Как правильно выбрать паяльник для пайки радиодеталей. Какой припой и флюс лучше использовать при монтаже. Каковы особенности пайки различных радиоэлементов. На что обратить внимание при подготовке к пайке.
Выбор паяльника для монтажа радиоэлементов
При выборе паяльника для пайки радиодеталей следует учитывать несколько важных факторов:
- Мощность. Для большинства радиомонтажных работ оптимальна мощность 25-40 Вт.
- Форма и размер жала. Для мелких деталей подойдет тонкое конусообразное жало, для более крупных — плоское или клиновидное.
- Наличие регулировки температуры. Позволяет настроить оптимальный режим пайки для разных типов деталей.
- Материал жала. Лучше выбирать паяльники с медным жалом, покрытым железом или хромом.
Для учебных целей часто используются паяльники на безопасное напряжение 42 В. Это снижает риск поражения током при неосторожном обращении.
Припои и флюсы для пайки радиоэлементов
Правильный выбор припоя и флюса — важное условие качественной пайки. Какие материалы лучше использовать?

Припои для радиомонтажа
Для пайки радиодеталей обычно применяют оловянно-свинцовые припои марок ПОС-61, ПОС-40. Они обеспечивают низкую температуру плавления и хорошую смачиваемость. Для бессвинцовой пайки подойдут припои SAC305, SN100C.
Флюсы для пайки
В качестве флюса при монтаже радиоэлементов используют:
- Канифоль (сосновую смолу) в твердом виде
- Спиртовой раствор канифоли (15-20%)
- Паяльные пасты на основе канифоли
Категорически запрещено применять кислотные флюсы — они вызывают коррозию и нарушают электрический контакт со временем.
Подготовка к пайке радиодеталей
Перед началом пайки необходимо выполнить подготовительные операции:
- Очистить контактные площадки и выводы деталей от окислов и загрязнений.
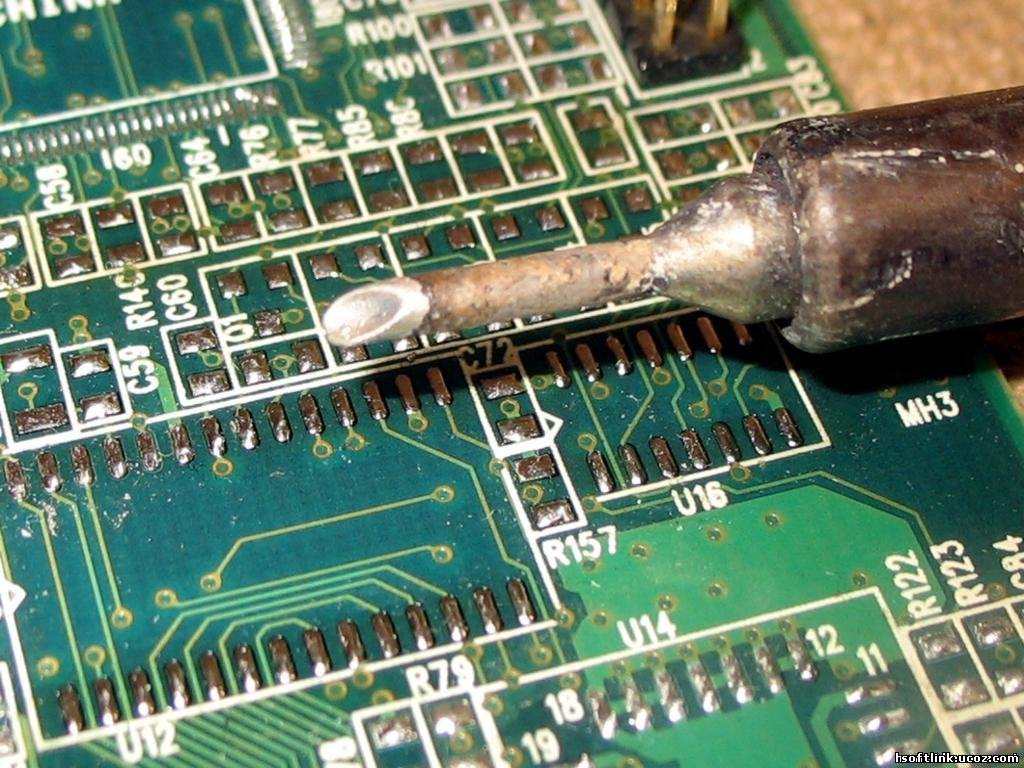
- Залудить жало паяльника, покрыв его тонким слоем припоя.
- Нанести на спаиваемые поверхности тонкий слой флюса.
- Проверить исправность радиодеталей перед монтажом.
- Сформировать выводы компонентов в соответствии с требованиями монтажа.
Тщательная подготовка — залог качественной пайки и надежной работы устройства.
Технология пайки радиоэлементов
Процесс пайки радиодеталей включает следующие основные этапы:
- Прогрев места пайки в течение 2-3 секунд.
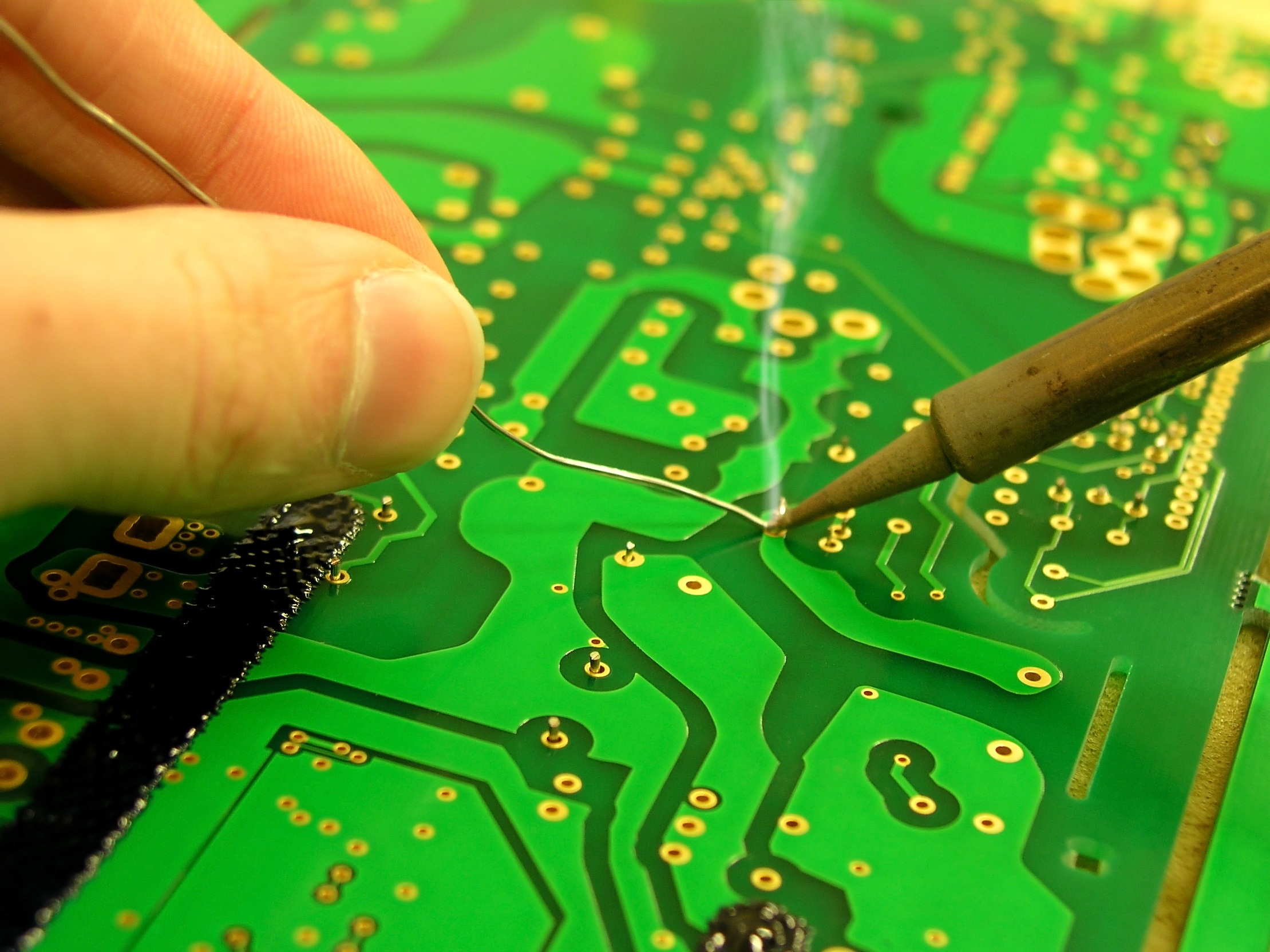
- Подача припоя в место контакта паяльника и детали.
- Формирование галтели припоя вокруг вывода.
- Удаление паяльника и остывание соединения.
Важно соблюдать оптимальную температуру пайки. Слишком низкая приведет к некачественному соединению, а слишком высокая может повредить компоненты.
Особенности пайки различных радиоэлементов
Разные типы радиодеталей имеют свою специфику пайки:
Пайка резисторов и конденсаторов
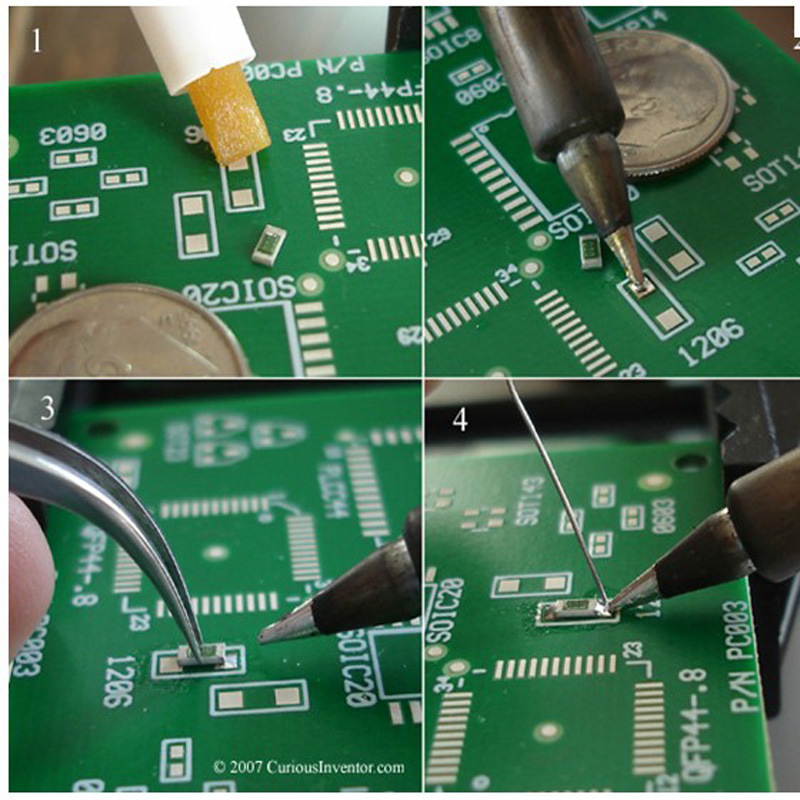
При пайке этих компонентов важно не перегревать их корпус. Паяльник прикладывают к контактной площадке, а не к выводу детали. Время пайки — не более 2-3 секунд.
Монтаж полупроводниковых приборов
Транзисторы и диоды чувствительны к перегреву. При их пайке используют теплоотвод в виде пинцета, зажимающего вывод между местом пайки и корпусом. Паяют быстро, не более 1-2 секунд на вывод.
Пайка микросхем
Для пайки микросхем применяют паяльники малой мощности с тонким жалом. Паяют каждый вывод отдельно, следя за отсутствием замыканий между соседними выводами.
Типичные ошибки при пайке радиоэлементов
Начинающие радиолюбители часто допускают ошибки при монтаже. Рассмотрим наиболее распространенные из них:
- Использование грязного или окисленного жала паяльника
- Недостаточный или избыточный прогрев места пайки
- Применение слишком большого количества припоя
- Касание паяльником корпуса детали
- Неправильное формирование выводов компонентов
Избегая этих ошибок, можно значительно повысить качество монтажа и надежность работы устройства.
Контроль качества пайки радиоэлементов
Грамотная оценка качества паяных соединений — важный этап монтажа. На что обратить внимание?
- Внешний вид. Качественный паяный шов имеет гладкую блестящую поверхность, вогнутый мениск.
- Прочность соединения. При легком механическом воздействии припой не должен растрескиваться или отслаиваться.
- Отсутствие перемычек. Между соседними проводниками не должно быть случайных соединений припоем.
- Электрические параметры. Проверка с помощью мультиметра отсутствия обрывов и короткого замыкания.
При обнаружении дефектов необходимо выполнить перепайку соединения.
Особенности монтажа радиотехнических элементов
Глава VI. МОНТАЖ И ИССЛЕДОВАНИЕ
РАДИОТЕХНИЧЕСКИХ УСТРОЙСТВ
6.1. Особенности монтажа радиотехнических элементов
При монтаже радиотехнических элементов применяют скрутку (холодную пайку) и горячую пайку. Следует иметь в виду, что “холодная пайка” при эксплуатации собранного устройства может быть горячей (нагревается место скрутки проводов вследствие повышенного сопротивления), а горячая пайка всегда холодная.
Для
пайки радиоэлементов обычно используют оловянно-свинцовый припой и
канифольный флюс (сухая канифоль или раствор канифоли в спирте).
Использовать для пайки радиоэлементов кислотный флюс нельзя, так как с
течением времени электрический контакт в месте пайки может нарушиться. Пайку
производят электрическим паяльником с медным наконечником. В учебных
заведениях применяются паяльники, рассчитанные на напряжение 42 В.
Флюс при пайке необходим для смачивания спаиваемых поверхностей и равномерного растекания припоя. Флюс защищает место пайки от окисления. Качественная пайка получается при определенной температуре жала паяльника, а, следовательно, при определенной температуре поверхности спаиваемых деталей. При недостаточной температуре припой образует кашеобразную массу, которая при остывании не обеспечивает надежного механического и электрического контакта. При высокой температуре жала паяльника очень быстро выгорает канифольный флюс, загрязняется жало паяльника и поверхность спаиваемых деталей.
При пайке необходимо
следить, чтобы жало паяльника было залужено (покрыто тонким слоем олова) и
не содержало сгоревших остатков канифольного флюса. Если жало покрыто слоем
окалины, то выполнить пайку радиоэлементов будет невозможно, так как
теплопроводность окалины меньше теплопроводности олова и меди,
следовательно, тепловой поток от паяльника к месту пайки будет существенно
ослаблен, место пайки не прогреется и к нему с помощью жала паяльника нельзя
доставить порцию припоя.
Перед пайкой спаиваемые детали должны быть тщательно очищены от окислов и покрыты канифольным лаком (15-20 % раствор канифоли в спирте). Подготовленные к пайке монтажные провода должны иметь оголенную часть не более 2-3 миллиметров, при пайке обмоточных проводов ПЭВ (провод эмалевый влагостойкий) необходимо удалить с поверхности провода изоляционный лак. Залуживание жала паяльника производят следующим образом: жало горячего паяльника зачищают напильником и как можно быстрее касаются им флюса и припоя. Удобно пользоваться мелкой металлической сеткой, на которой находится флюс и припой. Окислы с поверхности жала паяльника удаляют, прижимая жало к поверхности металлической сетки и перемещая его; при этом канифольный флюс защищает жало от окисления. Место пайки должно прогреваться паяльником 3-5 секунд (паяльником не рекомендуется пользоваться как кисточкой).
При монтаже необходимо правильно формировать выводы
радиоэлементов. На рисунке 6.1 приведены примеры правильного и
неправильного формирования выводов резистора для монтажа на плате из
фольгированного материала.
При пайке радиоэлементов пинцет используется не только для удержания радиоэлементов, а также в качестве теплоотвода.
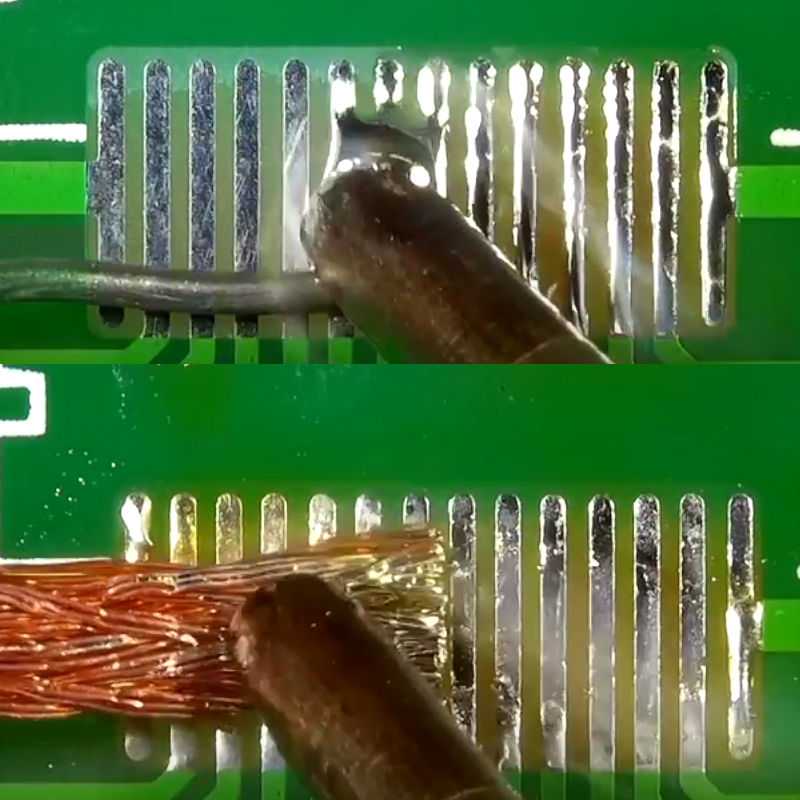
Для пайки микросхем и других мелких деталей необходим паяльник с малым жалом. При отсутствии такого паяльника можно воспользоваться стандартным паяльником, намотав на его жало медный провод так, как показано на рисунке 6.2.
Перед монтажом радиоэлементов их необходимо проверить. Резисторы проверяют с помощью омметра, измеряя их сопротивление постоянному току. Большинство конденсаторов можно проверить, измеряя их емкость методом вольтметра-амперметра. Катушки индуктивности
Исправность
полупроводниковых диодов проверяют омметром,
измеряя сопротивление р-n перехода в прямом и обратном направлениях. В
прямом направлении сопротивление диода малое, в обратном — большое (следует
учесть, что омметром, выполненным по параллельной схеме, сопротивление
кремниевого диода в прямом направлении измерить не удается, так как
напряжение на зажимах омметра недостаточно для преодоления потенциального
барьера р-n перехода). При проверке транзисторов нужно проверить не
только исправность двух р-n переходов, но и сопротивление между выводами
эмиттер-коллектор транзистора. Оно должно быть большим.
В
прямом направлении сопротивление диода малое, в обратном — большое (следует
учесть, что омметром, выполненным по параллельной схеме, сопротивление
кремниевого диода в прямом направлении измерить не удается, так как
напряжение на зажимах омметра недостаточно для преодоления потенциального
барьера р-n перехода). При проверке транзисторов нужно проверить не
только исправность двух р-n переходов, но и сопротивление между выводами
эмиттер-коллектор транзистора. Оно должно быть большим.
Пайка печатных плат на заказ | Цена от 0.12 ₽ за 1 точка пайки
- Услуги и цены
- Печатные платы
- Пайка печатных плат
- Пайка печатных плат на заказ
Цена: от
0 р.
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
- Описание
- Отзывы (0)
- Вопросы
Необходима пайка печатных плат на заказ в Нижнем Новгороде? Компания «Вектор» к вашим услугам! Качественное изготовление печатных плат гарантировано! Если вам необходима металлообработка на заказ, то заказать данную услугу вы можете в компании «Вектор». Мы сотрудничаем с физическими лицами, с представителями среднего, малого и крупного бизнеса из различных промышленных отраслей, предлагая обширный комплекс работ. Возможности ООО «Вектор» позволяют нам изготавливать любые изделия по чертежам заказчика «под ключ» в Нижнем Новгороде по доступной цене. Производство печатных плат заказать недорого в Нижнем Новгороде можно у нас!
Мы сотрудничаем с физическими лицами, с представителями среднего, малого и крупного бизнеса из различных промышленных отраслей, предлагая обширный комплекс работ. Возможности ООО «Вектор» позволяют нам изготавливать любые изделия по чертежам заказчика «под ключ» в Нижнем Новгороде по доступной цене. Производство печатных плат заказать недорого в Нижнем Новгороде можно у нас!
Преимущества компании «Вектор»:
- Наличие собственной производственной базы.
- Использование высокотехнологичного оборудования.
- Высокое качество продукции в сочетании с доступными ценами.
- Короткие сроки выполнения заказов.
Команда профессионалов выполняет работы в срок и недорого, за консультацией Вы можете обратиться по телефону или оставить заявку на сайте, и наш менеджер сам Вам перезвонит. Заказать услуги по обработке металла можно таким же образом, после устного согласования мы составляем договор и передаем его Вам для изучения, мы подписываем его и приступаем к выполнению условий, прописанных в нем.
Если необходима пайка печатных плат на заказ в Нижнем Новгороде, воспользуйтесь кнопкой «Заказать». При возникновении каких-либо вопросов, звоните по указанному номеру телефона:
Телефон: 8(495)644-45-26 +7(49244)98-32-1 +7(49244)98-44-4Показать телефон
Задайте свой вопрос
Смотрите также:
Селективная пайка печатных плат (1 точка пайки)
Селективная пайка печатных плат в Нижнем НовгородеНе знаете где заказать селективную пайку печатных плат в Нижнем Нов…
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
Пайка радиоэлементов на печатных платах (1 точка пайки)
Пайка радиоэлементов на печатных платах в Нижнем НовгородеНе знаете где заказать пайку радиоэлементов на печатных пла. ..
..
0,12 р.
RUB
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
Пайка печатных плат (1 точка пайки)
Пайка печатных плат в Нижнем НовгородеНе знаете где заказать пайку печатных плат в Нижнем Новгороде? Компания ‘Вектор. ..
..
от 0 р.
RUB
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
Автоматическая пайка печатных плат (1 точка пайки)
Автоматическая пайка печатных плат в Нижнем НовгородеХотите заказать автоматическую пайку печатных плат в Нижнем Новг. ..
..
от 0 р.
RUB
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
Пайка компонентов на печатные платы (1 точка пайки)
Пайка компонентов на печатные платы в Нижнем НовгородеНе знаете где заказать пайку компонентов на печатные платы в Н. ..
..
от 0 р.
RUB
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
Пайка печатных плат по госту (1 точка пайки)
Пайка печатных плат по госту в Нижнем НовгородеНе знаете где заказать пайку печатных плат по госту в Нижнем Новгороде. ..
..
от 0 р.
RUB
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
Печатные платы под пайку (1 точка пайки)
Печатные платы под пайку в Нижнем НовгородеНе знаете где заказать печатные платы под пайку в Нижнем Новгороде? Компан. ..
..
от 0 р.
RUB
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
Ручная пайка печатных плат (1 точка пайки)
Ручная пайка печатных плат в Нижнем НовгородеНе знаете где заказать ручную пайку печатных плат в Нижнем Новгороде? Ко. ..
..
от 0 р.
RUB
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
Пайка элементов печатных плат (1 точка пайки)
Пайка элементов печатных плат в Нижнем НовгородеНе знаете где заказать пайку элементов печатных плат в Нижнем Новгоро. ..
..
от 0 р.
RUB
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
Пайка деталей в печатную плату (1 точка пайки)
Пайка деталей в печатную плату в Нижнем НовгородеНе знаете где заказать пайку деталей в печатную плату в Нижнем Новго. ..
..
0.12 р.
RUB
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
Отмывка печатных плат после пайки (1 точка пайки)
Отмывка печатных плат после пайки в Нижнем НовгородеНе знаете где заказать отмывку печатных плат после пайки в Нижнем. ..
..
1 р.
RUB
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
Волновая пайка печатных плат (1 точка пайки)
Волновая пайка печатных плат в Нижнем НовгородеНе знаете где заказать волновую пайку печатных плат в Нижнем Новгороде.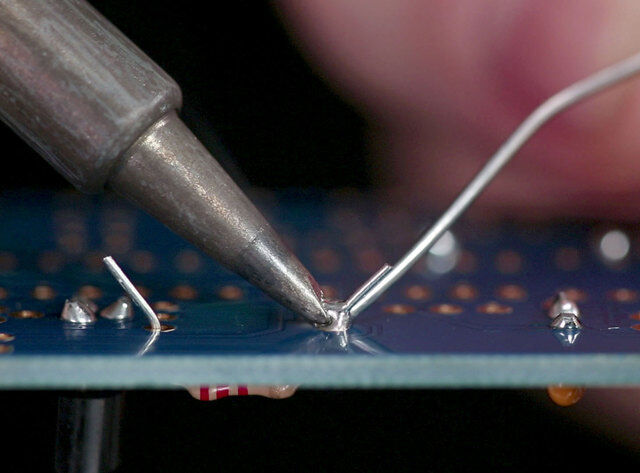 ..
..
1 р.
RUB
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
Пайка керамических печатных плат (1 точка пайки)
Пайка керамических печатных плат в Нижнем НовгородеНе знаете где заказать пайку керамических печатных плат в Нижнем Н. ..
..
1 р.
RUB
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
Лазерная пайка печатных плат (1 точка пайки)
Лазерная пайка печатных плат в Нижнем НовгородеНе знаете где заказать лазерную пайку печатных плат в Нижнем Новгороде. ..
..
1 р.
RUB
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
Конвекционная пайка печатных плат (1 точка пайки)
Конвекционная пайка печатных плат в Нижнем НовгородеНе знаете где заказать конвекционную пайку печатных плат в Нижнем. ..
..
1 р.
RUB
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
Печатная плата для пайки микросхем
Печатная плата для пайки микросхем в Нижнем НовгородеНе знаете где заказать печатную плату для пайки микросхем в Нижн. ..
..
от 55 р.
RUB
Выслать проект, проконсультироваться, узнать цену можно в WhatsApp
Подготовка к фестивалю – Калашников-Технофест
3-12 февраля 2023
Требования к оборудованию
ПОЛИТЕХНИЧЕСКАЯ ОЛИМПИАДА
учащиеся 1-7 классов общеобразовательных школ, 3 человека команды: и студенты первого курса среднего профессионального образования.
Участникам будут предложены задания, требующие знания электроники, дизайна и программирования. Участникам потребуется умение обращаться с измерительными приборами и устройствами (линейки, штангенциркули, мультиметр, осциллограф), навыки работы с 3D-принтером и программами: Compass 3D, Autodesk Fusion, Arduino IDE, Visual Studio. Основными направлениями Олимпиады являются:
Участникам потребуется умение обращаться с измерительными приборами и устройствами (линейки, штангенциркули, мультиметр, осциллограф), навыки работы с 3D-принтером и программами: Compass 3D, Autodesk Fusion, Arduino IDE, Visual Studio. Основными направлениями Олимпиады являются:
- 3D-моделирование, дизайн и 3D-печать;
- Электроника, электротехника, пайка радиоэлементов;
- Программирование и разработка алгоритмов.
СОРЕВНОВАНИЯ
На данной площадке планируется проведение соревнований колесных роботов и беспилотных летательных аппаратов, собранных как на основе известных роботокомплектов, так и имеющих оригинальные конструкции.
МОБИЛЬНЫЕ РОБОТЫ
- (LL) LEGO League: Бои дистанционно и автономно управляемых мобильных роботов, собранных из конструкторов LEGO. Габариты робота должны быть не более 250х250х250 мм, вес не более 1 кг.
Участники: : Учащиеся 5-9 классов общеобразовательных школ, учреждений дополнительного образования.
- (L1) Лига 1: Бои дистанционно и автономно управляемых мобильных роботов, собранных из оригинальных деталей собственного изготовления или конструкторов (кроме LEGO или его аналогов). Габариты робота должны быть не более 180х180х180 мм, вес не более 1 кг.
Участники: : Учащиеся 7-11 классов общеобразовательных школ, учреждений дополнительного, среднего профессионального образования. - (L2) Лига 2: Бои дистанционно и автономно управляемых мобильных роботов, собранных из оригинальных деталей собственного изготовления или конструкторов (кроме LEGO или его аналогов). Габариты робота должны быть не более 300х300х300 мм, вес не более 2 кг.
Участники: Учащиеся 9-11 классов общеобразовательных школ, учреждений дополнительного, среднего профессионального образования и высшего профессионального образования, коллективы предприятий. - (L5) Лига 5: Бои дистанционно и автономно управляемых мобильных роботов, собранных из оригинальных деталей собственного производства или конструкторов (кроме LEGO или его аналогов).
 Габариты робота должны быть не более 350х350х350 мм, вес не более 5 кг.
Габариты робота должны быть не более 350х350х350 мм, вес не более 5 кг.
Участники: Учащиеся 9-11 классов общеобразовательных школ, учреждений дополнительного, среднего профессионального образования и высшего профессионального образования, коллективы предприятий. - (ФС) Роботы фигурное катание: Программирование мобильных роботов для движения по криволинейным траекториям, выполнения сложных маневров за время. Оцениваются время и точность выполнения траектории с ошибками 1 мм и 0,1 с соответственно. Траектории задаются в параметрическом или аналитическом виде. Допускается использование роботов, соответствующих требованиям лиги роботов LL, L1 – L5.
Участники: Учащиеся 5-11 классов общеобразовательных школ, учреждений дополнительного, среднего профессионального образования и высшего профессионального образования, коллективы предприятий.
БПЛА
Участники: Учащиеся 7-11 классов общеобразовательных школ, учреждений дополнительного, среднего профессионального и высшего профессионального образования, коллективы предприятий.
- (DM) Drone Racing Mini: Пилотирование БПЛА на трассе с препятствиями. Расстояние между диагонально расположенными моторами не более 180 мм. Управление дроном дистанционное.
- (D) Drone Racing: Пилотирование БПЛА на полосе препятствий. Расстояние между диагонально расположенными двигателями от 180 до 400 мм. Управление дроном дистанционное.
- (A) Автономный полет: Программирование БПЛА, оснащенного датчиками распознавания цветовых маркеров и автономного пилотирования. Дрон, работающий в автономном режиме с установленной системой распознавания видеоизображения, должен «захватить» максимальное количество цветовых маркеров, размещенных определенным образом на ограниченной территории. Учитывается количество «захваченных» маркеров и время. Расстояние между диагонально расположенными двигателями до 400 мм. Вес должен быть не более 2 кг.
Обучающие видео
Здравствуйте! Мы начинаем серию видеоуроков, которые помогут вам подготовиться к участию в фестивале робототехники «Калашников ТехноФест». Мы подробно рассмотрим основные вещи, связанные с программированием микроконтроллеров в среде Arduino IDE, проектированием 3D-моделей различных деталей. Мы рассмотрим основы работы с 3D-принтером и станком лазерной резки. Мы обратим внимание на особенности, связанные с каждым направлением фестиваля — соревнованиями мобильных роботов и дронов и Политехнической олимпиадой.
Мы подробно рассмотрим основные вещи, связанные с программированием микроконтроллеров в среде Arduino IDE, проектированием 3D-моделей различных деталей. Мы рассмотрим основы работы с 3D-принтером и станком лазерной резки. Мы обратим внимание на особенности, связанные с каждым направлением фестиваля — соревнованиями мобильных роботов и дронов и Политехнической олимпиадой.
-
Урок 1. Основы схемотехники
-
Урок 2. Основы пайки и сборки радиодеталей
-
Урок 3.1. Основы 3D моделирования и дизайна
-
Урок 3.
 2. Сборка в Kompas3D
2. Сборка в Kompas3D
-
Урок 4. Основы работы с 3D-принтером и станком лазерной резки
-
Урок 5. Программирование микроконтроллера
-
Урок 6. Датчики робота
-
Урок 7. От конструкции к алгоритму управления мобильным роботом
-
Урок 8.
 Дистанционное управление роботами
Дистанционное управление роботами
-
Урок 9. Алгоритмы движения автономного робота
-
Урок 10. Фигурное катание
-
Урок 11. Сборка и настройка квадрокоптера
-
Урок 12. Настройка raspberry pi для квадрокоптера
-
Урок 13.
 Подготовка к автономному полету
Подготовка к автономному полету
-
Мастерская электроники к Политехнической олимпиаде
-
Мастер-класс по программированию для политехнической олимпиады
-
Демонстрация полигона для мобильных роботов и пример работы программы, разработанной для робота Lego
-
Пример движения мобильного робота на соревнованиях по фигурному катанию
-
Подготовка трассы к соревнованиям беспилотных летательных аппаратов (БПЛА)
РЕШЕНО: продлит ли жизнь новый датчик угарного газа впайка? — Nest Protect
Умный детектор дыма от Nest Labs, создателя Nest Learning Thermostat.
3 вопроса Посмотреть все
Нику @nicu95017
Рем: 61
3
2
Опубликовано:
Опции
- Постоянная ссылка
- История
- Подписаться
Если я впаю новый датчик угарного газа, смогу ли я продлить его срок службы еще на 7 лет? Или будильник начнет срабатывать как просроченный 9 ноября?0003
Ответил! Посмотреть ответ У меня тоже есть эта проблема
Хороший вопрос?
Да №
Оценка 2
Отмена
Выбранное решение
СкоттБ @scottb73643
Реп: 307
Ремонт iOS Скоттом
4
1
Опубликовано:
Опции
- Постоянная ссылка
- История
Обычно я большой сторонник расширения электроники — однако устройство безопасности жизни, которое защищает вас и вашу семью, не должно быть изменено, но должно быть заменено в соответствии со спецификациями производителя — очевидно, вас беспокоит просроченный сигнал тревоги — простая замена датчика может не помочь помогите — я понимаю вашу проблему приличия —
Был ли этот ответ полезен?
Да №
Оценка 4
Отменить
Нику @nicu95017
Рем: 61
3
2
Опубликовано:
Опции
- Постоянная ссылка
- История
Catalin,
Они программно заблокированы, поэтому срок их действия истекает, даже если вы припаяете новый датчик угарного газа. Я никогда не делал этого, потому что программное обеспечение считало, что срок его действия истек, независимо от того, работает датчик соприкосновения или нет.
Был ли этот ответ полезен?
Да №
Оценка 2
Отменить
Джейквилсон @jcwilson21421
Рем: 25
1
Опубликовано:
Опции
- Постоянная ссылка
- История
Не красьте детектор дыма, так как это может привести к повреждению датчиков. Детекторы дыма первого поколения имеют срок службы 7 лет, а второго поколения — 10 лет. Замена датчика CO технически позволит вам продлить его срок службы (при условии, что вы сможете найти деталь и правильно ее откалибровать), но данные об истечении срока действия запрограммированы в самом устройстве, поэтому это не сработает. Замена внутренностей — это один из вариантов, при условии, что gen2 поместится в корпус gen1, но вы рискуете повредить электронику и т. д. Лучшим вариантом будет 3D-печать корпуса, который поместится вокруг нового детектора дыма, не прерывая поток воздуха, свет , или динамик и т.