателя очень легко получить и не требует профессиональной установки. Они бывают разных размеров, и для их подключения требуется просто розетка.
Обогреватели — фантастический способ сэкономить деньги при правильном использовании. Они, конечно, не предназначены для отопления всего дома, а предназначены для эффективного зонального отопления.Ознакомьтесь с нашим руководством по лучшим обогревателям для обогрева больших помещений, если вам нужно что-то с немного большей мощностью.
Это означает, что они отлично подходят для обогрева комнаты, в которой вы в настоящее время проживаете, и вы можете перемещать их из комнаты в комнату благодаря их небольшому, легкому и портативному дизайну. Это обычно более рентабельно, чем запуск всей системы HVAC.
Минусы: Поскольку они должны быть подключены к стене, они могут обогревать только ограниченные области дома i.е. те, у кого есть доступ к ближайшей розетке.
Кроме того, это не тот вариант, который вам следует выбирать, если вы ищете одно устройство для обогрева всего дома. Он также не подходит в качестве основного источника тепла в холодном климате, но, безусловно, подходит в сочетании с другими формами отопления.
Многие люди предпочитают выключать термостат своей основной системы HVAC и использовать обогреватель в дополнение к комнате, в которой они проводят большую часть своего времени.
Еще нужно учитывать то, что внешняя поверхность обогревателя может стать очень горячий на ощупь, поэтому он может быть опасен для ожога, и его следует хранить вдали от легковоспламеняющихся предметов.
Электрические тепловые насосы
Плюсы: Тепловые насосы могут быть чрезвычайно эффективными и использовать охлаждение для передачи тепла из более холодного места в более горячее. По этой причине они, как правило, намного более эффективны, чем печи на природном газе, поскольку вместо выработки тепла путем сжигания они просто переносят тепло из одного места в другое.
Это качество также означает, что тепловые насосы могут обеспечивать как охлаждение, так и обогрев.Тепловые насосы также обеспечивают бесшумную работу и считаются экологически чистым вариантом, поскольку не вызывают прямого загрязнения воздуха.
Минусы: Тепловые насосы не подходят для более холодного климата и чаще всего используются в юго-восточных штатах. Это связано с тем, что тепловые насосы теряют свою эффективность при понижении температуры, а это означает, что они больше не могут передавать тепло, поскольку его мало.
Это означает, что им придется полагаться на вторичный источник тепла, который обычно дорог в эксплуатации и не подходит для более холодного климата.
В зависимости от вашей собственности установка может оказаться сложной задачей, поэтому зачастую ее должен выполнять профессионал. Однако также доступны бесканальные агрегаты, которые проще установить. Вам потребуется установить как внешний, так и внутренний блок.
Электропечи
Плюсы: Электропечи — одна из наиболее распространенных форм электрического обогрева, используемых в США. Обычно они контролируются термостатом на стене, и, как и газовые печи, они обычно не видны (электрическая печь обычно скрыта в подвале).
Есть несколько преимуществ электрических печей, например, они намного безопаснее газовых печей, не требуют проверок газовой безопасности или детекторов окиси углерода. Как правило, они не требуют такого большого обслуживания, а первоначальные затраты и установка, как правило, намного дешевле.
С точки зрения срока службы электрические печи также превосходят газовые печи, часто в два раза дольше, чем газовые системы, которые подвержены гораздо большему износу в результате процесса сгорания.
Минусы: Электрические печи обычно не подходят для использования в более холодном климате, поскольку электричество дороже природного газа. Электрические печи также менее эффективны, чем их газовые конкуренты, поскольку металлические элементы требуют много времени и энергии для достижения максимальной тепловой мощности. Это означает, что они часто не могут сохранить тепло в доме в более холодном климате.
Электрический подогрев плинтуса
Плюсы: Эти устройства относительно дешевы, просты в установке и не занимают много места.Они бывают разных размеров и стилей, предлагая вам большое разнообразие.
Электрический нагреватель сопротивлением, также называемый электрическим нагревом плинтуса, лучше всего подходит для сухого теплого климата. Часто та же технология используется и в настенных электрических обогревателях.
Благодаря своей невысокой стоимости они идеально подходят для ситуаций, когда отдельная комната или реконструкция требует немного больше тепла, но установка более дорогой системы не может быть финансово оправдана.
Минусы: Плинтус обогреватели остаются одним из самых дорогостоящих методов отопления дома.Их конструкция также очень неэффективна, поскольку многие устройства предназначены для установки под окнами или на внешней стене дома. Эти две ключевые области плохо изолированы и, естественно, требуют больше тепла (и, следовательно, энергии), чтобы стать теплее.
Как и у всех электронагревателей, здесь есть внешний компонент, который может сильно нагреваться. По этой причине вы должны держать домашних животных и маленьких детей на безопасном расстоянии, чтобы обеспечить их безопасность.
Какая система электрического отопления самая лучшая?
Как обсуждалось ранее, в целом электрическое отопление — плохой выбор из-за эффективности большинства систем электрического отопления и высокой стоимости электроэнергии по всей стране.
Вместе с тем, иногда отопление дома электричеством может иметь финансовый смысл. Например, если вы живете в теплом климате, где потребности в отоплении будут относительно низкими, эффективный электрический тепловой насос, безусловно, будет хорошим вариантом. Они относительно доступны по цене, просты в обслуживании и энергоэффективны.
Электрический обогреватель, такой как галогенный обогреватель, также может быть подходящим, как и инфракрасные обогреватели и микатермические обогреватели в некоторых случаях, например, для зонального обогрева.Здесь вы отапливаете одну зону вашего дома, а не всю собственность, например комната, которую вы сейчас используете.
У вас также есть возможность установить термостат в основной системе отопления на низкий уровень и дополнить отопление подобными обогревателям. Люди также находят их полезными, если в доме где-то в доме есть холодное пятно, которое, казалось бы, недоступно.
Для штатов, расположенных на севере и северо-востоке, было бы разумно рассмотреть всеобъемлющий вариант, такой как печь на природном газе.Хотя их установка и обслуживание обходятся дороже, вам понадобится что-то надежное, эффективное и экономичное, чтобы обслуживать вас все зимние месяцы.
Окончательное решение
В конечном счете, лучшая система отопления для вашего дома в долгосрочной перспективе не всегда является самой дешевой системой, которую нужно купить и установить заранее. Вам нужно будет учитывать важные факторы, включая местный климат, годовое потребление тепла, бюджет и размер вашей собственности.
Если вы живете в более холодном климате, например на северо-востоке, то нет никаких сомнений в том, что самый дешевый способ обогреть весь дом в зимние месяцы — не электричеством. Лучшим вариантом является печь на природном газе, которая обеспечивает максимальный КПД и самые низкие счета по сравнению с другими видами топлива.
Однако, если вы живете на юго-востоке или в теплом и сухом климате, не имеет большого финансового смысла тратить время на покупку и установку новой газовой системы, которую вы будете редко использовать.Вместо этого эффективная система электрического теплового насоса обеспечит круглогодичное охлаждение и обогрев за небольшую часть стоимости.
.По этому металлу течет электричество, а не тепло
Нанопучки диоксида ванадия (VO2), синтезированные исследователями из Беркли, демонстрируют экзотические электрические и термические свойства. На этом изображении, полученном с помощью сканирующей электронной микроскопии в условных цветах, теплопроводность была измерена путем передачи тепла от подвешенной площадки источника тепла (красный) к сенсорной площадке (синий). Подушечки перекрываются нанопучком VO2. Предоставлено: Цзюньцяо Ву / Лаборатория Беркли.Среди материалов есть известный нарушитель правил, а новое открытие международной группы ученых добавляет дополнительные доказательства в поддержку нонконформистской репутации металла.Согласно новому исследованию, проведенному учеными из Национальной лаборатории Лоуренса Беркли Министерства энергетики (лаборатория Беркли) и Калифорнийского университета в Беркли, электроны в диоксиде ванадия могут проводить электричество, не проводя тепла.
Результаты, которые будут опубликованы в выпуске журнала Science от 27 января, могут привести к широкому спектру приложений, таких как термоэлектрические системы, которые преобразуют отработанное тепло двигателей и приборов в электричество.
Для большинства металлов соотношение между электрической и теплопроводностью регулируется законом Видемана-Франца. Проще говоря, закон гласит, что хорошие проводники электричества также являются хорошими проводниками тепла. Это не относится к металлическому диоксиду ванадия, материалу, уже известному своей необычной способностью переключаться с изолятора на металл, когда он достигает 67 градусов по Цельсию или 152 градусов по Фаренгейту.
«Это было совершенно неожиданное открытие», — сказал главный исследователь исследования Цзюньцяо Ву, физик из отделения материаловедения лаборатории Беркли и профессор материаловедения и инженерии Калифорнийского университета в Беркли.«Это показывает резкое нарушение закона из учебников, который, как известно, надежен для обычных проводников. Это открытие имеет фундаментальное значение для понимания основного электронного поведения новых проводников».
В процессе изучения свойств диоксида ванадия Ву и его исследовательская группа работали в партнерстве с Оливье Делером из Национальной лаборатории Ок-Ридж при Министерстве энергетики и доцентом Университета Дьюка. Используя результаты моделирования и экспериментов по рассеянию рентгеновских лучей, исследователи смогли определить долю теплопроводности, обусловленную колебаниями кристаллической решетки материала, называемыми фононами, и движением электронов.
К своему удивлению, они обнаружили, что теплопроводность, приписываемая электронам, в десять раз меньше, чем можно было бы ожидать из закона Видемана-Франца.
Ученые из лаборатории Беркли Цзюньцяо Ву, Фань Ян и Чанхён Ко (слева направо) работают над прибором для электронной спектроскопии нано-оже в Molecular Foundry, учреждении для пользователей Управления науки Министерства энергетики. Они использовали прибор для определения количества вольфрама в нанопучках диоксида вольфрама и ванадия (WVO2).Предоставлено: Мэрилин Чанг / Лаборатория Беркли.«Электроны двигались в унисон друг с другом, как жидкость, а не как отдельные частицы, как в обычных металлах», — сказал Ву. «Для электронов тепло — это случайное движение. Нормальные металлы эффективно переносят тепло, потому что существует так много различных возможных микроскопических конфигураций, между которыми могут прыгать отдельные электроны. Напротив, скоординированное движение электронов в виде маршевой полосы в диоксиде ванадия является вредно для теплопередачи, поскольку существует меньше конфигураций, доступных электронам для беспорядочного переключения между ними.«
Примечательно, что количество электричества и тепла, которое может проводить диоксид ванадия, можно регулировать, смешивая его с другими материалами. Когда исследователи легировали образцы монокристаллического диоксида ванадия металлическим вольфрамом, они снизили температуру фазового перехода, при которой диоксид ванадия становится металлическим.В то же время электроны в металлической фазе стали лучше проводить теплопроводность. Это позволило исследователям контролировать количество тепла, которое диоксид ванадия может рассеивать, переключая его фазу с изолятора на металл и наоборот, при настраиваемых температурах.
Такие материалы можно использовать для отвода или отвода тепла в двигателях или превратить в оконное покрытие, повышающее эффективность использования энергии в зданиях, говорят исследователи.
«Этот материал можно использовать для стабилизации температуры», — сказал со-ведущий автор исследования Фань Янг, научный сотрудник Molecular Foundry лаборатории Беркли, лаборатории Министерства энергетики США, где проводились некоторые исследования.«Регулируя свою теплопроводность, материал может эффективно и автоматически рассеивать тепло жарким летом, потому что он будет иметь высокую теплопроводность, но предотвращает потери тепла холодной зимой из-за своей низкой теплопроводности при более низких температурах».
Диоксид ванадия обладает дополнительным преимуществом: он прозрачен при температуре ниже 30 градусов по Цельсию (86 градусов по Фаренгейту) и поглощает инфракрасный свет при температуре выше 60 градусов по Цельсию (140 градусов по Фаренгейту).
Ян отметил, что есть еще вопросы, на которые необходимо ответить, прежде чем диоксид ванадия можно будет коммерциализировать, но сказал, что это исследование подчеркивает потенциал материала с «экзотическими электрическими и термическими свойствами».«
Хотя есть несколько других материалов, помимо диоксида ванадия, которые могут проводить электричество лучше, чем тепло, они возникают при температурах в сотни градусов ниже нуля, что затрудняет внедрение в реальные приложения, говорят ученые.
Новые исследования объясняют переход диоксида ванадия из диэлектрика в металл
Дополнительная информация: «Аномально низкая электронная теплопроводность в металлическом диоксиде ванадия» Science , science.sciencemag.org/cgi/doi… 1126 / science.aag0410 Предоставлено Национальная лаборатория Лоуренса Беркли
Цитата : По этому металлу течет электричество, а не тепло (2017, 26 января) получено 28 Октябрь 2020 с https: // физ.org / news / 2017-01-metal-electric.html
Этот документ защищен авторским правом. За исключением честных сделок с целью частного изучения или исследования, никакие часть может быть воспроизведена без письменного разрешения. Контент предоставляется только в информационных целях.
.Устройства, преобразующие тепло в электричество, на шаг ближе к реальности
Изображение на сканирующем просвечивающем электронном микроскопе никель-платинового композитного материала, созданного в Университете штата Огайо. Слева изображение перекрыто картами элементов материала в искусственных цветах, включая платину (красный), никель (зеленый) и кислород (синий). Предоставлено: изображение Изабель Буна, Центр электронной микроскопии и анализа ОГУ; Левое изображение подготовила Рене Рипли.Предоставлено Государственным университетом Огайо.Те же исследователи, которые первыми использовали квантово-механический эффект для преобразования тепла в электричество, выяснили, как заставить свою технику работать в форме, более подходящей для промышленности.
В Nature Communications инженеры из Университета штата Огайо описывают, как они использовали магнетизм на никеле и платине для усиления выходного напряжения в 10 или более раз — не в тонкой пленке, как они делали раньше, а в более толстый кусок материала, который больше напоминает компоненты будущих электронных устройств.
Многие электрические и механические устройства, такие как двигатели автомобилей, выделяют тепло как побочный продукт своей нормальной работы. Это называется «отходящее тепло», и его существование требуется в соответствии с фундаментальными законами термодинамики, объяснил соавтор исследования Стивен Буна.
Но растущая область исследований, называемая твердотельными термоэлектриками, направлена на улавливание этого отработанного тепла внутри специально разработанных материалов для выработки энергии и повышения общей энергоэффективности.
«Более половины потребляемой нами энергии тратится впустую и попадает в атмосферу в виде тепла», — сказал Буна, научный сотрудник в штате Огайо.«Твердотельные термоэлектрики могут помочь нам восстановить часть этой энергии. Эти устройства не имеют движущихся частей, не изнашиваются, надежны и не требуют обслуживания. К сожалению, на сегодняшний день они также слишком дороги и недостаточно эффективны, чтобы гарантирует широкое использование. Мы работаем над этим «.
В 2012 году та же исследовательская группа из штата Огайо, возглавляемая Джозефом Хермансом, продемонстрировала, что магнитные поля могут усиливать квантово-механический эффект, называемый спин-эффектом Зеебека, и, в свою очередь, повышать выходное напряжение тонких пленок, сделанных из экзотических наноструктурированных материалов из от нескольких микровольт до нескольких милливольт.
В этом последнем достижении они увеличили выходную мощность для композита из двух очень распространенных металлов, никеля с добавлением платины, с нескольких нановольт до десятков или сотен нановольт — меньшее напряжение, но в гораздо более простом устройстве, которое не требует нанопроизводства и может быть легко расширена для промышленности.
Хереманс, профессор машиностроения и аэрокосмической техники и выдающийся ученый в области нанотехнологий из Огайо, сказал, что в некоторой степени использование той же техники для более толстых кусков материала потребовало, чтобы он и его команда переосмыслили уравнения, которые управляют термодинамикой и термоэлектричеством, которые были разработаны до того, как ученые узнали о квантовой механике.И хотя квантовая механика часто касается фотонов — волн и частиц света, — исследования Херманса касаются магнонов — волн и частиц магнетизма.
«В основном, классическая термодинамика охватывает паровые двигатели, использующие пар в качестве рабочего тела, или реактивные двигатели или автомобильные двигатели, использующие воздух в качестве рабочего тела.В термоэлектриках в качестве рабочего тела используются электроны. И в этой работе мы используем кванты намагниченности или «магноны» в качестве рабочего тела », — сказал Хереманс.
Исследования в области термодинамики на основе магнонов до сих пор всегда проводились в тонких пленках — возможно, толщиной всего в несколько атомов — и даже самые эффективные пленки производят очень малые напряжения.
В статье 2012 года его команда описала воздействие магнонов на электроны, чтобы протолкнуть их сквозь термоэлектрические материалы. В текущем документе Nature Communications они показали, что тот же метод можно использовать в объемных кусках композитных материалов для дальнейшего улучшения утилизации отходящего тепла.
Вместо того, чтобы наносить тонкую пленку платины поверх магнитного материала, как они, возможно, делали раньше, исследователи беспорядочно распределяли очень небольшое количество наночастиц платины по всему магнитному материалу — в данном случае никелю. Полученный композит давал повышенное выходное напряжение из-за спинового эффекта Зеебека. Это означает, что при заданном количестве тепла композитный материал генерировал больше электроэнергии, чем любой материал мог бы сам по себе. Поскольку весь композитный материал является электропроводным, другие электрические компоненты могут потреблять напряжение от него с большей эффективностью по сравнению с пленкой.
Хотя композит еще не является частью реального устройства, Хереманс уверен, что доказательство принципа, установленное в этом исследовании, вдохновит на дальнейшие исследования, которые могут привести к применению для обычных генераторов отходящего тепла, включая автомобильные и реактивные двигатели. Он добавил, что эта идея носит очень общий характер и может быть применена к различным комбинациям материалов, позволяя использовать совершенно новые подходы, не требующие дорогих металлов, таких как платина, или сложных процедур обработки, таких как выращивание тонких пленок.
Ученые приблизились к новому виду термоэлектрического «теплового двигателя»
Дополнительная информация: Стивен Р. Буна и др. Наблюдение за вкладом спинового Зеебека в поперечную термоэдс в объемных нанокомпозитах Ni-Pt и MnBi-Au, Nature Communications (2016).DOI: 10.1038 / ncomms13714
C. M. Jaworski et al. Эффект Зеебека с гигантским вращением в немагнитном материале, Nature (2012). DOI: 10.1038 / nature11221
Предоставлено Государственный университет ОгайоЦитата : Устройства, преобразующие тепло в электричество, на шаг ближе к реальности (2016, 23 декабря) получено 28 Октябрь 2020 с https: // физ.org / news / 2016-12-devices-electric-close-reality.html
Этот документ защищен авторским правом. За исключением честных сделок с целью частного изучения или исследования, никакие часть может быть воспроизведена без письменного разрешения. Контент предоставляется только в информационных целях.
.Нужно расплавить металл? Сделай сам, используя провод и электричество
Чтобы расплавить металл, требуется много времени — обычно требуется какой-нибудь сверхмощный резак и много свободного времени. Но если вы знакомы с применением электрической энергии и имеете базовые представления о науке, вы действительно можете довольно быстро расплавить металл, используя немного электричества и немного проволоки.
Металл можно расплавить, используя простые домашние предметы.
Установка на удивление проста и довольно безопасна.Это работает так: вы скручиваете провод в катушку и пропускаете через нее переменный ток. Это основной способ создания электромагнитов. При прохождении электричества в середине катушки создается магнитное поле. Если вы поместите в эту область какой-нибудь металл, например, алюминий, он не только будет подвешен в воздухе, но и атомы внутри объекта будут генерировать собственные небольшие токи, которые, в свою очередь, также создают крошечные магнитные поля. Это также помогает пропускать электрический ток через само поле.
Помещение металла в магнитное поле помогает генерировать ток внутри самого поля.
Теперь, если объект диамагнитен, то крошечные магнитные поля будут противоположны полям в катушке и будут генерировать силу, которая отталкивает его. Поскольку небольшие токи, возникающие в металле, встречаются с сопротивлением, металл нагревается; чем с большим сопротивлением они сталкиваются, тем больше выделяется тепла. В конце концов, количество выделяемого тепла больше, чем может выдержать металл, и он начинает плавиться.
Впечатляет, да, но что действительно интересно наблюдать, так это то, что металл действительно тает в воздухе.
Ток, создаваемый металлом в магнитном поле, встречает сопротивление, когда встречает ток, создаваемый катушкой; по мере увеличения сопротивления металл выделяет больше тепла.
Видите ли, сила магнитного поля удерживает расплавленный металл вместе, пока остается питание. Однако в момент отключения электричества металл выпадает из поля и приземляется расплавленной кучей жидкости внизу.
Ниже приводится полная видеодемонстрация техники. Следует отметить, что пользователь в этом ролике использовал инвертор мощности для изменения тока со скоростью 204 000 раз в секунду, что значительно выше частоты, чем все, что вы могли бы получить дома (типичный домашний ток меняется 60 раз в секунду). К сожалению, нет никаких указаний на то, сколько тока и напряжения используется в видео. Используемый кусок металла — это алюминий весом 2,6 грамма.
Наслаждайтесь:
История через компьютерщика.com
Подробнее о журнале Electronic Products Magazine
Что такое индукционный нагрев? | Inductoheat Inc
Компании группыInductotherm используют электромагнитную индукцию для плавления, нагрева и сварки в различных отраслях промышленности. Но что такое индукция? И чем он отличается от других способов обогрева?
Для типичного инженера индукция — увлекательный метод нагрева.Наблюдение за тем, как кусок металла в катушке становится вишнево-красным за считанные секунды, может быть удивительным для тех, кто не знаком с индукционным нагревом. Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическими процессами, но основные концепции, лежащие в основе индукционного нагрева, просты для понимания.
Основы
Обнаружил Майкл Фарадей, индукция начинается с катушки из проводящего материала (например, меди). Когда ток течет через катушку, создается магнитное поле внутри и вокруг катушки.Способность магнитного поля выполнять работу зависит от конструкции катушки, а также от величины тока, протекающего через катушку.
Направление магнитного поля зависит от направления тока, поэтому переменный ток через катушку приведет к изменению направления магнитного поля с той же скоростью, что и частота переменного тока. Переменный ток 60 Гц заставит магнитное поле менять направление 60 раз в секунду.Переменный ток 400 кГц вызовет переключение магнитного поля 400 000 раз в секунду.
Когда проводящий материал, заготовка, помещается в изменяющееся магнитное поле (например, поле, генерируемое переменным током), в заготовке индуцируется напряжение (закон Фарадея). Индуцированное напряжение приведет к потоку электронов: току! Ток, протекающий через заготовку, будет идти в направлении, противоположном току в катушке. Это означает, что мы можем контролировать частоту тока в заготовке, контролируя частоту тока в катушке.
Когда ток течет через среду, движение электронов будет сопротивляться движению. Это сопротивление проявляется в виде тепла (эффект джоулевого нагрева). Материалы, которые более устойчивы к потоку электронов, будут выделять больше тепла, когда через них протекает ток, но, безусловно, можно нагревать материалы с высокой проводимостью (например, медь) с помощью индуцированного тока. Это явление критично для индукционного нагрева.
Что нам нужно для индукционного нагрева?
Все это говорит нам о том, что для индукционного нагрева необходимы две основные вещи:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Чем отличается индукционный нагрев от других методов нагрева?
Есть несколько методов нагрева объекта без индукции.Некоторые из наиболее распространенных промышленных практик включают газовые печи, электрические печи и соляные бани. Все эти методы основаны на передаче тепла продукту от источника тепла (горелки, нагревательного элемента, жидкой соли) посредством конвекции и излучения. Когда поверхность продукта нагревается, тепло передается через продукт за счет теплопроводности.
Продукты с индукционным нагревом не используют конвекцию и излучение для доставки тепла к поверхности продукта. Вместо этого тепло генерируется на поверхности продукта за счет протекания тока.Затем тепло от поверхности продукта передается через продукт за счет теплопроводности. Глубина, на которую тепло генерируется непосредственно с помощью индуцированного тока, зависит от того, что называется электрической опорной глубиной .
Электрическая опорная глубина сильно зависит от частоты переменного тока, протекающего через заготовку. Ток более высокой частоты приведет к более мелкой опорной электрической глубине , а ток более низкой частоты приведет к более глубокой опорной электрической глубине .Эта глубина также зависит от электрических и магнитных свойств детали.
Опорная электрическая глубина высоких и низких частот Компании группыInductotherm используют преимущества этих физических и электрических явлений, чтобы адаптировать решения для обогрева для конкретных продуктов и приложений. Тщательный контроль мощности, частоты и геометрии змеевика позволяет компаниям группы Inductotherm проектировать оборудование с высоким уровнем управления технологическим процессом и надежностью независимо от области применения.
Индукционная плавка
Для многих процессов плавление — это первый шаг в производстве полезного продукта; индукционная плавка происходит быстро и эффективно. Изменяя геометрию индукционной катушки, индукционные плавильные печи могут удерживать заряды, размер которых варьируется от объема кофейной кружки до сотен тонн расплавленного металла. Кроме того, регулируя частоту и мощность, компании Группы Inductotherm могут обрабатывать практически все металлы и материалы, включая, помимо прочего, железо, сталь и сплавы нержавеющей стали, медь и сплавы на ее основе, алюминий и кремний.Индукционное оборудование разрабатывается индивидуально для каждого приложения, чтобы обеспечить его максимальную эффективность.
Основным преимуществом индукционной плавки является индукционное перемешивание. В индукционной печи металлическая шихта плавится или нагревается током, генерируемым электромагнитным полем. Когда металл расплавляется, это поле также заставляет ванну двигаться. Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, образуя более однородную смесь, и способствует легированию.Величина перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом / количеством металла в печи. При необходимости количество индукционного перемешивания в любой печи можно регулировать для специальных применений.
Индукционная вакуумная плавка
Поскольку индукционный нагрев осуществляется с помощью магнитного поля, заготовка (или нагрузка) может быть физически изолирована от индукционной катушки огнеупором или другой непроводящей средой.Магнитное поле будет проходить через этот материал, чтобы вызвать напряжение в находящейся внутри нагрузке. Это означает, что груз или заготовку можно нагревать в вакууме или в тщательно контролируемой атмосфере. Это позволяет обрабатывать химически активные металлы (Ti, Al), специальные сплавы, кремний, графит и другие чувствительные проводящие материалы.
Индукционный нагрев
В отличие от некоторых методов сжигания, индукционный нагрев точно регулируется независимо от размера партии. Изменение тока, напряжения и частоты через индукционную катушку приводит к точно настроенному инженерному нагреву, идеально подходящему для точных применений, таких как упрочнение, закалка и отпуск, отжиг и другие формы термообработки.Высокий уровень точности важен для критически важных приложений, таких как автомобилестроение, аэрокосмическая промышленность, волоконная оптика, соединение боеприпасов, закалка проволоки и отпуск пружинной проволоки. Индукционный нагрев хорошо подходит для специальных применений в металлах, включая титан, драгоценные металлы и современные композиты. Точный контроль нагрева, доступный с помощью индукции, не имеет себе равных. Кроме того, при использовании тех же принципов нагрева, что и при нагревании в вакуумных тиглях, индукционный нагрев может осуществляться в атмосфере для непрерывного использования.Например, светлый отжиг трубы и трубы из нержавеющей стали.
Высокочастотная индукционная сварка
Когда индукция осуществляется с использованием высокочастотного (HF) тока, возможна даже сварка. В этом приложении очень малая глубина электрического отсчета , которая может быть достигнута с помощью высокочастотного тока. В этом случае металлическая полоса формируется непрерывно, а затем проходит через набор точно спроектированных валков, единственная цель которых — прижать кромки сформированной полосы друг к другу и создать сварной шов.Непосредственно перед тем, как сформированная полоса достигает комплекта валков, она проходит через индукционную катушку. В этом случае ток течет вниз по геометрической «форме», образованной краями полосы, а не только вокруг внешней стороны сформированного канала. По мере прохождения тока по краям ленты они нагреваются до подходящей температуры сварки (ниже температуры плавления материала). Когда кромки прижимаются друг к другу, весь мусор, оксиды и другие загрязнения вытесняются наружу, что приводит к образованию твердотельного кузнечного шва.
Будущее
С наступлением эпохи высокотехнологичных материалов, альтернативных источников энергии и необходимости расширения возможностей развивающихся стран уникальные возможности индукции предлагают инженерам и конструкторам будущего быстрый, эффективный и точный метод нагрева.
Почему металлы так хорошо проводят тепло и электричество?
Структура металлов
Структуры чистых металлов описать просто, поскольку атомы, образующие эти металлы, можно рассматривать как идентичные совершенные сферы.Более конкретно, металлическая структура состоит из «выровненных положительных ионов» (катионов) в «море» делокализованных электронов. Это означает, что электроны могут свободно перемещаться по структуре и обуславливают такие свойства, как проводимость.
Какие бывают виды облигаций?
Ковалентные облигации
Ковалентная связь — это связь, которая образуется, когда два атома разделяют электроны. Примерами соединений с ковалентными связями являются вода, сахар и диоксид углерода.
Ионные связи
Ионная связь — это полный перенос валентных электронов между металлом и неметаллом. Это приводит к тому, что два противоположно заряженных иона притягиваются друг к другу. В ионных связях металл теряет электроны, чтобы стать положительно заряженным катионом, тогда как неметалл принимает эти электроны, чтобы стать отрицательно заряженным анионом. Примером ионной связи может быть соль (NaCl).
Металлические связки
Металлическое соединение является результатом электростатической силы притяжения, которая возникает между электронами проводимости (в форме электронного облака делокализованных электронов) и положительно заряженными ионами металлов.Это можно описать как разделение свободных электронов между решеткой положительно заряженных ионов (катионов). Металлическое соединение определяет многие физические свойства металлов, такие как прочность, пластичность, термическое и электрическое сопротивление и проводимость, непрозрачность и блеск.
Делокализованные движущиеся электроны в металлах —
Именно свободное движение электронов в металлах придает им проводимость.
Электропроводность
Металлы содержат свободно движущиеся делокализованные электроны.При приложении электрического напряжения электрическое поле внутри металла вызывает движение электронов, заставляя их перемещаться от одного конца проводника к другому. Электроны будут двигаться в положительную сторону.
| Электроны текут к положительному выводу |
Теплопроводность
Металл хорошо проводит тепло.Проводимость возникает, когда вещество нагревается, частицы получают больше энергии и больше вибрируют. Затем эти молекулы сталкиваются с соседними частицами и передают им часть своей энергии. Затем это продолжается и передает энергию от горячего конца к более холодному концу вещества.
Почему металлы так хорошо проводят тепло?
Электроны в металле — это делокализованные электроны и свободно движущиеся электроны, поэтому, когда они набирают энергию (тепло), они вибрируют быстрее и могут перемещаться, это означает, что они могут быстрее передавать энергию.
Какие металлы проводят лучше всего?
Вверху: Электронные оболочки Золото (au), Серебро (Ag), Медь (Cu) и цинк (Zn). По логике можно было бы подумать, что Золото — лучший проводник, имеющий единственный s-орбитальный электрон в последней оболочке (диаграмма выше)… так почему серебро и медь на самом деле лучше (см. таблицу ниже).| Электропроводность металлов |
> С / м |
| Серебро | 6,30 × 10 7 |
| Медь | 5,96 × 10 7 |
| Золото | 4.10 × 10 7 |
| Алюминий | 3,50 × 10 7 |
| цинк | 1,69 × 10 7 |
Серебро имеет больший атомный радиус (160 мкм), чем золото (135 мкм), несмотря на то, что у золота больше электронов, чем у серебра! Причину этого см. В комментарии ниже.
Примечание: Серебро — лучший проводник, чем золото, но золото более желательно, потому что оно не подвержено коррозии.(Медь является наиболее распространенной, потому что она наиболее рентабельна) Ответ немного сложен, и мы размещаем здесь один из лучших ответов, которые мы видели для тех, кто знаком с материалом.«Серебро находится в середине переходных металлов примерно на 1/2 пути между благородными газами и щелочными металлами. В столбце 11 периодической таблицы все эти элементы (медь, серебро и золото) имеют единичный s — электрон внешней оболочки орбитального электрона (также платина, в столбце 10).
Орбитальная структура электронов этих элементов не имеет особого сродства приобретать или терять электрон по отношению к более тяжелым или легким благородным газам, потому что они находятся на полпути между ними. В общем, это означает, что не требуется много энергии, чтобы временно сбить электрон или добавить его. Удельное сродство к электрону и потенциалы ионизации варьируются, и что касается проводимости, наличие относительно низких энергий для этих двух критериев в некоторой степени важно.
Если бы это были единственные критерии, золото было бы лучшим проводником, чем серебро, но у золота есть дополнительные 14 f-орбитальных электронов под 10 d-орбитальными электронами и единственным s-орбитальным электроном. 14 f-электронов связаны с дополнительными атомами в ряду актинидов. С 14 дополнительными электронами, которые, очевидно, выталкивают d- и s-электроны, можно подумать, что s-электрон просто «созрел» для проводимости (почти не требовалось энергии, чтобы оттолкнуть его), но НЕТ. Электроны на f-орбите упакованы таким образом, что это приводит к тому, что атомный радиус золота фактически МЕНЬШЕ, чем атомный радиус серебра — не намного, но он меньше. Меньший радиус означает большую силу со стороны ядра на внешние электроны, поэтому серебро побеждает в «соревновании» по проводимости. Помните, сила электрического заряда обратно пропорциональна квадрату расстояния. Чем ближе 2 заряда вместе, тем выше сила между ними.
И медь, и платина имеют еще меньший диаметр; следовательно, большее притяжение от ядра, следовательно, больше энергии, чтобы сбить этот одинокий s-электрон, следовательно, более низкая проводимость.
Другие элементы с единственным s-орбитальным электроном, находящимся там, «созревшим для того, чтобы появился сборщик проводимости», также имеют меньшие атомные радиусы (молибден, ниобий, хром, рутений, родий), чем серебро.
Таким образом, именно то место, где оно находится, то место, где «мать-природа» поместила серебро в периодической таблице, определяет его превосходную проводимость ».
Источник из фунтов 101 Yahoo
ВЫБОР ИСТОЧНИКОВ И ЧИТАТЕЛЕЙ —
Структура и физические свойства металлов
Почему одни металлы проводят тепло лучше, чем другие?
Как передается тепло?
Теплопроводность металлов
нагревательных элементов | Tutco-Farnam
В этой статье определяются различные типы электрических нагревательных элементов, освещаются важные соображения при выборе решения для нагревателя и, наконец, рассматриваются некоторые из менее очевидных затрат.В статье приводятся ссылки на примеры из опыта, а также на официальные технические документы компании.
Что такое нагревательный элемент?
Нагревательный элемент — это компонент, состоящий как из электропроводящего, так и из изоляционного материала, предназначенный для нагрева. Давайте разберемся с этим.
Компонент: Нагревательный элемент — это больше, чем просто нагревательный сплав. Это сборка деталей, которая включает в себя каркас из изоляционного материала, а также соединительные элементы. В случае открытого змеевикового нагревателя, например, нагревательный сплав обычно удерживается или подвешивается слюдяными или керамическими изоляторами. Клеммы проводов надежно подключают катушки нагревателя к цепи.
Электропроводящий: Основным ядром электрического нагревателя является сплав внутри нагревательного элемента, который превращает электрическую энергию в тепловую при воздействии тока.Это часть нагревателя, где возникает электрическая нагрузка. Когда таким образом выделяется тепло, мы называем это резистивным нагревом. Он также известен как Джоулев нагрев.
Предназначен для использования по назначению: нагревательный элемент — это больше, чем его материальный состав. Это продукт дизайна. Сплав и изоляторы необходимо манипулировать, чтобы они стали полезным компонентом, служащим для нагрева. Инженер-конструктор нагревателя является талантливым мастером, который определяет сплав и придает ему форму.
Типы и материалы
Материал, лежащий в основе нагревателя, обычно представляет собой металл в форме проволоки, ленты или рисунка, вытравленного из металлической фольги.Нагреватель также может содержать керамику, пластик или силикон, пропитанный проводником. Выбор лучших материалов для работы включает в себя тщательное понимание свойств материалов, а также знание того, где найти лучшие расходные материалы для конкретного применения.
Металлическая проволока и ленточные сплавы
Все металлические нагревательные элементы обладают физическими, термическими, электрическими и металлургическими свойствами. Эти свойства материала необходимо учитывать при выборе наилучшего решения для области применения.Температурные различия, такие как электрическое сопротивление и тепловое расширение, будут варьироваться в зависимости от материала. Многие проблемы при проектировании нагревателей возникают из-за того, что свойства различных материалов нагревательных элементов имеют тенденцию изменяться в зависимости от условий.
Нагревательные элементы, используемые в обычных приборах, изготовлены из металлических сплавов сопротивления, таких как Fe-Cr-Al и Ni-Cr (Fe). У них есть способность создавать температуру, достаточную для того, чтобы элемент раскалился докрасна, в районе 1112 ° F (600 ° C) и выше.Нагреватели, работающие ниже этого диапазона, могут быть изготовлены из гораздо более широкого диапазона материалов. Используются такие элементы, как медь, никель, алюминий, молибден, железо и вольфрам, а также сплавы, содержащие комбинации этих элементов.
Сплавы для резистивного нагрева содержат различные пропорции химических элементов в зависимости от заказываемой вами проволоки и того, кто ее делает. Сплав на основе никеля, который мы обычно используем, — это 80 Ni, 20 Cr (80% никеля, 20% хрома). Пропорции в его составе отличаются от пропорций 60 Ni, 16 Cr (60% никеля, 16% хрома). Эти два сплава обладают значительными различными свойствами.Умный инженер извлекает выгоду из свойств материала для достижения большей эффективности, надежности, производительности, стоимости и безопасности в вашем приложении.
Элементы проводов в каркасе
Электропроводящий провод нагревательного элемента находится в каркасе из электроизоляционного материала. Гофрированные, спиральные или прямые элементы из проволоки обычно попадают в одну из трех классификаций в зависимости от того, как они физически контактируют с окружающей их структурой.Эти различия называются приостановленными, встроенными или поддерживаемыми. Они влияют на то, как устроен обогреватель и как может передаваться тепло.
Подвешенный
Керамика или слюда обычно используются для подвешивания проволоки в двух или более точках. Количество баллов предполагает компромиссы. С одной стороны, мы можем стремиться ограничить количество точек соприкосновения, чтобы снизить сложность, затраты на материалы и производство. С другой стороны, мы можем стремиться добавить точки соприкосновения, чтобы поддерживать воздушный поток и минимизировать провисание элемента.Подвесные элементы передают тепло за счет конвекции и излучения. Не проводимость.
Встроенный
Во встроенном нагревательном элементе провод заключен в изоляционный материал. Поскольку он находится в полном контакте с окружающей средой, элемент может передавать тепло только за счет теплопроводности. Примером этого является патронный нагреватель. Змеевик нагревательного элемента закрыт изолирующим материалом MgO. Тепло передается непосредственно от катушки с проволокой к MgO и к внешней оболочке, которая нагревает плиту.
Поддерживается
Этот тип интеграции с каркасом нагревателя находится где-то между подвесным и встроенным. Большое количество нагревательного элемента будет хорошо поддерживаться во многих точках контакта. На самом деле это может быть катушка, лежащая в канале. Он не заделан изоляционным материалом, поэтому катушка может свободно двигаться. Проводимость, конвекция и излучение — все это формы передачи тепла от поддерживаемого элемента.
Микроэлементы
Сплав с определенным сопротивлением от одного производителя нагревательных элементов не обязательно будет демонстрировать одинаковые свойства при поставке от другого производителя.Эти, казалось бы, похожие продукты могут содержать микроэлементы в дополнение к одноименным элементам, которые могут существенно повлиять на свойства сплава.
Микроэлементы бывают двух видов: загрязняющие и улучшающие. Загрязнения имеют нежелательный эффект, например, более короткий срок службы и ограниченный температурный диапазон. Усовершенствования микроэлементов специально добавлены производителем. Улучшения включают повышенную адгезию оксидного слоя, большую способность сохранять форму и более длительный срок службы проволоки при более высоких температурах.
Опытный инженер-конструктор сравнит свойства сплавов, отфильтрует компромиссы и выберет лучший сплав нагревательного элемента и размеры материала для работы. Затем он будет работать с производством, чтобы придать материалу размерную форму и ориентацию, которые обеспечат наилучший результат для вашего приложения. Хороший магазин нестандартных нагревателей поймет, как складываются производители проволоки и ленточных сплавов. Они следят за рынком, хорошими отношениями с поставщиками и выгодными ценами на материалы.
Подогреватели технологического воздуха
Нагреватели технологического воздуха— это компоненты горячего воздуха, используемые в промышленных и коммерческих процессах. Каждый из них предназначен для работы в диапазоне температур, воздушных потоков и давления воздуха. Применения включают сушку, отверждение, плавление, резку, выпечку, термоусадку, распайку, металлизацию, термоусадку, стерилизацию, очистку воздухом, ламинирование, активацию клея, завесы с горячим воздухом и воздушные ножи.
В калькуляторе температуры потока мощности используется такая формула, как Ватт = SCFM x ΔT / 3, чтобы быстро определить минимальную требуемую мощность для приложения.Наша визуальная версия этого калькулятора помогает сделать взаимосвязь между этими переменными более интуитивно понятной.
Открытая катушка
В нагревателях с открытой спиральюиспользуются электропроводящие катушки, обычно сделанные из NiCr или FeCrAl и удерживаемые или подвешенные на изоляторах, таких как керамика или слюда. Они предназначены для прямого воздействия воздушного потока на поверхность нагревательного элемента. Форма змеевика позволяет конструктору упаковывать большую площадь нагретой поверхности, увеличивая контакт с воздухом.
Минимальная блокировка воздуха (приводящая к более низкому перепаду давления воздуха), равномерная температура элемента и уменьшение площади контакта элемента без провисания — это забота инженера-проектировщика нагревателя. Выбор сплава, калибра и размеров осуществляется стратегически, чтобы создать индивидуальное решение, основанное на уникальных потребностях приложения.
Когда условия преимущественно конвективные, температуру спиральной проволоки можно оценить в итеративном процессе с помощью электронной таблицы.Щелкните здесь, чтобы прочитать подход Декстера Дифольца.
Serpentine ™
Serpentine Technology ™ восходит к истокам Tutco-SureHeat, когда компания GTE Sylvania запатентовала первую конструкцию. С тех пор он стал основой многих высокотемпературных продуктов Tutco SureHeat.
Serpentine ™ используется в ответственных устройствах нагревателя технологического воздуха. Нагреватели, в которых используется технология Serpentine Technology ™, содержат проволочные элементы, которые выступают вокруг неэлектропроводного сердечника. В отличие от катушек, которые в противном случае следовали бы равномерному рисунку петель по длине трубки, Serpentine Technology ™ вводит каждую петлю или катушку в воздушный поток отдельно от соседних петель.
Также в отличие от открытых катушек, которые необходимо подвешивать, Serpentine Technology ™ несколько жесткая, поэтому элементы могут сохранять свою форму вокруг изолирующего сердечника.
Serpentine Technology ™ использует материал с малой массой и высокой плотностью ватт, и его необходимо тщательно контролировать, чтобы избежать повреждений, которые возникают из-за слишком быстрого нагрева элементов или слишком быстрого наклона без соответствующего воздушного потока. Настройка с обратной связью с быстрым контуром управления (200 мс или лучше) имеет решающее значение для предотвращения перерегулирования в высокотемпературных приложениях.
Serpentine ™ можно собрать в один воздухонагреватель для производства исключительного количества тепловой энергии. Эти нагреватели часто изготавливаются по индивидуальному заказу и называются встроенными нагревателями со специальными фланцами или сокращенно SFI. Обогреватели SFI могут быть огромными по размеру. В некоторых случаях целые энергообъекты строятся для обеспечения электроэнергией, необходимой для их работы. SFI популярен в областях исследований горения, сверхзвуковой и гиперзвуковой аэродинамической трубы, технического обслуживания и капитального ремонта (MRO), военных приложений и университетских исследований.Нагреватели SFI заменяют газовые обогреватели в приложениях, где нежелательны побочные продукты сгорания.
Гибкие нагреватели
Гибкие обогреватели (также известные как гибкие обогреватели) — это поверхностные обогреватели, которые можно изгибать, чтобы они соответствовали нагреваемой поверхности. В процессе производства им можно придать форму, соответствующую сложной геометрии. Гибкие нагреватели содержат тонкопленочные, фольговые или проволочные нагревательные элементы, изготовленные из самых разных сплавов. Они обладают хорошей диалектической силой и устойчивы ко многим химическим веществам.
Электропроводящие дорожки либо прикреплены к подложке, либо заделаны (зажаты) внутри нескольких слоев. Их либо вырезают, либо травят с помощью химического процесса, чтобы создать форму следов нагревательного элемента. Можно использовать самые разные электрические проводники, включая нержавеющие, медные, алюминиевые, нихромовые и другие. Выбор того, какой провод использовать, будет в первую очередь зависеть от желаемой рабочей температуры и стоимости продукта. Бюджетные соображения могут включать стоимость производства, стоимость сборки (например, как прикрепляются выводные провода) и стоимость самого материала нагревательного элемента.
Нагреватели из силиконовой резины
Нагреватели из силиконовой резины содержат один или несколько нагревательных элементов, помещенных в два куска вулканизированной силиконовой резины. Резина электрически изолирующая, но теплопроводная. Элементы внутри — это тонкие сплавы фольги, которые были протравлены. Их также можно сделать из проволоки, хотя это все реже. Нагреватели из силиконовой резины — это долговечные и универсальные продукты, обеспечивающие до 30 Вт на квадратный дюйм при температуре до 220 ° C (428 ° F) в соответствии с требованиями UL.Им можно придать любую форму. Их способность изгибаться делает их пригодными для многих применений с изогнутыми поверхностями и поверхностями необычной формы. Вы можете узнать больше о производстве нагревателей из силиконовой резины в нашем техническом документе Engineer Talk.
Нагреватели из полиимида
Полиимидные нагреватели, также называемые каптоном, похожи на нагреватели из силиконовой резины в том, что они представляют собой тонкие плоские протравленные нагревательные элементы. Они легче силикона и легче гнутся. Обращает на себя внимание очень хорошая прочность на разрыв материала основы (полиимида).Хотя их максимальный температурный предел, как правило, немного ниже, чем у силиконовой резины, они могут очень точно устанавливать температуру и делать это быстро. Их ультратонкий профиль подходит для приложений в электронике, оптике, лабораториях, медицине, аэрокосмической отрасли и везде, где требуется очень маленький и легкий вес. В приложениях, требующих нагрева линзы или стеклянного окна, в качестве диэлектрика иногда используется прозрачный материал.
Толстопленочные нагреватели
Эти низкопрофильные (тонкие) нагреватели производятся на прецизионном оборудовании для создания двумерных геометрических фигур с широким диапазоном мощности и напряжения.Идеально подходит для приложений, требующих быстрого реагирования и однородности температуры. Тонкий профиль хорошо подходит для ограниченного пространства. Эти обогреватели могут достигать очень высоких температур.
Толстопленочные нагреватели производятся методом шелкографии. Это позволяет использовать различные составы проводящих чернил для управления размещением тепла. Это также позволяет создавать гибкие формы.
Особенности включают возможность адаптации к различным формам, однородную проводимость, настраиваемые области концентрации тепла, устойчивость к агрессивным средам, тонкий профиль и гибкость.
Нагреватели PTC
НагревателиPTC (нагреватели с положительным температурным коэффициентом) содержат следовые количества электропроводящего материала, такого как технический углерод, смешанный с электроизоляционным, но теплопроводным материалом, таким как силиконовый каучук. Два провода, закопанные в этот материал, физически не соприкасаются. Соотношение электропроводящего и электроизоляционного материала тщательно контролируется во время производства. Наиболее примечательным свойством нагревательных элементов PTC является то, что их электрическое сопротивление увеличивается по мере того, как они нагреваются.Инженеры хорошо используют это свойство, проектируя нагреватели с положительным температурным коэффициентом защиты от перегрева при определенной температуре и, таким образом, становятся самоограничивающимися.
Нагреватель PTC сочетает в себе этот нагреватель из силиконовой резины, действующий как небольшой ограничитель температуры, без необходимости использования более громоздких опций управления. Небольшая конструкция нагревателя испарителя экономит расходы клиента и экономит ценное пространство внутри корпуса.
Встроенные элементы
Электропроводящий материал, генерирующий тепло, заделан внутри электроизоляционного, но теплопроводящего материала.
Нагреватели картриджей
Патронный нагреватель содержит электрическую катушку, окруженную изолирующим порошком (обычно оксидом магния) и упакованную в коническую оболочку. Все терминалы выходят с одного конца. Этот тип нагревателя обычно вставляется в цилиндрическое отверстие. Чрезвычайно важны размер и форма отверстия, а также размер и форма нагревательного элемента. При подаче напряжения должна быть надежная равномерная посадка, чтобы обеспечить безопасную и эффективную теплопроводную передачу тепла.Не слишком туго, иначе нагреватель может потребоваться просверлить, когда он истечет. В некоторых случаях картриджный нагреватель используется для нагрева жидкости вместо металлического блока и имеет ребра для увеличения площади поверхности.
Ленточные нагреватели
Ленточный нагреватель — это относительно плоский прямоугольный нагреватель, сделанный из полосы слюды, обернутой ленточной проволокой. Этот узел зажат между еще двумя кусками слюды и затем заключен в металлическую оболочку.
Ленточные нагревателимогут быть оснащены ребрами, а также могут быть изготовлены специально для экстремальных условий окружающей среды.Для этого нагревателя существует множество стилей клемм. Возможны вырезы и другие модификации формы.
Ленточные нагреватели
Если вы согнете ленточный нагреватель в форме кольца, то вы получите ленточный нагреватель. Они зажаты вокруг труб, бочек и дна котлов. Они используются для нагрева жидкостей и для плавления твердых тел. Последний очень распространен в промышленности по переработке пластмасс, где пластиковые гранулы необходимо нагреть до достаточной температуры. Это само по себе не плавит пластик, а подготавливает материал к механическому процессу, который на самом деле плавит.Для втягивания большого шнека, используемого во многих процессах производства пластмассы, требуется достаточное количество тепла.
Трубчатые нагреватели
Трубчатые нагреватели имеют электрическую катушку, окруженную керамическим изолирующим порошком, заключенную в металлическую оболочку. Клеммы выходят с противоположных концов нагревателя. Этот тип нагревателя обычно имеет круглое поперечное сечение, хотя может быть изготовлен и другой формы, например, квадратной или треугольной. Они часто изготавливаются с изгибами и закруглениями для наилучшей поддержки применения.Обычное место, где можно найти трубчатый элемент, — это электрическая кухонная духовка.
Определение решения
Чтобы найти решение для обогрева, идеально подходящее для вашего конкретного применения, полезно понять, как обогреватель впишется в более крупную систему и будет поддерживать ее.При обсуждении дизайна с клиентом мы задаем вопросы, чтобы понять приложение и выстроить разумные требования, на основании которых мы принимаем проектные решения. Первоначально мы захотим узнать некоторые из наиболее фундаментальных требований.
- Что греем? Жидкость? Твердый?
- Какая максимальная рабочая температура?
- Какая доступная мощность?
По сути, определяли проблему, которую мы собираемся решить с обогревателем.Каждый проект индивидуален и имеет свои уникальные потребности в отоплении. Решения относительно размеров, выбора сплава и общей конструкции нагревателя будут основаны на ваших уникальных проектных требованиях. Может быть любое количество скрытых требований, которые повлияют на направление дизайна, поэтому мы хотим копнуть глубже, когда это возможно.
Мы хотим знать начальную и конечную температуры, скорость потока, частоту цикла, скорость линейного изменения, пиковую температуру, электрическую мощность, терморегуляторы и физическое пространство.Каждый проект будет иметь свои собственные уникальные условия применения, такие как загрязнение окружающей среды, допуски, безопасность, заводская сборка и бюджет и многие другие. Когда вы сталкиваетесь с подробным списком хорошо продуманных требований, правильный выбор дизайна может прогрессировать.
Мощность и температура
Приложению потребуется достаточно мощности для работы нагревателя. Нам нужно знать доступную мощность и любые ограничения.
Мы хотим знать минимальное количество энергии, необходимое для правильной работы приложения.Обогреватель не требует постоянной мощности. Бывают моменты, когда обогревателю требуется больше энергии, чем другим. Мы хотим узнать максимальную мощность, которая когда-либо будет требоваться от этого обогревателя. В некоторых приложениях максимальная мощность достигается, когда нагреватель запускается и достигает температуры. В других приложениях требуется пик при поддержании рабочей температуры. Какой бы из них ни был выше, это минимальная потребляемая мощность.
Мы хотим знать, сколько энергии необходимо, чтобы успешно нагреть то, что мы нагреваем, в течение необходимого промежутка времени.Мы могли бы нагревать стальной блок, ящик с воздухом, резервуар с маслом или воду, текущую по трубе. Каждый из этих сценариев легко оценить, если вы готовы отказаться от некоторой точности. Вы можете увидеть расчеты с примерами в статье Яна Ренвика Engineer Talk «Какая мощность мне нужна?» Джерри Сэйн рассматривает это специально для змеевиков нагревателя в своей статье Heater Coil Design.
Наш обогреватель должен не только безопасно и надежно обрабатывать требуемую мощность, но и отводить тепло.Мы можем сузить выбор материалов и размеров для многих форм нагревателей с помощью расчетов теплопередачи из учебников. Подход к оценке температуры, создаваемой спирально намотанной проволочной катушкой в потоке газа, может быть менее очевидным. Декстер Дифольц описывает подход к этому в своей статье Engineer Talk «Оценка температуры провода сопротивления для нагревательного элемента с открытой спиралью».
ПлотностьВт — еще один полезный способ быстрого сравнения материалов. Измеряется в ваттах / дюймах 2 или ваттах / мм 2 Плотность ватт — это общая мощность нагревательного элемента, деленная на площадь поверхности, выделяющей тепло.Вы можете узнать больше в официальном документе Декстера Почему при обсуждении нагревательных элементов всегда появляется значение плотности в ваттах?
Нагревательные элементы и окружающая их среда
Различные материалы будут реагировать по-разному в зависимости от окружающей среды. Полезно знать, будет ли высокая концентрация того или иного газа, значительная влажность или вредные загрязнения сплава в помещении, где находится нагревательный элемент.
Аммиак, сера, цинк, хлор и бор приведут к преждевременному прекращению использования нагревателя с плохо подобранным сплавом.Например, хлоридные загрязнения обычно вредны для сплавов на основе железа, в то время как сульфиды вредны для Ni-Cr. Технологический воздух, промышленные очистители, городское водоснабжение и даже масло с пальцев установщика могут быть источником загрязняющих веществ, поедающих сплав.
Вы можете узнать больше о продлении срока службы нагревателя в статье Патрика Лоуса Engineering Talk «Уоттс убивает ваш нагреватель».
Проектирование существующего оборудования
Обычно мы проектируем обогреватель для уже спроектированного или даже изготовленного оборудования.Это также более ограниченный вариант. Любая возможность участвовать на раннем этапе процесса разработки продукта приведет к получению лучшего продукта с лучшим решением для нагрева при меньших затратах.
Размер допустимого пространства для обогревателя, а также его форма часто являются виновниками. Если вашему продукту требуется нагреватель с открытым змеевиком, но мы не можем обеспечить надлежащий воздушный поток через змеевики нагревателя, то это будет проблемой. Существующий ранее продукт не только ограничивает ваши варианты конструкции нагревателя, он может стать слишком дорогостоящим или даже невероятно сложным в разработке.Мы создали тысячи дизайнов и поэтому можем обнаружить многие классические подводные камни еще до того, как они произойдут.
Хотя участие на раннем этапе является идеальным, мы также понимаем, что такая роскошь не всегда возможна, и мы очень рады работать с вами над разработкой решения на любом этапе вашего процесса проектирования. Мы очень хорошо умеем разрабатывать инновационные обогреватели, отвечающие сложным требованиям. Ниже приведены проекты, которые демонстрируют наше инженерное мастерство при столкновении с ранее существовавшими ограничениями.
Пользовательские нагревательные элементы
Готовое решение часто становится первым вопросом, поскольку это будет самый простой краткосрочный путь, если существует что-то подходящее. Это не означает, что это будет лучшая долгосрочная ценность. Стоимость продукта, его долговечность и эффективность не всегда очевидны на момент покупки.
Для продуктов со сложными требованиями может быть трудно найти существующий обогреватель, который соответствовал бы требованиям. Новое лабораторное оборудование, требующее быстрого и контролируемого наращивания мощности, высокой частоты циклов и пространства необычной формы, вероятно, выиграет от использования нестандартного нагревательного элемента.В руках опыта у вас есть лучшая возможность улучшить характеристики продукта, повысить надежность и снизить затраты. Вы можете увидеть примеры нестандартных нагревательных элементов на нашей странице нестандартных нагревателей. Обратите внимание на разнообразие форм и стилей, возникающих в результате потребностей пользовательского приложения.
Срок службы нагревателя
Правильный выбор конструкции и материала продлит срок службы нагревателя, в то время как несоответствие материала применению и другие неудачные варианты конструкции могут привести к дорогостоящей замене в полевых условиях, повреждению продукта, проблемам с безопасностью и недовольству клиентов.
Все резистивные нагревательные элементы со временем перегорают. Окисление, изменение электрического сопротивления, повреждение и деформация — все это факторы, ограничивающие долговечность. Опытный инженер-конструктор нагревателей может помочь вам избежать классических ошибок и добиться длительного срока службы нагревателя для вашего конкретного применения.
Сплавы для резистивного нагрева образуют слой окисления при более высоких температурах. Слой сначала быстро растет, так как сплав легко может взаимодействовать с кислородом воздуха. По мере роста слой становится защитным слоем, препятствующим доступу кислорода до тех пор, пока в конечном итоге не предотвратит дальнейшее окисление.
Степень расширения нагревательного сплава при нагревании (называемая коэффициентом теплового расширения сплава) будет отличаться от таковой оксидного слоя. Эта разница в тепловом расширении, а также в прочности адгезии (адгезия оксидного слоя к сплаву) сильно коррелирует с долговечностью нагревательного элемента.
Оксидный слой, который остается прочно сцепленным со сплавом без трещин и выкрашивания, будет продолжать защищать сплав. Нагревательный элемент с высоким коэффициентом теплового расширения и плохой адгезией оксидного слоя не прослужит долго в условиях быстрой смены температуры.
История обогревающего шкафа
Иногда снижение температуры нагревательного элемента — лучшее решение. Пример этого можно проиллюстрировать на примере одного из наших клиентов, который производит шкафы для обогрева. Обогреватель конкурента вызывал серьезные сбои. Наши расчеты показали, что удельная мощность в ваттах выше рекомендованной. Мы представили наш обогреватель с поперечным потоком воздуха, в котором мы смогли разместить больше проводов в том же пространстве и снизить удельную мощность.Это, в свою очередь, снизило температуру змеевика и увеличило срок службы нагревателя. Хороший дизайн и внимание к деталям помогли клиенту избежать этих серьезных неудач.
Установка и сборка
Легкость интеграции нагревательного элемента в приложение влияет на стоимость.Сложная и отнимающая много времени сборка продукта обременит производителя трудом, ненужными запасами деталей и меньшим количеством единиц, выходящих на рынок. Установка и замена в полевых условиях займут больше времени и могут потребовать более квалифицированных рабочих.
Нагревательный элемент, разработанный для конкретного продукта, должен обеспечивать превосходную интеграцию с этим продуктом. Это обеспечит лучшую производительность, а также более быструю установку и сборку продукта в полевых условиях. В некоторых случаях могут быть сняты дополнительные затраты на запчасти.Ниже приведены конкретные примеры, в которых мы сэкономили средства клиента и избавили его от хлопот с установкой и сборкой.
Установка Joy
Во время визита к давнему клиенту мы прогуливались по заводскому цеху. Мы спросили монтажника на полу, как можно упростить установку обогревателей. Все, что он мог прокомментировать, это то, насколько больно было протянуть 48-дюймовую змею через его портал.И затем, когда они вышли из строя, обогреватели похожи на лампочки в том, что они действительно выходят из строя, этому клиенту не нравилось натягивать подводящие провода. Чтобы решить эту проблему, мы предлагаем 3-контактный разъем непосредственно на большинстве наших тепловых горелок. Простая установка и легкая замена.
Элегантное решение
УFarnam есть заказчик, который делает насосные станции для нефтегазовой промышленности.Нагреватели из силиконовой резины используются для запуска насосов в регионах, где температура опускается ниже -40. Их самая большая проблема заключается в том, что к ним подключено трехфазное напряжение 480 В. Им нужно было выяснить, как перейти с трехфазных 480 В на однофазные 120 В на этих нагревателях из силиконовой резины. Они ломали ногу, подключали грелки к цепочке и кидали булыжник. Это были не изящные решения.
Компания Tutco-Farnam заменила его на трехфазный нагреватель из силиконового каучука на 480 В с клеем PSA. Больше не нужно беспокоиться об изменении напряжения.Больше никаких гирляндных цепей и подключения нескольких обогревателей. Один обогреватель для достижения цели. Сэкономил время клиента на установке, и это гораздо более привлекательное решение.
Надстройкаэкономит время и нервы
В некоторых из наших воздухонагревателей используются перемычки для соединения частей открытых змеевиков. Один конкретный клиент предпочел подключить их к себе.Они хотели иметь возможность создавать свои собственные нестандартные конфигурации.
Оказывается, сборщики изделий сами нарезали перемычки. Этот, казалось бы, небольшой шаг длился долго, что замедлило производство. Сборщики тоже не остались довольны этим лишним шагом.
Tutco-Farnam предложила изготовить перемычки и отгрузить их вместе с линией обогревателей, которые мы уже делали для клиента. Мы прикрепили на молнии полный комплект перемычек к каждому блоку, чтобы сборщики могли легко добраться до него.Это сэкономило им уйму времени!
Добавленная стоимость была настолько успешной, что включение перемычек теперь входит в стандартную комплектацию всех их нагревателей осушения. Мы добавили ценность существующему продукту, мы сэкономили время клиента, а агент по закупкам выглядит как герой.
Дополнительная ценность с упаковкой
Однажды, посещая покупателя, мы заметили полку, заполненную нашими обогревателями.Сотрудник открыл коробку, вытащил разделители продуктов, а затем один за другим поставил нагреватели на полку. С противоположной стороны сборщик схватил несколько обогревателей и установил их на скамейке для сборки.
Наше решение: мы сделали упаковку немного толще. Это небольшое изменение позволяет перегородкам стоять так, чтобы нагреватели были обращены к сборщику. Это исключило необходимость перемещения отдельных обогревателей на полку и обратно. Вся упаковка помещается на полку, и сборщик может просто тянуть, тянуть, тянуть, когда нужны обогреватели.В Tutco-Farnam мы делаем все возможное, чтобы создавать ценность для наших клиентов.
Экономия средств Модернизация
Наш заказчик использовал старую лампочку с винтовым фланцем для обогрева своих пневматических систем подачи для предотвращения влажности и защиты от замерзания. Из этого решения они превратились в патронный нагреватель с прикручиваемым дном.Это было очень дорого, как и базовая сборка. Заказчик был разочарован ростом цен.
Tutco-Farnam вулканизировал нагреватель из силиконовой резины до угла и совместил монтажные отверстия на лицевой панели. Дорогостоящий элемент в оболочке И розетка, в которую он вставляется, были удалены. Используя два винта, полевой техник прикрепляет нагреватель корпуса из силиконовой резины, быстро соединяет два провода, и работа готова. Установка в полевых условиях не может быть проще.
В результате получается сверхпростая установка в полевых условиях с существенной экономией средств.Из-за модернизации старый нагреватель и основание в сборе можно было полностью удалить. Новый нагреватель из силиконовой резины стоит меньше, чем только базовая сборка, не считая стоимости старого нагревателя. Понимая потребности наших клиентов, мы смогли предложить решение для экономии средств и времени.
Больше никаких проблем с производством
Мы узнали, что один из наших клиентов заказывал из Китая не менее 3000 вентиляторов одновременно с 20-недельным сроком поставки.Они держат их, пока приносят пластину, 4 болта, 4 стопорные шайбы, 4 гайки, еще один кронштейн для термостата и сам термостат от всех этих разных поставщиков. У них есть отношения с поставщиками, номера деталей и запасы, которыми нужно управлять, при этом ежемесячно решая, собираются ли они производить сборку на месте или поручить это кому-то другому.
Tutco-Farnam предоставила индивидуальное решение, полностью собранное в коробке с инструкциями. Больше никаких проблем с инвентаризацией и сборкой. Прислушиваясь к мнению нашего клиента, мы смогли помочь снизить стоимость сборки, увеличить скорость производства и упростить их инвентаризацию, а также их закупку.
Стоимость качества
У нас был заказчик, работающий в сфере переработки пластмасс, который ушел от нас из-за цен. Они были довольны нашим качеством и доставкой, но им нужна была цена, которую мы не могли уложить, и при этом она оставалась прибыльной. Проходит пять лет, и нам звонят.Обогреватели выходят из строя на местах, и они устали от низкого качества, которое они получают от своего текущего поставщика.
Подумайте, во что это им стоит. Для одного из их агрегатов требуется десять обогревателей. Их устанавливают и тестируют. Три терпят неудачу. Их выдергивают. Затем компания должна попросить своих сотрудников по обслуживанию клиентов запросить RMF и отправить его обратно. Когда замены возвращаются, они должны переустановить их и снова протестировать. Теперь они опаздывают на свои части. Кроме того, у них были продукты, которые выходили из строя на местах.Их клиенты терпят неудачу, и они платят полевому технику, чтобы тот отремонтировал свои устройства.
Эта компания начала осознавать эти затраты и поэтому они вернулись к нам. Мы доработали обогреватель, чтобы полностью удовлетворить их потребности. Мы заранее стоили больше, чем более дешевый вариант, но когда они поняли все, что нужно, они поняли, что решение Tutco-Farnam позволяет значительно сэкономить, и мы также спасаем их репутацию.
Беседы приводят к пониманию
Разговор между специалистом и клиентом — вот где начинается настоящая ценность.Требуется готовность слушать и участвовать. Это также ваш лучший шанс обнаружить подводные камни и скрытые жемчужины.
В Tutco-Farnam мы привержены как заявкам, так и клиентам. Инженер рассматривает каждую возможность, которая появляется. Мы слушаем и применяем то, что узнали. Клиенты часто видят что-то на нашем веб-сайте и говорят: «Эй, похоже, это то, что я хочу». Затем мы работаем с ними, чтобы понять требования и направить их к тому, что будет работать лучше всего.
Ниже приведены примеры, когда беседы приводят к взаимопониманию, которое впоследствии привело к заметным улучшениям для наших клиентов.
Сушка смолы
Во время визита к постоянному заказчику в производстве пластмасс и сушке смол мы пообедали с нашим покупателем и менеджером по обслуживанию. Менеджер по обслуживанию недавно вернулся с местного звонка и жаловался на то, что стекловолокно заставляет его чесаться. В то время мы оборачивали все их обогреватели изоляцией из стекловолокна, чтобы уменьшить потери тепла и не дать операторам обжечься снаружи обогревателя.Во время еды мы определили, что идеально подойдет что-нибудь прочное и многоразовое, не содержащее стекловолокна. На основе этого мы разработали изоляционные одеяла. Для них снова нет колючего стекловолокна!
Флексопечать
В флексографской промышленности широко используются наши горелки Flow. Время, проведенное на производственных площадках, показало нам, что большинство клиентов модифицируют наши обогреватели до такой степени, что теряют гарантию.Мы собрали все модификации, которые видели, и теперь предлагаем большинство из них в качестве стандартных опций для нашего семейства Flow Torch. Сюда входят переходники как с резьбой NPT, так и без нее, фланцы, соединители с v-образной полосой, приподнятые распределительные коробки для более высоких температур на входе и заглушки для подводящих проводов или распределительных коробок.
Станция для заправки шин
В круглосуточных магазинах и на стоянках для грузовиков есть пылесосы для очистки вашего автомобиля и воздушные компрессоры для заполнения ваших шин.Этим устройствам требуется тепло, чтобы электроника не замерзла. Тепло также можно использовать для предотвращения замерзания наконечника насадки для заправки шин, когда она находится в держателе.
Традиционно используется ленточный нагреватель. Обратной стороной является рост затрат (из-за состава материала) и большой объем. Воздухонагреватели с открытым змеевиком не являются отличным решением, потому что эти устройства всасывают воздух снаружи, где есть пыль, дождь и загрязнения, которые могут повредить нагревательные змеевики.
Наше решение: Компания Tutco-Farnam создала утеплитель из силиконового каучука, который позволяет клиенту сэкономить 20-25%.Он имитирует форму заменяемых тонких полосовых нагревателей, за исключением того, что он намного тоньше. По сути, это модификация нагревателя ленты из силиконовой резины. По мере того, как старые блоки ремонтируются, заказчик вынимает старый ленточный нагреватель из слюды и вставляет наш новый нагреватель для корпуса.
В Tutco-Farnam мы делаем все возможное, чтобы понять потребности наших клиентов. Для этого клиента это позволило нам предоставить элегантное решение, которое лучше всего подходит для приложения, экономя при этом деньги клиента.
Шоколадная глазурь
Заказчик, производящий оборудование для глазирования шоколада для кондитерской промышленности, искал лучшее решение для плавления шоколада. Продукты, покрытые шоколадом с помощью глазировщиков, включают орехи, мороженое, ириски, печенье и печенье. Глазировочное оборудование заменяет ручное окунание этих предметов. Традиционно воздух проходит через лампочку, и производитель шоколада меняет параметры, чтобы шоколад течет с нужной консистенцией.Компания Tutco-Farnam заменила лампочку внутри глазировочной машины на специальный воздухонагреватель, который включает вентилятор и узел. Мы также сделали его модернизируемым по всем направлениям. Tutco-Farnam создал более эффективное и последовательное решение с более точным контролем температуры. Также легко установить.
Программа страховых запасов
Во время встречи с клиентом, занимающимся тепловым стекингом, мы пытались избежать срочных заказов, которые они постоянно размещали.Похоже, их отдел обслуживания постоянно грабил производство и наоборот, и только на следующей неделе они осознали, что их нет. Как и большинство наших клиентов, их также заставляли сокращать запасы. Чтобы избежать этого, мы разработали для них программу страхового запаса, чтобы их обогреватели находились не раньше, чем через день или два. Больше никаких срочных заказов.
Маленький контейнер с кондиционером
У нас есть заказчик, который делает кондиционеры для малогабаритных контейнеров.Это вольеры, которые нужно хранить в прохладном месте. Дома у вас обычно есть кондиционер, который работает, и вода, которая капает сзади, за пределы дома. Мы не хотим, чтобы вода капала внутрь вольера. Клиент положил его в небольшой лоток и надеялся, что он испарится естественным образом. Это происходило недостаточно быстро, и у них были утечки. Tutco-Farnam вернулся с гибким водонепроницаемым обогревателем с самоклеящимся клеем. Теперь клиент может вернуться в поле и легко установить нагреватель внутри каждого поддона для сбора капель.Наш небольшой нагреватель помогает воде испаряться быстрее. Вода больше не течет по полу.
Начало работы с Tutco-Farnam
Tutco-Farnam — производитель нагревательных элементов, специализирующийся на больших и малых нагревателях на заказ. Мы использовали различные электрически резистивные металлы и интерметаллические сплавы в более чем 2000 нестандартных конструкциях.Вы можете найти примеры наших нагревательных элементов на нашей странице индивидуальных нагревателей.
Свяжитесь с нами по поводу ваших уникальных потребностей в приложении и узнайте, что Tutco-Farnam может для вас сделать.
Индукционный нагрев — Digilent Blog
Знаете ли вы, что можно плавить металл с помощью магнитных полей? Это кажется довольно безумным, но возможно.
Как это работает
Так как это работает? Большое количество переменного тока проходит через медную катушку, которая охлаждается водой, чтобы не перегреться.Большой ток в катушке генерирует сильные магнитные импульсы. Эти магнитные импульсы заставляют электроны течь внутри куска металла. Этот внутренний поток электронов называется вихревым током. Частота магнитных импульсов настраивается в зависимости от размера объекта и состава материала. Правильная настройка частоты импульсов вызывает более сильные вихревые токи. Естественное электрическое сопротивление металла и сильные вихревые токи в конечном итоге делают металл достаточно горячим, чтобы плавиться.
Полезные приложения
Индукционный нагрев — обычное дело в промышленном мире. Его можно использовать в самых разных сферах, таких как промышленные печи, сварка, приготовление пищи, термосварка, термообработка и т. Д. Индукционный нагрев популярен, потому что он более энергоэффективен для некоторых приложений, а нагревательные элементы более гибкие. Традиционные нагревательные элементы, основанные на конвекции и теплопроводности, должны быть обработаны до определенных размеров и форм. Индукционные нагреватели работают до тех пор, пока рассматриваемый объект помещается в катушку.Еще одно интересное преимущество индукционного нагрева — его использование в вакууме. Тепло нуждается в среде, через которую оно может распространяться, поэтому передача тепла почти в вакууме практически невозможна. С другой стороны, магнитные поля не имеют проблем с перемещением в вакууме, поэтому индукционные нагреватели популярны из-за того, что в процессе производства особый металл подвержен окислению.
Если вы хотите узнать больше или попробовать создать свой собственный мини-индукционный нагреватель, ознакомьтесь с этим руководством о том, как это сделать.
Типы нагревательных элементов
Нагревательный элемент преобразует электрическую энергию в тепло в процессе нагрева Джоулей . Джоулев нагрев происходит, когда электрический ток, проходящий через электрический элемент, встречает сопротивление, что приводит к нагреванию электрического элемента. Этот процесс не зависит от направления проходящего через него тока.
Различные типы нагревательных элементов можно классифицировать в зависимости от материала, из которого они изготовлены, каждый из которых придает им соответствующие характеристики
- Основные типы нагревательных элементов:
- Металлические нагревательные элементы
- Керамические и полупроводниковые нагревательные элементы
- Толстопленочные Нагревательные элементы
- Полимерные нагревательные элементы PTC
- Композитные нагревательные элементы
- Комбинированные системы нагревательных элементов
Металлические нагревательные элементы
Нагревательные элементы с проволочным сопротивлением
Металлические нагревательные элементы сопротивления обычно представляют собой спираль, ленту (прямую или гофрированную) ), или полоска провода, которая выделяет тепло, как нить накаливания лампы.Они используются в обычных нагревательных устройствах, таких как напольное отопление, кровельное отопление, тостеры, фены, промышленные печи, обогрев дорожек, сушилки и т. Д. Наиболее распространенные классы используемых материалов включают:
- Никель-хромовый сплав: наиболее резистивный проволочный нагрев элементы используют нихром 80/20 (80% никеля, 20% хрома) в виде проволоки, ленты или полосы. NiCr 80/20 — идеальный материал, поскольку он имеет относительно высокое сопротивление и образует липкий слой оксида хрома при первом нагреве.Материал под этим слоем не окисляется, что предотвращает поломку или выгорание проволоки.
- Сплав FeCrAl: сплавы FeCrAl или железо-хром-Алюминиевые сплавы — это ферромагнитные сплавы, свойства электрического сопротивления которых аналогичны свойствам никель-хромовых сплавов, что делает их пригодными для применения в системах электрического нагрева. Хотя отсутствие никеля делает их дешевле, чем никель-хромовые сплавы, это также делает их более подверженными коррозии. Эти электрические нагревательные элементы FeCrAl имеют самый широкий рынок сбыта.
- Сплав CuNi: сплав CuNi или медно-никелевые сплавы характеризуются низким удельным электрическим сопротивлением и низким температурным коэффициентом сопротивления. Они обладают хорошей стойкостью к окислению и химической коррозии и используются для низкотемпературного нагрева.
- Протравленная фольга: Нагревательные элементы из вытравленной фольги изготавливаются из тех же сплавов, что и резистивные проволочные элементы, но производятся с использованием процесса субтрактивного фототравления. Этот процесс начинается с непрерывного листа металлической фольги и заканчивается сложной схемой сопротивления нагревательного элемента.Эти нагревательные элементы обычно используются в системах прецизионного нагрева, таких как медицинская диагностика и авиакосмическая промышленность.
Керамические и полупроводниковые нагревательные элементы
- Нагревательные элементы из дисилицида молибдена: Дисилицид молибдена (MoSi2) интерметаллическое соединение, силицид молибдена, представляет собой тугоплавкую керамику, которая в основном используется в нагревательных элементах. Он имеет умеренную плотность, температуру плавления 2030 ° C и является электропроводным. При высоких температурах образует пассивирующий слой диоксида кремния, защищающий его от дальнейшего окисления.Нагревательные элементы этого типа применяются в печах для термообработки, производстве стекла, в печах для спекания керамики и полупроводниковых печах.
- Нагревательные элементы из карбида кремния: Нагревательные элементы из карбида кремния обеспечивают повышенную рабочую температуру по сравнению с металлическими нагревателями. Нагревательные элементы из карбида кремния сегодня используются при термической обработке металлов, плавлении стекла и цветных металлов, производстве керамики, производстве флоат-стекла, производстве электронных компонентов, запальных ламп, запальников газовых обогревателей и т. Д.
- Керамические нагревательные элементы PTC: Керамические материалы PTC названы так из-за их положительного теплового коэффициента сопротивления. Положительный температурный коэффициент нагревательных материалов, часто композитов титаната бария и титаната свинца, означает, что их сопротивление увеличивается при нагревании. Хотя большая часть керамики имеет отрицательный температурный коэффициент, эти материалы обладают сильно нелинейным тепловым откликом. Выше пороговой температуры, зависящей от состава, их сопротивление быстро увеличивается при нагревании.Такое поведение заставляет материал действовать как собственный термостат, потому что ток проходит, когда он холодный, и не проходит, когда он горячий.
- Кварцевые галогенные элементы: Кварцевые галогенные обогреватели также используются для лучистого обогрева и охлаждения. Эти излучатели нагреваются и охлаждаются за секунды, что делает их особенно подходящими для систем, требующих короткого времени цикла. Тепловая мощность также очень высока, что делает эти нагреватели полезными при высоких потребностях в тепле или в быстро меняющихся процессах, таких как бумага, процессы и т.
Толстопленочные нагревательные элементы
Толстопленочные нагревательные элементы представляют собой резистивные нагревательные элементы, которые можно печатать на тонкой подложке. Толстопленочные нагревательные элементы имеют преимущества перед обычными резистивными элементами в металлической оболочке. Толстопленочные нагревательные элементы характеризуются низкопрофильным форм-фактором, улучшенной однородностью температуры, быстрым тепловым откликом из-за низкой тепловой массы, низким потреблением энергии, высокой плотностью мощности и широким диапазоном совместимости по напряжению.Обычно толстопленочные нагревательные элементы печатают на плоских подложках и на трубках с различными рисунками нагревателей. Шаблоны толстопленочного нагревателя легко настраиваются в зависимости от сопротивления листа напечатанной пасты резистора.
Эти нагреватели могут быть напечатаны на различных подложках, включая металл, керамику, стекло, полимер, с использованием толстопленочных паст для металла или сплава. Чаще всего для печати толстопленочных нагревателей используют алюминий, нержавеющую сталь и листы мусковита или флогопита.Эксплуатационные характеристики и использование этих нагревателей сильно различаются в зависимости от того, какие материалы подложки выбраны. В первую очередь это связано с тепловыми характеристиками подложки нагревателя.
Существует несколько традиционных применений толстопленочных нагревателей. Для большинства приложений тепловые характеристики и распределение температуры являются двумя ключевыми проектными параметрами. Чтобы избежать появления горячих точек и поддерживать равномерное распределение температуры, конструкцию схемы можно оптимизировать, изменив удельную мощность цепи резистора.Оптимизированная конструкция нагревателя помогает контролировать мощность нагревателя и изменять температуру. Их можно использовать в вафельницах, термопечатающих головках, водонагревателях, электрическом обогревателе плит, отпаривателях для ткани, чайниках, увлажнителях, бойлерах, кроватях с подогревом, термосварочных устройствах, утюжках для одежды, выпрямителях волос, 3D-принтерах, сушилках для одежды, клеевые пистолеты, лабораторное оборудование, устройства для защиты от запотевания, автомобильные зеркала, противообледенительные устройства, подогреватели, теплообменники и т.д. о влиянии повышения температуры на сопротивление элемента.
- Нагреватели с отрицательным температурным коэффициентом или с отрицательным температурным коэффициентом характеризуются уменьшением сопротивления при повышении температуры нагревателя, что дает более высокую выходную мощность при более высоких температурах для данного входного напряжения. Для нагревателей типа NTC обычно требуется термостат или термопара для контроля разгонной температуры нагревателя. Нагреватели NTC используются там, где требуется быстрое повышение температуры нагревателя до заданного значения.
- Нагреватели с положительным температурным коэффициентом или положительным температурным коэффициентом ведут себя противоположным образом с увеличением сопротивления и уменьшением мощности нагревателя при повышенных температурах.Эта характеристика нагревателей PTC делает их саморегулирующимися, поскольку их выходная мощность достигает насыщения при фиксированной температуре.
Полимерные нагревательные элементы PTC
Резистивные нагреватели могут быть изготовлены из проводящих резиновых материалов PTC, удельное сопротивление которых экспоненциально увеличивается с увеличением температуры. Такие резистивные нагреватели вырабатывают большую мощность, они холодные и быстро нагреваются до постоянной температуры. Из-за экспоненциально увеличивающегося удельного сопротивления при нагревании резистивный нагреватель с PTC-резиной никогда не может нагреться до температуры выше этой температуры.Выше этой температуры резина действует как электрический изолятор. Эта температура может быть выбрана во время производства резины, типичная температура составляет от 0 ° C до 80 ° C.
Полимерные нагревательные элементы PTC представляют собой точечные саморегулирующиеся нагреватели и саморегулирующиеся нагреватели. Саморегулирование означает, что каждая точка нагревателя независимо поддерживает постоянную температуру без необходимости использования регулирующей электроники. Саморегулирующийся означает, что нагреватель никогда не может превышать определенную температуру в любой точке и не требует защиты от перегрева.
Композитные нагревательные элементы
- Трубчатые нагревательные элементы в оболочке : Трубчатые или защищенные элементы обычно состоят из тонкой катушки из проволоки из сплава никель-хром, резистивной для нагревания, которая расположена внутри металлической трубки из медных или нержавеющих сплавов, таких как сплав NiCrFe. ) и изолирован порошком оксида магния. Чтобы влага не попадала в гигроскопичный изолятор, концы элемента снабжены полосками из изоляционного материала, такого как керамика или силиконовый каучук, или их комбинация.Трубка протягивается через фильеру для сжатия порошка и максимальной теплопередачи. Эти нагревательные элементы могут иметь форму прямого стержня, как в тостерах, или быть изогнутыми, чтобы охватывать нагреваемую область, например, в электрических духовках, электрических плитах и автоматических кофеварках.
- Нагревательные элементы с трафаретной печатью : Эти нагревательные элементы представляют собой металлокерамические дорожки с трафаретной печатью, нанесенные на керамические изолированные металлические (обычно стальные) пластины.Нагревательные элементы с трафаретной печатью нашли широкое применение в качестве элементов в электрических чайниках и других бытовых приборах с середины 1990-х годов.
- Радиационные нагревательные элементы : Радиационные нагревательные элементы или тепловые лампы — это мощные лампы накаливания, которые обычно работают с меньшей, чем максимальная мощность, чтобы излучать в основном инфракрасный, а не видимый свет. Они обычно используются в излучающих обогревателях и подогревателях пищи, имеют либо длинную трубчатую форму, либо форму лампы-отражателя.Лампы с отражателем часто окрашиваются в красный цвет, чтобы свести к минимуму излучаемый видимый свет; трубчатая форма бывает разных форматов:
- с золотым покрытием — золотая дихроичная пленка нанесена на внутреннюю часть, которая уменьшает видимый свет и пропускает большую часть коротких и средних волн инфракрасного излучения. В основном для обогрева людей.
- Рубиновое покрытие — Те же функции, что и лампы с золотым покрытием, но за небольшую часть стоимости. Видимые блики намного выше, чем у золотого варианта.
- Прозрачный — Без покрытия и в основном используется в производственных процессах.
- Съемные нагревательные элементы с керамическим сердечником : Съемные нагревательные элементы с керамическим сердечником используют спиральную проволоку из резистивного нагревательного сплава, пропущенную через один или несколько цилиндрических керамических сегментов для получения необходимой длины, которая зависит от мощности нагревателя, с центром или без стержень. Этот тип нагревательного элемента, вставленный в металлическую оболочку или герметичную трубку с одного конца, позволяет производить замену или ремонт без нарушения процесса, обычно нагрева жидкости под давлением.
Комбинированные системы нагревательных элементов
Нагревательные элементы для высокотемпературных печей часто изготавливаются из экзотических материалов, включая платину, дисилицид вольфрама, дисилицид молибдена, молибден, используемый в вакуумных печах, и карбид кремния. Воспламенители из карбида кремния обычно используются в газовых печах.
Лазерные нагреватели также используются для достижения высоких температур.
Статья предоставлена Википедией — зарегистрированным товарным знаком Wikimedia Foundation, Inc., некоммерческая организация.
Типичный нагревательный элемент обычно представляет собой катушку, ленту (прямую или гофрированную) или полоску проволоки, которая выделяет тепло так же, как нить накаливания лампы. Когда через него протекает электрический ток, он накаляется докрасна и преобразует проходящую через него электрическую энергию в тепло, которое излучается во всех направлениях.Этот металл проводит электричество, но не тепло
Мы нашли первый металл, который может проводить электричество практически без тепла при комнатной температуре, нарушив давнее правило материаловедения.Мы не знаем, хорошо ли это для чего-нибудь, но пусть это не испортит веселье. Это здорово.
Металлический ванадий используется в основном в сплавах для улучшения свойств других металлов, таких как титан и сталь. Известно, что Генри Форд использовал ванадиевую сталь в своей модели T после того, как узнал, насколько она прочна.
Новое исследование показывает, что его оксидная форма также обладает некоторыми интересными свойствами. В статье Science сообщается, что диоксид ванадия проводит электричество намного лучше, чем тепло.Это первое известное нарушение закона Видемана-Франца вблизи комнатной температуры.
Закон Видемана-Франца гласит, что металлы должны проводить тепло и электричество пропорционально друг другу. Если задуматься, это имеет смысл. Металлы определяются способностью их электронов свободно перемещаться, а электроны передают тепло и электричество.
Соавтор исследования Оливье Делер, ученый-материаловед из Университета Дьюка и Национальной лаборатории Ок-Ридж, говорит, что вы можете представить электроны, как маленькие шарики, прыгающие через металл.Их движение — это то, как течет электричество, но каждый электрон также несет некоторую кинетическую энергию. Отгоняя ядра, он передает часть этой энергии, которая создает тепло.
Но это не то, что происходит с диоксидом ванадия. Оливье и руководитель исследования Цзюньцяо Ву из Калифорнийского университета в Беркли и Национальной лаборатории Лоуренса Беркли обнаружили, что металл проводит примерно в 10 раз меньше тепла, чем электричество при температуре около 60 градусов по Цельсию (140 градусов по Фаренгейту).
Это не первый известный материал, нарушающий закон Видемана-Франца, но это первый материал, который нарушает закон при комнатной температуре.Другие зарегистрированные нарушения произошли около абсолютного нуля.
Делер отмечает, что важно помнить, что закон Видемана-Франца не относится к той же категории, что, скажем, скорость света. Его нарушение не нарушает фундаментальных законов физики. Просто мы никогда раньше не видели, чтобы такое происходило.
Ву и Делер считают, что электроны в диоксиде ванадия могут действовать иначе, чем, скажем, в меди. Вместо того, чтобы греметь, как связка маленьких шариков, они думают, что электроны могут двигаться как более сплоченная единица.Это означало бы меньшее количество случайных ударов по ядрам и могло бы объяснить, почему исследователи наблюдали такую низкую теплопроводность.
Понадобится время, чтобы понять, является ли это лабораторным курьезом или чем-то действительно полезным. Одно из возможных применений — термоэлектрические устройства, которые преобразуют отходящее тепло, скажем, от двигателя автомобиля, в полезную электроэнергию. Они полагаются на материалы, которые могут тщательно контролировать поток тепла и электричества, поэтому особые свойства диоксида ванадия могут сделать его полезным.
Стоит отметить, что диоксид ванадия уже является своего рода особенным. Большинство оксидов металлов (например, ржавчины железа) вообще не проводят электричество, что отличает этот металл. А диоксид ванадия на самом деле не проводит тепло или электричество до температуры около 60 ° C. До этого момента он является изолятором. Тогда он становится металлом. Это могло бы сделать его полезным в качестве покрытия для умных окон; когда на них было достаточно солнца, они становились отражающими, как металл, и не пропускали часть света.
.