Что такое скважность импульсов. Как измеряется скважность в электронике. Для чего используется скважность сигналов. Как рассчитать скважность импульсов. Чем отличается скважность от коэффициента заполнения.
Что такое скважность импульсов в электронике
Скважность импульсов — это важный параметр в импульсной технике, характеризующий отношение периода следования импульсов к их длительности. Скважность показывает, во сколько раз период импульса больше его длительности.
Скважность обозначается латинской буквой S и рассчитывается по формуле:
S = T / t
где T — период следования импульсов, t — длительность импульса.
Как измеряется скважность в электронике
Скважность является безразмерной величиной, так как представляет собой отношение двух временных интервалов. Теоретически скважность может принимать значения от 1 до бесконечности:
- S = 1 — импульс занимает весь период
- S = 2 — длительность импульса равна половине периода (меандр)
- S > 2 — длительность импульса меньше половины периода
- S → ∞ — при очень коротких импульсах
Чем больше скважность, тем короче импульс по сравнению с периодом. Для измерения скважности используют осциллографы, анализаторы сигналов и специальные измерители скважности.
Применение скважности сигналов в электронике
Скважность импульсов имеет широкое применение в электронике и электротехнике:
- В импульсных источниках питания для регулировки выходного напряжения
- В системах широтно-импульсной модуляции (ШИМ) для управления двигателями, освещением и т.д.
- В цифровой технике для формирования тактовых сигналов
- В радиотехнике для модуляции сигналов
- В измерительной технике для анализа импульсных сигналов
Изменяя скважность, можно регулировать среднее значение сигнала и управлять различными устройствами.
Расчет скважности импульсов
Для расчета скважности импульсов необходимо знать два параметра:
- T — период следования импульсов
- t — длительность импульса
Формула для расчета скважности:
S = T / t
Пример: Период импульсов T = 100 мкс, длительность импульса t = 20 мкс. Рассчитаем скважность:
S = 100 мкс / 20 мкс = 5
То есть скважность равна 5, период в 5 раз больше длительности импульса.
Скважность и коэффициент заполнения
Коэффициент заполнения D (от англ. duty cycle) — величина, обратная скважности:

D = 1 / S = t / T
Коэффициент заполнения показывает, какую часть периода занимает импульс. Выражается в долях единицы или в процентах:
- D = 1 (100%) — импульс занимает весь период
- D = 0.5 (50%) — меандр
- D < 0.5 (< 50%) - импульс короче половины периода
Коэффициент заполнения удобнее использовать при малых значениях скважности.
Виды импульсных сигналов и их скважность
- Меандр — прямоугольный сигнал со скважностью 2 (коэффициент заполнения 50%)
- Прямоугольные импульсы — могут иметь любую скважность больше 1
- Пилообразный сигнал — имеет скважность близкую к 1
- Короткие импульсы — имеют большую скважность (10 и более)
Форма импульсов может быть различной — прямоугольной, треугольной, трапецеидальной и т.д. Это не влияет на расчет скважности.
Скважность в цифровых и аналоговых схемах
В цифровых схемах скважность чаще всего используется для тактовых сигналов и ШИМ-модуляции. Типичные значения:
- Тактовые сигналы — скважность 2 (меандр)
- ШИМ — регулируемая скважность от 1 до 20-50
В аналоговых схемах скважность может принимать любые значения в зависимости от назначения. Например, в импульсных стабилизаторах напряжения скважность регулируется для поддержания требуемого выходного напряжения.
Измерение скважности осциллографом
Для измерения скважности импульсов осциллографом необходимо:
- Подать сигнал на вход осциллографа
- Настроить развертку для отображения нескольких периодов сигнала
- Измерить период сигнала T и длительность импульса t
- Рассчитать скважность как S = T / t
Современные цифровые осциллографы имеют функцию автоматического измерения скважности и коэффициента заполнения импульсов.
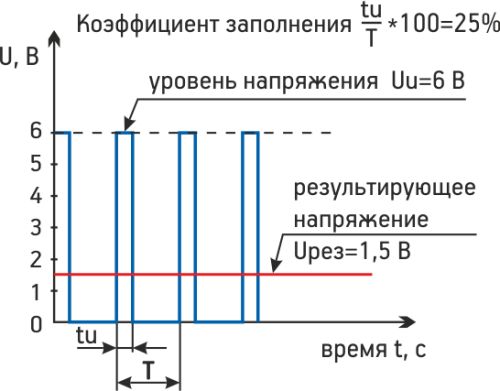
Влияние скважности на среднее значение сигнала
Скважность импульсов непосредственно влияет на среднее значение сигнала. Чем больше скважность (меньше коэффициент заполнения), тем меньше среднее значение:
- Для прямоугольных импульсов: Uср = Uмакс * D
- Где Uср — среднее значение, Uмакс — амплитуда импульсов, D — коэффициент заполнения
Это свойство используется в импульсных преобразователях напряжения и системах ШИМ-управления для регулировки выходных параметров.
Таким образом, скважность является важной характеристикой импульсных сигналов, широко применяемой в современной электронике. Правильный выбор и расчет скважности позволяет эффективно управлять различными устройствами и системами.
что такое скважность в электронике и в чем измеряется?
Содержание:
Общая информация
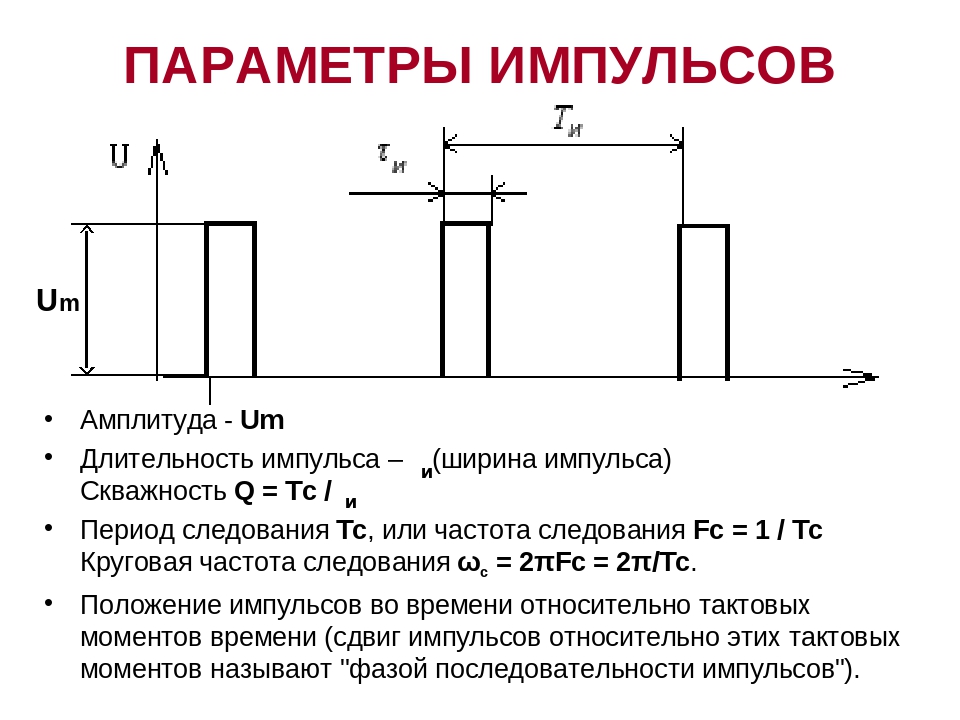
К основным параметрам последовательности импульсов относятся:
- l амплитуда импульса – Um,
- l длительность импульса – tu,
- l длительность паузы – tn,
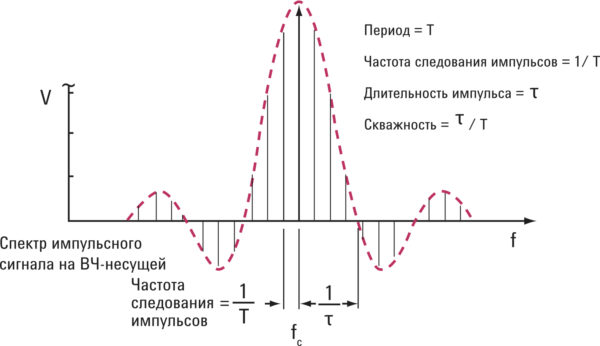
- l период следования T или частота f = 1/T следования.
Если длительность tu всех импульсов, входящих в состав последовательности, и всех пауз tn постоянна в течение времени, то она называется периодической.
Важным параметром периодического импульсного процесса является скважность импульсов S. Скважность импульсов – это отношение периода следования к длительности импульса, рассчитывается по формуле:
Эффективность S при управлении устройства достигается при стабильной частоте сигнала. Иногда используют обратную величину D – коэффициент заполнения, рассчитывается по формуле:
При равенстве tu и tn скважность равна 2, и сигнал называется меандром. S и D – безразмерные величины, так как время делится на время. В цифровых устройствах применяются импульсы различной формы. Формой импульса называется графическое изображение закона изменения импульсного напряжения во времени. На рис. ниже показаны формы сигналов:
В цифровых устройствах применяются импульсы различной формы. Формой импульса называется графическое изображение закона изменения импульсного напряжения во времени. На рис. ниже показаны формы сигналов:
- а – прямоугольная,
- б – трапецеидальная,
- в – экспоненциальная,
- г – колокольная,
- д – ступенчатая,
- е – пилообразная.
Виды импульсных сигналов
Техническая характеристика формы импульсов связана с количественной оценкой основных параметров импульса, свойств отдельных его участков, которые играют разную роль при воздействии импульса на устройство. На рис. выше изображены идеализированные формы импульса. Из-за переходных процессов в устройствах (формирования и усиления импульсов) существует реальная форма, например, прямоугольного импульса (рис. ниже).
Реальная форма импульса
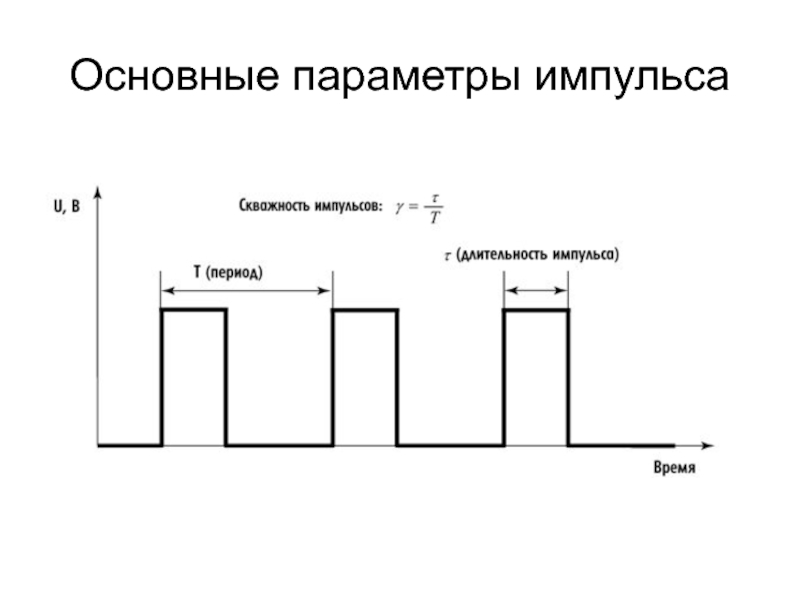
Основные параметры импульса – это:
- l Размах импульса – Um,
- l Длительность импульса – tи,
- l Длительность переднего фронта – tф,
- l Длительность заднего фронта – tсп,
- l Спад вершины – ΔU,
- l Размах выброса заднего фронта – Um обр,
- l Длительность выброса заднего фронта – tи обр.

Указанные величины считываются между уровнями 0.1 и 0.9 от амплитуды в микросекундах, в зависимости от частоты сигнала. Амплитудные – в вольтах.
Определить параметры импульсного сигнала можно с помощью осциллографа, частотомера или мультиметра.
Одной из важнейших величин в импульсной технике является скважность S. Скважность S характеризует прямоугольный импульс, и определяет то, во сколько раз период импульса T больше его длительности t1. Так, меандр, например, имеет скважность равную 2, поскольку длительность импульса в такой последовательности равна половине его периода: S=T/t1=2.
Как видим, и в числителе, и в знаменателе стоят продолжительности, измеряемые в секундах, поэтому скважность — величина безразмерная. Для справки напомним, что меандр — это такая импульсная последовательность, где длительность положительной части импульса t1 равна длительности его исходного состояния t0.
Величина обратная скважности называется коэффициентом заполнения D. Таким образом, теоретически скважность может изменяться от бесконечности до 1, тогда как соответствующий ей коэффициент заполнения может принимать значения от 0 до 1. Записывать величину скважности часто более удобно, чем коэффициент заполнения в виде дроби.
Таким образом, теоретически скважность может изменяться от бесконечности до 1, тогда как соответствующий ей коэффициент заполнения может принимать значения от 0 до 1. Записывать величину скважности часто более удобно, чем коэффициент заполнения в виде дроби.
Например: D=0.5 – коэффициент заполнения меандра, или скважность S=2 – более удобочитаемая запись того же самого. Скважность S=10 соответствует коэффициенту заполнения D=0.1 — имеется ввиду, что продолжительность импульса в 10 раз меньше его периода (суммы его положительной и исходной частей).
Когда заходит речь о широтно-импульсной модуляции (ШИМ), то говорят, что при в драйвере происходит изменение ширины или длительности импульса, практически имеется ввиду изменение скважности при постоянной частоте. В этом контексте чем больше скважность — тем уже импульс, чем меньше скважность — тем шире импульс.
Здесь и просматривается этимологическая связь с русским словом «скважина»: большая скважина (по сути – яма между импульсами в последовательности) — сам импульс выглядит как более узкий, маленькая скважина — импульсы широкие (а вот яма между ними – узкая).
В англоязычной литературе не используется термин «скважность», а используется лишь термин «duty cycle» – рабочий цикл, являющийся аналогом русскоязычного термина «коэффициент заполнения» (D), только указывается он обычно не дробью, а в процентах. Например, мы пишем D=0.5, а в англоязычной литературе можно встретить 50% duty cycle или D = 50%, когда речь идет о меандре. Или D = 30% если длительность импульса соотносится с его периодом как 30 к 100.
Давайте рассмотрим простой практический пример. Лампочка включается на одну секунду через каждые 59 секунд, затем на 59 секунд гаснет, и так все время повторяется в течение неопределенного времени.
Что это значит? Длительность импульса t1 = 1 секунда, период импульса T = 59+1 = 60 секунд. Следовательно с какой скважностью включается лампочка?
Со скважностью S = 60/1. Скважность 60. Значит коэффициент заполнения равен 1/60, то есть D = 0,01666 или duty cycle 1,66%. В данном примере отчетливо видно, что запись в терминах скважности S = 60 более удобочитаема и точна, чем запись в форме коэффициента заполнения D = 0,01666 или duty cycle 1,666%.
Наконец, еще одно полезное применение скважности. Счетчики-дешифраторы импульсов (типа К561ИЕ8) способны делить импульсную последовательность на отдельные импульсы, здесь снова значение скважности подходит лучше, оно может быть определено через разрядность счетчика и сосчитано (пропорционально количеству импульсов, подсчитанных счетчиком).
Таким образом, даже для цифровой техники оперирование напрямую скважностью импульсов часто оказывается более удобным, чем свойственным принятому в англоязычной литературе коэффициентом заполнения.
Скважность – прямоугольный импульс
[Скважность] = [Период следования импульсов (T), с] / [Длительность импульса (L), с]
Скважность – величина, обратная коэффициенту заполнения.
Чем короче импульс, тем больше скважность. Если длительность импульса стремится к нулю, то скважность стремится к бесконечности.
Сква́жность (в физике, электронике) — один из классификационных признаков импульсных систем, определяющий отношение его периода следования (повторения) к длительности импульса. Величина, обратная скважности и часто используемая в англоязычной литературе, называется коэффициентом заполнения
Величина, обратная скважности и часто используемая в англоязычной литературе, называется коэффициентом заполнения
Обобщенный коэффициент заполнения, скважность
Для сложных сигналов также можно ввести понятия коэффициента заполнения и скважности. Будем называть их обобщенными.
[Обобщенный коэффициент заполнения] = [Среднеарифметическое значение напряжения сигнала за период, В] / [ Амплитуда сигнала (A), В]
Легко показать, что эта формула для прямоугольных импульсов сводится к приведенной выше.
[Обобщенная скважность] = 1 / [Обобщенный коэффициент заполнения]
Обобщенным коэффициентом заполнения оперируют довольно часто. К понятию обобщенной скважности практически не прибегают.
Чем отличается скважность и коэффициент заполнения импульсов
Одной из наиболее важных величин в импульсной электронике – это скважность, обозначаемая латинской буквой S. Она дает характеристику импульсам прямоугольной формы и показывает, как относится их период T ко времени t1. К примеру, коэффициент меандра равен 2, поскольку время t1 в этой последовательности составляет половину периода: S = T / t1 = 2.
К примеру, коэффициент меандра равен 2, поскольку время t1 в этой последовательности составляет половину периода: S = T / t1 = 2.
И в числителе, и в знаменателе находится время, выраженное в секундах. При вычислениях они сокращаются, поэтому коэффициент является величиной, не имеющей единиц измерения.
Генератор скважности
Меандр представляет собой поток импульсов, в котором отрицательные и положительные части имеют одинаковую продолжительность.
Инверсия скважности имеет название коэффициент заполнения. Следовательно, скважность способна принимать множество значений от бесконечности до единицы, а рабочий цикл этого же потока импульсов, как еще могут называть коэффициент заполнения, способен принимать значения от 0 до 1. Часто удобней записывать не данный коэффициент, измерение которого производится десятичными дробями, а скважность, которая равна, чаще всего, целому числу.
Например: D = 0,5 или S = 2 – эти две записи означают одно и то же, но вторую читать легче. Рабочий цикл S = 10 соответствует показателю D = 0,1 – это означает, что длительность импульса в 10 раз меньше его периода.
Рабочий цикл S = 10 соответствует показателю D = 0,1 – это означает, что длительность импульса в 10 раз меньше его периода.
В широтно-импульсной модуляции (сокращенно, ШИМ) прибор изменяет ширину или продолжительность импульса, при этом будет соответственно изменяться и коэффициент. Частота при этом будет постоянной. В таком случае, чем больше величина, показывающая скважность, тем более узким будет импульс, и, наоборот – при минимальной скважности будет достигаться максимальная ширина.
При изучении данного явления просматривается этимологическая связь с словом «скважина» из русского языка: широкая скважина (на самом деле, это промежуток между импульсами в потоке) – положительные части узкие, узкая скважина – положительные части широкие (но свободное пространство между ними мало).
Важно: У англоязычных авторов термин «скважность» не встречается вовсе, а для его замены применяют понятие «рабочий цикл» – аналогичный российскому коэффициенту заполнения (D). Однако в английской литературе он выражается не дробным числом, а процентом. Например, если D = 0,5 в западных пособиях будет указано: D = 50%.
Например, если D = 0,5 в западных пособиях будет указано: D = 50%.
Характеристики скважности
Коэффициент заполнения и показатель скважности зависят от уровня получаемого колебания, при этом его частота определяется параметрами генератора. Для вычисления скважности имеют наибольшее значение два основных критерия:
- Период Т.
- Длительность импульса t1.
Характеристики
Принцип действия
Для формирования прямоугольного колебания в устройствах-модуляторах имеется специальная микросхема-контроллер либо аналоговая микросхема. Подключение происходит посредством цепи на полупроводнике. Полупроводник имеет только два состояния:
- Закрытое
- Открытое.
Важно! Работа всей цепи зависит от характера колебаний. Следовательно, если лампа подключена через полупроводниковый прибор, она начнёт мерцать с заданной частотой.
Однако, когда частота превышает 50 Гц, из-за особенностей глаз человека, мигание сливается в единое свечение. Но таким образом можно регулировать и яркость свечения. Снижение коэффициента повлечет за собой уменьшение яркости света, выдаваемой лампой.
Но таким образом можно регулировать и яркость свечения. Снижение коэффициента повлечет за собой уменьшение яркости света, выдаваемой лампой.
Подобную схему можно использовать для постоянных двигателей. Уменьшение частоты провоцирует снижение скорости вращения двигателя, а высокие – к большей мощности агрегата.
В аналогичных устройствах применяется полупроводниковый переключатель, который имеет высокую скорость срабатывания и низкую проводимость, поскольку в противном случае устройство может запаздывать.
Как обозначается
Скважность обозначается английской буквой S, величина, обратная ей – коэффициент заполнения – буквой D. Данные обозначения используются и в русской, и в англоязычной литературе.
Формы сигналов
Сигналы различаются по форме и характеристикам:
- Синусоида. Переменный ток на выходе из дома представляет собой синусоидальную волну, которая изменяется во времени с частотой 50 Гц. Для синусоидального колебания период можно выражать не в секундах, а в градусах или в радианах.
 При этом, необходимо учитывать, что полный период равен 360 ° (при использовании градусной меры) или 2п (если применяется радианная мера)
При этом, необходимо учитывать, что полный период равен 360 ° (при использовании градусной меры) или 2п (если применяется радианная мера)
Важно! Период и частота математически зависят друг от друга. По мере того, как период уменьшается, частота увеличивается, и наоборот.
Синусоид
- Поскольку меандры имеют симметричные прямоугольные волны, периоды T и t1 которых равны, они широко используются в электронных цепях часов и сигналов синхронизации. На входе и выходе практически всех цифровых логических схем используются такие сигналы. Поскольку они симметричны, длительность положительной части равняется временному промежутку, когда импульс отрицательный (ноль). У сигналов, используемых в качестве тактовых сигналов в цифровой технике, длительность положительного импульса называется временем заполнения цикла.
Меандр
- Разница между прямоугольным сигналом и меандром заключается в том, что длительности положительной и отрицательной частей периода не равны друг другу.
 Поэтому прямоугольные сигналы классифицируются как несбалансированные.
Поэтому прямоугольные сигналы классифицируются как несбалансированные.
Прямоугольный сигнал
Важно! Сигнал может принимать и положительные, и отрицательные значения, подвергаясь изменениям. В показанном потоке время положительного импульса больше, чем длительность отрицательного импульса, хотя бывает и наоборот.
Как измерить скважность с помощью формулы
Скважность прямоугольных импульсов S – это отношение периода T ко времени импульса, обозначаемого буквой t1. Также, стоит отметить, что рабочий цикл D – это значение обратное скважности:
Скважность формула
Скважность сигнала – одна из самых важных характеристик в импульсной технике. Ее основные характеристики – это период и время численного значения импульса. Изменяя эти характеристики, можно повлиять на всю цепь.
Управление скважностью
С помощью цифровых сигналов происходит управление разнообразными устройствами. Первое применение такого управления использовалось при передаче информации кодом Морзе. Сигнал передаётся короткими и длинными импульсами. Каждой букве соответствует определённый набор точек и тире. Сегодня этот метод управления используется для ШИМ-управления.
Первое применение такого управления использовалось при передаче информации кодом Морзе. Сигнал передаётся короткими и длинными импульсами. Каждой букве соответствует определённый набор точек и тире. Сегодня этот метод управления используется для ШИМ-управления.
При изменении D (коэффициент заполнения) от 0 до 1 добиваются нужного напряжения на выходе электронного устройства. Таким образом, можно управлять оборотами двигателя, освещением, яркостью дисплея и т.д. При формировании прямоугольных импульсов используются специально разработанные микросхемы, например, NE555, NL494, КР1006ВИ1, IR2153, и микроконтроллеры: Arduino, AVR, SG2525A.
Для обеспечения надёжной работы управляемых устройств к параметрам импульсного сигнала предъявляются жестокие требования по их стабильности. Это достигается применением кварцевого генератора и хорошей переходной характеристикой схемы формирования управляющих импульсов.
Предыдущая
РазноеЧто такое однолинейная схема электроснабжения и какие требования для её проектирования?
Следующая
РазноеОтносительная диэлектрическая проницаемость
Как влияет циклограмма на процесс настройки аппаратов TIG?
Как влияет циклограмма на процесс настройки аппаратов TIG?
Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата ПТК МАСТЕР TIG 200 P AC/DC D92.
Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т. к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Стартовый ток
Параметр, который позволяет установить сварочный ток в начале сварки. Равномерно прогревает свариваемые кромки металла для получения сварочной ванны и последующего введения присадочного прутка. Обычно имеет диапазон 5–15 Ампер до максимального значения сварочного тока аппарата.
Время нарастания тока
Параметр, с помощью которого можно контролировать время изменения сварочного тока со стартового до основного (пикового) тока. Параметр имеет особое значение при сварке толстого металла, когда кромки уже разогреты, но силы сварочного тока не хватает для того, чтобы получить сварочную ванну. Диапазон регулировки от 0,1 сек до 10–15 секунд.
Пиковый ток
Или основной ток для сварки дугой без импульса — это основной сварочный параметр, который формирует сварочную ванну и сварочный шов. При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
Совет. Стартовый ток лучше установить больше пикового (основного) тока на 10–20 Ампер, чтобы быстро сформировать сварочную ванну без дальнейшего перегрева основного металла. Время спада тока лучше установить от 1,5 до 2,0 секунд, чтобы долго не греть металл и не получить прожог.
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т. е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Время снижения тока
С помощью времени снижения тока можно контролировать время изменения сварочного тока основного (пикового) до тока заварки кратера. Имеет диапазон регулировки от 0,1 до 10–15 секунд. В течение этого времени ток будет плавно снижаться для того, чтобы в конце сварочного шва не образовался кратер.
Ток заварки кратера
Параметр, который позволяет установить ток для завершения процесса сварки. Диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата. Позволяет завершить сварку без образования кратера.
В режиме работы горелки 2Т спад тока и заварка кратера начинается после отпускания кнопки, в режиме 4Т кнопку необходимо зажать до погашения дуги.
Время подачи газа после сварки
Параметр, при котором высокочастотный осциллятор отключается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Дополнительные сварочные параметры
Рекомендуем обратить внимание на сварочные параметры, которые применимы только в определенных режимах:
1. Баланс полярности переменного тока в режиме AC и AC Pulse
Полярность тока сварки существенным образом сказывается на характере протекания процесса аргонодуговой сварки. При использовании обратной полярности процесс сварки TIG характеризуется следующими особенностями:
Сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности электрод должен быть большего диаметра при одном и том же токе. Иначе он будет перегреваться и быстро разрушится.
Зона расплавления основного металла широкая, но неглубокая.
Наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (катодное распыление), что улучшает сплавление кромок и формирование шва.
При сварке на прямой полярности наблюдается следующее:
Повышенный ввод тепла в изделие и сниженный в электрод.
Зона расплавления основного металла узкая, но глубокая.
Совет. При сварке алюминия на переменном токе, на кончике вольфрамового электрода необходимо образовать шарик, диаметром не более ½ диаметра электрода.
Чтобы образовать шарик на конце электрода необходимо:
Выставить регулировку так, чтобы баланс полярности переменного тока был 50/50. На аппарате ПТК МАСТЕР ПТК МАСТЕР TIG 200 P AC/DC D92 показатель равен (65+15)/2=40. 40% — баланс отрицательной полуволны и положительной полуволны одинаков.
Выставить баланс полярности в положение 45–50. На этом режиме шарик образуется в заданных значениях диаметра. Если вы выставите баланс полярности больше, то положительная полуволна увеличится, электронов потечет больше, на вольфраме начнет увеличиваться шарик.
После образования шарика рекомендуем вернуть баланс полярности в исходное положение.
2. Частота переменного тока (режим AC и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги, на глубину проплавления и ширину зоны очистки. Чем больше частота переменного тока, тем стабильнее горение дуги, более узкий сварочный шов, меньше тепловложение в изделие. Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
3. Частота импульса (режим DC Pulse и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги и на глубину проплавления. Чем больше частота импульсов тока, тем чаще пиковый ток будет спадать до базового и наоборот — базовый ток подниматься до пикового. Это обеспечивает стабильное горение дуги, узкий сварочный шов и меньшее тепловложение в изделие.
Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем реже пиковый ток будет спадать до базового и наоборот – базовый ток подниматься до пикового, следовательно, шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
Чем меньше частота переменного тока, тем реже пиковый ток будет спадать до базового и наоборот – базовый ток подниматься до пикового, следовательно, шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
4. Скважность или заполнение импульса в режиме DC Pulse и AC Pulse
Этот параметр схож по физическому смыслу с балансом полярности переменного тока. Однако, скважность импульса регулирует не положительную или отрицательную полуволну, а регулирует длительность пикового и базового тока в цикл длительности импульса.
Пример: Если частота импульса 50 Гц, что соответствует 20 мс, а базовый и пиковый ток — 50 и 100 Ампер соответственно, то при скважности импульса 50%, 10 мс ток будет 100 Ампер, а оставшиеся 10 мс — 50 Ампер, если скважность импульса составит 75% — 15 мс будет ток 100 А, а 5 мс – 50 мс.
Исходя из вышесказанного, чем выше скважность импульса, тем больше длительность пикового тока и выше тепловложение в металл, шире сварочная ванна. Чем меньше скважность — тем меньше тепловложение, стабильнее дуга, у́же сварочная ванна.
Чем меньше скважность — тем меньше тепловложение, стабильнее дуга, у́же сварочная ванна.
Запомните, что внимательное отношение к настройкам сварочных параметров поможет избежать дефекты и трудности при аргонодуговой сварке TIG. В качестве рекомендации ниже приведена таблица, в которой сделан акцент на важные моменты настройки параметров сварки. Таблица носит ознакомительный характер и не служит руководством к действию.
Толщина металла
Положение при сварке
Тонкий металл (до 3 мм)
Толстый металл (от 3 мм)
Нижнее DC
Частота импульса от 100 Гц и выше.
Скважность импульса от 10 до 50%.
Стартовый ток выше пикового тока на 5-10А.
Базовый ток от 25 до 50% от пикового тока.
Пиковый ток до 70–85А.
АС
Аналогично DC и дополнительно:
Частота переменного тока от 100 Гц и выше.
Баланс полярности переменного тока выше половины.
DC
Стартовый ток выше пикового тока на 10-25А.
Пиковый ток от 70–85А.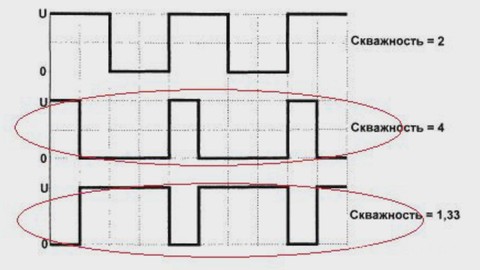
АС
Аналогично DC и дополнительно:
Частота переменного тока ниже 100Гц.
Баланс полярности переменного тока ниже половины.
Угловое DC
Частота импульса от 150Гц и выше.
Скважность импульса от 30 до 50%.
Стартовый ток выше пикового тока на 5–10А, базовый ток на 25–50% от пикового.
Пиковый ток до 75–90 А.
АС
Аналогично DC и дополнительно:
Частота переменного тока от 150Гц и выше.
Баланс полярности переменного тока выше половины. DC
Стартовый ток выше пикового тока на 20–30А.
Пиковый ток от 75–95А.
АС
Аналогично DC и дополнительно:
Частота переменного тока ниже 100Гц.
Баланс полярности переменного тока ниже половины или половина.
Вертикальное (сварка снизу-вверх) DC
Частота импульса от 150Гц и выше
Скважность импульса от 10 до 50%
Стартовый ток выше пикового тока на 5–10А, базовый ток на 25-50% от пикового.
Пиковый ток до 75–95А.
АС
Аналогично DC и дополнительно:
Частота переменного тока от 150Гц и выше.
Баланс полярности переменного тока выше половины. DC
Стартовый ток выше пикового тока на 10–25А.
Пиковый ток от 70–85А.
АС
Аналогично DC и дополнительно:
Частота переменного тока ниже 100Гц.
Баланс полярности переменного тока ниже половины.
Горизонтальное (сварка справа-налево) DC
Частота импульса от 100Гц и выше.
Скважность импульса от 30 до 50%.
Стартовый ток выше пикового тока на 5–10А, базовый ток на 25–50% от пикового.
Пиковый ток до 70–85А.
АС
Аналогично DC и дополнительно:
Частота переменного тока от 100Гц и выше.
Баланс полярности переменного тока выше половины. DC
Стартовый ток выше пикового тока на 10–25А.
Пиковый ток от 70–85А.
АС
Аналогично DC и дополнительно:
Частота переменного тока ниже 100Гц.
Баланс полярности переменного тока ниже половины.
Потолочное DC
Частота импульса от 150Гц и выше.
Скважность импульса от 10 до 50%.
Стартовый ток выше пикового тока на 5–10А, базовый ток на 25–50% от пикового.
Пиковый ток до 65–85А.
АС
Аналогично DC и дополнительно:
Частота переменного тока от 150Гц и выше.
Баланс полярности переменного тока выше половины. DC
Частота импульса от 100Гц и выше
Скважность импульса от 10 до 50%
Стартовый ток выше пикового тока на 5–10А, базовый ток на 25–50% от пикового.
Пиковый ток от 65–85А.
АС
Аналогично DC и дополнительно:
Частота переменного тока ниже 100Гц.
Баланс полярности переменного тока ниже половины.
Что такое рабочий цикл? | Определение из TechTarget
К
- Участник TechTarget
Рабочий цикл — это доля времени, в течение которого работает компонент, устройство или система. Рабочий цикл может быть выражен в виде отношения или в процентах.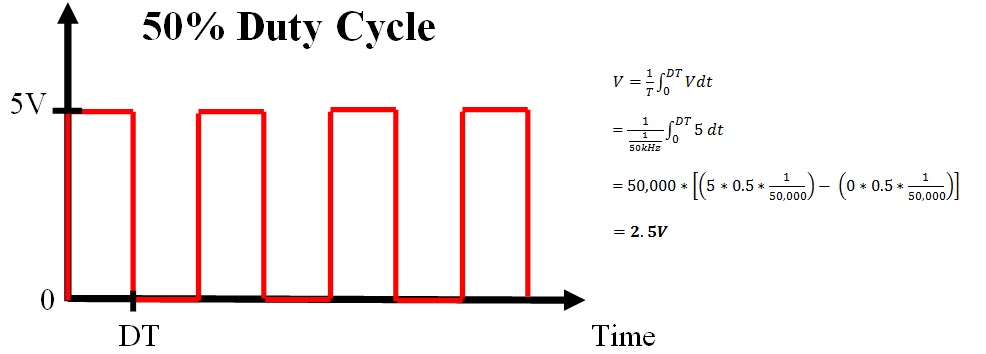 Предположим, что дисковод работает в течение 1 секунды, затем отключается на 99 секунд, затем снова запускается на 1 секунду и так далее. Привод работает одну из 100 секунд, или 1/100 времени, и поэтому его рабочий цикл составляет 1/100, или 1 процент.
Предположим, что дисковод работает в течение 1 секунды, затем отключается на 99 секунд, затем снова запускается на 1 секунду и так далее. Привод работает одну из 100 секунд, или 1/100 времени, и поэтому его рабочий цикл составляет 1/100, или 1 процент.
Чем больше используется цепь, машина или компонент, тем быстрее они изнашиваются. Следовательно, чем выше рабочий цикл, тем короче срок службы при прочих равных условиях. Если ожидаемый срок службы вышеупомянутого диска составляет 1 000 000 часов при рабочем цикле 1 %, ожидаемый срок службы того же устройства, вероятно, составит около 500 000 часов при рабочем цикле 2 % и 2 000 000 часов при рабочем цикле 2 %. 0,5 процента.
Последнее обновление: сентябрь 2005 г.
враждебный ML
Состязательное машинное обучение — это метод, используемый в машинном обучении для обмана или введения в заблуждение модели с помощью злонамеренных входных данных.
Сеть
-
межсоединение центра обработки данных (DCI)
Технология соединения центров обработки данных (DCI) объединяет два или более центров обработки данных для совместного использования ресурсов.

-
Протокол маршрутной информации (RIP)
Протокол маршрутной информации (RIP) — это дистанционно-векторный протокол, в котором в качестве основной метрики используется количество переходов.
-
доступность сети
Доступность сети — это время безотказной работы сетевой системы в течение определенного интервала времени.
Безопасность
-
GPS-глушение
Подавление сигналов GPS — это использование устройства, передающего частоту, для блокирования или создания помех радиосвязи.
-
контрольная сумма
Контрольная сумма — это значение, представляющее количество битов в передаваемом сообщении, которое используется ИТ-специалистами для обнаружения…
-
информация о безопасности и управление событиями (SIEM)
Управление информацией о безопасности и событиями (SIEM) — это подход к управлению безопасностью, объединяющий информацию о безопасности .
 ..
..
ИТ-директор
-
FMEA (анализ видов и последствий отказов)
FMEA (анализ видов и последствий отказов) представляет собой пошаговый подход к сбору сведений о возможных точках отказа в …
-
доказательство концепции (POC)
Доказательство концепции (POC) — это упражнение, в котором работа сосредоточена на определении того, можно ли превратить идею в реальность.
-
зеленые ИТ (зеленые информационные технологии)
Green IT (зеленые информационные технологии) — это практика создания и использования экологически безопасных вычислений.
HRSoftware
-
самообслуживание сотрудников (ESS)
Самообслуживание сотрудников (ESS) — это широко используемая технология управления персоналом, которая позволяет сотрудникам выполнять множество связанных с работой .
 ..
.. -
платформа обучения (LXP)
Платформа обучения (LXP) — это управляемая искусственным интеллектом платформа взаимного обучения, предоставляемая с использованием программного обеспечения как услуги (…
-
Поиск талантов
Привлечение талантов — это стратегический процесс, который работодатели используют для анализа своих долгосрочных потребностей в талантах в контексте бизнеса …
Служба поддержки клиентов
-
закон убывающей отдачи
Закон убывающей отдачи — это экономический принцип, утверждающий, что по мере увеличения капиталовложений в определенную область норма …
-
привлечения клиентов
Взаимодействие с клиентами — это средство, с помощью которого компания устанавливает отношения со своей клиентской базой для повышения лояльности к бренду и …
-
прямой электронный маркетинг
Прямой маркетинг по электронной почте — это формат кампаний по электронной почте, в котором отдельные рекламные объявления рассылаются целевому списку .
 ..
..
Что такое рабочий цикл в сварке? (с таблицей)
Рабочий цикл сварки представляет собой процентную долю 10-минутного интервала, в течение которого источник сварочного тока может непрерывно выдавать номинальную силу тока. Рабочий цикл сварочного аппарата определяет, как долго сварочный аппарат может выдавать номинальную силу тока, прежде чем ему потребуется охлаждение.
Например, сварщик с номинальным рабочим циклом 200 А при нагрузке 60 % может выдавать 200 А в течение шести минут, прежде чем ему потребуется отдохнуть в течение оставшихся четырех минут 10-минутного интервала.
Вот хорошее видео, объясняющее суть:
Важность ПВ при сварке
Сварочные аппараты переходят в режим тепловой перегрузки при превышении предела ПВ во время сварки. Мощность дуги отключается, а охлаждающий вентилятор продолжает работать, помогая отводить тепло от чувствительных частей внутри сварочного аппарата.
Мощность дуги отключается, а охлаждающий вентилятор продолжает работать, помогая отводить тепло от чувствительных частей внутри сварочного аппарата.
Внутренние компоненты сварочных аппаратов, такие как IGBT-транзисторы, трансформаторы, выпрямители, конденсаторы и резисторы, нагреваются во время сварки. Чем выше выходной ток, тем больше выделяется тепла. Любая из этих частей может выйти из строя, если машина перегружена. Поэтому производители разрабатывают и тестируют свои сварочные аппараты, чтобы определить оптимальный рабочий цикл для безопасной работы.
Рабочий цикл является важным показателем, поскольку он дает общее представление о том, с какими работами может справиться сварщик. Например, сварочные аппараты-любители обычно имеют более короткие рабочие циклы, а профессиональные — гораздо более длительные.
Всегда ли рабочий цикл проверяется одинаково?
Рабочий цикл не всегда проверяется одинаково. Это создает путаницу и несправедливое «преимущество» среди производителей сварочных аппаратов.
10-минутный интервал рабочего цикла является золотым стандартом в отрасли, и его используют большинство производителей в США, ЕС и Австралии. Тем не менее, ничто не мешает бренду оценивать своих сварщиков, используя 5-минутный период времени, что позволяет им заявлять о гораздо более длительном рабочем цикле. В этом примере до 50% дольше.
Однако, если производитель отклоняется от 10-минутного рейтинга, он не может утверждать, что соответствует европейскому стандарту EN60974-1 или австралийскому стандарту AS60974-1 (на основе стандарта ЕС).
Кроме того, в том же стандарте AS/EN60974-1 указано, что испытания должны проводиться при температуре окружающей среды 40°C после как минимум двух тепловых перегрузок. Таким образом, если бренд тестирует свои сварочные аппараты при температуре 20°C или не перегружает аппарат дважды во время предварительного тестирования, он может заявить завышенное значение.
Как вы понимаете, испытание аппарата для холодной сварки при низкой температуре окружающей среды дает более высокий рейтинг.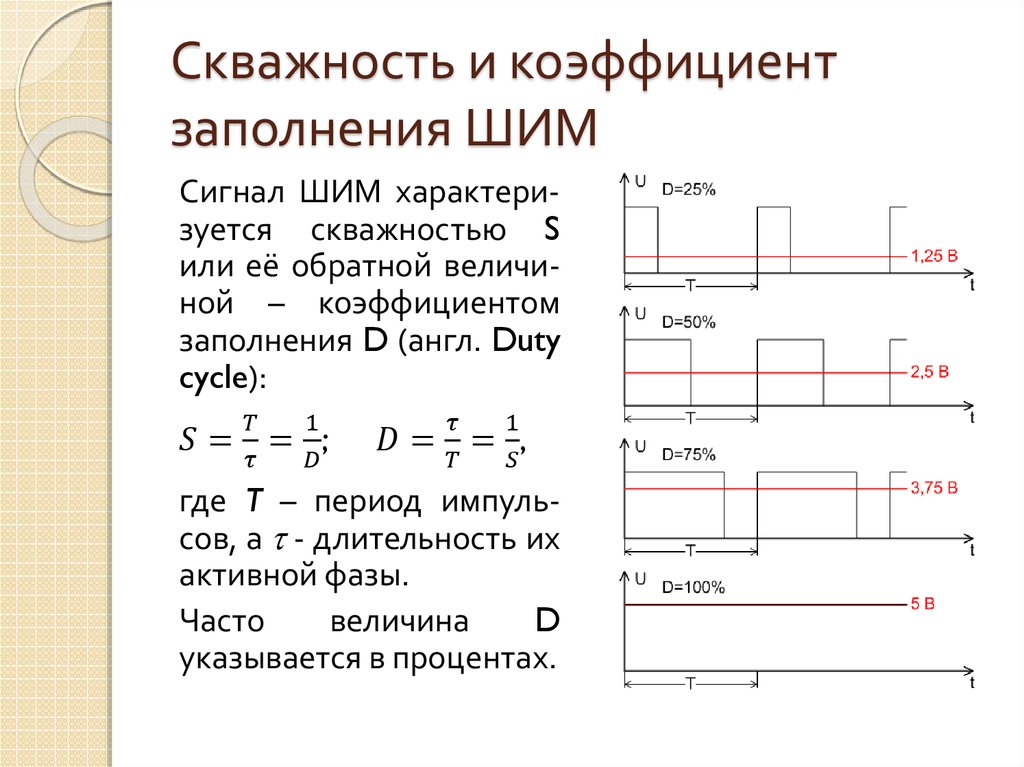 Но такие тесты не являются подлинными. В реальном мире машина должна достичь своего номинального рабочего цикла даже после нескольких последовательных тепловых перегрузок.
Но такие тесты не являются подлинными. В реальном мире машина должна достичь своего номинального рабочего цикла даже после нескольких последовательных тепловых перегрузок.
Убедитесь, что сварочный аппарат, который вы покупаете, соответствует стандарту AS/EN60974-1. У многих сварочных аппаратов этот стандарт указан на табличке с техническими характеристиками сзади. Прочтите руководство пользователя или обратитесь в службу поддержки бренда, если его там нет.
И последнее замечание: невозможно сравнивать два сварочных аппарата, если рабочие циклы были протестированы по-разному. Стандарт AS/EN60974-1 широко распространен, и бренды, заявляющие о высоких рабочих циклах без использования этого стандарта, скорее всего, преувеличивают свои цифры. Будьте осторожны с такими маркетинговыми уловками.
Изображение задней панели инверторного сварочного аппарата переменного/постоянного тока TIG-250P компании YesWelder с печатным стандартом IEC 60974-1. IEC — сокращение от Международной электротехнической комиссии. AS/EN60974-1 и IEC 60974-1 это те же стандарты.
AS/EN60974-1 и IEC 60974-1 это те же стандарты. Стандарт AS/EN60974-1 также требует, чтобы защита сварщика от тепловой перегрузки выдерживала 100 последовательных перегрузок для устройств с рабочим циклом 35 % или выше. Машины с рабочим циклом ниже 35% должны выдерживать 200 перегрузок. Таким образом, если сварочный аппарат не соответствует этому стандарту, его внутренние компоненты могут быть некачественными.
Изображение абзаца из стандарта IEC EN60974-1Является ли рабочий цикл лучшим способом оценки сварщика?
Рабочий цикл — не единственный лучший способ оценки сварщика. Существует множество других факторов, которые следует учитывать при выборе машины. Тем не менее, рабочий цикл является одной из важнейших характеристик, которые следует учитывать.
Пример диаграммы рабочего цикла для сварочного аппарата с двойным напряжением (120 В и 240 В) Сварочный аппарат с коротким рабочим циклом будет постоянно перегреваться, если вы планируете выполнять сварку в больших объемах при высокой выходной силе тока. Точно так же покупка высококачественного сварочного аппарата — пустая трата денег, если вы любитель или вам нужен сварочный аппарат для легкой сварки в цеху.
Точно так же покупка высококачественного сварочного аппарата — пустая трата денег, если вы любитель или вам нужен сварочный аппарат для легкой сварки в цеху.
Помимо рабочего цикла, вы должны учитывать диапазон выходной силы тока сварочного аппарата, включенные функции, портативность, качество сборки и, самое главное, гарантию. Если сварочный аппарат имеет большой рабочий цикл, но на него распространяется гарантия менее года, он, скорее всего, выйдет из строя быстрее, чем вам хотелось бы.
Кроме того, примите во внимание, что вы вряд ли сможете сваривать при температуре окружающей среды 40°C после двух последовательных тепловых перегрузок. Таким образом, какую бы машину вы ни купили, вы, вероятно, будете иметь более длительный рабочий цикл, чем тот, который указан на этикетке, если производитель соблюдает стандарт AS/EN60974-1.
Взгляните на сравнение рабочего цикла в видео ниже. Все четыре марки превзошли свои номинальные рабочие циклы при испытаниях в реальном сварочном цехе. Наиболее вероятные причины: температура окружающей среды была ниже 40°C, а сварщики были холодными в начале испытаний.
Наиболее вероятные причины: температура окружающей среды была ниже 40°C, а сварщики были холодными в начале испытаний.
Рабочий цикл, техническое обслуживание и влажность
Помимо температуры окружающей среды, на рабочий цикл вашего сварочного аппарата могут влиять пыль и другой мусор. Если вентиляционные отверстия забиты мусором, ваша машина будет перегреваться быстрее. Кроме того, если пыль «изолирует» чувствительные компоненты внутри сварочного аппарата, тепло будет труднее рассеиваться. Слой пыли действует как одеяло. Поэтому убедитесь, что охлаждающие вентиляторы не заблокированы, и регулярно выполняйте техническое обслуживание сварочного аппарата.
Кроме того, влажность может влиять на рассеивание тепла и сокращать рабочий цикл.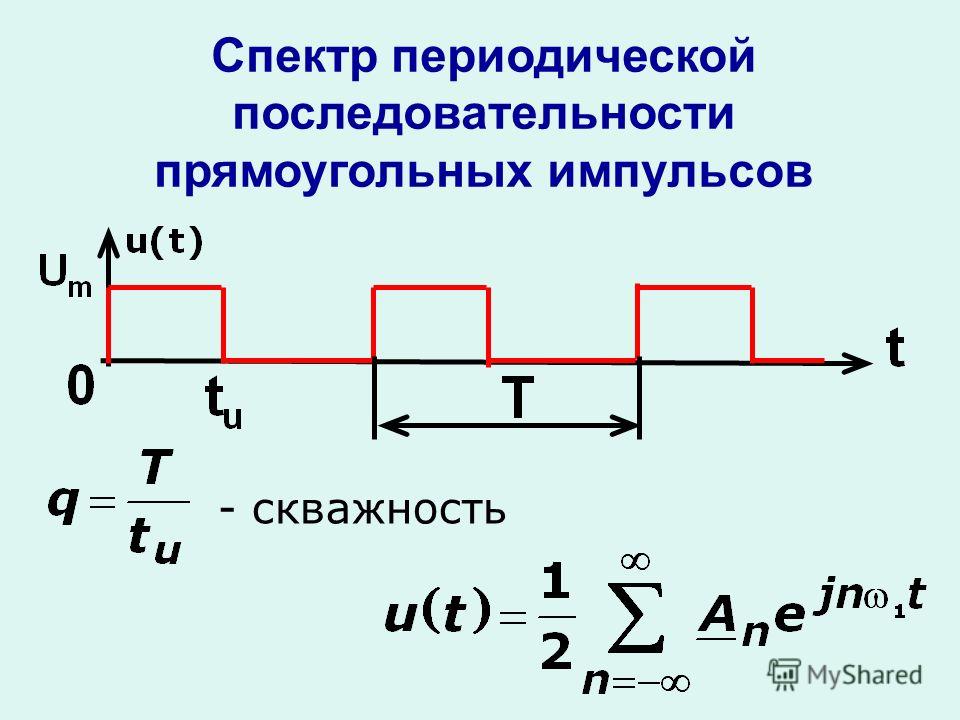 Окружающий воздух с высокой относительной влажностью имеет более низкую теплопроводность, что замедляет передачу тепла от нагретых элементов внутри сварочного аппарата в атмосферу. Если вы работаете в условиях повышенной влажности, рабочий цикл может сократиться.
Окружающий воздух с высокой относительной влажностью имеет более низкую теплопроводность, что замедляет передачу тепла от нагретых элементов внутри сварочного аппарата в атмосферу. Если вы работаете в условиях повышенной влажности, рабочий цикл может сократиться.
Рабочие циклы для различных сварочных процессов
Такие процессы дуговой сварки, как MIG, TIG и SMAW, предъявляют к сварщику различные требования. В результате они имеют присущие им различия, которые напрямую влияют на потребности рабочего цикла.
Рабочий цикл сварки МИГ
В процессе сварки МИГ используется автоматическая подача проволоки и обеспечивается непрерывная сварка. Поскольку процесс не требует частых пауз, сварочные аппараты MIG часто имеют длительные рабочие циклы.
Конечно, если вы выполняете сварку только легких металлических листов, вам подойдет сварочный аппарат MIG с коротким рабочим циклом. Но, если вы планируете сваривать толстые секции с помощью сварочного аппарата MIG, вам следует приобрести аппарат с высоким рабочим циклом.
Вы должны учитывать толщину, которую вы хотите сварить, и силу тока, необходимую для этого. Затем купите сварочный аппарат с рабочим циклом не менее 60% при требуемой силе тока.
Рабочий цикл сварки ВИГ
Процесс сварки ВИГ медленный и не требует частых остановок. Возможно, вам придется приостановить сварку, чтобы получить еще один стержень из присадочного металла, но это короткий перерыв, который не приведет к значительному охлаждению машины. Итак, если вы свариваете толстые секции, приобретите сварочный аппарат с высоким рабочим циклом.
Однако для большинства сварок TIG требуется менее 100–130 А. Многие сварочные аппараты могут работать со 100% рабочим циклом при таких низких нагрузках. Таким образом, если вы выполняете прецизионную работу с более тонкими материалами, вам не придется сильно беспокоиться о рабочем цикле.
Кроме того, сварочные аппараты не рассчитаны на импульсный выходной ток. Профессиональное оборудование TIG позволяет выполнять импульсную сварку с чередующейся высокой и низкой выходной силой тока. Это приводит к более длительному рабочему циклу, поскольку электрические компоненты машины подвергаются меньшей нагрузке. Кроме того, даже если сварочный аппарат TIG не имеет импульсной функции, использование ножной педали TIG для уменьшения выходной силы тока при сварке также увеличивает продолжительность рабочего цикла, поскольку средняя непрерывная нагрузка ниже.
Это приводит к более длительному рабочему циклу, поскольку электрические компоненты машины подвергаются меньшей нагрузке. Кроме того, даже если сварочный аппарат TIG не имеет импульсной функции, использование ножной педали TIG для уменьшения выходной силы тока при сварке также увеличивает продолжительность рабочего цикла, поскольку средняя непрерывная нагрузка ниже.
Рабочий цикл сварки электродом
Процесс сварки электродом допускает частые прерывистые паузы при перемещении по стыку. Замена стержневого сварочного электрода, удаление шлака, очистка сажи и удаление мелких частиц шлака, а также наклеп в сварных швах позволяют сварочному аппарату остыть. В результате вы можете использовать машину с более коротким рабочим циклом и выполнять большую часть работы.
Длительные паузы при сварке электродами являются одной из причин того, что многопроцессорные сварочные аппараты обеспечивают кратчайший рабочий цикл для процесса сварки электродами.
Большинство работ можно выполнить с помощью сварочного аппарата на 150 А с рабочим циклом 40 %. Сварка стержнем обеспечивает более глубокое проплавление, чем другие процессы дуговой сварки. Таким образом, с некоторой подготовкой шва и мощностью не менее 150 А вы можете сваривать любую сталь толщиной менее 1/2 дюйма. При рабочем цикле 40% вы сможете сваривать около четырех минут. Скорее всего, вы израсходуете стержневой электрод быстрее, и машина остынет, пока вы очищаете шлак и готовите соединение для следующего электрода.
Сварка стержнем обеспечивает более глубокое проплавление, чем другие процессы дуговой сварки. Таким образом, с некоторой подготовкой шва и мощностью не менее 150 А вы можете сваривать любую сталь толщиной менее 1/2 дюйма. При рабочем цикле 40% вы сможете сваривать около четырех минут. Скорее всего, вы израсходуете стержневой электрод быстрее, и машина остынет, пока вы очищаете шлак и готовите соединение для следующего электрода.
Что происходит, когда рабочий цикл превышен?
При превышении рабочего цикла сварочного аппарата сварщик активирует функцию защиты от тепловой перегрузки. У большинства сварщиков есть эта мера безопасности. Тем не менее, некоторые сварочные аппараты этого не делают, и они могут загореться, или некоторые из их чувствительных частей могут загореться.
Большинство сварочных аппаратов имеют внутри термопары для контроля температуры внутренних компонентов. Как только достигается критическая температура, термопара посылает сигнал на схему защиты от тепловой перегрузки, которая отключает питание.
Не тяните за вилку сварочного аппарата, если активирован режим тепловой перегрузки. Это выключит охлаждающие вентиляторы, которые должны продолжать работать, чтобы способствовать отводу избыточного тепла.
Если постоянно нарушать рабочий цикл, срок службы сварочного аппарата сократится, независимо от того, что заявляет производитель. Внутренние компоненты и их изоляция начинают разрушаться при высоких температурах, что в итоге приводит к выходу оборудования из строя.
Таким образом, вам следует избегать постоянного превышения пределов рабочего цикла. Современные сварщики используют сотни крошечных компонентов на своих печатных платах, и один резистор, конденсатор или IGBT-транзистор могут сгореть, если вы толкнете машину. Кроме того, многие из этих компонентов основаны на крошечных соединениях толщиной с человеческий волос. Они чувствительны, и постоянный перегрев приведет к повреждению.
Упаковка
Не всегда возможно напрямую сравнить рабочие циклы двух сварочных аппаратов.