Как правильно паять паяльником. Какое оборудование нужно для пайки. Какую температуру выбрать для пайки. Как подготовить поверхности к пайке. Какие ошибки нужно избегать при пайке.
Что такое пайка и для чего она нужна
Пайка — это процесс соединения металлических деталей с помощью расплавленного припоя. При пайке происходит нагрев соединяемых поверхностей и припоя до температуры плавления припоя. Расплавленный припой заполняет зазор между деталями, а при остывании образует прочное соединение.
Пайка широко применяется в следующих областях:
- Электроника — для монтажа компонентов на печатные платы
- Ювелирное дело — для соединения деталей украшений
- Сантехника — для соединения труб и фитингов
- Автомобилестроение — для ремонта радиаторов и других узлов
- Бытовой ремонт — для починки мелкой техники, проводов и т.д.
Основные преимущества пайки:
- Простота и доступность процесса
- Прочное соединение деталей
- Возможность соединять разнородные металлы
- Электропроводность паяного соединения
- Герметичность соединения
Необходимое оборудование и материалы для пайки
Для выполнения пайки потребуется следующее основное оборудование:

Паяльник
Это главный инструмент для пайки. Состоит из нагревательного элемента и сменного жала. Мощность бытовых паяльников обычно составляет 25-100 Вт.
Паяльная станция
Более продвинутое устройство, позволяющее точно регулировать температуру жала паяльника. Рекомендуется для частой и профессиональной пайки.
Припой
Сплав для создания паяного соединения. Обычно на основе олова и свинца. Бывает в виде проволоки или прутков.
Флюс
Вещество для очистки поверхностей от оксидной пленки. Улучшает растекание припоя. Чаще всего используется канифоль.
Подставка для паяльника
Для безопасного размещения горячего паяльника во время работы.
Губка для очистки жала
Для удаления излишков припоя и очистки жала паяльника.
Как выбрать паяльник для пайки
При выборе паяльника нужно учитывать следующие параметры:
Мощность
Определяет скорость нагрева. Для бытовых нужд достаточно 30-60 Вт. Для профессиональной работы — от 60 Вт.
Тип нагревательного элемента
- Керамический — быстрый нагрев, точная регулировка температуры
- Нихромовый — дешевле, но медленнее нагрев
Форма и размер жала
Конусное жало для точечной пайки, плоское — для пайки больших поверхностей. Размер подбирается под конкретные задачи.

Наличие регулировки температуры
Позволяет настраивать оптимальный режим для разных видов пайки. Обязательно для паяльных станций.
Как правильно подготовиться к пайке
Перед началом пайки необходимо выполнить следующие подготовительные шаги:
- Очистить поверхности деталей от загрязнений, жира, оксидной пленки
- Нанести флюс на места пайки
- Включить паяльник и дождаться его нагрева до рабочей температуры
- Очистить и облудить жало паяльника
- Подготовить припой нужного диаметра
- Надежно зафиксировать соединяемые детали
Тщательная подготовка — залог качественной пайки. Не стоит пренебрегать этими простыми, но важными шагами.
Правильная техника пайки паяльником
Процесс пайки паяльником состоит из следующих основных этапов:
- Прогреть место пайки паяльником в течение 2-3 секунд
- Поднести припой к месту контакта жала паяльника и детали
- При плавлении припоя равномерно распределить его по месту пайки
- Убрать припой, но продолжать прогревать место пайки еще 1-2 секунды
- Убрать паяльник и дать соединению остыть
Важно соблюдать баланс между достаточным прогревом и перегревом деталей. Оптимальное время пайки одного соединения — 3-5 секунд.

Какую температуру выбрать для пайки
Выбор температуры пайки зависит от следующих факторов:
- Тип припоя и его температура плавления
- Размер и материал паяемых деталей
- Тип флюса
Ориентировочные температуры для разных задач:
- Пайка электронных компонентов — 300-350°C
- Лужение проводов — 380-400°C
- Пайка крупных деталей — 400-450°C
Слишком низкая температура приведет к холодной пайке, слишком высокая — к перегреву компонентов. Оптимальную температуру нужно подбирать опытным путем.
Основные ошибки при пайке
Начинающие часто допускают следующие ошибки при пайке:
Холодная пайка
Возникает из-за недостаточного прогрева. Получается тусклое и хрупкое соединение.
Перегрев компонентов
Слишком долгое воздействие высокой температуры может повредить детали.
Использование грязного жала
Загрязненное жало ухудшает теплопередачу и качество пайки.
Избыток припоя
Лишний припой может вызвать короткое замыкание на плате.
Недостаточно флюса
Без флюса припой плохо растекается и не образует надежного соединения.

Чтобы избежать этих ошибок, нужно соблюдать технологию пайки и нарабатывать практические навыки.
Как проверить качество паяного соединения
Признаки качественной пайки:
- Гладкая блестящая поверхность
- Вогнутый мениск припоя
- Равномерное покрытие припоем
- Отсутствие пор и трещин
Для проверки можно использовать следующие методы:
- Визуальный осмотр
- Проверка механической прочности
- Прозвонка тестером
- Рентгеновский контроль (для ответственных изделий)
При обнаружении дефектов пайку нужно переделать. Некачественное соединение может привести к отказу устройства.
Технология пайки проводов: последовательность выполнения
Каждому приходилось сталкиваться с проблемой разрыва проводов в технике. Обращаться с такой мелочью в мастерскую нерезонно, проще освоить технику пайки, что поможет осуществлять ремонт бытового оборудования в домашних условиях.
Суть технологии
Существует несколько методов пайки проводов, но для начинающих рекомендуется ручной способ. Такой вариант подходит для соединения металлических проводников, для пропилена и других пластиков используется другая технология.
Процесс пайки абсолютно доступный и понятный. Соединяемые концы обрабатываются специальным веществом, после чего фиксируются с помощью припоя. Температура плавления припоя должна быть ниже, нежели металлов, которые использованы в проводниках. Качественная спайка выдерживает вес, превышающий материал проводников.
Временем пайки считается период от разогрева припоя до полного его застывания. Общая продолжительность создания одного соединения составляет 4-5 минут.
Что понадобится для пайки
Для спаивания проводов понадобится паяльник, припой и флюс. Выполнять работы лучше на деревянной подставке. Для паяльника нужно заранее подготовить подставку, чтоб горячее жало не повредила поверхность стола.
Для зачистки подойдёт любой скребок, использовать наждачную бумагу с камешками крупной фракции нельзя. Перед выполнением работ поверхности нужно обезжирить, поэтому стоит подготовить ещё спиртовой раствор и ватные диски или палочки.
Для удобства следует приготовить также пинцет, защитные очки. Первый инструмент поможет состыковать тоненькие элементы, а очки предупредят травмирование глаз. В процессе пайки могут отскочить раскалённые пружинки или провода, что повлечёт разные проблемы. Защита обеспечит мастеру безопасность.
Последовательность выполнения пайки проводов
Технологический процесс спаивания двух металлических тонких проводников состоит из следующих этапов.
1. Зачистка поверхностей проводников, удаление коррозии, других загрязнений. Процесс выполняется аккуратно до блеска металла. Любой сторонний налёт сделает соединение ненадёжным.
Процесс выполняется аккуратно до блеска металла. Любой сторонний налёт сделает соединение ненадёжным.
2. Зачищенные концы проводников покрывают флюсом. Это специальное вещество, которое хорошо удаляет фрагменты окисла, а также предотвращает окисление проводов в процессе эксплуатации. При выборе флюса предпочтение стоит отдавать твёрдым и пастообразным веществам, жидкость в этом деле малопригодна.
3. С помощью паяльника расплавляется припой и ровным тонким слоем наносится на концы проводников. Припой должен хорошо соединиться к металлу.
4. Соединить провода временной скруткой или с помощью пинцета. В качестве альтернативы можно использовать тиски.
5. Нанесение флюса на стыковку для предупреждения образования ржавчины под припоем.
6. Расплавить паяльником припой и распределить вещество вокруг состыкованных концов проводников. Если фиксация оказалась слабой, рекомендуется подобрать другой вид припоя.
Завершаются работы очисткой жала паяльника и обработкой его неактивным флюсом (если оно луженое). Флюсованный инструмент поможет в дальнейшем выполнять качественную пайку. Хранить паяльник рекомендуется в закрытой коробке.
Флюсованный инструмент поможет в дальнейшем выполнять качественную пайку. Хранить паяльник рекомендуется в закрытой коробке.
Популярные вопросы
Чем нужно зачищать концы проводов?
Использовать грубые абразивы для зачистки не рекомендуется. Их частицы застревают в поверхности, удалить полностью не представляется возможным. А при эксплуатации абразивы провоцируют развитие процесса окисления. Качественную зачистку обеспечат: скребок, нож, напильник, надфиль. При работе с токопроводящими проводами рекомендуется предварительно покрыть их активированным флюсом, остатки которого следует удалить по окончании пайки.
Какой мощности выбрать паяльник для бытовых нужд?
Мощность определяет функции инструмента. Если основная часть работ планируется с профилями и толстыми проводниками, то подойдёт устройство до 65 Вт. Пайку проводов диаметром до 0,6 мм осуществляют паяльником до 25 Вт.
Играет ли роль способ скрутки на прочность и функционал соединения?
Каждый способ имеет своё предназначение:
• простые скрутки подходят для одножильных и многожильных проводов, но их предварительно следует очистить от изоляционного слоя;
• бандажные соединения используются при работе с толстыми токоведущими проводами;
• желобковые выполняются с проводниками, имеющими легкоплавкую изоляцию;
• простая, но последовательно выполненная скрутка (британская) применяется для соединения токоведущих кабелей, имеющих сечение до 1,4 мм2.
Сколько времени нужно греть припой?
Некоторые при пайке берут припой на паяльник. Делать этого не нужно. Достаточно установить припой над скруткой проводников и прогреть его, едва касаясь жалом. Достаточно 3-4 секунды для плавления вещества.
По каким признакам можно понять, что пайка выполнена удачно?
На успешно выполненную работу указывают следующие признаки:
• слой припоя должен покрывать все концы проводников;
• цвет пайки должен быть блестящим, а не матовым;
• при механическом воздействии (лёгком!) соединение сохраняет целостность.
Требуется ли какая-либо подготовка нового паяльника к работе?
Да, жало нового инструмента необходимо очистить от окиси и покрыть оловом. Наконечник после нагрева трут о нашатырный камень, после чего расплавляют на нём каплю припоя. Завершается подготовка паяльника обычной чисткой жала.
Посмотрите видео «Как паять паяльником»
Правильная пайка латунью
Пайка латунью находит применение, если требуется соединить небольшие металлические детали. Например, она используется в художественной ковке при сборке общей композиции или в домашней мастерской. При этом больше всего подходит поделочная сталь с плоским или квадратным сечением, где площадь соприкосновения больше, чем у круглых прутьев. Помимо того что латунь может применяться в качестве припоя, чтобы спаять детали из этого материала, также существуют некоторые хитрости, чтобы получить качественный шов.
Схема пайки металлов латунью при помощи газовой горелки.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано. Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты. При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем. При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание.
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Таблица состава и применения припоев.
Если в композиции содержится много элементов, то сваривание происходит по-другому.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно.
Вернуться к оглавлению
Пайка латуни газовой горелкой
Достаточно часто умельцы задаются вопросом, как паять латунь. При необходимости скрепления деталей из латуни применяется несколько иная технология. Латунные детали хорошо поддаются обработке, пайке, после чего их специально чернят. Многие в качестве припоя в этом случае используют олово: оно есть практически в каждой мастерской и легко плавится обычным паяльником.
Схема устройства газовой горелки.
Способ достаточно прост, но обладает существенными недостатками:
- готовый шов выделяется на фоне латуни белым цветом, при этом тонким и аккуратным он сразу выходит далеко не у всех;
- шов получается непрочным, не выдерживает изгибов;
- в процессе чернения оба металла ведут себя по-разному, шов из олова отличается от латунной детали по цвету, они имеют различные оттенки.

Избежать таких проблем поможет пайка газовой горелкой с использованием специального припоя для латуни и флюса. Шов в итоге сложно отличить от основного металла изделия по цвету, он отличается высокой прочностью, а по химическому составу намного более сходен с латунью, нежели олово.
Работа с латунью, скорее, является сваркой из-за высоких температур, для которых не годится обыкновенный паяльник, но ее принято называть пайкой в основном из-за того, что пользуются припой.
Прежде всего, подготавливается припой.
В его состав входят серебро и медь в отношении 2:1, которые нужно сплавить между собой на газовой горелке. Медь более тугоплавкая, поэтому можно начать с нее и влить потом расплавленное серебро и перемешать проволокой, загнутой в виде крючка. Готовый припой остужают, раскатывают в вальцах либо на наковальне, после чего нарезают по частям. Существует более доступный способ: с помощью грубого напильника пройтись по отливке, чтобы образовалась стружка.
Далее заготавливается флюс. Бура в порошке смешивается с порошкообразной борной кислотой в равных частях по 20 г, после чего заливается стаканом воды. Чтобы ингредиенты хорошо растворились, все это нужно прокипятить. В качестве одного из вариантов использования можно посоветовать выпарить воду, твердый готовый флюс прокалить и стереть в порошок, который впоследствии перемешивается с припоем.
Вернуться к оглавлению
Как паять латунь: рекомендации
Виды сварных швов.
Для пайки необходимо подложить что-то термостойкое, подойдет пластина из асбеста. На ней размещаются детали, подлежащие спаиванию, смачиваются флюсом, посыпаются припоем в совсем небольших количествах и постепенно нагреваются. Поначалу припой должен только схватить детали, поэтому температуру не нужно сразу поднимать до высоких значений. Как только припой начинает действовать, можно разогревать горелку до 700 градусов, чтобы детали раскалились. Расплавленный припой растечется, надежно заполнив соединения.
Температурный режим в первую очередь зависит от размера деталей. Массивные и крупные требуют постепенного нагревания. Тонкие детали небольших размеров подвержены быстрому нагреву, но латунь перегревать нельзя, за этим нужно следить очень внимательно. Лучше греть изделие с разными по размеру деталями медленно: так самые большие успеют прогреться.
Готовый шов, полученный таким образом, по цвету практически не отличается от основных деталей. Это достигается благодаря тому, что во время пайки описанным методом припой и основной металл смешиваются на стыке. По этой причине тот же самый припой может быть использован и для серебра, при этом шов обретет белый цвет.
В завершение пайки изделие нужно промыть, чтобы избавиться от флюса, оставшегося на его поверхности. После пайки он принимает стеклоподобный вид капель. Для очистки от него достаточно опустить готовое изделие ненадолго в разогретую 3% серную кислоту. Если таким же методом паяется золото, то кислота должна быть 15%. Закрепленная пробирка с кислотой разогревается на газовой плите. Изделие, привязанное за что-то, не реагирующее с кислотой, опускается в пробирку и через короткое время вынимается, после чего его нужно промыть обычной проточной водой.
Закрепленная пробирка с кислотой разогревается на газовой плите. Изделие, привязанное за что-то, не реагирующее с кислотой, опускается в пробирку и через короткое время вынимается, после чего его нужно промыть обычной проточной водой.
Как правильно паять — Пайка 101
Все публикации Учебные комплекты Прототипирование паяльных станций Руководство / инструкции
Ханг 0 Комментарии DIY, How-To, Makers, Prototyping, паяльник, паяльные жала
Сегодня мы хотим обсудить, как правильно паять, потому что техника пайки требуется во всех операциях по производству и ремонту электроники. Он применялся к очень маленьким компонентам на печатных платах или к более крупным электромеханическим узлам. Методы аналогичны, но паяльник, жало и тип припоя могут различаться для каждого приложения.
Содержание
- Что такое пайка?
- Как правильно паять?
- Заключение.

Что такое пайка?
Пайка — это основная процедура, включающая приложение достаточного количества тепла к двум соединяемым поверхностям. Кроме того, это может быть вывод компонента, печатная плата или провод, ведущий к металлической клемме. Кроме того, коммутируемое или другое подключение проводов к печатной плате. Наконец, практическое правило: необходимое количество тепла зависит от тепловой массы материалов и типа припоя.
Абстрактная 3D визуализация некоторых микропроцессоров на печатной плате со светящимися огнями. Поверхность доски темная, на ней написано множество строк шестнадцатеричного кода.Небольшой вывод компонента и контактная площадка печатной платы обычно требуют меньшего нагрева, чем провод большого сечения и тяжелая клемма. Однако некоторые контактные площадки печатных плат могут иметь большую плоскость заземления или питания и, следовательно, требуют большего количества тепла.
Как правило, для сквозной пайки мы используем наконечник большего размера.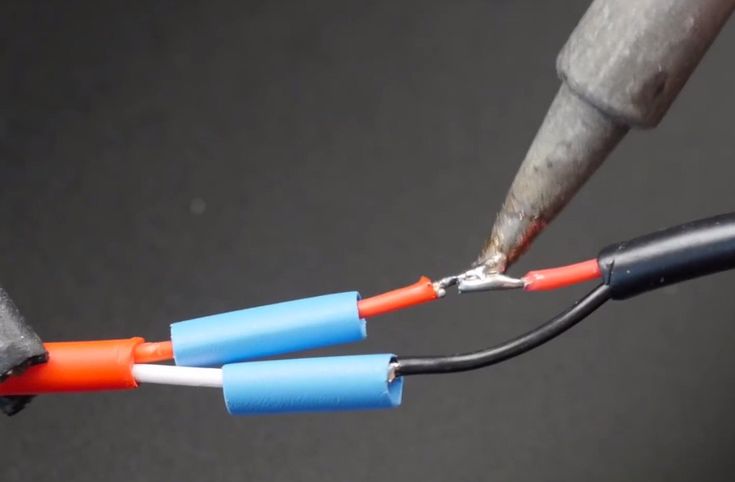 Меньший наконечник был бы лучше для небольших компонентов поверхностного монтажа. Одним из самых популярных вариантов наконечников является набор из 10 наконечников, поэтому вы можете правильно паять для любого типа работ.
Меньший наконечник был бы лучше для небольших компонентов поверхностного монтажа. Одним из самых популярных вариантов наконечников является набор из 10 наконечников, поэтому вы можете правильно паять для любого типа работ.
Материалы для пайки должны быть чистыми и не содержать загрязнений. Некоторыми возможными загрязнениями являются грязь, жир, масло, ржавчина и окисление. Мы настоятельно рекомендуем очищать паяльное жало с помощью шарика для очистки латунной проволоки или очистителя паяльных жал с канифольным флюсом.
CSI-08C, очиститель наконечника припоя с канифольным флюсомFlux, который выполняет окончательную очистку материалов, обычно находится в припое. Иногда работа может потребовать дополнительного флюса для сложных поверхностей. Мы предлагаем широкий спектр химических веществ, которые безопасны для контура!
Как правильно паять?
Во-первых, нам нужно подготовить паяльник к операции пайки, очистить жало и залудить его, чтобы обеспечить оптимальное соединение припоя.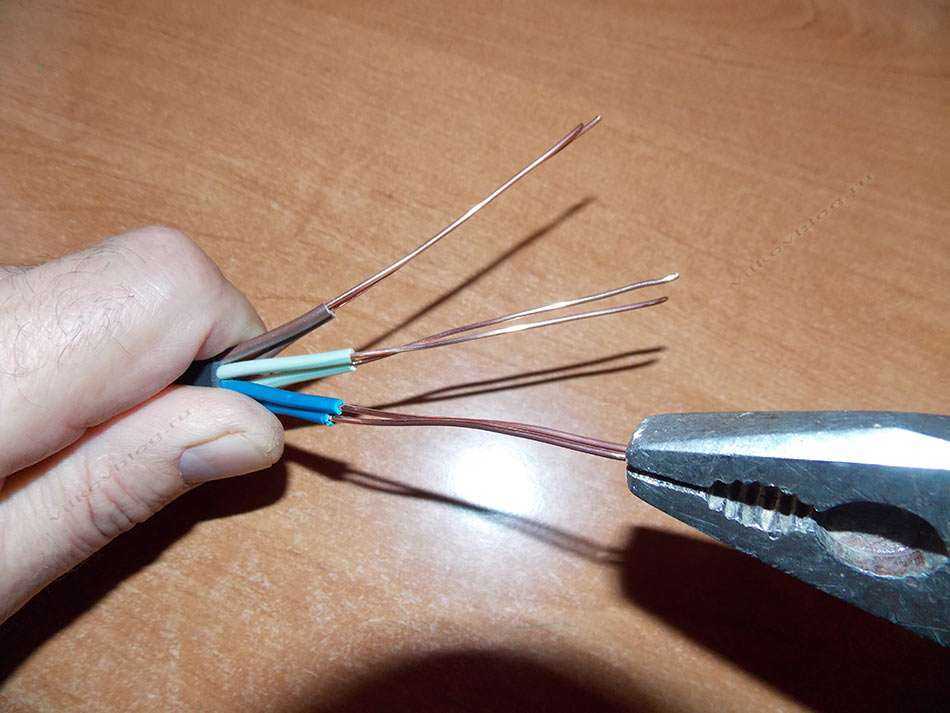
Во-вторых, установите температуру паяльной станции на значение, достаточное для расплавления припоя. Например, необходимое количество тепла зависит от тепловой массы материалов и типа припоя.
Затем приложите горячий наконечник к стыку обеих поверхностей (т. е. вывод компонента и поверхность печатной платы) и удерживайте его там несколько секунд, прежде чем наносить припой на стык.
Изображение из pcbdesignworldДля идеального паяного соединения на стыке обеих поверхностей должен быть расплавлен припой. Чрезмерное нагревание и время могут повредить компонент и печатную плату, а недостаточное количество тепла и времени приведет к образованию холодного паяного соединения.
Заключение
Качественные паяные соединения – это сочетание правильной техники, надлежащего оборудования и материалов.
Советы по хорошей технике пайки
Пайка используется в электронике, металлоконструкциях, ювелирных изделиях, сантехнике и даже при изготовлении музыкальных инструментов. Этот процесс обеспечивает постоянные соединения между двумя или более элементами или металлами. Пайка — это фундаментальный навык, необходимый для создания схем для электронных проектов.
Что нужно для пайки? Инструмент, который мы используем, называется паяльник. Этот инструмент состоит из нагретого металлического наконечника и изолированной ручки. Паяльник подает тепло, чтобы расплавить припой. Расплавление припоя позволяет ему затекать в соединение между металлами. При остывании припой затвердевает и надежно соединяется с металлами электропроводящим соединением.
S Стареющие паяльники
Мощность — один из наиболее важных факторов, которые следует учитывать при выборе паяльника.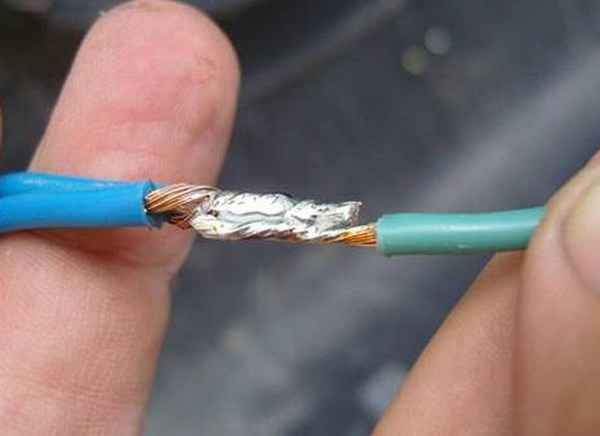 Для небольших электронных проектов идеальная мощность паяльника составляет от 40 до 60 Вт. Однако имейте в виду, что мощность не влияет на то, насколько сильно нагревается паяльник. Мощность определяет, насколько быстро утюг нагревается или как быстро утюг восстанавливает свою нормальную температуру после нагрева паяного соединения.
Для небольших электронных проектов идеальная мощность паяльника составляет от 40 до 60 Вт. Однако имейте в виду, что мощность не влияет на то, насколько сильно нагревается паяльник. Мощность определяет, насколько быстро утюг нагревается или как быстро утюг восстанавливает свою нормальную температуру после нагрева паяного соединения.
В диапазоне от 20 до 60 Вт наиболее распространенным является паяльник мощностью 50 Вт. В то время как 40-60 Вт обеспечивают достаточное количество тепла, 50 Вт будет лучшим выбором. С другой стороны, паяльники мощностью 20-30 Вт могут быстрее терять тепло, что приводит к плохой пайке.
Разные Различные типы припоя
Припой на основе свинца
Припои на основе свинца обычно изготавливаются из сплава олова и свинца. Наиболее распространена смесь 60/40 (олово/свинец) с температурой плавления около 180-19.0°С. Сочетание олова, олова и свинца приводит к сплаву с низкой температурой плавления. Это широко использовалось в прошлом, но в настоящее время на рынке доминирует бессвинцовый припой из-за вредного воздействия свинца на здоровье. Поэтому не забывайте тщательно мыть руки после работы со свинцовым припоем. Это вредно при попадании внутрь, особенно для детей.
Бессвинцовый припой
Судя по всему, этот тип припоя не содержит свинца. Бессвинцовый припой стал коммерчески доступным, когда производители начали отказываться от припоев на основе свинца из-за опасности, которую они представляют для здоровья людей. Одним из самых популярных бессвинцовых сплавов является сплав 9.Сплав 6,5/3/0,5 с содержанием олова 96,5%, серебра 3% и меди 0,5%. Однако работать с этим припоем сложнее, так как он имеет более высокую температуру плавления, чем у свинцового припоя. Тем не менее, они более безопасны и экологичны. Бессвинцовые сплавы обычно дороже, чем припои из свинцовых сплавов.
Припой из серебряного сплава
Припой из серебряного сплава обычно используется ювелирами и машинистами. Он требует источника более высокой температуры, чем припои на основе свинца. Однако он намного прочнее свинцового припоя. Припой из серебряного сплава может быть как бессвинцовым, так и в сочетании со свинцом. Чтобы предотвратить эффект, называемый миграцией серебра, серебро изначально добавлялось в свинцовый припой. Припои на основе свинцового сплава с серебром, такие как припой 62/36/2 с 62-процентным содержанием олова, 36-процентным содержанием свинца и 2-процентным содержанием серебра, дороги, и преимущества не всегда оправдывают дополнительные затраты.
Припой из серебряного сплава может быть как бессвинцовым, так и в сочетании со свинцом. Чтобы предотвратить эффект, называемый миграцией серебра, серебро изначально добавлялось в свинцовый припой. Припои на основе свинцового сплава с серебром, такие как припой 62/36/2 с 62-процентным содержанием олова, 36-процентным содержанием свинца и 2-процентным содержанием серебра, дороги, и преимущества не всегда оправдывают дополнительные затраты.
Советы по правильной технике пайки
Существует множество различных способов пайки электрических соединений. И как всегда, практика делает совершенным. Ниже приведены некоторые советы по правильной технике пайки:
- Имейте паяльник, который вам подходит. Паяльные станции делают процесс пайки простым и легким.
- Паяльник должен быть горячим.
- Приложите паяльник к соединяемым компонентам, пока они не достигнут одинаковой температуры.
- Добавьте припой в соединение. Используйте достаточное количество припоя, чтобы заполнить соединение.

- Не перемещайте детали, пока припой не остынет.
- Идеальным завершением хорошего паяного соединения является вогнутое скругление.
- Хороший паяный шов должен быть гладким, ярким, блестящим и чистым.
- Не соглашайтесь на плохое соединение — если есть сомнения, нагрейте соединение паяльником, пока припой не расплавится, и попытайтесь получить лучшее соединение.
Вот как выглядит хорошее паяное соединение:
Вот как выглядит плохая пайка:
Холодная пайка
Холодная пайка возникает, когда припой не расплавляется полностью, часто характеризуется шероховатой и бугристой поверхностью. Соединение припоя будет плохим и ненадежным, и со временем могут появиться трещины. Чтобы предотвратить холодную пайку, перед началом пайки убедитесь, что паяльник горячий.
При фиксации холодного припоя можно повторно нагреть припой предварительно нагретым паяльником до тех пор, пока припой не потечет. Некоторые соединения холодной пайки вызваны нанесением слишком большого количества припоя. Вы можете легко удалить излишки припоя с помощью жала паяльника. Но помните советы по правильной технике пайки, чтобы избежать подобных проблем; не торопитесь при пайке.
Вы можете легко удалить излишки припоя с помощью жала паяльника. Но помните советы по правильной технике пайки, чтобы избежать подобных проблем; не торопитесь при пайке.
Другие напоминания
- Важно иметь чистые медные площадки или площадки для пайки. Если на вашей медной прокладке есть небольшие повреждения, снимите ее и приведите в порядок. Для этого можно использовать острый нож. После этого будет открытая дорожка, поэтому вам придется наклеить медную ленту на открытую дорожку. Далее можно спаять стыки медной ленты и проколоть, чтобы сделать отверстие. Теперь вы можете использовать паяльную площадку и припой в своем компоненте.
- Чистые площадки для пайки означают хорошее соединение.
- Убедитесь, что у вас чистая проводка, чтобы вы могли легко отследить соединения в случае возникновения проблем. Плюс никому не нужны непонятные проводки.
Как устранить лишний припой между контактными площадками
Иногда между контактными площадками можно обнаружить ненужный припой.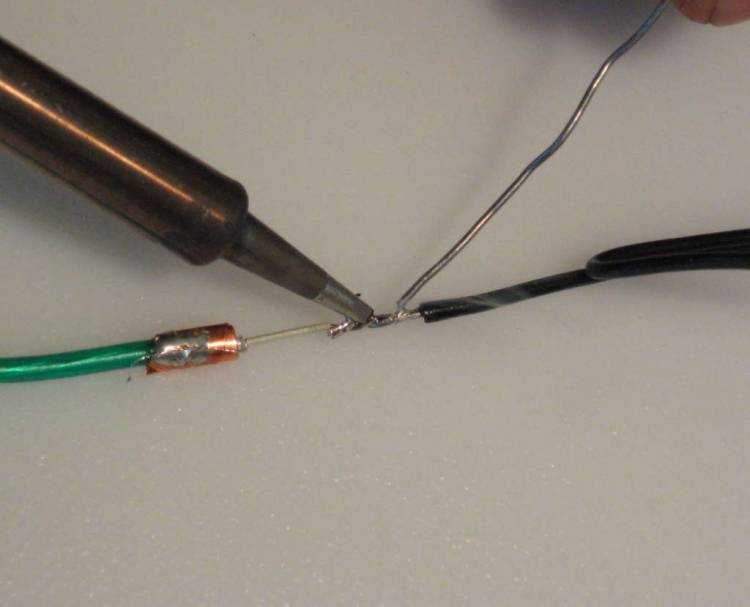 Этот избыток припоя может вызывать стресс, поскольку он может образовывать непреднамеренные соединения между контактными площадками. Одним из решений для этого было бы перетаскивание жала горячего паяльника между паяными соединениями. Другим решением будет использование припоя, что намного проще.
Этот избыток припоя может вызывать стресс, поскольку он может образовывать непреднамеренные соединения между контактными площадками. Одним из решений для этого было бы перетаскивание жала горячего паяльника между паяными соединениями. Другим решением будет использование припоя, что намного проще.
D Электронная пайка
Демонтаж — это процесс удаления припоя. Причин для отпайки может быть много, но чаще всего это связано с устранением неполадок. Таким образом, также важно знать, как удалить припой.
Удаление припоя может быть сложной задачей. Избыток припоя создает короткие замыкания или структурные проблемы. Вы можете нагревать припой до тех пор, пока он не расплавится, а затем протолкнуть через него компоненты. Однако, если старый припой создает проблемы, у вас нет другого выбора, кроме как удалить его. Вот способы отпайки ваших компонентов:
- Используйте предварительно нагретый паяльник для удаления припоя.
- Можно также удалить припой вращающимся инструментом.
 Однако это может занять некоторое время.
Однако это может занять некоторое время. - Используйте имеющиеся в продаже средства для удаления припоя. В настоящее время это самый популярный метод удаления припоя, потому что им действительно легко пользоваться.
- Просверлите место пайки дрелью. Обязательно используйте маленькие сверла, иначе вы можете повредить печатную плату.
Удаление припоя с жала паяльника
Материал, который можно легко найти в вашем доме для этой цели, — это влажная губка. Протрите жало паяльника влажной губкой. Это может помочь легче удалить оксиды и позволить отходам упасть. Вы также можете использовать химчистку или иначе называемую латунной ватой. Латунная вата состоит из стружек мягких металлов, покрытых флюсом. Вы можете удалить припой с жала паяльника, несколько раз воткнув утюг в стружку. Всегда не забывайте чистить жало паяльника, потому что регулярная очистка означает более легкую пайку и более длительный срок службы жала паяльника.
Пайка
F люкс Флюс для пайки представляет собой химическое чистящее средство, антислеживатель или очищающее средство. Потоки могут иметь более одной функции. Одна функция предназначена для соединения металлов. Канифоль, используемая в качестве флюса, обычно используется при пайке. Пастообразная консистенция позволяет наносить паяльную пасту на контактные площадки печатной платы. Липкость пасты удерживает компоненты на месте. Количество флюса в паяльных пастах и припоях должно быть достаточным для формирования приемлемых паяных соединений электронных компонентов. Флюс помогает припою плавиться равномерно, предотвращая сильное окисление при нагреве. Флюс также помогает расплавленному припою правильно «смачиваться».
Потоки могут иметь более одной функции. Одна функция предназначена для соединения металлов. Канифоль, используемая в качестве флюса, обычно используется при пайке. Пастообразная консистенция позволяет наносить паяльную пасту на контактные площадки печатной платы. Липкость пасты удерживает компоненты на месте. Количество флюса в паяльных пастах и припоях должно быть достаточным для формирования приемлемых паяных соединений электронных компонентов. Флюс помогает припою плавиться равномерно, предотвращая сильное окисление при нагреве. Флюс также помогает расплавленному припою правильно «смачиваться».
Флюс позволяет «оплавлять» паяные соединения, чтобы исправить проблему с паяным соединением. Флюс предотвращает окисление и облегчает смачивание припоя, когда он достигает расплавленного состояния. Повторный нагрев припоя без флюса, скорее всего, приведет к дефекту паяного соединения. Эти нежелательные результаты связаны с отсутствием необходимого условия, называемого «смачивание».
Как залудить новое жало паяльника
- Наденьте защитные очки.
- Очистите наконечник влажной губкой.
- Покройте наконечник тонким равномерным слоем припоя.
- Нанесите небольшое количество свежего припоя на жало утюга. Расплавьте маленькую каплю припоя над наконечником тонким слоем. При равномерном нанесении это будет контролировать тепловой поток утюга при следующем использовании, а также предотвратит накопление ржавчины.
- После лужения вымойте руки водой с мылом.
- Закрепите припой с помощью очистителя сплавов.
- Выключив паяльник и дав ему остыть, нанесите небольшой слой очистителя сплава на жало с помощью ткани из микрофибры. Это предотвратит скопление пыли на припое и еще больше уменьшит вероятность окисления
Лужение очень помогает в получении хорошего соединения, и его следует делать по возможности. На рабочей поверхности жала паяльника должна поддерживаться непрерывно луженая поверхность, чтобы обеспечить надлежащую теплопередачу и избежать переноса примесей в паяное соединение. Повторное нанесение очень небольшого количества припоя улучшает тепловой контакт паяльника и паяного соединения, что облегчает растекание припоя.
S afety Меры предосторожности при использовании свинцового припоя
Свинец является высокотоксичным металлом, поэтому представляет опасность для здоровья. Важно тщательно мыть руки после контакта со свинцовым припоем. Храните это в недоступном для детей месте, чтобы избежать случайного проглатывания остатков свинца. При вдыхании свинец может вызвать профессиональную астму или усугубить существующие астматические состояния. Он также может вызвать раздражение глаз и верхних дыхательных путей. Поэтому при работе со свинцовым припоем лучше всего использовать средства защиты глаз и рта.
С afety Меры предосторожности при работе с теплом
Пайка включает плавление, а плавление требует использования тепла. Вы должны быть осторожны в обращении с паяльником. Убедитесь, что вы прикасаетесь только к изолированной ручке, чтобы избежать контакта с теплом, который может привести к ожогам или синякам.
