Как сделать сверлильный станок для печатных плат своими руками. Какие детали нужны для сборки мини-станка. Пошаговая инструкция по изготовлению и сборке самодельного сверлильного станка для печатных плат. Какие преимущества дает использование такого оборудования.
Особенности сверлильных станков для печатных плат
Сверлильный станок для печатных плат — это специализированное оборудование, которое позволяет быстро и точно сверлить мелкие отверстия. Основные особенности таких станков:
- Компактные размеры — обычно не более 30-40 см в высоту
- Малый вес — до 5 кг
- Возможность сверления отверстий диаметром от 0,3 до 3 мм
- Высокая точность позиционирования сверла
- Наличие подсветки рабочей зоны
- Регулировка скорости вращения сверла
Главное преимущество специализированных станков — возможность быстро и аккуратно просверлить большое количество мелких отверстий в печатных платах, не повреждая тонкие дорожки.
Конструкция самодельного сверлильного станка
Для изготовления мини-станка своими руками потребуются следующие основные детали:

- Станина — основание станка
- Вертикальная стойка
- Подвижная часть с креплением для двигателя
- Электродвигатель
- Патрон для крепления сверл
- Механизм вертикального перемещения
- Рабочий стол для крепления платы
В качестве двигателя можно использовать небольшой коллекторный мотор от старой бытовой техники. Патрон лучше взять от ручной дрели. Механизм перемещения можно сделать на основе направляющих от компьютерного привода CD/DVD.
Пошаговая инструкция по сборке станка
Последовательность действий при сборке самодельного сверлильного станка:
- Изготовление станины из металлического листа или толстой фанеры
- Крепление вертикальной стойки к станине
- Установка направляющих для подвижной части
- Монтаж подвижной части с креплением для двигателя
- Установка двигателя и патрона
- Изготовление механизма вертикального перемещения (рычаг, пружина)
- Крепление рабочего стола для плат
- Подключение электропитания и выключателя
- Настройка и проверка работоспособности
При сборке важно обеспечить жесткость конструкции и точность взаимного расположения деталей. Это позволит добиться высокой точности сверления.
Преимущества самодельного сверлильного станка
Изготовление станка своими руками дает ряд преимуществ:
- Экономия средств по сравнению с покупкой готового оборудования
- Возможность учесть индивидуальные потребности при проектировании
- Использование доступных материалов и деталей
- Получение опыта конструирования и сборки оборудования
- Возможность модернизации и доработки станка в будущем
При этом самодельный станок позволяет значительно повысить качество и скорость сверления отверстий в печатных платах по сравнению с ручным способом.
Типичные ошибки при изготовлении станка
При самостоятельном изготовлении сверлильного станка следует избегать некоторых распространенных ошибок:
- Недостаточная жесткость конструкции, приводящая к вибрациям
- Неточная соосность двигателя и патрона
- Ненадежное крепление подвижных частей
- Отсутствие фиксации глубины сверления
- Неудобное расположение органов управления
Чтобы избежать этих проблем, необходимо тщательно продумать конструкцию и использовать качественные материалы при изготовлении станка.
Рекомендации по эксплуатации самодельного станка
Для эффективной и безопасной работы на самодельном сверлильном станке рекомендуется:
- Использовать только острые сверла подходящего диаметра
- Надежно фиксировать обрабатываемую плату на рабочем столе
- Не прилагать чрезмерных усилий при сверлении
- Регулярно очищать станок от стружки и пыли
- Периодически проверять затяжку всех крепежных элементов
При соблюдении этих рекомендаций самодельный станок прослужит долго и позволит качественно обрабатывать печатные платы.
Модернизация и улучшение конструкции станка
После изготовления базовой версии станка его можно усовершенствовать, добавив следующие элементы:
- Микрометрический упор для контроля глубины сверления
- Лазерный указатель точки сверления
- Регулятор скорости вращения двигателя
- Пылесборник для удаления стружки
- Координатный стол с микрометрической подачей
Эти улучшения позволят повысить точность и удобство работы на станке, расширив его функциональные возможности.
Мини сверлильный станок своими руками: станок для печатных плат
- Общая информация о сверлильных станках
- Особенности оборудования для сверления отверстий в печатных платах
- Как устроен станок для сверления отверстий в печатных платах
- Конструктивные элементы сверлильного мини-станка
- Порядок сборки самодельного устройства
Сверлильный станок для печатных плат относится к категории мини-оборудования специального назначения. При желании такой станок можно сделать своими руками, используя для этого доступные комплектующие. Любой специалист подтвердит, что без использования подобного аппарата трудно обойтись при производстве электротехнических изделий, элементы схем которых монтируются на специальных печатных платах.
Простой мини станок для печатных плат
Общая информация о сверлильных станках
Любой сверлильный станок необходим для того, чтобы обеспечить возможность эффективной и точной обработки деталей, изготовленных из различных материалов. Там, где необходима высокая точность обработки (а это относится и к процессу сверления отверстий), из технологического процесса необходимо максимально исключить ручной труд. Подобные задачи и решает любой сверлильный станок, в том числе и самодельный. Практически не обойтись без станочного оборудования при обработке твердых материалов, для сверления отверстий в которых усилий самого оператора может не хватить.
Там, где необходима высокая точность обработки (а это относится и к процессу сверления отверстий), из технологического процесса необходимо максимально исключить ручной труд. Подобные задачи и решает любой сверлильный станок, в том числе и самодельный. Практически не обойтись без станочного оборудования при обработке твердых материалов, для сверления отверстий в которых усилий самого оператора может не хватить.
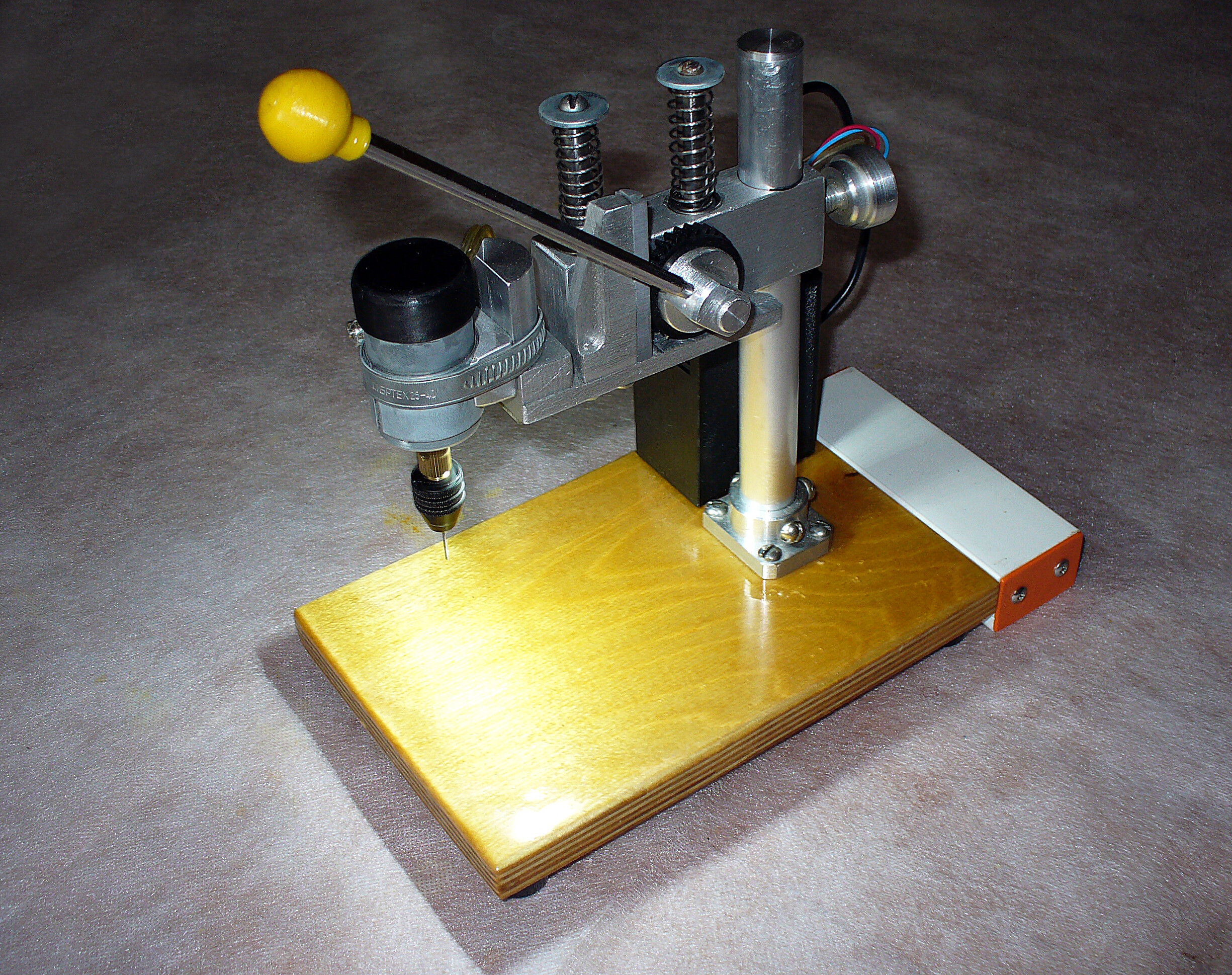
Конструкция настольного сверлильного станка с ременной передачей (нажмите для увеличения)
Любой станок для сверления – это конструкция, собранная из множества составных частей, которые надежно и точно фиксируются друг относительно друга на несущем элементе. Часть из этих узлов закреплена на несущей конструкции жестко, а некоторые могут перемещаться и фиксироваться в одном или нескольких пространственных положениях.
Пример двигателей, используемых при изготовлении самодельного сверлильного мини-станка
Базовыми функциями любого сверлильного станка, за счет которых и обеспечивается процесс обработки, является вращение и перемещение в вертикальном направлении режущего инструмента – сверла.
Ниже для примера представлены несколько вариантов конструкции самодельных сверлильных станков для плат. Любая из данных схем может послужить образцом для вашего станка.
Особенности оборудования для сверления отверстий в печатных платах
Станок для сверления печатных плат – это одна из разновидностей сверлильного оборудования, которое, учитывая очень небольшие размеры обрабатываемых на нем деталей, относится к категории мини-устройств.
Любой радиолюбитель знает, что печатная плата – это основание, на котором монтируются составные элементы электронной или электрической схемы.
В зависимости от назначения и характеристик устройства, для которого создается печатная плата, на ней может размещаться как небольшое, так и огромное количество элементов схемы. Для фиксации каждого из них в плате необходимо просверлить отверстия. К точности расположения таких отверстий относительно друг друга предъявляются очень высокие требования, так как именно от этого фактора зависит, правильно ли будут расположены элементы схемы и сможет ли она вообще работать после сборки.
Сверление отверстий в фольгированном гетинаксе на самодельном станке
Сложность обработки печатных плат состоит еще и в том, что основная часть современных электронных компонентов имеет миниатюрные размеры, поэтому и отверстия для их размещения должны иметь небольшой диаметр. Для формирования таких отверстий используется миниатюрный инструмент (в некоторых случаях даже микро). Понятно, что работать с таким инструментом, используя обычную дрель, не представляется возможным.
Все вышеперечисленные факторы привели к созданию специальных станков для формирования отверстий в печатных платах. Эти устройства отличаются несложной конструкцией, но позволяют значительно повысить производительность такого процесса, а также добиться высокой точности обработки. Используя сверлильный мини-станок, который несложно изготовить и своими руками, можно оперативно и максимально точно сверлить отверстия в печатных платах, предназначенных для комплектации различных электронных и электротехнических изделий.
Сверлильный станок из старого микроскопа
Как устроен станок для сверления отверстий в печатных платах
От классического сверлильного оборудования станок для формирования отверстий в печатных платах отличается миниатюрными размерами и некоторыми особенностями своей конструкции. Габариты таких станков (в том числе и самодельных, если для их изготовления правильно подобраны комплектующие и их конструкция оптимизирована) редко превышают 30 см. Естественно, и вес их незначительный – до 5 кг.
Конструкция самодельного сверлильного станка
Если вы собираетесь изготовить сверлильный мини-станок своими руками, вам необходимо подобрать такие комплектующие, как:
- несущая станина;
- стабилизирующая рамка;
- планка, которая будет обеспечивать перемещение рабочей головки;
- амортизирующее устройство;
- ручка для управления перемещением рабочей головки;
- устройство для крепления электродвигателя;
- сам электрический двигатель;
- блок питания;
- цанга и переходные устройства.

Чертежи деталей станка (нажмите для увеличения)
Чертеж консоли станка
Разберемся в том, для чего предназначены все эти узлы и как из них собрать самодельный мини-станок.
Конструктивные элементы сверлильного мини-станка
Сверлильные мини-станки, собранные своими руками, могут серьезно отличаться друг от друга: все зависит от того, какие комплектующие и материалы были использованы для их изготовления. Однако как заводские, так и самодельные модели такого оборудования работают по одному принципу и предназначены для выполнения схожих функций.
Сделать станок будет проще, если для сверлильной головы взять салазки от компьютерного дисковода
Несущим элементом конструкции сверлильного станка для печатных плат является станина-основание, которая также обеспечивает устойчивость оборудования в процессе выполнения сверления. Исходя из назначения данного конструктивного элемента, изготавливать станину желательно из металлической рамки, вес которой должен значительно превышать суммарную массу всех остальных узлов оборудования.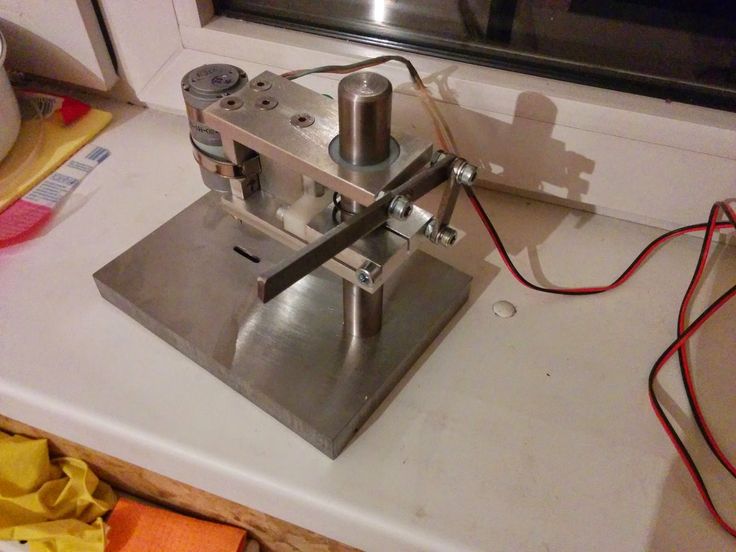 Если пренебречь этим требованием, вы не сможете обеспечить устойчивость вашего самодельного станка, а значит, не добьетесь требуемой точности сверления.
Если пренебречь этим требованием, вы не сможете обеспечить устойчивость вашего самодельного станка, а значит, не добьетесь требуемой точности сверления.
Роль элемента, на котором крепится сверлильная головка, выполняет переходная стабилизирующая рамка. Ее лучше всего изготовить из металлической рейки или уголков.
Каретка от привода с прикрепленным самодельным уголком под двигатель
Планка и амортизирующее устройство предназначены для обеспечения вертикального перемещения сверлильной головки и ее подпружинивания. В качестве такой планки (ее лучше зафиксировать с амортизатором) можно использовать любую конструкцию (важно только, чтобы она выполняла возложенные на нее функции). В этом случае может пригодиться мощный гидравлический амортизатор. Если же такого амортизатора у вас нет, планку можно изготовить своими руками либо использовать пружинные конструкции, снятые со старой офисной мебели.
Управление вертикальным перемещением сверлильной головки осуществляется при помощи специальной ручки, один конец которой соединяют с корпусом сверлильного мини-станка, его амортизатором или стабилизирующей рамкой.
Крепление рычага
Крепление для двигателя монтируют на стабилизирующей рамке. Конструкция такого устройства, в качестве которого может выступать деревянный брусок, хомут и др., будет зависеть от конфигурации и конструктивных особенностей остальных узлов сверлильного станка для печатных плат. Использование такого крепления обусловлено не только необходимостью его надежной фиксации, но также тем, что вы должны вывести вал электродвигателя на требуемое расстояние от планки перемещения.
Выбор электрического двигателя, которым можно оснастить сверлильный мини-станок, собираемый своими руками, не должен вызвать никаких проблем. В качестве такого приводного агрегата можно использовать электродвигатели от компактной дрели, кассетного магнитофона, дисковода компьютера, принтера и других устройств, которыми вы уже не пользуетесь.
Двигатель от фена
В зависимости от того, какой электрический двигатель вы нашли, подбираются зажимные механизмы для фиксации сверл. Наиболее удобными и универсальными из таких механизмов являются патроны от компактной дрели. Если подходящий патрон найти не удалось, можно использовать и цанговый механизм. Подбирайте параметры зажимного устройства так, чтобы в нем можно было фиксировать очень мелкие сверла (или даже сверла размера «микро»). Для соединения зажимного устройства с валом электродвигателя необходимо использовать переходники, размеры и конструкция которых будут определяться типом выбранного электродвигателя.
Наиболее удобными и универсальными из таких механизмов являются патроны от компактной дрели. Если подходящий патрон найти не удалось, можно использовать и цанговый механизм. Подбирайте параметры зажимного устройства так, чтобы в нем можно было фиксировать очень мелкие сверла (или даже сверла размера «микро»). Для соединения зажимного устройства с валом электродвигателя необходимо использовать переходники, размеры и конструкция которых будут определяться типом выбранного электродвигателя.
Миниатюрный цанговый патрон
В зависимости от того, какой электродвигатель вы установили на свой сверлильный мини-станок, необходимо подобрать блок питания. Обращать внимание при таком выборе следует на то, чтобы характеристики блока питания полностью соответствовали параметрам напряжения и силы тока, на которые рассчитан электродвигатель.
Схема автоматического регулятора оборотов в зависимости от нагрузки для двигателя на 12 В (нажмите для увеличения)
Порядок сборки самодельного устройства
Как показывает практика, осуществлять сборку самодельного станка для сверления отверстий в печатных платах удобнее всего в определенной последовательности. Действовать надо в соответствии со следующим алгоритмом.
Действовать надо в соответствии со следующим алгоритмом.
- Выполняется монтаж станины, и к ее нижней стороне крепятся ножки, если они предусмотрены в конструкции.
- К собранной станине крепятся планка перемещения и рамка держателя, на которой будет смонтирована сверлильная головка.
- Рамку держателя соединяют с амортизатором, также фиксируемым на станине оборудования.
- Устанавливается ручка управления перемещением сверлильной головки, соединяемая с амортизатором или рамкой держателя.
- Монтируется электродвигатель, положение которого тщательно регулируется.
- К валу приводного электродвигателя посредством переходников крепится цанга или универсальный патрон от дрели.
- Выполняется монтаж блока питания, соединяемого с электродвигателем посредством электрических проводов.
- В патрон устанавливается сверло и надежно фиксируется в нем.
- Собранный самодельный станок тестируют, пробуя просверлить с его помощью отверстие в листовом диэлектрике.

Для того чтобы ваш самодельный сверлильный мини-станок можно было всегда разобрать и доработать, для соединения его конструктивных элементов лучше всего использовать болты и гайки.
При желании изготовить своими руками мини-оборудование для получения отверстий в печатных платах всегда можно воспользоваться чертежами и советами тех, кто уже является обладателем такого станка и активно работает на нем в своей домашней мастерской.
Самодельный мини сверлильный станок для печатных плат
С изобретением станков человечество серьезно продвинулось в сфере производства различного рода деталей и механизмов. Станки стали настоящим подспорьем для любого, кто намеревается обрабатывать металлы, дерево и любые другие материалы. Ведь эти устройства изначально предназначаются для выполнения довольно специфических работ, которые по-другому вам качественно выполнить не удастся. Самодельный станок для печатных плат из направляющей рейки. К такому оборудованию относится и сверлильный станок для печатных плат, что используется в электромеханике и смежных производственных сферах.
Станки стали настоящим подспорьем для любого, кто намеревается обрабатывать металлы, дерево и любые другие материалы. Ведь эти устройства изначально предназначаются для выполнения довольно специфических работ, которые по-другому вам качественно выполнить не удастся. Самодельный станок для печатных плат из направляющей рейки. К такому оборудованию относится и сверлильный станок для печатных плат, что используется в электромеханике и смежных производственных сферах.
Поиск данных по Вашему запросу:
Самодельный мини сверлильный станок для печатных плат
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Занимаемся сборкой сверлильного станка для печатных плат
- Настольный сверлильный станок своими руками: схемы и чертежи
- Мини сверлильный настольный станок своими руками
- Сверлильный станок для плат
- Мини сверлильные станки для печатных плат своими руками
- Самодельный сверлильный станок для печатных плат
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Самодельный станочек для сверления печатных плат
Занимаемся сборкой сверлильного станка для печатных плат
Захотелось собрать станочек для сверления печатных плат и прочей мелочёвки, варианты по типу цанговый патрон прямо на валу моторчика меня не устраивали. Нужно было что-то посерьёзнее, но не как не решался начать строить станок с нуля. Но тут удачно подвернулся сломанный после пожара самодельный микросверлильный, который я взял за базу к своей поделке, точнее его восстановил.
Первоначальный вид станка я не заснял, состояние было очень плачевное. Имелась шпиндельная бабка, заклинивший в ней шпиндель, механизм перемещения шпинделя, колонна и основание.
Старый стопорный винт м4 при попытке откручивания был сломан. Сделал новую ручку из болта м Сначала хотел поставить асинхронник вольт 6 ватт, но потом был куплен коллекторник на 12 вольт 12 ватт.
Крепиться к ШБ будет через переходную пластину:. Станочком доволен. Поставил коллекторный электродвигатель для регулирования оборотов напряжением в планах ШИМ но мощности оказалось впритык, и от этой идеи я отказался.
Поставил коллекторный электродвигатель для регулирования оборотов напряжением в планах ШИМ но мощности оказалось впритык, и от этой идеи я отказался.
С асинхронником станочек работал бы в разы тише…. Ваш e-mail не будет опубликован. Leave this field empty. Перейти к содержанию. Первым делом была выточена новая колонна, старая была сильно деформирована: На основание прикрутил резиновые ножки: ШБ. Сделал новую ручку из болта м6: Сначала хотел поставить асинхронник вольт 6 ватт, но потом был куплен коллекторник на 12 вольт 12 ватт.
Крепиться к ШБ будет через переходную пластину: На неё же установлен тумблер:. Подробнее об авторе 15 свежих записей. Самодельный сверлильный станок для печатных плат — Мощный экстрактор Как сделать компа Как сделать жало Станок для заточк Ограниченное издание: чёрный лимонад. Добавить комментарий Отменить ответ Ваш e-mail не будет опубликован.
Настольный сверлильный станок своими руками: схемы и чертежи
Поставка трехвалковой листогибочной машины ИБ с приспособлением для гибки конических обечаек.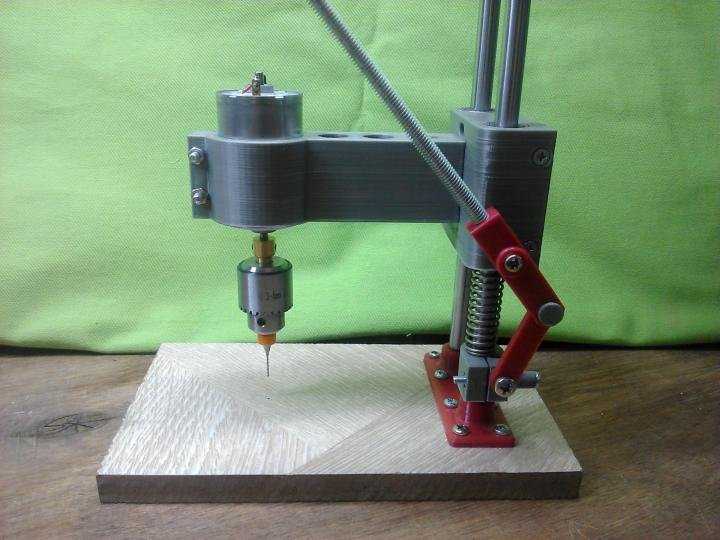 Поставка сверлильных станков 2Т — 2 шт. В мае г. Поставка внутришлифовального станка 3КА с оснасткой. Для сверления отверстий в печатных платах радиолюбители используют различные двигатели постоянного тока, обычно с цанговым патроном. Закрепив такой двигатель на специальном штативе, получим микросверлильный станочек. На фото показан один из самых простых вариантов.
Поставка сверлильных станков 2Т — 2 шт. В мае г. Поставка внутришлифовального станка 3КА с оснасткой. Для сверления отверстий в печатных платах радиолюбители используют различные двигатели постоянного тока, обычно с цанговым патроном. Закрепив такой двигатель на специальном штативе, получим микросверлильный станочек. На фото показан один из самых простых вариантов.
Захотелось собрать станочек для сверления печатных плат и прочей мелочёвки, варианты по типу цанговый патрон прямо на валу.
Мини сверлильный настольный станок своими руками
Хочу представить на суд сообществу еще одну полезность для лаборатории радиолюбителя. Burator — миниатюрный сверлильный станок для печатных плат. Я сейчас еще в процессе работы и есть мелочи, которые предстоит подчистить. Очень интересно ваше мнение, по поводу того, как он на самом деле должен выглядеть, так как на данном этапе я могу еще что-то поменять. Проект скорее всего будет открытый. Если будет интерес, то можно скинуться на партию и, конечно, разыграть среди подписчиков. Знаете что такое DIY для меня? Это когда ты можешь не имея ничего скачать всякие файлы, купить коплектуху в ближайшем магазине и смастерить что-то. Мне нравится проектировать конструкции так, чтобы любой человек мог с минимальными усилиями и затратами повторить ее. Конструкции из старых микроскопов это не то.
Знаете что такое DIY для меня? Это когда ты можешь не имея ничего скачать всякие файлы, купить коплектуху в ближайшем магазине и смастерить что-то. Мне нравится проектировать конструкции так, чтобы любой человек мог с минимальными усилиями и затратами повторить ее. Конструкции из старых микроскопов это не то.
Сверлильный станок для плат
Содержание: Общая информация о сверлильных станках Особенности оборудования для сверления отверстий в печатных платах Как устроен станок для сверления отверстий в печатных платах Конструктивные элементы сверлильного мини-станка Порядок сборки самодельного устройства. Сверлильный станок для печатных плат относится к категории мини-оборудования специального назначения. При желании такой станок можно сделать своими руками, используя для этого доступные комплектующие. Любой специалист подтвердит, что без использования подобного аппарата трудно обойтись при производстве электротехнических изделий, элементы схем которых монтируются на специальных печатных платах. Любой сверлильный станок необходим для того, чтобы обеспечить возможность эффективной и точной обработки деталей, изготовленных из различных материалов.
Любой сверлильный станок необходим для того, чтобы обеспечить возможность эффективной и точной обработки деталей, изготовленных из различных материалов.
Поэтому для сверления печатных плат многие радиолюбители изготавливают самодельные настольные или ручные мини сверлильные станки.
Мини сверлильные станки для печатных плат своими руками
Всем привет! Давно шел к этому, наконец руки дошли и за 12 часов сварганил ковырялочку для печаток. Кинематику взял с двигающимся двигателем. Каламбур получился В общем, двигатель с патроном опускается. На ней смонтировал двигатель, подпружинил к раме, приделал рычаг для опускания, всю эту конструкцию закрепил на алюминиевом уголке, его в свою очередь через проставку к основанию из плиты стеклотекстолита. Фото всей конструкции ниже.
Самодельный сверлильный станок для печатных плат
В этой статье мы поделимся с вами разработанным нами станком для сверления печатных плат и выложим все материалы, необходимые для самостоятельного изготовления этого станка. Все что понадобится, это распечатать детали на 3D-принтере, порезать фанеру лазером и закупить некоторые стандартные комплектующие. В основе конструкции довольно мощный 12ти вольтовый двигатель из Китая. В комплекте с двигателем они продают еще патрон, ключ и десяток сверел разного диаметра. Большинство радиолюбителей просто покупают эти двигатели и сверлят платы удерживая инструмент в руках. Мы решили пойти дальше и на его основе сделать полноценный станок с открытыми чертежами для самостоятельного изготовления. Для линейного перемещения двигателя мы решили использовать полноценное решение — полированные валы диаметром 8мм и линейные подшипники. Это дает возможность минимизировать люфты в самом ответственном месте.
Все что понадобится, это распечатать детали на 3D-принтере, порезать фанеру лазером и закупить некоторые стандартные комплектующие. В основе конструкции довольно мощный 12ти вольтовый двигатель из Китая. В комплекте с двигателем они продают еще патрон, ключ и десяток сверел разного диаметра. Большинство радиолюбителей просто покупают эти двигатели и сверлят платы удерживая инструмент в руках. Мы решили пойти дальше и на его основе сделать полноценный станок с открытыми чертежами для самостоятельного изготовления. Для линейного перемещения двигателя мы решили использовать полноценное решение — полированные валы диаметром 8мм и линейные подшипники. Это дает возможность минимизировать люфты в самом ответственном месте.
Burator — миниатюрный сверлильный станок для печатных плат. .. на своем опыте говорю ибо был самодельный маленький станочек.
Я часто изготавливаю различные радиоэлектронные устройства и иногда приходится изготавливать печатные платы своими руками. Раньше я это делал навесу: все время рука в напряжении, сверла ломаются иногда и портил платы, если рука соскочила. Недавно не сдержался и решил собрать мини сверлильный станок для печатных плат Самое сложное в сверлильном станке это механизм по которому будет двигаться моторчик. Тут я решил не изобретать велосипед, а возьму готовый вариант.
Недавно не сдержался и решил собрать мини сверлильный станок для печатных плат Самое сложное в сверлильном станке это механизм по которому будет двигаться моторчик. Тут я решил не изобретать велосипед, а возьму готовый вариант.
Забыли пароль? Изменен п. Расшифровка и пояснения — тут. Автор: SterAK , 10 июля в Самодельные станки.
Поэтому для сверления печатных плат многие радиолюбители изготавливают самодельные настольные или ручные мини сверлильные станки.
Сверлильный станок для плат Предлагаемым самодельным сверлильным станком, конечно же, можно сверлить отверстия не только в печатных платах, просто конструкция этого станка накладывает ограничение глубины отверстия. Прежде чем затронуть ограничение использования и как его можно обойти, рассмотрим принцип работы. Конструкция сверлильного станка очень проста и его очень легко сделать своими руками. Дрель обычная или мини-дрель или моторчик с цанговым патроном крепятся к вертикальной дощечке, которая через мебельные петли крепится к двум горизонтальным длинным дощечкам назовем их подвижными опорами , также закрепленным через мебельные петли. Самодельный сверлильный станок для печатных плат.
Самодельный сверлильный станок для печатных плат.
Чаще всего для сверлильных работ применяются обычные дрели, так как работы по сверловке особой сложностью не отличаются. Поэтому сверлильные станки в большинстве случаев домашним мастерам не нужны. Особенно популярны такие агрегаты среди радиолюбителей. Однако и те, кто достаточно часто занимается ремонтными работами, могут быть заинтересованы в сверлильном устройстве.
ручная дрель для печатных плат / ручная микросверлильная машина для сверления печатных плат и DIY A – КварцКомпоненты
- Дом
- Механические инструменты
- Ручная дрель для печатных плат / ручная микросверлильная машина для сверления печатных плат и применения своими руками
рупий 101,00 (без НДС)
Название по умолчаниюКоличество
Промежуточный итог:
рупий 101. 00
00
Количество должно быть 1 или более
Мини-отвертка со звездообразной головкой
рупий 8.00
Прецизионный пинцет (стандартный) — TS10
рупий 31. 00
00
- Описание
- Доставка + Возврат
- Отзывы
Печатные платы ручной работы распространены в электронике, но сверление отверстий для компонентов в печатной плате является важным и хлопотным. Тем не менее, этот ручной сверлильный станок для печатных плат представляет собой спиральную дрель , которая полезна для сверления отверстий в печатных платах.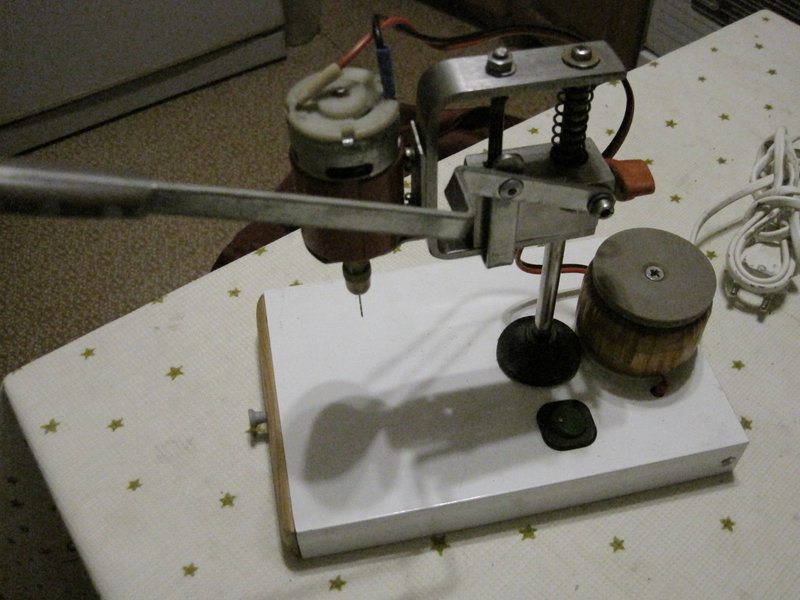 Эксплуатация этой дрели проста. Простое нажатие на корпус сверла вниз, удерживая основание сверла, просверлит печатную плату.
Эксплуатация этой дрели проста. Простое нажатие на корпус сверла вниз, удерживая основание сверла, просверлит печатную плату.
Сверло поддерживает диапазон сверления от 0 до 3 мм , который подходит практически для всех типов компонентов сквозных отверстий. Эта дрель идеально подходит для изготовления печатных плат в домашних условиях и должна иметь инструменты для изготовления печатных плат своими руками.
Характеристики и характеристики ручных сверл для печатных плат:
- Ручная дрель спирального типа
- Принимаются сверла 0-3 мм
- Удобно держать в руке
Ручная дрель для печатных плат Применение:
- Сверление печатных плат
- Сверление небольших отверстий в украшениях и украшениях
Например, как использовать ручную тренировку PCB:
.
1x ручная дрель для печатных плат (спиральная нажимная)
Подробнее
Подробнее
Доставка + ВозвратПолитика возврата
Из-за типа продаваемой нами продукции мы принимаем ограниченный возврат. Ниже приведены условия, при которых мы можем принять запрос на возврат.
1. Производственный брак
Если вы получили продукт с производственным браком, пожалуйста, сообщите нам в течение 3 дней с момента получения продукта, подкрепленного надлежащими фотографиями и описанием. Как только наша служба поддержки примет возврат, мы предоставим замену или полный возврат средств, включая стоимость обратной доставки.
2. Отправлен неправильный товар
Если вы получили товар, отличный от заказанного, свяжитесь с нами в течение 3 дней с момента получения товара, подкрепленного соответствующими фотографиями и описанием. Как только наша служба поддержки примет возврат, мы предоставим замену или полный возврат средств, включая стоимость обратной доставки.
Как только наша служба поддержки примет возврат, мы предоставим замену или полный возврат средств, включая стоимость обратной доставки.
Ограничение возврата
Мы не принимаем возврат продуктов, поврежденных в результате неправильного использования продукта. Кроме того, мы не принимаем возврат, если заказанный товар не подходит для какого-либо конкретного применения. Пожалуйста, ознакомьтесь со спецификациями продукта и техническим описанием, прежде чем выбрать и заказать продукт.
Доставка
Мы отправляем товары по всей Индии по фиксированной цене 50 индийских рупий для всех заказов на сумму менее 599 индийских рупий. Для всех заказов на сумму выше 599 индийских рупий мы предлагаем бесплатную доставку. Мы также предлагаем приоритетную доставку за 100 индийских рупий, которая обеспечивает доставку в тот же день по воздуху (если батарея не включена в заказ). Пожалуйста, свяжитесь с нашей службой поддержки по адресу support@quartzcomponents.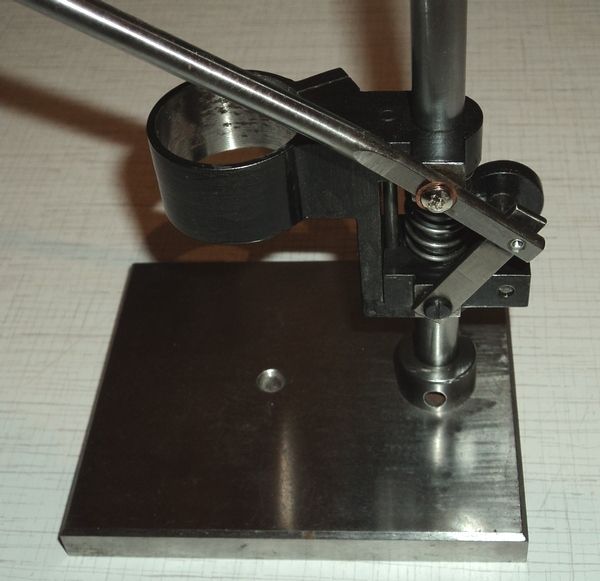 com по любому вопросу, связанному с доставкой.
com по любому вопросу, связанному с доставкой.
Нереставрированный продукт
Ручная дрель для печатных плат / Ручная микродрель для сверления печатных плат и применения своими руками
0 звезд
Я уже говорил вам, не присылайте никаких писем о вашей мошеннической компании ghatiya
Мошенничество
Я делюсь дрелью, которую я купил. Скажите, где вы предлагаете своим клиентам купить немного? Я думал, дело в пакете.
Быстрая…. качественная…
Быстрая и своевременная доставка…хороший продукт..красивый..
Загрузить еще
ОтзывыНевосстановленный продукт
Ручная дрель для печатных плат / Ручная микросверлильная машина для сверления печатных плат и самостоятельного применения
0 звезд
Я уже говорил вам, что вы не должны отправлять электронные письма о вашей мошеннической компании ghatiya
1 Мошенничество
Я делюсь дрелью, которую купил. Скажите, где вы предлагаете своим клиентам купить немного? Я думал, дело в пакете.
Скажите, где вы предлагаете своим клиентам купить немного? Я думал, дело в пакете.
Быстрая…. качественная…
Быстрая и своевременная доставка…хороший товар..хороший..
Загрузить еще
{{/если}} {{if compare_at_price_min > price_min}}Распродажа
{{/если}} {{если доступно}}Распродано
{{/если}} {{if tagLabelCustom}}Пользовательская этикетка
{{/если}}${название}
{{if compare_at_price_min > price_min}}
{{html Shopify.formatMoney(compare_at_price_min, window.money_format)}}
{{html Shopify. formatMoney(price_min, window.money_format)}}
{{еще}}
{{html Shopify.formatMoney(price_min, window.money_format)}}
{{/если}}
formatMoney(price_min, window.money_format)}}
{{еще}}
{{html Shopify.formatMoney(price_min, window.money_format)}}
{{/если}}
{{если доступно}} {{другие варианты.длина > 1 }} Выберите параметры {{еще}} {{/если}}
Электроника | Бесплатный полнотекстовый | Станок для сверления печатных плат с использованием вторсырья
1.
 Введение
Введение Робототехника — одна из областей электроники, оказывающая большое влияние на многие процессы, с которыми взаимодействуют люди. Основной целью этого направления является создание и применение интеллектуальных систем как для выполнения конкретных задач, так и для взаимодействия с реальным миром [1]. В области промышленной автоматизации робототехника играет фундаментальную роль благодаря технологическим достижениям, повышающим эффективность производственных процессов. С точки зрения гибкости классификация промышленных процессов зависит от степени автоматизации и сложности систем управления, будучи менее гибкими, чем процессы ручного производства, и гораздо более надежными, чем гибкие производственные системы [2].
Эти системы состоят из машин и подсистем, связанных общим транспортным механизмом и контроллером, что обеспечивает возможность выполнения различных задач без смены оборудования системы [3]. Одним из существующих уровней в этом типе системы является технология компьютерного числового управления (ЧПУ) [4]. Этот тип технологической операции основан на анализе файла Gerber, который содержит координаты и инструкции, выполняемые машиной [5]. Основными преимуществами внедрения систем ЧПУ являются их точность, надежность и снижение человеческого фактора. К недостаткам можно отнести затраты на приобретение и обслуживание [6,7,8]. Числовое управление используется для автоматизации станков и инструментов с помощью языка программирования G-code. Этот тип кода позволяет программисту отдавать команды контроллерам каждой из осей, составляющих машину.
Одним из применений технологии ЧПУ является сверление и изготовление печатных плат (ПП) [9], которое изучалось многочисленными специалистами в области электроники, промышленности и образовательных центров [10]. В частности, исследования были сосредоточены на разработке прототипов надежных сеялок с хорошим соотношением цены и качества. Как правило, эти машины имеют блок управления и трехосную систему (X, Y, Z), которые перемещаются с помощью серводвигателей или шаговых двигателей. Оси X и Y используются для регулировки направления движения станка, а ось Z отвечает за управление движением сверла.
Печатная плата — это плата, предназначенная для обеспечения электрических соединений между электронными компонентами. Соединения выполняются тонкими медными дорожками, расположенными на поверхности платы, или слоями меди, перемежающимися слоями изоляционного материала. Существует три типа печатных плат: (1) однослойные, в которых медный слой находится только на одной стороне платы; (2) двухслойные, в которых есть два слоя меди с обеих сторон платы, и (3) многослойные, состоящие из чередующихся слоев меди и изоляционного материала. Как правило, многослойные платы используются для сборки сложных схем, в которых большое количество электронных компонентов должно быть соединено между собой посредством множества медных дорожек [11].
Для печатных плат требуется набор отверстий, покрытых медью, которые используются в качестве токопроводящих путей для электронных компонентов. Эти отверстия можно сделать с помощью химикатов или с помощью дрели. С последними получаются более чистые и качественные отверстия. Для этого процесса используются спиральные сверла, диаметр которых зависит от размера проделываемого отверстия. Стандартный размер составляет 1,27 мм, хотя некоторые доски используют диаметры 0,15 мм или меньше [11].
Важно подчеркнуть, что использование технологии ЧПУ позволило промышленности автоматизировать процесс сверления печатных плат, тем самым избегая проблем, возникающих при выполнении этой задачи вручную. Сверление печатных плат вручную может быть сложной задачей, требующей высокой точности, особенно когда компонентов много, а расстояние между отверстиями небольшое.
В литературе встречаются различные исследования, связанные с внедрением станков с ЧПУ и недорогих с использованием встраиваемых систем [12,13,14,15]. В [16] авторы реализовали систему управления микросверлением печатных плат. Кроме того, исследования были сосредоточены на разработке прототипов для изготовления печатных плат с использованием методов оптимизации процесса сверления [17,18,19,20]. Авторы в [21] предлагают методологию оптимизации изготовления деталей с большим количеством просверленных отверстий.
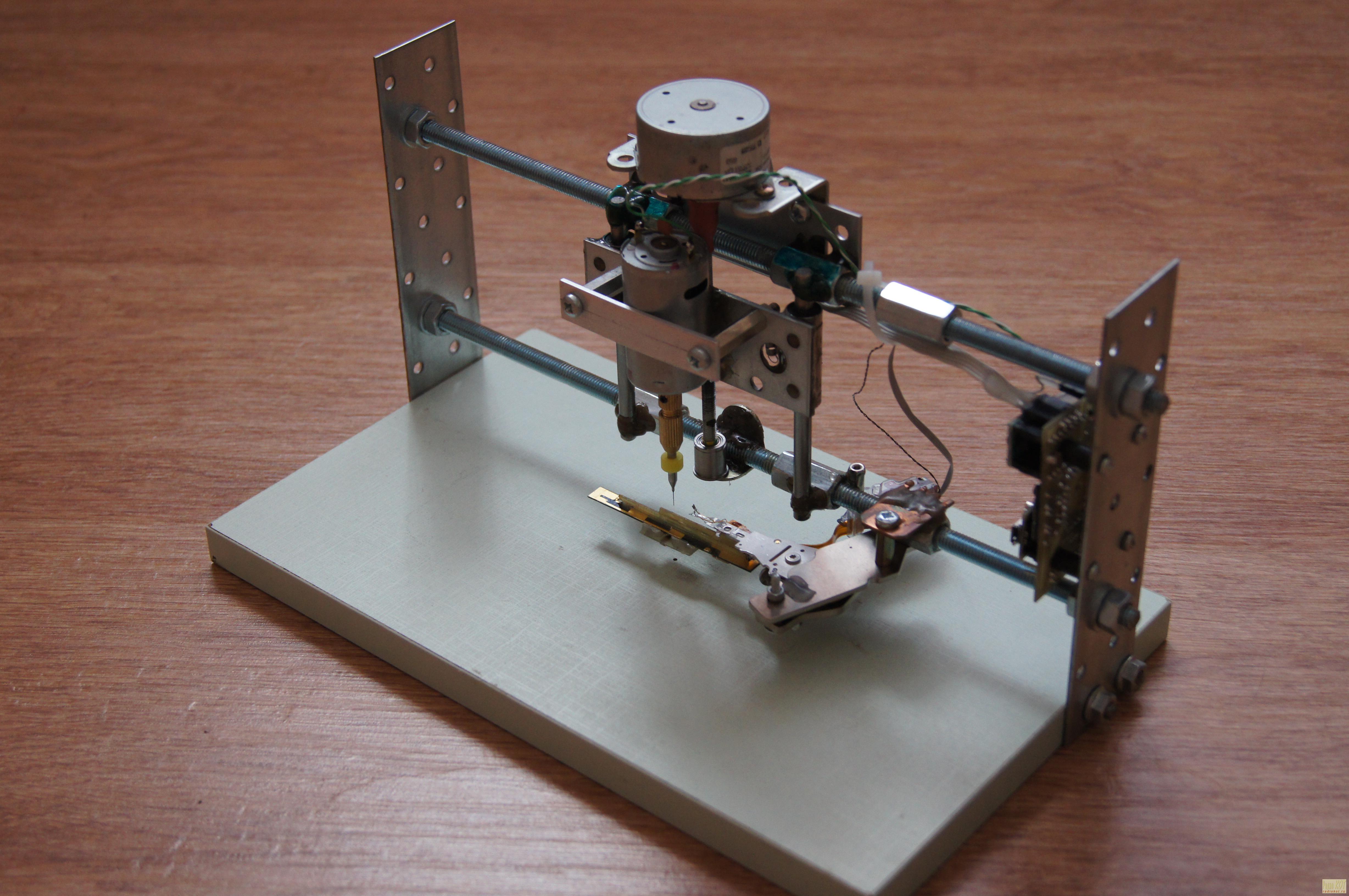
Эта работа основана на создании прототипа станка для сверления печатных плат, в котором применяются некоторые концепции и особенности технологии ЧПУ. Прототип имеет операционную систему реального времени и механическую систему, обеспечивающую точное перемещение с использованием декартовых координат. Он также включает в себя компьютерную программу с алгоритмом обработки изображений, который выполняется в Matlab. Главной новизной этой статьи является использование перерабатываемых материалов для создания полнофункционального недорогого прототипа.
2. Материалы и методы
На рисунке 1 показана блок-схема системы, состоящей из графического пользовательского интерфейса, каскадов управления, контроля и мощности, двигателей и механической системы, реализованной в каждом из 3 оси прототипа.
2.1. Механическая система
Для проектирования механической системы использовалась металлическая платформа, извлеченная из поврежденного копировального аппарата. Эта платформа была адаптирована с помощью промышленных алюминиевых профилей и материалов, снятых с принтеров, и переработанной алюминиевой мебели. Во избежание износа в результате поперечного перемещения была разработана механическая система с подвижными частями на наборе линейных направляющих. Далее подробно представлен процесс проектирования по осям X, Y, Z.
2.1.1. Система ременной передачи
Этот элемент состоит из двух шкивов, соединенных посредством ремня, предназначенного для передачи усилий и угловых скоростей между параллельными валами, находящимися на определенном расстоянии. Усилия передаются за счет трения ремня о шкив. Чтобы уменьшить скорость и увеличить силу, применяется основное уравнение скоростной ременной передачи. См. уравнение (1).
где Φ 1 — диаметр ведущего шкива, n 1 — скорость вращения, Φ 2 и n 2 — диаметр и скорость ведомого шкива. Таким образом была реализована система передачи для оси Y (см. рис. 2). Скорость ведущего шкива уменьшается в семь раз, а усилие умножается на ту же величину. Для оси X использовался тот же механизм, но с понижающим коэффициентом скорости 3/5.
Механизм работы ременной передачи основан на передаче мощности и скорости на ведомый вал, представляющий собой червячный винт или миллиметровый стержень, где расстояние или шаг определяется расстоянием между зубьями, в данном случае — величиной 1 мм. См. рис. 3.
2.1.2. Механическая система для осей X, Y и Z
Для оси Y была разработана система с червячным винтом, который несет алюминиевую пластину через опорные гладкие продольные направляющие. Перемещение происходит при вращении двигателя и вращение передается червячному винту. Точность и плавность линейного перемещения во многом зависят от хода гладких линейных направляющих и гайки на винте. Таким образом достигается максимальное смещение 40 см по оси Y. См. рис. 4.
Механизм оси X аналогичен механизму оси Y; разница заключается в двух используемых направляющих, которые были получены из принтера и переработанной офисной мебели. Таким образом, было получено максимальное смещение 40 см. (См. рис. 5). С вертикальным механизмом дрель перемещается вверх и вниз. Движение выполняется без потери стабильности благодаря направляющей и червячному винту, достигающему смещения 6 см. См. рис. 6.
2.2. Системное оборудование
На рис. 7 подробно показаны три основных блока: управление, мониторинг и питание. Эти каскады управляются ведущим микроконтроллером PIC18F4550. Мастер отвечает за инициализацию прототипа и получение координат пользовательского интерфейса. Координаты передаются на моторы и по информации от энкодеров корректируется положение.
2.2.1. Этап управления
Этот этап отвечает за общее управление системой и состоит из набора блоков, подробно описанных ниже:
-
Ведущее устройство: PIC18F4550 использовался в качестве главного управляющего устройства со следующими функциями:
-
Прием данных, отправленных пользовательским интерфейсом по протоколу USB в режиме массовой передачи.

-
Передача и прием данных на PIC18F2550 модулем универсального асинхронного приемника-передатчика (UART).
-
Настройте ПИД-регулятор для позиционирования декартовых осей.
-
Конфигурация и генерация ШИМ-сигналов для двигателей постоянного тока.
-
Инициализация, проверка и контроль состояний машины.
-
Для этого была разработана операционная система реального времени OSA, которая управляет временем выполнения каждой задачи, тем самым достигая типа параллельной обработки. См. рис. 8.
ПИД-регулятор был настроен по методу Циглера-Николса; его основная функция состоит в том, чтобы отрегулировать положение прототипа, используя в качестве сигнала обратной связи показания, обеспечиваемые энкодерами. Вычисление погрешности выполняется исходя из желаемого положения и фактического положения двигателя, при этом регулируемый привод модифицируется на основе уравнения (2).
- 2.
-
Дисплей: использовался ЖК-дисплей, извлеченный из переработанного аккумулятора Nokia 1100. Тактовые сигналы, данные, выбор микросхемы и сброс были подключены к порту D ведущего микроконтроллера с использованием схемы резистивной регулировки напряжения для работы с 3,3 В. для режимов работы ручной и автоматически-компьютеризированный выполнялся по протоколу USB. Для этого необходимо было настроить главный PIC и пользовательский интерфейс, разработанный в Matlab.
- 4.
-
Последовательное соединение: для связи с блоком мониторинга использовались модули UART, встроенные в микроконтроллеры PIC18F4550 и PIC18F2550. Было реализовано асинхронное последовательное соединение с использованием выводов Tx и Rx.
- 5.
-
Управление двигателями постоянного тока для осей X, Y и Drill: для управления вращением и включением и выключением каждого двигателя постоянного тока использовался ШИМ-модуль ведущего микроконтроллера через контакты RC0, RC1 и RC3 .
- 6.
-
Шаговый двигатель для оси Z: для управления биполярным шаговым двигателем с постоянными магнитами использовались четыре контакта порта B для управления четырьмя барабанами. Кроме того, пятый вывод использовался как активатор.
- 7.
-
Ручное управление: использовались семь кнопок, подключенных к PortA master PIC, для ручного управления сверлильным станком. Шесть кнопок использовались для настройки координат X, Y, Z, а оставшаяся кнопка использовалась как стоп.
- 8.
-
Светодиоды: набор светодиодных индикаторов был встроен, чтобы пользователь мог проверять системные аварийные сигналы, состояние подключения USB-порта и правильную поляризацию микроконтроллера.
На рис. 9 показана принципиальная схема ступени управления, на которой можно наблюдать установленные соединения.
2.2.2. Этап мониторинга
Этот этап управляется PIC18F2550 [22], который отвечает за контроль сигналов, формируемых в энкодерах, состояние концевых выключателей для каждой оси и отображение информации на ЖК-дисплее Nokia 1100. Информация, собранная датчиками, отправляется на главный PIC по протоколу RS232.
Концевые выключатели представляют собой семь оптических датчиков PC817, которые внутри состоят из светодиода и транзистора. Когда на транзистор не поступает горящий светодиод, переход коллектор-эмиттер формирует логическую 1; в то время, когда переход коллектор-эмиттер получает свет, он замыкает цепь и генерирует логический 0.
Для управления положением двигателей энкодеры CNY70 измеряют линейное перемещение машины. Операционный усилитель LM324 использовался для сравнения напряжений в цепи связи. На рис. 10 показана принципиальная схема этапа мониторинга.
2.2.3. Блок питания
Состоит из драйверов, преобразующих логический уровень 5 В в напряжения 18 В и 12 В, необходимые для управления двигателями постоянного тока и шаговыми двигателями. Схема имеет переключатель включения / выключения, который может управлять запуском и остановкой системы. Прототип управляет 3 двунаправленными двигателями постоянного тока для сверления, осей X и Y и шаговым двигателем с последовательным управлением с использованием частоты импульсов. Для двигателей использовались силовые драйверы L298 и L293. На рис. 11 показана принципиальная схема силового каскада.
2.3. Графический интерфейс пользователя
Matlab был использован для разработки графического интерфейса, который позволяет пользователю управлять машиной в двух режимах работы: ручном и автоматическом. Интерфейс изначально отвечает за импорт изображения печатной платы в формате jpg или png, преобразование его в оттенки серого, получение уровней освещения и, наконец, преобразование его в матрицу нулей и единиц.
Затем команда regionprops используется для выполнения морфологической обработки изображения, в результате чего получается площадь, центр тяжести и список пикселей изображения. Наконец, был выполнен алгоритм, определяющий координаты пробуренной скважины. На рисунке 12 показан пользовательский интерфейс для автоматического режима работы.
3. Результаты и обсуждение
При выполнении интеграции механических систем по каждой из осей X, Y и Z реализация разработанной аппаратуры и завершение каждой процедуры программирования микроконтроллера получаются как конечный результат прототип сверлильного станка. См. рис. 13.
Прототип может сверлить печатную плату с максимальными размерами 24 × 40 см при минимальном расстоянии отверстий 0,01 мм по оси X и 0,001 мм по оси Y. В ручном и автоматическом режимах работы были проведены испытания в общей сложности на 20 печатных платах, из которых успешные результаты были достигнуты в 19Печатные платы разных размеров и конструкций. Проблема возникла в процессе сверления первой платы 15×24 см, из-за выхода из строя оптического датчика, установленного на оси Z. Это вызвало чрезмерное смещение, которое повлияло на точность машины, что было решено путем замены датчика.
Результаты сверления соответствовали ожиданиям при минимальном размере сверла 0,64 мм и максимальном размере 2,03 мм. Для испытаний использовались спиральные долота диаметром 0,5, 0,6, 0,7, 0,8 и 1 мм. Для изготовления отверстий использовался двунаправленный двигатель постоянного тока на 18 В постоянного тока, 12 000 об/мин и 1 А. На рис. 14 показаны результаты, полученные для двух плат размером примерно 20 × 20 см.
При разработке испытаний были установлены пределы перемещений датчиков на каждом из концов осей X и Y, которые реагируют на расстояние около 1 см между буровой головкой и основанием прототипа. Датчик на оси Z позволил избежать проблем с чрезмерным смещением, которые могут привести к несоответствиям или поломкам винтовой муфты двигателя.
Два сигнала ШИМ, каждый с частотой 19 кГц и разрешением 10 бит, были сгенерированы для управления двигателями постоянного тока по осям X и Y. При рабочем цикле 0 достигается максимальная скорость двигателя. Для остановки двигателей использовался рабочий цикл 50%. При рабочем цикле 100% двигатели вращаются с максимальной скоростью, но в направлении, противоположном рабочему циклу 0%.
С помощью энкодеров удалось преобразовать угловое движение двигателей постоянного тока в серию цифровых импульсов; они использовались для различных линейных перемещений. В таблице 1 показано соотношение между количеством импульсов, полученных при смещении по осям X и Y.
Исходя из данных о смещении, ПИД-регулятор был разработан на основе сигнала ошибки, возникающего между желаемым положением двигателя и фактическим положением, полученным из сигналов энкодеров. Для настройки шагового двигателя оси Z использовался полушаговый метод. Таким образом, были достигнуты движения высокой точности в соответствии с проектными требованиями.
Эффективное управление положением бурового станка с превосходным временем установления было получено с использованием регулируемого ШИМ-управления с настраиваемыми параметрами для пропорциональных, интегральных и производных констант.
Полученные результаты показывают, что был реализован функциональный прототип, преимуществом которого является низкая стоимость, удобный интерфейс и идеальная рабочая область для внедрения печатных плат в академических проектах. Эти характеристики аналогичны характеристикам некоторых 3-осевых коммерческих мини-сверлильных станков с ЧПУ. В этой категории выделяются станки CNC 2417, CNC 3018 и CNC 3040T, которые имеют рабочие зоны 24×17 см, 30×18 см и 27,5×38,5 см соответственно. Недостатком этих машин является их коммерческая стоимость от 600 до 700 долларов США в Колумбии.
Важно отметить, что прототип был разработан для использования в академии студентами исследовательской группы Magma Ingeniería программы электронной инженерии Университета Магдалены. Поэтому рабочая зона станка имеет ограничения, т. е. его использование на печатных платах промышленного назначения.
Кроме того, реализованный прототип имеет ограничения в плане работы со сложной геометрией, такой как цельнолопастные несущие винты, которые используются в области турбомашин авиационной отрасли [23]. В этих приложениях необходимо использовать станки с 5 осями, преимуществом которых является точность и отличное время обработки [24].
4. Выводы
Был предложен новый подход к реализации сверлильного станка для печатных плат с использованием материалов в значительной степени из копировальных аппаратов, сотовых телефонов, принтеров и переработанного мебельного алюминия. Прототип имеет функциональные двигатели, датчики и графический интерфейс, выполненный в Matlab, что позволяет пользователю эффективно контролировать все процессы. Для проектирования механической конструкции в основном используется алюминий промышленных профилей из-за его устойчивости к изгибу и скручиванию. Система была разработана с подвижными частями на наборе линейных направляющих, чтобы избежать ненужного износа вследствие поперечного движения. Наконец, удалось оптимизировать время выполнения с помощью реализации RTOS, которая позволила нам выполнять каждую из задач главного микроконтроллера в кооперативном многозадачном режиме с назначением планировщика, который отвечает за выделение процессора задача, которая должна выполняться в каждый момент времени.
Вклад авторов
C.R.-A. задумал и поддержал программирование RTOS. МЫ. разработал механическую систему и запрограммировал микроконтроллеры. А. П. провел анализ данных и написал статью. Все авторы рассмотрели рукопись.
Благодарности
Работа выполнена при поддержке Vicerrectoría de Investigacion Университета Магдалены.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Ссылки
- Lai, C.Y.; Чавес, DEV; Дин, С. Трансформируемый параллельно-последовательный манипулятор для роботизированной обработки. Междунар. Дж. Адв. Произв. Технол. 2018 , 97, 2987–2996. [Google Scholar] [CrossRef]
- Hsieh, F.S. Проектирование масштабируемых реконфигурируемых производственных систем на основе агентов с сетями Петри. Междунар. Дж. Вычисл. интегр. Произв. 2018 , 31, 748–759. [Google Scholar] [CrossRef]
- Алама Бланко, П.Дж.; Абу-Дакка, Ф.Дж.; Абдеррахим, М. Практическое использование роботов-манипуляторов в качестве интеллектуальных производственных систем. Датчики 2018 , 18, 2877. [Google Scholar] [CrossRef] [PubMed]
- Морено-Баес, А.; Мирамонтес-Де Леон, Г.; Гарсия-Домингес, Э.; Sifuentes-Gallardo, C. Обработка файлов Gerber для изготовления печатных плат. Procedia англ. 2012 , 35, 240–244. [Google Scholar] [CrossRef]
- Емельянов Н.В.; Емельянова, И.В.; Зубенко, В.Л. Повышение точности обработки станков с ЧПУ с помощью инновационных методов проектирования. В материалах Международной конференции по машиностроению, автоматизации и системам управления 2017, Томск, Россия, 4–6 декабря 2017 г. [Google Scholar]
- Юсоф Ю.; Латиф, К. Новый модуль интерпретации для систем ЧПУ на основе управления с открытой архитектурой. Процедура CIRP 2015 , 26, 729–734. [Google Scholar] [CrossRef]
- Латиф К.; Юсоф, Ю.; Нассехи, А .; Псевдоним Имран Латиф, QB Разработка функционально-ориентированной открытой системы программного ЧПУ. Междунар. Дж. Адв. Произв. Технол. 2017 , 89, 1013–1024. [Google Scholar] [CrossRef]
- Корреа, Дж. Э.; Тумбс, Н.; Феррейра, П.М. Контроллер модульной архитектуры для систем ЧПУ на основе электроники с открытым исходным кодом. JMSY 2017 , 44, 317–323. [Google Scholar] [CrossRef]
- Алонсо, Д.; Гил, Дж.; Мартинес, Ф. Prototipo де máquina fresadora CNC para Circuitos Impressos. Ревиста Техне 2015 , 12, 23–28. [Google Scholar]
- Groover, M.P. Основы современного производства, 6-е изд.; John Wiley & Sons: Хобокен, Нью-Джерси, США, 2015 г.; стр. 764–780. [Google Scholar]
- Десаи, Д.П.; Патель, Д.М. Разработка блока управления станком с ЧПУ с использованием встроенной системы на базе Arduino. В материалах Международной конференции 2015 г. по интеллектуальным технологиям и управлению для вычислений, связи, управления, энергетики и материалов, Ченнаи, Индия, 6–8 мая 2015 г.; стр. 443–448. [Академия Google]
- Басанта-Вал, П.; García-Valls, M. Библиотека для разработки приложений реального времени и встроенных приложений в CJ Syst. Архит. 2015 , 61, 239–255. [Google Scholar] [CrossRef][Зеленая версия]
- Хоу, М.; Фаддис, Т.Н. Автоматическое создание траектории движения инструмента в интегрированной системе CAD/CAPP/CAM на основе элементов. Междунар. Дж. Вычисл. интегр. Произв. 2006 , 19, 350–358. [Google Scholar] [CrossRef]
- Де Сантьяго-Перес, Дж. Дж.; Осорнио-Риос, Р.А.; Ромеро-Тронкосо, Р.Дж.; Кабал-Йепез, Э.; Гевара-Гонсалес, Р.Г. Оптимизация подачи полиномиальной интерполяцией для станков с ЧПУ на основе реконфигурируемого контроллера ПЛИС. JSIR 2010 , 69, 342–349. [Google Scholar]
- Бхандари Б.; Хонг, Ю.С.; Юн, HS; Мун, Дж. С.; Фам, MQ; Ли, Великобритания; Хуанг, Ю .; Линке, Б.С.; Дорнфельд, Д.А.; Ан, С.Х. Разработка карты контроля заусенцев при микросверлении для сверления печатных плат. Точный англ. 2014 , 38, 221–229. [Google Scholar] [CrossRef]
- Тахир З.; Абу, Н.А.; Сахиб, С .; Герман, Н.С. Сверлильный станок с ЧПУ для печатных плат, использующий новый естественный подход к евклидовой TSP. В материалах 3-й Международной конференции по компьютерным наукам и информационным технологиям 2010 г., Чэнду, Китай, 9–11 июля 2010 г.; стр. 481–485. [Google Scholar]
- Хуан, X.; Чен, З.С.; Ван, CY; Чжэн, LJ; Сонг, Ю.Х. Измерение поломки микросверл при сверлении печатных плат. Матер. науч. Форум 2016 , 836, 592–599. [Google Scholar] [CrossRef]
- Yoon, HS; Мун, Дж. С.; Фам, MQ; Ли, Великобритания; Ан, С.Х. Контроль параметров обработки для экономии энергии и затрат при сверлении печатных плат в микромасштабе. Дж. Чистый. Произв. 2013 , 54, 41–48. [Google Scholar] [CrossRef]
- Borkar, B.R.; Пури, Ю.М.; Куте, AM; Дешпанде, П.С. Автоматическое программирование деталей ЧПУ для сверления сквозных отверстий. Procedia Mater. науч. 2014 , 5, 2513–2521. [Google Scholar] [CrossRef]
- Ioan, M.; Разван С. Изготовление комплектов отверстий на станках с ЧПУ. Процессия Технол. 2015 , 19, 135–140. [Google Scholar] [CrossRef]
- Поло, А.; Нарваес, П.; Роблес Альгарин, К. Внедрение экономичного дидактического прототипа для получения биомедицинских сигналов. Электроника 2018 , 7, 77. [Google Scholar] [CrossRef]
- Гонсалес, Х.; Кальеха, А .; Перейра, О .; Ортега, Н.; Лопес де Лакалье, Л.Н.; Бартон, М. Суперабразивная обработка цельных вращающихся компонентов с использованием шлифовальных инструментов. Металлы 2018 , 8, 24. [Google Scholar] [CrossRef]
Рисунок 1. Блок-схема системы.
Рисунок 1. Блок-схема системы.
Рисунок 2. Система передачи для оси Y.
Рисунок 2. Система передачи для оси Y.
Рисунок 3. Система ременного привода, соединенная с червячным винтом.
Рисунок 3. Система ременного привода, соединенная с червячным винтом.
Рисунок 4. Механическая система оси Y.
Рисунок 4. Механическая система оси Y.
Рисунок 5. Механическая система оси X.
Рисунок 5. Механическая система оси X.
Рисунок 6.
Механическая система оси Z.
Рисунок 6. Механическая система оси Z.
Рисунок 7. Блок-схема прототипа.
Рис. 7. Блок-схема прототипа.
Рисунок 8. Блок-схема операционной системы реального времени OSA.
Рис. 8. Блок-схема операционной системы реального времени OSA.
Рисунок 9. Принципиальная схема каскада управления.
Рис. 9. Принципиальная схема каскада управления.
Рисунок 10. Принципиальная схема этапа мониторинга.
Рис. 10. Принципиальная схема этапа мониторинга.
Рисунок 11. Принципиальная схема силового каскада.
Рисунок 11. Принципиальная схема силового каскада.
Рис. 12. Графический пользовательский интерфейс в автоматическом режиме.
Рис. 12. Графический пользовательский интерфейс в автоматическом режиме.
Рисунок 13. Сверлильный станок для печатных плат.
Рис.
