Какие основные этапы включает процесс мягкой пайки. Какие припои и флюсы используются для мягкой пайки. Для каких изделий подходит мягкая пайка. Какие меры безопасности нужно соблюдать при пайке мягкими припоями.
Что такое мягкая пайка и ее особенности
Мягкая пайка — это процесс соединения металлических деталей с помощью легкоплавких припоев, имеющих температуру плавления ниже 450°C. Основные особенности мягкой пайки:
- Низкая температура нагрева деталей (200-450°C)
- Использование припоев на основе олова и свинца
- Применение активных флюсов для очистки поверхности
- Невысокая прочность соединения (до 50 МПа)
- Возможность пайки тонких и чувствительных к нагреву деталей
Мягкая пайка позволяет соединять разнородные металлы и сплавы, обеспечивая при этом герметичность шва. Однако прочность соединения ниже, чем при твердой пайке или сварке.
Основные этапы процесса мягкой пайки
Технологический процесс мягкой пайки обычно включает следующие основные этапы:

- Подготовка поверхностей деталей (очистка, обезжиривание)
- Нанесение флюса на места пайки
- Фиксация деталей в нужном положении
- Нагрев места пайки до температуры плавления припоя
- Подача припоя в зону пайки и его расплавление
- Охлаждение паяного соединения
- Очистка шва от остатков флюса
Правильное выполнение каждого этапа критически важно для получения качественного паяного соединения. Особое внимание следует уделять подготовке поверхностей и выбору оптимальных режимов нагрева.
Припои для мягкой пайки: состав и свойства
Для мягкой пайки применяются легкоплавкие припои на основе олова и свинца. Наиболее распространенные марки припоев:
- ПОС-61 (61% олова, 39% свинца) — универсальный припой
- ПОС-40 (40% олова, 60% свинца) — экономичный вариант
- ПОС-90 (90% олова, 10% свинца) — для пайки пищевого оборудования
- ПОСК-50 (50% олова, 50% свинца) — коррозионностойкий припой
Температура плавления припоев колеблется в диапазоне 183-230°C. Чем выше содержание олова, тем ниже температура плавления и выше прочность соединения. Для особо ответственных соединений применяются припои с добавками серебра, сурьмы, висмута.

Флюсы для мягкой пайки: виды и назначение
Флюсы при мягкой пайке выполняют несколько важных функций:
- Очищают поверхность металла от оксидных пленок
- Защищают поверхность от окисления при нагреве
- Улучшают растекание расплавленного припоя
- Способствуют образованию прочного соединения
Основные виды флюсов для мягкой пайки:
- Канифоль (для пайки меди, латуни)
- Паяльная кислота (для пайки стали, оцинковки)
- Паяльные пасты (универсальные флюсы)
- Активированные флюсы (для трудно паяемых металлов)
Выбор флюса зависит от материала паяемых деталей и требований к коррозионной стойкости соединения. Некоторые флюсы требуют тщательной отмывки после пайки.
Инструменты и оборудование для мягкой пайки
Для выполнения мягкой пайки применяются следующие основные инструменты и оборудование:
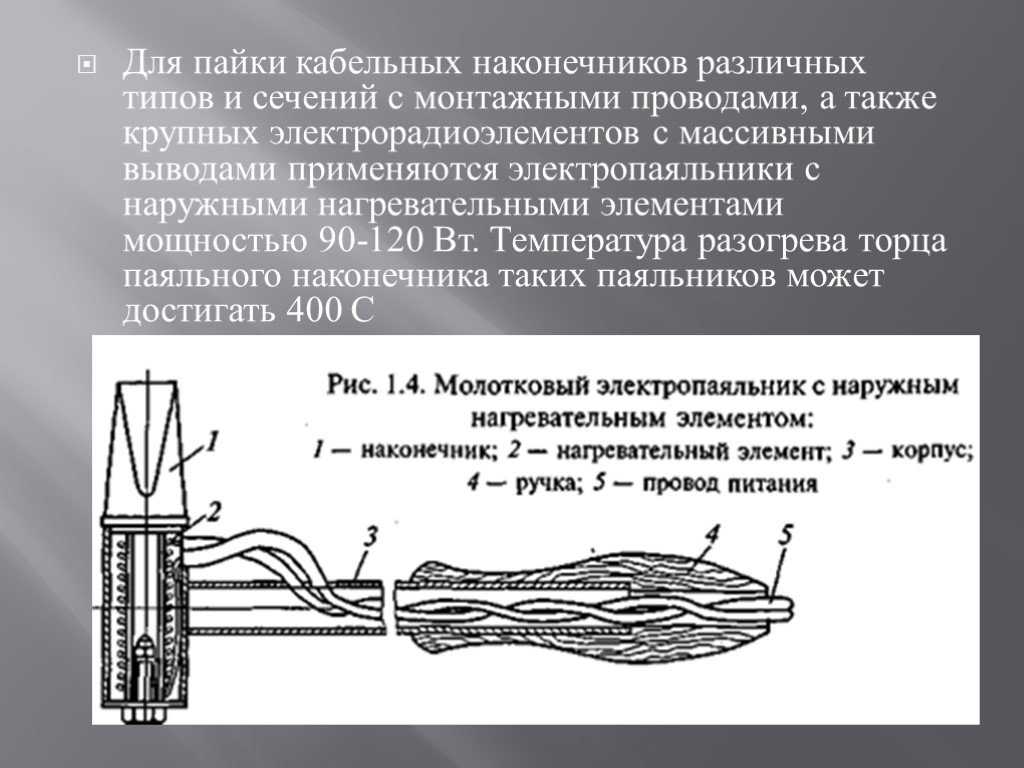
- Электрические паяльники различной мощности
- Газовые паяльные горелки
- Паяльные станции с регулировкой температуры
- Ванны для лужения и пайки погружением
- Оловоотсосы для удаления излишков припоя
- Пинцеты, щетки, скребки для зачистки
Выбор инструмента зависит от габаритов паяемых деталей, требуемой точности и производительности. Для массового производства применяется автоматизированное паяльное оборудование.

Область применения мягкой пайки
Мягкая пайка широко применяется в различных отраслях промышленности:
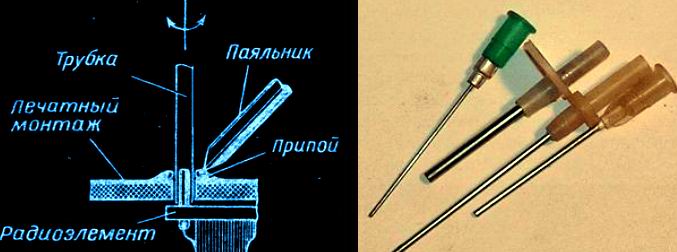
- Радиоэлектроника (монтаж электронных компонентов)
- Электротехника (соединение проводов и кабелей)
- Приборостроение (герметизация корпусов приборов)
- Ювелирное дело (пайка украшений из цветных металлов)
- Автомобилестроение (пайка радиаторов, трубопроводов)
- Производство бытовой техники
Мягкая пайка особенно эффективна при соединении тонкостенных деталей из разнородных металлов, чувствительных к перегреву. Она обеспечивает высокую производительность и низкую себестоимость.
Преимущества и недостатки мягкой пайки
Основные преимущества мягкой пайки:
- Низкая температура процесса
- Простота и доступность оборудования
- Возможность пайки разнородных металлов
- Хорошая герметичность соединений
- Высокая производительность
Недостатки мягкой пайки:
- Невысокая прочность соединения
- Низкая термостойкость (до 100-150°C)
- Возможность коррозии шва
- Токсичность свинцовых припоев
Несмотря на ограничения, мягкая пайка остается востребованным методом соединения металлов благодаря простоте и универсальности.

Техника безопасности при мягкой пайке
При выполнении мягкой пайки необходимо соблюдать следующие меры безопасности:
- Использовать средства индивидуальной защиты (очки, перчатки)
- Обеспечить хорошую вентиляцию рабочего места
- Не допускать попадания флюса на кожу
- Соблюдать осторожность при работе с нагретым паяльником
- Не вдыхать пары припоя и флюса
- Хранить припои и флюсы в недоступном для детей месте
Особую осторожность следует соблюдать при работе со свинцовыми припоями из-за их токсичности. Рекомендуется использовать бессвинцовые припои там, где это возможно.
|
Пайка мягкими припоями Категория: Пайка Пайка мягкими припоями Пайка мягкими припоями делится на кислотную и бескислотную. При кислотной пайке в качества флюса употребляют хлористый цинк или техническую соляную кислоту, при бескислотной пайке — флюсы, не содержащие кислот: канифоль, терпентин, стеарин, паяльную пасту и др. Бескислотной пайкой получают чистый шов; после кислотной пайки не исключена возможность появления коррозии. Пайка мягкими припоями включает подготовку изделий к пайке, подготовку паяльника, расплавление припоя, охлаждение и очистку шва. Подготовив изделий к пайке. Прочное паяное соединение может быть получено только в том случае, если место пайки предварительно очищено от грязи, жиров, продуктов коррозии и окисных пленок, которые сильно мешают растеканию припоя и его проникновению в шов. Механическую очистку поверхности изделий от окислов, ржавчины и окалины выполняют наждачной бумагой, напильниками, металлическими щетками, шлифовальными кругами, стальной или чугунной дробью. Химическое обезжиривание в щелочных ваннах является наиболее простым и эффективным способом; заключается оно в обработке изделий в тонко размолотой венской извести, разведенной водой до кашицеобразного состояния, которую кистью наносят на изделие, тщательно протирают и смывают водой. Обезжиривание в органических растворителях применяют для удаления толстого слоя масла с изделий со сложными поверхностями, с внутренними полостями и глубокими отверстиями. Для этого применяют ацетон, бензол, скипидар, бензин, метиловый, этиловый спирт и др. Химическое травление применяют в тех случаях, когда имеющиеся на поверхности изделия пленки окислов и других соединений обезжириванием не удаляются и препятствуют образованию прочного соединения припоя с паяемым металлом. Очистка с помощью ультразвука резко сокращает процесс очистки деталей от жировых загрязнений. Этот способ применяют в случаях, когда другие способы не обеспечивают нужную чистоту поверхности. В ультразвуковых ваннах в качестве очищающей среды используют органические растворители, щелочные растворы, горячую воду, мыльный раствор и др. Подготовка паяльника заключается прежде всего в заправке его под углом 30 — 40° и очищении от следов окалины. Затем обушок паяльника нагревают, следя, чтобы его рабочая часть находилась в некоптящей зоне пламени и нагрев осуществлялся до определенных температур: до 250 —300 °С при пайке мелких деталей и до температуры 340 —400 °С при пайке крупных. Следят, чтобы паяльник не перегрелся. Перегрев паяльника выше 500 °С повышает окалинообразование и затрудняет лужение наконечника. Если паяльник недостаточно нагрет, то припой на спаиваемых поверхностях быстро остывает и превращается в кашеобразную массу. Признаком перегрева является появление зеленоватого пламени и быстрое сгорание канифоли с выделением дыма вместо ее плавления. О нормальном нагреве паяльника судят по легкому покраснению обушка. При перегреве паяльник снимают с огня, дают ему немного остыть, зажимают в тисках и опиливают плоским напильником рабочий конец дочиста с обеих сторон и снимают с ребер заусенцы. Во время длительной пайки периодически очищают рабочую часть паяльника от окалины стальной щеткой и напильником. Нагретый паяльник быстро снимают с огня, очищают от окалины погружением в хлористый цинк, затем набирают с прутка 1—2 капли припоя и двигают паяльником по куску нашатыря, пока конец паяльника не покроется ровным слоем припоя. Затем протравливают места пайки. Паяльник накладывают на место спая, немного придерживая его на одном месте для прогрева детали, затем медленно и равномерно перемещают по месту спая. При этом расплавленный припой стекает с паяльника и заполняет зазоры шва (0,05-0,15 мм). Рис. 1. Пайка мягкими припоями: а — заправка паяльника, б — нагрев обушка, в — очистка от окалины хлористым цинком, г — захват расплавленного припоя, д — облуживание на кусковом нашатыре, е — протравливание места паяния (нанесение флюса), ж — нанесение припоя (заполнение зазора) Для предохранения соседних со швом участков детали от нагрева их покрывают мокрыми тряпками или погружают в воду. После охлаждения паяный шов очищают, промывают, протирают сухой ветошью. Нагретый паяльник нельзя класть на стол или верстак: он быстро отдаст тепло и загрязнится. Паяльник кладут на подставку (рис. 2, а). Рабочее место паяльщика показано на рис. 2, б, в. Рис. 2. Паяльник на подставке (а), рабочее место паяльщика (б, в) Рис. 3. Приемы пайки: а — стыкового шва, б — нахлесточного шва, в — тонкой пластины с толстым нахлесточным швом, г — трубы При массовом изготовлении деталей пайку осуществляют погружением в ванну с расплавленным припоем. Прием пайки встык показан на рис. Особенности пайки сосудов для хранения горючих жидкостей. Пайка сосудов (бочек, бидонов) для горючих жидкостей или газов во избежание взрыва требует особых мер предосторожности. Прежде всего сосуды тщательно промывают. Перед пайкой их доверху наполняют водой и выдерживают некоторое время, чтобы пары остатков горючего вытеснились полностью. Слив воду, приступают к пайке. Перед пайкой можно также бак пропарить или промыть горячей водой до исчезновения запаха горючего (лучше промыть 6%-ным раствором каустической соды). Непромытый сосуд к рабочему месту подносить нельзя, так как при работающей паяльной лампе малейшая неосторожность может повлечь за собой взрыв сосуда. Когда пайка закончена и изделие полностью охладилось, со шва снимают излишек припоя, изделие промывают и высушивают в сушилке сухими опилками или сжатым воздухом. Пайку труб выполняют в следующем порядке: очищают напильником или шабером место пайки, наносят кисточкой флюс на место спая, прикладывают нагретый и облуженный паяльник и пруток припоя к месту спая, расплавляют припой, равномерно и медленно непрерывно перемещают паяльник по линии шва, давая припою заполнить шов. После окончания пайки и полного остывания трубы удаляют флюс, промывают трубу с теплой воде. Особенности пайки некоторых металлов и сплавов. Низкоуглеродистые стали хорошо подвергаются пайке как мягкими, так и твердыми припоями. В качестве мягких припоев применяют оловянно-свинцовые припои, а в качестве флюса — хлористый цинк или канифоль. Высокоуглеродистые и инструментальные стали можно паять медно-цинковыми и серебряными припоями. Пайку чугунных деталей выполняют латунными и серебряными припоями. Перед пайкой детали очищают от окислов, масла и обрабатываемую поверхность зачищают механическим способом. Затем в месте спая кислородно-ацетиленовым пламенем с избытком кислорода выжигают свободный графит, детали прогревают и очищают от окислов и покрывают бурой. После окончания пайки чугунные детали отжигают: нагревают до температуры 700 —750 °С, выдерживают при этой температуре в течение 20 — 25 мин, затем охлаждают на воздухе. Доброкачественный шов получается в том случае, когда поверхности спаиваемых деталей до пайки, покрывают медью. П айка нержавеющих сталей сопряжена с некоторыми трудностями, так как вследствие химического воздействия кислорода на легирующие элементы при нагреве происходит окисление поверхности стали. В целях удаления окислов и дальнейшего предупреждения их образования применяют различные флюсы (например, буру). Нержавеющие стали паяют припоем ПСр45. Медь и ее сплавы, хорошо паяются всеми способами. Пайка алюминия является весьма трудной операцией. Это связано с тем, что алюминий очень быстро окисляется на воздухе, покрываясь очень тонкой пленкой окиси, которая трудно поддается пайке. Окисную пленку удаляют в процессе пайки механическим, химическим или ультразвуковым способом. Лучшие результаты пайки алюминия дает применение ультразвуковых паяльников, которые создают в расплавленном припое колебания ультразвуковой частоты (от 20 кГц до 1 ГГц), частички припоя увлекаются, ударяют о поверхность алюминии и разрушают окисную пленку. Для ультразвуковой пайки применяют припой на цинковой или оловянной основе с добавлением кадмия и алюминия. При химическом способе окисная пленка разрушается активными флюсами. В качестве флюса применяют смесь из 10% фтористого натрия, 8% хлористого цинка, 32% хлористого лития и 50% хлористого калия. Припой плавится и заполняет шов. Для удаления остатков флюса изделие после пайки промывают. —- Мягкими припоями называются легкоплавкие припои с температурой плавления ниже 400 °С. Эти припои имеют малую механическую прочность: предел прочности при растяжении обычно не превышает 5—7 кГ/мм2. Пайку мягкими припоями можно применять почти для всех металлов в разнообразных сочетаниях, в том числе и для таких легкоплавких, как цинк, свинец, олово и их сплавы. Наиболее употребительные мягкие припои обычно содержат значительное количество олова. Мягкие припои изготовляют в виде прутков, болванок, проволоки (обычно диаметром 3 мм), трубок, набитых флюсом (вес флюса составляет около 5% веса припоя), порошка и пасты из порошка припоя с флюсом. Мягкая пайка производится паяльниками и газовыми горелками, погружением в ванны и т. д. Наиболее распространена пайка паяльниками. Рабочую часть паяльника изготовляют из меди; форма паяльника должна соответствовать форме соединения, а вес — размерам изделия и толщине металла, чтобы паяльник мог, не охлаждаясь значительно, нагреть кромки до необходимой температуры. Нагреваются паяльники на горнах, паяльных лампах и газовых горелках. Для непрерывной работы к паяльникам могут быть пристроены бензиновые или газовые горелки. Распространенным способом пайки является погружение деталей в металлические ванны с расплавленным припоем. Удобны котелки для расплавленного припоя с электрическим нагревом. Иногда, например для свинцовых труб и кабельных оболочек, производится пайка растиранием. Место пайки обливают расплавленным припоем и формуют в полурасплавленном состоянии растиранием ветошью или паклей. При мягкой пайке алюминия растирание в несколько иной форме применяется для разрушения пленки окиси алюминия, которую не могут растворить флюсы при низких температурах мягкой пайки. На нагретое до температуры пайки место наносят припой и растирают проволочной щеткой или скребком до облуживания поверхности, после чего добавляют необходимое количество припоя (технически чистый цинк или различные легкоплавкие сплавы цинка, олова, иногда с добавкой алюминия). Прочность мягких припоев незначительна, поэтому соединения, подвергающиеся значительной нагрузке, рекомендуется до пайки прочно скреплять точечной сваркой, заклепками, развальцовкой, фальцовкой, шпильками и т. д., припой в этом случае служит преимущественно для уплотнения шва и придания ему герметичности. — Пайка как метод соединения металлов, является одним из самых распространенных и в то же время мало изученных производственных процессов. Сведения по пайке большей частью отрывочны, необъективны и часто вводят в заблуждение. В настоящем руководстве Комитет пайки при Американском обществе сварщиков обобщил имеющиеся данные по мягкой пайке, стараясь дать их в ясной и сжатой форме. Согласно определению Американского общества сварщиков, пайка представляет собой процесс соединения металлов нагревом с использованием присадочного металла (обычно цветного), температура плавления которого ниже, чем основного металла. Присадочный материал распределяется в зазоре между соответствующим образом подогнанными деталями noft действием капиллярных сил. По температурному признаку пайку принято подразделять на мягкую (ниже 427 °С) и твердую (свыше 427 °С). Твердая пайка была подробно рассмотрена в.«Руководстве по твердой пайке», выпущенном Американским обществом сварщиков Материал в данном руководстве изложен в порядке, который, по мнению составителей, является наиболее удобным для понимания основных положений технологического процесса. Специалист в области пайки для получения ответов на интересующие его вопросы может обратиться к разделам о пайке соответствующих металлов и в случае необходимости может возвратиться к основным принцип&м пайки. Выбор флюса, припоя и способа нагрева в значительной степени определяется свойствами металлов, подлежащих пайке. Паяемый металл обычно выбирают исходя из специальных требований: электропроводности, веса, коррозионной стойкости и т. д. Возможность легкой пайки металла, сплава или металла с каким-либо покрытием часто определяется активностью флюса, который может быть применен. Приведенная ниже таблица дает представление о возможностях пайки металлов, сплавов и металлов с покрытиями с применением различных флюсов. Большинство металлов паяется без затруднения, если технология правильна. Выбор припоя, флюса, способов очистки и нагрева определяется условиями работы изделия. Более полно технологический процесс пайки рассматривается в главах, посвященных соединению отдельных металлов. Для того чтобы при использовании процессов, описанных в данном руководстве, получить качественное соединение, необходимо выполнять следующие требования. Пайка мягкими припоями — очень древний способ соединения металлов, но наряду с ними в последние годы в промышленности внедрены новые методы пайки, вследствие широкого распространения узлов из мелких деталей и возросших требований к их надежности. В этой книге составители стремились дать самые последние и точные сведения, но вполне понятно, что для специалиста какой-либо узкой области руководство может служить только в качестве отправной точки для решения стоящих перед ним задач. Можно надеяться, что пользование данным руководством предупредит ненужные опыты и дорогостоящие ошибки. — Мягкие припои применяют в основном для пайки изделий, неиспытывающих больших механических перегрузок и воздействия высоких температур. Предел прочности паяных соединений, выполненных мягкими припоями, не превышает 7 кгс/мм2. К мягким припоям относят сплавы на основе олова и свинца и имеющие низкую температуру плавления (ниже 400—450 °С). Для получения доброкачественного соединения при пайке мягкими припоями необходимо строго выполнить следующие операции: Пайку мягкими припоями осуществляют различными способами: паяльником, паяльной лампой или горелкой, погружением деталей в ванну с расплавленным припоем.
Реклама:Читать далее:Пайка с помощью паяльника
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Поверхность изделий перед пайкой зачищают, обезжиривают, травят, промывают, сушат и собирают.
Поверхность изделий перед пайкой зачищают, обезжиривают, травят, промывают, сушат и собирают.


 3, а, внахлестку — на рис. 3, б, тонкой пластины с толстой внахлестку — на рис. 3, в, внутренних швов труб — на рис. 361, г и толстых проводов — на рис. 3, д.
3, а, внахлестку — на рис. 3, б, тонкой пластины с толстой внахлестку — на рис. 3, в, внутренних швов труб — на рис. 361, г и толстых проводов — на рис. 3, д.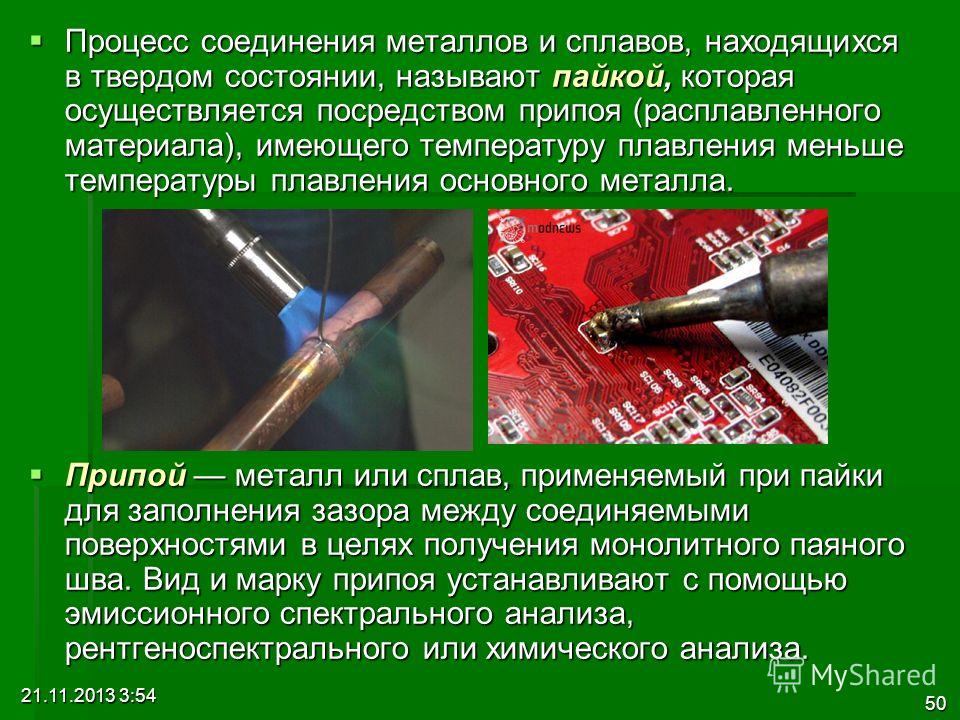
 Нагревание можно производить паяльной лампой, не допуская нагрева детали выше 900 °С.
Нагревание можно производить паяльной лампой, не допуская нагрева детали выше 900 °С. Перед пайкой поверхность изделия обезжиривают в бензине или горячем 10% -ном растворе каустической соды и протравливают в растворе кйслоты или зачищают. При механическом способе удаления окислов место шва нагревают до температуры плавления припоя, наносят расплавленный припой (цинк, олово или их сплавы) и шабером, щеткой под слоем припоя разрушают окисную пленку. Припой смачивает поверхность алюминия и образует после охлаждения шов.
Перед пайкой поверхность изделия обезжиривают в бензине или горячем 10% -ном растворе каустической соды и протравливают в растворе кйслоты или зачищают. При механическом способе удаления окислов место шва нагревают до температуры плавления припоя, наносят расплавленный припой (цинк, олово или их сплавы) и шабером, щеткой под слоем припоя разрушают окисную пленку. Припой смачивает поверхность алюминия и образует после охлаждения шов. Место пайки и пруток припоя подогревают до температуры 300 — 400 °С. Припой погружают в порошкообразный флюс, а место пайки дополнительно подогревают до температуры несколько большей температуры плавления припоя. Проводя припоем с нажимом и быстро по подогреваемому шву, флюсом удаляют окисную пленку.
Место пайки и пруток припоя подогревают до температуры 300 — 400 °С. Припой погружают в порошкообразный флюс, а место пайки дополнительно подогревают до температуры несколько большей температуры плавления припоя. Проводя припоем с нажимом и быстро по подогреваемому шву, флюсом удаляют окисную пленку. Поверхности спая должны быть хорошо очищены механическими и химическими средствами или предварительно облужены. Флюсы при пайке мягкими припоями, как правило, необходимы. Для флюсов применяются сравнительно слабо действующие на металл органические вещества или неорганические соединения, действующие сильнее и разъедающие металл. К первой группе веществ можно отнести канифоль, хорошо очищающую медь и латунь от окислов, и стеарин, особенно подходящий для пайки свинца и свинцовых сплавов.
Поверхности спая должны быть хорошо очищены механическими и химическими средствами или предварительно облужены. Флюсы при пайке мягкими припоями, как правило, необходимы. Для флюсов применяются сравнительно слабо действующие на металл органические вещества или неорганические соединения, действующие сильнее и разъедающие металл. К первой группе веществ можно отнести канифоль, хорошо очищающую медь и латунь от окислов, и стеарин, особенно подходящий для пайки свинца и свинцовых сплавов. Наиболее удобны в работе распространенные на производстве паяльники с электрическим нагревом, которые обеспечивают наивысшую производительность и наилучшие условия труда. Горелки для мягкой пайки работают на дешевых промышленных или природ-’ ных горючих газах, сжигаемых с воздухом.
Наиболее удобны в работе распространенные на производстве паяльники с электрическим нагревом, которые обеспечивают наивысшую производительность и наилучшие условия труда. Горелки для мягкой пайки работают на дешевых промышленных или природ-’ ных горючих газах, сжигаемых с воздухом.

 Если металл паяется трудно, то следует применить более активный флюс или прибегнуть к специальным флюсам и припоям. Некоторые металлы настолько трудно паяются с применением любых флюсов, что целесообразно применить какой-нибудь другой способ соединения.
Если металл паяется трудно, то следует применить более активный флюс или прибегнуть к специальным флюсам и припоям. Некоторые металлы настолько трудно паяются с применением любых флюсов, что целесообразно применить какой-нибудь другой способ соединения.


Пайка мягкими припоями
Перед пайкой мягкими припоями детали подгоняют друг к другу, а места спайки тщательно очищают от грязи и жировых веществ. Очистка осуществляется механическим и химическим способами. Первый выполняют напильниками, щетками, шаберами, наждачным полотном, второй промывкой в бензине или керосине.
Очистка осуществляется механическим и химическим способами. Первый выполняют напильниками, щетками, шаберами, наждачным полотном, второй промывкой в бензине или керосине.
Места спайки деталей предварительно облуживают и покрывают флюсами, которые выбирают в зависимости от свойств спаиваемых металлов и припоев.
Рабочую часть паяльника тщательно очищают от грязи, подогревают и облуживают. Перегрев паяльника не допускается; в зависимости от припоя температура нагрева паяльника должна быть от 200 до 600° С. Нагретые паяльники класть на стол или верстак нельзя, они быстро отдадут свое тепло и могут легко загрязниться. Паяльники кладут на специальные подставки.
На шов спаиваемых частей изделий паяльником наносят припой, после чего шов подогревают паяльником до полного покрытия шва припоем. Если припой не расходится по шву спаиваемого изделия, шов вторично покрывают флюсом.
Спаянный шов тщательно очищают, промывают, протирают сухой ветошью.
При необходимости паяное изделие испытывают на герметичность.
Пример паяния стального цилиндра оловянно-свинцовым припоем с применением простого паяльника (рис. 228, а). Прежде всего, выполняют подготовку. Кромки цилиндра зачищают напильником и ударами молотка плотно подгоняют друг к другу. Затем в одну коробку насыпают канифоль, во вторую — порошок нашатыря и мелкие кусочки оловянно-свинцового припоя для облуживания паяльника, а третью коробку наполняют хлористым цинком. Перед паянием облуживают паяльник. Для этого его нагревают и погружают рабочим концом в хлористый цинк, а потом в коробку с нашатырем, смешанным с кусочками припоя. Если к концу паяльника не будет присоединяться флюс с припоем, паяльник не нагрелся и его следует еще подогреть, а затем приступить к паянию.
Рис. 228. Паяние: а — стального цилиндра, б—е — тройникового соединения
Облуженным и очищенным в нашатыре паяльником нагревают место пайки, одновременно расплавляя поднесенный к концу паяльника припой. Когда припой покроет в достаточной мере место пайки, его отводят от паяльника. Чтобы лучше разогреть находящийся на месте пайки припой и заставить его проникнуть внутрь шва, по шву водят горячим паяльником.
Чтобы лучше разогреть находящийся на месте пайки припой и заставить его проникнуть внутрь шва, по шву водят горячим паяльником.
Если припой начнет садиться кусочками и тянуться за паяльником, значит, паяльник остыл и его нужно подогреть. Если припой не будет приставать к паяльнику после его подогрева, то это значит, что паяльник перегрет. В таких случаях паяльник охлаждают на воздухе или в воде. После этого конец паяльника снова облуживают, предварительно запилив драчевым напильником, чтобы его рабочие поверхности были чистыми и имели правильную форму.
Если припой во время паяния будет скатываться шариками, не приставая к спаиваемому металлу, значит, место пайки плохо смазано кислотой или оно после было загрязнено. Такие места протравливают хлористым цинком и обрабатывают шабером.
Мягкая пайка
Мягкая пайкаМягкая пайка
|
Мягкая пайка — полезный процесс для соединения металлов многих типов, особенно небольших сложных деталей, которые могут быть деформированы или повреждены при более высоких температурах. В описанном здесь процессе в качестве источника тепла используется газовая горелка. Кредит для этого процесса должен быть предоставлен участникам Gauge 1 Yahoo group , который помог мне начать работу с мягкой пайкой. |
Пример мягкой пайки. Тендер на поставку тепловоза 1 колеи. |
||||||
|
|
|
|
|
|
|
|
|
|
Несмотря на то, что для мягкой пайки используется низкая температура, соединения получаются очень прочными, если они выполнены правильно. Его можно использовать, чтобы сделать контейнеры непроницаемыми для жидкостей, как в тендере, показанном выше, который был свинчен вместе, а затем спаян для герметизации. |
|||||||
|
|
|
|
|
|
|
|
|
|
Используемый припой был электрического типа. В этом припое было некоторое количество серебра, а не просто чистое олово. Температура плавления составляла приблизительно 215°С. |
Мягкий припой |
||||||
|
|
К припою было приобретено флюсовое масло Bakers No3. |
||||||
|
|
|
|
|
|
|
|
|
|
В этом примере 2 куска латунной пластины были спаяны вместе, образуя прямой угол. Соединение было усилено куском латунного уголка с внутренней стороны. |
|||||||
|
|
|
|
|
|
|
|
|
|
Сначала все сопрягаемые поверхности были очищены с помощью «Скотчбрайта» или кухонной мочалки. |
Очищенные детали готовы к сборке |
||||||
|
|
|
|
|
|
|
|
|
|
Затем детали были собраны с небольшим количеством жидкости для выпечки на сопрягаемых поверхностях. В этом примере вертикальный кусок латуни поддерживался куском дерева и канцелярской булавкой. Низкая температура мягкой пайки позволяет использовать древесину для удержания позиций деталей. Затем несколько отрезков припоя были отрезаны и помещены вдоль стыка, а затем с помощью палочки на палочке поверх припоя было добавлено еще немного флюса. |
Соединение готово к нагреву |
||||||
|
|
|
|
|
|
|
|
|
|
Наконец, детали были нагреты с помощью газовой горелки на очень слабом пламени. Мягкое тепло было направлено на соединяемые детали, а не на сам припой. Припой оставляли плавиться за счет проводимости. Там, где это было возможно, нагревали сторону деталей, противоположную той, где находился припой |
Нагрев деталей |
||||||
|
|
|
|
|
|
|
|
|
|
Нормальное пламя пайки |
Пламя для мягкой пайки с минимальным нагревом. |
Сравнение настроек нагревательного пламени. |
|||||
|
|
|
|
|
|
|
|
|
|
|
Готовый стык после охлаждения и очистки. Закалка может использоваться для охлаждения более толстых деталей, но ее следует избегать для более тонких деталей, которые могут деформироваться. Очистка важна, если используется «пекарская» жидкость, так как она может начать разъедать металл, если ее не трогать. Очистку можно выполнить с помощью Scotchbrite или тонкой проволочной щетки. |
||||||
|
|
|
|
|
|
|
|
|


 Изображения ниже были сделаны, чтобы показать, как пламя было выключено, чтобы избежать расплавления припоя до того, как изделие станет достаточно горячим.
Изображения ниже были сделаны, чтобы показать, как пламя было выключено, чтобы избежать расплавления припоя до того, как изделие станет достаточно горячим. 
|
ДОМ |
|
ЭЛЕКТРОННАЯ ПОЧТА |
|
СПИНА |
Попробуйте что-нибудь новое! 6 вещей, которые вам нужно знать о декоративных методах мягкой пайки от Soldered Alchemy
Я экспериментировал с методами мягкой пайки на протяжении многих лет, но у меня никогда не было мотивации по-настоящему изучить этот доступный альтернативный метод пайки. Когда вышла книга Soldered Alchemy [партнерская ссылка] от Laura Beth Love была опубликована, у меня была всякая мотивация — 24 проекта, если быть точным!
Когда вышла книга Soldered Alchemy [партнерская ссылка] от Laura Beth Love была опубликована, у меня была всякая мотивация — 24 проекта, если быть точным!
Если вы не знакомы с мягкой пайкой, вам нужно знать некоторые вещи заранее.
Во-первых, нет пламени! Нет факела! Вы используете низкотемпературный, бессвинцовый, мягкий припой с беспламенным паяльником, подобным тем, которые используются в витражах. Низкие температуры означают, что вы можете паять где угодно — за кухонным столом, на заднем крыльце и даже в парке, если у вас есть беспроводной паяльник. ( Пленэр Изготовление ювелирных изделий, кто-нибудь?)
Примечание. Мягкая пайка не предназначена для соединения двух металлических частей вместе, как традиционная пайка. Создает формы из проволоки и декоративные металлические эффекты на различных объектах.
Вот шесть вводных фрагментов информации об изготовлении ювелирных изделий с помощью мягкого припоя, выдержки из книги Лауры Бет Soldered Alchemy , а также немного приятного для глаз, чтобы вы могли увидеть, насколько универсальна и изящна эта техника!
6 Жала для мягкой пайки
1. Мягкий припой — это металл из серебряного сплава, который можно расплавить и придать форму с помощью паяльника для создания рамки вокруг объекта, а также для покрытия и заполнения проводов в ювелирных проектах.
Мягкий припой — это металл из серебряного сплава, который можно расплавить и придать форму с помощью паяльника для создания рамки вокруг объекта, а также для покрытия и заполнения проводов в ювелирных проектах.
2. Припой прилипает только к медной фольге и медным и серебряным проводам; он не прилипает к стеклу, камням, жемчугу или осколкам керамического фарфора. Чтобы спаять эти поверхности, вы создадите вокруг них медную фольгу или каркас из фольги и проволоки.
3. Используйте качественный паяльник (не менее 100 Вт) с отдельным реостатным управлением. Реостат регулирует электрический ток, позволяя регулировать температуру паяльника для различных декоративных эффектов пайки. Это может быть одна из самых сложных частей в пайке. и еще одна вещь, которая просто требует настойчивости, терпения и практики. Если температура вашего реостата слишком высока, припой не будет держать форму и расплавится. Если ваша температура слишком низкая, ваш припой будет образовывать острые точки и пики.
4. Для декоративных техник пайки, таких как приподнятые капли, легче использовать жало меньшего размера, которое позволяет собирать меньшее количество припоя с большей точностью. Но можно создать декоративный эффект пайки с помощью стандартного жала паяльника; просто нужно больше практики.
5. Содержите жало паяльника в чистоте и блеске. Другим важным элементом для вашей установки для пайки является блок нашатырного спирта. Он используется для очистки и лужения жала вашего паяльника. Если вы обнаружите, что припой отказывается прилипать к наконечнику утюга, вероятно, его необходимо повторно залудить. Нанесите небольшое количество флюса на блок аммиака и осторожно потрите горячим жалом паяльника блок, на который вы нанесли флюс. Затем возьмите немного припоя горячим жалом. Припой должен покрыть жало паяльника и сделать его блестящим. Залуживайте жало паяльника после каждого сеанса пайки, прежде чем выключить утюг, чтобы подготовить его к следующему использованию. Примечание. В процессе лужения наконечника нашатырным спиртом образуются опасные пары, поэтому делайте это только в хорошо проветриваемом помещении или на улице.
Примечание. В процессе лужения наконечника нашатырным спиртом образуются опасные пары, поэтому делайте это только в хорошо проветриваемом помещении или на улице.
6. Несколько марок бессвинцовых припоев, представленных на рынке, подходят для изготовления ювелирных изделий. Некоторые, например Silvergleem, содержат небольшое количество серебра. В целях безопасности используйте для создания украшений только бессвинцовый припой.
«Когда вы так долго работаете с определенным материалом, вы узнаете его так, как если бы вы были близким другом», — пишет Лаура. «После долгих экспериментов и экспериментов с ювелирными изделиями я обнаружил, что при сочетании двух распространенных ювелирных техник — намотки проволоки и мягкой пайки — происходит что-то волшебное. В сочетании проволока и мягкий припой создают совершенно новую ювелирную технику, конечный результат которой имеет заманчивый внешний вид и ощущение, не похожее ни на что другое, отсюда и алхимия».
]
Soldered Alchemy [партнерская ссылка] также охватывает смежные темы, такие как лужение («процесс покрытия металлического предмета, провода или жала припоем»), «шунтирование» проводов расплавленным мягким припоем для создания твердых поверхностей, добавления патины к изделиям из мягкой пайки, использования ленты из медной фольги для обертывания разбитого фарфора, морского стекла и подобных предметов в ваших ювелирных изделиях из мягкой пайки, а также декоративной пайки.
