Как правильно настроить сварочный полуавтомат. Какие параметры нужно регулировать для получения качественного сварного шва. На что обратить внимание при настройке силы тока, напряжения и скорости подачи проволоки.
Основные параметры настройки сварочного полуавтомата
Для получения качественного сварного соединения при работе со сварочным полуавтоматом необходимо правильно настроить следующие основные параметры:
- Сила сварочного тока
- Напряжение дуги
- Скорость подачи сварочной проволоки
- Расход защитного газа
Оптимальные значения этих параметров зависят от толщины и материала свариваемых деталей, типа и диаметра сварочной проволоки, пространственного положения шва и других факторов. Рассмотрим подробнее, как правильно настроить каждый из этих параметров.
Настройка силы сварочного тока
Сила сварочного тока влияет на глубину проплавления и скорость плавления электродной проволоки. Чем больше ток, тем глубже проплавление и выше производительность сварки.

Как подобрать оптимальную силу тока:
- Определите толщину свариваемого металла
- В инструкции к полуавтомату или справочных таблицах найдите рекомендуемый диапазон тока для данной толщины
- Установите среднее значение из рекомендуемого диапазона
- Выполните пробную сварку и при необходимости скорректируйте ток
При слишком низком токе будет недостаточное проплавление, при слишком высоком — прожоги и чрезмерные брызги металла.
Регулировка напряжения дуги
Напряжение дуги влияет на ее длину и стабильность горения. От напряжения зависит форма и ширина сварного шва.
Рекомендации по настройке напряжения:
- Для сварки тонких деталей используйте пониженное напряжение 18-22 В
- Для металла средней толщины оптимально напряжение 22-26 В
- При сварке толстого металла напряжение увеличивают до 28-32 В
Слишком низкое напряжение приводит к узкому шву и большому усилению, высокое — к широкому шву с подрезами по краям.
Настройка скорости подачи проволоки
Скорость подачи сварочной проволоки должна соответствовать установленной силе тока. При правильной настройке дуга горит стабильно, без лишних брызг.

Как подобрать оптимальную скорость подачи проволоки:
- Установите рекомендуемую в инструкции скорость для выбранного тока
- Начните сварку, прислушиваясь к звуку дуги
- При треске и нестабильном горении увеличьте скорость
- При чрезмерном разбрызгивании металла уменьшите скорость
Оптимальная скорость подачи обеспечивает равномерное плавление проволоки и стабильное горение дуги.
Регулировка расхода защитного газа
Правильный расход защитного газа необходим для надежной защиты сварочной ванны от воздействия атмосферы. Недостаточный или избыточный расход газа ухудшает качество сварки.
Рекомендации по настройке расхода газа:
- Для сварки в углекислом газе оптимальный расход 8-12 л/мин
- При использовании аргоновых смесей — 10-15 л/мин
- Увеличивайте расход на 2-3 л/мин при наличии сквозняков
- При сварке на открытом воздухе расход можно увеличить до 15-20 л/мин
Правильность настройки расхода газа можно оценить по отсутствию пор в сварном шве и минимальному окислению поверхности.
Особенности настройки полуавтомата для сварки тонкого металла
При сварке тонкого металла толщиной менее 1,5 мм требуется особенно тщательная настройка параметров сварки, чтобы избежать прожогов. Рекомендации по настройке:

- Используйте проволоку малого диаметра 0,6-0,8 мм
- Установите минимально возможный ток 30-60 А
- Снизьте напряжение до 14-18 В
- Увеличьте скорость сварки до 40-50 см/мин
- Используйте импульсный режим сварки, если он есть в аппарате
При правильной настройке удается получить тонкий шов без прожогов и деформаций тонкого металла.
Настройка полуавтомата для сварки алюминия
Сварка алюминия и его сплавов имеет свои особенности из-за низкой температуры плавления и высокой теплопроводности металла. Рекомендации по настройке:
- Используйте специальную алюминиевую проволоку
- Установите повышенное напряжение 22-26 В
- Выберите режим сварки на переменном токе, если он есть
- Увеличьте расход аргона до 15-18 л/мин
- Используйте импульсный режим для лучшего контроля тепловложения
При сварке алюминия особенно важно правильно настроить скорость подачи проволоки, чтобы обеспечить стабильный процесс без прожогов.
Проверка правильности настройки параметров
После установки всех параметров необходимо выполнить пробную сварку на образце-свидетеле и оценить качество сварного соединения. Признаки правильной настройки полуавтомата:

- Стабильное горение дуги без обрывов
- Равномерная форма сварного валика
- Хорошее сплавление металла шва с основным металлом
- Отсутствие подрезов, пор и других дефектов
- Минимальное разбрызгивание металла
При обнаружении дефектов необходимо скорректировать настройки и повторить пробную сварку до получения качественного соединения.
Типичные ошибки при настройке сварочного полуавтомата
При настройке полуавтомата начинающие сварщики часто допускают следующие ошибки:
- Установка слишком высокого тока, приводящая к прожогам
- Недостаточное напряжение дуги, вызывающее узкий шов
- Чрезмерная скорость подачи проволоки и разбрызгивание металла
- Слабый расход защитного газа и образование пор в шве
- Неправильный выбор диаметра проволоки для толщины металла
Важно внимательно изучить рекомендации производителя и накапливать практический опыт настройки полуавтомата для разных условий сварки.
Заключение
Правильная настройка сварочного полуавтомата — ключевой фактор получения качественных сварных соединений. Оптимальный подбор силы тока, напряжения, скорости подачи проволоки и расхода газа позволяет добиться стабильного процесса сварки и высокого качества швов. Накопление опыта и понимание влияния различных параметров на процесс сварки позволит быстро и точно настраивать полуавтомат для любых задач.
Как рассчитать скорость сварки полуавтоматом?
Сварка полуавтоматом — один из самых востребованных типов сварки. С помощью полуавтомата можно варить даже разнородные металлы, не говоря уже о работе со сложными сплавами, вроде алюминия или меди. По этой причине на производствах любого масштаба всегда нужны сварщики, которые будут владеть навыками сварки полуавтоматом.
Однако, помимо технологии мастер также должен знать, как рассчитать оптимальный режим сварки, в частности ее скорость. В этой статье мы кратко расскажем, как рассчитать не только скорость сварки, но и силу тока или напряжение дуги в зависимости от толщины металла и прочих показателей. Вы узнаете несколько полезных формул, а для новичков мы составили небольшую таблицу-подсказку.
Содержание статьи
Общая информация
Режим сварки — это совокупность параметров, настроив которые мы можем выполнить сварку. Проще говоря, это набор настроек, которые мы применяем в той или иной ситуации. Мы посвятили отдельную статью теме выбора режима сварки при работе с полуавтоматом. Обязательно прочтите ее. А мы расскажем об основах, и в частности о скорости сварки.
Основные параметры режима сварки, которые нужно уметь рассчитывать — это сварочный ток, напряжение дуги и скорость сварки. При этом скорость сварки невозможно рассчитать, не зная силу тока и напряжение сварочной дуги. Так что в рамках этой статьи мы научим вас определять все три параметра.
Почем эти параметры так важны? Все просто: от них напрямую зависит качество готового шва, его размеры и прочие характеристики. Если вы правильно подберете эти параметры, сможете существенно упростить свою работу. А швы получатся не только качественным, но и долговечными.
Ниже представлена таблица с рекомендуемыми показателями скорости сварки и не только. Такая таблица будет полезна для новичков, но опытные мастера должны сами рассчитывать все показатели или просто знать их наизусть. Так что пользуйтесь данной таблицей на начальном этапе, со временем начинайте сами рассчитывать все показатели.
Расчет скорости сварки
Прежде чем рассчитать скорость сварки при работе с полуавтоматом нам нужно посчитать силу сварочного тока и напряжение дуги. В качестве примера возьмем сталь, которую будем варить тавровым, односторонним швом без кромок или скосов.
Чтобы определить силу тока нам понадобится формула. Обращаем ваше внимание, что сила тока должна определяться в зависимости от того, какой диаметр у электрода, также нужно знать плотность тока. Чтобы произвести расчет сварочного тока воспользуйтесь формулой ниже:
Здесь dэ2 — это диаметр электрода, в нашем случае 1.6 миллиметра. А j — это плотность тока, в нашем случае она равна 175 А/мм2.
Теперь, зная силу тока и диаметр электрода мы можем посчитать напряжение сварочной дуги. Воспользуйтесь формулой ниже:
И наконец подходим к расчету оптимальной скорости сварки. Ниже формулы:
αH рассчитывается с помощью отдельной формулы выше. ϒ — это плотность наплавленного металла, в нашем случае 7,8. А FН1пр — это площадь поперечного сечения наплавленного металла за один проход.
Вместо заключения
Правильно рассчитанный и подобранный режим сварки полуавтоматом сразу избавляет сварщика от множества проблем. Соединения получаются качественными и долговечными, предприятие получает прибыль, а сварщик — хорошую зарплату. Поэтому так важно уметь производить все расчеты самостоятельно, не полагаясь на готовые рекомендации. Ведь в каждой ситуации могут быть свои нюансы.
Тем не менее, обязательно изучите ГОСТы или любые другие нормативные документы, поскольку в них зачастую четко расписывают, какой должна быть скорость сварки и не только. Знаете ли вы другие методы, с помощью которых можно точно рассчитать режим сварки? Поделитесь об этом в комментариях к этой статье.
Как своими руками настроить полуавтомат сварочный?
Время чтения: 8 минуты
Настройка сварочного полуавтомата — это сложная и обширная тема. Чтобы правильно настроить полуавтомат, недостаточно просмотреть популярные таблицы с соотношениями силы тока и металла. Необходимо постоянно практиковаться и варить с применением различных настроек. А также учитывать особенности заготовки и самого сварочного аппарата.
В этой статье мы поделимся простыми рекомендациями, как настроить полуавтомат сварочный, если вы новичок. Мы также расскажем о некоторых особенностях, которые вам нужно учесть, чтобы найти оптимальный режим сварки.
Содержание статьи
Общая информация
Для начала немного общей информации касаемо настройки полуавтомата. Вы должны понимать, что в мире не существует идеального режима сварки, при котором можно работать с любым металлом и при этом получать достойный результат. Настройки в любом случае необходимо корректировать, учитывая тип металла, его толщину, а также пространственное положение при сварке и тип шва.
Чтобы лучше понимать зависимость конечного результата от выбранных настроек, представьте, что настраивая аппарат, вы как бы настраиваете количество тепла, которое собираетесь вложить в плавление присадочной проволоки. И количество этого самого тепла будет разным, при работе со сваркой тонких или толстых деталей. Тонкому металлу требуется меньшее количество тепла, в противном случае может образоваться прожог. А вот толстому металлу тепла нужно больше, чтобы не было непроваров.
Читайте также: Исправление дефектов сварки
Теперь переведем условную регулировку количества тепла в реальные настройки. Две основные настройки на полуавтомате — это сила сварочного тока и напряжение дуги. Учтите, что сила тока связана со скоростью подачи проволоки. Чем выше ток, тем быстрее проволока подается в зону сварки.
Вы должны понимать, что при настройке полуавтомата регулировка силы тока и регулировка напряжения дуги — это взаимосвязанные вещи. Поэтому невозможно установить все этих регулировки наугад и получить приемлемый результат. Хорошего качества сварки можно добиться только в том случае, если сила тока и напряжение дуги будут настроены точно и в соответствии друг с другом. Посмотрите на изображение ниже. Оно схематично объясняет суть этой взаимосвязи. Под «скоростью подачи» имеется в виду сила сварочного тока.
Особенности настройки
Чтобы понять, как настроить сварочный аппарат полуавтоматического типа, нужно знать некоторые особенности. Также учтите, что в процессе вам придется постоянно надстраивать аппарат и регулировать уже выбранный режим сварки. Почему так происходит? Мы перечислим некоторые причины.
Перед заводом-производителем никогда не стоит задача изготовить абсолютно идентичные полуавтоматы с одинаковыми настройками по умолчанию, поскольку это просто невозможно из-за небольших различий в деталях. Поэтому читая материал о настройке конкретно вашей модели полуавтомата, не стоит думать, что это сработает на все 100%.
Также вклад вносит напряжение в вашей электросети. В процессе сварки оно может проседать и постоянно изменяться либо из-за слабой проводки, либо из-за мощного электроприбора соседа, внезапно включенного в общую электросеть. При этом полуавтомат может либо отказываться варить, либо вовсе сгорит. Так что на это нужно обращать особое внимание.
Помимо этого, аппарат придется постоянно подстраивать, если вы дозаправили газовый баллон. Состав защитного газа или смеси может отличаться, а это влияет на настройки. Также настройки нужно изменять в зависимости от температуры, при которой производится сварка, и в зависимости от характеристик присадочной проволоки (диаметр и марка).
Еще аппарат нужно отрегулировать, если вы смешили катушку проволоки на другую, либо при смене пространственного положения.
Это основное. Перечисленные трудности возникают нечасто и не всегда надстройка необходима в данном случае. Но существуют моменты, при которых настройка просто обязательна. К примеру, если вы после полуавтоматической сварки решили поменять тип сварочной проволоки или ее марку.
Также если вы поменяли газ, скажем, с углекислоты перешли на аргон. Или заменили аргон на какую-нибудь газовую смесь. И, конечно, при смене полуавтомата на другую модель. Словом, есть множество нюансов, на которые нужно обращать внимание, и быть готовым к постоянной надстройке аппарата.
Настройка полуавтомата
Переходим непосредственно к вопросу, как настроить сварочный полуавтомат для работы. В рамках этой статьи мы не будем рассказывать про регулировку подачи защитного газа или про заправку присадочной проволоки. Все это вы уже должны были изучить заранее. Мы расскажем именно про подбор силы тока и напряжения. Поскольку две этих характеристики наиболее важны. Наша задача — найти оптимальную «область сварки», как в графике, который мы вам показывали выше.
Подготовительный этап
Возьмите ненужный кусок металла (желательно не очень тонкий, 5 мм подойдет, и не очень большой). Обязательно подготовьте поверхность к сварке. Удалите все загрязнения, в том числе коррозию и краску, если имеется. Зачистите поверхность до блеска с помощью металлической щетки, шлифовальной машинки или наждачки.
Подготовленный металлВы будете использовать этот металл в качестве подопытного, и обучаться на нем. Не стоит использовать для подобных целей заготовки или детали, иначе можете их испортить. Берите те куски металла, которые не жалко.
Поиск оптимальных настроек : 1 этап
Настройка сварочного полуавтомата начинается с регулировки напряжения дуги. Мы рекомендуем установить низкое значение от 15 до 20 Вольт, также установите невысокое значение силы тока (до 100 Ампер).
В процессе работы у вас будет занята лишь одна рука, та, которой вы держите горелку. Поэтому используйте вторую руку для одновременной работы и регулировки параметров. Так вы сможете видеть результат сразу.
Начинает формировать сварной валик, и следим за дугой, а также звуком, одновременно меняя настройки на аппарате. Дуга должна гореть более-менее стабильно и практически не разбрызгиваться, а звук должен быть чистым и приятным уху. На данном этапе не обращайте внимание на форму валика и на глубину проплавления. Сейчас вам важно понять, при каких настройках дуга ведет себя наиболее правильно. Изменяйте настройки не резко, а буквально на одно-два значения.
Поиск оптимальных настроек : 2 этап
Далее наступает самый кропотливый этап настройки. Вы нашли начальную точку работы дуги у сварочного аппарата, эти параметры обязательно нужно записать или сфотографировать. Теперь вам нужно уменьшить силу тока, не меняя напряжения. Постепенно понижайте ток и следите, когда вы дойдете до точки, при которой дуга горит на грани, но при этом еще устойчива. Запишите эти настройки. После этого нужно наоборот увеличивать силу тока не трогая ручку напряжения, и искать ту грань, когда дуга горит более-менее стабильно. Эти значения тоже запишите.
На данном этапе у вас должны быть записаны/сфотографированы три типа настроек: напряжение 15-20 Вольт + сила тока меньше 100 Ампер, напряжение 15-20 Вольт + минимально допустимая сила тока, напряжение 15-20 Вольт + максимально допустимая сила тока.
Теперь вам нужно понизить изначальное напряжение (напоминаем, что это 15-20 Вольт) на пол вольта и снова искать, при каких значения минимальной и максимальной силы тока дуга будет гореть стабильно. Запишите эти настройки. Повторяйте этот процесс уменьшения напряжения на пол вольта и поиска оптимальных знаний силы тока до тех пор, пока аппарат не перестанет варить. Все настройки фиксируйте.
На данном этапе вы уже должны знать минимальное напряжение + минимальную/максимальную силу тока, при котором аппарат может варить. Теперь верните ваши первоначальные настройки (15-20 Вольт + сила тока до 100 Ампер), и повторите все описанное в абзаце выше, только не понижая напряжение дуги, а увеличивая его на пол вольта.
Постепенно при увеличении напряжения вы найдете ту точку, при которой сварка станет невозможна. Результаты зафиксируйте.
Итог
Теперь у вас есть все настройки. Вы знаете, каковы оптимальные значения напряжения и силы тока при минимальных и максимальных настройках. Для удобства начертите график, похожий на тот, что мы уже указывали выше, со своими настройками. И в следующий раз уже при сварке деталей настраивайте аппарат по этой области.
Вместо заключения
Теперь вы знаете, как правильно настроить сварочный полуавтомат. В этой статье мы поделились с вами рекомендациями от мастеров, которые уже обучились выполнять полуавтоматическую сварку и настраивать аппарат. Помните, что не существует единого набора настроек, при котором возможна любая сварка любым аппаратом. Учитывайте тип свариваемого металла, его толщину, тип присадочной проволоки и ее диаметр. А также тип газа, пространственное положение и прочие факторы.
Также не верьте тем таблицам, что есть в открытом доступе. В них представлены лишь общие рекомендации по настройке силы тока и напряжения. Эти советы редко подходят для выполнения всех сварочных работ. Вам в любом случае придется подстраивать аппарат. Вы должны понимать, что настройка полуавтомата для сварки тонкого металла и сварки толстого металла — это две разные задачи. Желаем удачи в работе!
[Всего: 0 Средний: 0/5]Как настроить сварочный полуавтомат, отрегулировать величину тока, напряжения и скорость подачи проволоки
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
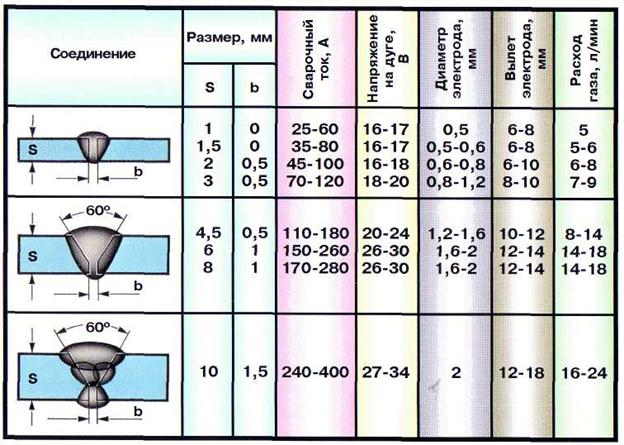
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
[Всего: 0 Средний: 0/5]Как настроить сварочный полуавтомат, отрегулировать величину тока, напряжения и скорость подачи проволоки
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Настройка тока и скорости подачи проволоки
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами. Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Неравномерная ширина валика шва связаны со скоростью перемещения горелки и ее положением относительно шва, то есть, связана с техникой работы сварщика.
При соблюдении рекомендаций производителя и понимании процессов происходящих в сварочной ванне, способах их регулировки можно выполнять довольно сложные виды сварочных работ в домашних условиях.
PWF
Выберите 5 продуктов для сравнения PWF- 2 — K60024-3
|
Основные функции
|
Выберите 5 продуктов для сравнения PWF- 4 — K60024-9
|
Основные функции
|
Выберите 5 продуктов для сравнения PWF- 2Plus — K60006-3
|
Основные функции
|
Выберите 5 продуктов для сравнения PWF- 4Plus — K60006-6
|
Основные функции
|
Выберите 5 продуктов для сравнения PWF- 4GS — K60045-4
|
Основные функции
|
Выберите 5 продуктов для сравнения PWF®- 4SS — K60045-2
|
Основные функции
|
Предварительный расчет скорости подачи проволоки, скорости перемещения и напряжения
«Металлургический бизнес»
Выбрать категорию меню Формовка металлов и изготовление Системы аддитивного производства Автоматизация / Робототехника Программное обеспечение CAD / CAM Оборудование для обработки рулонов Линии резки по длине Станки для снятия заусенцев Термическая обработка Металлургические станки Системы лазерной резки Системы кислородной резки Системы плазменной резки Листогибочные прессы, панелегибы Пробивные прессы Пильные системы Ножницы Штамповочные прессы Изготовление труб и труб Револьверные прессы Гидроабразивная сварка Автоматизация сварки / Робототехника Сварочные аппараты с приводом от двигателя Наполнители Металлы / электроды Инверторные сварочные аппараты Сварочные аппараты MIG Плазменные резаки Источники энергии Сварочные аппараты Сварочные аппараты TIG Сварочные перчатки Сварочные пистолеты / Горелки Сварочные шлемы Механизмы подачи проволоки Зуборезные станки Шлифовальные станки Хонинговальные станки Горизонтальные обрабатывающие центры Токарные станки для лазерной резки Системы управления станками Фрезерные станки Многозадачные станки Ram EDM Machines Программное обеспечение Токарные центры Вертикальные обрабатывающие центры Проволочные электроэрозионные станки Инструмент и зажимные патроны Цанговые патроны Режущие инструменты Буровые инструменты Системы крепления Абразивы, ремни, щетки, шлифовальные круги Позиционеры Пуансоны и плашки Пильные полотна Инструменты для нарезания резьбы Тиски и тиски Губки Измерение и проверка Системы шариковых стержней Калибровочные калибры Координатно-измерительные машины Циферблатные индикаторы Измерительные приборы Лазерные сканеры Неразрушающий контроль Другие датчики и контрольно-измерительное оборудование Программное обеспечение Шероховатость поверхности / отделка Техническое обслуживание Сжатый воздух Компьютеризированные системы управления техническим обслуживанием Фильтры Ручные инструменты Качество воздуха в помещении Промышленная очистка / удаление отходов Смазочные материалы, охлаждающие жидкости, машины для обработки жидкостей для металлообработки Ремонт и восстановление инструмента Программное обеспечение крышных систем Ремонт и восстановление шпинделя Регулируемые защитные ограждения Защита тела Защита глаз и лица Фиксированная Охранники Защита ног и ног Защита рук и рук Защита головы Защита органов слуха Заблокированные ограждения Подвижные барьеры и ворота Устройства обнаружения присутствия Отводы / ограничения Соответствие нормативным требованиям Защитные коврики Устройства безопасности срабатывания Саморегулирующиеся ограждения Двуручное управление Конвейеры для транспортировки материалов Общие подъемники Ручные подъемники Другое погрузочно-разгрузочное оборудование Стеллажи и складское оборудование
Установка скорости подачи проволоки
Скорость подачи проволоки, вероятно, самая важная настройка на сварочном аппарате MIG.Эта страница предназначена для того, чтобы помочь вам настроить провод. скорости и включает видео, чтобы продемонстрировать, какие разные скорости звучит как.
Многие проблемы с регулировкой скорости подачи проволоки связаны с проволокой. проблемы с настройкой канала, поэтому стоит проверить эту страницу, если эта не помогает.
Техника
Возможна аккуратная сварка при неправильной настройке мощности — проплавление. может быть слишком мало или слишком много, но сварные швы все равно останутся аккуратными.Получить скорость проволоки неправильная, и сварка может стать очень сложной. Уловка для определения правильной скорости провода заключается в эксперименте.
Регулировка скорости подачи проволоки на лету при сварке стального лома это быстрый способ проверить. Установите сварочный аппарат примерно на нужную мощность настройка толщины металла, начала сварки и во время сварки поверните ручку скорости подачи проволоки, пока не приблизитесь.
Видео
На видео скорость провода постепенно увеличивалась с очень от медленного к очень быстрому. Подписи вверху показывают, где я думаю, что провод скорость слишком низкая, хорошая или слишком быстрая.
Обязательно включите звук — звук сварного шва показывает, что происходит больше, чем изображения. Внизу есть элемент управления видео вы можете переместить, чтобы снова прослушать каждый сегмент.
Путеводитель по видео
Выкл.
Подача проволоки начинается с нуля. Чтобы все заработало, нужно немного повернуть вообще.
Слишком медленно
Провод периодически контактирует с металлом, но как только при контакте проволока сгорает (образует шар и плавится обратно в контактный наконечник).
Слишком медленно
Проволока все еще горит после контакта с металлом, но процесс повторяется быстрее.
Хорошо
Проволока движется достаточно быстро, чтобы образовать постоянную дугу в металле, и есть приятный постоянный звук шипения сварного шва. (сказал звучать как жареный бекон, хотя мне не удается воспроизвести звук при приготовлении пищи. Может быть, более опытная рука, держащая сковородку, могла бы подойти ближе.)
Слишком быстро
Сварной шов все еще устойчив, но начинает звучать треск ожесточенный, и проникновение увеличивается.Более дешевые сварщики могут начать издает пулемет, как шум в этот момент.
Скорость подачи проволоки фактически регулирует сварочный ток (ручка мощности на сварщик только напряжение устанавливает). Увеличение скорости подачи проволоки за точку там, где вы получите хороший однородный сварной шов, только увеличит ток и может вызвать разрыв более тонкой стали.
Слишком быстро
Здесь проволока движется так быстро, что сгибается при ударе о металл.Ощущение, будто фонарик отодвигается от металла, а там много брызг.
Советы и рекомендации по скорости подачи проволоки
- Обычно для более тонкого металла скорость подачи проволоки устанавливается на минимальную. что сварка может проходить гладко. Это потому, что ток на самом деле уменьшается по мере уменьшения скорости проволоки, поэтому тонкий металл можно сваривать медленнее и контролируемо.
- Можно дополнительно снизить скорость подачи проволоки, уменьшив расстояние между контактный наконечник и обрабатываемая деталь.Это может вызвать перегрев наконечника, захватите и остановите провод и испортите наконечник, но это может быть полезным методом для деликатной сварки, например, стыковки с краем, особенно если наконечник используется или при непродолжительной сварке.
- Для сварки в угол увеличьте скорость подачи проволоки. Это уменьшает длину дуги и облегчает сварку непосредственно в углу, а не дуга по бокам.
- Скорость подачи проволоки необходимо немного увеличить при сварке в вертикальном положении. поверхность вертикально или под горизонтальной поверхностью.
Регулировка скорости подачи проволоки и различные сварочные аппараты
При увеличении мощности сварочного аппарата необходимо увеличить скорость подачи проволоки.
Для сварочных аппаратов DIY MIG подача проволоки обычно не зависит от установленной мощности. На этих сварочных аппаратах скорость подачи проволоки придется увеличивать вручную, так как мощность увеличена. Для моего сварочного аппарата Clarke с проволокой 0,8 мм установлена скорость 2.3 был хорош для самого низкого уровня мощности, а 5 работал хорошо на самом высоком настройка.
У более дорогих сварочных аппаратов обычно есть автоматическая регулировка скорости подачи проволоки — скорость изменяется сварщиком при изменении настройки мощности. На моем Portamig 181 с настройкой 5,5 подходит как для низкого, так и для более высокого уровня мощности, а ручка скорости подачи проволоки предназначена только для настройки.
% PDF-1.4 % 117 0 объект > endobj xref 117 75 0000000016 00000 н. 0000002414 00000 н. 0000002499 00000 н. 0000003044 00000 н. 0000003221 00000 н. 0000003432 00000 н. 0000003556 00000 н. 0000003761 00000 н. 0000003834 00000 н. 0000003909 00000 н. 0000018483 00000 п. 0000018701 00000 п. 0000018977 00000 п. 0000019245 00000 п. 0000019466 00000 п. 0000019866 00000 п. 0000020061 00000 п. 0000020745 00000 п. 0000021157 00000 п. 0000021377 00000 п. 0000021666 00000 п. 0000022319 00000 п. 0000022661 00000 п. 0000022867 00000 п. 0000036942 00000 п. 0000037361 00000 п. 0000038044 00000 п. 0000038127 00000 п. 0000038826 00000 п. 0000039444 00000 п. 0000040150 00000 п. 0000040311 00000 п. 0000040522 00000 п. 0000052973 00000 п. 0000053081 00000 п. 0000053297 00000 п. 0000066116 00000 п. 0000066502 00000 п. 0000066665 00000 п. 0000066956 00000 п. 0000067168 00000 п. 0000080090 00000 н. 0000080363 00000 п.
