Как правильно паять алюминий в домашних условиях. Какой припой и флюс выбрать для пайки алюминия. Какие инструменты потребуются для пайки алюминиевых деталей. Пошаговая технология пайки алюминия паяльником.
Особенности и сложности пайки алюминия
Пайка алюминия представляет определенные трудности из-за следующих факторов:
- Быстрое образование прочной оксидной пленки на поверхности алюминия при контакте с воздухом
- Низкая температура плавления алюминия — около 660°C
- Потеря прочности алюминия при нагреве выше 300°C
- Слабое взаимодействие алюминия с обычными припоями
Поэтому для пайки алюминия требуются специальные припои и активные флюсы. Также важно соблюдать технологию пайки, чтобы получить качественное соединение.
Выбор припоя для пайки алюминия
Для пайки алюминия используются следующие виды припоев:
- Низкотемпературные припои (300-500°C) на основе олова, свинца, цинка, кадмия. Обеспечивают наименьшую прочность и коррозионную стойкость.
- Среднетемпературные припои (500-700°C) на основе олова или кадмия с добавками цинка, алюминия, меди, никеля, серебра.
- Высокотемпературные припои (700-800°C) на основе цинка с добавлением 3-10% алюминия и других металлов. Обеспечивают наибольшую прочность и коррозионную стойкость.
Оптимальный выбор — припои с высоким содержанием цинка. Они обеспечивают наилучшее качество соединения алюминиевых деталей.

Флюсы для пайки алюминия
Для пайки алюминия требуются специальные активные флюсы, способные разрушить оксидную пленку. Наиболее распространенные варианты:
- Флюс марки Ф-34А на основе хлоридов цинка, калия, лития, натрия
- Флюс марки Ф-64 с высокой активностью
- Специальные паяльные пасты для алюминия
Канифольные флюсы для пайки алюминия не подходят, так как не способны разрушить оксидную пленку.
Инструменты для пайки алюминия в домашних условиях
Для пайки алюминия в домашних условиях понадобятся следующие инструменты и материалы:
- Электрический паяльник мощностью 100-200 Вт
- Газовая горелка или паяльная лампа (для крупных деталей)
- Припой для алюминия
- Активный флюс для алюминия
- Наждачная бумага или металлическая щетка для зачистки
- Обезжириватель (ацетон, спирт)
Выбор инструмента для нагрева зависит от размера деталей. Для мелких подойдет паяльник, для крупных — горелка.
Подготовка алюминиевых деталей к пайке
Правильная подготовка поверхности — ключевой этап для качественной пайки алюминия. Процесс подготовки включает:

- Механическую очистку места пайки наждачной бумагой или металлической щеткой
- Обезжиривание поверхности ацетоном, спиртом или специальным средством
- Нанесение флюса сразу после зачистки и обезжиривания
- Фиксацию деталей в нужном положении
Важно выполнить подготовку непосредственно перед пайкой, чтобы минимизировать образование новой оксидной пленки.
Пошаговая технология пайки алюминия паяльником
Процесс пайки алюминия паяльником включает следующие этапы:
- Подготовка и фиксация деталей
- Нанесение флюса на место пайки
- Нагрев места пайки паяльником до температуры плавления припоя
- Нанесение припоя на разогретую поверхность
- Равномерное распределение припоя по месту соединения
- Охлаждение места пайки
- Очистка от остатков флюса
При правильном выполнении всех этапов получается прочное и качественное соединение алюминиевых деталей.
Советы по пайке алюминия для начинающих
Несколько полезных рекомендаций по пайке алюминия для новичков:
- Используйте припой и флюс, специально предназначенные для алюминия
- Тщательно очищайте и обезжиривайте поверхность перед пайкой
- Наносите флюс сразу после зачистки, не допуская образования оксидной пленки
- Контролируйте температуру нагрева, не допуская перегрева алюминия
- Обеспечьте хорошую вентиляцию помещения при пайке
- Для крупных деталей используйте газовую горелку вместо паяльника
Соблюдение этих простых правил поможет даже начинающему мастеру добиться качественной пайки алюминиевых деталей.

Альтернативные способы соединения алюминиевых деталей
Помимо пайки, существуют и другие методы соединения алюминиевых деталей:
- Сварка алюминия (аргонодуговая, лазерная)
- Клеевое соединение специальными составами
- Механическое крепление (заклепки, винты)
- Холодная сварка алюминия
Выбор оптимального способа зависит от конкретной задачи, размеров деталей и требований к прочности соединения.
Меры безопасности при пайке алюминия
При пайке алюминия необходимо соблюдать следующие меры безопасности:
- Работать в хорошо проветриваемом помещении
- Использовать защитные очки и перчатки
- Не допускать попадания флюса на кожу
- Соблюдать осторожность при работе с нагревательными приборами
- Не вдыхать пары, образующиеся при пайке
Соблюдение этих простых правил позволит избежать травм и сделает процесс пайки безопасным.
Как паять алюминий в домашних условиях паяльником
Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами.
Содержание
Технические трудности пайки изделий и деталей из алюминия
Паять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.
Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
- Больше всего неприятностей при пайке доставляет окисление в виде пленки, возникающей на поверхности в результате контакта алюминия и воздуха.
 Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ. - Следует учесть и высокие показатели температуры, при которой алюминий начинает плавиться. Максимально она достигает 600С. Возникает разница температур между спаиваемым металлом и его пленкой, вызывающая сложности в процессе паек.
- Из-за температурного режима, алюминий в процессе разогрева начинает заметно терять свою прочность. Этот момент наступает уже при нагреве свариваемого материала до 250-300 градусов. Некоторые алюминиевые сплавы содержат компоненты, температура плавления которых имеет различия с основным металлом.
- Слабое взаимодействие алюминия с традиционными видами припоев, состоящих, преимущественно, из олова, кадмия и других элементов.
 Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
 Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.Подготовка к пайке алюминиевых деталей
Большое значение придается подготовке алюминия к предстоящей пайке.
Для этого существует несколько способов, обеспечивающих надежность соединения:
- Участок соединения предварительно обезжиривается и обрабатывается канифолью. После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
- После этого поверхность затирается и шлифуется, а само место соединения одновременно подвергается лужению. На подготовленную поверхность устанавливается алюминиевая деталь, которую можно припаивать уже по обычной схеме.
 При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.
При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах. - Во втором варианте в канифоль добавляется металлическая стружка, после чего полученная смесь наносится на поверхность места будущего соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
- Третий способ заключается в предварительной очистке поверхности. Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
Выбор припоя и флюса для алюминия
Припои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки.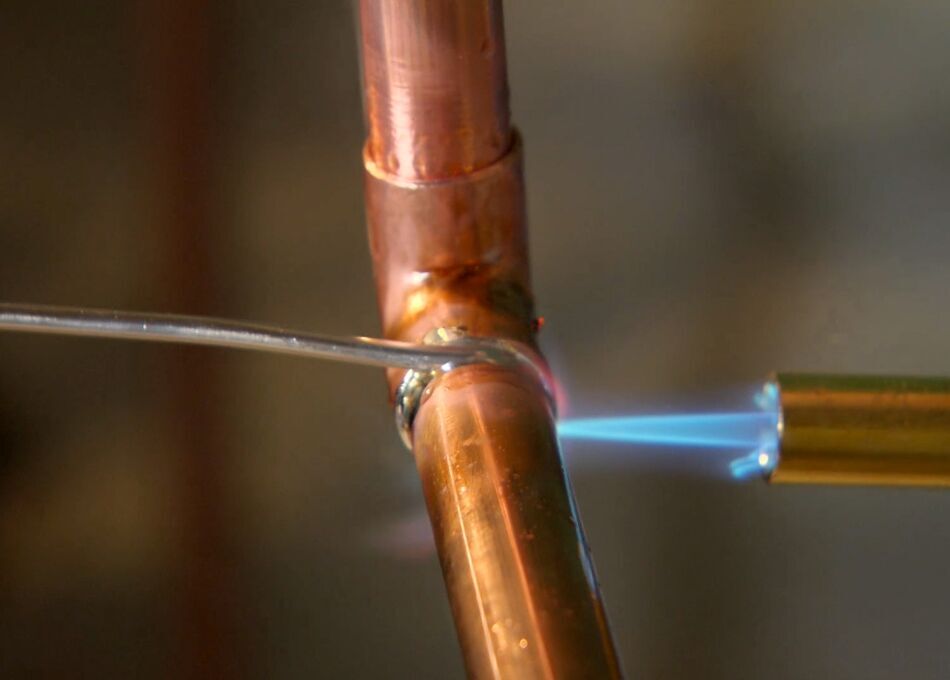 Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Из всех известных припоев минимальной температурой, при которой они начинают плавиться, обладают составы на оловянно-свинцовой основе. Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения.
Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения.
Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки.
Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие.
Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности.
Спаивание компонентов из алюминия
Порядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов.
Среди домашних мастеров чаще всего используются следующие два варианта:
- Высокотемпературная пайка, используемая для сваривания элементов с крупными размерами. В эту категорию входят алюминиевые конструкции с толстыми стенками и увеличенной массой, для разогрева которых требуется температура 550-650С.
- Пайка при пониженных температурах, составляющих 250-300С, которой вполне хватает для монтажа проводов радиоэлектронной аппаратуры и сваривания мелких предметов, используемых в повседневной жизни. В таком же режиме соединяются и алюминиевые провода в любой электросети.
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп.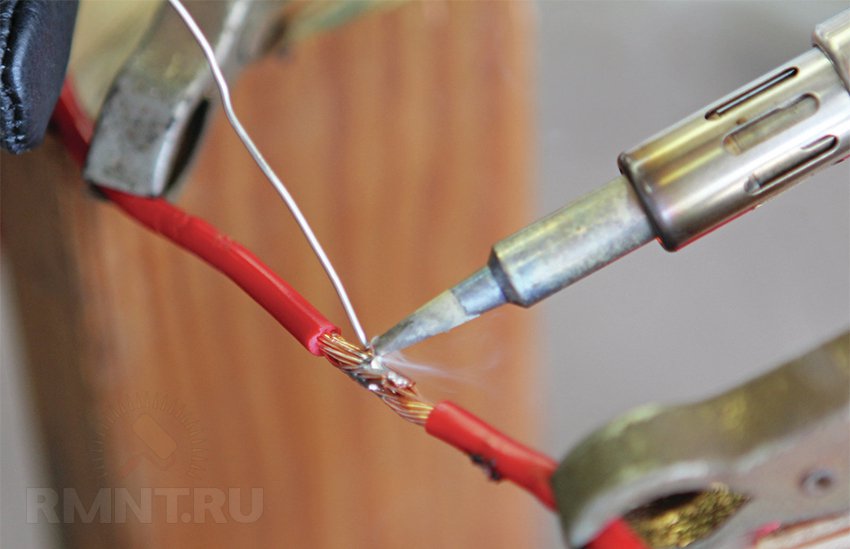 Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт.
Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
- Место будущего соединения деталей или кабелей обрабатывается механическим способом. Для этого используются любые чистящие средства, ослабляющие окислительный налет, обеспечивая более полное взаимодействие с флюсовым веществом.

- Место соединения требуется обезжирить ацетоном, бензином, спиртом и другими органическими растворителями.
- Перед тем как паять алюминий паяльником или горелкой в домашних условиях, детали прочно фиксируются в наиболее удобном положении.
- Нанесение флюса осуществляется на подготовленную плоскость. Если вещество применяется в жидком виде, то оно наносится кисточкой.
- Точка соединения разогревается с помощью электрического паяльника достаточной мощности или газовой горелкой. Далее сюда же наносится расплавленный припой и распределяется ровным слоем.
- Металлические поверхности соединяются и фиксируются в нужном положении.
- После остывания припоя и схватывания деталей, место соединения промывается проточной водой. Остатки флюса вымываются и в дальнейшем не вызывают коррозию.
Пайка алюминия в домашних условиях: технология и инструменты
При выполнении мелкого ремонта, для сращивания проводов и мастерам-радиолюбителям приходится соединять алюминиевые детали. Пайка алюминия в домашних условиях происходит достаточно сложно.
Пайка алюминия в домашних условиях происходит достаточно сложно.
Трудности возникают из-за прочной оксидной пленки на поверхности металла после зачистки, мгновенно образующейся от контакта с воздухом. Слой окислов препятствует выполнению лужения. А также по причине низкой температуры плавления алюминия – всего 660°С. По причине низкого порога плавления, металл, нагреваясь, теряет прочность, а устойчивость конструкций резко падает уже при 300°С.
Для облегчения процесса применяются специальные припои и сильнодействующий активный флюс. Выполнить высокотемпературную пайку поможет флюс марки 34А, состоящий из хлористого калия (50%) и цинка (8%), фторида натрия (10%), хлорида лития (32%).
Результат пайки будет зависеть от правильного выбора нагревательного элемента исходя из объемов и толщины металла, типа флюса и припоя.
Содержание
- Методы пайки
- Подготовка поверхности детали
- Инструменты для нагрева материала
- Технология пайки алюминия своими руками
- Альтернативный способ
Методы пайки
Существует три способа пайки алюминиевых деталей:
- С канифолью;
- С помощью припоя;
- Электрохимический.

Пайка с канифолью
Такая технология используется для мелких предметов, кабелей и проводов. Участок электропровода под пайку зачищается и обрабатывается канифолью. Затем помещается на шлифовальное полотно средней зернистости и прижимается нагретым паяльником с залуженным концом. Операцию нужно повторить несколько раз, и уже после этого спаять провода. Допускается использование канифольного раствора в диэтиловом спирте.
Край паяльника не отводится от облуживаемого кабеля, а канифоль подается сверху.
Алюминиевые провода небольшого сечения позволяет соединить паяльник мощностью в 50 Вт. Для изделий сечением 1-2 мм потребуется устройство мощностью 100 Вт. Спаиваемые кабели диаметром свыше 2 мм предварительно прогреваются в месте стыковки.
С использованием припоя
Технология спаивания алюминиевых деталей с помощью припоя получила применение в электротехнике и при ремонте автомобилей. Перед спаиванием алюминиевые элементы в месте стыковки облуживаются и соединяются между собой, либо с другими металлами.
Припой для алюминия
Процесс пайки ведется легкосплавными припоями, включающими олово, цинк и кадмий. Также могут использоваться тугоплавкие сплавы на основе алюминия. Легкосплавные составы имеют преимущество в применении, потому что с ними можно паять алюминий с нагревом до 400°С.
Такой температурный режим не влечет изменений структуры и свойств металла, полностью сохраняется прочность алюминия. Сплавы кадмия и олова не обеспечивают в полной мере надежность контакта, подвержены коррозии. Тугоплавкие композиции с добавлением цинка и меди, или же сплавы кремния с алюминием таких недостатков не имеют. Наилучшая растворимость у алюминия — с припоями на основе цинкового сплава. Такое соединение получается надежным.
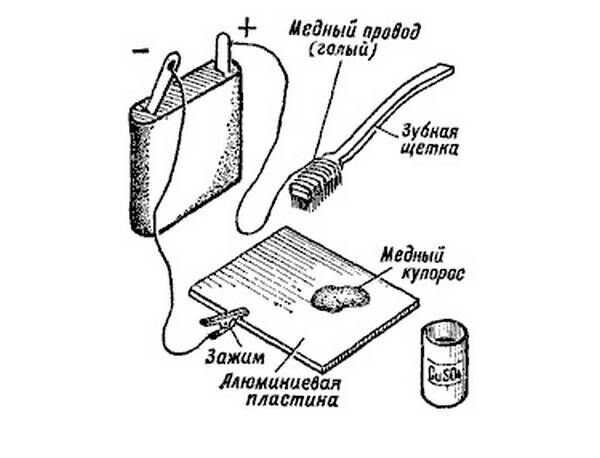
Электрохимическая пайка
Для реализации метода потребуется установка для гальванических покрытий. В ней стыкуемые поверхности деталей или проводов проходят омеднение. В случае отсутствия установки металл покрывают вручную. Шкуркой для шлифования зачищают область соединения и покрывают несколькими каплями жидкого медного купороса. К заготовке из алюминия подключается отрицательный полюс от источника электропитания.
К заготовке из алюминия подключается отрицательный полюс от источника электропитания.
Это может быть аккумулятор, электровыпрямитель или батарейка. К положительному контакту подсоединяется зачищенный медный провод сечением около 1 мм, который находится в изолированной оболочке. Начнется процесс электролиза с медленным оседанием меди. После чего это место лудится и высушивается электропаяльником. Теперь уже можно и паять.
Подготовка поверхности детали
Качество пайки алюминия и надежность стыка напрямую зависят от подготовительных операций, когда соединяемые участки освобождаются от следов краски, загрязнений и тонкой пленки окислов. Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Виды подготовки кромок под пайку
Затем поверхности обрабатываются механически с применением абразивного полотна, металлической щетки, проволочной сеткой из нержавеющего металла или шлифовальной машинкой с насадкой из стальной проволоки.
Кроме того, очищение алюминия может проводиться различными растворами кислоты.
Зачищенная область сразу покрывается тоненькой оксидной пленкой, но ее толщина не влияет на паяльный процесс и позволяет флюсу взаимодействовать с металлом.
Инструменты для нагрева материала
Мелкие алюминиевые изделия в домашних условиях вполне можно припаять обычным электрическим паяльником. Для работы потребуется электросеть и немного пространства. Для крупногабаритных деталей используется газовая горелка с пропаном, бутаном либо аргоном. В мастерской алюминий паяют с помощью паяльной лампы.
Газовая горелка для нагрева алюминия
Газовая горелка считается оптимальным видом нагревательного инструмента. Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
При использовании горелки нельзя допускать перегрева металла, потому что он расплавится. Следовательно, важно контролировать температуру. Поможет в этом стержень припоя. При касании нагретой детали он начинает плавиться при достижении необходимой температуры.
Технология пайки алюминия своими руками
Процесс пайки алюминия в домашних условиях нисколько не отличается от соединения других металлов. Начинается все с подготовки, включающей зачистку и обезжиривание мест стыковки. Элементы конструкции размещаются в нужном положении, и происходит фиксация деталей.
Очищенная зона металла покрывается флюсом для разрушения оксидной пленки, которая препятствует попаданию припоя на алюминиевые детали, или же используется стержень с содержанием активного флюса. Флюс наносится сразу после зачистки, с минимальным интервалом времени.
Флюс наносится сразу после зачистки, с минимальным интервалом времени.
После этого соединяемые элементы нагревается электропаяльником либо горелкой. Благодаря теплопроводности алюминия тепло быстро распространяется по всей поверхности, но остывать деталь тоже будет быстро. С повышением температуры металла начинается плавление припоя, который постоянно находится в контакте с соединяемыми поверхностями.
Стержнем просто трут царапающими движениями по области спаивания, чтобы сплав вошел в контакт с алюминием.
При соблюдении технологии пайки качество соединения получается высоким и стойким к коррозии.
Альтернативный способ
Пайка алюминиевых элементов в домашних условиях безфлюсовым припоем имеет свои особенности. Для этого потребуется оловянный или олово-свинцовый сплав припоя. А флюс заменяется канифолью.
Образованию на поверхности оксида алюминия препятствует зачистка контактной области металла под слоем расплава канифоли. Луженый паяльник со специальным скребком будет не только греть, а еще и разрушать оксидную пленку. Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Описание технологии:
Температура плавления алюминия
- В зоне пайки разогреть канифоль паяльником.
- Начинать тереть об нее носик паяльника, как только она покроет поверхность.
- Вместе со стальными опилками жало разрушит оксидную пленку, а расплавленный слой канифоли на металле предотвратит образование новой.
- Параллельно с разрушением пленки будет проходить лужение детали.
- Луженые предметы приставляют одну к другой и прогревают до температуры плавления припоя.
Пайка алюминия без применения специальных материалов отличается трудоемкостью и не гарантирует успешный результат. Лучше не рисковать и сразу купить флюс и высокотемпературный припой.
Паять алюминий самостоятельно рекомендуется в помещении с хорошей вентиляцией, потому что при работе происходит выделение токсичных веществ.
Видео по теме: Пайка алюминия в домашних условиях
Пайка алюминия: основы — гуру сварки
Последнее обновление:
Партнерский отказ от ответственности: этот пост может содержать ссылки, которые принесут нам комиссию бесплатно для вас. Это помогает сохранить Weldguru бесплатным ресурсом для наших читателей.
Алюминий и алюминиевые сплавы можно паять методами, аналогичными тем, которые используются для других металлов.
Абразивная и реакционная пайка чаще используется с алюминием, чем с другими металлами.
Не используйте припой, если припой подвергается воздействию температур, превышающих температуру плавления припоя.
На фото: алюминиевая ложа с фрезерованным пазом 0,2 дюйма. Участок очищается проволочной щеткой из нержавеющей стали. Далее вставил 1/8″ алюминий. Используемые алюминиевые сварочные стержни Alumiweld требуют нагрева основных материалов примерно до 760 ° F. Как только основной материал достаточно нагреется, паяльник плавится и затекает в соединение.
Пайка алюминиевых сплавов
Наиболее легко паяемые алюминиевые сплавы содержат не более 1% магния или 5% кремния.
Сплавы, содержащие большее количество этих компонентов, имеют плохие характеристики смачивания флюсом. Сплавы с высоким содержанием меди и цинка имеют плохие характеристики пайки из-за быстрого проникновения припоя и потери свойств основного металла.
Ребра модели Rocket, припаянные к трубе
Конструкция соединения
Конструкция соединений, используемая для пайки алюминиевых узлов, подобна той, которая используется для других металлов. Наиболее часто используемые конструкции представляют собой формы простых соединений внахлестку и Т-образных соединений.
Наиболее часто используемые конструкции представляют собой формы простых соединений внахлестку и Т-образных соединений.
Зазор в соединении зависит от конкретного метода пайки, состава основного сплава, состава припоя, конструкции соединения и состава используемого флюса. Однако ориентировочно при использовании химических флюсов требуется зазор в стыке от 0,005 до 0,020 дюйма (от 0,13 до 0,51 мм). Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется при использовании флюса реакционного типа.
Стыки должны плотно прилегать, но не настолько, чтобы припой не попал в зазор.
Подготовка
Перед пайкой с поверхности алюминия необходимо удалить жир, грязь и другие посторонние вещества.
Поверхность должна быть чистой. Хорошо подойдет щетка из нержавеющей стали или стальная мочалка. В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться очистка проволочной щеткой или химическая очистка.
ВНИМАНИЕ
Каустическая сода или чистящие средства с pH выше 10 не должны использоваться для очистки алюминия или алюминиевых сплавов, так как они могут вступить в химическую реакцию.
Участок, подготовленный проволочной щеткой из нержавеющей стали для удаления жира или масла. Паяльная лампа используется для нагрева основного металла, а затем плавления алюминиевых сварочных стержней Harbour Freight Alumiweld.
Методы пайки
Припои с более высокой температурой плавления, обычно используемые для соединения алюминиевых сборок, а также отличная теплопроводность алюминия диктуют необходимость использования источника тепла большой мощности, чтобы довести зону соединения до надлежащей температуры пайки. Должен быть обеспечен равномерный, хорошо контролируемый нагрев.
Лужение алюминиевой поверхности лучше всего выполнять, покрывая материал расплавленной лужицей припоя, а затем очищая поверхность непоглощающим тепло предметом, таким как щетка из стекловолокна, зубчатая деревянная палочка или брусок из волокна. Не рекомендуется использовать проволочную щетку или другие металлические предметы. Они склонны оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Не рекомендуется использовать проволочную щетку или другие металлические предметы. Они склонны оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Припои
Коммерческие припои для алюминия можно разделить на три основные группы в зависимости от их температуры плавления:
- Низкотемпературные припои . Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и/или кадмий и обеспечивают соединение с наименьшей коррозионной стойкостью.
- Припои для промежуточных температур . Эти припои плавятся при температуре от 500 до 700 ºF (от 260 до 371 ºC). Припои этой группы содержат олово или кадмий в различных сочетаниях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
- Высокотемпературные припои . Эти припои плавятся при температуре от 700 до 800ºF (от 371 до 427ºC). Эти припои на основе цинка содержат от 3 до 10 процентов алюминия и небольшое количество других металлов, таких как медь, серебро, никель; и железо для изменения их характеристик плавления и смачивания.
 Припои с высоким содержанием цинка имеют самую высокую прочность по сравнению с алюминиевыми припоями и образуют наиболее устойчивые к коррозии паяные сборки.
Припои с высоким содержанием цинка имеют самую высокую прочность по сравнению с алюминиевыми припоями и образуют наиболее устойчивые к коррозии паяные сборки.
Правила пайки алюминия
- Перед началом любого проекта по пайке алюминия очистите металл от жира и масел
- Соединение должно быть плотным, но с зазором для пайки
- Не позволяйте деталям двигаться во время пайки, это приведет к плохому результату
- Ознакомьтесь с инструкциями производителя по правильному количеству тепла
- Используйте правильный флюс.
Справочные материалы по пайке алюминия
Процессы пайки
Хотите узнать больше о сварке бесплатно?
Зарегистрируйтесь и присоединитесь к более чем 10 000 других учащихся и получайте бесплатные статьи и советы по сварке, отправленные прямо на ваш почтовый ящик.
Цифровой паяльник -TEP0110W
Цифровой паяльник -TEP0110WПерейти к основному содержанию
- Домашний
- ИСТОЧНИКИ ПИТАНИЯ / ПРИНАДЛЕЖНОСТИ ДЛЯ ЯМЫ
- Цифровой паяльник
 org/BreadcrumbList» role=»navigation» aria-label=»breadcrumbs»>
org/BreadcrumbList» role=»navigation» aria-label=»breadcrumbs»>Цифровой паяльник
Новый список:
Пожалуйста, заполните поля ниже, чтобы отправить другу ссылку на этот продукт. Ваш друг получит от вас электронное письмо со ссылкой на наш сайт.
Ваше имя: *
Ваш адрес электронной почты: *
Имя друга: *
Электронная почта друга: *
На заметку другу:: *
Я разрешаю TEAM TRINITY хранить и обрабатывать мои персональные данные, как описано в Политике конфиденциальности Новое окно *
Написать отзыв
Ваш рейтинг: *
5 4 3 2 1
Имя: *
Электронная почта: *
Местоположение: *
Название: *
Обзор: *
Изображения:
Выбрать файлы. ..
..
Я разрешаю TEAM TRINITY хранить и обрабатывать мои персональные данные, как описано в Политике конфиденциальности Новое окно *
Благодарим Вас за оставленный отзыв.
Троица Цена: $83,99
Рекомендуемая производителем розничная цена: 119,99 долларов США
Вы экономите: 36,00 долларов США (30%)
Номер детали: TEP0110W
В наличии
Количество
- Описание

