Какие факторы влияют на выбор припоя для пайки. Как подобрать оптимальную марку припоя в зависимости от материала и условий пайки. Каковы основные характеристики припоев, определяющие их применимость.
Основные критерии выбора марки припоя
При выборе припоя для пайки необходимо учитывать целый ряд важных факторов:
- Материал соединяемых деталей
- Требуемая прочность соединения
- Рабочая температура изделия
- Коррозионная стойкость
- Электропроводность
- Теплопроводность
- Технологичность пайки
- Стоимость припоя
Правильный выбор марки припоя позволяет получить качественное и надежное паяное соединение, соответствующее всем требованиям.
Влияние материала соединяемых деталей на выбор припоя
Материал паяемых деталей — один из ключевых факторов при выборе припоя. Припой должен хорошо смачивать поверхность и образовывать прочное соединение с основным металлом.
Для пайки меди и ее сплавов оптимально подходят оловянно-свинцовые припои. При пайке нержавеющих сталей лучше использовать припои на основе серебра. Алюминий и его сплавы паяют специальными алюминиевыми припоями.
Рекомендуемые припои для разных материалов:
- Медь и латунь — ПОС-61, ПОС-40
- Нержавеющая сталь — ПСр-45
- Алюминий — А34, А35
- Титан — ПТЖК-2, ПТ-80
Зависимость выбора припоя от требуемой прочности соединения
Прочность паяного соединения во многом определяется свойствами выбранного припоя. Для получения более прочных соединений рекомендуется использовать припои с высоким содержанием олова.
Припои с высоким содержанием свинца (ПОС-18, ПОС-30) обеспечивают меньшую прочность, но более пластичны. Их применяют для пайки неответственных соединений.
Ориентировочная прочность соединений для разных припоев:
- ПОС-61 — до 50 МПа
- ПОС-40 — до 40 МПа
- ПОС-30 — до 30 МПа
- ПСр-45 — до 300 МПа
Учет рабочей температуры изделия при выборе припоя
Рабочая температура паяного соединения не должна превышать 70-80% от температуры плавления припоя. Иначе соединение может разрушиться в процессе эксплуатации.
Для работы при повышенных температурах следует выбирать припои с более высокой температурой плавления. Например, серебряные или медно-фосфорные припои.
Температуры плавления некоторых припоев:
- ПОС-61 — 183°C
- ПОС-40 — 235°C
- ПСр-45 — 665°C
- ПМФ-7 — 710°C
Коррозионная стойкость как фактор выбора припоя
Для работы в агрессивных средах необходимо выбирать коррозионностойкие припои. Наиболее стойкими являются припои на основе благородных металлов — серебра, золота, палладия.
Оловянно-свинцовые припои обладают низкой коррозионной стойкостью. Для повышения стойкости в них добавляют сурьму или висмут.
Коррозионная стойкость некоторых припоев:
- ПСр-45 — высокая
- ПЗлСр-37 — очень высокая
- ПОС-61 — низкая
- ПОССу-61-0,5 — средняя
Влияние электропроводности припоя на его выбор
При пайке электрических контактов важно учитывать электропроводность припоя. Она должна быть близка к электропроводности соединяемых материалов.
Наилучшей электропроводностью обладают серебряные припои. Оловянно-свинцовые припои имеют низкую электропроводность.
Удельное электрическое сопротивление некоторых припоев:
- ПСр-45 — 0,15 мкОм·м
- ПОС-61 — 0,145 мкОм·м
- ПОС-40 — 0,18 мкОм·м
- Медь — 0,0172 мкОм·м
Теплопроводность припоя как критерий выбора
Теплопроводность припоя важна при пайке теплонагруженных соединений. Высокая теплопроводность обеспечивает лучший отвод тепла от паяного шва.

Наилучшей теплопроводностью обладают серебряные и медно-фосфорные припои. Оловянно-свинцовые припои имеют относительно низкую теплопроводность.
Теплопроводность некоторых припоев при 20°C:
- ПСр-45 — 230 Вт/(м·К)
- ПМФ-7 — 180 Вт/(м·К)
- ПОС-61 — 50 Вт/(м·К)
- Медь — 390 Вт/(м·К)
Технологичность пайки как фактор выбора припоя
Технологичность пайки определяется такими свойствами припоя как жидкотекучесть, смачиваемость, способность заполнять зазоры. От этого зависит удобство работы и качество соединения.
Наилучшей жидкотекучестью обладают припои с высоким содержанием олова. Добавки фосфора и сурьмы ухудшают растекаемость припоя.
Жидкотекучесть некоторых припоев:
- ПОС-61 — отличная
- ПОС-40 — хорошая
- ПОССу-40-0,5 — удовлетворительная
- ПМФ-7 — низкая
Стоимость припоя как критерий выбора
Стоимость припоя может быть важным фактором выбора, особенно при крупносерийном производстве. Наиболее дешевыми являются оловянно-свинцовые припои.
Припои на основе драгоценных металлов значительно дороже. Их применение должно быть технически обоснованным.

Сравнительная стоимость некоторых припоев:
- ПОС-61 — низкая
- ПОС-40 — низкая
- ПСр-45 — средняя
- ПЗлСр-37 — высокая
Таким образом, выбор оптимальной марки припоя требует учета множества факторов. Правильный выбор позволяет получить качественное паяное соединение при минимальных затратах.
Выбор — марка — припой
Cтраница 1
Выбор марки припоя определяется назначением и конструктивными особенностями изделий, типом основного металла и технологического покрытия, максимально допустимой температурой при пайке ЭРЭ, а также технико-экономическими и технологическими требованиями, предъявляемыми к паяным соединениям. К техническим требованиям относятся достаточная механическая прочность и пластичность, заданные теплопроводность и электрические характеристики, коэффициент термического расширения ( КТР), близкий к КТР паяемого металла, коррозионная стойкость как в процессе пайки, так и при эксплуатации соединений. Припой должен быть экономичным и не содержать дефицитных компонентов. [1]
При выборе марки припоя
необходимо руководствоваться как технологическими, так и экономическими соображениями. С увеличением содержания олова растет стоимость припоя, но зато повышается его жидкотекучесть. В соединениях с узкими глубокими щелями, например в соединении стержневых обмоток с петушками коллектора, используют припои с более высоким содержанием олова, а в ответственных машинах — иногда и чистое олово. В соединениях с широкими щелями и для лужения применяют малооловянистые припои.
[2]
В соединениях с широкими щелями и для лужения применяют малооловянистые припои.
[2]При выборе марки припоя следует учитывать, что механическая прочность, электрическое сопротивление и коррозионная стойкость соединения при применении припоев ПОС-60, ПОС-40 и ПОС-30 практически одинаковы; различие припоев состоит только в степени их жидкотекучести, которая пропорциональна процентному содержанию олова в припое. [3]
При выборе марки припоя необходимо руководствоваться как технологическими, так и экономическими соображениями. С увеличением содержания олова растет стоимость припоя, зато повышается его жидкотекучесть. В соединениях с узкими глубокими щелями, например, в соединении стержневых обмоток с петушками коллектора, используют припои с более высоким содержанием олова, а в ответственных машинах — иногда и чистое олово. В соединениях с широкими щелями и для лужения применяют малооловянистые припои. [4]
Следует помнить, что для выбора марки припоя в конкретных случаях необходимо пользоваться специальными справочниками или технической документацией. Например, припой марки ПСр15 из-за наличия в нем фосфора нельзя применять для железо-никелевых сплавов, так как при взаимодействии фосфора с железом и никелем получаются хрупкие химические соединения, в результате чего невозможно получить качественный шов.
[5]
Например, припой марки ПСр15 из-за наличия в нем фосфора нельзя применять для железо-никелевых сплавов, так как при взаимодействии фосфора с железом и никелем получаются хрупкие химические соединения, в результате чего невозможно получить качественный шов.
[5]
Пайка растяжек к рамке является ответственной операцией, определяющей качество измерительного механизма. Пайка растяжек к цилиндрическим срезанным наконечникам буксы производится в специальном приспособлении ( ркс. Выбор марки припоя и флюса определяется материалом растяжки. Обычно применяется чистое олово марки 02 и паяльный лак ТБФ. [6]
Из мягких припоев наибольшее применение имеют оловянно-свинцовые, являющиеся сплавами олова и свинца в различных пропорциях. Чем больше припой содержит олова, тем он дороже. Выбор марки припоя определяется степенью его жидкотекучести. Глубокие узкие щели паяют припоем с более высоким содержанием олова, широкие щели пропаивают малооловянистыми припоями. [7]
[7]
Припои, применяемые при пайке монтажных соединений, относятся к группе легкоплавких. Цифры в обозначении указывают содержание олова в припое.
Припоями называются сплавы, при помощи которых производится паяние. Припои разделяются на мягкие и твердые. Из мягких припоев наиболее употребительными являются оловяни-сто-свинцовые припои, являющиеся сплавами олова и свинца в различных пропорциях. По ГОСТ 1499 — 54 применяются следующие марки припоев: ПОС-90, ПОС-61, ПОС-50, ПОС-40, ПОС-30 и ПОС-18. В обозначениях марок числа показывают процентное содержание олова. Для лужения применяют припои с меньшим содержанием олова, а для паяния — с большим. Стоимость припоев растет с увеличением содержания олова. Поэтому выбор марки припоя имеет большое экономическое значение.
Страницы: 1
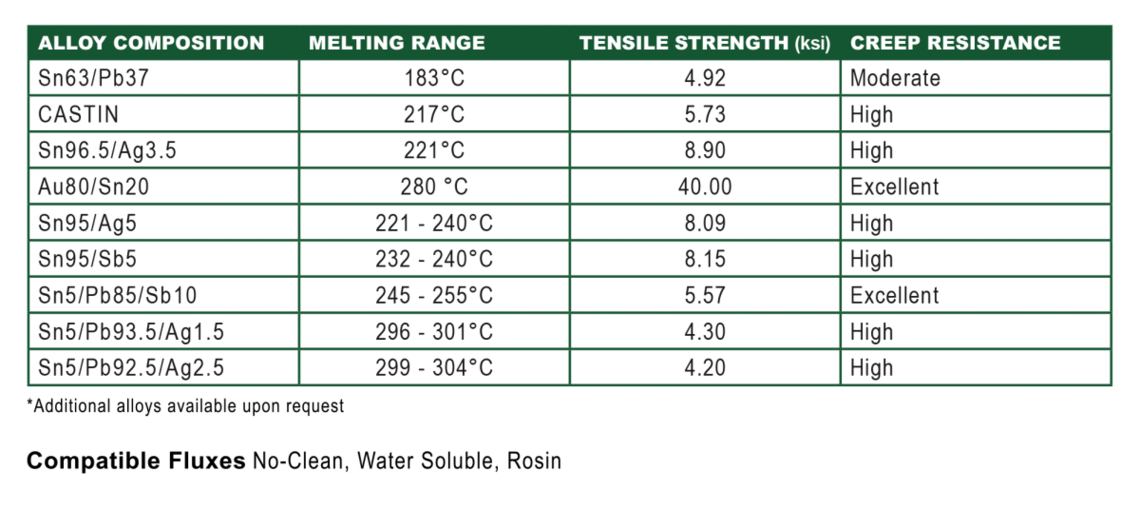
Припои для бессвинцовой пайки.
Бессвинцовый припой
Бессвинцовый припой – говоря простым языком, это категория материалов, в химическом составе которых отсутствует свинец. Изначально, материалы, входящие в данную категорию, создавались из экологических соображений. Это связано со структурой свинца, дело в том, что этот металл очень тяжелый, он негативно влияет на окружающую среду и может навредить здоровью человеческого организма.
Материалы, в составе которых отсутствует свинец, но имеются другие вредные вещества, например, такие как ртуть и кадмий, также относятся к категории бессвинцовых.
Можно привести самый простой пример – обычный оловянный припой. В его составе не имеется никаких химических элементов кроме чистого олова.
Из-за этой особенности он повышает свои свойства электропроводности, а также становится более подвержен к влиянию влаги и воды.
Для борьбы с некоторыми явными недостатками, вместе с припоем из чистого олова дополнительно используют золото, серебро медь и т. д. Данные химические элементы позволяют компенсировать отсутствие свинца в составе расходного материала.
д. Данные химические элементы позволяют компенсировать отсутствие свинца в составе расходного материала.
В частности, они значительно повышают прочность материала, не делая его вредным для окружающей среды и человеческого организма.
Однако из-за присутствия дополнительных элементов, температура плавления вещества значительно повышается, что значительного ограничивает спектр использования материала.
Бессвинцовый припой является относительно новым веществом. На сегодняшний день не удается создать альтернативный материал, который полностью смог бы повторить свойства расходного материала со свинцом в составе. Общее количество имеющихся минусов пока значительно превышает плюсы применения материала данного вида.
Однако один плюс, который выражается в безопасности для окружающей среды и человека позволяет выигрывать данному материалу у классического свинцового припоя. В данном случае безопасности использования отдается большее предпочтение, нежели прочности созданного соединения. Производство бессвинцового припоя выполняется в строгом соответствии с государственными стандартами.
Производство бессвинцового припоя выполняется в строгом соответствии с государственными стандартами.
Наиболее востребованным видом материала является припой с дополнительным химическим элементом – серебром.
Достоинства и недостатки
Каждый материал вне зависимости от его основного назначения, обладает рядом плюсов и минусов. Припой без содержания свинца в составе не является исключением. Его популярность использования обусловлена следующими преимуществами:
- высокий уровень безопасности для экологии и человеческого организма;
- отсутствие в химическом составе вредных, токсичных веществ;
- повышенная степень электропроводности;
- материал, особенно тот, который состоит их чистого олова, обладает повышенным уровнем смачиваемости;
- большой ассортимент моделей припоев от разных производителей;
- модели, имеющие в составе медь в качестве дополнительного элемента, достаточно стойки к влиянию высокой температуры.
Минусы:
- если проводить параллели со свинцовыми сплавами, соединения олова с различными дополнительными элементами значительно понижает уровень смачиваемости, относительно свинцовых моделей припоев;
- бессвинцовый припой, несмотря на достаточно хорошую способность к проводимости электрического тока, нельзя использовать в технике, из-за проявляющегося недостатка, в виде роста так называемых «усов», которые подвержены возникновению разного рода трещин;
- из-за повышенной отметки точки температурного плавления, данный вид материала нельзя использовать при пайке тонкого или чувствительного к высоким температурам металла, так как это негативно повлияет на физические свойства и целостность материала.

Классификация
- Припои для пайки без содержания свинца делятся на несколько основных типов, можно рассмотреть наиболее часто используемые.
- В качестве дополнительного элемента используется медь. Припой данного вида был создан для пайки печатных плат. Это выполняется с помощью волны припоя.
Однако, если проводить параллели с другими версиями бессвинцового припоя, данная обладает пониженным свойством прочности. Также этот тип требует плавления при высокой температуре, что не всегда требуется. - В качестве дополнительного элемента используется серебро.
Данный вид оловянного припоя, где свинец в химическом составе заменяется серебром, является наиболее часто используемым относительно всех других видов. Эта модификация отлично поддается пайке. В наплавленном состоянии он обладает хорошим свойством прочности и другими механическими характеристиками.Вещество начинает плавиться при достижении отметки в двести двадцать градусов по Цельсию. Данная модификация бессвинцового припоя в некоторых случаях способно посоревноваться в характеристиках с классическим свинцовым расходным материалом.
- Оловянный припой с двумя дополнительными химическими элементами в составе в виде серебра и меди. Данную версию бессвинцового припоя стали использовать самой первой. Она обладает невысокой отметкой температурного плавления. Значительный процент, который принимает значения в девяносто, в составе занимается оловом.
Соединения, созданные с применения данного подвида бессвинцового припоя, обладают достаточно высокими механическими свойствами. Данный тип, если сравнивать с двумя вышеописанными, является наиболее лучшим вариантом с экономической точки зрения. - В качестве дополнительных элементов используются висмут и серебро.
Этот тип, относительно всех вышеописанных, обладает самой низкой температурной отметкой плавления. Это свойство значительно сужает спектр применения данного материала. Из всех видов бессвинцовых припоев, этот лучше всего поддается спаиванию.
Химический состав и физические характеристики бессвинцовых припоев популярных производителей
Производством бессвинцового припоя занимается достаточно большое число разнообразных производителей. Стоит поподробнее рассмотреть химический состав и физические свойства наиболее популярных брендов.
Стоит поподробнее рассмотреть химический состав и физические свойства наиболее популярных брендов.
Indalloy 227 – основным назначением данной модели припоя является пайка бессвинцовых материалов и печатных плат. Вещество начинает плавиться при достижении температурной отметки в 187 градусов по Цельсию. Состав выглядит следующим образом (значения в процентах):
- Sn – 77.2;
- In – 20;
- Ar – 2.8.
Alloy H – использования данного припоя в процессе пайки, требует применять метод «волны». Данное вещество категорически нельзя применять для пайки с содержанием свинца и висмута. Оно подвергается плавлению при достижении температурной отметки в 212 градусов по Цельсию. Химический состав выглядит так:
- Sn – 84.5;
- Bi – 7.5;
- Cu – 5;
- Ar – 2.
TinZinc Indium – данную модель припоя можно использовать только для материалом, в химическом составе которых отсутствует свинец. Она начинает подвергаться плавлению при достижении температурно отметки в 178 градусов по Цельсию. Химический состав:
Химический состав:
Castin – при спаивании чего-либо данным припоем требуется использование повышенных температур. Материал начинает плавиться при достижении температурной отметки в 215 градусов по Цельсию. В химический состав припоя входят следующие вещества:
- Sn – 96.2;
- Ar – 2.5;
- Cu – 0.8
- Sb – 0.5.
Tin Silver-Copper – при совершении пайки с помощью данного припоя требуется использовать температуру равную значению 260 градусов по Цельсию и выше. Вещество подвергается плавлению при достижении отметки в 217 градусов по Цельсию. Химический состав включает в себя три химических элемента и выглядит следующим образом:
- Sn – 93.6;
- Ar – 4.7;
- Cu – 1.7.
Как выбрать?
Выбирать ту или иную модель бессвинцового припоя следует исходя из его химического состава.
Чаще всего в химическом составе бессвинцового припоя преобладает олово, в связи с этим характеристики данного металла в большей степени, нежели чем свойства других передаются расходному материалу.
Соответственно это влияет на мягкость итогового результата соединения – она достаточно высокая. Помимо этого у него значительно снижается значение температурной точки, при достижении которой материал начинает подвергаться плавлению.
Важно знать: в том случае, если в ассортименте магазина вам не удалось найти нужную модель бессвиноцового припоя, то в качестве заменителя можно использовать отечественный продукт ПСР 45, стоит отметить, что в его составе присутствует незначительная доля свинца, которая равна примерно половине одного процента от общего состава.
Чем больше меди содержится в составе бессвинцового припоя, тем выше его температура плавления, а, следовательно, и твердость. Всего лишь пары процентов от общего состава достаточно для того, чтобы кардинально изменить характеристики материала.
Серебро придает припою точно такие же свойства, как и медь, однако делает это в более мягком режиме. В связи с эти бессвинцовый припой с содержанием серебра продается по несколько большей цене, нежели медные варианты.
В связи с эти бессвинцовый припой с содержанием серебра продается по несколько большей цене, нежели медные варианты.
Расходные материалы с содержанием редких материалов, таких как висмут и сурьма, предназначаются для сложных частных случаев и используются достаточно редко.
Их цена самая высокая относительно всех других версий бессвинцого припоя.
Многие люди могут задаться вопросом: «Как выполняется пайка с использование припоя без свинца в качестве расходного материала. Стоит сказать, что процедура практически ничем не отличается от пайки с использованием классического припоя с содержанием свинца.
Предварительно нужно провести очистку рабочей поверхности и полностью высушить ее. Для этого без проблем можно использовать практически любой растворитель. Далее нужно расплавить припой на рабочую зону пайки.
После чего ему необходимо самостоятельно остыть при комнатной температуре. Следующим шагом будет являться проверка получившегося соединения на прочность и качество.
Основной отличительной особенностью использования бессвинцового припоя в отличие от классического, является использование особого режима подогрева.
Второе поколение бессвинцовых припоев. Часть 2
ВТОРОЕ ПОКОЛЕНИЕ БЕССВИНЦОВЫХ ПРИПОЕВ
Для того, чтобы быть успешным, бессвинцовый сплав должен обладать механическими свойствами близкими эвтектическому SnPb. Новый материал межсоединений должен быть более податливым с меньшим напряжением текучести, роспуск меди должен быть сокращен, а свойство смачиваемости улучшено. Также желательна более низкая температура пайки, но это не является необходимым. В то же время мы не хотим совсем отказываться от преимуществ SAC305, а именно улучшенный термальный цикл для более эластичных компонентов.
Sn-Cu-Ni
Как и ожидалось, Sn остается основным составляющим элементом большинства изучаемых альтернативных бессвинцовых сплавов. Он формирует хорошо понятную межметаллическую связь с медью и имеет приемлемую температуру плавления. Сплавом второго поколения с лучшим проникновением на рынок пайки волной на сегодняшний день является Nihon Superior’s SN100C, который представляет собой Sn0.7Cu0.05Ni+Ge. Добавление никеля предлагает два важных преимущества. Он вызывает кристаллизацию припоя во многих местах одновременно, тем самым создавая более единый эвтектический тип микроструктуры в отличие от дендритной кристаллизации SAC 305. Никель также становится частью Cu6Sn5 межметаллического слоя, создавая более плотную шестиугольную закрытую структуру, которая уменьшает уровень проникновения меди, тем самым снижая рост IMC.15 SN100C занял хорошие позиции в процессе пайки волной, так как его текучесть и характеристики смачиваемости позволяют создать хорошее заполнение отверстий и уменьшить образование мостиков при меньших затратах, чем у SAC 305. Роспуск меди также значительно ниже, приближаясь к уровню SnPb. Использование SN100C дает возможность двух попыток устранения брака, тогда как SAC вряд ли даст и одну до того, как неприемлемое количество меди подвергнется эрозии.
Сплавом второго поколения с лучшим проникновением на рынок пайки волной на сегодняшний день является Nihon Superior’s SN100C, который представляет собой Sn0.7Cu0.05Ni+Ge. Добавление никеля предлагает два важных преимущества. Он вызывает кристаллизацию припоя во многих местах одновременно, тем самым создавая более единый эвтектический тип микроструктуры в отличие от дендритной кристаллизации SAC 305. Никель также становится частью Cu6Sn5 межметаллического слоя, создавая более плотную шестиугольную закрытую структуру, которая уменьшает уровень проникновения меди, тем самым снижая рост IMC.15 SN100C занял хорошие позиции в процессе пайки волной, так как его текучесть и характеристики смачиваемости позволяют создать хорошее заполнение отверстий и уменьшить образование мостиков при меньших затратах, чем у SAC 305. Роспуск меди также значительно ниже, приближаясь к уровню SnPb. Использование SN100C дает возможность двух попыток устранения брака, тогда как SAC вряд ли даст и одну до того, как неприемлемое количество меди подвергнется эрозии. Результаты исследования по исправлению припоя показаны на Рис. 9.16
Результаты исследования по исправлению припоя показаны на Рис. 9.16
Как подобрать лучший припой и флюс для пайки ювелирных изделий? – Pepetools
Ювелирная пайка;
Правильный выбор припоя и способы его использования.
Прежде чем мы начнем, мы должны сначала понять, что именно мы подразумеваем под «пайкой». Многие люди путают пайку электроники с пайкой ювелирных изделий и думают, что это одно и то же, но это не так. Для пайки электроники или электроники используется очень низкотемпературный припой и паяльник. Первоначально электрический припой содержал свинец, но современные припои содержат другие сплавы, такие как олово и медь, предназначенные для плавления при низких температурах. Обычно это делается нагретым паяльником.
Обычно это делается нагретым паяльником.
Электрический припой не следует использовать для ювелирных изделий из драгоценных металлов.
Подобный низкотемпературный припой также используется сантехниками для соединения медных труб для подачи воды и газа. Обычно это делается с помощью переносной паяльной лампы из-за того, что используется сторона трубы. Но, несмотря на использование паяльной лампы, это по-прежнему низкотемпературный припой на основе олова, и его нельзя использовать для пайки драгоценных металлов.
Несмотря на то, что некоторые люди в Интернете продают этот оловянный электрический припой в качестве комплектов для ремонта ювелирных изделий, важно отметить, что электрический припой на основе олова никогда не должен использоваться для драгоценных металлов. Это загрязнит произведение и уничтожит его ценность. Оловянному припою и паяльнику нет места в наборе инструментов профессионального ювелира.
То, что имеют в виду ювелиры, когда мы говорим о пайке, — это совершенно другой процесс. При пайке драгоценных металлов, таких как серебро, золото и платина, требуются припои из драгоценных металлов. Эти припои из драгоценных металлов плавятся при гораздо более высоких температурах (чем электрические припои). Вот почему используются специальные ювелирные газовые горелки.
При пайке драгоценных металлов, таких как серебро, золото и платина, требуются припои из драгоценных металлов. Эти припои из драгоценных металлов плавятся при гораздо более высоких температурах (чем электрические припои). Вот почему используются специальные ювелирные газовые горелки.
Пайка кольца из стерлингового серебра с помощью серебряного припоя и горелки.
Терминология
Обратите внимание, что в Великобритании и Европе используется термин Carat Ct, тогда как в США используется термин Karat K. Написание может быть разным, но оба они относятся к одному и тому же — частей на 24. В Великобритании 9Ювелирные изделия из каратного золота на сегодняшний день являются наиболее распространенными. Тогда как в США более популярны 10k и 14k. Азиатские украшения часто можно увидеть в 22 карат и выше. Также имейте в виду, что белое золото, платина и серебро могут выглядеть одинаково, но вы должны использовать правильный припой. Поэтому важно научиться читать отличительные признаки и убедиться, что вы знаете, с чем работаете.
Подберите металл.
- Металл
- Цвет
- Карат
Первый фактор – это металл. Дело не только в серебре или золоте, но вы также должны соответствовать пробе и цвету. Для кольца из 18-каратного желтого золота вы должны подобрать припой из 18-каратного желтого золота. Использование припоев с меньшим содержанием карата (или электрического оловянного припоя) загрязняет драгоценный металл и снижает его чистоту. Использование припоя с более высоким содержанием карата может привести к появлению видимого соединения при полировке изделия. (он и дороже). Помните, что есть белое золото, желтое золото и розовое золото. Серебро обычно стерлинговое, но имейте в виду, что существуют и другие сорта, особенно важные при ремонте иностранных или антикварных предметов. Еще раз убедитесь, что вы знаете, с каким металлом вы работаете, и подберите к нему припой.
Английский Клеймо на кольце.
Лев и 925 говорят нам, что это кольцо из стерлингового серебра.
Выберите марку припоя.
Каждый карат и цвет припоя также бывает легким, средним и твердым. Людей иногда сбивает с толку использование слова « hard ». Это не означает, что другие припои более мягкие или податливые. Обозначение относится к относительным температурам плавления. Например, если мы посмотрим на серебро. Температура плавления 890 °C (1640 °f) Серебряные припои рассчитаны на плавление чуть ниже этой температуры в порядке возрастания…
- Очень легко. 681 °C 1 257 °f
- Легкий припой. 711 °C 1311 °f
- Среда 747 °C 1304 °f
- Твердый 773 °C 1423 °f
Вы также можете увидеть эмалирующий припой до 800 °C. 1472 °f. Это позволяет припаять деталь, а затем покрыть эмалью стекла в печи, не расплавляя припой. Следовательно, он имеет самую высокую температуру плавления и очень близок к температуре самого серебра.
Какой использовать?
Традиционное объяснение состоит в том, что при изготовлении детали с нуля вы начинаете с твердого припоя. Дополнительные части украшения можно припаивать средним припоем при чуть более низкой температуре, не оплавляя припой. Точно так же дополнительные компоненты могут быть добавлены с помощью простого припоя и очень простого. Идея состоит в том, что вы можете паять при последовательно более низких температурах, не расплавляя предыдущее (более высокотемпературное) соединение. Этот подход по-прежнему требует тщательного контроля над вашей горелкой. На самом деле, как только вы освоите свою горелку, вы сможете делать все с твердым припоем. Это особенно важно для колец, так как это означает, что их размер можно будет изменить позже с помощью простой пайки.
Ремонт – упростите жизнь
При ремонте ювелирного изделия или изменении размера кольца может быть безопаснее использовать простой припой, поскольку ремонт можно проводить при более низкой температуре, что позволяет избежать повреждений, вызванных расплавлением предыдущих паяных соединений. или повреждение камней.
или повреждение камней.
Extra easy Припой, плавится при самой низкой температуре. Так что это обеспечивает максимальную безопасность для хрупких предметов, таких как тонкие цепочки. Для новичка в пайке с базовой горелкой режим Extra easy будет очень щадящим и позволит вам попрактиковаться в пайке, сводя к минимуму опасность плавления вашей работы. (Мы все это сделали). Однако, как объяснялось выше, в идеале вы должны привыкнуть к пайке твердым припоем, чтобы ваши детали можно было изменять и ремонтировать в будущем.
Я делаю сложные кельтские узлы и браслеты из серебряной проволоки.
В некоторых случаях сучок имеет до 6 спаек на одном участке.
Но с практикой все это можно легко сделать с помощью простого припоя.
Научитесь контролировать жар и фокусируйте пламя на каждом суставе по очереди.
Итак, вы знаете, какой металл, цвет, карат и сорт припоя вам нужны, но теперь у вас есть еще один выбор. Как и драгоценные металлы, припой бывает разной физической формы…
Лента и лист.
Серебряный, золотой и платиновый припой можно приобрести в виде плоских листов или тонких полосок. Они позволяют вам резать маленькие кусочки (паллионы) припоя любого размера и размещать их там, где вам нужно.
Резка паллионов. (окантовка)
Для этого вы используете пару ножниц по металлу, используя технику, называемую «окантовка». Начните с серии коротких надрезов по длине припоя на расстоянии нескольких миллиметров друг от друга. Поместив палец на обрезанный конец, вы можете затем надрезать припой, чтобы отрезать маленькие палочки. (скорее, как волосы, подстригающие вашу челку). Хранить в небольшом контейнере с «четкой маркировкой». Это делает его очень универсальным, и обычно полосы и листы предлагают наилучшее соотношение цены и качества.
1. резка припоя по длине
2. резка поперек припоя. (окантовка)
Наконечник – если у вас есть пробойник 925, Sil или карат, используйте его для маркировки припоя. Если у вас есть штампы с буквами или цифрами, вы также можете пометить H M E для Hard Medium или Easy. Вы также можете использовать перманентный маркер. Это позволит избежать путаницы, когда у вас на скамейке несколько полосок. Держите их все помеченными.
Если у вас есть штампы с буквами или цифрами, вы также можете пометить H M E для Hard Medium или Easy. Вы также можете использовать перманентный маркер. Это позволит избежать путаницы, когда у вас на скамейке несколько полосок. Держите их все помеченными.
совет. Используйте дыроколы Karat для маркировки припоя.
Проволока
Серебряный и золотой припой также можно приобрести в виде круглой проволоки. Опять же, они бывают сложными, средними, легкими и очень легкими. Помните, что это припой, и его не следует путать с обычной серебряной или золотой проволокой. Проволока может быть отличной для начинающих, так как ее можно использовать прямо из рулона и прикладывать к цене во время нагрева. В качестве альтернативы, его легко разрезать на короткие кусочки для удобства применения с помощью обычных кусачек. Покупка длинных рулонов часто выгоднее.
Флюс
Во всех вышеперечисленных случаях лист, проволока или лента. Припой нужно использовать с флюсом. Флюс наносится на соединение перед пайкой. Флюс предназначен для предотвращения образования оксидов на поверхности металла при нагревании. Припой будет течь там, где вы нанесли флюс. На рынке представлено множество фирменных флюсов. Обычно их наносят прямо из флакона с помощью маленькой кисточки.
Припой нужно использовать с флюсом. Флюс наносится на соединение перед пайкой. Флюс предназначен для предотвращения образования оксидов на поверхности металла при нагревании. Припой будет течь там, где вы нанесли флюс. На рынке представлено множество фирменных флюсов. Обычно их наносят прямо из флакона с помощью маленькой кисточки.
Коммерческий флюс для ювелирного дела
Конусы буры.
Многие ювелиры предпочитают традиционный метод использования буры. Он поставляется в твердом конусе и растирается в неглазурованной посуде, содержащей несколько капель воды. Измельченная бура смешивается с водой, образуя кремообразную пасту, которую затем наносят на украшения с помощью маленькой кисточки. Преимущество здесь в том, что консистенцию пасты можно легко отрегулировать, добавив несколько капель воды или загустив, сделав конус более сеткой. С практикой вы сможете добиться нужной консистенции. Немного тоньше может быть лучше, если вы хотите, чтобы флюс проникал внутрь стыка или в труднодоступные места. Более густая паста может быть более полезной, если вы не хотите, чтобы она растекалась, например, по вертикальному шву. Конус из буры стоит всего несколько долларов и может служить годами. Таким образом, это также очень экономичный метод.
Более густая паста может быть более полезной, если вы не хотите, чтобы она растекалась, например, по вертикальному шву. Конус из буры стоит всего несколько долларов и может служить годами. Таким образом, это также очень экономичный метод.
Конус из буры и неглазурованное блюдо. Обратите внимание на консистенцию на кисти.
Как паять.
Примечание. «Часть» относится к ювелирному изделию, которое вы паяете. Небольшой фрагмент припоя или проволоки называется паллионом.
Три золотых правила
Соблюдение этих трех основных правил обеспечит успех. Все дело в подготовке. Место пайки должно быть…
- Плотно прилегающий. Припой не может перекрывать зазоры или заполнять отверстия. Две стороны риса должны сойтись на ровном уровне и плотно прилегать друг к другу без зазоров между ними.
- Чистый . Припой не потечет там, где металл грязный, даже жир с пальца может вызвать проблемы.
 Очистите стык и отшлифуйте его тонкой наждачной бумагой. Не прикасайтесь к суставу после того, как вы его очистили.
Очистите стык и отшлифуйте его тонкой наждачной бумагой. Не прикасайтесь к суставу после того, как вы его очистили. - Хорошо офлюсованный . Как объяснялось выше. Припой будет течь только там, где есть флюс. Поэтому убедитесь, что все поверхности, подлежащие пайке, хорошо профлюсованы, в том числе внутри любых зазоров между двумя поверхностями.
Пайка — «щадящий» процесс.
Успех пайки во многом зависит от подготовки. Если у вас возникли проблемы с тем, что ваш припой не течет должным образом или соединение не является прочным. Скорее всего, это связано с одной из перечисленных выше проблем. Ошибка, которую часто совершают новички, заключается в том, что они применяют все больше и больше тепла. Но пайка — это «щадящий» процесс медленного нагревания металла до нужной температуры. Грубая сила не является ответом. Итак, если он не работает. Останавливаться!
Чрезмерное тепло только создаст проблемы, такие как рябь на поверхности, пятна от огня, пузыри в припое и, в конечном итоге, плавление детали и ее разрушение. Если ваш припой расплавился, но не течет, закалите деталь, очистите ее и начните снова, соблюдая три приведенных выше золотых правила.
Подготовив и оплавив ваш сустав (скажем, серебряное кольцо). Поместите кольцо на термостойкую поверхность, такую как паяльник или угольный блок. Вы можете использовать изолированный фиксирующий пинцет, чтобы удерживать деталь во время пайки. Используйте кисточку для флюса, чтобы взять и поместить небольшой лоток припоя на соединение (это также флюсует припой). Используя «мягкое» голубое пламя, начните осторожно нагревать кольцо. Флюс закипит, а затем высохнет. Следите за тем, чтобы припой не отвалился — возможно, вам придется заменить его стальным пинцетом. Медленно нагревайте кольцо, пока оно не начнет краснеть, затем начните сосредотачивать тепло на стыке и припое. Как только припой расплавится, уберите пламя. Осмотрите соединение и, если необходимо, приложите немного больше тепла к внутренней или внешней части кольца, чтобы «вытащить» припой. Обратите внимание, что припой всегда будет бежать навстречу теплу. Когда вы будете довольны, погасите в воде, засолите и промойте.
Обратите внимание, что припой всегда будет бежать навстречу теплу. Когда вы будете довольны, погасите в воде, засолите и промойте.
Нанесите флюс на деталь.
Поместите припой.
Осторожно нагрейте.
Нагрев внутренней части для «протягивания» припоя.
Обратите внимание на изолированный пинцет.
Травление
Травление – это погружение куска в слабую кислоту. Кислота очищает металл от оксидов и флюса и оставляет его чистым. Коммерческий рассол доступен в виде порошка, который смешивается с теплой водой для создания раствора кислоты. При этом всегда следуйте инструкциям производителя и советам по безопасности. Рассол обычно держат теплым в «горшочке для рассола» с электрическим подогревом, так как в теплом виде он гораздо эффективнее. Обычно для очистки изделия достаточно нескольких секунд. Промойте в воде, чтобы смыть рассол. Затем изделие можно дорабатывать по мере необходимости.
Рассол поставляется в виде сухого порошка
Электрический рассол.
Совет: для помещения предметов в травильный раствор следует использовать латунный пинцет.
стальные инструменты могут вызывать реакцию, оставляя красный цвет на ваших кусочках.
Выбор пайки.
Для более опытных пользователей можно наносить припой непосредственно на соединение, пока оно горячее. Это позволяет избежать проблемы с его соскакиванием при закипании флюса. Начните с размещения нескольких палионов на блоке припоя сбоку. Оплавьте ювелирные изделия как обычно и нагревайте, пока флюс не высохнет (бура образует коричневую стекловидную пленку). Переключите свое пламя на один из паллионов припоя. Когда паллион плавится, он образует небольшой шарик. Быстро уберите пламя и вставьте острие припоя в шар, пока он остывает. После этого у вас будет небольшой шарик припоя, прикрепленный к концу вашей отмычки. Вернитесь к нагреву детали и поместите шарик припоя именно там, где вы хотите. Когда он расплавится на куске, снимите отмычку. С практикой это может стать очень быстрым и точным способом работы. Позволяет выполнить несколько паяных соединений одновременно на одной и той же детали. Это техника, которую я использую со своими замысловатыми кельтскими узлами.
Когда он расплавится на куске, снимите отмычку. С практикой это может стать очень быстрым и точным способом работы. Позволяет выполнить несколько паяных соединений одновременно на одной и той же детали. Это техника, которую я использую со своими замысловатыми кельтскими узлами.
Выбор пайки.
Обратите внимание, как припой наносится на соединение с помощью пайки.
Отмычки для припоя.
Чтобы работать именно так, хорошая кирка для припоя является важным инструментом для перемещения и размещения припоя. Вам нужна хорошая хватка, опора и теплоизоляция. Pepetools предлагает выбор превосходных отверток для припоя, изготовленных из специальных материалов, таких как алюминий и титан, для обеспечения прочности и долговечности. нажмите на изображение, чтобы узнать больше.
Великолепные кусачки Pepetools.
Паста для припоя.
В последние годы на рынок пришла новинка. Паста припоя поставляется в небольшом шприце. Это смесь мелкоизмельченного припоя, смешанная с флюсом и очистителями. Как и раньше, вы должны соответствовать металлу, цвету и пробе. Припой обычно доступен в легкой, средней и твердой версиях. Применение осуществляется иглой на конце шприца. Густая консистенция прилипает к металлу, что обеспечивает очень точное размещение припоя. Нанесите пасту вокруг сустава. Нет необходимости отдельно наносить флюс или буру, просто нанесите пасту и нагрейте. Начните медленно с мягкого пламени, сначала нагревая кусок. Паста высохнет, а затем расплавится, чтобы очистить и профлюсить соединение. При большем нагреве микроскопические частицы припоя будут сплавляться вместе, образуя припой и заполняя соединение.
Это смесь мелкоизмельченного припоя, смешанная с флюсом и очистителями. Как и раньше, вы должны соответствовать металлу, цвету и пробе. Припой обычно доступен в легкой, средней и твердой версиях. Применение осуществляется иглой на конце шприца. Густая консистенция прилипает к металлу, что обеспечивает очень точное размещение припоя. Нанесите пасту вокруг сустава. Нет необходимости отдельно наносить флюс или буру, просто нанесите пасту и нагрейте. Начните медленно с мягкого пламени, сначала нагревая кусок. Паста высохнет, а затем расплавится, чтобы очистить и профлюсить соединение. При большем нагреве микроскопические частицы припоя будут сплавляться вместе, образуя припой и заполняя соединение.
Паста «Шприц» припоя.
Хотя отдельный флюс не требуется, это не является оправданием для коротких путей. Вы по-прежнему должны соблюдать три золотых правила и следить за тем, чтобы ваша деталь была чистой, хорошо профлюсованной (самой пастой) и плотно прилегающей. Хотя может показаться, что холодная паста заполнит зазор или отверстие, после расплавления она будет течь как обычно. Как и в случае с полосками и проволокой, припой нельзя использовать для перекрытия зазоров или заполнения отверстий. Шприцевая паста в настоящее время является предпочтительным методом для многих ювелиров из-за точности, скорости и эффективности.
Как и в случае с полосками и проволокой, припой нельзя использовать для перекрытия зазоров или заполнения отверстий. Шприцевая паста в настоящее время является предпочтительным методом для многих ювелиров из-за точности, скорости и эффективности.
Pepetools.com предлагает широкий ассортимент припоев из различных металлов, цветов и марок. А также другие инструменты и расходные материалы. Нажмите на ссылку, чтобы узнать больше.
Написано и проиллюстрировано
Дэйвом Уилсоном
www.celticdreams.co.uk
NANO Paste, Серебряная паяльная паста с дозирующим шприцем, 1/4 унции
Артикул № BB-856
Рег. €0 Вид €10,95 Сэкономьте -10,95 €
Серебряный припой, калибр 20, 1 унция
Артикул № SS56-20
Рег. €0
Вид
€34,95
Сэкономьте -34,95 €
€0
Вид
€34,95
Сэкономьте -34,95 €
Лист серебряного припоя — калибр 30, сверхлегкий, средний, твердый (1 унция)
Артикул № 300.56SS
Рег. €0 Вид €28,95 Сэкономьте -28,95 €
Автоматический запальник
Артикул № 55-1288
Рег. €0 Вид €57,95 Сэкономьте –57,95 €
5% вместо 15% Серебряный припой (припой)
Получить технические советы
Подпишитесь на бесплатные технические советы.
5% против 15% серебряного припоя (припой)
Поделитесь этим техническим советом:
Во-первых, давайте проясним: ПАЯКА — это когда вы используете присадочный стержень, который не является тем же материалом, что и основной металл, но плавится ВЫШЕ 840°F. Пайка такая же, но при температуре НИЖЕ 840°F.
Пайка такая же, но при температуре НИЖЕ 840°F.
Поскольку стержни HVAC плавятся при температуре около 1200 ° F, меня смущает, почему мы обычно называем это «серебряным припоем», но также часто называем его прутком для пайки. Лучшим термином для этого является «припой». Я пытаюсь запомнить это, но часто ловлю себя на том, что называю это серебряным припоем.
Наиболее распространенными стержнями, используемыми для типичной пайки HVAC, являются 0%, 5% и 15%, с добавлением нескольких других уровней.
Процент — это процент содержания серебра в стержне. Единственная реальная причина использовать более низкие уровни серебра — это стоимость, и эта разница может заставить многих техников и владельцев задуматься, в чем же разница.
Итак, большой вопрос:
Стоит ли больше серебра?
Во-первых, давайте установим, что мы говорим здесь о соединениях медь-медь, потому что это наиболее распространенное использование этих стержней. При переходе от меди к меди ни один из этих фосфорных/серебряных/медных стержней не нуждается в флюсе и даже не выигрывает от него. Фосфор позволяет стержню самофлюсоваться на меди. Флюс при чрезмерном использовании может попасть в систему и причинить больше вреда, чем пользы. При соединении латуни с медью требуется флюс 15%; просто убедитесь, что вы не используете слишком много флюса. Достаточно тонкого слоя на охватываемой стороне трубки.
При переходе от меди к меди ни один из этих фосфорных/серебряных/медных стержней не нуждается в флюсе и даже не выигрывает от него. Фосфор позволяет стержню самофлюсоваться на меди. Флюс при чрезмерном использовании может попасть в систему и причинить больше вреда, чем пользы. При соединении латуни с медью требуется флюс 15%; просто убедитесь, что вы не используете слишком много флюса. Достаточно тонкого слоя на охватываемой стороне трубки.
Серебро повышает «пластичность» наполнителя и позволяет ему течь при несколько более низкой температуре. Это приводит к лучшему проникновению припоя в соединение и снижению вероятности растрескивания при тепловом расширении и сжатии или вибрации. Увеличенное количество серебра также позволяет припою оставаться прочным при заполнении немного больших зазоров из-за неподходящей меди.
Видели ли вы когда-нибудь утечку в фитинге нагнетательной линии, которой, как вы КЛЯНУЛИСЬ, не было при установке компрессора? Это может быть связано с плохой пайкой (неспособностью втянуть припой в соединение), и вы часто обнаружите, что использовался стержень 0% или 5%.
Причина, по которой мы выбрали все 15% стержни, связана с затратами на повторные вызовы и хладагент. С ростом цен на рабочую силу и хладагентов и снижением навыков техников по пайке, мы хотим дать техническим специалистам наилучший шанс сделать соединение, которое выдержит перепады температуры и вибрацию, особенно когда мы выполняем установку или дорогой ремонт. .
Если вы собираетесь использовать менее дорогой стержень, убедитесь, что он не будет находиться в месте с сильной вибрацией, что вы получите ДЕЙСТВИТЕЛЬНО тугую посадку между трубкой и фитингом и что больше тепла используется для «втянуть» припой в соединение.
Самая большая ошибка, которую допускают новые специалисты, заключается в том, что они просто «закрывают» край вместо того, чтобы втягивать припой в соединение для прочного соединения.
— Bryan
PS — Мы большие поклонники продукции Solderweld, в том числе круглых стержней с содержанием 15% Sil-Sol. Дополнительную информацию можно найти на сайте productsbypros. com,
com,
Дополнительные технические советы
Основы управления 4-20ma
В «старые добрые времена» все элементы управления были аналоговыми и механическими, что просто означает, что они действовали в прямом соединении и переменный способ, основанный на изменении силы. Как пневматические (давление воздуха), так и гидравлические (давление жидкости) системы являются примерами механического или аналогового управления. При повышении или понижении давления на […]
Читать далее
Мифы о заземлении и соединении
Заземление — это область мифов и легенд как в электротехнике, так и в области ОВиК. Это короткая статья, и мы кратко рассмотрим лишь несколько распространенных мифов. Для более подробного объяснения советую подписаться на YouTube-канал Майка Холта ЗДЕСЬ. Миф – ток уходит на землю На самом деле ток (электроны) будет […]
Подробнее
Платы размораживания теплового насоса и W2
Если вы привыкли к простым сплит-системам с прямым охлаждением, вы знаете, что низкое напряжение для наружный блок обычно ОЧЕНЬ прост.