Как правильно подготовить паяльник перед первым использованием. Какие инструменты понадобятся для пайки. Как залудить жало паяльника. Какую температуру выбрать для разных типов пайки. На что обратить внимание при подготовке рабочего места.
Подготовка нового паяльника к первому включению
Перед первым использованием нового паяльника необходимо правильно его подготовить. Это обеспечит долгую и качественную работу инструмента. Рассмотрим основные этапы подготовки:
- Проверка комплектации и внешнего вида паяльника
- Формирование рабочего конца жала
- Первое включение и прогрев
- Очистка и лужение жала
Давайте разберем каждый этап подробнее.
Проверка комплектации и внешнего вида
Распакуйте новый паяльник и внимательно осмотрите его. Обратите внимание на следующие моменты:
- Целостность корпуса и шнура питания
- Надежность крепления жала
- Комплектность (наличие подставки, губки для очистки и т.д.)
При обнаружении любых повреждений или некомплектности следует обратиться к продавцу для замены.

Формирование рабочего конца жала
Форма жала паяльника влияет на удобство и качество пайки. Для большинства радиолюбительских работ оптимальна коническая или долотообразная форма. Если необходимо, аккуратно обработайте кончик жала мелким напильником, придав ему нужную геометрию.
Первое включение и прогрев паяльника
При первом включении нового паяльника часто наблюдается небольшое дымление. Это нормальное явление, связанное с выгоранием остатков смазки и технологических материалов. Чтобы минимизировать неприятные запахи, рекомендуется:
- Включить паяльник в хорошо проветриваемом помещении или на открытом воздухе
- Дать паяльнику прогреться в течение 15-20 минут
- При сильном задымлении на короткое время отключить паяльник и дать ему остыть
После первого прогрева паяльник будет готов к дальнейшей подготовке и использованию.
Очистка и лужение жала паяльника
Очистка и лужение жала — важнейший этап подготовки паяльника к работе. Это обеспечивает хорошую смачиваемость припоем и защищает жало от окисления. Процесс включает следующие шаги:
- Очистите рабочую поверхность жала от заводских загрязнений мелкой наждачной бумагой
- Включите паяльник и дождитесь его нагрева до рабочей температуры
- Нанесите на жало немного канифоли
- Коснитесь жалом припоя и равномерно распределите его по рабочей поверхности
- Удалите излишки припоя, проведя жалом по чистой губке или ветоши
Правильно залуженное жало должно иметь ровный серебристый цвет без темных пятен.
Выбор температуры пайки для разных материалов
Оптимальная температура пайки зависит от используемых материалов и типа работ. Рассмотрим основные рекомендации:
- Для большинства радиолюбительских работ подходит температура 300-350°C
- Пайка тонких проводов и чувствительных компонентов — 260-300°C
- Работа с массивными деталями — до 400°C
- Пайка бессвинцовыми припоями — 350-380°C
При использовании паяльной станции с регулировкой температуры всегда начинайте с минимально необходимой и повышайте при необходимости.
Подготовка рабочего места для пайки
Правильная организация рабочего места важна для удобной и безопасной пайки. Обратите внимание на следующие моменты:

- Обеспечьте хорошее освещение рабочей зоны
- Используйте жаропрочную подставку для паяльника
- Держите под рукой влажную губку для очистки жала
- Подготовьте все необходимые инструменты и материалы
- Обеспечьте вентиляцию помещения
Соблюдение этих простых правил сделает процесс пайки более комфортным и эффективным.
Основные инструменты и материалы для пайки
Для выполнения большинства паяльных работ понадобится следующий набор:
- Паяльник или паяльная станция
- Припой (оловянно-свинцовый или бессвинцовый)
- Флюс (канифоль или специальные составы)
- Пинцет для удержания мелких деталей
- Бокорезы для обрезки выводов
- Отсос для удаления излишков припоя
- Очищающая губка или металлическая стружка
Дополнительно могут пригодиться: увеличительное стекло, третья рука, антистатический браслет.
Техника безопасности при работе с паяльником
Пайка связана с высокими температурами и требует соблюдения правил безопасности:
- Работайте в хорошо проветриваемом помещении
- Используйте защитные очки
- Не прикасайтесь к металлическим частям включенного паяльника
- Держите паяльник только за ручку
- Не оставляйте включенный паяльник без присмотра
- После работы всегда отключайте паяльник от сети
Соблюдение этих простых правил поможет избежать ожогов и других неприятных ситуаций.
Частые ошибки начинающих при подготовке паяльника
Новички часто допускают следующие ошибки при подготовке паяльника к работе:
- Пренебрежение очисткой и лужением жала
- Использование слишком высокой температуры
- Работа с окисленным или грязным жалом
- Неправильный выбор формы жала для конкретной задачи
- Игнорирование правил техники безопасности
Избегая этих ошибок, вы сможете быстрее освоить технику пайки и добиться лучших результатов.
Как подготовить паяльник для пайки мягким припоем
При первом включении нового паяльника в сеть бывает, из его корпуса начинает выходить дым, это выгорает лаки и жиры, которые попадают при сборке и консервации. Поэтому первое включение нового паяльника желательно делать в хорошо вентилируемом помещении или выставить паяльник в окно на улицу, подключив через удлинитель.
Прежде, чем приступить к пайке, жалу нового паяльника требуется придать напильником удобную для конкретного вида пайки форму. Если конец жала, прогрев паяльник в течение 15-20 мнут отковать, то оно будет служить дольше, так как медь уплотнится, и не так быстро будет растворяться при пайке в припое.
Самая универсальная форма жала – угловая и на срез. Реже, ножевидная, такая форма жала паяльника удобна, если нужно прогреть одновременно, например, ряд контактов разъема или выводов микросхемы при выпаивании из печатной платы.
Для возможности пайки паяльником некоторых радиоэлементов приходится изготовить специальное жало, как например на фото. Жало такой формы позволяет выпаивать паяльником без разрушения безвыводные SMD компоненты – резисторы, диоды, конденсаторы и другие радиоэлементы. Жалом стандартной формы такую пайку не выполнить.
Жало такой формы позволяет выпаивать паяльником без разрушения безвыводные SMD компоненты – резисторы, диоды, конденсаторы и другие радиоэлементы. Жалом стандартной формы такую пайку не выполнить.
После формирования жала паяльника, его рабочие плоскости необходимо залудить. Для этого прогревают паяльник до рабочей температуры, быстро прикасаются жалом по очереди к канифоли и припою, и растирают жало о плоскую деревяшку.
Признаком разогрева жала паяльника до требуемой температуры является вскипание канифоли с обильным выделением пара при прикосновении к ней жалом паяльника. Если не удается залудить жало, то нужно еще раз зачистить его рабочую поверхность и залудить повторно. Признаки хорошей залудки, это когда вся поверхность покрыта тонким слоем припоя.
Подставка для паяльника
Перед пайкой паяльник нужно разогреть. При этом корпус паяльника нагревается до температуры 300 °С и для защиты окружающих предметов от повреждения необходимо исключить контакт паяльника с ними. Для этого служит подставка для паяльника, которая кроме функции защиты является своеобразным столиком, на котором обычно размещают флюс, припой, поролон для чистки жала паяльника и выполняют работы по лужению проводов.
Для этого служит подставка для паяльника, которая кроме функции защиты является своеобразным столиком, на котором обычно размещают флюс, припой, поролон для чистки жала паяльника и выполняют работы по лужению проводов.
Подставки для паяльника заводского изготовления не удобные в эксплуатации, главным образом из-за малых размеров. Подставку для паяльника легко сделать самому.
Для паяльника на 40 Вт у меня подставка сделана из листа фанеры толщиной 5 мм и размером 18 см×25 см. Большей столик удобен для работы, на нем я лужу поверхности деталей, стряхиваю на него излишки пропоя с жала паяльника. Для опоры горячей части паяльника к фанере на расстоянии 10 мм друг от друга, шурупами прикручены две чашки от звонка старого телефона. Они удобны по размеру, одновременно служат для хранения канифоли и кусочков припоя.
Благодаря круглой форме с паяльником чашки соприкасаются только в двух точках и поэтому мало отбирают у него тепла. На столике еще закреплен радио крокодил, который удерживает поролон для чистки жала.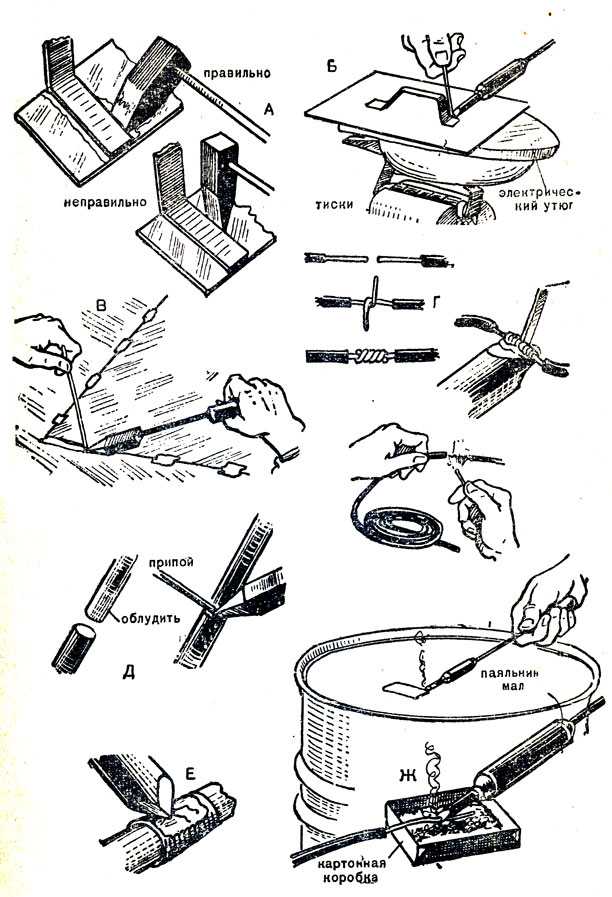 Легкосъемное крепление необходимо для увлажнения поролона (мокрый поролон лучше удаляет с жала грязь) и в случае необходимости замены его при износе. Крокодил я закрепил следующим образом. Сделал плоской его часть, предназначенную для вставления вилки, и подсунул под чашку.
Легкосъемное крепление необходимо для увлажнения поролона (мокрый поролон лучше удаляет с жала грязь) и в случае необходимости замены его при износе. Крокодил я закрепил следующим образом. Сделал плоской его часть, предназначенную для вставления вилки, и подсунул под чашку.
Для паяльника на 10 Вт подставка несколько другая. Представляет собой пластмассовую коробку, в которой размещен понижающий трансформатор с 220 В на 12 В. Опора для паяльника, согнута из выкроенного листа железа, который одновременно является боковой крышкой коробки. Сверху прикручен лист стеклотекстолита, для лужения деталей.
Инструмент для выполнения пайки
На инструменте не стоит экономить, в наличии его должно быть достаточно, для выполнения любых видов пайки паяльником.
Качество и эстетический вид паяного соединения напрямую зависит от набора имеющегося инструмента. При пайке паяльником детали сильно нагреваются и в руках их не удержать. Поэтому нужны разных размеров пинцеты, плоскогубцы.
Если губки пинцета заточить, как показано на фотографии, то детали при пайке не будут выскальзывать. Таким пинцетам также будет удобно удерживать маленькие винтики при их закрутке.
Для зачистки от окислов и снятия изоляции понадобятся кусачки, нож, напильники, кар щетка, наждачная бумага. Для придания проводам требуемой формы, например концу толстого проводника для резьбового соединения при подсоединении к розетке или выключателю, понадобятся круглогубцы.
Микросхемы хорошо выпаивать с помощью медицинской иглы, отсоса или медной оплетки от экранированного коаксиального кабеля.
Освобождать заплывшие припоем металлизированные отверстия в печатных платах после выпайки деталей удобно зубочисткой, остро заточенной спичкой или швейной иголкой. Для этого нужно с одной стороны припой в отверстии разогреть паяльником, а с другой стороны вытолкнуть его с помощью выше перечисленного инструмента.
как залудить новое и медное покрытия, правильная работа с припоем
Пайка материалов при работе с радиоэлектроникой — обычное дело. Научиться паять легко, к тому же с опытом мастерство будет только расти. Но инструмент требует качественного обслуживания, чтобы он безотказно работал. Мастеру нужно уметь правильно залудить жало паяльника, чтобы на нём держался припой, при этом нельзя повредить наконечник.
Научиться паять легко, к тому же с опытом мастерство будет только расти. Но инструмент требует качественного обслуживания, чтобы он безотказно работал. Мастеру нужно уметь правильно залудить жало паяльника, чтобы на нём держался припой, при этом нельзя повредить наконечник.
- Существующие покрытия и их особенности
- Подготовка медного жала
- Начальная обработка основания с напылением
- Лужение в процессе пайки
- Деревянный брусок
- Металлическая губка
- Проверенный способ и профилактика
Существующие покрытия и их особенности
Традиционный материал — это медь. У нее хорошая теплопроводность, поэтому медь применяют в производстве с момента изобретения паяльника. Но материалу присущ недостаток — высокий износ. Для этого металла характерны выгорание и способность растворятся в припое. Производители со временем начали работать над недостатками, что породило покрытия с напылением из никеля или серебра.
Никель отличается устойчивостью к износу и высокой прочностью. В результате потребитель получает наконечник с долгим сроком службы.
В результате потребитель получает наконечник с долгим сроком службы.
Серебро отличается хорошей адгезией, но низкой теплопроводностью. Материал способен растворяться в припое и имеет высокую стоимость. При работе очень быстро обнажается медная основа, и дорогое жало приходится вскоре выбрасывать.
Радиолюбители всё ещё активно используют медные наконечники, избегая усовершенствованных покрытий. Приходится мириться с особенностью меди — быстрым окислением при высокой температуре. В результате адгезия падает, а мастерам необходимо быстро чистить наконечник, стирая тонкий слой металла и очищая его от шлаков.
Современные жала с напылением тоже требуется готовить к работе, только методика несколько иная.
На их поверхности скапливается припой, который периодически следует удалять. Это делают таким образом, чтобы не повредить дорогостоящее покрытие, иначе вместо жала с напылением можно получить обычный медный пруток.

Подготовка медного жала
Припой хорошо ложится на слегка нагретый наконечник, но с одним условием — он должен быть чистым. Это возможно только при низкой температуре, поскольку с расколённые жалом сложно проводить манипуляции. Задача в начале работы — очистить инструмент. После нагрева следует периодически стачивать окислившийся слой, чтобы улучшить адгезию.
С холодного паяльника можно снять стержень и провести его качественную очистку. При этом случайно повредить нагреватель не получится. Обрабатывают полностью весь наконечник, поскольку внутри нагревателя медь тоже окисляется от высокой температуры. Это ухудшает теплопередачу, и электроэнергия расходуется впустую.
Перед тем как залудить паяльник с медным жалом, его следует очистить от грязи. Работу выполняют напильником и наждачной бумагой. Материал затачивают до чистого слоя, чтобы медь имела вид новой. Вначале проводят грубую очистку напильником, а потом наждачкой полируют поверхность до гладкого состояния.
Работу выполняют напильником и наждачной бумагой. Материал затачивают до чистого слоя, чтобы медь имела вид новой. Вначале проводят грубую очистку напильником, а потом наждачкой полируют поверхность до гладкого состояния.
Мастера с опытом оковывают наконечник, что несколько снижает скорость окисления. Процесс заключается в том, чтобы равномерно укрепить поверхность медного прутка аккуратными ударами молотка на наковальне.
Лужение медного жала выполняют 2 способами — канифолью и натирая оловом. Первый вариант отличается высоким дымообразованием, поэтому не рекомендуется для жилых помещений из-за опасности для здоровья. Процедуру рекомендуют проводить на балконе. Очищенное жало помещают в ёмкость с канифолью, куда предварительно кладут немного припоя, который моментально покрывает наконечник и не даёт ему окисляться. После жало протирают натуральным сукном. Делают это аккуратно, чтобы не обжечься.
Натирание оловом — это практически бездымный метод. Очищенное жало разогревают и макают в канифоль. После тёплую поверхность натирают оловом. Процедуру повторяют несколько раз, защитный слой натирают сукном.
Начальная обработка основания с напылением
Жало с напылением из керамики или никеля лудить не нужно, — так советуют производители, однако это не более чем рекламный ход. Такие покрытия тоже склонны к окислению, но процесс проходит медленнее. Залудить жало паяльника паяльной станции современного типа проверенным методом не получится — это уничтожит покрытие.
Чистку таких наконечников выполняют небольшим кусочком хлопчатобумажной ткани. Для этого в канифоль добавляют припой и окунают в смесь разогретое жало, которое предварительно натирают ветошью. Расплавленный припой обволакивает наконечник и формирует защитный слой.
Лужение в процессе пайки
Подготовку к работе проводят в спокойной обстановке. Через некоторое время адгезия жала снижается, поскольку медь начинает обгорать. Обычно это начинается через 5−10 минут. Есть несколько способов, как правильно залудить паяльник во время работы.
Через некоторое время адгезия жала снижается, поскольку медь начинает обгорать. Обычно это начинается через 5−10 минут. Есть несколько способов, как правильно залудить паяльник во время работы.
Деревянный брусок
Доска из хвойных пород всегда должна находиться под рукой у мастера. Такая древесина содержит природную канифоль. На брусок наливают флюс и укладывают немного припоя. Как только жало теряет адгезию, его натирают о дерево. Таким образом, можно не только очистить, но и облудить паяльник.
Металлическая губка
Способ отличается высокой скоростью. Заводские паяльные станции имеют контейнер с губкой из металла. В быту пользуются обычной металлической мочалкой.
Опытные мастера смазывают нижнюю часть губки флюсом. Неглубокое погружение жала позволит провести его простую очистку. А вот если макнуть основание в припой, а потом глубоко погрузить в губку, достав до слоя флюса, то очистка будет совмещена с лужением.
Инструменту сложно нанести повреждения даже при сильном нажатии. Способ годится для любого типа устройств.
Способ годится для любого типа устройств.
Проверенный способ и профилактика
Предыдущие методы были придуманы относительно недавно. Наши предки проводили лужение несколько иначе, используя напильник с мелкой насечкой. Понадобится верстак для выполнения работы, который иногда заменяют доской, а также канифоль и тугоплавкий припой.
Порядок действий:
- Зачищают одну грань основания.
- Глубоко погружают инструмент в канифоль и натирают о дерево чистой стороной.
- Контакт с деревом проводят на месте, где предварительно уложен припой. Процедуру повторяют несколько раз.
- Занимаются второй гранью.
- Залуживают остальную поверхность прута.
Процедура займет не меньше 10 минут. Это время окупается тем, что с инструментом можно будет работать дольше, не проводя дополнительной очистки.
Профилактические меры от окисления:
- Регулятор температуры в паяльной станции следует выставлять на минимально возможное значение.

- Максимальную мощность выставляют только в случае крайней необходимости.
- Опытные мастера оснащают подставку для паяльника выключателем с ограничителем напряжения: нагрев сохраняется, когда инструмент не используется, при этом покрытие не окисляется.
- После каждой пайки восстанавливают покрытие.
Сознательные мастера всегда держат инструмент наготове. Облудить жало паяльника желательно после работы и дополнительно перед ней, после длительного хранения. Профилактические меры во время пайки помогут избавиться от слабой адгезии припоя к наконечнику из любого материала.
Пайка для профессионалов – пошаговое руководство| reichelt.com|Пайка для профессионалов – пошаговое руководство| reichelt.com
Пайка является важной частью работы с электронными компонентами. Чтобы необходимые компоненты были надежно соединены и чтобы ток протекал плавно, у вас должно быть не только необходимое оборудование, но и правильные методы. В нашем удобном практическом руководстве мы объясним все, что вам нужно для достижения наилучших результатов.
В нашем удобном практическом руководстве мы объясним все, что вам нужно для достижения наилучших результатов.
Первым шагом в любом случае является создание чистой рабочей среды без пыли. Убедитесь, что паяльное жало и предмет, который вы собираетесь паять, абсолютно чистые и на них нет следов.
Если на компоненте обнаружены излишки материала, аккуратно отшлифуйте их наждачной бумагой, а затем тщательно очистите сжатым KONTAKT 33299 AA или спиртом.
Установите небольшие тиски так, чтобы припаиваемая деталь надежно удерживалась и не скользила во время нагревания или охлаждения.
Для точной пайки очень мелких деталей вам может очень помочь паяльник с увеличительным стеклом.
Разогрейте прибор и доведите его до рабочей температуры, подходящей для вашего припоя (см. ниже).
Лучше всего обеспечить достаточную вентиляцию рабочего места. Жидкость содержит кислоты, которые при нагревании могут выделять вредные пары, поэтому их нельзя вдыхать.
Вытяжные установки со встроенными фильтрами доступны в различных размерах для обеспечения оптимальной защиты от токсинов в воздухе.
Держите всю необходимую посуду под рукой во время работы.
Использование паяльной станции вместо паяльникаПаяльная станция намного удобнее, чем паяльник. Паяльные станции могут сохранять точную предварительную настройку температуры, гарантируя, что она не изменится в течение всего процесса пайки.
Паяльные станции доступны с различными настройками и ценовыми категориями, в зависимости от области применения и ваших предпочтений.
Станции Weller GENERATION WT особенно удобны для работы с несколькими точками пайки без каких-либо проблем. Если вы предпочитаете пайку горячим воздухом, мы рекомендуем станцию горячего воздуха WTHA от Weller, которую можно использовать для пайки даже самых маленьких компонентов.
Если вы работаете с чувствительными компонентами SMD и BGA, лучше всего это делать с помощью системы инфракрасной пайки. Преимущество этого устройства заключается в том, что тепло на инструменте генерируется за счет концентрации света именно там, где это необходимо, поэтому компоненты не перегреваются.
Благодаря увеличенному рабочему пространству можно работать даже с материнскими платами без проблем с паяльными станциями.
Использование правильного инструментаПолезные инструменты для пайки всегда должны быть наготове и в пределах досягаемости, чтобы избежать ненужных перерывов. Важные инструменты включают в себя инструмент для зачистки, набор высококачественных пинцетов, бокорезы, помощник по доске с увеличительным стеклом, печатную плату и сухую губку для очистки.
Этот тип очистки (также известный как «сухая чистка») создает меньшую нагрузку на паяльное жало, поскольку оно не испытывает температурного шока. В высококачественных паяльных станциях, таких как WT1010H от Weller, сухая губка уже встроена.
В высококачественных паяльных станциях, таких как WT1010H от Weller, сухая губка уже встроена.
Соединяемые концы кабеля следует сначала зачистить и скручить друг с другом. Выполняемая работа зависит от того, являются ли кабели тонкими кабелями площадью до 1,5 квадратных метров или более толстыми кабелями.
Для тонких кабелей достаточно нанести немного припоя на жало паяльника и приложить его к месту пайки. Нити будут втягиваться вместе капиллярными силами.
В случае более толстых кабелей большее количество меди приводит к охлаждению паяного соединения – не держите паяльное жало дольше. Поскольку медь обладает высокой проводимостью, изоляция может расплавиться — во избежание этого используйте большее количество припоя.
Хотя большинство разновидностей припоя уже содержат флюс, может оказаться полезным более толстый припой. Однако следует обратить внимание на вентиляцию вашего рабочего места; флюс, соединяющий материалы, выделяет токсичные пары.
Проволока для припоя доступна в различных сплавах, в зависимости от области применения. Хотя свинецсодержащий припой по-прежнему доступен, с точки зрения окружающей среды и здоровья следует избегать использования тяжелых металлов.
В промышленной электронной промышленности пайка свинцовыми сплавами полностью запрещена с 2006/2007 гг.
Свинец имеет более низкую температуру плавления и лучшие свойства плавления, чем другие металлы, поэтому иногда может подходить для любителей.
Пайка через разъем питания
Поскольку разъемы требуют стабильного соединения с печатной платой, обычно используются проводные версии из-за их стабильности.
Благодаря технологии сквозных отверстий (THT) они настолько жестко соединены с компонентом, что на них не действуют ни запирающие, ни тянущие силы.
Для этого проводные компоненты вставляются в имеющиеся контактные отверстия печатной платы, а затем припаиваются. Чтобы убедиться, что вы не используете какие-либо поврежденные детали, проверьте их заранее с помощью тестера компонентов LCR.
Чтобы убедиться, что вы не используете какие-либо поврежденные детали, проверьте их заранее с помощью тестера компонентов LCR.
Сначала очистите печатную плату подходящим чистящим средством, затем смочите обе площадки флюсом. Для таких мелких деталей особенно полезен флюсовый карандаш.
Правильно совместите две детали и закрепите их двумя диагонально расположенными точками пайки.
Если детали не идеально выровнены, повторно отрегулируйте их после нагрева двух точек пайки, теперь штырьки припаяны.
Чтобы можно было удалить излишки олова с паяльной проволоки, потяните жало в сторону. Будьте осторожны, чтобы не перегреть деталь в течение всего процесса, и старайтесь не давить на нее слишком сильно.
В этом случае лишний припой, так называемые припойные перемычки, легче всего удалить с помощью отпаивающего шнура. Вы можете узнать, как это сделать, в разделе «Отпайка».
Оптимальная температура Существует разница между мягкой и твердой пайкой.
Мягкий припой плавится при температуре менее 450 градусов Цельсия, тогда как температура жидкости Hartoten составляет от 450 до 900 градусов Цельсия.
Поскольку электронные компоненты очень чувствительны, здесь можно использовать только мягкую пайку.
Температура вашей работы зависит от компонентов, которые вы используете. Проверьте температуру плавления паяльника, а также рабочую температуру флюса. В любом случае она должна быть выше двух минимальных значений, но не должна превышать максимальную рабочую температуру флюса, так как в этом случае он испарится.
Температура пайки электронных компонентов от 300 до 320 градусов Цельсия. При использовании тонкой проволоки используется температура менее 300 градусов и тонкое паяльное жало.
Если температура слишком низкая, припой не будет блестеть и будет каплевидным. В этом случае следует отрегулировать температуру, а затем продолжить работу.
Остерегайтесь электростатического разряда (ESD)
Многие электронные компоненты очень чувствительны и могут быть повреждены скачками напряжения даже при малых токах или напряжениях. Впоследствии это может привести к выходу из строя всего устройства.
Впоследствии это может привести к выходу из строя всего устройства.
Чтобы предотвратить такие токи, убедитесь, что у вас есть правильный набор для ваших нужд. Например: рабочий коврик ESD, перчатки ESD, щетки ESD и антистатический браслет с выводным кабелем ESD.
Если вы используете паяльную станцию, вам следует регулярно проверять напряжение утечки и сопротивление заземления жала паяльника к сетевой вилке устройства.
ОтпайкаЕсли вы использовали слишком много олова или детали неправильно припаяны, необходимо отпаять. В зависимости от оборудования и уровня навыков можно использовать как паяльную проволоку, так и демонтажную станцию.
Если выбрана проволока, поместите ее на место пайки и нагревайте жалом паяльника до тех пор, пока лишнее олово не будет всосано, как описано выше, за счет капиллярных сил. Станции для пайки/демонтажа значительно облегчают эту задачу, в состав которых также входит демонтажный утюг. Сразу же после этого отсасывается лишний материал. При уборке обязательно работайте под крутым углом, чтобы остатки олова не распределились.
Сразу же после этого отсасывается лишний материал. При уборке обязательно работайте под крутым углом, чтобы остатки олова не распределились.
Чтобы убедиться, что все компоненты припаяны правильно, перед вводом в эксплуатацию следует проверить пайку.
Прежде всего осмотрите компонент. Есть ли бракованные паяные соединения, погнутые ножки ИС или даже неправильно используемые компоненты?
Если здесь все в порядке, следует провести проверку с помощью мультиметра.
Позволяет измерять пропускную способность, напряжение, потребляемый ток и сопротивление каждого отдельного соединения, выявляя короткие замыкания и обрывы.
Все аксессуары поставляются с моделями Atlas. Благодаря функции осциллографа и Bluetooth данные с мультиметра Atlas можно передавать на смартфон или планшет.
Только после того, как вы убедились, что в ваших паяльных работах нет ошибок, можно устанавливать компонент и подвергать функциональному тесту.
Изображение на обложке: Fotolia, 124209586, silver-john
7.1.1 Основы пайки
Процесс пайкиПайка — это процесс соединения двух металлов с помощью припоя, и это один из старейших известных методов соединения. Неисправные паяные соединения остаются одной из основных причин выхода оборудования из строя, поэтому невозможно переоценить важность высоких стандартов качества изготовления при пайке.
Следующий материал охватывает основные процедуры пайки и предназначен для предоставления фундаментальных знаний, необходимых для выполнения большинства высоконадежных операций ручной пайки и удаления компонентов.
Свойства припоя
Припой, используемый в электронике, представляет собой металлический сплав, полученный путем соединения олова и свинца в различных пропорциях. Обычно вы можете найти эти пропорции, отмеченные на различных доступных типах припоя.
Плавление большинства комбинаций оловянно-свинцового припоя происходит не одновременно. Припой Fifty-Fifty начинает плавиться при 183 C — 361 F, но полностью не расплавляется, пока температура не достигает 216 C — 420 F. Между этими двумя температурами припой находится в пластичном или полужидком состоянии.
Припой Fifty-Fifty начинает плавиться при 183 C — 361 F, но полностью не расплавляется, пока температура не достигает 216 C — 420 F. Между этими двумя температурами припой находится в пластичном или полужидком состоянии.
Диапазон пластичности припоя зависит от соотношения олова и свинца. Для припоя 60/40 диапазон намного меньше, чем для припоя 50/50. Соотношение 63/37, известное как эвтектический припой, практически не имеет пластического диапазона и практически мгновенно плавится при температуре 183°C-361°F.
Для ручной пайки электроники чаще всего используются припои типа 60/40 и 63/37. Из-за пластикового диапазона типа 60/40 вам нужно быть осторожным, чтобы не сдвинуть какие-либо соединительные элементы во время периода охлаждения. Движение может вызвать то, что известно как нарушенный сустав. Пораженный сустав имеет шероховатый, неправильный вид и выглядит тусклым, а не ярким и блестящим. Нарушенное паяное соединение может быть ненадежным и может потребовать доработки.
Смачивающее действие
Действие растворителя металла происходит, когда горячий припой вступает в контакт с медной поверхностью. Припой растворяется и проникает в поверхность меди. Молекулы припоя и меди смешиваются, образуя новый сплав, состоящий частично из меди и частично из припоя. Это действие растворителя называется смачиванием, образуя интерметаллическую связь между деталями. (См. рис. 1). Смачивание возможно только в том случае, если поверхность меди свободна от загрязнений и оксидной пленки, которая образуется при контакте металла с воздухом. Кроме того, припой и рабочая поверхность должны быть прогреты до нужной температуры.
Хотя поверхности, подлежащие пайке, могут выглядеть чистыми, на них всегда есть тонкая пленка оксида. Для хорошего припоя поверхностные оксиды должны быть удалены в процессе пайки с использованием флюса.
Флюс
Надежные паяные соединения могут быть выполнены только при тщательно очищенных поверхностях. Растворители можно использовать для очистки поверхностей перед пайкой, но их недостаточно из-за чрезвычайно высокой скорости образования оксидов на поверхности нагретых металлов. Чтобы преодолеть эту оксидную пленку, необходимо использовать материалы, называемые флюсами в электронной пайке. Флюсы состоят из натуральных или синтетических смол и иногда химических добавок, называемых активаторами.
Растворители можно использовать для очистки поверхностей перед пайкой, но их недостаточно из-за чрезвычайно высокой скорости образования оксидов на поверхности нагретых металлов. Чтобы преодолеть эту оксидную пленку, необходимо использовать материалы, называемые флюсами в электронной пайке. Флюсы состоят из натуральных или синтетических смол и иногда химических добавок, называемых активаторами.
Флюс предназначен для удаления оксидов и предотвращения их удаления во время пайки. Это достигается за счет действия флюса, который вызывает коррозию при температурах расплава припоя и объясняет способность флюса быстро удалять оксиды металлов. Однако в ненагретом состоянии канифольный флюс не вызывает коррозии и не проводит ток, поэтому не влияет на электрическую схему. Флюсовое действие удаления оксидов, их переноса и предотвращения образования новых оксидов позволяет припою образовывать желаемую интерметаллическую связь.
Флюс должен плавиться при температуре ниже, чем припой, чтобы выполнить свою работу перед пайкой. Он будет быстро испаряться; таким образом, обязательно, чтобы флюс расплавлялся, чтобы течь на рабочую поверхность, а не просто испарялся под воздействием горячего наконечника утюга, чтобы обеспечить полное преимущество действия флюса. Существуют разновидности флюсов для многих целей и приложений. К наиболее распространенным типам относятся канифоль – неочищенная, слегка активированная и водорастворимая.
Он будет быстро испаряться; таким образом, обязательно, чтобы флюс расплавлялся, чтобы течь на рабочую поверхность, а не просто испарялся под воздействием горячего наконечника утюга, чтобы обеспечить полное преимущество действия флюса. Существуют разновидности флюсов для многих целей и приложений. К наиболее распространенным типам относятся канифоль – неочищенная, слегка активированная и водорастворимая.
При использовании жидкий флюс следует наносить тонким равномерным слоем на соединяемые поверхности перед нагреванием. Припой из порошковой проволоки и паяльная паста должны располагаться так, чтобы флюс мог течь и покрывать соединения по мере плавления припоя. Следует наносить флюс, чтобы предотвратить повреждение окружающих деталей и материалов.
Паяльники
Паяльники бывают разных размеров и форм. На рабочей поверхности жала паяльника должна поддерживаться постоянно луженая поверхность, чтобы обеспечить надлежащую теплопередачу и избежать переноса примесей в паяное соединение.
Перед использованием паяльника необходимо очистить жало, протерев его влажной губкой. Когда утюг не используется, его следует хранить в держателе с чистым наконечником, покрытым небольшим количеством припоя.
Примечание. Хотя температура жала не является ключевым фактором при пайке, всегда следует начинать с минимально возможной температуры. Хорошее эмпирическое правило — установить температуру жала паяльника на уровне 260–500 F и повышать температуру по мере необходимости для получения желаемого результата.
Контроль температуры
Контроль температуры жала паяльника не является ключевым элементом в пайке. Ключевым элементом является контроль теплового цикла работы. Насколько быстро изделие нагревается, насколько оно нагревается и как долго оно остается горячим, является элементом, который необходимо контролировать для надежных паяных соединений.
Тепловая масса
Первым фактором, который необходимо учитывать при пайке, является относительная тепловая масса соединения, подлежащего пайке.
 Эта масса может изменяться в широких пределах.
Эта масса может изменяться в широких пределах.Каждое соединение имеет свою собственную тепловую массу, и то, как эта объединенная масса соотносится с массой железного наконечника, определяет время и повышение температуры работы.
Состояние поверхности
Вторым важным фактором при пайке является состояние поверхности. Если какие-либо оксиды или другие загрязнители покроют контактные площадки или выводы, возникнет барьер для теплового потока. Несмотря на то, что железный наконечник имеет правильный размер и температуру, он может не обеспечить достаточное количество тепла для расплавления припоя.
Тепловая связь
Третьим фактором, который необходимо учитывать, является тепловая связь. Это область контакта между наконечником утюга и изделием.
На рис. 2 показано жало паяльника, припаивающее вывод компонента. Тепло передается через небольшую площадь контакта между жалом паяльника и контактной площадкой. Площадь теплового контакта небольшая.
На рис. 3 также показано жало паяльника, припаивающее вывод компонента. В этом случае площадь контакта значительно увеличивается за счет небольшого количества припоя в месте контакта. Наконечник также находится в контакте как с прокладкой, так и с компонентом, что еще больше улучшает тепловую связь. Этот паяный мост обеспечивает тепловую связь и обеспечивает быструю передачу тепла в изделие.
Нанесение припоя
Как правило, жало паяльника следует наносить на точку максимальной массы соединения. Это позволит быстро нагревать детали, подлежащие пайке. Расплавленный припой всегда течет от более холодной области к более горячей.
Перед нанесением припоя температура поверхности спаиваемых деталей должна быть выше температуры плавления припоя. Никогда не расплавляйте припой на железном наконечнике и не позволяйте ему стекать на поверхность, температура которой ниже температуры плавления припоя. Припой, нанесенный на очищенную, офлюсованную и должным образом нагретую поверхность, будет плавиться и течь без прямого контакта с источником тепла, образуя гладкую, ровную поверхность с закруглением до тонкой кромки. Неправильная пайка будет иметь наросты, неравномерный внешний вид и плохое скругление. Для обеспечения хорошей прочности паяного соединения припаиваемые детали необходимо удерживать на месте до тех пор, пока припой не затвердеет.
Неправильная пайка будет иметь наросты, неравномерный внешний вид и плохое скругление. Для обеспечения хорошей прочности паяного соединения припаиваемые детали необходимо удерживать на месте до тех пор, пока припой не затвердеет.
Если возможно, нанесите припой на верхнюю часть соединения так, чтобы рабочие поверхности, а не утюг плавили припой, и чтобы гравитация способствовала течению припоя. Выбор порошкового припоя подходящего диаметра поможет контролировать количество припоя, наносимого на соединение. Используйте маленький калибр для небольшого сустава и большой калибр для большого сустава.
Очистка после пайки
Если требуется очистка, остатки флюса следует удалить немедленно, но не позднее, чем через час после пайки. Некоторые потоки могут потребовать более немедленных действий для облегчения адекватного удаления. Механические средства, такие как взбалтывание, распыление, нанесение кистью и другие методы нанесения, могут использоваться вместе с чистящим раствором.
Используемые чистящие растворители, растворы и методы не должны воздействовать на очищаемые детали, соединения и материалы. После очистки доски должны быть хорошо высушены.
Повторная пайка
Следует соблюдать осторожность, чтобы избежать необходимости повторной пайки. Когда требуется повторная пайка, стандарты качества для повторно припаянного соединения должны быть такими же, как и для исходного соединения.
Холодное или поврежденное паяное соединение обычно требует только повторного нагрева и оплавления припоя с добавлением подходящего флюса. Если повторный нагрев не исправит состояние, припой должен быть удален, а соединение перепаяно.
Качество изготовления
Паяные соединения должны иметь гладкий вид. Допустим сатиновый блеск. На стыках не должно быть царапин, острых краев, зернистости, рыхлости, вздутий или других признаков плохого качества изготовления. Следы щупа от контрольных штифтов допустимы, так как они не влияют на целостность паяного соединения.
