Как собрать сварочный инвертор в домашних условиях. Какие детали и инструменты понадобятся для самодельного сварочного аппарата. Пошаговая инструкция по сборке инвертора своими руками. На что обратить внимание при изготовлении.
Преимущества самодельного сварочного инвертора
Изготовление сварочного инвертора своими руками имеет ряд преимуществ по сравнению с покупкой готового аппарата:
- Значительная экономия средств — самодельный инвертор обойдется в 2-3 раза дешевле заводского аналога
- Возможность подобрать характеристики под свои задачи
- Лучшее понимание устройства и принципа работы аппарата
- Возможность самостоятельного ремонта и модернизации
- Удовлетворение от создания сложного устройства своими руками
При этом качество сварки самодельного инвертора при правильной сборке не уступает заводским моделям среднего класса. Поэтому для домашнего мастера или небольшой мастерской сборка инвертора своими руками — отличный вариант получить хороший сварочный аппарат с минимальными затратами.
Необходимые детали и материалы
Для сборки сварочного инвертора своими руками потребуются следующие основные компоненты:
- Трансформатор (можно использовать от старого сварочного аппарата)
- Диодный мост для выпрямления тока
- Транзисторы IGBT или MOSFET
- Конденсаторы
- Катушки индуктивности
- Резисторы
- Микросхема-драйвер
- Радиаторы для охлаждения
- Вентилятор
- Провода и кабели
- Корпус (можно изготовить из листового металла)
Также понадобятся инструменты — паяльник, мультиметр, отвертки, пинцет, бокорезы и др. Некоторые детали можно извлечь из старой электроники, а остальное приобрести в магазинах радиодеталей.
Пошаговая инструкция по сборке
Процесс сборки сварочного инвертора своими руками включает следующие основные этапы:
- Подготовка и намотка трансформатора
- Сборка силовой части на транзисторах
- Изготовление платы управления
- Монтаж компонентов в корпус
- Подключение и настройка
Рассмотрим каждый этап подробнее.
1. Подготовка трансформатора
Трансформатор — ключевой элемент инвертора. Его можно намотать самостоятельно или использовать готовый. При самостоятельной намотке:
- Подготовьте ферритовый сердечник подходящего размера
- Намотайте первичную обмотку проводом 0.5-0.8 мм (около 20-30 витков)
- Изолируйте первичную обмотку
- Намотайте вторичную обмотку проводом 1.5-2 мм (5-10 витков)
- Закрепите обмотки и изолируйте трансформатор
Готовый трансформатор должен обеспечивать на выходе напряжение 50-80 В.
2. Сборка силовой части
Силовая часть инвертора собирается на мощных транзисторах IGBT или MOSFET. Основные этапы:
- Закрепите транзисторы на радиаторе через теплопроводящую пасту
- Подключите к транзисторам защитные диоды
- Припаяйте конденсаторы фильтра
- Соедините элементы по схеме полумостового инвертора
Важно обеспечить надежное охлаждение транзисторов, так как через них проходят большие токи.
3. Изготовление платы управления
Плата управления формирует импульсы для управления силовыми транзисторами. Ключевые компоненты:
- Микросхема ШИМ-контроллера (например, SG3525)
- Драйверы затворов транзисторов
- Цепи обратной связи и защиты
- Регулятор сварочного тока
Плату можно изготовить на макетной плате или заказать печатную плату по готовой схеме.
4. Монтаж в корпус
На этом этапе все узлы монтируются в корпус инвертора:
- Закрепите трансформатор, радиаторы с транзисторами, плату управления
- Установите вентилятор охлаждения
- Смонтируйте разъемы для подключения сварочных кабелей
- Выведите регуляторы тока и индикаторы на переднюю панель
Важно обеспечить хорошую вентиляцию корпуса для отвода тепла.
5. Подключение и настройка
Заключительный этап сборки:
- Соедините все узлы согласно принципиальной схеме
- Подключите сетевой кабель и выключатель
- Проверьте все соединения
- Настройте ток и напряжение с помощью регуляторов
- Протестируйте работу инвертора на холостом ходу
После успешного тестирования самодельный сварочный инвертор готов к работе!
На что обратить внимание при сборке
При изготовлении сварочного инвертора своими руками важно учитывать следующие моменты:
- Строго соблюдайте полярность подключения компонентов
- Используйте качественные радиоэлементы с нужными характеристиками
- Обеспечьте надежное охлаждение силовых элементов
- Тщательно изолируйте все токоведущие части
- Соблюдайте меры электробезопасности при работе с высоким напряжением
При правильном подходе самодельный сварочный инвертор будет надежно служить долгие годы. Но следует помнить, что работа с высоким напряжением требует соответствующих знаний и навыков.

Заключение
Сборка сварочного инвертора своими руками — интересный и полезный проект для умелого домашнего мастера. Это позволяет существенно сэкономить на покупке заводского аппарата и получить устройство с нужными характеристиками. При аккуратном изготовлении самодельный инвертор не уступает по качеству сварки промышленным аналогам. Главное — ответственно подойти к процессу сборки и соблюдать все меры безопасности при работе с электроникой.
Cамодельный сварочный инвертор из доступных деталей своими руками
Инверторная сварка быстро вошла в рабочую сферу мобильных бригад и отдельных специалистов, выполняющих заказы по вызову. Наличие такого сварочного аппарата полезно и каждому хозяину в гараже или частном доме. Компактные размеры устройства, малый вес и высокие показатели качества шва, выгодно выделяют его на фоне крупных трансформаторов. К сожалению, магазинная цена позволяет не всем стать владельцем этого оборудования. Но для тех, кто умеет работать своими руками выход есть — это самодельный сварочный инвертор. Какие инструменты и материалы понадобятся для его создания? Как собрать основные узлы? Что включается в обслуживание и ремонт самодельного устройства?
Реалистичные ожидания
Решая создать аппарат из сподручных деталей, доступный по цене, и пригодный для сварки дома или на небольших заказах, следует осознавать реальность результата. Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами. Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно.
Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно.
Но простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работах в гараже. Такой аппарат будет способен потреблять 220V от сети, преобразовывать их в 30V, а силу тока увеличивать до 200А. Этого вполне достаточно для работы электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, поскольку переменный ток преобразуется в постоянный, и затем обратно в переменный, но с высокой частотой.
Такие инверторы сгодятся для сварки забора, ворот, собственного отопления, дверей. Его удобно переносить, и даже варить с ним, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать на практике накладывать швы, то станет возможным сварка тонких листов стали. Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат.
Необходимые детали и инструменты
Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок. Собрать его абсолютно бесплатно, из предметов в гараже, невозможно. Но итоговая стоимость будет в три раза дешевле покупки готовой продукции. В сварочниках и их создании применяются:
- набор отверток;
- нож;
- пассатижи;
- паяльник, для изготовления электрической платы;
- дрель, для отверстий под переключатели и вентиляцию;
- ножовка;
- листовой металл под корпус;
- болты и саморезы;
- приборы и кнопки на панель;
- конденсаторы, транзисторы и диоды;
- медная шина для обмотки;
- провода для соединения всех узлов;
- элементы для сердечника;
- изоляционная бумага и изолента;
- силовые и рабочие кабеля.
Перед тем, как приступить к созданию сварочного инвертора своими руками, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке. Это поможет увидеть наглядно с чем придется столкнуться, и сравнить результат. Далее предоставляется поэтапная инструкция о том, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какой мощности аппарат необходим на выходе, и какие подручные материалы имеются в наличии.
Это поможет увидеть наглядно с чем придется столкнуться, и сравнить результат. Далее предоставляется поэтапная инструкция о том, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какой мощности аппарат необходим на выходе, и какие подручные материалы имеются в наличии.
Трансформатор
Электрическая составляющая инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышения силы тока, до величины способной плавить металл. Прежде всего необходимо выбрать материал для сердечника. Это могут быть заводские стандартные пластины или самодельный каркас из листового железа. Видео в сети помогает увидеть главный принцип этой конструкции, независимо от используемых вариантов.
Сварочные трансформаторы лучше мотать из медной шины, поскольку оптимальные характеристики — это достаточная ширина и небольшое сечение. Такие параметры позволят задействовать все физические ресурсы материала. Но если такой шины нет, то можно воспользоваться проводом другого сечения. Все это влияет на степень нагрева изделия во время работы.
Но если такой шины нет, то можно воспользоваться проводом другого сечения. Все это влияет на степень нагрева изделия во время работы.
Трансформатор мотается вручную и состоит из двух частей: первичной и вторичной обмоток. Для инвертора своими руками подойдет:
- Феррит 7 х 7. Первичную обмотку создают из провода ПЭВ 0.3 мм, который наматывают ровно, виток к витку, 100 оборотов.
- Следующий слой — это изолирующая бумага. Подойдет лента от кассового аппарата или стеклоткань. Первая сильно темнеет при нагреве, но сохраняет свои свойства.
- Вторичную обмотку наносят в несколько уровней. Первым идет ПЭВ 1.0 мм в 15 оборотов. Поскольку витков мало, их следует распределить по всей ширине равномерно. Их покрывают лаком и слоем бумаги.
- Второй уровень состоит из ПЭВ 0.2 мм в 15 оборотов, с последующей изоляцией, аналогичной предыдущим слоям.
- Заключительный уровень изготавливается из ПЭВ 0.35 в 20 оборотов. Изолировать слои можно и второпластовой лентой.

Корпус
Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. От его размеров стоит рассчитать еще 70% требуемого места под остальные детали. Защитный кожух можно собрать из листа стали 0.5 — 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.
Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта. Необходимо сделать отверстия на лицевой стороне под:
- переключатели силы тока;
- кнопку питания;
- световые диоды, сигнализирующие о включении;
- разъемы под кабеля.
Магазинные сварочные инверторы красятся порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий.
Охлаждение
В корпусе нужно просверлить достаточно отверстий для вентиляции. Желательно, чтобы они находились в противоположных сторонах напротив друг друга. Понадобиться и вентилятор. Им может стать кулер из старого компьютера. Устанавливать его нужно работой на вытяжку горячего воздуха. Приток холодного производится через отверстия. Разместить кулер стоит максимально близко к трансформатору, — самому горячему элементу устройства.
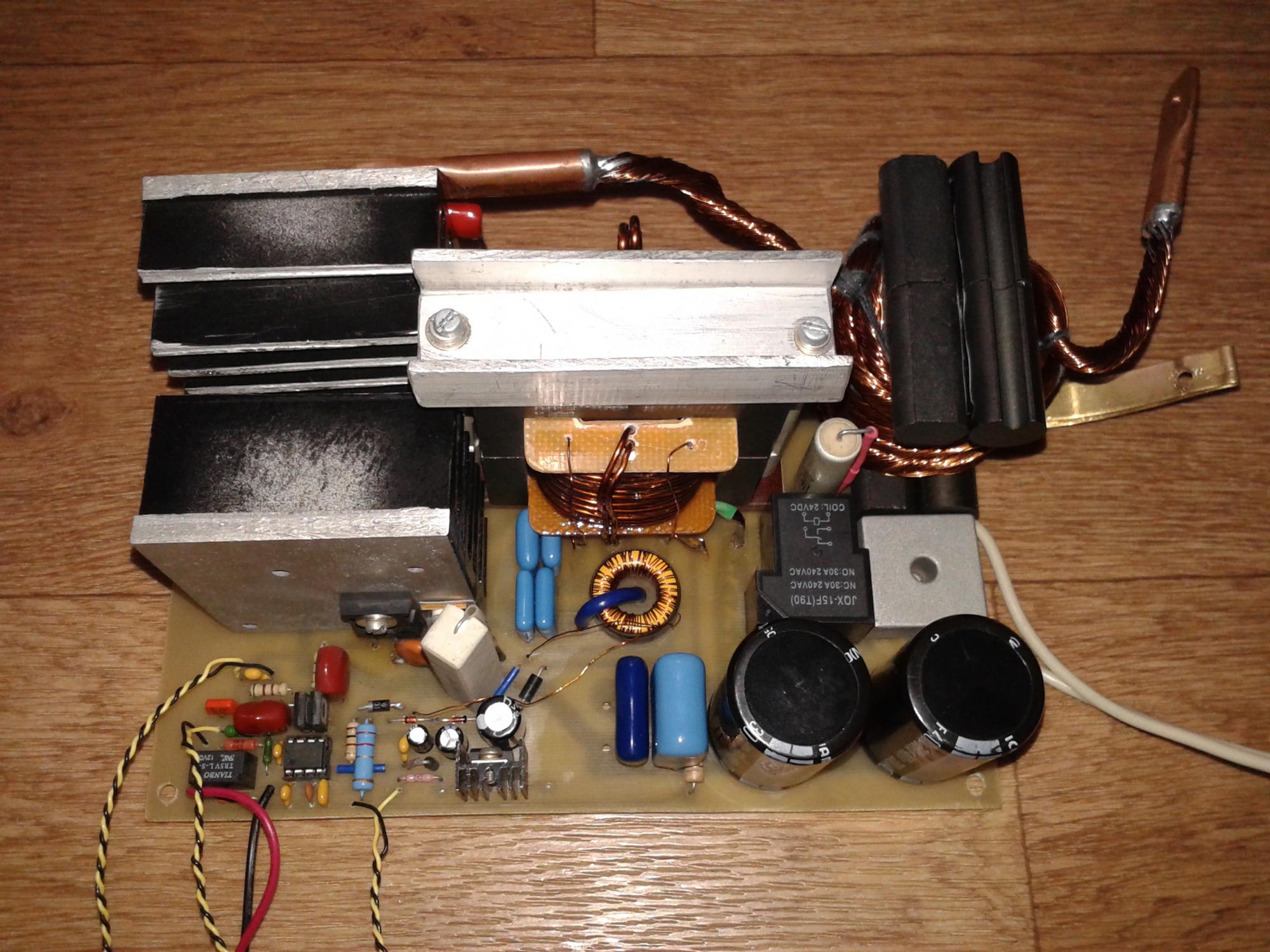
Преобразование тока
Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Пайка диодов осуществляется по схеме «косого моста». Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках. Для их поиска можно обратиться в ремонтные мастерские по компьютерам.
Два радиатора размещаются по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направляются к контактным проводам транзисторов, которые отвечают за возврат тока в переменный, но с повышенной частотой. Соединенные вместе провода должны иметь длину 150 мм. Трансформатор и диодный мост рекомендуется разделять внутренней перегородкой.
Выводы направляются к контактным проводам транзисторов, которые отвечают за возврат тока в переменный, но с повышенной частотой. Соединенные вместе провода должны иметь длину 150 мм. Трансформатор и диодный мост рекомендуется разделять внутренней перегородкой.
В схеме инвертора обязательно наличие конденсаторов, с последовательным соединением. Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.
Сборка и укомплектовка
После создания всех составляющих устройства можно переходить к сборке. На основание крепится трансформатор, диодный мост, электронная схема управления. Происходит соединение всех проводов. На наружную панель фиксируются:
- переключатели резистора;
- кнопка включения;
- световые индикаторы;
- ШИМ-контроллер;
- разъемы под кабеля.
Держатель и зажим для массы лучше купить готовые, потому что они более безопасные и удобные. Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост. После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост. После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
Ремонт своими руками
Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух. Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Что проверяется в первую очередь:
- Напряжение на входе. Если оно отсутствует или недостаточно по величине, то устройство работать не будет.
- Предохранители. При скачке сгорают защитные элементы или срабатывает отключение автоматом.
- Температурный датчик.
 При повреждении блокирует работу последующих узлов.
При повреждении блокирует работу последующих узлов. - Клеммы контактов и паяные соединения. Разрыв цепи прекращает движение тока и рабочие процессы.
Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину.
Поделись с друзьями
1
0
0
0
Сварочный инвертор своими руками из подручных материалов: Инструкция +Видео схема
Сварочные работы очень востребованы в любых сборочных и ремонтных работах. Качественная варка металла высоко ценится и оплачивается. Для того, чтобы выполнять самому все сварочные работы необходим личный аппарат. И совсем необязательно его покупать. Можно собрать установку для инверторной сварки своими руками. Который ни на грамм не будет уступать конвейерным представителям.
[contents]
Общие сведения о сварочном инверторе
Каждый настоящий хозяин должен иметь в своем хозяйстве аппарат для сварки.
Это устройство незаменимо и в сельхоз подсобьях, и в строительстве и обустройстве дома, и в обслуживании автомобиля и ещё много где.
К тому же выполнить инверторную сварку своими руками вполне возможно, даже если вы не профессиональный электрик.
Технические показатели
Показатели сварочного инвертора собранного самостоятельно, будут следующими:
- Напряжение 220В.
- Сила тока на входе в устройство – 32 А, а на выходе -250А.
- Подобная установка сможет выполнять сварочную работу электродом 5-ой с длинной дуги до 1см.
- КПД его будет не ниже покупных.
Элементы собираемой конструкции
- блок для питания,
- драйверы силовых ключей,
- силовой блок.
Инструменты необходимые для выполнения сборки
- нож, комплект отверток, ножовка по металлу,
- паяльник для работы с электросхемой,
- резьбовые крепежные элементы,
- тонкий лист металла,
- элементы для микросхемы, медные провода и полосы,
- кассовая термобумага, стеклоткань, текстолит, слюда.

Изготовление инверторной сварки своими руками
Сбор блока питания
Самым важным узлом для этого блока инвертора будет трансформатор. С помощью него обеспечивается подача стабильного напряжения.
Его делают из четырех обмоток:
- первичная – 100 витков выполненных из провода ПЭВ 0,3 мм в диаметре;
- первая вторичная – 15 витков выполненных из провода ПЭВ 1мм в диаметре;
- вторая вторичная – 15 витков выполненных из провода ПЭВ 0,2мм в диаметре;
- третья вторичная – 20 витков выполненных из провода ПЭВ 0,3 мм в диаметре.
Завершив намотку первичной обмотки, следует провести изоляцию полученной поверхности стеклотканью. А затем наматывать слой экранирующего провода. Причем его витки должны закрывать весь первый слой.
Важно! Обмотку трансформатора лучше делать равномерно по всей ширине каркаса. Так влияние перепадов напряжения будет минимально.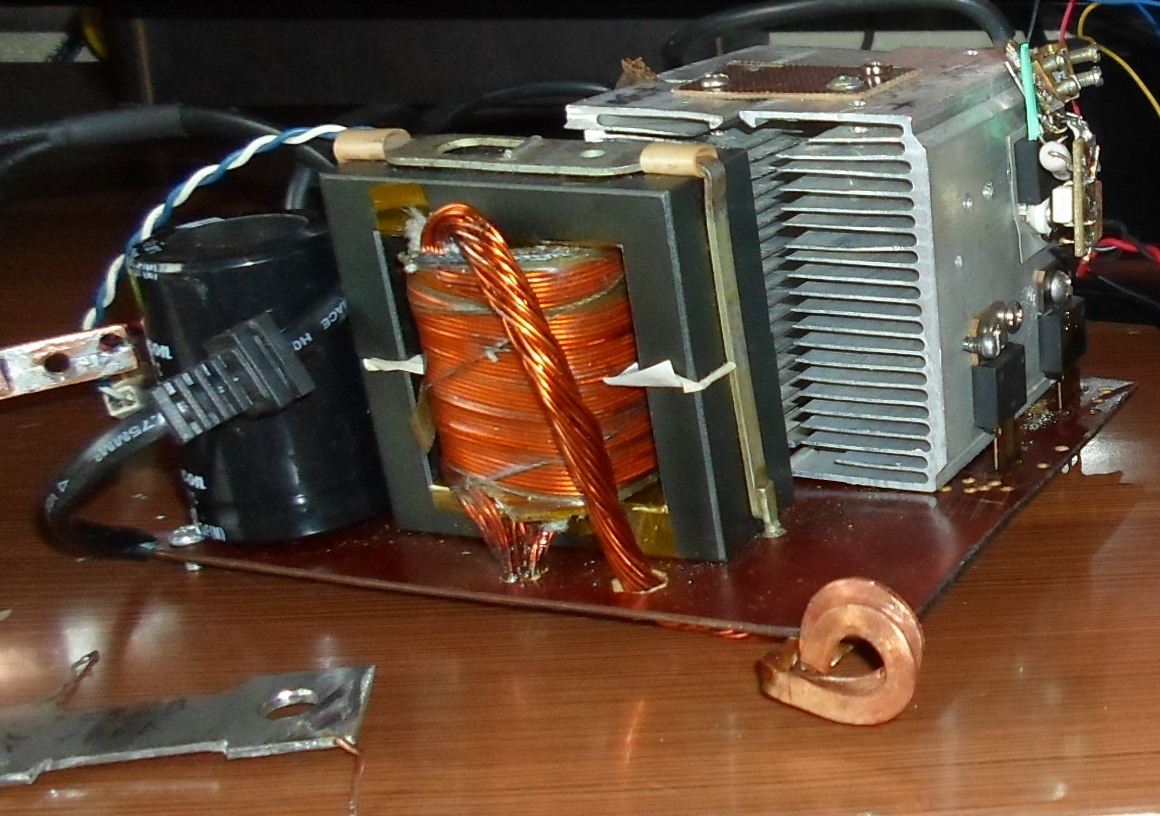
Провод для экранирования нужно брать одного диаметра с первичной обмоткой и наматывать в одинаково направлении. Это условие относиться ко всем остальным обмоткам. Каждый слой обмотки изолируется друг от друга стеклотканью или малярным скотчем.
Правильно подобранные резисторы к электронной схеме обеспечат силу напряжения передающегося от блока питания на реле в диапазоне 20-25В. Диоды в схеме должны быть собраны согласно методу «косого моста».
В процессе работы устройства, диоды будут значительно нагреваться, поэтому к ним обязательно нужно прикрепить радиаторы. Иногда с этой целью заимствуют у старого компьютера охлаждающие элементы. Установка диодного моста должна иметь два радиатора. Верх моста крепится через слюдяную прокладку к одному радиатору, низ — через термопасты ко второму.
Выводы диодов необходимо направить в одну сторону с выводами транзисторов, обеспечивающих трансформацию постоянного тока в переменный.
Длинна проводов, для соединения выводов, должна быть меньше 15 см..jpg) Блоком питания и блок инверторный разделяются листом металла, приваренным к корпусу установки.
Блоком питания и блок инверторный разделяются листом металла, приваренным к корпусу установки.
Сбор силового блока
Основной узел силового блока – трансформатор. Он понижает напряжение высокочастотного тока, а силу увеличивает.
Дня такого трансформатора необходимы два сердечника Ш20х208 2000 нм. Зазор между ними лучше обеспечить с помощью газетной бумаги.
Обмотка трансформатора должна быть сделана из медной полосы шириной в 40мм и толщиной 0,25 мм.
Все слои должны быть дополнительно обмотаны кассовой лентой с целью термоизоляции.
Вторичная обмотка выполняется тремя слоями медных полос с фторопластовой лентой между каждым из них.
Итого трансформаторная обмотка должна состоять из 12 витков х 4 витка, 10 кв.мм х 30 кв.мм.
Термоизоляцию можно выполнить обычной бумагой, но лентой от кассового аппарата будет более долговечно.
Необходимо учитывать, что в процессе эксплуатации устройства сделанный трансформатор будет значительно перегреваться, поэтому необходимо предусмотреть охлаждающий кулер. Например, от старого компьютера.
Например, от старого компьютера.
Состав инверторного блока
Данный блок устройства постоянный ток преобразует в переменный высокочастотный. Наилучшим вариантом будет сбор такого блока из двух транзисторов средней и ниже мощностей. Тогда и частота тока будет стабилизирована, и шум, в процессе эксплуатации, минимальным.
В самодельном сварочном инверторе необходимо закладывать минимум шесть охлаждающих маломощных вентилятора от компьютера, или же один мощный, направив его на обдувание понижающего силового трансформатора. В случае использования нескольких вентиляторов, как минимум, три из них следует расположить у силового трансформатора.
Для большей защиты от перегрева устройства устанавливается термодатчик к наиболее греющемуся радиатору. Его функция при достижении максимально допустимой температуры отключать питание на весь аппарат.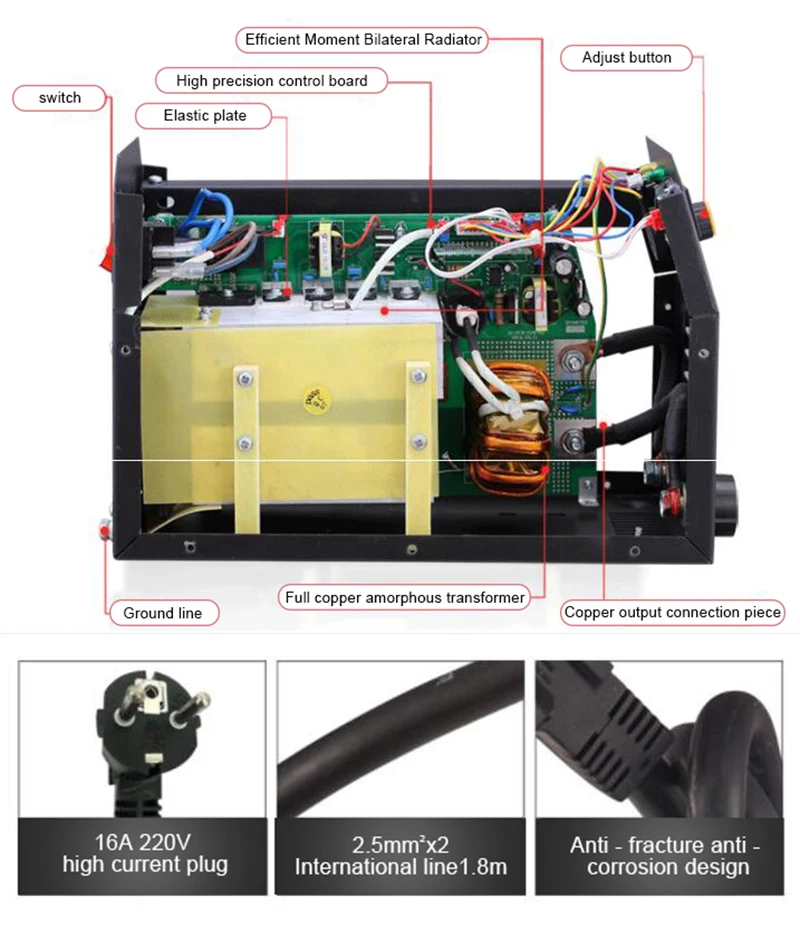
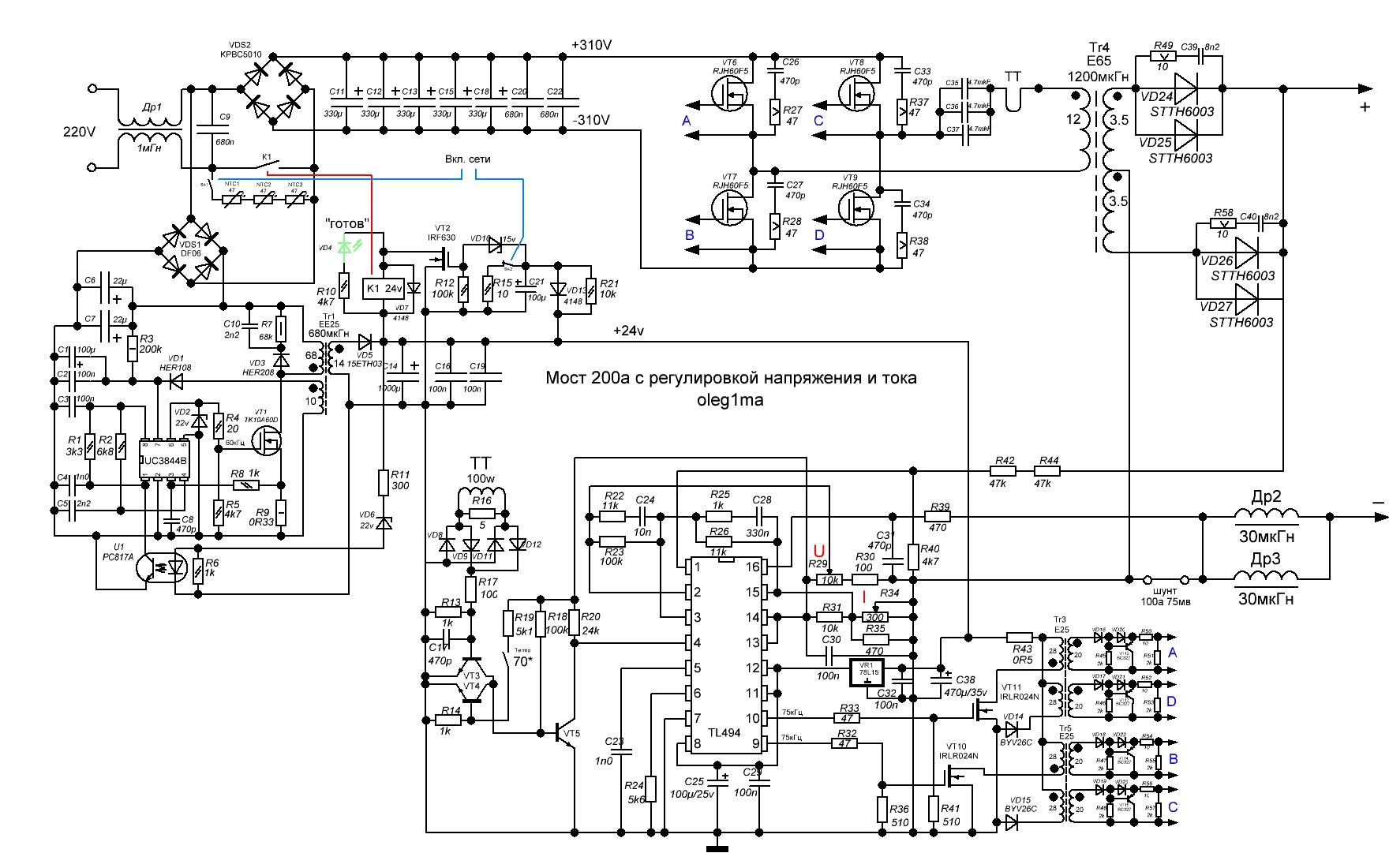
Приблизительная схема самодельного сварочного инвертора
Выполненная обмотка трансформатора крепится на основу агрегата с помощью нескольких скоб.
Платы делаются с помощью фольгированного текстолита толщиной в 1мм. Для понижения нагрузки в платах формируют несколько небольших прорезей.
В качестве основы агрегата используют пластину гетинакса толщиной в 0,5 см с круглой прорезью в центре для вентилятора.
Важно! Все провода должны располагаться так, что бы между ними было е пространство.
На поверхность основы выводятся ручки для резистора и переключатели тумблера, зажимы и светодиоды. Сверху устройство покрывается кожухом из винипласта или текстолита толщиной минимум 4 мм.
Описание основных неисправностей сварочного инвертора и его ремонт
Определения причин поломки следует начать с внешнего осмотра. Если обнаружены места с плохим контактом, их отсоединяют, зачищают и соединяют их снова.
Достаточно часто встречаются следующие неисправности:
- Излишнее потребление тока при полном отсутствии нагрузки.
В этом случае, скорее всего, замкнулись витки. Нужно просто выполнить перемотку и улучшить изоляцию слоя. - Частое падение сварочной дуги.
Наиболее вероятен пробой обмотки, вследствие чего, в цепь поступает завышенное напряжение. - Неверная регулировка сварочного тока.
Возможны замыкания в зажимах или дроссельной катушке, отказ регулирующего ток винта. - Ток недостаточен.
Это говорит о том, что в сети упало напряжение. В этом случае проверяют исправность регулятора. - Повышенная шумность трансформатора.
Часто повышение шума сопровождается перегревом аппарата. В подобных случаях необходимо проверить крепления стягивающие части магнитопровода, крепления механизмов перемещения, сердечника катушки. Скорее всего, возникло замыкание в сварочных проводах.
- Самостоятельное отключение аппарата.
Следует предположить замыкание в электро цепи, которое вызвало автоотключение.
Кроме того, самым слабым местом инвертора всегда будет колодка клеммы для подключения сварочного кабеля.
Сварочный аппарат своими руками, сварочный трансформатор
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).

- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.
Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.

- Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети.
 Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна. - Полуавтомат. Это продвинутый вариант выпрямителя, с устройством механической подачи сварочной проволоки в зону работ. Сварка производится в среде инертного газа, для выполнения работы требуется газовый баллон.Преимущества: качественный шов, нет необходимости в специальной подготовке мастера. Недостатки: требуется дополнительное оборудование (газовый баллон), высокая стоимость.
- Инвертор. На сегодняшний день самый распространенный сварочник среди любителей. В качестве преобразователя напряжения используется инверторный блок питания с ШИМ управлением. Эта технология на сегодняшний день стала доступной, что положительно сказывается на стоимости. Преимущества: работать с аппаратом может даже начинающий сварщик, компактные размеры, малый вес.
 Недостатки: не слишком высокая надежность, сложность в ремонте.
Недостатки: не слишком высокая надежность, сложность в ремонте.
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.
Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.

Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:
Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.
Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
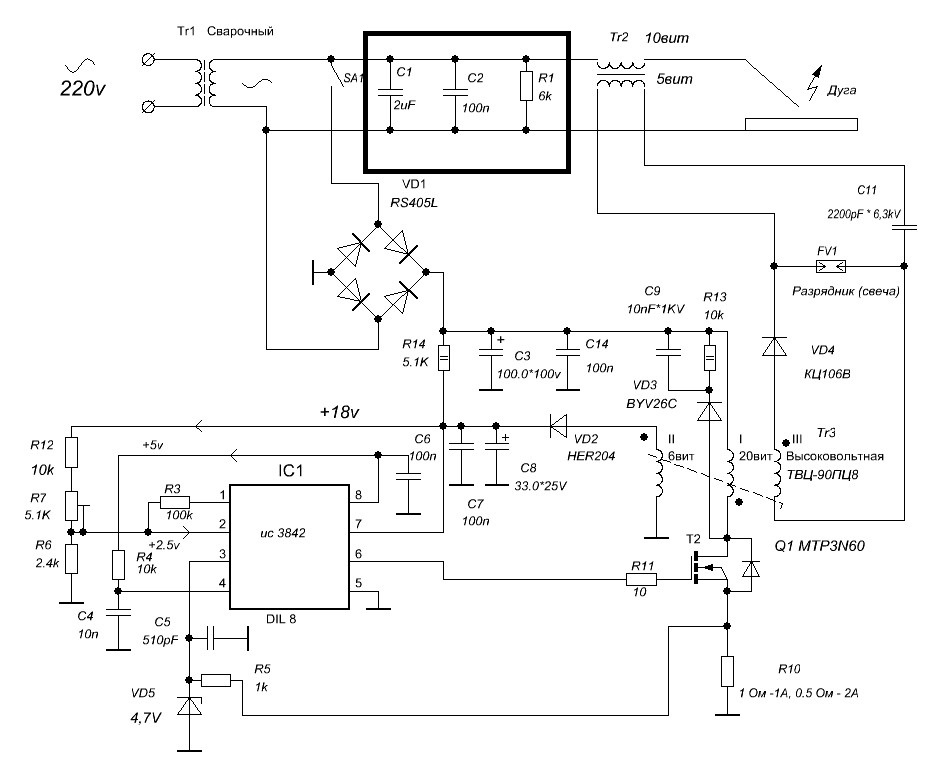
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.
Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера.
 При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
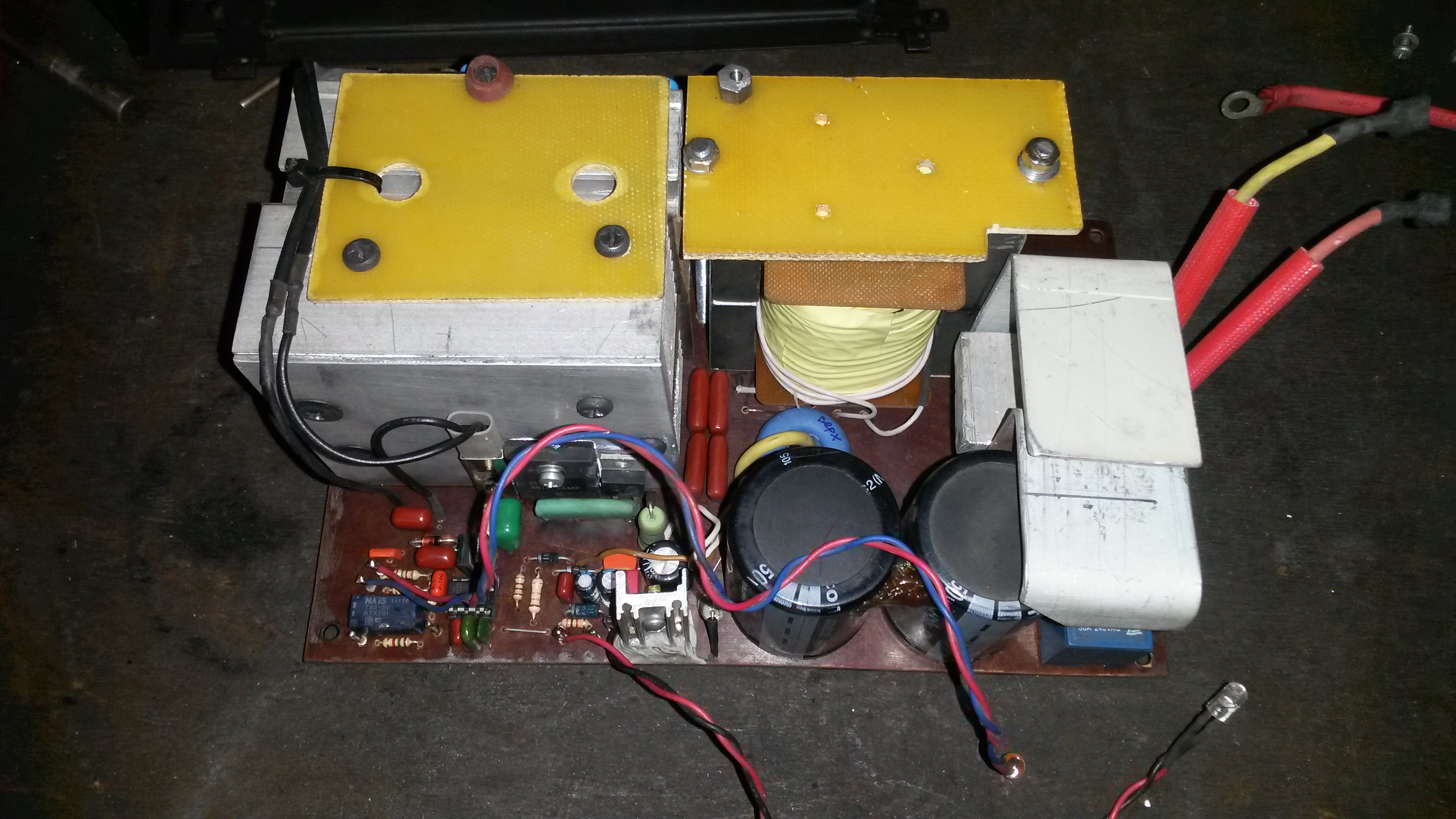
При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации. - Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать).
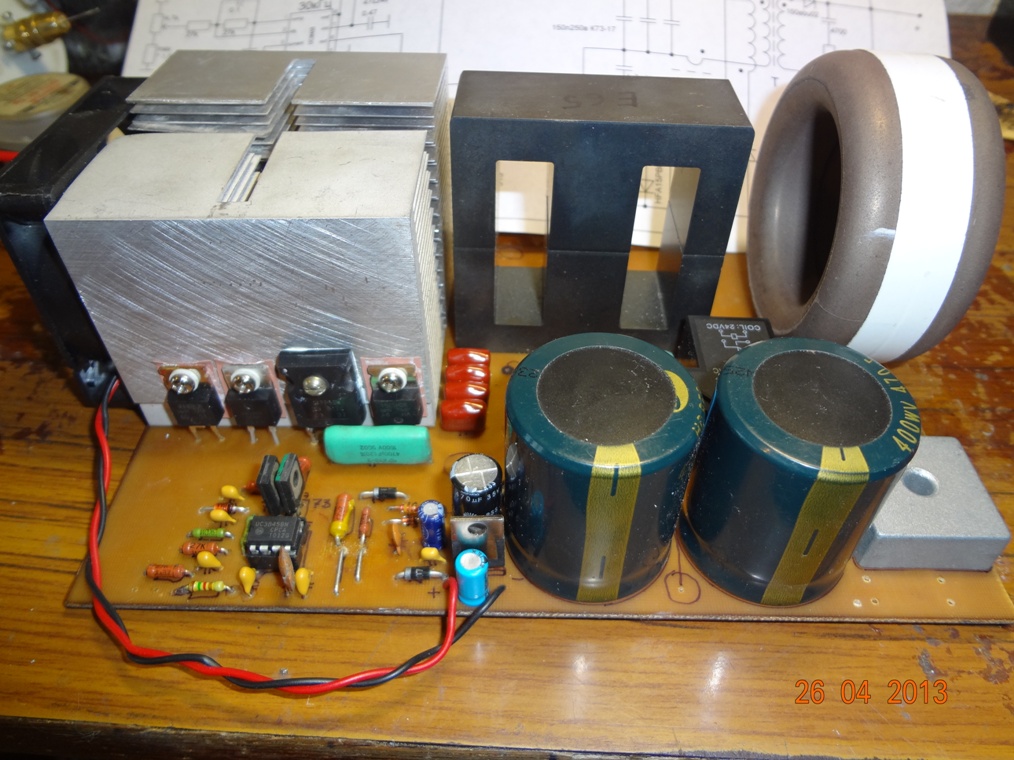 Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.
Где купить
Максимально быстро приобрести прибор можно в ближайшем специализированном магазине. Оптимальным же, по соотношению цена-качество, остаётся вариант покупки в Интернет-магазине АлиЭкспресс. Обязательное длительное ожидание посылок из Китая осталось в прошлом, ведь сейчас множество товаров находятся на промежуточных складах в странах назначения: например, при заказе вы можете выбрать опцию «Доставка из Российской Федерации»:
Итог
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Видео по теме
расчет параметров и подбор материалов
Изготовление сварочного инвертора в домашних условиях – очень увлекательное дело, особенно для любителей самоделок. При этом можно и не иметь глубочайших электротехнических знаний, просто делать все строго в определенном порядке. К тому же, не будет лишним понять принцип работы такого устройства.
Основной смысл в том, чтобы собирать все самому – это приличная экономия средств, если основные показатели аппарата будут приблизительно такими же, как у тех, что предлагает торговая сеть.
Да и внешне самодельный сварочный инвертор, может не отличаться от заводского. Работу можно будет проводить, применяя электроды 3-5 миллиметров в диаметре при дуге до 10 миллиметров.
Работу можно будет проводить, применяя электроды 3-5 миллиметров в диаметре при дуге до 10 миллиметров.
Краткое содержимое статьи:
Основные данные
Собственноручно собранный по простой схеме сварочный инвертор сможет иметь данные вполне приличного устройства:
- напряжение на входе 220 вольт;
- на входе ток 32 ампера;
- на выходе ток 250 ампера.
Обычно используют напряжение 220 вольт, но можно сделать аппарат и для напряжения 380 вольт. Трехфазные аппараты имеют несколько выше показатели.
Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.
Первичную обмотку надо изолировать стеклотканью и намотать экран из провода 0,3 мм. Он должен покрыть всю ширину каркаса, а направление витков – совпадать с предыдущей обмоткой.
Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.
Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.
Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.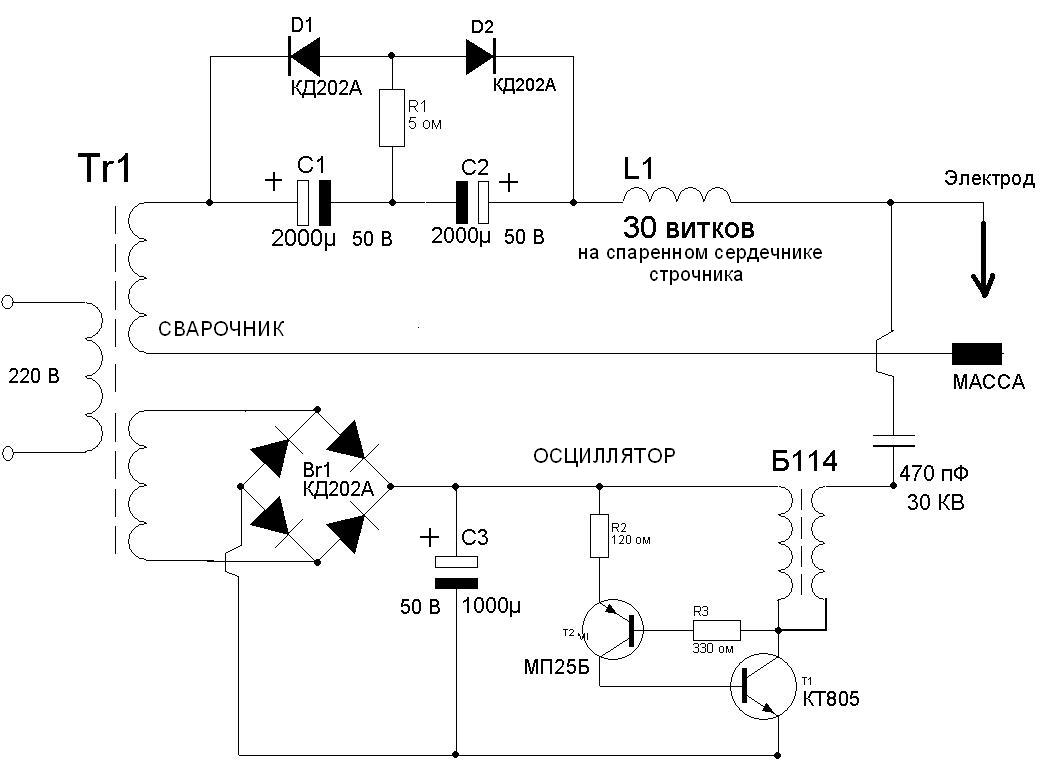
Монтаж силового блока
Этот блок представляет собой трансформатор, что снижает U и увеличивает ток. Для его изготовления нужна пара сердечников Ш 20х208. Для изоляции их друг от друга модно использовать бумагу.
Намотка выполняется полоской из меди, ширина которой 40 миллиметров, а толщина – 0,25 миллиметров. Для прокладки витков можно использовать бумагу хорошего качества, а вторичную обмотку формируют, перекладывая фторопластовую полосу.
Монтировать понижающий трансформатор, используя толстый провод, не надо потому, что ток, имея высокую частоту, проходит по поверхности проводника и тот не нагревается внутри.
Нагрев деталей аппарата нужно уменьшать принудительным охлаждением. Для этой цели подойдет вентилятор из системного блока компьютера.
Сборка инверторного блока
Чтобы сделать сварочный инвертор своими руками необходимо перейти к следующему этапу – монтажу инверторного блока. Так, как этот узел преобразовывает ток из постоянного в переменный, нужны мощные транзисторы, которые будут то открываться, то закрываться, создавая высокую частоту.
Так, как этот узел преобразовывает ток из постоянного в переменный, нужны мощные транзисторы, которые будут то открываться, то закрываться, создавая высокую частоту.
В инструкцию для изготовления простого инвертора можно включить схему инверторного блока.
Есть смысл этот блок монтировать с применением нескольких транзисторов, чтобы частота была более стабильной и при выполнении сварки аппарат меньше гудел.
Корпус
Пошаговая сборка инвертора своими руками предусматривает подбор надежного корпуса для такого изделия. Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.
Различные виды самодельных сварочных инверторов имеют общую черту – это управление работой аппарата. На передней панели устанавливают выключатель, ручку регулировки сварочного тока, контакты для проводки, контрольные лампы.

Таким образом, чтобы обзавестись таким нужным в домашней мастерской аппаратом, не обязательно покупать готовый инвертор. Можно изучить необходимую теорию, приобрести детали и самому собрать сварку, которая будет надежно работать.
Фото сварочного инвертора своими руками
Сборка самого простого сварочного инвертора своими руками, схемы и рекомендации
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
- паяльник;
- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.
Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.
При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение — 220 В;
- сила тока на входе — 32 А;
- сила тока на выходе 250 А.

Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора — преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме «косого моста» . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую — может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй — ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.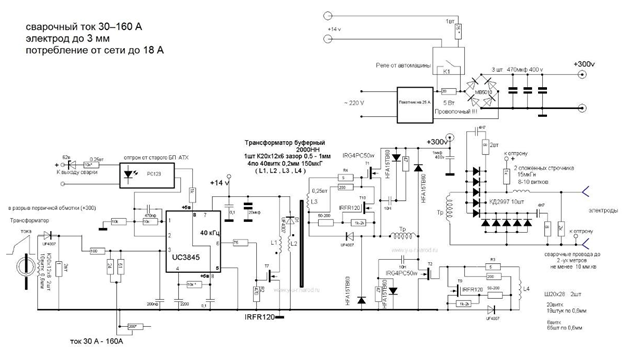
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
Инверторное сварочное оборудование Эверласт — Сварочная компания
Лидирует в новую эру сварочной индустрии.
Продукция
для сварки, включая сварочные аппараты TIG, сварочные аппараты MIG, аппараты для ручной сварки и плазменные резаки, от Everlast Power Equipment получает национальное признание и всемирное признание. Если Everlast — новое имя для вас или вам интересно узнать о наших инверторных сварочных аппаратах, аппаратах плазменной резки и линейке продуктов для сварки, мы надеемся, что этот сайт окажется для вас полезным.Наш сайт разработан, чтобы предоставить вам быстрый и легкий доступ к необходимой вам продукции для сварки или производства. Если вам нужна более подробная информация о компании Everlast Welders как о компании или ее политике, вы найдете дополнительную информацию на вкладке «О нас» и в разделе «Часто задаваемые вопросы» над панелью навигации. Теперь, если вы ищете краткий обзор того, кто мы, продолжайте читать ниже.
Если вам нужна более подробная информация о компании Everlast Welders как о компании или ее политике, вы найдете дополнительную информацию на вкладке «О нас» и в разделе «Часто задаваемые вопросы» над панелью навигации. Теперь, если вы ищете краткий обзор того, кто мы, продолжайте читать ниже.
Как быстрорастущий поставщик сварочных аппаратов и сварочного оборудования для сварочной промышленности, Everlast стремится обеспечить экономичность и производительность каждого сварочного аппарата и аппарата плазменной резки, который он производит.За последние 10 лет мы стремились улучшить дизайн продуктов и услуг по мере роста нашей клиентской базы. Everlast — это компания, находящаяся в полной собственности и расположенная в США, с представительствами и представительствами в Калифорнии. Мы производим нашу продуктовую линейку за рубежом в Китае с прямым контролем и присутствием на заводах, контролирующих детали производственного процесса. Если это вызывает беспокойство, мы понимаем, но это не что-то новое, так как все сварочные компании в США в настоящее время производят свою линейку продукции, сборочные узлы или компоненты за границей или за границей и в лучшем случае используют этикетку «собран в США », чтобы указать, что внутреннее устройство продукта больше не производится в США. Нам только что удалось создать более разумную компанию и структуру ценообразования, которые идут вразрез с традиционным маркетингом и исключают внутренние потери и размер прибыли, которые в конечном итоге обходятся вам в тысячи долларов за аналогичный продукт.
Нам только что удалось создать более разумную компанию и структуру ценообразования, которые идут вразрез с традиционным маркетингом и исключают внутренние потери и размер прибыли, которые в конечном итоге обходятся вам в тысячи долларов за аналогичный продукт.
По мере роста нашего рынка сварочные аппараты Everlast расширили свою дистрибьюторскую сеть на 6 континентах. Это означает нашу приверженность нашим долгосрочным целям и нашему видению нашей компании и продуктовой линейки. Наша лучшая в отрасли 5-летняя гарантия на продукты IGBT (3 года на MOSFET) и наша 30-дневная политика удовлетворенности призваны обеспечить вам долгосрочное спокойствие.Профессионалы и любители по всему США находят, что наши продукты являются надежным решением их потребностей в сварке и плазменной резке. Мы думаем, что вы тоже.
Инверторный сварочный аппаратToshon для продаж Интернет-магазины Индия | производители | Купить Сварочный аппарат онлайн | поставщики | Импортер оборудования в Индии и Китае | chennai — ARC in Tamilnadu Genset Welding Machine Плазменная резка | сварочное оборудование | Аппарат для точечной сварки | дуга 400G | дуга 400G | arc 160 mini | arc 200T | дуга 250ГС | дуга 400G | дуга 400G | arc 500IJ | arc 630I | Аппарат для дуговой сварки 630I
КОМПАНИЯ TOSHON WELDING , была основана в 2001 году как семейная компания, которая с самого начала занимается разработкой, производством и продажей сварочного оборудования, включая сварочное оборудование.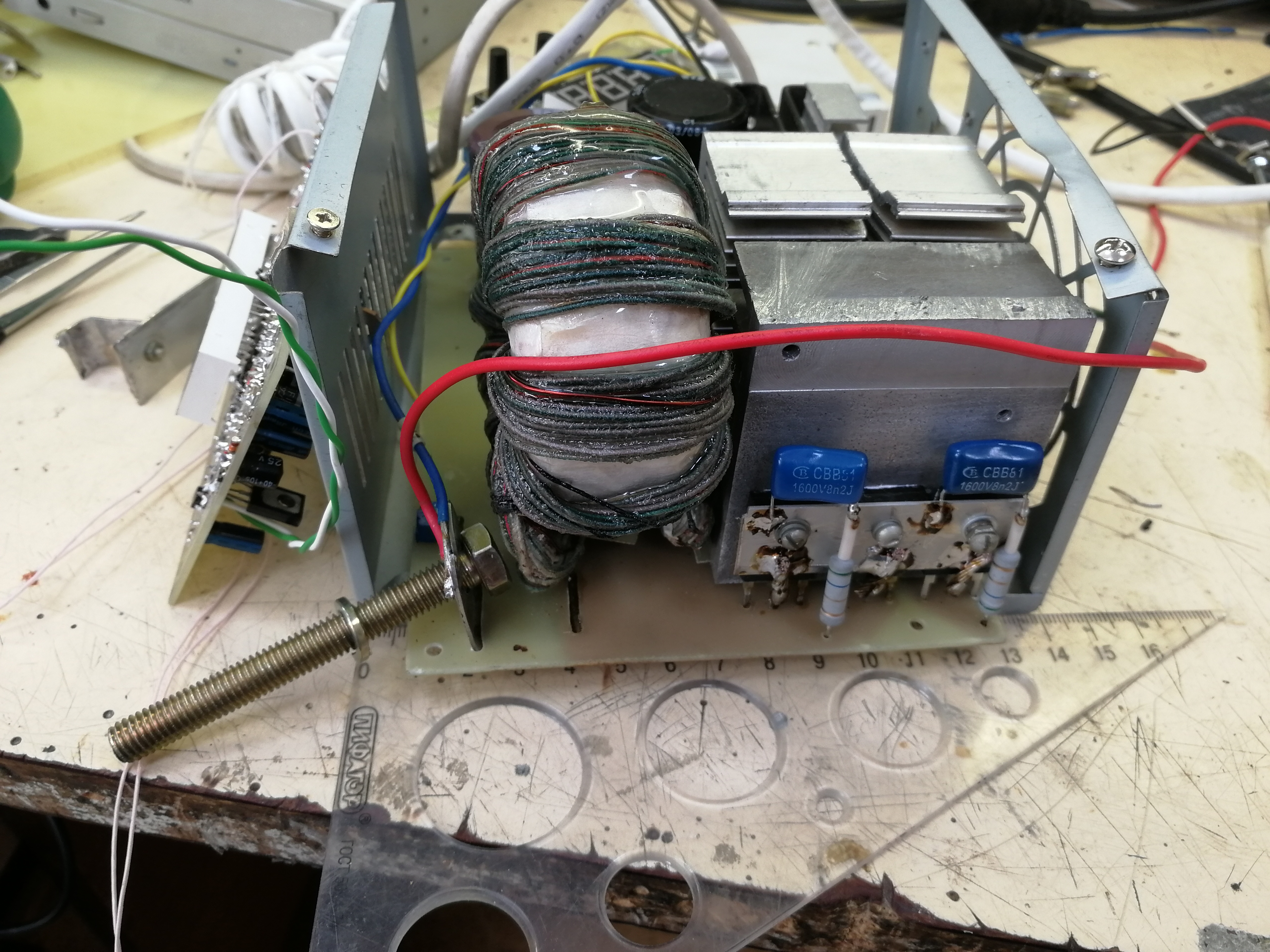
ТРАДИЦИЯ — компания Toshon Welding Команда опытных специалистов с многолетним практическим опытом в своей отрасли продолжает долгую и многолетнюю традицию производства сварочных аппаратов в Тршебиче, начатая уже в 1995 году.
БИЗНЕС-КОД — наша цель — довольный клиент — конечный потребитель или любой наш партнер по бизнесу или обслуживанию в Индии или в любой точке мира. Мы стараемся достичь высочайшего качества и надежности производимых нами машин, быстрой и качественной доставки машин, обслуживания, поддержки продаж и консультирования.
ДИСТРИБЬЮЦИЯ — с самого начала коммерческий отдел компании Toshon Welding выстраивал широкую коммерческую и дистрибьюторскую сеть в Индии. Постепенно бизнес и дистрибьюторская сеть расширяются за счет зарубежных партнеров.
СЕРВИС — широкая сервисная сеть в Индии обеспечивает быстрое и качественное гарантийное и послегарантийное обслуживание. Обслуживание обеспечивается в Индии до 48 часов либо через наших партнеров по контракту, либо через наш собственный опыт обслуживания.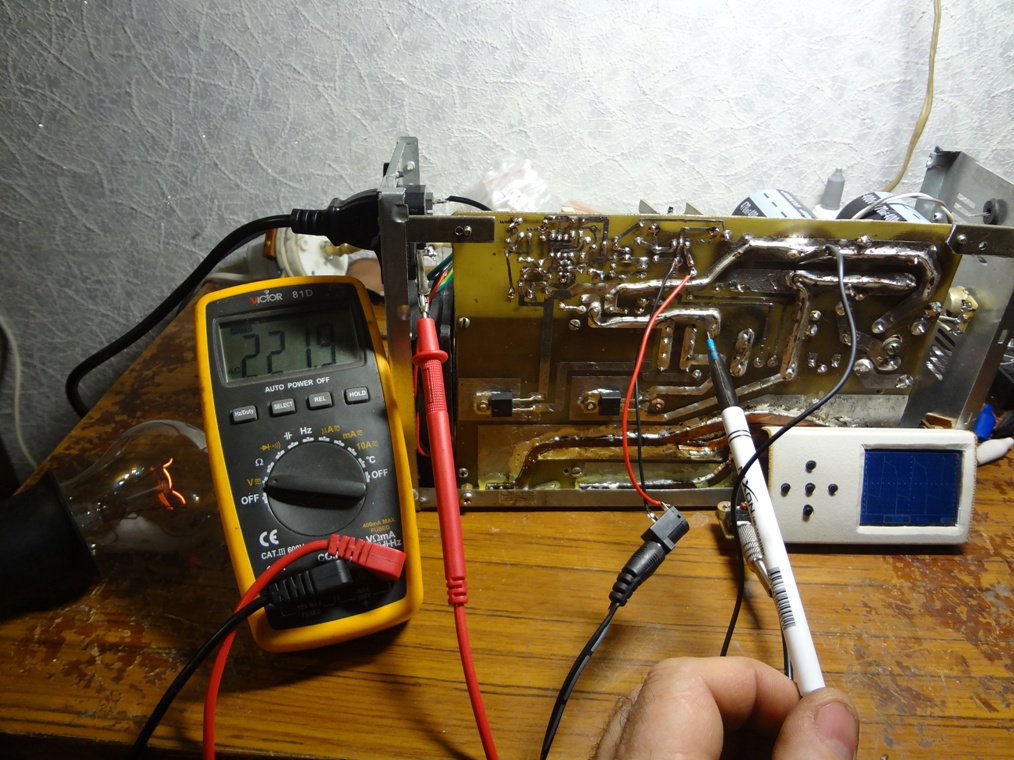
ОБУЧЕНИЕ — проводится путем обучения наших партнеров по бизнесу и обслуживанию каждый год, а также путем предоставления обширной документации по продажам и обслуживанию. Обученный деловой или сервисный партнер или дистрибьютор в Индии или в любой точке мира обеспечивает более качественные и специализированные продажи и послепродажное обслуживание.
ПРОИЗВОДСТВО — тщательный выбор поставщиков и постоянное обучение производственного персонала, частая проверка стандартов и качества продукции обеспечивают высокие стандарты и надежность продукции TOSHON.Компания Toshon Welding сотрудничает с известными производителями и поставщиками комплектующих и запасных частей для сварочных аппаратов.
ИННОВАЦИИ И РАЗВИТИЕ — отдел развития и строительства компании Toshon Welding прилагает большие усилия для удовлетворения и соответствия требованиям отдельных клиентов и всего рынка в Индии и за рубежом. При разработке и строительстве новых машин большое внимание уделяется надежности, сварочным качествам, максимально возможному оснащению и простоте управления.
ВЫБОР сотрудниками отдела разработок компании Toshon Welding разработано и в настоящее время компания производит более 25 типов и вариантов сварочных аппаратов TOSHON методами MIG / MAG и более 15 типов инверторных аппаратов TOSHONin для сварки MMA и TIG. методы.
- Инверторы MMA
- Инверторы постоянного тока для сварки TIG / MIG / MMA с высокочастотным (бесконтактным) пуском, импульсом и функцией CYCLE
- Сварочные аппараты MIG / MAG — полуавтоматы с аналоговым, полуавтоматическим и синергетическим управлением
- Механизмы подачи проволоки, водяное охлаждение сварочной горелки
- Сварочная робототехника
Далее Компания Kühtreiber ltd., предлагает сварочные самозатухающие маски, сварочные горелки и сварочные аппараты. Все сварочные печатные платы и диодные IGBT-МОП-транзисторы, панель управления, газовый электромагнитный клапан, серводвигатели устройства подачи проволоки, TIG, MIG, плазменные горелки, горелки с ЧПУ, элементы безопасности для сварки и шлемы производятся во всем мире в огромном ассортименте.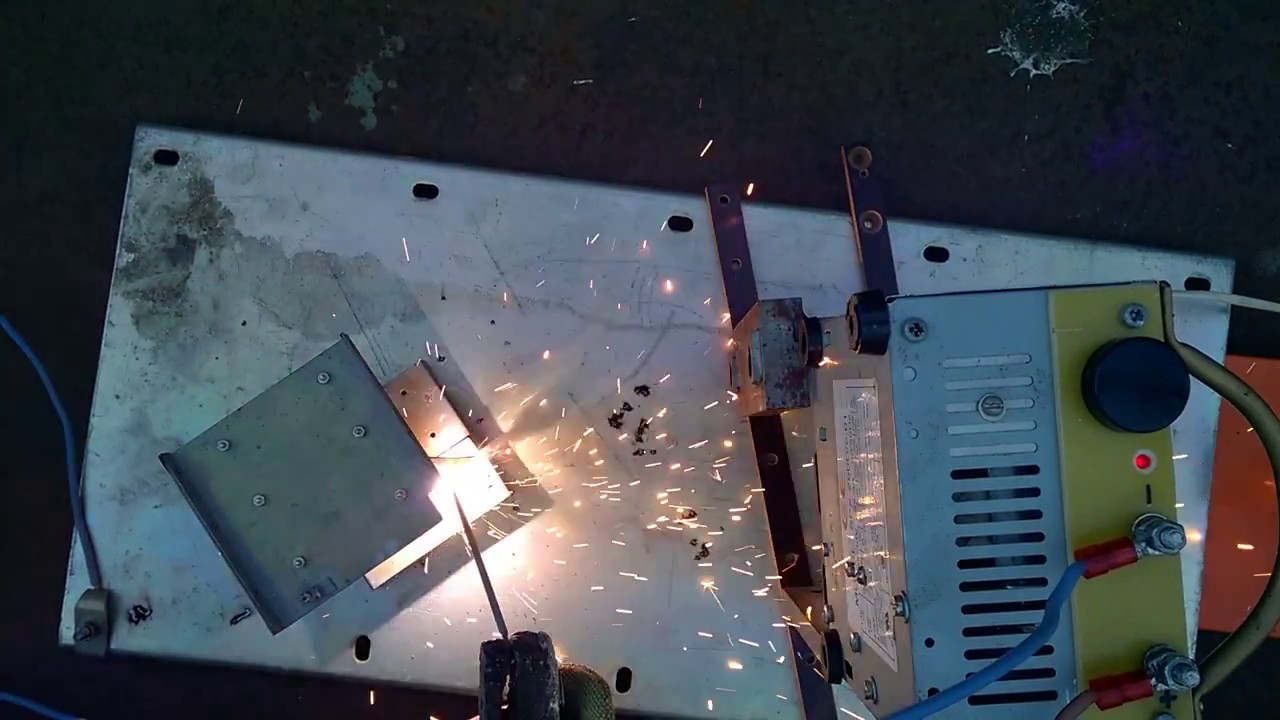 У нас 45% рассчитано на экспорт в более чем пятнадцать стран АЗИИ и по всему миру.
У нас 45% рассчитано на экспорт в более чем пятнадцать стран АЗИИ и по всему миру.
Это портал машин нового дизайна только для Индии. Теперь, благодаря особой мощности и коэффициенту мощности в Индии Индия занимает 2-е место в мире по сварке.Этот портал поможет нам занять первое место в мире.
Руководство по выбору аппарата для сварки TIG
Сварка вольфрамовым инертным газом (TIG) — это процесс сварки, при котором вольфрамовый электрод создает дугу, которая защищается инертным газом, в большинстве случаев чистым аргоном.
Газ защищает дугу, вольфрамовый электрод не потребляет дугу, но он обеспечивает точку перехода дуги. Дуга нагревает металл.Когда металл имеет подходящую температуру, аналогичный металлический присадочный стержень может быть введен в дугу, чтобы образовалась лужа расплавленного металла, заполняющая сварное соединение.
AC Сварка постоянным током
Есть два режима сварки TIG:
- Постоянный ток (DC), используемый для всех металлов, кроме алюминия и магниевых сплавов.
- Переменный ток (AC) используется только для алюминиевых и магниевых сплавов.
Тогда первый вопрос: «Требуется ли сварка алюминия?»
Если да, то требуется машина с переменным током.Большинство современных сварочных аппаратов переменного тока — это инверторные аппараты, которые также имеют мощность постоянного тока. Таким образом, аппарат TIG на переменном / постоянном токе может сваривать большинство металлов. Если в сварке алюминия нет необходимости, то подойдет аппарат TIG только на постоянном токе.
Доставка газа
Сварка TIG требует защиты от газа, поэтому необходим метод подключения газа и подачи его в сварной шов.
Более сложные машины будут иметь встроенный газовый клапан, который включается при нажатии на спусковой крючок горелки.Эти машины обычно имеют дополнительные функции пост-газа и предварительного газа, где пользователь может установить время (обычно секунды) для добавления газа для продувки сварных участков перед началом сварки и продолжения подачи газа, чтобы предотвратить загрязнение сварочной ванны кислородом и дать возможность остыть сварочной ванне в конце сварного шва.
Менее сложная машина не имеет встроенного газового клапана и потребует горелки со встроенным ручным клапаном.
Еще один вопрос, который следует задать себе: «Сколько будет выполнено сварок TIG и нужны ли преимущества газового клапана?»
Если сварка TIG является основной задачей, то понадобится аппарат с газовой арматурой.Если сварка TIG требуется только для эпизодических работ или длительных сварочных работ, например, для облицовки, то ручной газовый клапан может быть вполне подходящим.
Запуск дуги
При сварке TIG зажигание дуги является важным фактором. Есть три стиля стартов.
Пуск с нуля
Это устаревшая техника пуска, обычно связанная с машинами трансформаторного типа. Не так часто встречается сейчас с инверторными машинами.
Запуск подъема
Этот тип запуска возможен с инверторной машиной.Вольфрам мягко касается заготовки, схема управления распознает прикосновение и ждет, пока вольфрам снимется с заготовки, а затем быстро зажигает дугу для сварки.
ВЧ-старт
ВЧ-старт позволяет зажигать дугу, не касаясь вольфрамом детали. Эта функция может быть важна, если существует риск загрязнения работы вольфрамом, например, при сварке сосудов высокого давления.
Пульт дистанционного управления
Существует четыре различных сценария удаленного управления аппаратами TIG:
- Дистанционного управления нет — пуск осуществляется лифтовой дугой, газ — ручным клапаном, регулировка тока осуществляется с пульта управления станком.
- Дистанционное управление пусковым механизмом горелки — запускает высокочастотный пуск последовательности предварительной подачи газа или подъемную дугу. Затем конец последовательности сварки.
- Дистанционный пуск горелки и управление током — дистанционный пусковой механизм резака запускает высокочастотный пуск последовательности предварительной подачи газа или подъем дуги. Регулировкой тока также можно управлять с помощью горелки во время сварки, что может быть полезно для контроля нагрева сварного шва, особенно алюминия, где в начале сварки требуется дополнительное тепло для предварительного нагрева.
-
Дистанционное ножное управление зажиганием дуги и током — ножной блок управления можно подключить к аппарату через тот же разъем, что и удаленный резак.Нажатие педали ножного управления запускает дугу, затем дальнейшее нажатие на педаль увеличивает ток. Это позволяет управлять током без помощи рук и выполнять точную регулировку во время сварки.
Характеристики сварки переменным током
Сварочные инверторные аппараты переменного тока используют сильноточные электронные переключатели, обычно IGBT, для создания выхода сварки на переменном токе.
Частота переменного тока может варьироваться, обычно от 30 до 150 Гц. Высокочастотный переменный ток может использоваться для фокусировки дуги, что полезно для тонких материалов и узких углов.Очень важен хороший контроль баланса переменного тока или количества положительных циклов в отрицательные. Изменение баланса важно для воздействия на степень очистки поверхности, которую выполняет дуга.
Размер машины
Определение размера машины может быть балансом между ожидаемым ежедневным использованием и возможными одноразовыми большими ожиданиями работы, а также стоимостью. Если сваривать только тонкостенную стальную трубу, 140A может быть вполне достаточно, тогда как для алюминия 5 мм потребуется не менее 200A.
Рабочий цикл
Рабочий цикл машины является показателем способности машины работать в течение длительного времени. Рабочий цикл определяется как время, в течение которого машина может работать с максимальной производительностью при температуре окружающей среды 40 ° C в течение 10-минутного цикла. Рабочий цикл выражается в процентах. Итак, рабочий цикл 20% — это максимальный ток в течение двух минут, затем восемь минут без тока, затем повторите.
Если выходной ток ниже, рабочий цикл увеличивается.Спецификация машины дает максимальный рабочий цикл и ток, 100% ток рабочего цикла и часто 60% рабочего цикла. Эти данные помогут определить требования.
Если приложение представляет собой большое количество мелких соединений, каждое из которых требует некоторого времени на настройку, то рабочий цикл в 20 процентов будет вполне достаточным. При сварке больших объемов облицовки рекомендуется более высокий рабочий цикл.
Хорошей отправной точкой для выбора хорошего сварочного аппарата является линейка Miller от Welding Industries of Australia.Серия включает семь аппаратов для дуговой и TIG-сварки, которые подходят для различных областей применения, таких как техническое обслуживание, морская сварка и сварка листового металла.
Dyansty 210DX
Maxstar 210DX
Династия 400
Для получения дополнительной информации свяжитесь с нашей службой поддержки клиентов по телефону 1300 300 884.
Дата: 20 июля 2017 г.
