Что представляет собой станок для намотки тороидальных трансформаторов. Какие бывают виды намоточных станков. Как выбрать подходящий станок для намотки трансформаторов. Каковы основные характеристики и возможности современных намоточных станков.
Что такое станок для намотки тороидальных трансформаторов
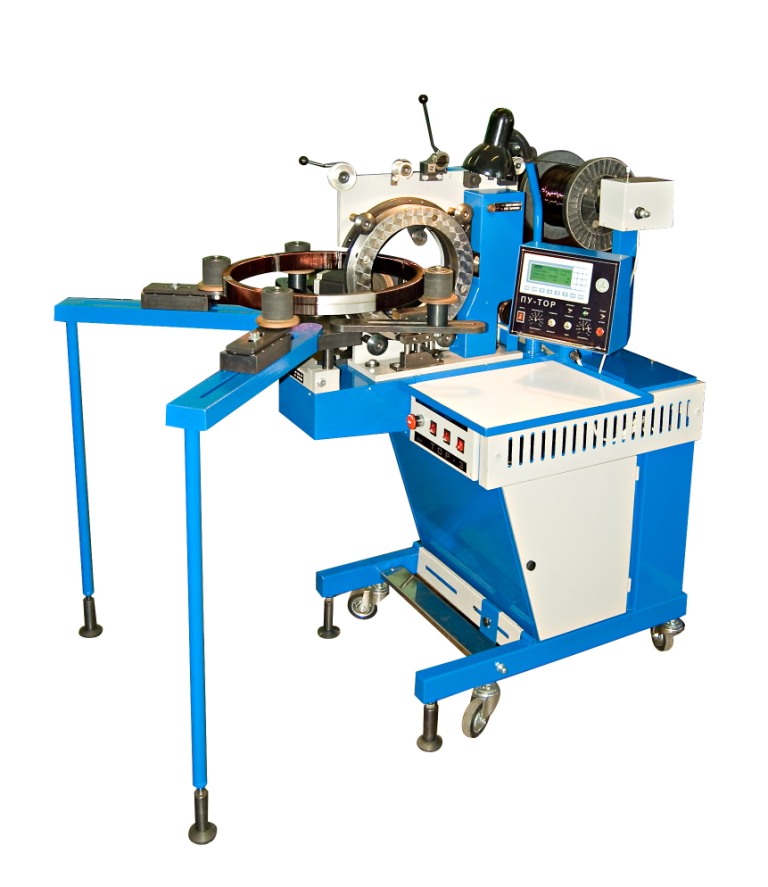
Станок для намотки тороидальных трансформаторов представляет собой специализированное оборудование, предназначенное для автоматизированной намотки обмоток на тороидальные магнитопроводы. Основные компоненты такого станка включают:
- Блок управления с контроллером
- Механизм намотки с оправкой
- Задняя бабка для фиксации магнитопровода
- Механизм подачи и натяжения провода
- Устройство для размотки катушки с проводом
- Счетчик витков
- Система программирования параметров намотки
Принцип работы заключается в равномерном наматывании провода на тороидальный магнитопровод за счет вращения намоточной головки вокруг неподвижного сердечника. Современные станки позволяют программировать все параметры намотки и обеспечивают высокую точность и повторяемость процесса.
Основные виды намоточных станков для тороидальных трансформаторов
Намоточные станки для тороидальных трансформаторов можно разделить на несколько основных видов:
По уровню автоматизации:
- Ручные — с ручным управлением процессом намотки
- Полуавтоматические — часть операций автоматизирована
- Автоматические — полностью автоматизированный процесс намотки
По типу управления:
- С механическим управлением
- С электронным управлением
- С микропроцессорным управлением и программированием
По размерам обрабатываемых изделий:
- Для малогабаритных тороидов (до 50 мм)
- Для средних тороидов (50-200 мм)
- Для крупногабаритных тороидов (свыше 200 мм)
Выбор конкретного типа станка зависит от производственных задач, серийности и требований к точности намотки.
Ключевые характеристики намоточных станков
При выборе станка для намотки тороидальных трансформаторов следует обращать внимание на следующие основные характеристики:
- Диапазон диаметров обрабатываемых магнитопроводов
- Минимальный внутренний диаметр тороида
- Диапазон диаметров используемых проводов
- Максимальная скорость намотки
- Точность укладки витков и шага намотки
- Возможности программирования параметров
- Наличие счетчика витков и измерителя длины провода
- Возможность секторной намотки
- Наличие системы натяжения провода
- Удобство смены оснастки и переналадки
Важно подобрать станок с оптимальным сочетанием характеристик под конкретные производственные задачи.

Преимущества современных намоточных станков
Использование современных автоматизированных станков для намотки тороидальных трансформаторов дает ряд существенных преимуществ:
- Высокая скорость и производительность намотки
- Точное соблюдение параметров намотки и повторяемость результатов
- Возможность намотки сложных многосекционных обмоток
- Минимизация брака и отходов провода
- Снижение влияния человеческого фактора
- Возможность быстрой переналадки на другие типы изделий
- Хранение в памяти множества программ намотки
- Удобство работы оператора и снижение утомляемости
Все это позволяет значительно повысить эффективность производства тороидальных трансформаторов.
Особенности выбора намоточного станка
При выборе станка для намотки тороидальных трансформаторов следует учитывать несколько ключевых факторов:
- Номенклатура и серийность выпускаемых трансформаторов
- Требуемая точность и качество намотки
- Производительность и планируемые объемы выпуска
- Квалификация персонала
- Бюджет на приобретение оборудования
Для единичного и мелкосерийного производства могут подойти более простые полуавтоматические станки. Для крупносерийного производства оптимальным выбором будут полностью автоматизированные станки с программным управлением.

Важно также обратить внимание на возможность быстрой переналадки станка под разные типоразмеры магнитопроводов и проводов. Это обеспечит гибкость производства.
Ведущие производители намоточных станков
На рынке оборудования для намотки тороидальных трансформаторов представлено несколько ведущих производителей:
- Ruff GmbH (Германия) — широкий модельный ряд станков с высокой степенью автоматизации
- Jovil Universal (Испания) — надежные станки с микропроцессорным управлением
- Ridgway Machines (Великобритания) — высокоточные станки для сложных намоток
- Gorman Machine Corp. (США) — автоматизированные станки для крупносерийного производства
- Gye Tay (Тайвань) — доступные по цене станки для малых и средних производств
При выборе производителя важно учитывать не только технические характеристики оборудования, но и наличие сервисной поддержки, обучения персонала и поставки запчастей.
Перспективы развития намоточных станков
Основные тенденции в развитии станков для намотки тороидальных трансформаторов включают:

- Повышение уровня автоматизации и роботизации
- Интеграция с системами автоматизированного проектирования
- Применение технологий машинного зрения для контроля качества намотки
- Использование сервоприводов для повышения точности
- Разработка специализированного ПО для оптимизации процесса намотки
- Повышение энергоэффективности оборудования
Все это направлено на дальнейшее повышение производительности и качества при намотке тороидальных трансформаторов.
Китай Тороидальный трансформатор для намотки Поставщики, производители, завод — Хорошая цена
НАЗВАНИЕ : Машина для намотки тороидального трансформатора GWM-0319B
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Диаметр провода | 0.50—1.30 | Максимальная скорость намотки | 200 об / мин |
Максимальный конечный диаметр катушки. OD | φ60—200 | Расстояние между проводами | Пропорциональная связь |
Мин. Конечный диаметр катушки. | φ25 | Напряжение питания | 220 В переменного тока (50 Гц) |
Максимальная конечная высота рулона | 80 | Механические размеры | 550×500×750 |
Контроллер ёмкость памяти Программы | 29set | Масса | 94 кг |
ХАРАКТЕРНАЯ ЧЕРТАS:
Машина для намотки тороидального трансформатора GWM-0319B — это современные, прочно построенные рабочие лошадки, способные наматывать как легкие, так и тяжелые провода без повреждения изоляции.
Зубчатая рейка с открытым зазором и магазин с откидным зазором машины для намотки тороидального трансформатора облегчают замену сердечника, обеспечивая максимальную производительность.
Легко заменяемые магазины обеспечивают максимальную гибкость.
Чрезвычайно мощные, не требующие обслуживания двигатели переменного тока для главного привода и вращения сердечника.
Высокотехнологичный челнок для намотки с максимальной эффективностью.
Машина для намотки тороидального трансформатора может точно рассчитать длину нагрузки с помощью ограниченного переключателя.
Машина для намотки тороидального трансформатора может точно подсчитывать витки обмотки и ленты с помощью фотоэлектрического датчика.
ПРЕИМУЩЕСТВА:
Стабильная производительность машины
Своевременно и вдумчиво сообщайте параметры
Широкий диапазон применения, Большой диапазон регулировки скорости, широкий диапазон диаметра проволоки, Разнообразный сердечник, Регулируемое натяжение тормоза, Хорошая осадка для большого внешнего диаметра, малого внутреннего диаметра, толстых катушек проволоки.
Высокая эффективность производства, повышение эффективности намотки за счет регулировки подходящего тормозного усилия,
Каждая часть проводки гарантирует отсутствие повреждений провода.
Детали оптимизированы и универсальны для общего использования, Простота обслуживания
Полные спецификации и данные
Простота обслуживания оборудования
ПРОДУКТ:
AЗАПИСЬ:
Тороидальная намоточная машина лучше всего подходит для тороидального индуктора, тороидальных трансформаторов, тороидальных трансформаторов тока, тороидальной катушки, тороидальной дроссельной катушки, силовых индукторов, индуктора ИБП, индуктора преобразователя, тяжелого тороидального сердечника и т. Д.
ПРАКТИЧЕСКОЕ ПРИМЕНЕНИЕ :
ОБУЧЕНИЕ ЗАКАЗЧИКА ПО ЭКСПЛУАТАЦИИ НАМОТОЧНОЙ МАШИНЫ:
1. Все сервисные инженеры с 10-летним опытом прошли специальную подготовку по технологиям, которые могут справиться с различными проблемами поломки.
2. научите пользователя правильно использовать и поддерживать продукт.
Предоставляем бесплатную консультацию по технологии производства электронных изделий.
3. Чтобы гарантировать нормальное использование машины, мы’ d прошли обучение работе, использованию и техническому обслуживанию нашего продукта с помощью руководства на английском языке, видео и интерактивных инструкций.
УПАКОВКА:
Упаковочный материал: картон / деревянный ящик с пеной внутри.
1.Общая упаковка (картонная коробка или полиэтиленовый пакет): для небольших деталей для намоточной машины тороидального трансформатора, упакуйте ее с формой и упаковочной бумагой, чтобы гарантировать целостность во время транспортировки.
2. Деревянный корпус: для крупномасштабной тороидальной намоточной машины у нас есть специальный квалифицированный плотник, который изготовит правильный деревянный корпус с точной толщиной, плотностью и длиной. Стрелка вверх ↑ отмечена на внешнем деревянном ящике. В деревянный ящик следует положить буферный материал, чтобы предотвратить трещины и удары.
В деревянный ящик следует положить буферный материал, чтобы предотвратить трещины и удары.
Ниже имявсеперечисленныеаксессуары для станкаи строительная схема.
(Примечание: разные машины имеют разные детали)
ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ | ЖЕЛЕЗНЫЙ СЧЕТЧИК |
БОЛЬШОЕ КОЛЬЦО ШЕСТЕРНИ | РУЧНОЕ КОЛЬЦО |
ШЕСТЕРНЯ ИНТЕРФЕЙСА | ШЕСТЕРНЯ ГЛАВНОГО ВАЛА |
ИМПОРТНЫЙ ПОДШИПНИК | ПРОВОДНОЙ ШКИВ |
НАПРАВЛЯЮЩАЯ БАЗА ПРОВОДА | ЗЕЛЕНЫЙ ВЫКЛЮЧАТЕЛЬ |
ПОТЕНЦИОМЕТР | ПЕРЕКЛЮЧАТЕЛЬ ЛЕВЫЙ ПРАВЫЙ |
ПРЕОБРАЗОВАТЕЛЬ ПНП | СЧЕТЧИК ПРОВОДА |
ПЛАТА КОРПУСА | СОВЕТ ДЕЛА НАЗАД |
КОНТРОЛЛЕР | ЛЕНТОРЕЗ |
ТОРМОЗНЫЙ БЛОК | НАПРАВЛЯЮЩЕЕ КОЛЕСО ДЛЯ ПРОВОЛОКИ |
ДИСПЛЕЙ И КОНТРОЛЛЕР ДЛЯ ВРАЩЕНИЯ ЖУРНАЛА | ДЕРЖАТЕЛЬ НАПРАВЛЯЮЩЕЙ ПРОВОДА |
НОЖНЫЕ ПАДАЛИ | ПЛАТА ПЕЧАТНОЙ ПЛАТЫ ДЛЯ НОЖНОЙ ПАДАЛИ |
КОЖАНЫЙ РЕМЕНЬ | КОЖАНАЯ ПОДКЛАДКА |
ПОКЛОННИК | ПРУЖИНА ДЛЯ ЛЕНТЫ |
ФАБРИКА:
We-GREWIN INDUSTRIAL GROUP является экспертом в производстве линий намоточных станков уже 28 лет. Наши Grewin имеют ISO9001: 2015, утверждения CE, машины’ патенты,» высокотехнологичные предприятия» правительством.
Наши Grewin имеют ISO9001: 2015, утверждения CE, машины’ патенты,» высокотехнологичные предприятия» правительством.
Что представляет собой станок намотки трансформаторов. Обзор и работа станков намотки
Станок намотки трансформаторов состоит из блока управления, механизма намотки с оправкой, задней бабки, механизма перемещения края ленты, механизма настройки датчика положения края ленты, механизма прижимного вала, смоточного устройства, которые размещены на общей раме.
На заводах при массовом серийном или поточном производстве трансформаторы обычно наматываются на специальных, часто автоматизированных станках. Радиолюбителям трудно, конечно, рассчитывать на специальный намоточный станок, и поэтому намотку трансформаторов оии производят обычно или непосредственно от руки, или с помощью простых намоточных приспособлений.![]()
Рассмотрим, как можно из подручных материалов и при помощи обычных инструментов изготовить простые приспособления для намотки.
Простейшее такое приспособление показано на фиг. 1. Оно состоят из двух стоек / (или металлической скобы), укрепленных на доске 2, и оси 3 из толстого (диаметром 8—10 мм) металлического прутка, продетого сквозь отверстия в стойках и изогнутого на одном конце в виде рукоятки.
Для намотки провода на готовый каркас 4 изготовляют деревянную колодку 5, по размерам немного меньшую, чем окно каркаса. В колодке просверливают отверстие для насадки ее на ось. Каркас надевают на колодку, которая затем помещается на оси и закрепляется там шпилькой 5. Для того чтобы каркас не болтался и не съезжал с колодки, между ними надо вставить уплотняющий клин 7 из твердого картона или тонкой фанеры. Чтобы избежать при намотке осевого люфта, что очень важно для ровной укладки витков, на свободные участки оси между колодкой и стойками необходимо надеть отрезки трубок 8, которые можно изготовить из металлических листочков, обернув их вокруг оси 3.
Для снятия намотанного каркаса нужно вынуть шпильку 5 и вытащить ось 3.
Более удобное и надежное намоточное приспособление выполняется из ручной дрели / (фиг. 2), которую надо зажать в тиски 2 или прикрепить к столу так, чтобы ничто не мешало свободному вращению рукоятки дрели. В патрон дрели зажимается металлический прут 3, на который насаживают колодку с каркасом. Прут диаметром 4—6 мм лучше всего нарезать, и тогда колодку с каркасом можно зажимать между двумя гайками 4. В этом случае можно обойтись без колодки, зажимая каркас двумя щечками из фанеры или текстолита с отверстиями в центре.
В качестве намоточного приспособления удобно также использовать готовый станочек для текстильных шпулей, моталку для перемотки кинопленки, телефонный индуктор и пр. Особенно удобна моталка для кинопленки (после небольшой переделки), так как она сделана прочно и имеет мягкий безлюфтозый ход. Переделка ее заключается в замене короткого валика с замком для бобин с кинопленкой на длинную ось с резьбой и барашками для закрепления различных каркасов.
Не меньшее значение для намоточных работ, чем сам намоточный станок, имеет размоточное приспособление, на которое надевается катушка с проводом или каркас старого трансформатора, провод которого используется для новой намотки. Чтобы у разматываемого провода не портилась изоляция, а также чтобы не было толчков (что важно при рядовой укладке витков), провод должен итти совершенно равномерно.
Простейшее приспособление для размотки провода изображено на фиг. 3. Это обычный металлический пруток /, продетый в отверстия деревянных стоек 2, укрепленных на доске 3. Изготовление деревянной колодки для каркаса разматываемой катушки 4 в этом случае необязательно. Для того чтобы она не била и не прыгала при размотке, можно из толстого картона или бумаги свернутьнужного диаметра трубку 5, пропустить сквозь нее прут и достаточно плотно вставить ее в окно каркаса.
Лучше, однако, изготовить специальное размоточное приспособление, изображенное на фиг. 4. Из полосы мягкой стали или другого подходящего материала сгибается скоба /, которая крепится к доске 2 (или столу). В вертикальных стойках скобы делают отверстия (диаметром 5—6 мм) с нарезкой (резьба М-5 или М-6), в которые ввинчивают заточенные с концов на конус болтики 3. Из металлического прута диаметром 5—6 мм изготовляется нарезанная по всей длине шпилька 4, с торцов которой высверлены неглубокие отверстия (3—4 мм). Конусы и шпилька комплектуются соответствующими гайками (лучше барашками) 5 и щечками 6 для зажима катушки или каркаса с проводом.
В вертикальных стойках скобы делают отверстия (диаметром 5—6 мм) с нарезкой (резьба М-5 или М-6), в которые ввинчивают заточенные с концов на конус болтики 3. Из металлического прута диаметром 5—6 мм изготовляется нарезанная по всей длине шпилька 4, с торцов которой высверлены неглубокие отверстия (3—4 мм). Конусы и шпилька комплектуются соответствующими гайками (лучше барашками) 5 и щечками 6 для зажима катушки или каркаса с проводом.
Весьма важным в процессе намотки является возможность точного счета числа витков. Простой, но требующий особого внимания способ — это устный отсчет каждого оборота (пли через один оборот) ручки станка. Если обмотка должна содержать большое число витков, то удобнее, отсчитав сотню витков, делать отметку на бумаге (в виде палочки), суммируя затем все отметки. В станочке с шестеренчатой передачей учитывается при этом коэффициент передачи, который следует всегда помнить.
 д.
д.Сочленение счетчика со станком можно выполнить при помощи гибкого валика (куска толстостенной резиновой трубки), соединяющего ось счетчика с осью станка (фиг. 5,а). В этом случае каждый раз при установке нового каркаса приходится разъединять сочленение осей, снимая гибкий валик, и после установки нового каркаса надевать его вновь. Более удобный, но и более сложный способ сочленения заключается в том, что счетчик связывается со станком посредством пары одинаковых шестерен (фиг. 5,б). При этом способе счетчик сцеплен со станком все время.
Что представляет собой намотка?
Катушка с проводом, предназначенным для очередной намотки, зажимается между съемными щечками нарезной шпильки размоточного устройства. Шпилька с катушкой устанавливается в конусах этого устройства (фиг. 4). В зависимости от диаметра провода регулируются нажим конусов и степень притормаживания разматываемой катушки.
4). В зависимости от диаметра провода регулируются нажим конусов и степень притормаживания разматываемой катушки.
Катушку необходимо зажимать так, чтобы она при размотке не била, так как от этого зависят успешность и легкость укладки провода виток к витку. Размоточное приспособление располагается впереди намоточного станка не ближе 1 м (дальше —лучше).
Подготовленный каркас трансформатора зажимается между двумя свободно насаженными на шпильке щечками. Шпилька затем вставляется в патрон дрели или зажимается на валу намоточного станка. Каркас, так же как и катушку с проводом, надо хорошо отцентровать, чтобы он при намотке равномерно вращался и не бил. Зажимные щетки нужно располагать таким образом, чтобы не закрыть ими отверстий для выводов в каркасе.
Устанавливать катушку с проводом на размоточном приспособлении и намоточный станок на столе надо так, как изображено на фиг. 10.
Провод должен итти сверху катушки на верх каркаса трансформатора. Станок или дрель располагается над столом на такой высоте, чтобы между осью станка и плоскостью стола было расстояние 15—20 см\ тогда при намотке левую руку можно свободно положить на стол, не мешая вращению станка с каркасом.
Перед тем как приступить к намотке, надо приготовить изоляционные прокладки, выводные проводники, изоляционную трубку для .выводов, лист бумаги и карандаш для отметок при счете витков, если нет счетчика, ножницы для подрезки прокладок, кусочек мелкой наждачной бумаги для зачистки изоляции и разогретый паяльник для припайки выводов.
Самому надо свободно сесть против стола (верстака) и поупражняться во взаимодействиях рук. Правой рукой надо вращать намоточный станок с таким расчетом, чтобы провод ложился на каркас сверху, а левой — придерживать и натягивать провод, направляя его движение так, чтобы он ложился равномерно виток к витку (для этого левую руку надо положить на стол под ось станка или приспособления, вытянув ее как можно дальше вперед). Чем дальше от каркаса направлять провод, тем точнее и легче укладывается провод.
Изоляционные прокладки и их использование
В ряде случаев между соседними рядами обмоток трансформатора образуется большое напряжение, и тогда прочность изоляции самого провода оказывается недостаточной.
В таких случаях между рядами витков необходимо класть изоляционные прокладки из тонкой плотной бумаги, кальки, кабельной, конденсаторной или папиросной бумаги. Бумага должна быть ровной и при рассматривании на просвет в ней не должно быть видимых пор и проколов.
Изоляция между обмотками в трансформаторе должна быть еще лучше, чем* между рядами витков, и тем лучше, чем выше напряжение. Лучшая изоляция — лакоткань, но кроме нее, нужна еще и плотная кабельная или оберточная бумага, которые прокладываются также и с целью выравнивания поверхности для удобства намотки сверху следующей обмотки. Один слой лакоткани всегда желателен, однако ее можно заменить двумя-тремя слоями кальки или кабельной бумаги.
Измерив расстояние между щечками готового каркаса, можно приступить к заготовке изоляционных полос бумаги. Для того чтобы крайние витки обмотки не заваливались между краями полос и щечками, бумагу нарезают несколько более широкими полосами, чем расстояние между щёчками каркаса, а края на 1,5—2 мм надрезаются ножницами или просто загибаются. При намотке надрезанные или загнутые полосы закрывают крайние витки обмотки. Длина полос должна обеспечить перекрытие периметра намотки с нахлестом концов на 2—4 см.
При намотке надрезанные или загнутые полосы закрывают крайние витки обмотки. Длина полос должна обеспечить перекрытие периметра намотки с нахлестом концов на 2—4 см.
Для изоляции выводов, мест паек и отводов обмоток применяются отрезки кембриковых или хлорвиниловых трубок и кусочков лакоткани.
Для затяжки и закрепления начала и конца толстых обмоток (накальных и выходных), заготавливают куски (10—15 см) киперной ленты или полоски, вырезанные из лакоткани и сложенные для прочности втрое, вчетверо.
Если наружный ряд обмотки близко подходит к сердечнику, то из тонкого листового текстолита или картона вырезают прямоугольные пластинки, которые вставляются между обмоткой и сердечником после сборки трансформатора.
Станки тороидальной намотки и их применение
Говоря о сегодняшнем рынке тороидальных намоточных станков можно выделить несколько категорий оборудования ряда производителей, среди которых Ruff GmbH занимает очень интересное положение. Объяснением данной ситуации может быть некоторая уникальность производимых компанией станков тороидальной намотки.
Объяснением данной ситуации может быть некоторая уникальность производимых компанией станков тороидальной намотки.
Одна из самых популярных в России серий станков тороидальной намотки – станки настольного исполнения Ruff Mini, Ruff RWE наиболее ярко отражает весь спектр технологических решений, применяемых компанией Ruff в станках тороидальной намотки. И во многом это неудивительно, поскольку именно станки Ruff имеют максимально широкий рабочий диапазон наматываемых изделий, оснастки и вариантов исполнения.
Основной концепцией любого станка Ruff является модульность конструкции, позволяющая варьировать оснасткой в зависимости от габарита наматываемого изделия и вида намотки. Для настольных моделей предлагается большая гамма оснастки: 24 намоточные головки, более 10 вариантов роликовых столов, 7 лентонамоточных головок для изолировки. В зависимости от серийности наматываемых изделий и сложности намотки Ruff предлагает варианты исполнения контроллеров от простогос двумя счетчиками для многосерийной намотки простых изделий до систем с ПЛК контроллером или промышленным ПК для выполнения сложных задач по намотке как серийных, так и единичных изделий.
Бесспорным преимуществом оборудования является взаимозаменяемость всех видов оснастки и их совместимость с любым типом базовой станины, что позволяет быстро переналаживать имеющееся на производстве оборудование под задачи настоящего времени с минимальными затратами. Проще говоря, производителю нет смысла покупать новый станок для решения той или иной появившейся задачи – достаточно просто установить один из имеющихся дополнительных элементов (намоточная головка, контроллер, роликовый стол, шпули и прочее). Что в свою очередь снижает конечную стоимость изделия.
Настольные станки тороидальной намотки Ruff можно разделить на два основных сегмента – станки для тороидальных изделий с конечным внешним диаметром до 51мм (серия Ruff Mini) и станки для тороидальных изделий с конечным внешним диаметром до 350мм.
Без преувеличения компания Ruff является единственным в мире производителем тороидальных намоточных станков, позволяющих наматывать тороидальные изделий с конечным внутренним диаметром 1 мм!
В большинстве случаев общепризнанные производители предлагают решения только от 3,0 мм внутреннего диаметра и выше. Показатель, достигнутый компанией Ruff, позволяет применять станки для намотки изделий, ранее наматываемых только в ручную. Однозначно, можно сделать вывод о том, что у компании Ruff в данном сегменте просто нет конкурентов!
Показатель, достигнутый компанией Ruff, позволяет применять станки для намотки изделий, ранее наматываемых только в ручную. Однозначно, можно сделать вывод о том, что у компании Ruff в данном сегменте просто нет конкурентов!
Наиболее популярны подобные станки среди отечественных предприятий военно-промышленного комплекса. Как известно, их многие изделия характеризуются своими нестандартными конструктивными решениями, в том числе и очень сложными, требования же к качеству намотки обычно очень высоки. Одним из первых станков, установленных на предприятии ВПК, был Ruff Mini Standard (вставить фото), который до сих пор эксплуатируется на ФГУП «Моринформасистема» (ФГУП НПО «Агат»). Внедрение 1 станка на производстве с двумя комплектами оснастки (2 намоточные головки, 1 роликовый стол) позволило значительно повысить скорость и качество намотки изделий.
По статистике ООО «Технический центр «Виндэк» можно сказать, что 60% продаваемых настольных тороидальных станков ориентированы на намотку именно нестандартных изделий, основными производителями которых являются предприятия ВПК России. Среди клиентов ООО «ТЦ «Виндэк», относящихся к ВПК, можно выделить ФГУП НПО «Деталь» (Свердловская обл.), ФГУП «Уральский электрохимический комбинат» (Свердловская обл.), ОАО «Завод Радиоприбор» (Санкт-Петербург) и другие.
Среди клиентов ООО «ТЦ «Виндэк», относящихся к ВПК, можно выделить ФГУП НПО «Деталь» (Свердловская обл.), ФГУП «Уральский электрохимический комбинат» (Свердловская обл.), ОАО «Завод Радиоприбор» (Санкт-Петербург) и другие.
Отзывы клиентов и опыт специалистов ООО «Технический центр «Виндэк» показывают, что у потребителя никогда не возникают трудности в переналадке эксплуатируемого оборудования даже при невысокой квалификации обслуживающего персонала. В большинстве случаев переналадка даже при замене оснастки занимает не более 20 минут при условии написания новой программы и отладки.
На сегодняшний день в России эксплуатируется не менее 90 единиц тороидальных станков Ruff различных конфигураций.
К сожалению, в современной России наблюдаются невысокие темпы роста объемов производства при большой номенклатуре выпускаемой продукции, что требует гибкости производства. Именно в такой ситуации тороидальные станки Ruff являются лучшим решением!
Гибкость и удобство эксплуатации оборудования для гибкого производства. Для подобных задач большинство клиентов используют станки серии Ruff RWE Standard, Ruff RWE Micro-PC с высокой степенью автоматизации и малым временем переналадки программ. Встроенная система самодиагностики оборудования позволяет значительно снизить время на настройку оборудования. Время, необходимое на написание даже сложной программы для нового изделия, не превысит 5 минут!
Для подобных задач большинство клиентов используют станки серии Ruff RWE Standard, Ruff RWE Micro-PC с высокой степенью автоматизации и малым временем переналадки программ. Встроенная система самодиагностики оборудования позволяет значительно снизить время на настройку оборудования. Время, необходимое на написание даже сложной программы для нового изделия, не превысит 5 минут!
Хотя и не все производители применяют станки Ruff для намотки только сложных изделий. Высокая надежность оборудования, высокая степень повторяемости ориентируют станки для намотки крупносерийных партий тороидальных изделий. Для подобных задач в большинстве случаев используют станки с простыми контроллерами, что позволяет значительно снизить затраты на приобретение оборудования.
В мае 2009 года на выставке CWIEME 2009 комания Ruff презентовала клиентам и посетителям совершенно новый контроллер для станков тороидальной намотки серий RWE и RWS. Контроллер имеет большой сенсорный дисплей, который позволяет оператору станка легко ориентироваться в программировании станка.
Программное обеспечение выполнено на базе операционной системы Windows CE, которая не требует большое времени освоения. Внедрение нового контроллера позволило компании первой предложить на рынок тороидальный намоточный станок с полностью русифицированным программным обеспечением. Ввиду этого новая модификация станка получила символичное названия — Evolution (эволюция, развитие). Среди всех Российских клиентов посетивших стенд компании Ruff станок тороидальной намотки версии Evolution вызвал большой интерес.
Намоточные станки и оборудование
SMC-1E Станок тороидальной намотки с микропроцессорным управлением и программируемым шагом обмотки.
Модель SMC-1E является достойным продолжением модельного ряда машин Jovil. Эта модернизированная машина по-прежнему обеспечивает высокую производительность и обладает надежной конструкцией. Эта модель оснащена тем же контроллером, что и SMC-1. Машина так же оснащена шаговым двигателем привода поворотного стола. Таким образом, производительность и набор функций как всегда находятся на высочайшем уровне.
Таким образом, производительность и набор функций как всегда находятся на высочайшем уровне.
Эта машина способна выполнять все необходимые операции, оставаясь по-прежнему полностью программируемой. Никаких сложных программ и трудностей управления. Оператор любого уровня подготовки легко сможет запрограммировать и начать работу с машиной SMC-1E в считанные минуты. Превосходный набор функций обеспечивает повышенную точность, стабильность и надежность работы машины.
Стандартные и опциональные возможности:
Раздельное управление скоростью заправки провода и скоростью намотки
Программируемое управление шаговым двигателем в обоих направлениях с минимальной погрешностью
Программируемый шаг намотки
Плавное изменение скорости позволяет центровать сердечник в процессе намотки
Измерение длины подаваемого провода
Возможность хранения в памяти 99 программ намотки – светодиодная индикация – встроенный счетчик числа витков – счетчик готовых изделий.
Быстрая смена обмоточных головок и поворотных механизмов Секторная намотка
Кнопочное и/или ножное управление машиной
.
SMC-1. Станок тороидальной намотки с микропроцессорным управлением и программируемым шагом намотки.
SMC 1 — станок тороидальной намотки, отвечающий современным требованиям производства. Основными преимуществами станка являются наглядность и удобство управления. Функциональные возможности станка позволяют выполнять все требуемые сегодня операции при изготовлении тороидальных моточных изделий. Возможность быстрого освоения и переналадки станка обусловлены наличием элементов индикации и оперативной корректировки режима работы. Возможность хранения программ в памяти повышает эффективность работы. Надежность обусловлена высококлассным исполнением всех узлов и деталей. Широкий выбор оснастки дает возможность точного подбора комплектации станка. Использование всех преимуществ обеспечивает эффективную эксплуатацию станка на всем периоде эксплуатации.
Стандартные и опциональные возможности:
Раздельное управление скоростью загрузки провода и скоростью намотки
Привод поворотного стола с автоматическим реверсом
Регулирование шага намотки
Плавное изменение скорости позволяет центровать сердечник в процессе намотки
Измерение длины подаваемого провода
Элементы управления лентообмотчиком.
Микропроцессорный контроллер – 99 программируемых режимов намотки – светодиодная индикация – встроенный счетчик числа витков – возможность хранения программ – счетчик готовых изделий. Элементы управления лентообмотчиками
Быстрая смена намоточных головок и поворотных столов.
Кнопочное и/или ножное управление машиной
Секторная намотка
Станок намотки трансформаторов состоит из блока управления, механизма намотки с оправкой, задней бабки, механизма перемещения края ленты, механизма настройки датчика положения края ленты, механизма прижимного вала, смоточного устройства, которые размещены на общей раме. Блок управления устанавливается на механизме намотки. Станок, предназначен для намотки высоковольтных трансформаторов вакуумных отражателей медной лентой шириной не более 400 мм.
Блок управления устанавливается на механизме намотки. Станок, предназначен для намотки высоковольтных трансформаторов вакуумных отражателей медной лентой шириной не более 400 мм.
Базовые технические характеристики
Толщина наматываемой ленты, мм 0,13
Ширина наматываемой ленты, мм 280-400
Регулируемые обороты двигателя, об/мин 0-200
Максимальный крутящий момент, кг м 5,8 Максимальный диаметр каркаса, мм 250
Количество записываемых секций 800
Дополнительные технические характеристики
Габаритные размеры, мм 1640х1170х1550
Вес, кг 300
Напряжение/частота питания 220 (+/-10%) В / 50 (+/-2%) Гц
Задняя бабка с ручной фиксацией есть
Ход задней бабки, мм 160
Ход пиноли задней бабки, мм 54
Параметры изделия Станок намоточный в комплекте:
рама
механизм намотки с оправкой
задняя бабка
механизм перемещения края ленты
механизм настройки датчика положения края ленты
механизм прижимного вала с 2-мя сменными поджимными роликами
смоточное устройство
Механизм намотки состоит из сварного корпуса, внутри которого расположены: электродвигатель переменного тока (асинхронный двигатель) (N = 1. 1 кВт, n = 1500 мин-1), червячный редуктор и регулятор скорости электродвигателя переменного тока (асинхронный двигатель) — частотный преобразователь. ВНИМАНИЕ. Червячный редуктор, установленный в станке, обязан пройти 70-часовую обкатку. Во избежание перегрузки электродвигателя при обкатке пользоваться только пониженной нагрузкой. На оси вала намотки расположен диск с прорезями, управляющий работой фотодатчика. Во время технических осмотров необходимо следить за тем, чтобы диск не касался корпуса фотодатчика и был чистым, иначе возможны сбои в работе станка. На выходном конце вала намотки установлена ступица с поводком.
1 кВт, n = 1500 мин-1), червячный редуктор и регулятор скорости электродвигателя переменного тока (асинхронный двигатель) — частотный преобразователь. ВНИМАНИЕ. Червячный редуктор, установленный в станке, обязан пройти 70-часовую обкатку. Во избежание перегрузки электродвигателя при обкатке пользоваться только пониженной нагрузкой. На оси вала намотки расположен диск с прорезями, управляющий работой фотодатчика. Во время технических осмотров необходимо следить за тем, чтобы диск не касался корпуса фотодатчика и был чистым, иначе возможны сбои в работе станка. На выходном конце вала намотки установлена ступица с поводком.
Механизм перемещения края ленты cостоит из основы швеллера, на котором размещены:
направляющий вал, один конец которого имеет возможность вертикального перемещения
шаговый двигатель (номинальный вращающий момент 0,16 нм, номинальный шаг 1,8º ), осуществляющий вертикальное перемещение через винтовую пару конца направляющего вала
механизм настройки датчика положения края ленты
Механизм настройки датчика положения края ленты состоит из линейки, датчика положения края ленты и индикатора. Этот механизм крепится к швеллеру — основе механизма перемещения края ленты. Датчик положения края ленты состоит из корпуса и 3-х вставленных в него оптопар. Две оптопары определяют край ленты, а одна — наличие ленты в датчике. Индикатор датчика представляет из себя коробочку с 3-мя светодиодами (желтым, зеленым, красным).
Этот механизм крепится к швеллеру — основе механизма перемещения края ленты. Датчик положения края ленты состоит из корпуса и 3-х вставленных в него оптопар. Две оптопары определяют край ленты, а одна — наличие ленты в датчике. Индикатор датчика представляет из себя коробочку с 3-мя светодиодами (желтым, зеленым, красным).
Механизм прижимного вала состоит из рамы, на которой размещены: прижимной ролик, ручка отвода прижимного ролика, фиксатор. Усилие поджима осуществляется при помощи 3-х амортизаторов (2-а регулируются при помощи соответствующих винтов).
Смоточное устройство предназначено для установки исходного рулона ленты, регулировки исходного положения края ленты и регулировки натяжения ленты.
Задняя бабка состоит из основания перемещаемого по направляющим рамы станка. Задняя бабка во время работы фиксируется зажимами к раме, для предотвращения случайного перемещения. На основании задней бабки установлена пиноль. Перемещение выдвижной пиноли осуществляется вращением рукоятки и фиксируется стопором. Для смазки рабочей части пиноли имеется масленка.
Для смазки рабочей части пиноли имеется масленка.
|
Спецификация
|
Нажмите, чтобы увеличить изображение |
||||||||||||||||||||||||||||||||||||||||||||||||||
WH-900 представляет собой тороидальный намоточный станок с цифровым управлением, идеально подходящий для производства тороидальных силовых трансформаторов, разделительных трансформаторов, катушек индуктивности, дросселей и других тороидальных устройств с готовым наружным диаметром до 60 мм. Машина может быть оснащена 4- или 6-дюймовыми тороидальными намоточными головками, каждая из которых доступна в версиях с ремнем и боковым ползунком. Машина оснащена автоматическим контролем длины проволоки, рабочей скорости, ускорения и торможения и т. д., а программы для намотки даже самых сложных тороидов могут быть сохранены в памяти для последующего использования. Усовершенствованная система обнаружения волоконно-оптических проводов включает функцию «обучения» для точного и надежного подсчета витков даже с цветными проводами.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||
 законченный I D
законченный I D  Д.
Д.  7, 6.3,
7, 6.3, Высокоскоростные автоматические тороидальные намоточные машины
Программируемые тороидальные намоточные машины
Высокоскоростные тороидальные намоточные машины с электронным управлением для автоматизированного и упрощенного управления.
ПРИМЕНЕНИЕ: CTÓ³, миниатюрные тороиды, катушки счетчиков электроэнергии и т. д.
д.
ACME Mechatronics Тороидальная намоточная машина предлагает такие функции, как программируемое управление скоростью с плавным пуском и плавной остановкой для загрузки и намотки. Программирование через меню с памятью на 99 программ и ЖК-дисплеем 40X2. Широкий диапазон программируемых параметров наряду с управлением высотой тона. Автоматический выбор между нагрузкой и циклом намотки с помощью одного пускового переключателя. Оптический датчик для намотки и прокси-датчик для загрузки. Стандартный челнок и стандартный блок натяжения входят в комплектацию машины.
Дополнительные аксессуары для намоточной машины Toroid представляют собой челноки различных размеров.
| дюймов | мм | |
|---|---|---|
| Готовый ID: | 0,30 | 8,0 |
| Внешний диаметр: | 1,70 | 45 |
| Высота в готовом виде: | 0,70 | 20 |
| Диаметр провода: | До 0,020 | от 0,40 до 0,10 |
Скорость (макс. ): ): |
1500 об/мин | 1500 об/мин |
| дюймов | мм | |
|---|---|---|
| Готовый ID: | 0,30 | 8,0 |
| Внешний диаметр: | 1,70 | 45 |
| Высота в готовом виде: | 1,30 | 35 |
| Диаметр проволоки: | До 0,020 | от 0,40 до 0,10 |
| Скорость (макс.): | 1200 об/мин | 1200 об/мин |
| дюймов | мм | |
|---|---|---|
| Готовый ID: | 0,30 | 8,0 |
| Внешний диаметр: | 1,70 | 45 |
| Высота в готовом виде: | 1,38 | 35 |
| Диаметр провода: | До 0,060 | от 1,30 до 0,25 |
| Скорость (макс.): | 800 об/мин | 800 об/мин |
*Для повышения производительности ACME Mechantronics оставляет за собой право вносить изменения в технические характеристики и машины без предварительного уведомления.
